
Experimental Study and GRNN Modeling of Shrinkage Characteristics for Wax Patterns of Gas Turbine Blades Considering the Influence of Complex Structures
 ,
,
Abstract
:1. Introduction
2. Prediction Methodology
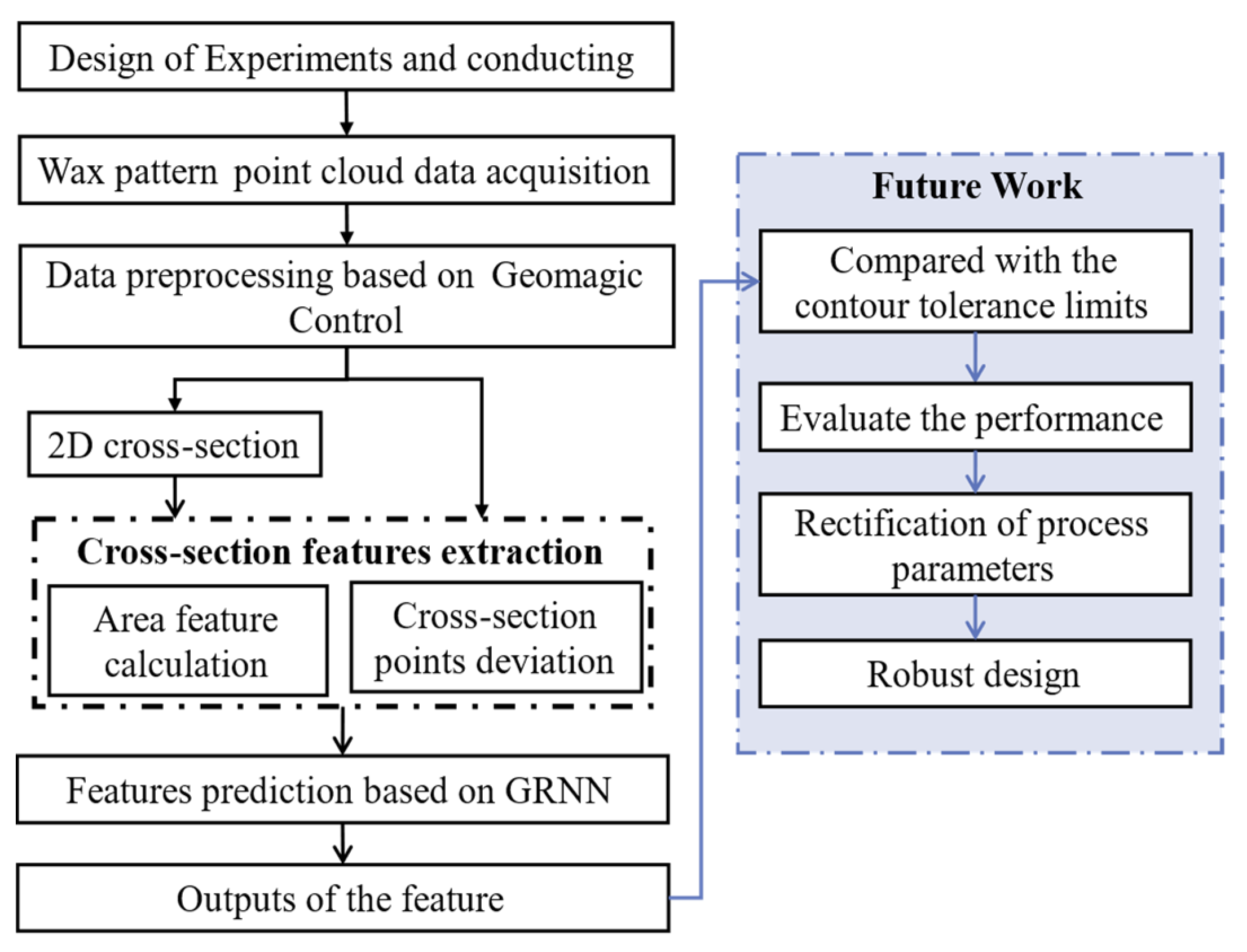
2.1. Overview of the Integrated Method
2.2. Design of Experiments
2.3. Extraction Methods of Cross-Sectional Features
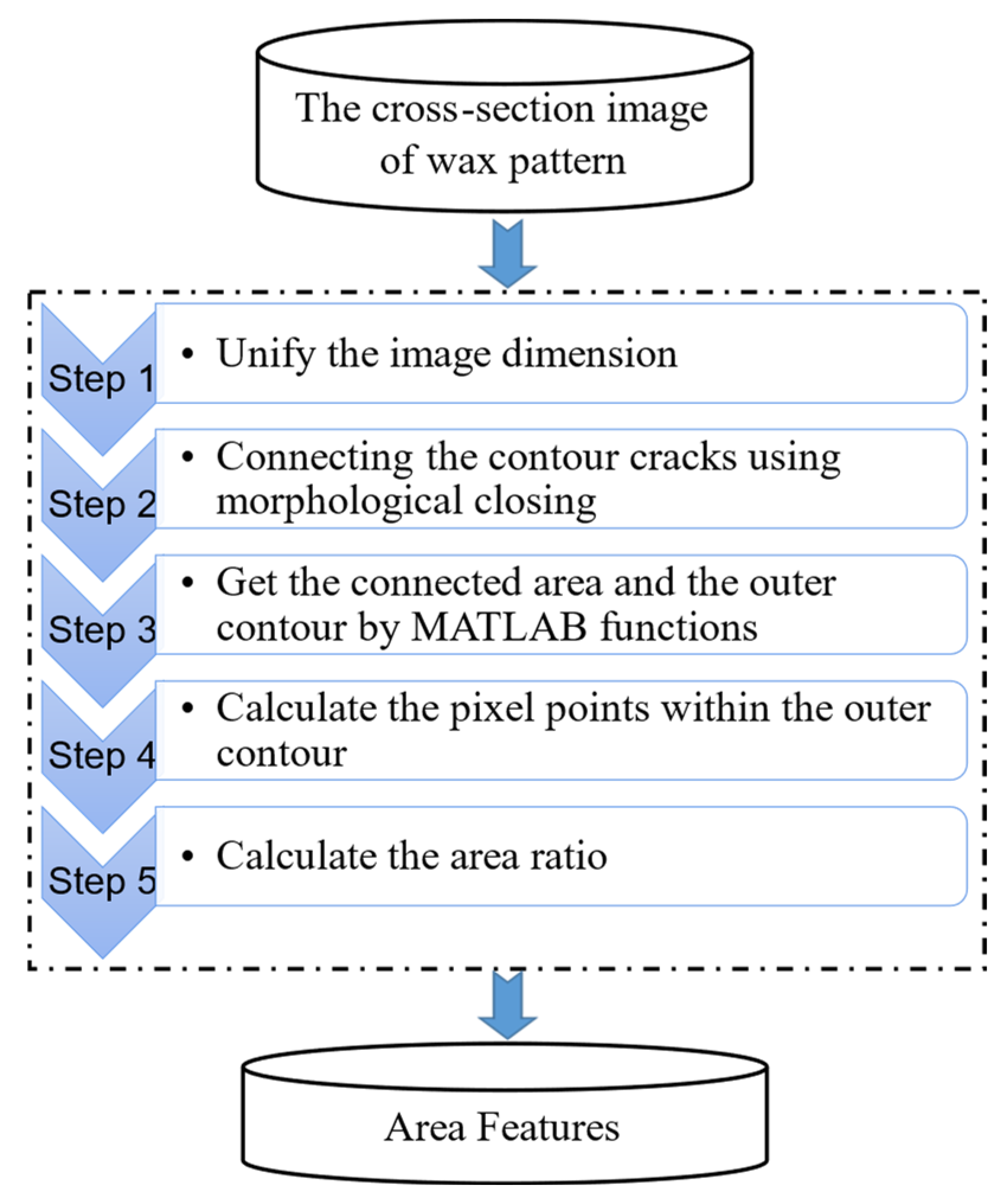
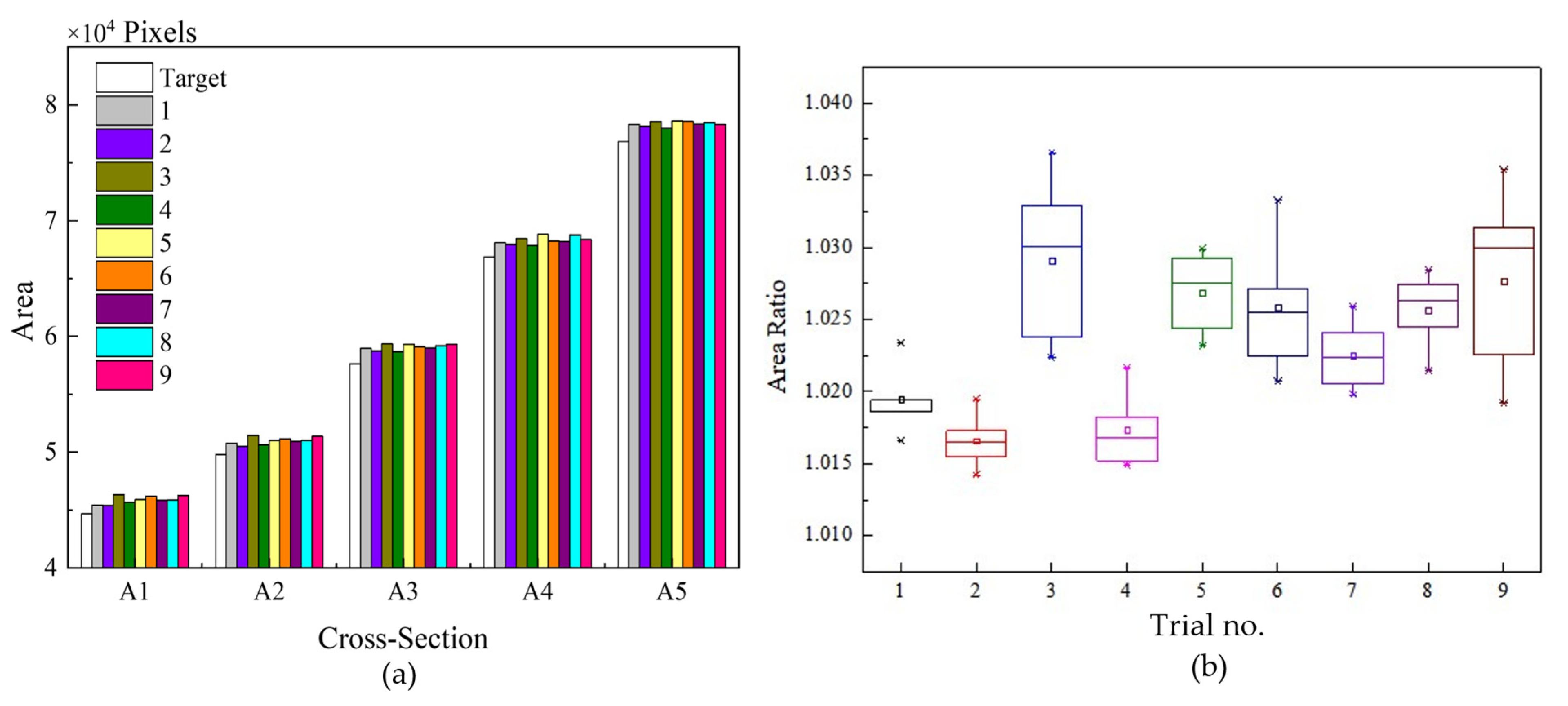
- Area: As one of the measures of a geometric object, the area can effectively represent the specific shape and the deformation trend of the object. Taking area as one of the cross-sectional features not only can effectively display the state of the cross-section but also easily compare the different cross-sectional trends.
- Area Ratio: With a known CAD model of the wax pattern, each cross-sectional Target Area can be obtained; thereby, we define the Area Ratio = Area/Target Area. According to the definition, Area Ratio = 1 indicates a perfect size. Based on the value of the Area Ratio, we can determine the distance between the actual cross-section of the blade and the target cross-section. It is worth mentioning that the area features mentioned in later sections contain two features, area and area ratio.
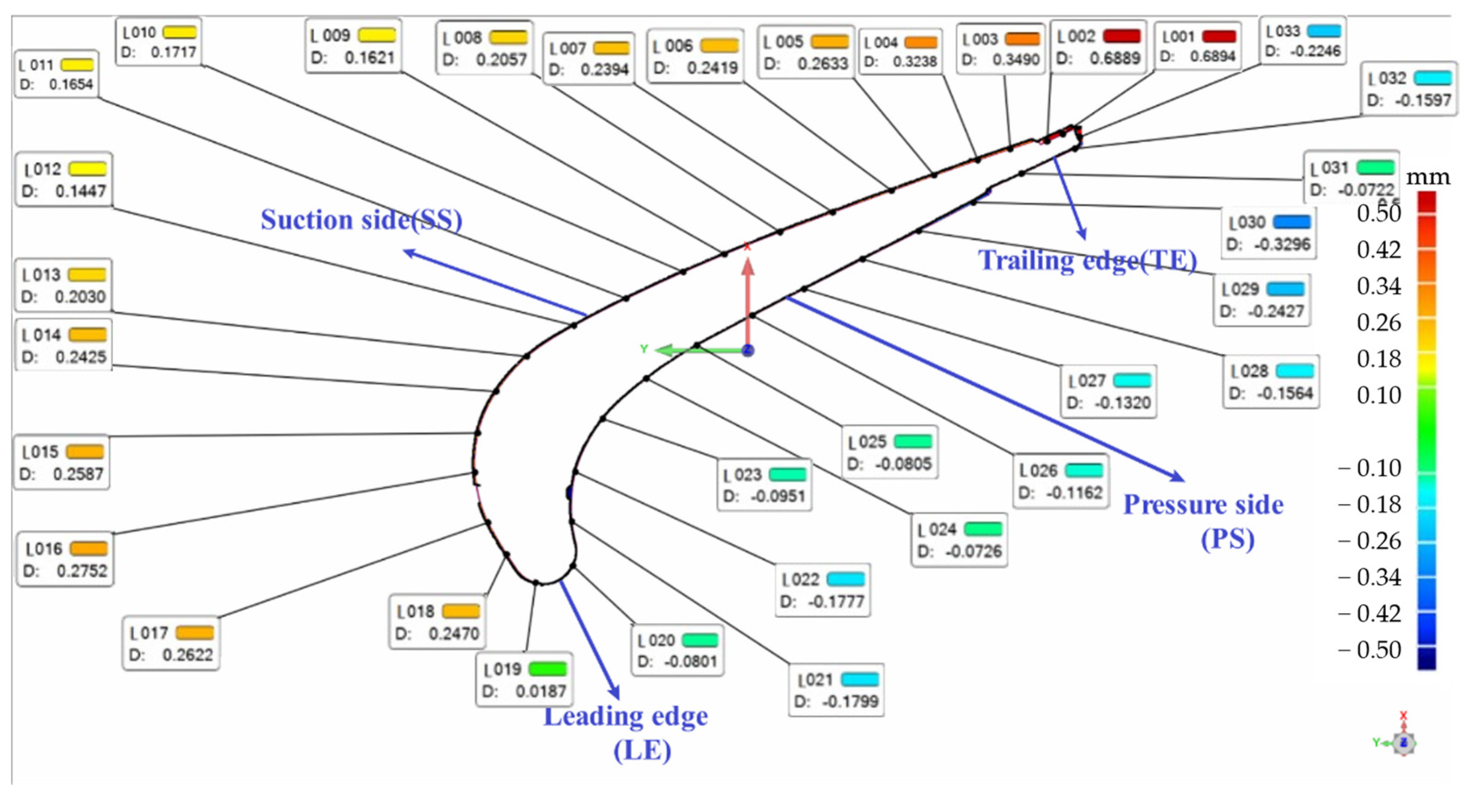
- Discrete Point Deviation: By uniformly selecting portions of discrete points on a cross-section, the corresponding deviation value is obtained as one of the features of that cross-section. The reason for adding the discrete point deviation as one of the features is to take into account the relative offset between the cross-sections generated during the production process. It is also beneficial to keep the counterbalancing of positive and negative deviations in mind when calculating the area.
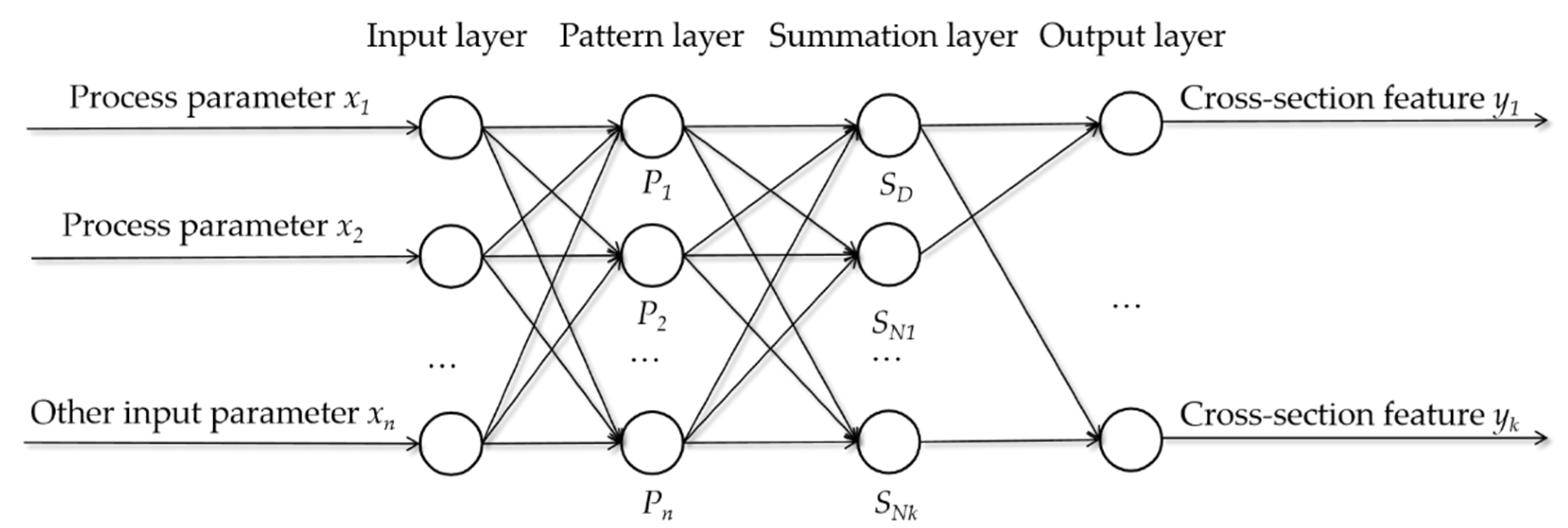
2.4. Generalized Regression Neural Network (GRNN)
3. Application of Methodology
3.1. Orthogonal Array Design Phase
3.2. Data Processing
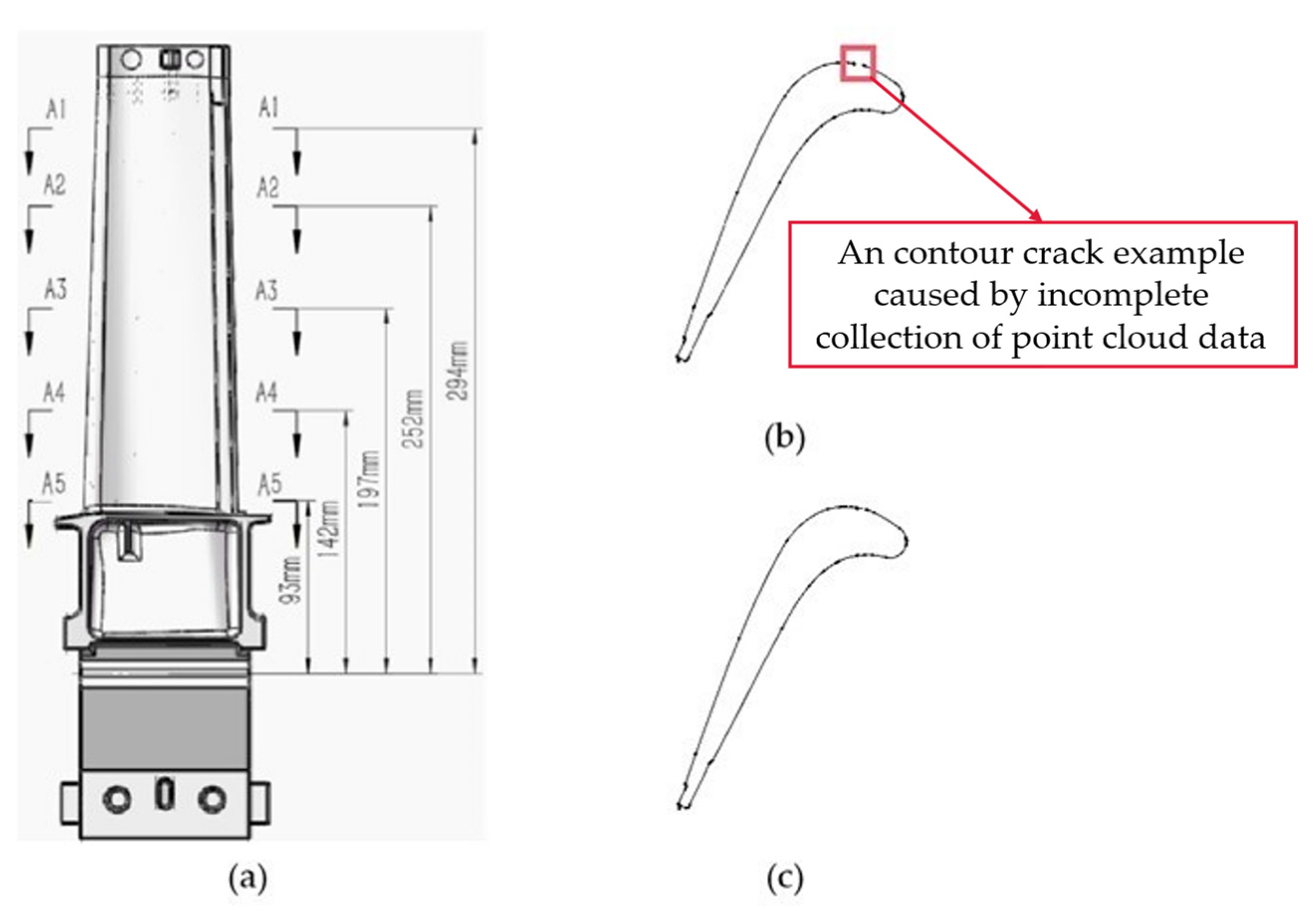
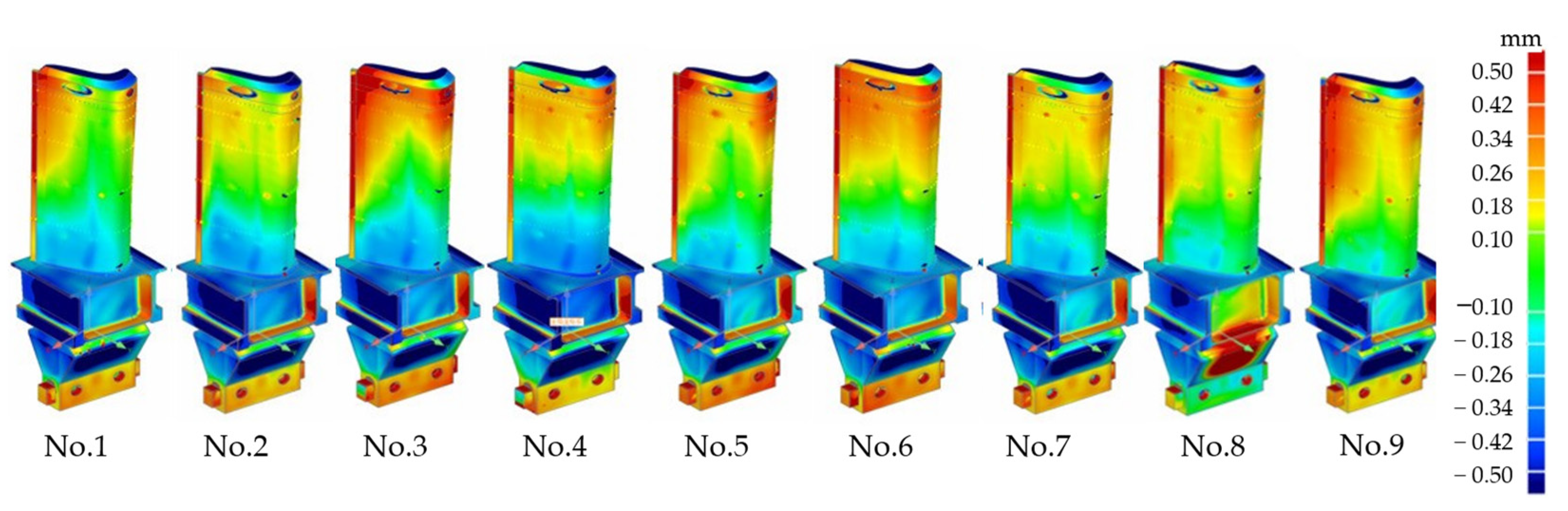
3.2.1. Data Acquisition
3.2.2. Extraction of Area Features
3.3. GRNN Modeling Phase
4. Results Discussion
4.1. Discussion for Discrete Point Deviations
- (1)
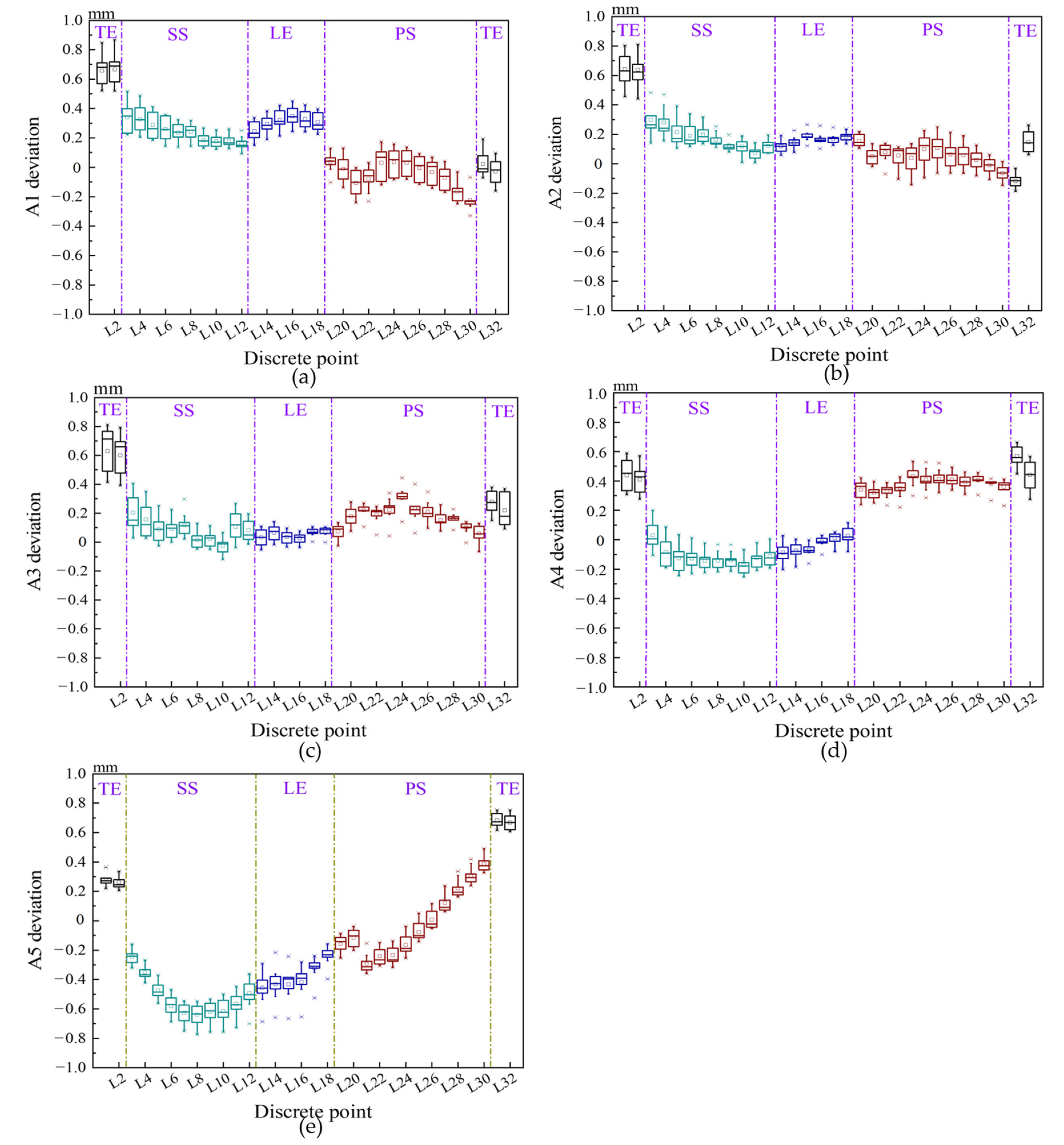
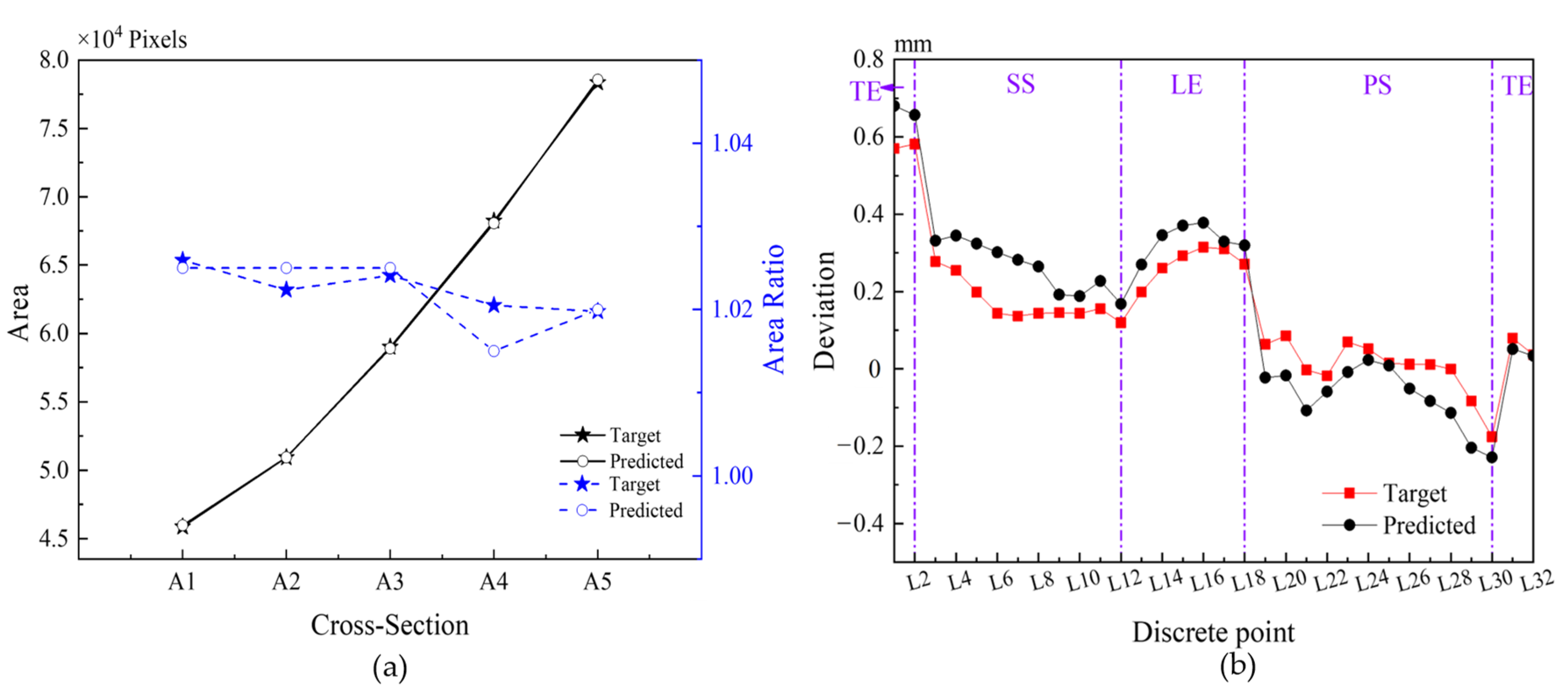
- The structure at different parts of the contour has shown significant variation, and there is a significant difference in the deviation of different cross-sections. For example, in Figure 8a, the deviation of the SS section is significantly higher than that of the PS section, while in Figure 8d, the deviation of the SS section is significantly lower than that of the PS section.
- (2)
- As the height of the section decreases, that is, from the top to the tenon of the blade, only the deviation value of the SS segment gradually decreases, while the deviation value of the remaining segments increases. Notably, the transition from section A4 to A5 shows an abrupt decreasing trend in deviation for the LE and PS segments.
- (3)
- The effects of the various process parameters at different positions on the cross-section contour varies significantly and for different cross-sections as well. For example, in Figure 8c, the impact of process parameter fluctuations on the SS section is much smaller than that on the TE and SS sections, while in Figure 8e, the deviations at all points do not have large fluctuations when process parameters change.
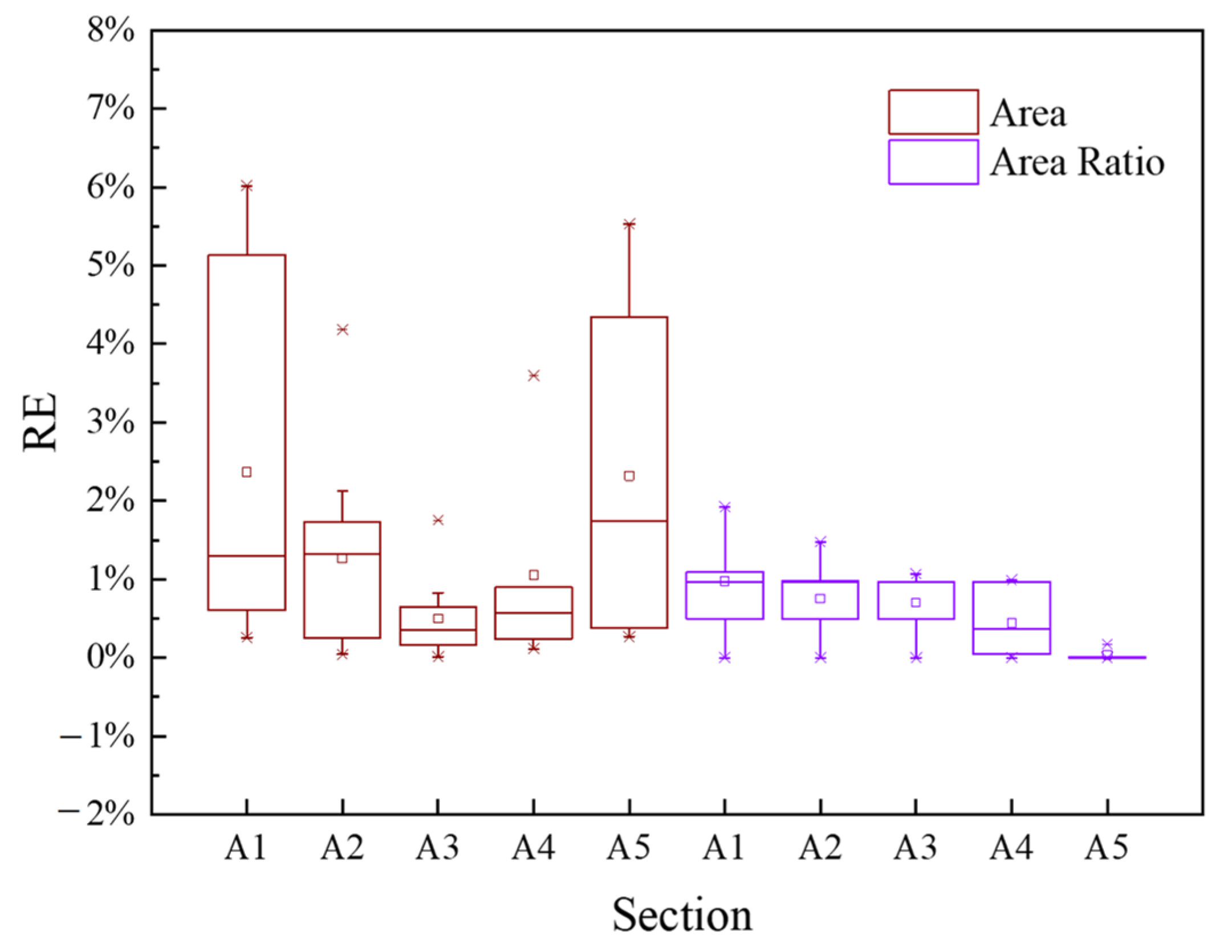
4.2. Discussion for Area and Area Ratio
4.3. Predicted Model Analysis
4.3.1. Prediction Results
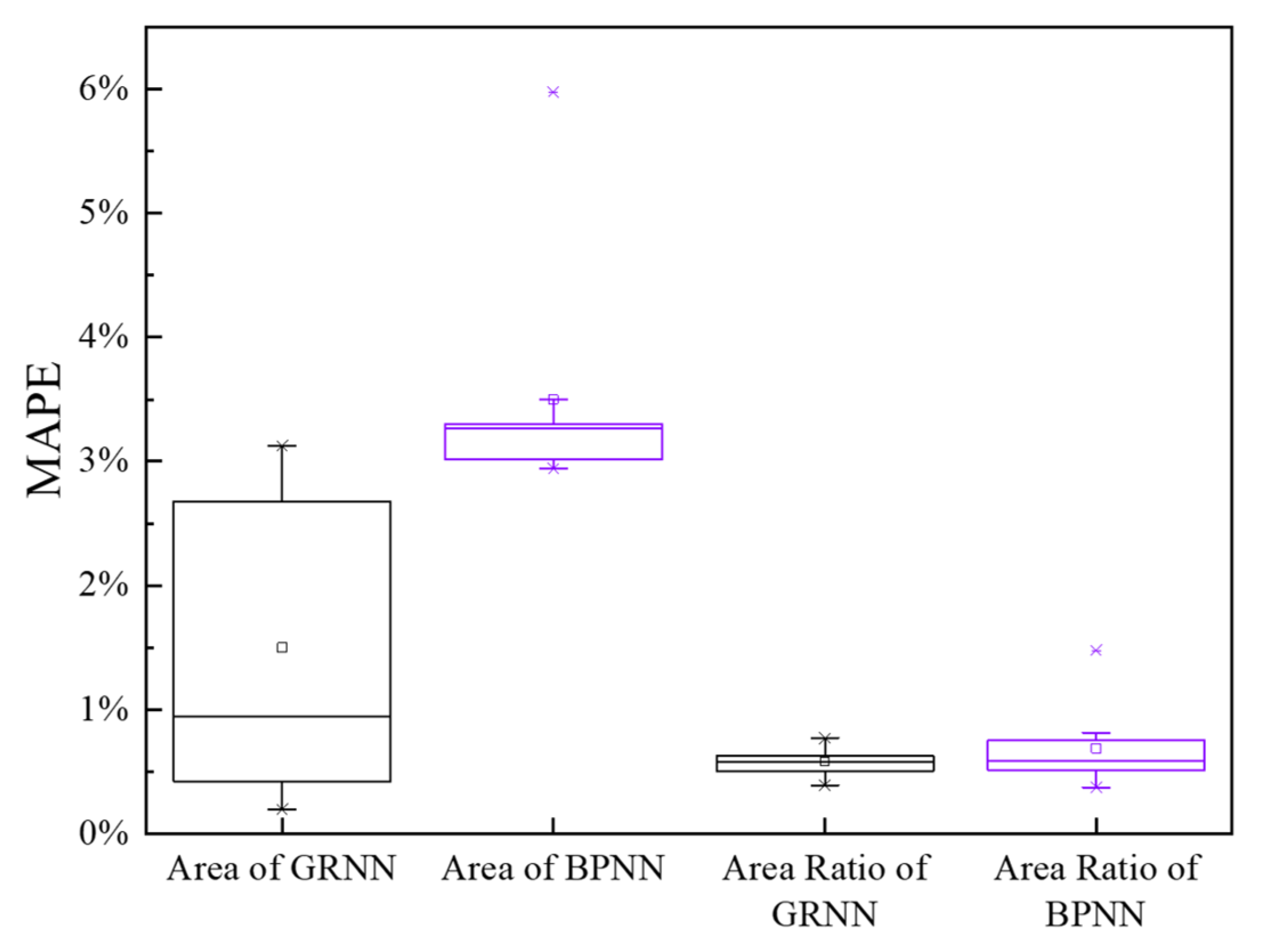
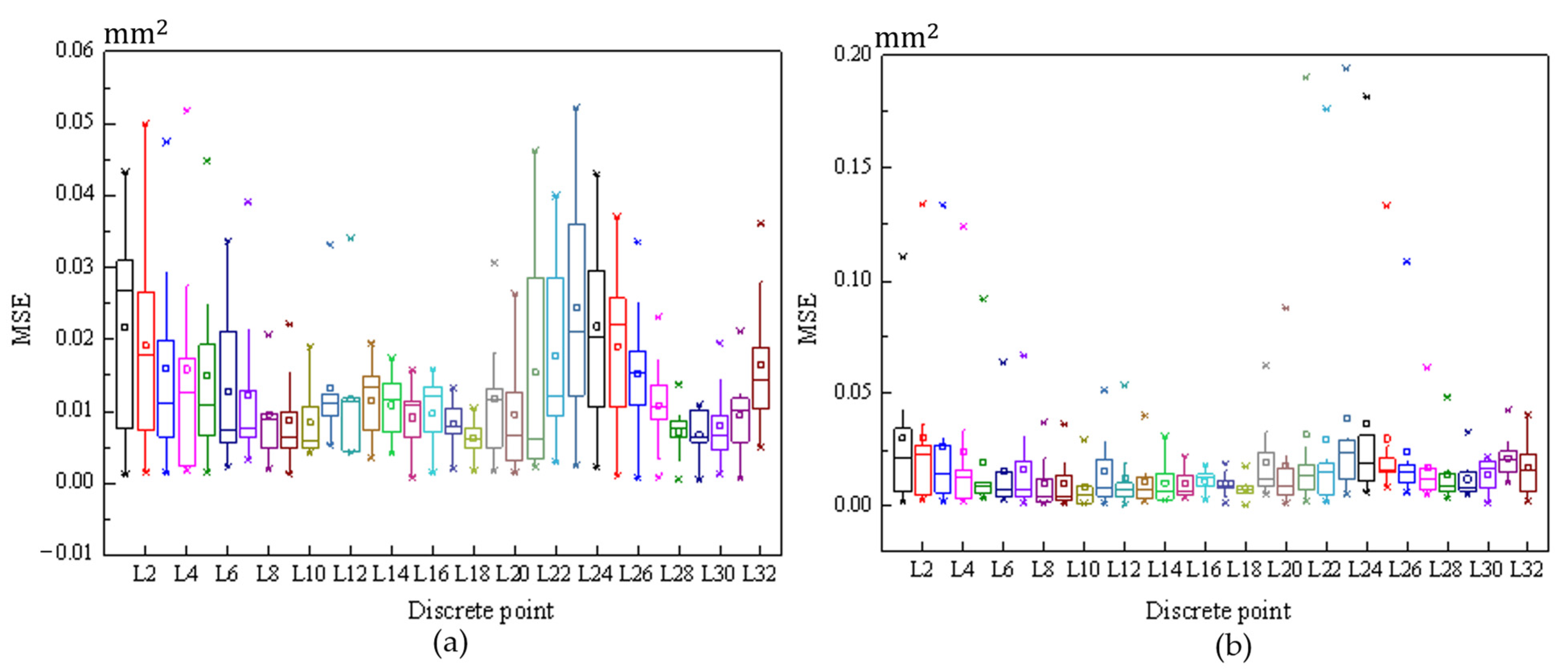
4.3.2. Prediction Performance
5. Conclusions
- (1)
- Defined the area features including area and area ratio and combined the common discrete point deviation to form a comprehensive index, namely, cross-sectional features, which better reflects the shrinkage of the blade cross-section. The pixel point-based area calculation method is used to extract the area features. The results of the area features extraction were analyzed, and it is concluded that the second and fourth groups of experimental wax patterns are closer to the CAD model of the wax pattern.
- (2)
- In Section 4.1, the coupling interactions between discrete point deviations and section positions and process parameters are qualitatively analyzed. It is finally concluded that the accuracy of the fourth group of experimental wax patterns is optimal, which corresponds to a holding pressure of 18 bar, a holding time of 180 s, and an injection temperature of 62 °C. In Section 4.2, a consistent result is obtained with that in Section 4.1. That is, the fluctuation of the area ratios resulting from the various process parameters for the various cross-sections shows a clear difference.
- (3)
- A generalized regression neural network (GRNN) model was established to predict the wax pattern shrinkage of the gas turbine blade under different process parameters in this study. A combination of cross-validation and trial-and-error methods was used to train and predict small data (only 45 samples of data). Finally, different performance evaluation functions were applied to measure the accuracy of this prediction model, resulting in an average RE of 1.5% for the area, an average RE of 0.58% for the area ratio, and a maximum MSE of less than 0.06 for the discrete point deviations. The prediction accuracy of the model will be improved in the future if more data can be acquired. Based on this accurate predictive model of wax pattern shrinkage, we can further make a robust design to optimize and rectify process parameters in the future.
- (4)
- Without considering the influence of the pattern material on the shrinkage change, the proposed GRNN model can relatively accurately predict the wax pattern shrinkage change in turbine blades with a complex structure, which indicates that we can also model and control the shrinkage of the remaining main procedures of the investment casting separately by applying the proposed method and thus finally obtain turbine blades with higher accuracy.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dou, Y.Q.; Bu, K.; Dou, Y.L.; Dou, Y.W. Reversing Design Methodology of Investment Casting Die Profile Based on Pro-CAST. China Foundry 2010, 7, 132–137. [Google Scholar]
- Wang, J.F.; Bu, K.; Zhang, D. Optimization Design of Mould Cavity for Tur bine Blade Based on Displacement Field. Aviat. Manuf. Technol. 2006, 10, 73–75, 104. [Google Scholar] [CrossRef]
- Morwood, G.; Christodoulou, P.; Lanham, B.; Byrnes, D. Contraction of Investment Cast H13 Tool Steel Real Time Measurement. Int. J. Cast Met. Res. 2000, 12, 457–467. [Google Scholar] [CrossRef]
- Bansode, S.N.; Phalle, V.M.; Mantha, S.S. Optimization of Process Parameters to Improve Dimensional Accuracy of Investment Casting Using Taguchi Approach. Adv. Mech. Eng. 2019, 11, 168781401984146. [Google Scholar] [CrossRef]
- Rahmati, S.; Akbari, J.; Barati, E. Dimensional Accuracy Analysis of Wax Patterns Created by RTV Silicone Rubber Molding Using the Taguchi Approach. Rapid Prototyp. J. 2007, 13, 115–122. [Google Scholar] [CrossRef]
- Kumar, S.; Karunakar, D.B. Development of Wax Blend Pattern and Optimization of Injection Process Parameters by Grey-Fuzzy Logic in Investment Casting Process. Int. J. Met. 2022, 16, 962–972. [Google Scholar] [CrossRef]
- Şensoy, A.T.; Çolak, M.; Kaymaz, I.; Dispinar, D. Investigating the Optimum Model Parameters for Casting Process of A356 Alloy: A Cross-Validation Using Response Surface Method and Particle Swarm Optimization. Arab. J. Sci. Eng. 2020, 45, 9759–9768. [Google Scholar] [CrossRef]
- Pattnaik, S.; Karunakar, D.; Jha, P. Parametric Optimization of the Investment Casting Process Using Utility Concept and Taguchi Method. Proc. Inst. Mech. Eng. Part J. Mater. Des. Appl. 2014, 228, 288–300. [Google Scholar] [CrossRef]
- Wang, D.H. Dimensional Deviation and Defect Prediction of Wax Pattern. In Precision Forming Technology of Large Superalloy Castings for Aircraft Engines; Springer: Singapore, 2021; pp. 67–100. ISBN 978-981-336-219-2. [Google Scholar]
- Rezavand, S.A.M.; Behravesh, A.H. An Experimental Investigation on Dimensional Stability of Injected Wax Patterns of Gas Turbine Blades. J. Mater. Process. Technol. 2007, 182, 580–587. [Google Scholar] [CrossRef]
- Dumanić, I.; Jozić, S.; Bajić, D.; Krolo, J. Optimization of Semi-Solid High-Pressure Die Casting Process by Computer Simulation, Taguchi Method and Grey Relational Analysis. Int. J. Met. 2021, 15, 108–118. [Google Scholar] [CrossRef]
- Zhou, D.S.; Kang, Z.Y.; Yang, C.; Su, X.P.; Chen, C.C. A Novel Approach to Model and Optimize Qualities of Castings Produced by Differential Pressure Casting Process. Int. J. Met. 2022, 16, 259–277. [Google Scholar] [CrossRef]
- Patel, G.C.M.; Shettigar, A.K.; Parappagoudar, M.B. A Systematic Approach to Model and Optimize Wear Behaviour of Castings Produced by Squeeze Casting Process. J. Manuf. Process. 2018, 32, 199–212. [Google Scholar] [CrossRef]
- Ktari, A.; El Mansori, M.E. Digital Twin of Functional Gating System in 3D Printed Molds for Sand Casting Using a Neural Network. J. Intell. Manuf. 2022, 33, 897–909. [Google Scholar] [CrossRef]
- Sata, A.; Ravi, B. Comparison of Some Neural Network and Multivariate Regression for Predicting Mechanical Properties of Investment Casting. J. Mater. Eng. Perform. 2014, 23, 2953–2964. [Google Scholar] [CrossRef]
- Tian, G.L.; Bu, K.; Zhao, D.Q.; Zhang, Y.L.; Qiu, F.; Zhang, X.D.; Ren, S.J. A Shrinkage Prediction Method of Investment Casting Based on Geometric Parameters. Int. J. Adv. Manuf. Technol. 2018, 96, 1035–1044. [Google Scholar] [CrossRef]
- Feng, L.; Liu, Y.; Yu, J.B. Structural parameters on cylinder casting shrinkage effect. Shanghai Met. 2022, 88–92. [Google Scholar]
- Dong, Y.W.; Li, X.L.; Zhao, Q.; Yang, J.; Dao, M. Modeling of Shrinkage during Investment Casting of Thin-Walled Hollow Turbine Blades. J. Mater. Process. Technol. 2017, 244, 190–203. [Google Scholar] [CrossRef]
- Dong, Y.W.; Guo, X.; Ye, Q.W.; Yan, W.G. Shrinkage during Solidification of Complex Structure Castings Based on Convolutional Neural Network Deformation Prediction Research. Int. J. Adv. Manuf. Technol. 2022, 118, 4073–4084. [Google Scholar] [CrossRef]
- Pattnaik, S.; Karunakar, D.B.; Jha, P. A Prediction Model for the Lost Wax Process through Fuzzy-Based Artificial Neural Network. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2014, 228, 1259–1271. [Google Scholar] [CrossRef]
- Song, Z.Y.; Liu, S.M.; Wang, X.X.; Hu, Z.X. Optimization and Prediction of Volume Shrinkage and Warpage of Injection-Molded Thin-Walled Parts Based on Neural Network. Int. J. Adv. Manuf. Technol. 2020, 109, 755–769. [Google Scholar] [CrossRef]
- Nawi, N.M.; Zaidi, N.M.; Hamid, N.A.; Rehman, M.Z.; Ramli, A.A.; Kasim, S. Optimal Parameter Selection Using Three-Term Back Propagation Algorithm for Data Classification. Int. J. Adv. Sci. Eng. Inf. Technol. 2017, 7, 1528. [Google Scholar] [CrossRef] [Green Version]
- Specht, D.F. A General Regression Neural Network. IEEE Trans. Neural Netw. 1991, 2, 568–576. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hu, Z.L.; Zhao, Q.; Wang, J. The Prediction Model of Worsted Yarn Quality Based on CNN–GRNN Neural Network. Neural Comput. Appl. 2019, 31, 4551–4562. [Google Scholar] [CrossRef]
- Yang, P.F.; Sun, X.B.; Zhu, L.; Wu, Y.H.; Dai, B.F. Load Identification Method Based on ISMA-GRNN. Math. Probl. Eng. 2022, 2022, 8056696. [Google Scholar] [CrossRef]
- Aisyah, S.; Simaremare, A.A.; Adytia, D.; Aditya, I.A.; Alamsyah, A. Exploratory Weather Data Analysis for Electricity Load Forecasting Using SVM and GRNN, Case Study in Bali, Indonesia. Energies 2022, 15, 3566. [Google Scholar] [CrossRef]
- Aghelpour, P.; Bahrami-Pichaghchi, H.; Karimpour, F. Estimating Daily Rice Crop Evapotranspiration in Limited Climatic Data and Utilizing the Soft Computing Algorithms MLP, RBF, GRNN, and GMDH. Complexity 2022, 2022, 4534822. [Google Scholar] [CrossRef]
- Li, A.Y.; Yang, X.H.; Xie, Z.H.; Yang, C.S. An Optimized GRNN-enabled Approach for Power Transformer Fault Diagnosis. IEEJ Trans. Electr. Electron. Eng. 2019, 14, 1181–1188. [Google Scholar] [CrossRef]
- Chen, H.; Gao, Q.J.; Li, W.; Wang, Z.H.; Fan, Y.W.; Wang, H.X. Optimization of Casting System Structure Based on Genetic Algorithm for A356 Casting Quality Prediction. Int. J. Met. 2022. [Google Scholar] [CrossRef]
- Abdul, R.; Guo, G.J.; Chen, J.C.; Yoo, J.J.-W. Shrinkage Prediction of Injection Molded High Density Polyethylene Parts with Taguchi/Artificial Neural Network Hybrid Experimental Design. Int. J. Interact. Des. Manuf. 2020, 14, 345–357. [Google Scholar] [CrossRef]
- Salmaso, L.; Pegoraro, L.; Giancristofaro, R.A.; Ceccato, R.; Bianchi, A.; Restello, S.; Scarabottolo, D. Design of Experiments and Machine Learning to Improve Robustness of Predictive Maintenance with Application to a Real Case Study. Commun. Stat. Simul. Comput. 2022, 51, 570–582. [Google Scholar] [CrossRef]
- Soni, A.; Patel, R.M.; Kumar, K.; Pareek, K. Optimization for Maximum Extraction of Solder from Waste PCBs through Grey Relational Analysis and Taguchi Technique. Miner. Eng. 2022, 175, 107294. [Google Scholar] [CrossRef]
- Wang, D.H.; He, B.; Li, F.; Sun, B.D. The Influence of Injection Processing on the Shrinkage Variation and Dimensional Stability of Wax Pattern in Investment Casting. Adv. Mater. Res. 2012, 538–541, 1217–1221. [Google Scholar] [CrossRef]
- Pang, S.Q.; Wang, J.; Wang, X.N.; Wang, X.L. Application of Orthogonal Array and Walsh Transform in Resilient Function. Chin. J. Electron. 2018, 27, 281–286. [Google Scholar] [CrossRef]
- Cui, S.G.; Qin, J.H. Image processing method of rapeseed leaf area. Hubei Agric. Sci. 2017, 56, 2756–2757, 2767. [Google Scholar] [CrossRef]
- Nie, X.C.; Li, B.L. Based on pixel area calculation in honeycomb hemp surface image application. Comput. Knowl. Technol. 2021, 17, 164–165. [Google Scholar] [CrossRef]
- Wu, L.J.; Li, B. Calculation of the perimeter and area of the target object in color image. J. Shenyang Norm. Univ. (Nat. Sci. Ed.) 2020, 38, 66–70. [Google Scholar] [CrossRef]
- Wang, J.; Liang, C.J.; Guo, J.X.; Ma, S.J.; Liu, J.X.; Wu, Z.H. Determines the plant leaf area based on OpenCV. Mol. Plant Breed. 2020, 18, 2023–2027. [Google Scholar] [CrossRef]
- Abdalla, M.; Nagy, B. Mathematical Morphology on the Triangular Grid: The Strict Approach. SIAM J. Imaging Sci. 2020, 13, 1367–1385. [Google Scholar] [CrossRef]
- Li, W.D.; Yang, X.; Li, H.; Su, L.L. Hybrid Forecasting Approach Based on GRNN Neural Network and SVR Machine for Electricity Demand Forecasting. Energies 2017, 10, 44. [Google Scholar] [CrossRef] [Green Version]
- Cui, K. Study on Wall Method of Hollow Turbine Blade. Ph.D. Thesis, Northwestern Polytechnical University, Xi’an, China, 2018. [Google Scholar] [CrossRef]
- Yang, J.; Ma, H.; Dou, J.; Guo, R. Harmonic Characteristics Data-Driven THD Prediction Method for LEDs Using MEA-GRNN and Improved-AdaBoost Algorithm. IEEE Access 2021, 9, 31297–31308. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | Process Parameters | Unit | Range | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|---|---|
| A | Holding pressure | bar | 12–18 | 12 | 15 | 18 |
| B | Holding time | s | 150–210 | 150 | 180 | 210 |
| C | Injection temperature | °C | 56–62 | 56 | 62 | - |
| Trial No. | A (bar) | B (s) | C (°C) |
|---|---|---|---|
| 1 | 2 | 2 | 1 |
| 2 | 2 | 3 | 2 |
| 3 | 1 | 3 | 1 |
| 4 | 3 | 2 | 2 |
| 5 | 3 | 1 | 1 |
| 6 | 1 | 2 | 2 |
| 7 | 2 | 1 | 2 |
| 8 | 1 | 1 | 1 |
| 9 | 3 | 3 | 1 |
| No. | Area (in Pixels) | Area Ratio | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A1 | A2 | A3 | A4 | A5 | A1 | A2 | A3 | A4 | A5 | |
| 1 | 45,439 | 50,775 | 58,962 | 68,095 | 78,311 | 1.0166 | 1.0194 | 1.0234 | 1.0186 | 1.0194 |
| 2 | 45,389 | 50,516 | 58,736 | 67,955 | 78,147 | 1.0155 | 1.0142 | 1.0195 | 1.0165 | 1.0173 |
| 3 | 46,330 | 51,444 | 59,343 | 68,437 | 78,539 | 1.0366 | 1.0328 | 1.0300 | 1.0238 | 1.0224 |
| 4 | 45,665 | 50,642 | 58,664 | 67,845 | 77,988 | 1.0217 | 1.0167 | 1.0182 | 1.0149 | 1.0152 |
| 5 | 45,925 | 51,024 | 59,336 | 68,805 | 78,603 | 1.0275 | 1.0244 | 1.0299 | 1.0293 | 1.0232 |
| 6 | 46,183 | 51,159 | 59,086 | 68,235 | 78,550 | 1.0333 | 1.0271 | 1.0255 | 1.0207 | 1.0225 |
| 7 | 45,855 | 50,921 | 59,003 | 68,219 | 78,340 | 1.0259 | 1.0223 | 1.0241 | 1.0205 | 1.0198 |
| 8 | 45,873 | 51,027 | 59,195 | 68,752 | 78,468 | 1.0263 | 1.0245 | 1.0274 | 1.0285 | 1.0214 |
| 9 | 46,277 | 51,368 | 59,337 | 68,354 | 78,294 | 1.0354 | 1.0313 | 1.0299 | 1.0225 | 1.0192 |
| A1 | A2 | A3 | A4 | A5 | Average RE | |
|---|---|---|---|---|---|---|
| Area | 2.3646% | 1.2671% | 0.4978% | 1.0554% | 2.3196% | 1.5009% |
| Area Ratio | 0.9733% | 0.7518% | 0.7053% | 0.4429% | 0.0365% | 0.5820% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Jiang, C.; Zhou, Z.; Li, F.; Wang, D.; Shuai, S. Experimental Study and GRNN Modeling of Shrinkage Characteristics for Wax Patterns of Gas Turbine Blades Considering the Influence of Complex Structures. Machines 2023, 11, 645. https://doi.org/10.3390/machines11060645
Liu C, Jiang C, Zhou Z, Li F, Wang D, Shuai S. Experimental Study and GRNN Modeling of Shrinkage Characteristics for Wax Patterns of Gas Turbine Blades Considering the Influence of Complex Structures. Machines. 2023; 11(6):645. https://doi.org/10.3390/machines11060645
Chicago/Turabian StyleLiu, Changhui, Chenghong Jiang, Zhenfeng Zhou, Fei Li, Donghong Wang, and Sansan Shuai. 2023. "Experimental Study and GRNN Modeling of Shrinkage Characteristics for Wax Patterns of Gas Turbine Blades Considering the Influence of Complex Structures" Machines 11, no. 6: 645. https://doi.org/10.3390/machines11060645