Fatigue Limit Estimation Based on Dissipated Energy of Butt Laser-Welded Joints †
by
 ,
,
Takumi Yamamoto
1, 
Yuki Ogawa
1,*,
Miu Hayashi
2,
Kota Kadoi
3,
Daiki Shiozawa
1 and
Takahide Sakagami
1 1
Department of Mechanical Engineering, Kobe University, Hyogo 657-8501, Japan
2
Graduate School of Advanced Science and Engineering, Hiroshima University, Hiroshima 739-8527, Japan
3
Joining and Welding Research Institute, Osaka University, Osaka 567–0047, Japan
*
Author to whom correspondence should be addressed.
†
Presented at the 17th International Workshop on Advanced Infrared Technology and Applications, Venice, Italy, 10–13 September 2023.
Eng. Proc. 2023, 51(1), 47; https://doi.org/10.3390/engproc2023051047
Published: 6 February 2024
(This article belongs to the Proceedings of The 17th International Workshop on Advanced Infrared Technology and Applications)
Abstract
:This study established a rapid estimation method for the fatigue limit of laser welds of aluminum alloys in order to optimize welding conditions, an important factor in ensuring the safety and reliability of laser welding. This study focused on an estimation method of fatigue limit based on the dissipated energy. Dissipated energy is the temperature change caused by local plastic deformation. The stress amplitude at which the temperature change due to dissipated energy rapidly increased in the laser welds was defined as the estimated fatigue limit, and it was almost consistent with the fatigue limit of the joint.
1. Introduction
In line with CO2 regulations regarding global warming, automobiles and such transportation equipment are required to be made lighter in weight and become more fuel-efficient. To address these requirements, new body structures using lightweight materials such as aluminum alloys to replace conventional materials are being developed, and the establishment of highly efficient joining technologies is becoming increasingly important. In particular, laser welding has been employed in a wide range of materials as a joining technology that minimizes heat deformation due to localized heat input [1]. The high reflectivity and thermal conductivity of aluminum alloys have been considered to be unsuitable for laser welding because of their high susceptibility to welding defects such as porosity and solidification cracks. However, as high-power fiber lasers and disk lasers have become available for use in practical applications, laser welding of aluminum alloys has been widely researched [2]. The applicability of joining technology to actual structures requires a high degree of safety and reliability. It is necessary to evaluate fatigue, the main cause of failure. Recent rapid technological innovations require the development of a rapid evaluation method for fatigue strength. This study focuses on fatigue limit estimation based on dissipated energy. The dissipated energy is a small amount of heat generated by the dissipation of energy due to local plastic deformation. Following changes in the dissipated energy enables visualization of fracture locations and rapid estimation of fatigue strength for a wide range of materials and their welds [3]. In recent years, the development of highly sensitive infrared sensors and lock-in data processing has led to the widespread application of fatigue limit estimation based on dissipated energy in industrial fields under consideration [4]. This study examines the feasibility of a fatigue limit estimation method based on dissipated energy for laser welds of aluminum alloys.
2. Principle of Measuring Dissipated Energy by Infrared Thermography
Applying a sinusoidal load, the temperature change in thermoelasticity is sinusoidal in the reverse phase, with the same frequency as the load frequency. In contrast, even if the stress variation is within the elastic deformation, irreversible heat generation may occur and gradually increase the temperature. Such irreversible heat generation is called temperature change based on dissipated energy. The temperature change due to dissipated energy occurs when maximum tensile stress and maximum compressive stress are applied with one cycle of sinusoidal loading, and is observed in infrared thermography as a temperature component twice the frequency of the sinusoidal loading [5]. The temperature fluctuation, which has a frequency twice that of the load signal due to dissipated energy, is a synthesized waveform that includes noise due to the harmonic component of the testing equipment. Thus, a phase lock-in method is employed to remove noise components, including phase information of harmonic components of the testing equipment, by correlating with a sinusoidal waveform having a phase difference of dissipated energy to extract only the positive correlating values.
3. Experimental Method
3.1. Specimen of the Laser Welds of Aluminum Alloys
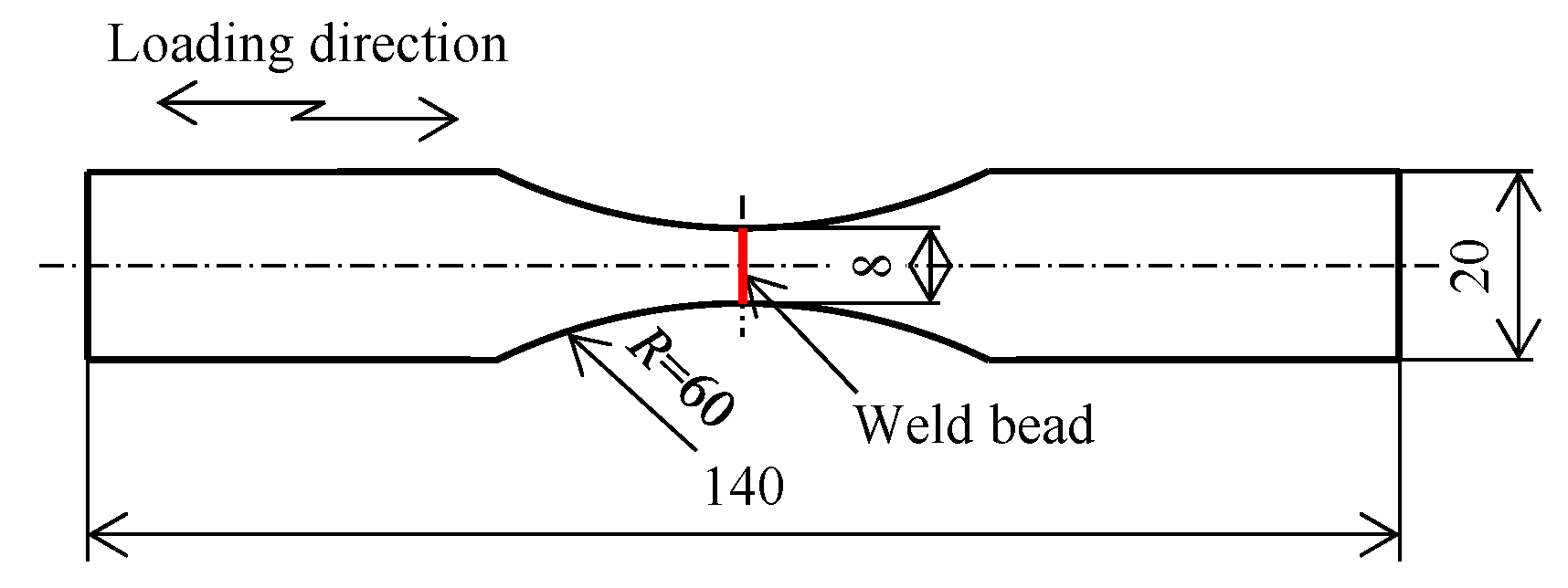
The material used in this study was an AA5052 sheet with a thickness of 3 mm. The two AA5052 sheets were butted together with a gap of 0 mm and laser-welded under the welding conditions shown in Table 1. The specimens were then cut into dumbbell-shaped specimens with a width of 20 mm perpendicular to the welding direction, as shown in Figure 1. Since the shape of the welded area affects fatigue strength, polish joints were prepared by polishing both sides of the specimens and compared with the as-welded joints. The base material specimen of the AA5052 sheet was also evaluated.
3.2. Experimental Methods
Vickers hardness map was created with an indentation load of 200 mN and an indentation time of 10 s at intervals of 0.3 mm for the welded area and its surrounding area. Fatigue tests were performed on a hydraulic servo pulse with a stress ratio of R = −1, a loading frequency of f = 13 Hz, and run-out cycles of 1 × 107 cycles. Fatigue failure was defined as the point at which the specimen completely separated into two parts.
The temperature change due to dissipated energy was measured by infrared thermography in a staircase stress amplitude increase test in which the stress amplitude σa was increased in steps. The loading conditions were the same as in the fatigue test: the stress amplitude was increased every 10 MPa, and the temperature change due to dissipated energy was measured during 3600 cycles at each stress amplitude. The temperature change due to dissipated energy was measured by infrared thermography (FLIR Inc., Wilsonville, Oregon, USA, SC7300L) with an MCT sensor of a measurement wavelength range of 7.7–9.3 μm. The frame rate and the recording time were set to 431 Hz and 10 s, respectively. Noise reduction was performed using the phase lock-in method to measure dissipated energy accurately [4].
4. Results and Discussion
4.1. Observation Results of the Welded Area
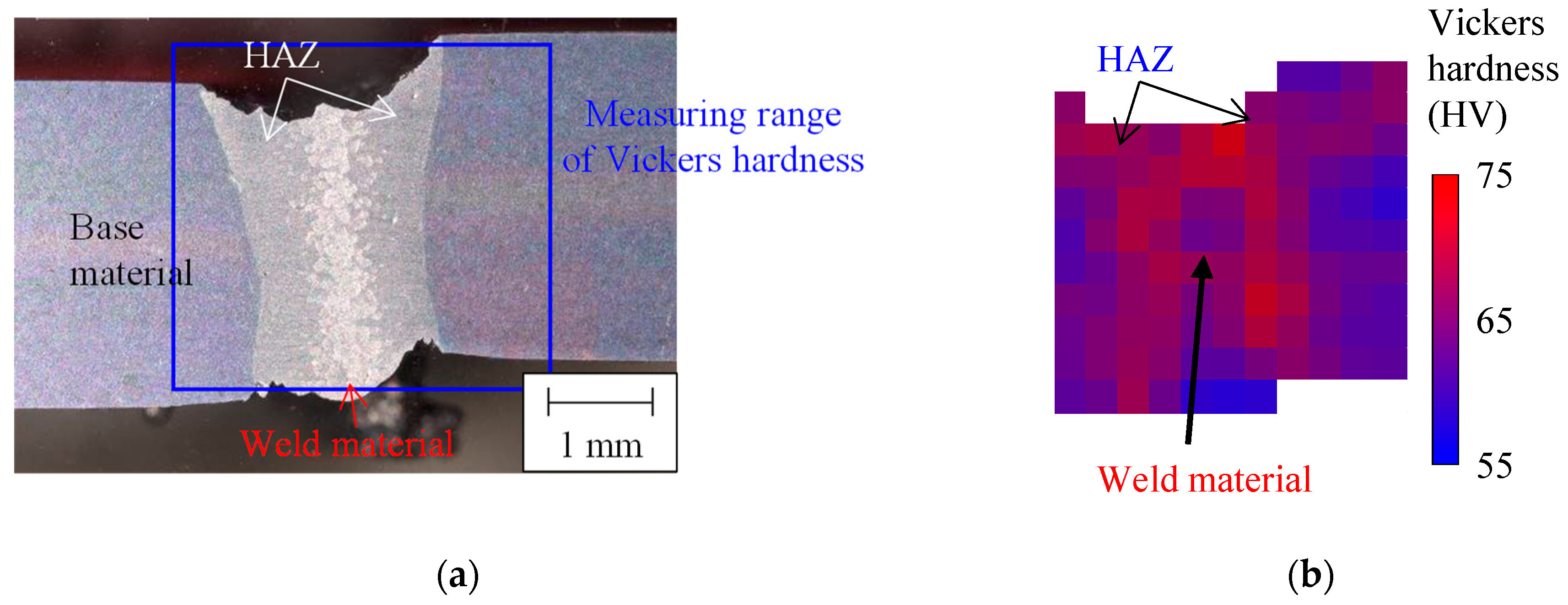
Figure 2a shows the observation results of the cross section perpendicular to the welding direction at the center of the welded area. Weld metal consisting of columnar crystals was observed at the center of the welded area. A heat-affected zone (HAZ) was observed around the weld metal, and a rolled structure of the base metal, unaffected by laser welding, was observed around the HAZ. Figure 2b shows the results of the Vickers hardness distribution of the corresponding cross section of the welded area. The Vickers hardness of the weld metal is higher than that of the base metal.
4.2. Fatigue Test Results
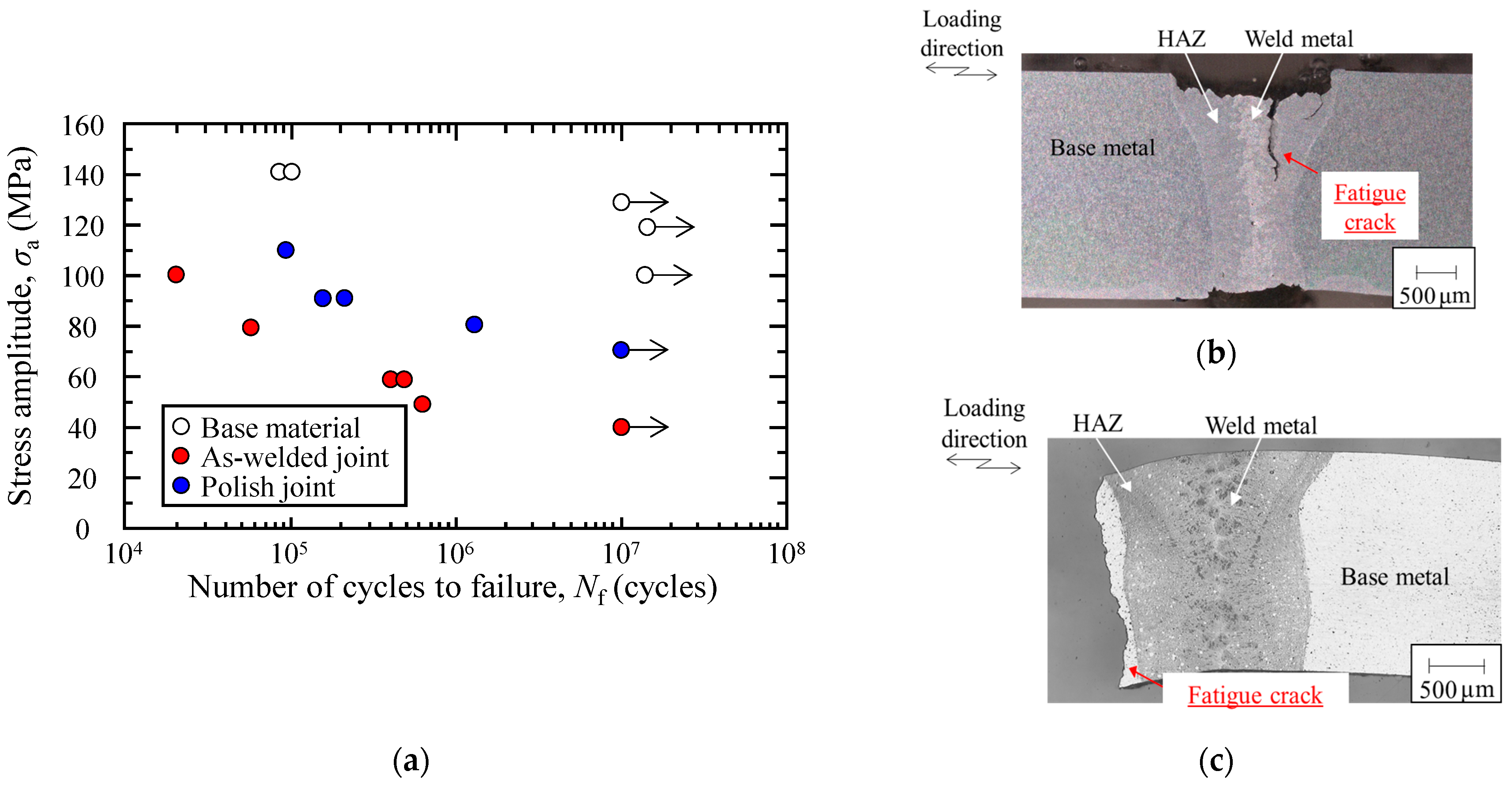
Figure 3a shows the fatigue test results of two types of laser welds and base material specimens. The vertical and horizontal axes indicate the stress amplitude calculated by dividing the force amplitude by the cross section of the fracture region and the number of cycles to fracture, respectively. Both laser welds and base metal specimens fractured near the minimum cross section. The fatigue limits of the as-welded joint, polish joint, and base material specimen are about 40 to 50 MPa, 70 to 80 MPa, and 120 to 130 MPa, respectively. The fatigue limit of both laser welds is lower than that of the base material specimen. The fatigue limit of the polish joint is higher than that of the as-welded joint. Figure 3b,c show the observation results of the fatigue crack in the as-welded and polish joints, respectively. The fatigue crack in the as-welded joints was initiated at the boundary of weld metal and HAZ and propagated along this boundary. On the other hand, the fatigue crack in the polish joints initiated and propagated at the base material near the welded area.
4.3. Fatigue Limit Estimation by Dissipated Energy
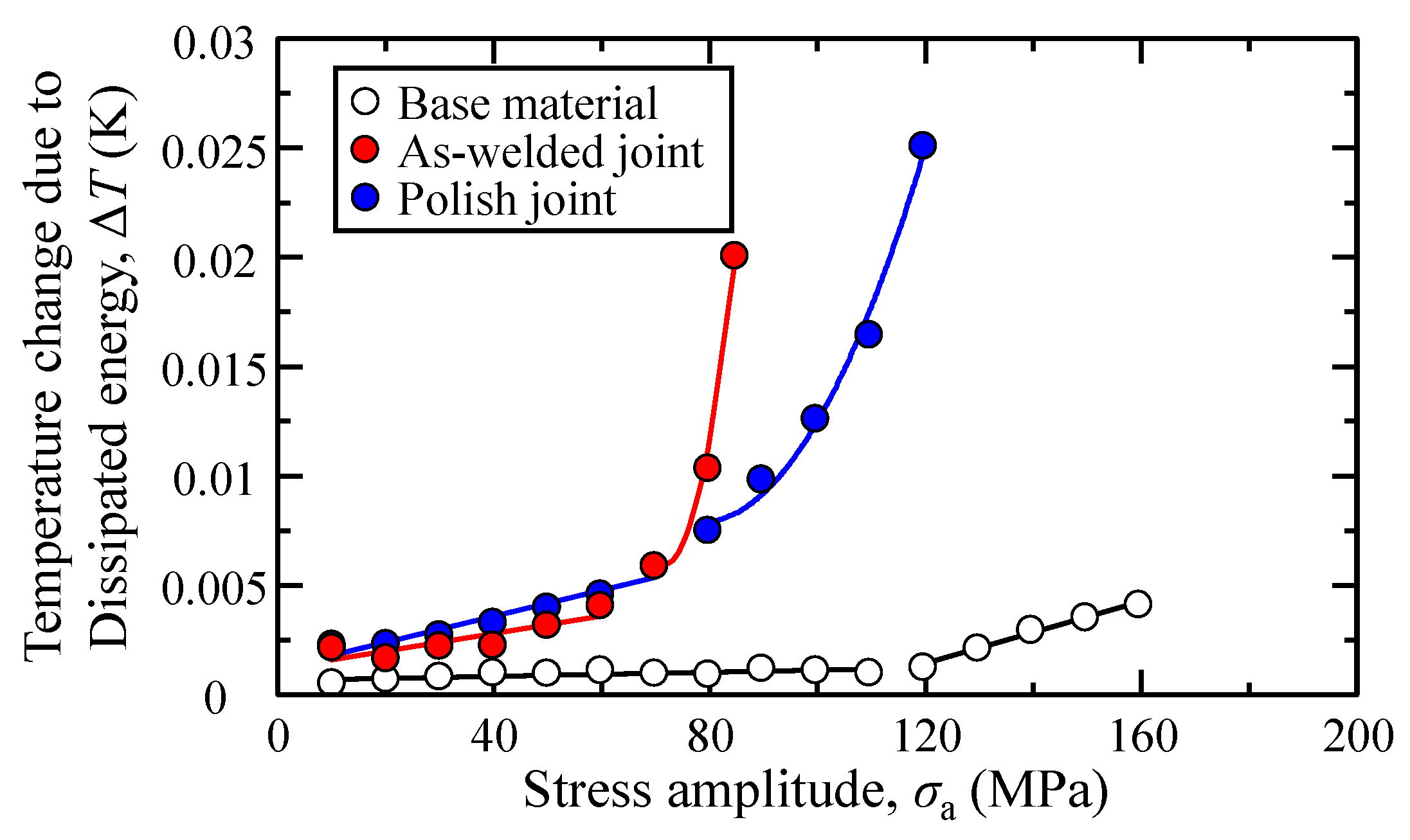
Figure 4 shows the measurement results of temperature changes due to dissipated energy for two types of laser welds and base material specimens. The evaluation area of temperature change due to dissipated energy was set to 10 × 10 pixels of the fracture initiation point of the laser welds and of the minimum cross-sectional area for the base material specimen. The solid line in the figure is the grouping result of the minimum residual sum of squares. The low- and high-temperature groups were grouped by linear and quadratic function approximation, respectively, and the boundary value of the two groups was defined as the estimated fatigue limit. The estimated fatigue limits for the as-welded joints, polish joints, and base material specimens were approximately 60–70 MPa, 70–80 MPa, and 120 MPa, respectively. Consequently, the estimated fatigue limit was close to the actual fatigue limit. Therefore, it was found that the fatigue limit estimation based on the dissipated energy is possible for laser welds of aluminum alloy sheets. The temperature change due to dissipated energy was lower in the polish joints than in the as-welded joints, and the stress amplitude at which it increased was higher in the polish joints. Thus, the temperature change due to dissipated energy also captures the effect of stress concentration in the welded area.
5. Conclusions
This study empirically investigated the feasibility of a fatigue limit estimation method based on dissipated energy for laser welds of aluminum alloy. Consequently, the actual fatigue limit and the estimated fatigue limit based on the temperature change due to dissipated energy were almost consistent, and the temperature change due to dissipated energy also caught the effect of stress concentration in the laser-welded area.
Author Contributions
Conceptualization, T.Y., Y.O., D.S. and T.S.; methodology, T.Y., Y.O., D.S. and T.S.; software, T.Y., Y.O., D.S. and T.S.; validation, T.Y., Y.O., M.H., D.S. and T.S.; formal analysis, T.Y. and Y.O.; investigation, T.Y., Y.O., M.H. and K.K.; resources, Y.O., M.H. and K.K.; data curation, T.Y. and Y.O.; writing—original draft preparation, T.Y., Y.O., D.S. and T.S.; writing—review and editing, T.Y., Y.O., D.S. and T.S.; visualization, T.Y., Y.O., D.S. and T.S.; supervision, Y.O. and D.S.; project administration, Y.O.; funding acquisition, Y.O. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by a Grant-in-Aid for Early-Career Scientists JP 21K14043 from the Japan Society for the Promotion of Science and Iketani Science and Technology Foundation 0341079-A.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data are not publicly available.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Hong, K.M.; Shin, Y.C. Prospects of laser welding technology in the automotive industry: A review. J. Mater. Process. Technol. 2017, 245, 46–69. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E. Trend and innovations in laser beam welding of wrought aluminum alloys. Weld. World 2016, 60, 415–457. [Google Scholar] [CrossRef]
- Ogawa, Y.; Horita, T.; Iwatani, N.; Kadoi, K.; Shiozawa, D.; Sakagami, T. Evaluation of fatigue strength based on dissipated energy for laser welds. Infrared Phys. Technol. 2022, 125, 104288. [Google Scholar] [CrossRef]
- Shiozawa, D.; Inagawa, T.; Washio, T.; Sakagami, T. Accuracy improvement in dissipated energy measurement by using phase information. Meas. Sci. Technol. 2017, 284, 044004. [Google Scholar] [CrossRef]
- Akai, A.; Sato, Y.; Murase, M.; Kojima, Y.; Okubo, Y. Rapid Determination of Fatigue Limit Using Temperature Second Harmonic. Exp. Mech. 2023, 63, 349–362. [Google Scholar] [CrossRef]
Figure 1.
Shape and dimensions of the specimen (units: mm).

Figure 2.
(a) Observation results of the cross section of the welded area; (b) Vickers hardness map of corresponding welded area.
Figure 2.
(a) Observation results of the cross section of the welded area; (b) Vickers hardness map of corresponding welded area.

Figure 3.
(a) S-N curves; the observation results of the fatigue crack in (b) as-welded joints and (c) polish joints.
Figure 3.
(a) S-N curves; the observation results of the fatigue crack in (b) as-welded joints and (c) polish joints.

Figure 4.
Measurement results of temperature changes due to dissipated energy.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Laser welding conditions.
| Electric Power (kW) | Welding Speed (m/min) | Drag Angle (deg.) | Focus Length (mm) | Defocus Length (mm) | Ar Shielding Gas (L/min) |
|---|---|---|---|---|---|
| 6.0 | 15.4 | 30.0 | 165.0 | 0 | 20.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Yamamoto, T.; Ogawa, Y.; Hayashi, M.; Kadoi, K.; Shiozawa, D.; Sakagami, T. Fatigue Limit Estimation Based on Dissipated Energy of Butt Laser-Welded Joints. Eng. Proc. 2023, 51, 47. https://doi.org/10.3390/engproc2023051047
AMA Style
Yamamoto T, Ogawa Y, Hayashi M, Kadoi K, Shiozawa D, Sakagami T. Fatigue Limit Estimation Based on Dissipated Energy of Butt Laser-Welded Joints. Engineering Proceedings. 2023; 51(1):47. https://doi.org/10.3390/engproc2023051047
Chicago/Turabian StyleYamamoto, Takumi, Yuki Ogawa, Miu Hayashi, Kota Kadoi, Daiki Shiozawa, and Takahide Sakagami. 2023. "Fatigue Limit Estimation Based on Dissipated Energy of Butt Laser-Welded Joints" Engineering Proceedings 51, no. 1: 47. https://doi.org/10.3390/engproc2023051047