
A Holistic Modular Solution for Energy and Seismic Renovation of Buildings Based on 3D-Printed Thermoplastic Materials

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Retrofitting Strategies Overview
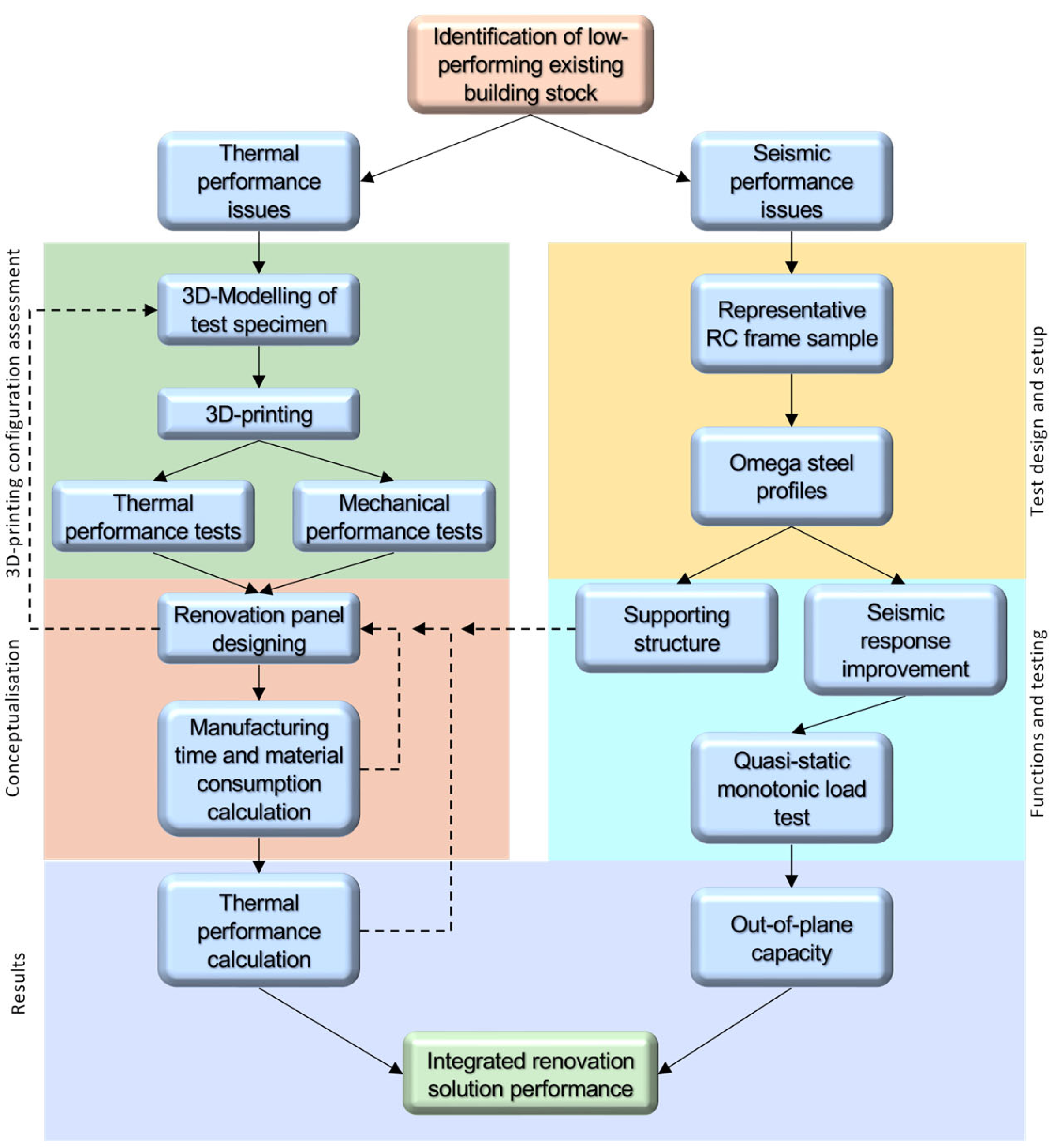
3. Conceptualisation and Development
3.1. Renovation Solution and Objectives
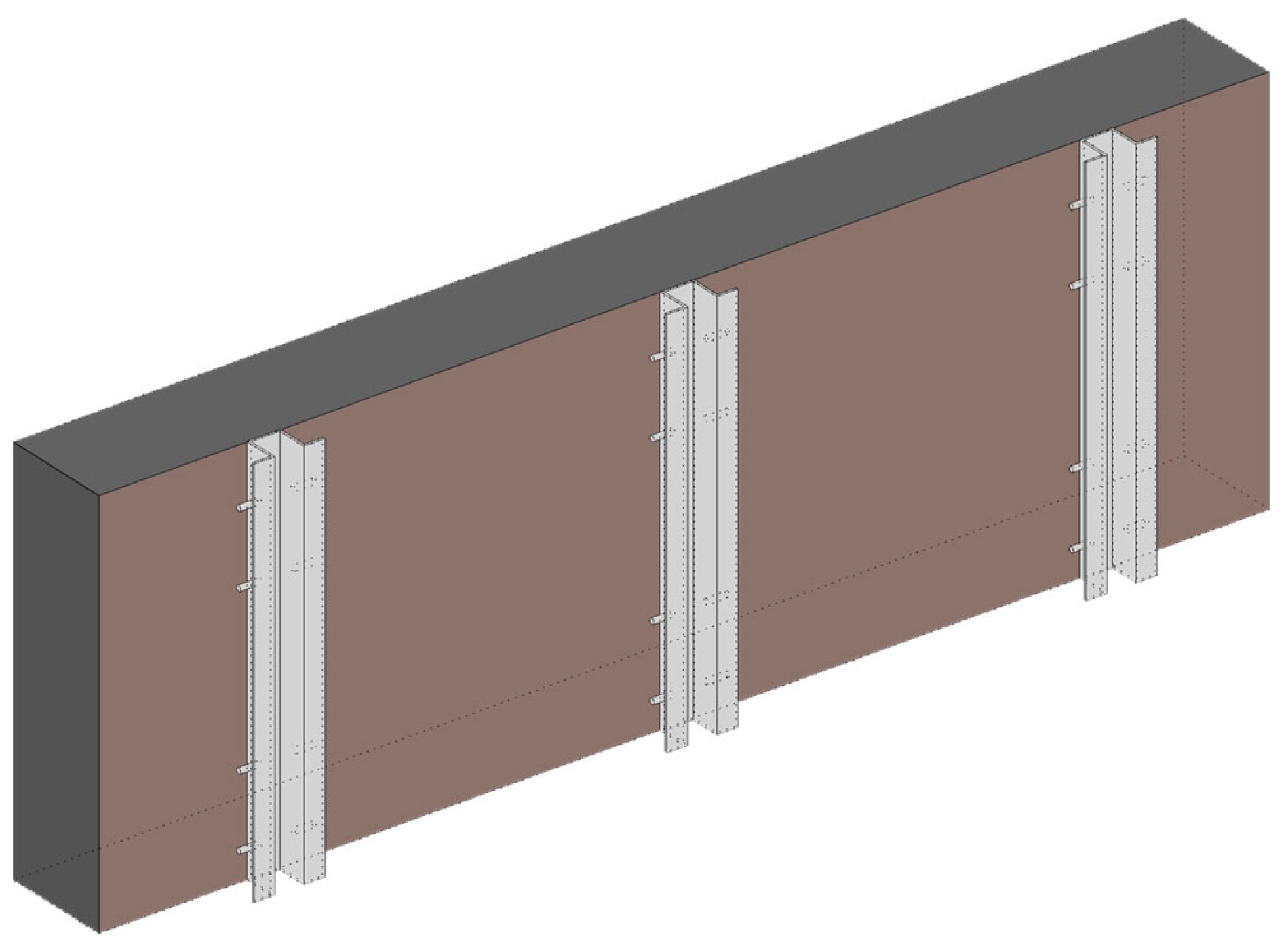
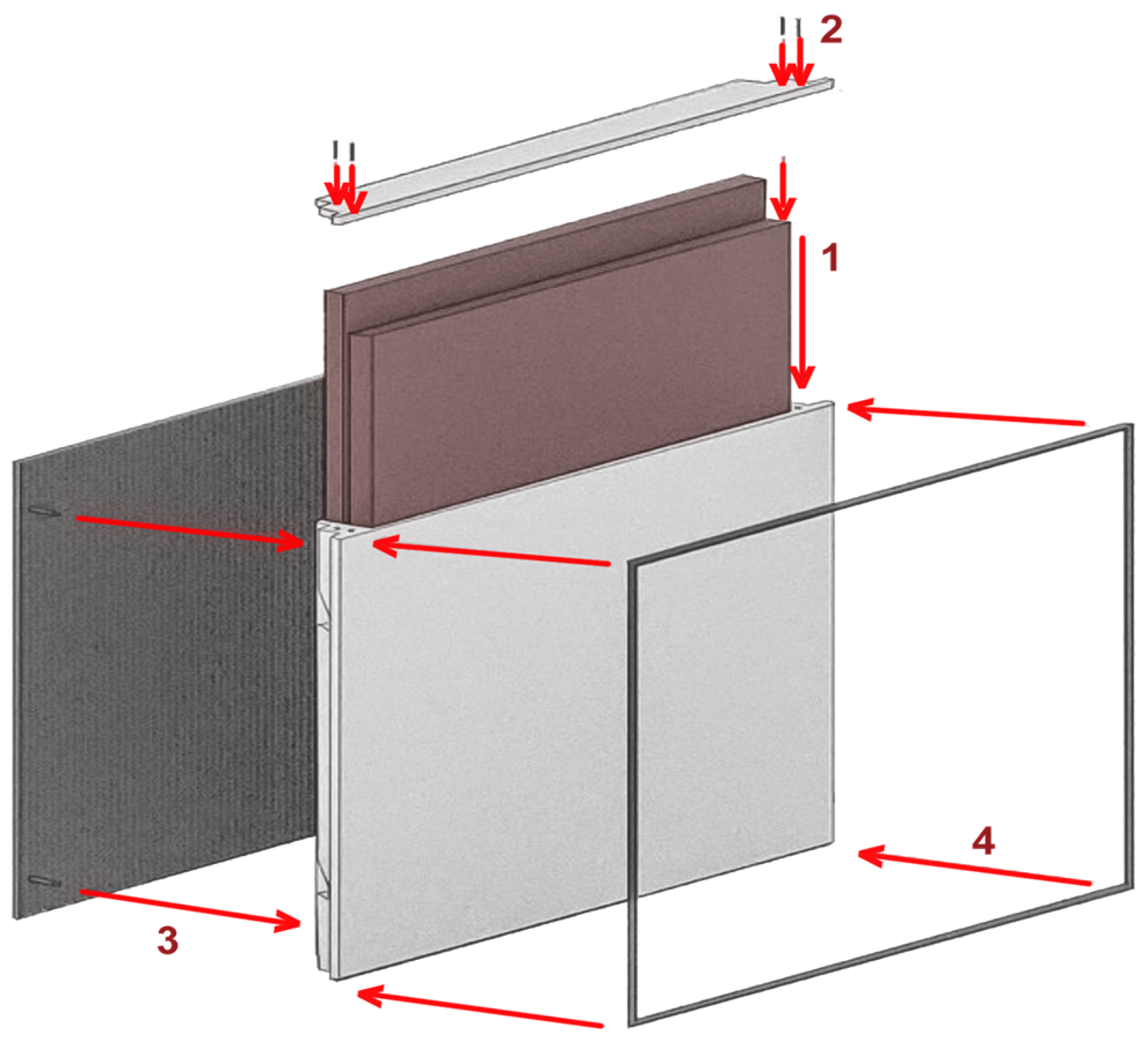
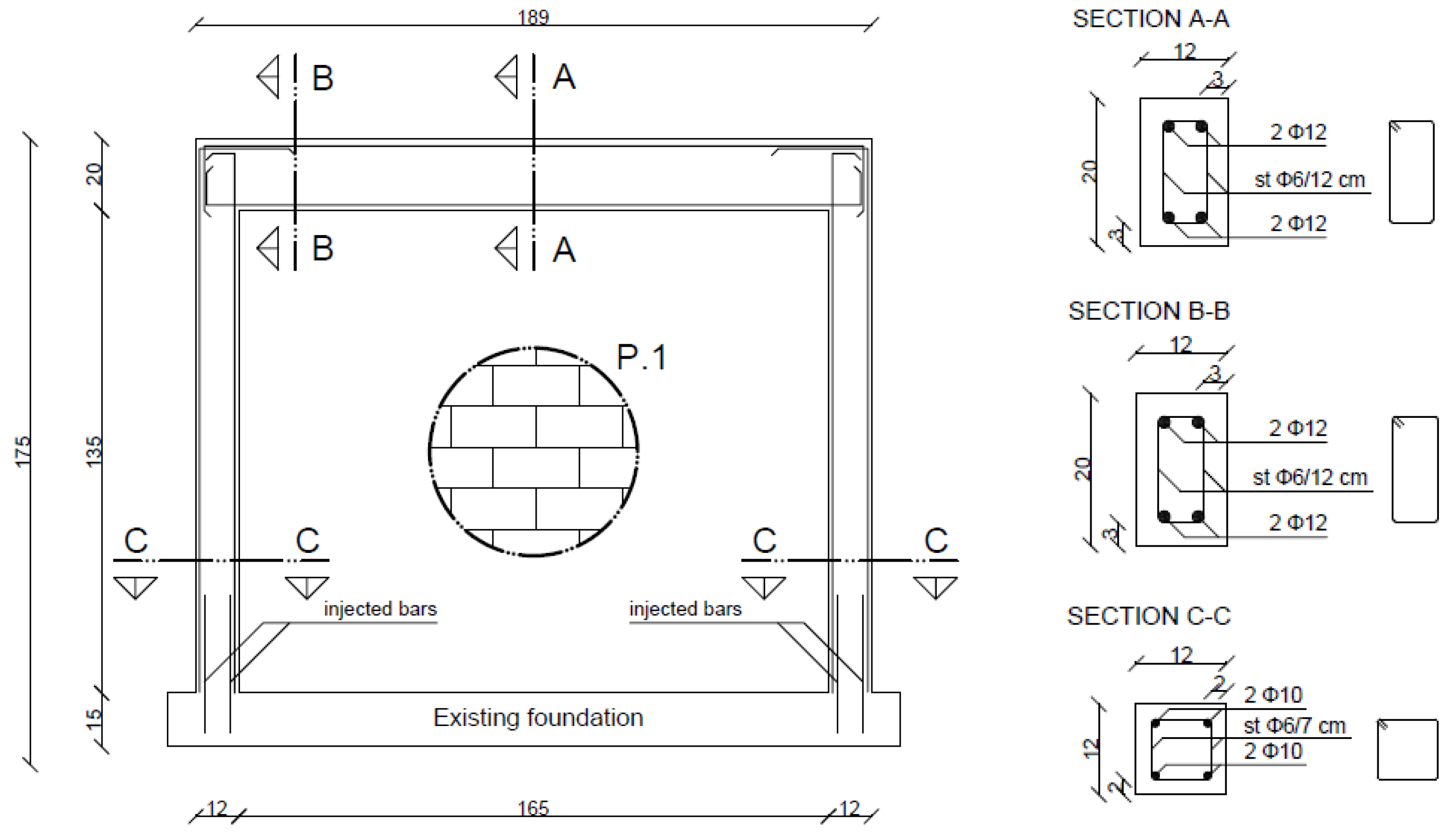
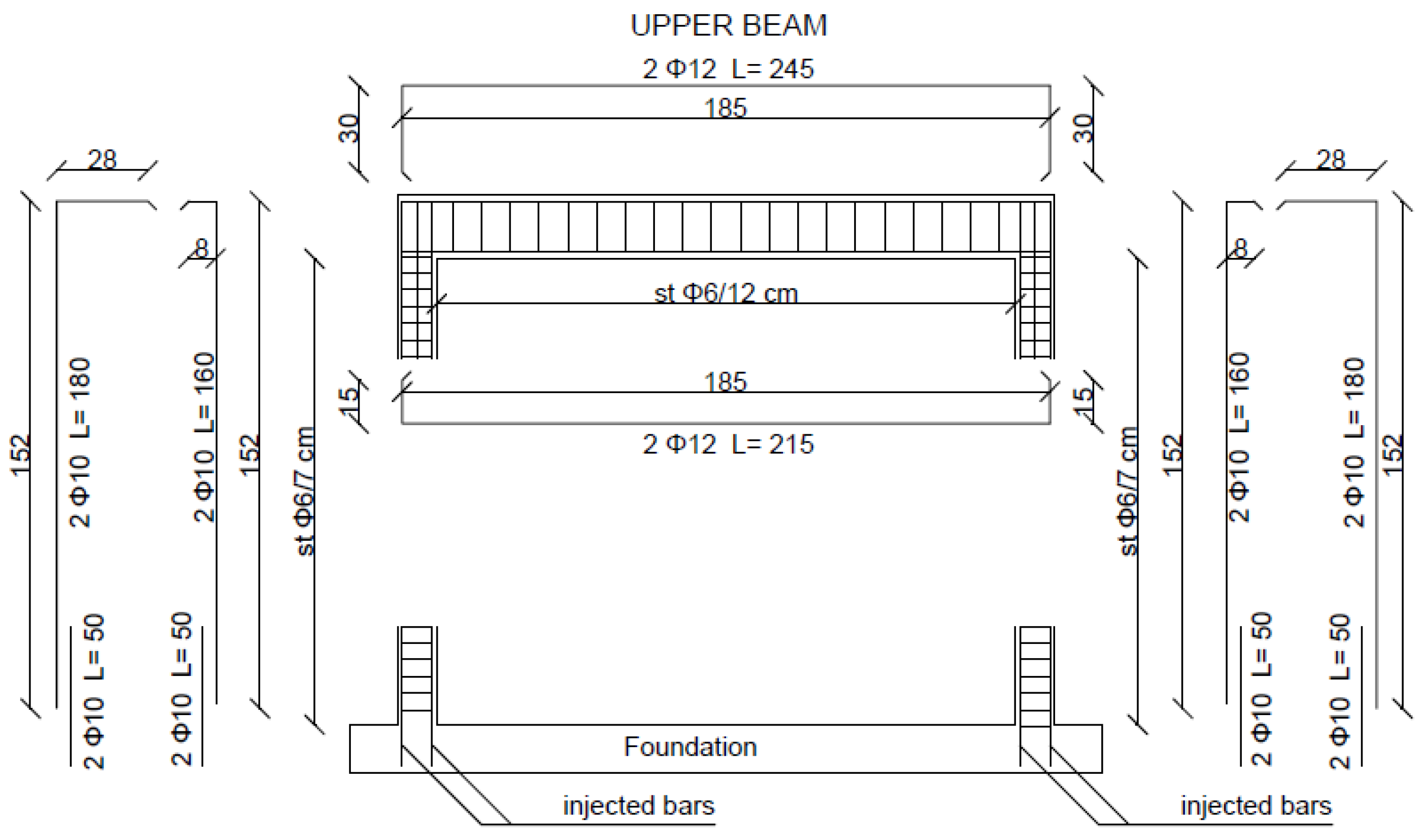
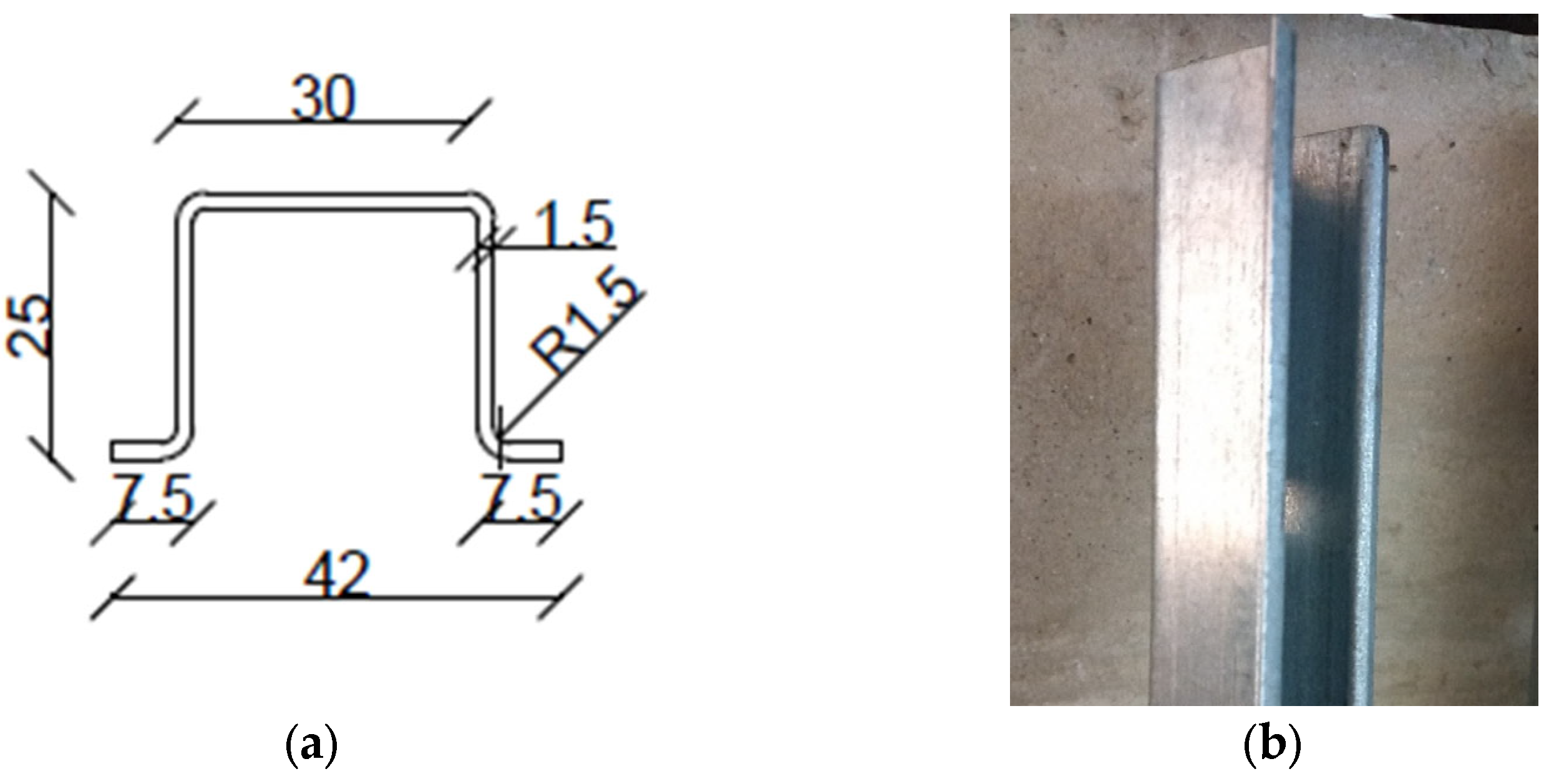
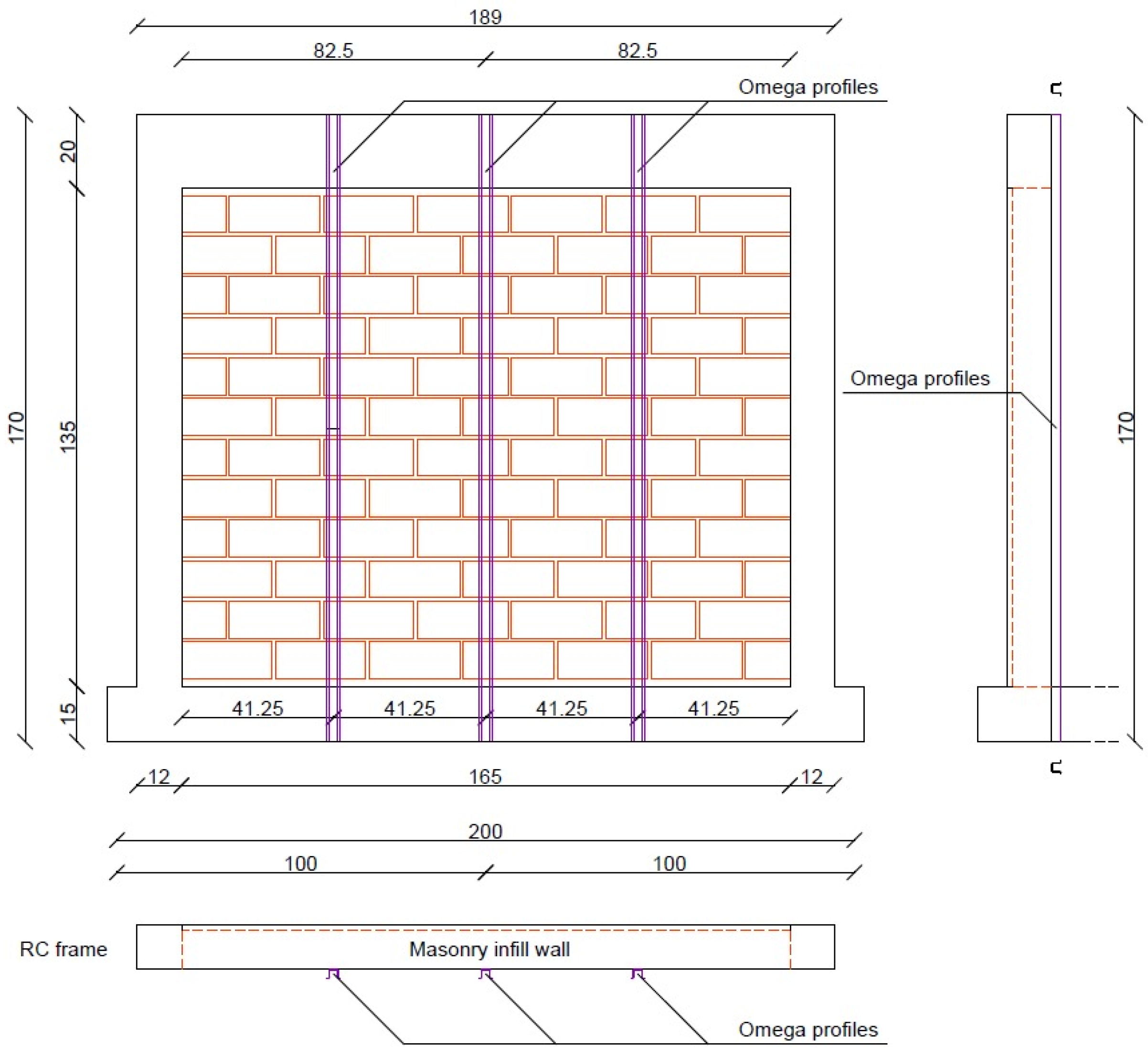
3.2. Steel Structure
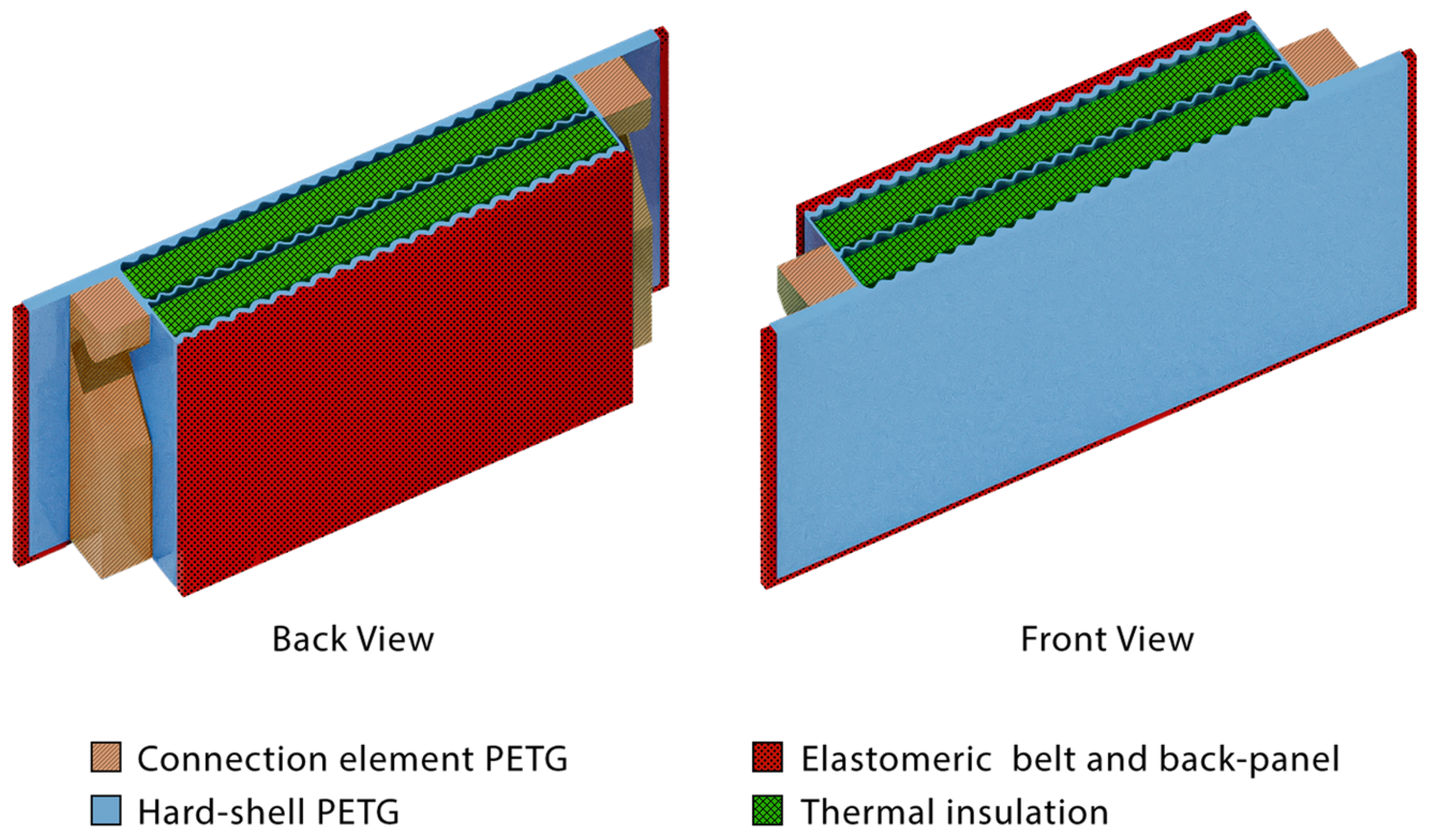
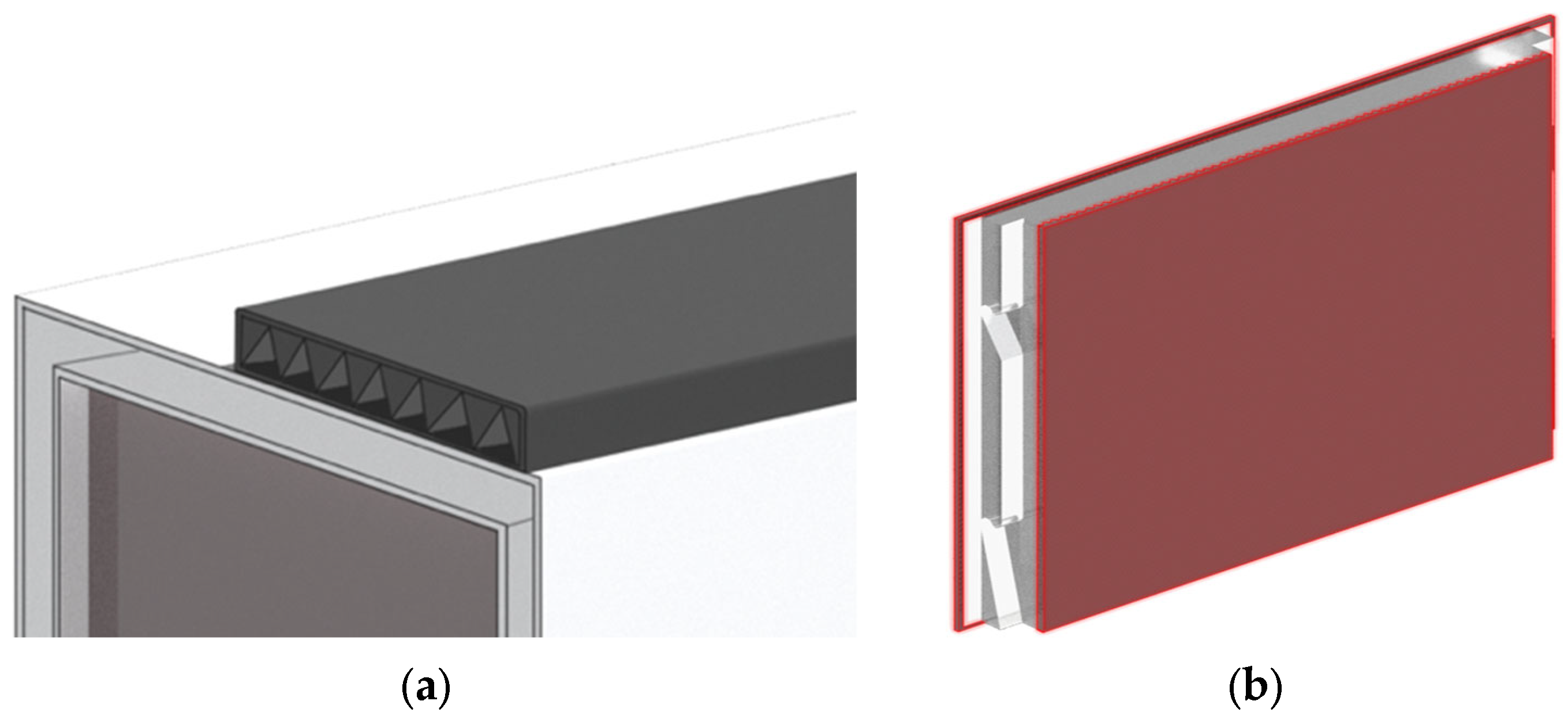
3.3. Renovation Panel
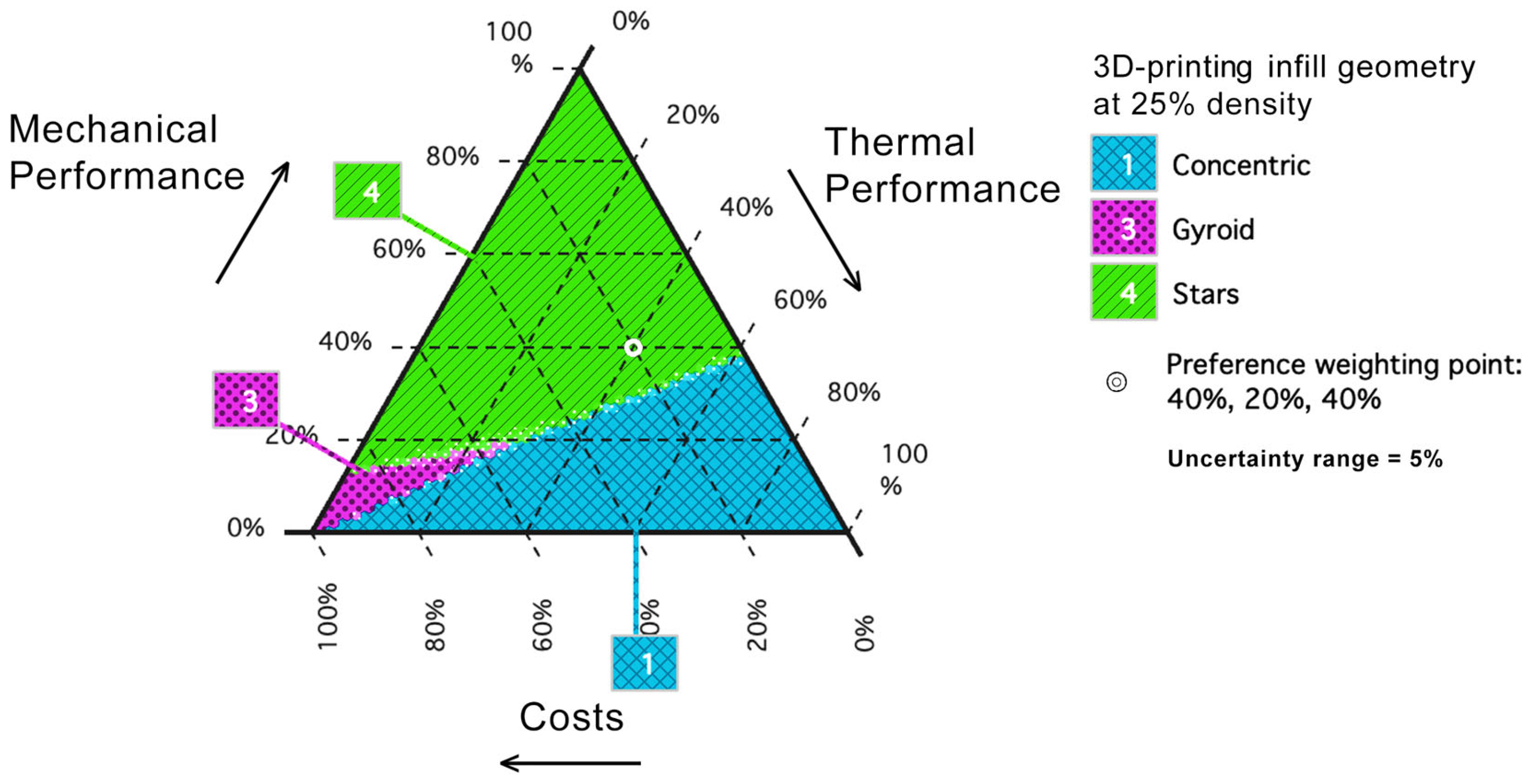
3.3.1. Materials
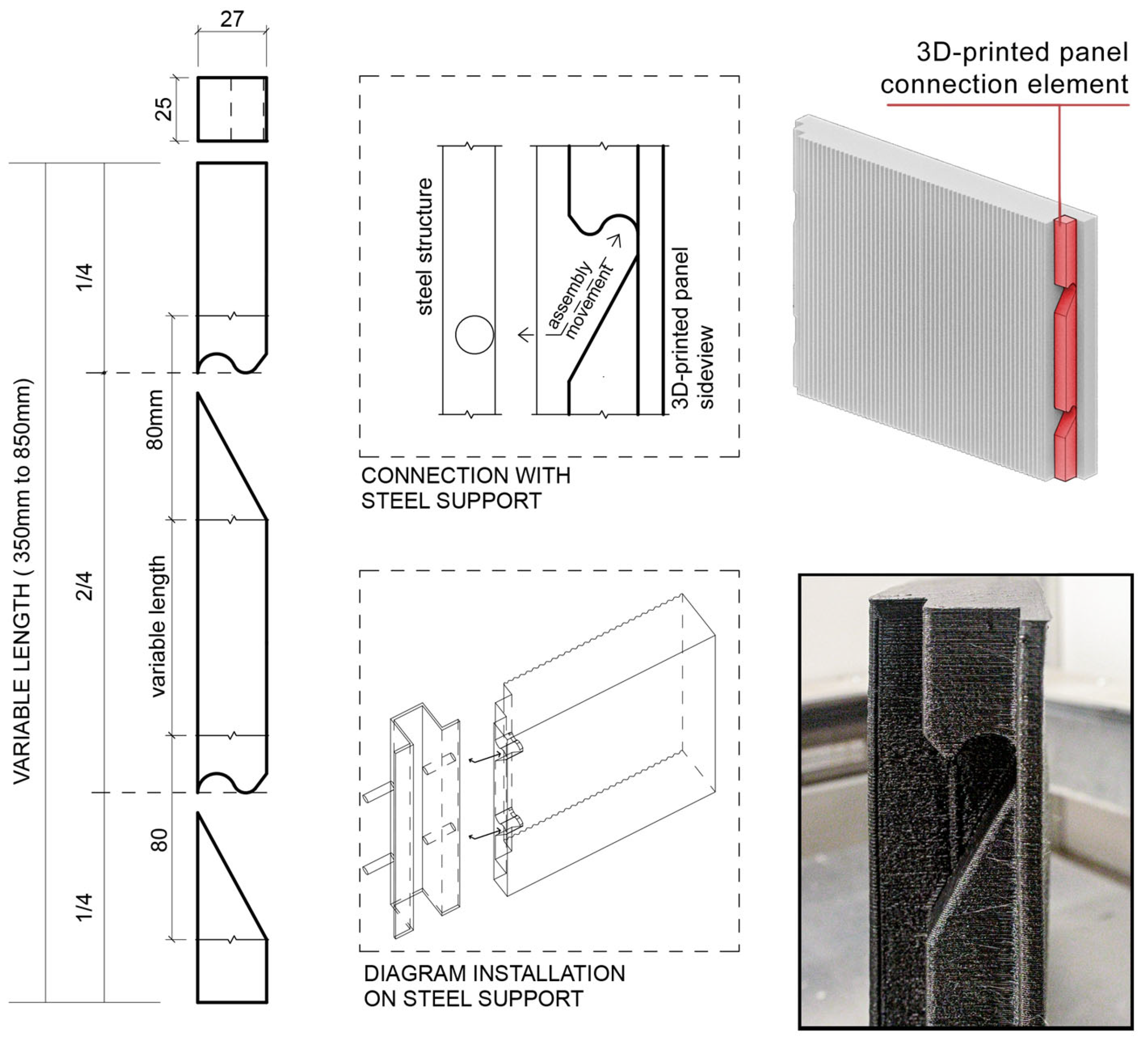
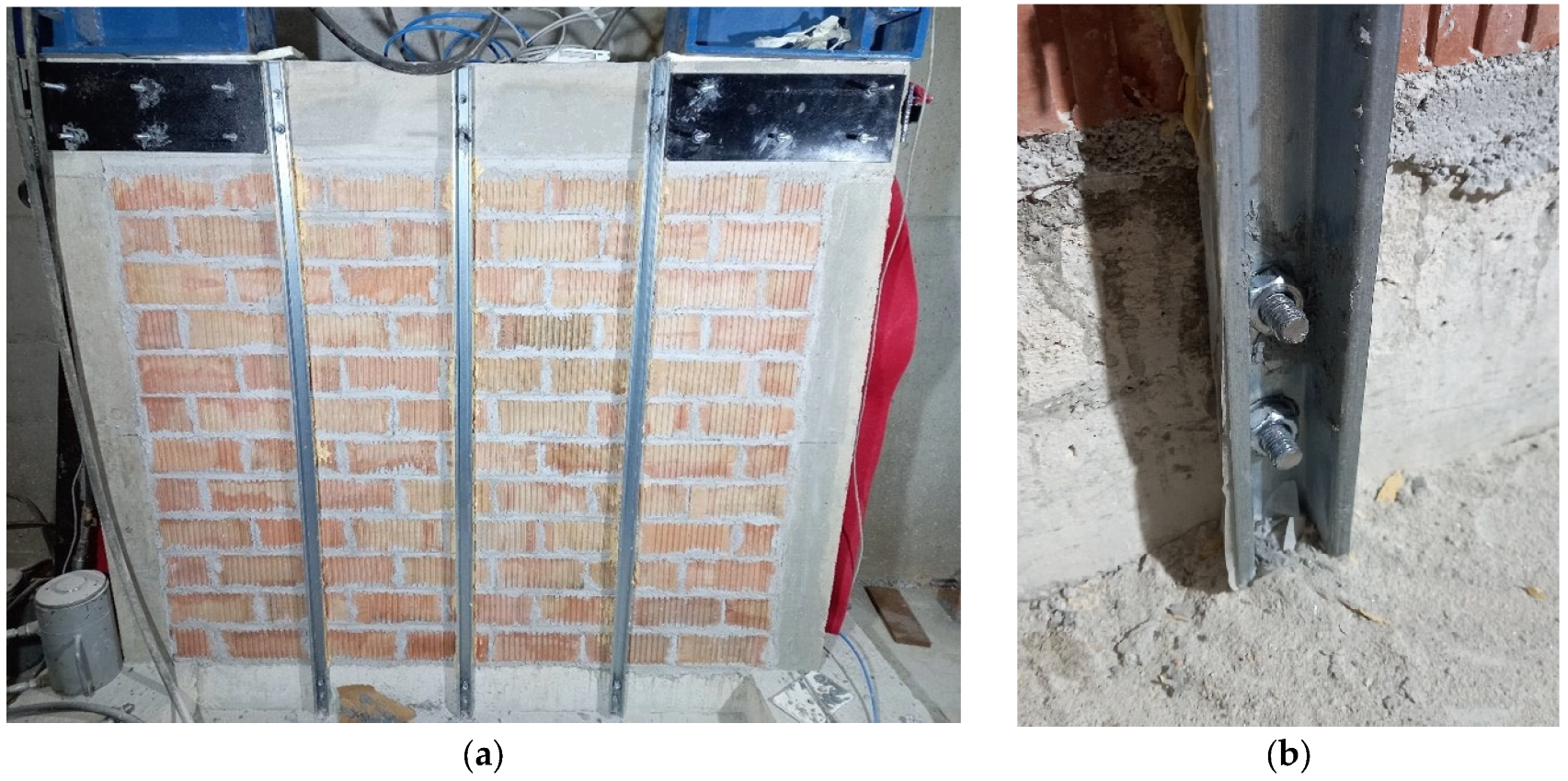
3.3.2. Connection Element
3.3.3. Hard Shell
3.3.4. Elastomeric Belt and Panel
3.3.5. Thermal Insulation
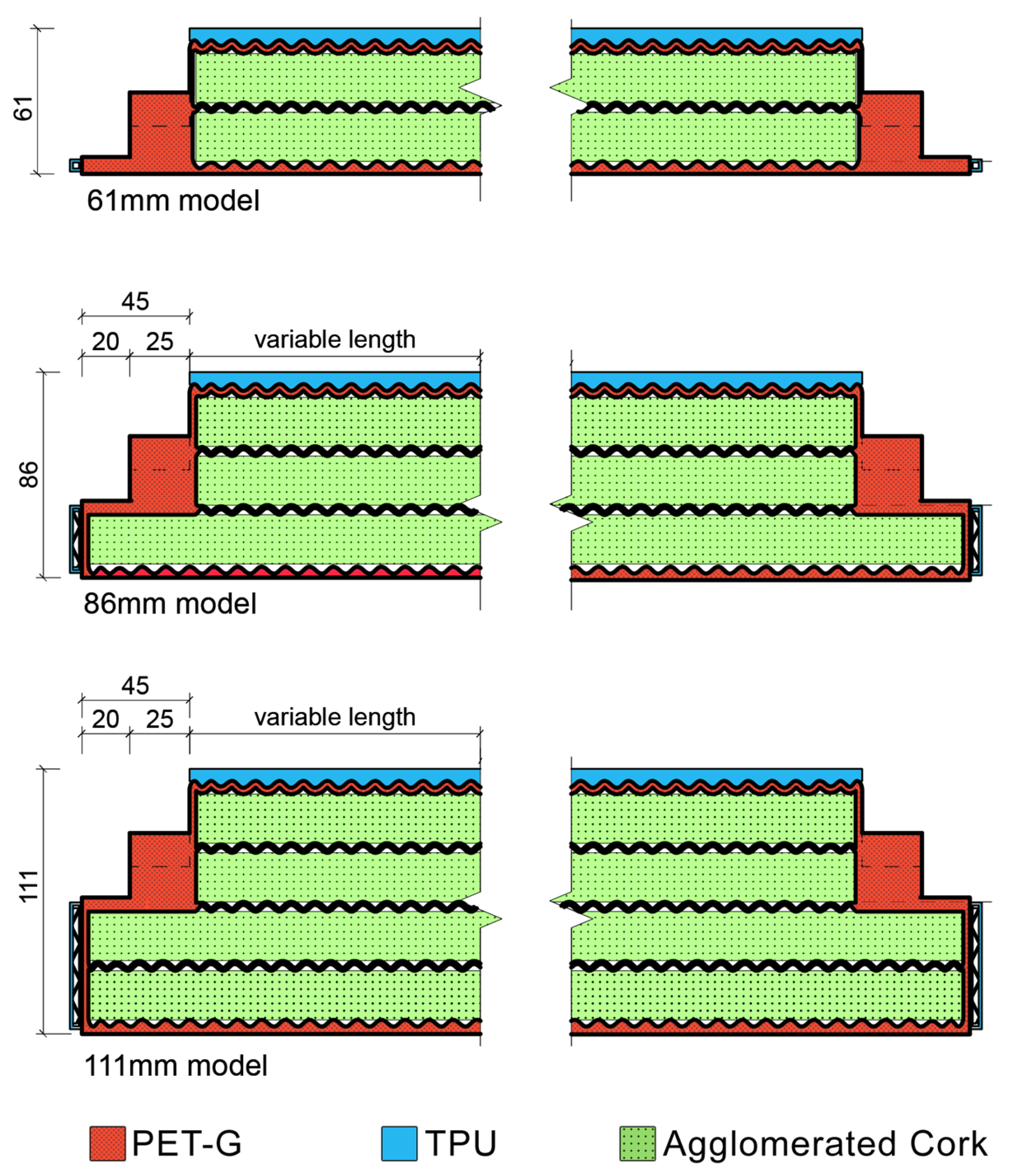
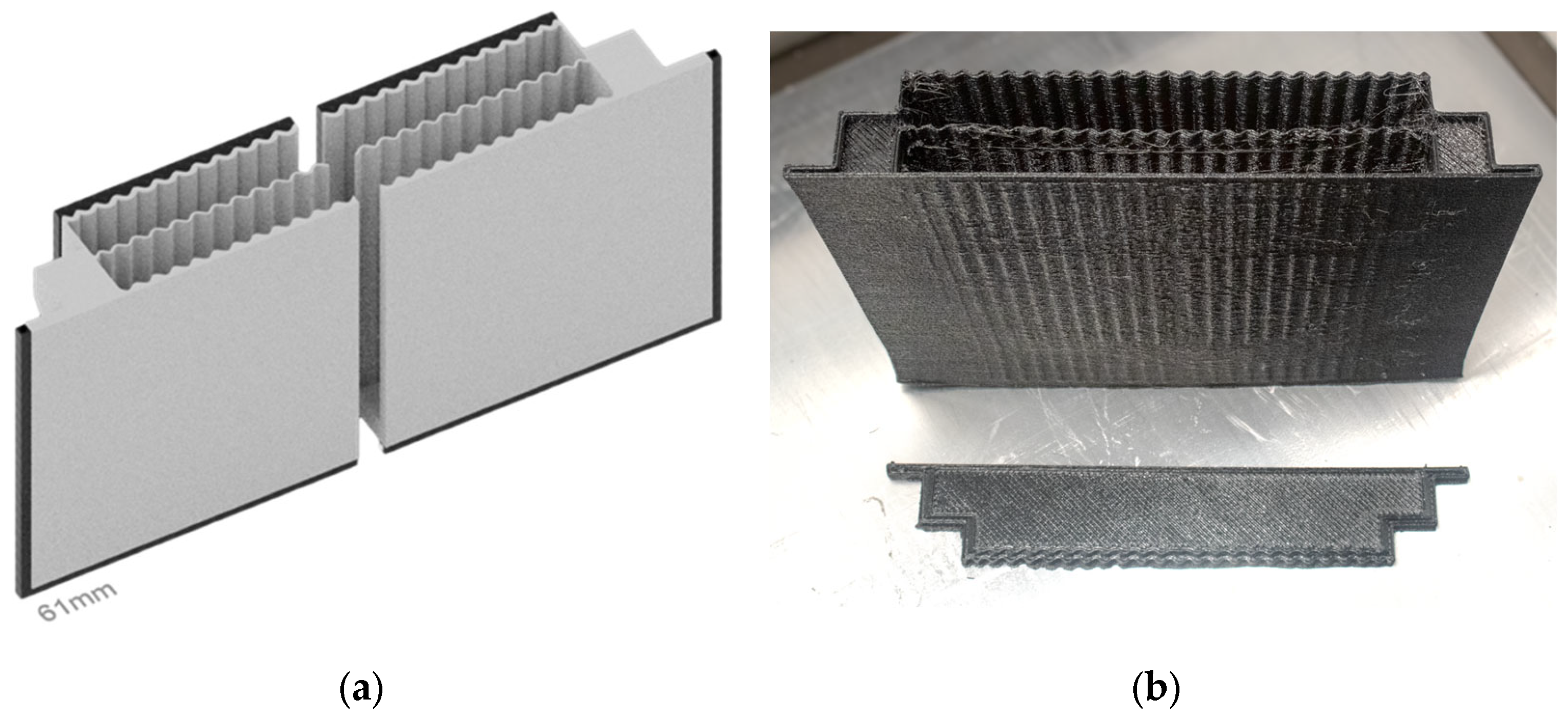
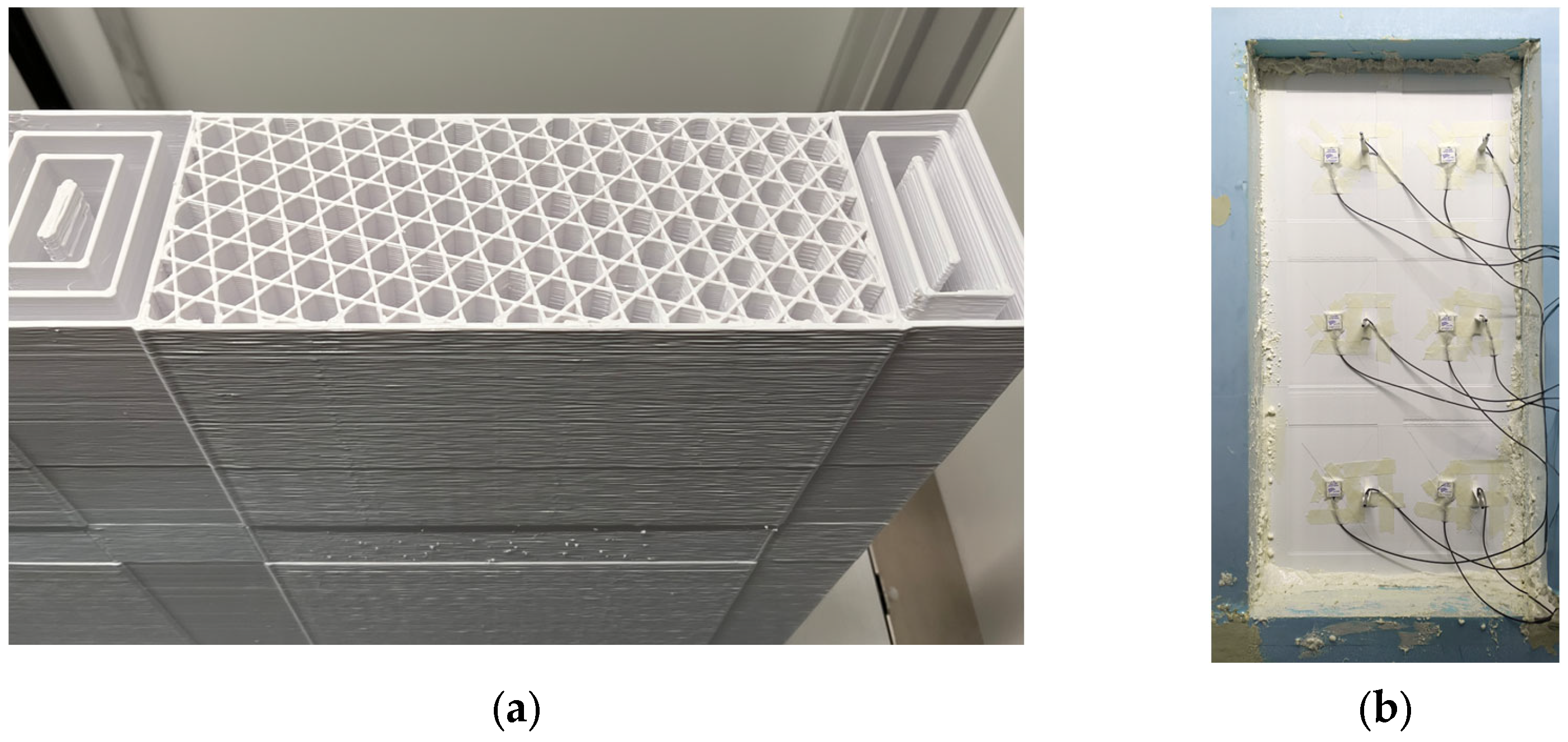
3.3.6. Panel Manufacturing
3.4. 3D-Printing Energy Consumption
3.5. Development Limitations
4. Renovation Solution Performance
4.1. Seismic Renovation Structure
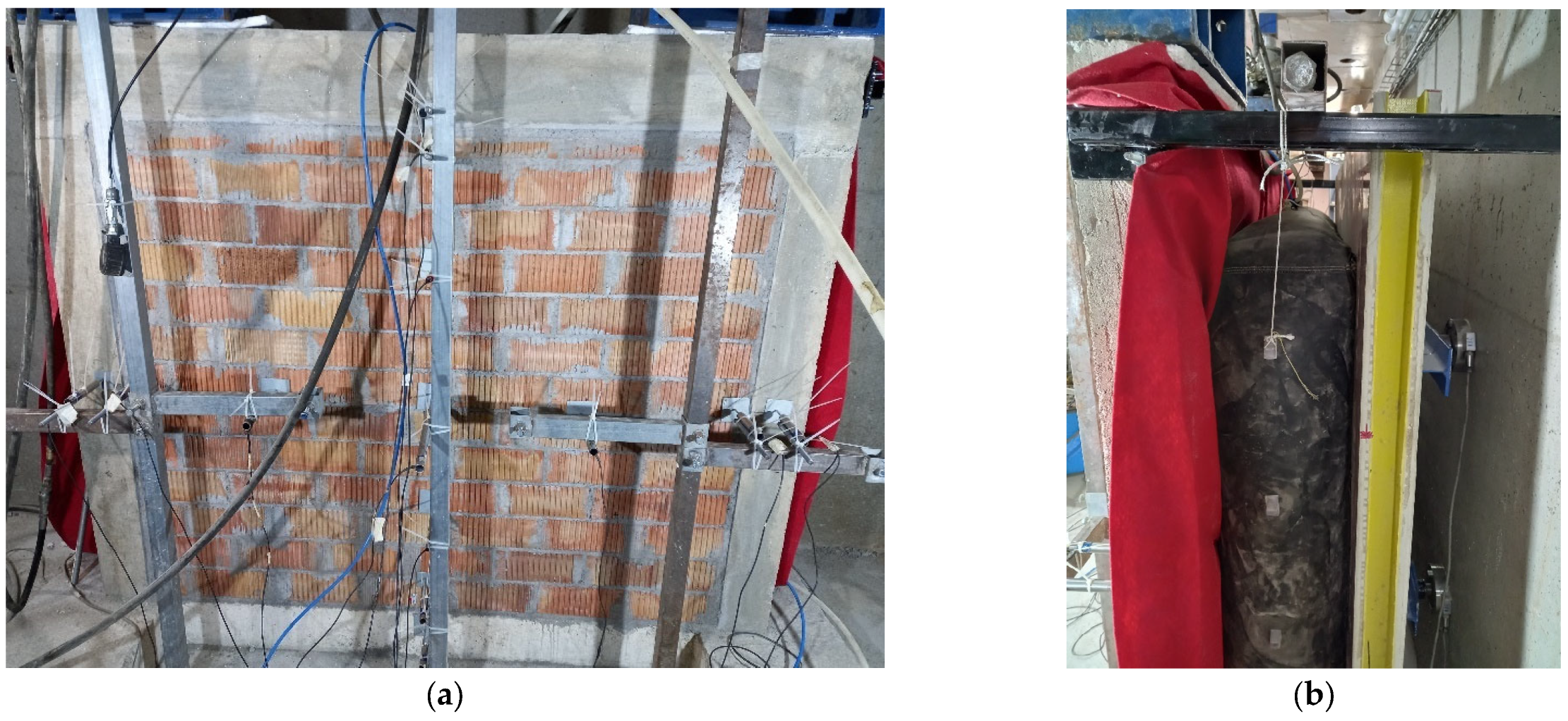
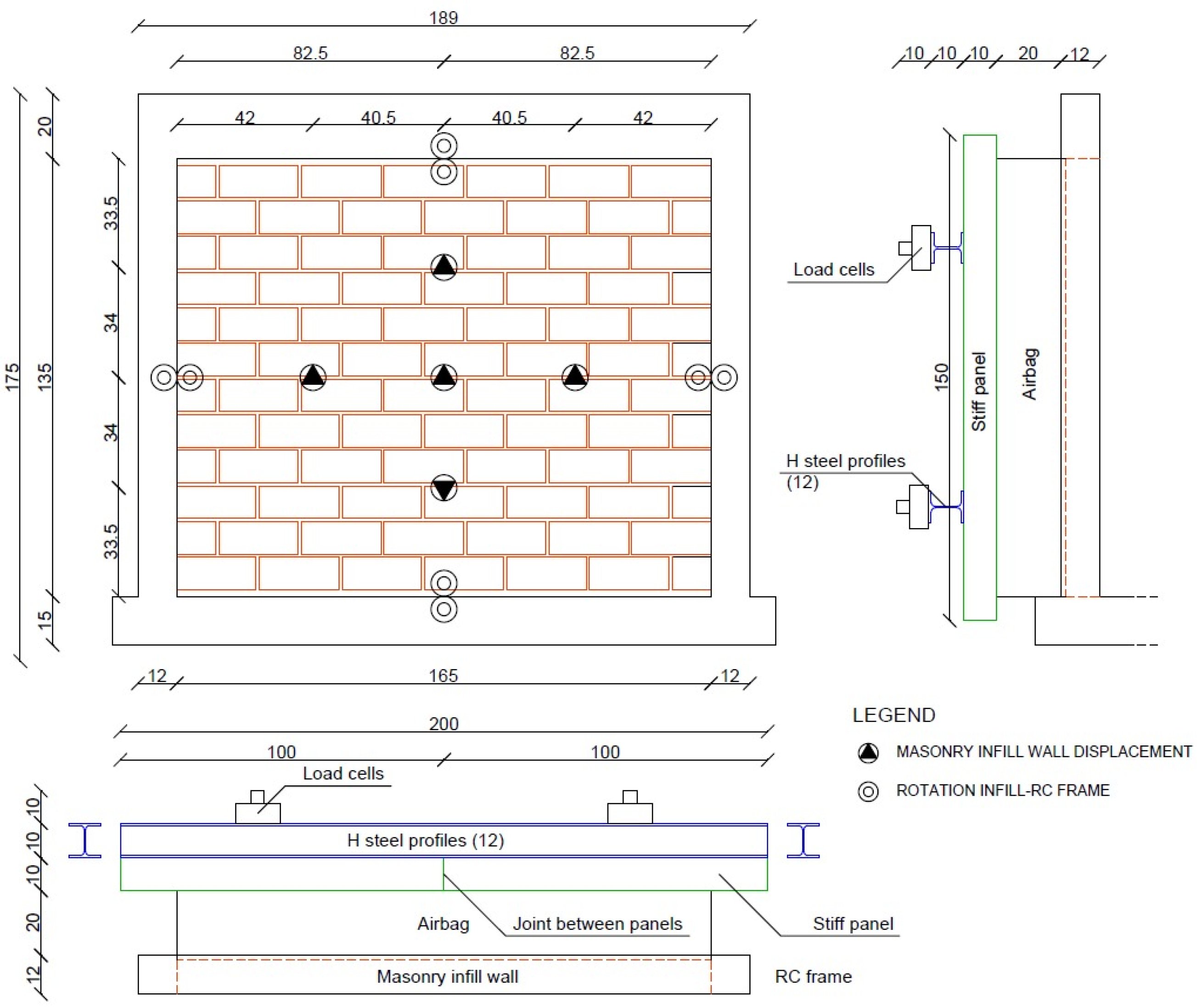
4.1.1. Experimental Setup
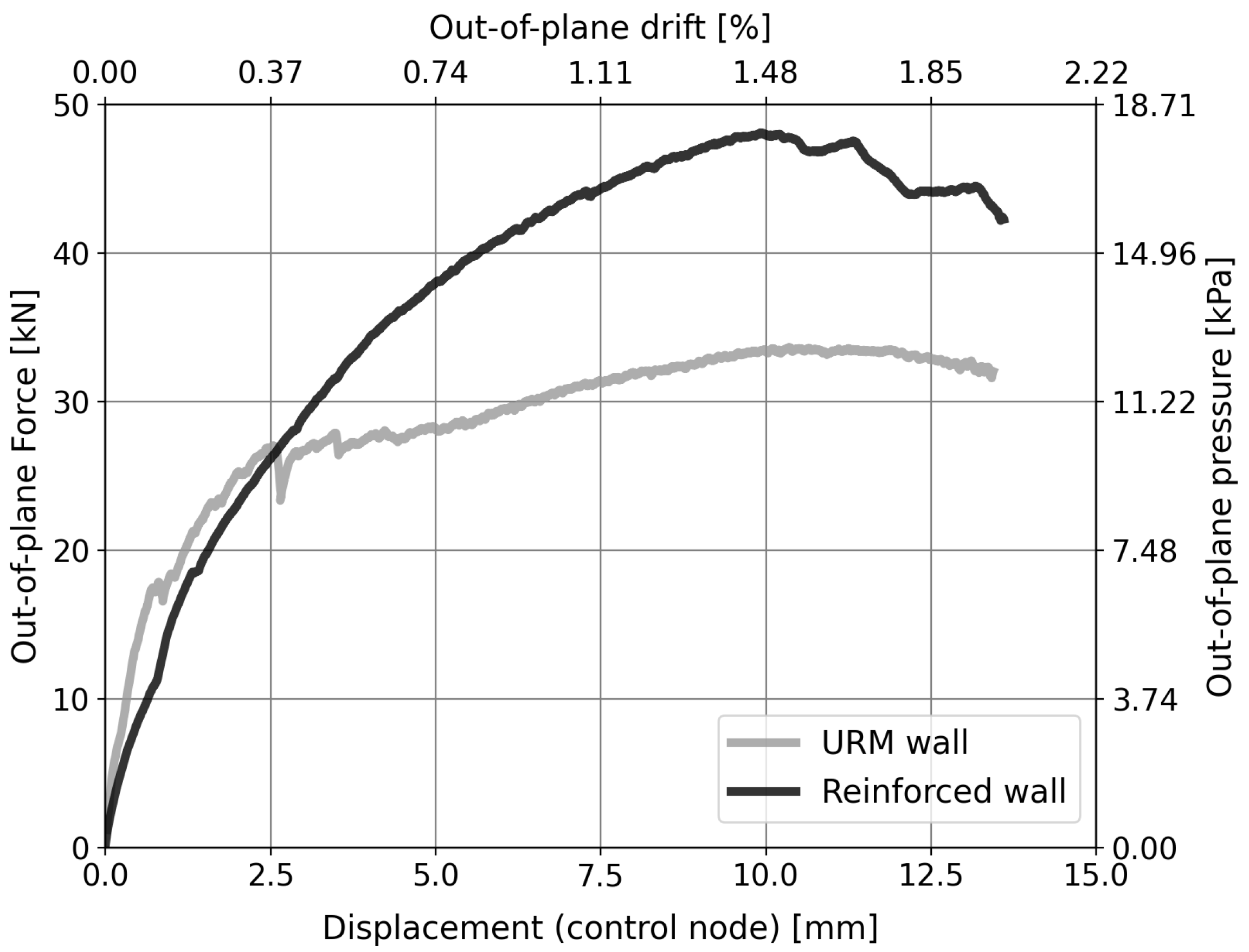
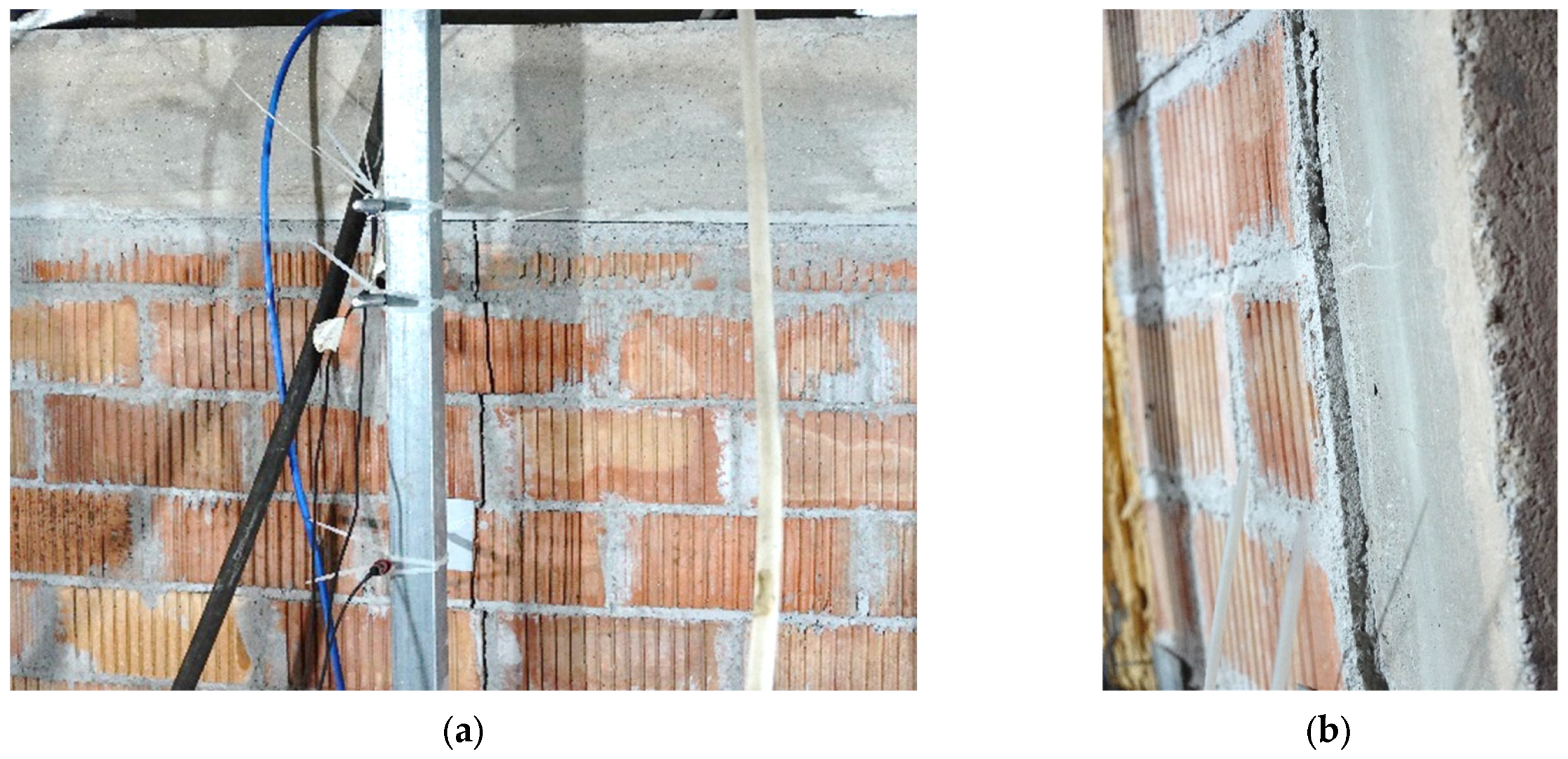
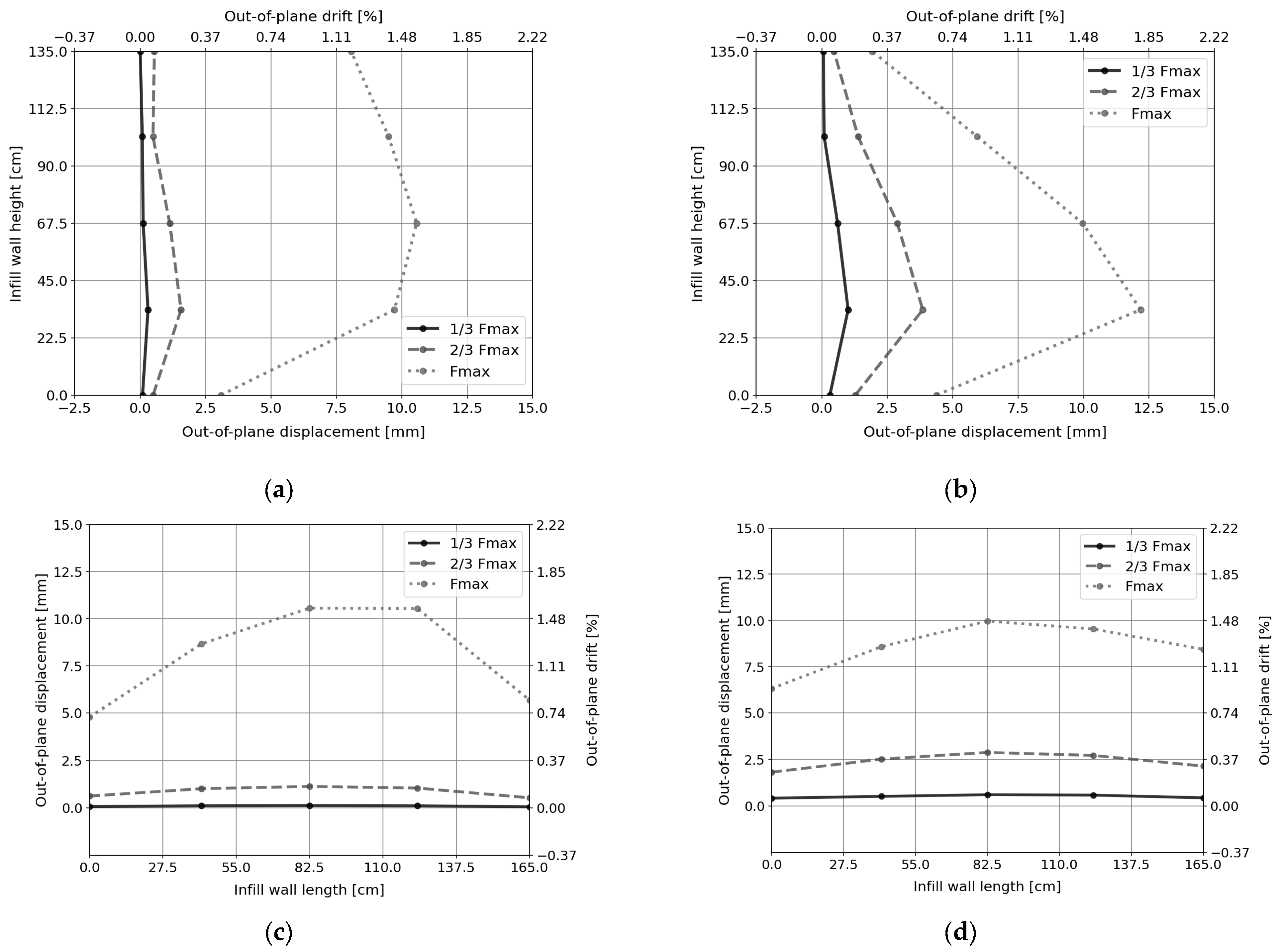
4.1.2. Seismic Performance of the Solution
4.2. Thermal Performance
4.2.1. Thermal Performance of the 3D-Printed PET-G Panel
4.2.2. Renovation Solution Characterisation
- Uvalue is the thermal transmittance in W/m2·K;
- Rt is the total thermal resistance of the renovation panel + reference building façade;
- Rse is the exterior surface thermal resistance in K·m2/W;
- Rsi is the interior surface thermal resistance in K·m2/W;
- R1 to n is the layer thermal resistance in K·m2/W.

4.2.3. Thermal Performance Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- European Energy Council. Renovation Wave, Energy Efficient Buildings: Renovation Wave. Available online: https://energy.ec.europa.eu/topics/energy-efficiency/energy-efficient-buildings/renovation-wave_en (accessed on 7 February 2022).
- UNEP. 2022 Global Status Report for Buildings and Construction. Available online: www.globalabc.org (accessed on 29 November 2022).
- Energy Performance of Buildings Directive. Available online: https://energy.ec.europa.eu/topics/energy-efficiency/energy-efficient-buildings/energy-performance-buildings-directive_en (accessed on 20 November 2023).
- Reis, D.C.; De Domenico, A.T.; Lopes, L.; Almeida, M. Strategies and Actions for Achieving Carbon Neutrality in Portuguese Residential Buildings by 2050. Sustainability 2023, 15, 15626. [Google Scholar] [CrossRef]
- Lamego, P.; Lourenço, P.B.; Sousa, M.L.; Marques, R. Seismic vulnerability and risk analysis of the old building stock at urban scale: Application to a neighbourhood in Lisbon. Bull. Earthq. Eng. 2017, 15, 2901–2937. [Google Scholar] [CrossRef]
- Decreto-Lei n. 95/2019|DRE. Available online: https://dre.pt/dre/detalhe/decreto-lei/95-2019-123279819 (accessed on 12 April 2022).
- Marini, A.; Passoni, C.; Belleri, A.; Feroldi, F.; Preti, M.; Metelli, G.; Riva, P.; Giuriani, E.; Plizzari, G. Combining seismic retrofit with energy refurbishment for the sustainable renovation of RC buildings: A proof of concept. Eur. J. Environ. Civ. Eng. 2022, 26, 2475–2495. [Google Scholar] [CrossRef]
- Valluzzi, M.R.; Saler, E.; Vignato, A.; Salvalaggio, M.; Croatto, G.; Dorigatti, G.; Turrini, U. Nested buildings: An innovative strategy for the integrated seismic and energy retrofit of existing masonry buildings with CLT panels. Sustainability 2021, 13, 1188. [Google Scholar] [CrossRef]
- Busselli, M.; Cassol, D.; Prada, A.; Giongo, I. Timber based integrated techniques to improve energy efficiency and seismic behaviour of existing masonry buildings. Sustainability 2021, 13, 10379. [Google Scholar] [CrossRef]
- Almusaed, A.; Almssad, A.; Homod, R.Z.; Yitmen, I. Environmental Profile on Building Material Passports for Hot Climates. Sustainability 2020, 12, 3720. [Google Scholar] [CrossRef]
- Energy Agency, Net Zero by 2050—A Roadmap for the Global Energy Sector, 2050. Available online: www.iea.org/t&c/ (accessed on 1 March 2022).
- Minunno, R.; O’Grady, T.; Morrison, G.; Gruner, R.; Colling, M. Strategies for Applying the Circular Economy to Prefabricated Buildings. Buildings 2018, 8, 125. [Google Scholar] [CrossRef]
- Akanbi, L.A.; Oyedele, L.O.; Omoteso, K.; Bilal, M.; Akinade, O.O.; Ajayi, A.O.; Davila Delgado, J.M.; Owolabi, H.A. Disassembly and deconstruction analytics system (D-DAS) for construction in a circular economy. J. Clean. Prod. 2019, 223, 386–396. [Google Scholar] [CrossRef]
- Honic, M.; Kovacic, I.; Rechberger, H. Improving the recycling potential of buildings through Material Passports (MP): An Austrian case study. J. Clean. Prod. 2019, 217, 787–797. [Google Scholar] [CrossRef]
- Xue, H.; Zhang, S.; Su, Y.; Wu, Z.; Yang, R.J. Effect of stakeholder collaborative management on off-site construction cost performance. J. Clean. Prod. 2018, 184, 490–502. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Fung, I.W.H.; Sing, M.C.P.; Ogunlana, S.O. Best practice of prefabrication implementation in the Hong Kong public and private sectors. J. Clean. Prod. 2015, 109, 216–231. [Google Scholar] [CrossRef]
- Liu, G.; Li, K.; Zhao, D.; Mao, C. Business Model Innovation and Its Drivers in the Chinese Construction Industry during the Shift to Modular Prefabrication. J. Manag. Eng. 2016, 33, 04016051. [Google Scholar] [CrossRef]
- Lopes, L.; Reis, D.; Junior, A.P.; Almeida, M. Influence of 3D Microstructure Pattern and Infill Density on the Mechanical and Thermal Properties of PET-G Filaments. Polymers 2023, 15, 2268. [Google Scholar] [CrossRef]
- de Rubeis, T. 3D-Printed Blocks: Thermal Performance Analysis and Opportunities for Insulating Materials. Sustainability 2022, 14, 1077. [Google Scholar] [CrossRef]
- Shen, Y.; Zhang, D.; Wang, R.; Li, J.; Huang, Z. SBD-K-medoids-based long-term settlement analysis of shield tunnel. Transp. Geotech. 2023, 42, 101053. [Google Scholar] [CrossRef]
- Nguyen, P.D.; Nguyen, T.Q.; Tao, Q.B.; Vogel, F.; Nguyen-Xuan, H. A data-driven machine learning approach for the 3D printing process optimisation. Virtual Phys. Prototyp. 2023, 17, 768–786. [Google Scholar] [CrossRef]
- ZeroSkin+—A Building Renovation Project Using Recycled Plastic by University of Minho. Available online: https://civil.uminho.pt/zeroskin/index.html (accessed on 16 February 2024).
- Ademovic, N.; Formisano, A.; Penazzato, L.; Oliveira, D.V. Seismic and energy integrated retrofit of buildings: A critical review. Front. Built Environ. 2022, 8, 963337. [Google Scholar] [CrossRef]
- Furtado, A.; Rodrigues, H.; Arêde, A. Experimental study of the flexural strength of masonry brick walls strengthened with thermal insulation. Constr. Build. Mater. 2023, 401, 132934. [Google Scholar] [CrossRef]
- Triantafillou, T.C.; Karlos, K.; Kefalou, K.; Argyropoulou, E. An innovative structural and energy retrofitting system for URM walls using textile reinforced mortars combined with thermal insulation: Mechanical and fire behavior. Constr. Build. Mater. 2017, 133, 1–13. [Google Scholar] [CrossRef]
- Artino, A.; Evola, G.; Margani, G.; Marino, E.M. Seismic and energy retrofit of apartment buildings through autoclaved aerated concrete (AAC) blocks infill walls. Sustainability 2019, 11, 3939. [Google Scholar] [CrossRef]
- de Sousa, C.; Barros, J.A.O.; Correia, J.R.; Valente, T.D.S. Development of sandwich panels for multi-functional strengthening of RC buildings: Characterisation of constituent materials and shear interaction of panel assemblies. Constr. Build. Mater. 2021, 267, 120849. [Google Scholar] [CrossRef]
- Vanegas, P.; Peeters, J.R.; Cattrysse, D.; Tecchio, P.; Ardente, F.; Mathieux, F.; Dewulf, W.; Duflou, J.R. Ease of disassembly of products to support circular economy strategies. Resour. Conserv. Recycl. 2018, 135, 323–334. [Google Scholar] [CrossRef]
- O’Grady, T.; Minunno, R.; Chong, H.Y.; Morrison, G.M. Design for disassembly, deconstruction and resilience: A circular economy index for the built environment. Resour. Conserv. Recycl. 2021, 175, 105847. [Google Scholar] [CrossRef]
- Minunno, R.; O’Grady, T.; Morrison, G.M.; Gruner, R.L. Exploring environmental benefits of reuse and recycle practices: A circular economy case study of a modular building. Resour. Conserv. Recycl. 2020, 160, 104855. [Google Scholar] [CrossRef]
- MacKenbach, S.; Zeller, J.C.; Osebold, R. A Roadmap towards Circularity—Modular Construction as a Tool for Circular Economy in the Built Environment. IOP Conf. Ser. Earth Environ. Sci. 2020, 588, 052027. [Google Scholar] [CrossRef]
- Strauß, H.; Knaack, U. Additive Manufacturing for Future Facades: The potential of 3D printed parts for the building envelope. J. Facade Des. Eng. 2016, 3, 225–235. [Google Scholar] [CrossRef]
- Grassi, G.; Spagnolo, S.L.; Paoletti, I. Fabrication and durability testing of a 3D printed façade for desert climates. Addit. Manuf. 2019, 28, 439–444. [Google Scholar] [CrossRef]
- Atakok, G.; Kam, M.; Koc, H.B. A Review of Mechanical and Thermal Properties of Products Printed with Recycled Filaments for Use in 3D Printers. Surf. Rev. Lett. 2021, 29, 1–18. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Corcione, C.E. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Reich, M.J.; Woern, A.L.; Tanikella, N.G.; Pearce, J.M. Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef]
- Silva, V.; Crowley, H.; Varum, H.; Pinho, R. Seismic risk assessment for mainland Portugal. Bull. Earthq. Eng. 2015, 13, 429–457. [Google Scholar] [CrossRef]
- Luján, S.V.; Arrebola, C.V.; Sánchez, A.R.; Benito, P.A.; Cortina, M.G. Experimental comparative study of the thermal performance of the façade of a building refurbished using ETICS, and quantification of improvements. Sustain. Cities Soc. 2019, 51, 101713. [Google Scholar] [CrossRef]
- Pihelo, P.; Kalamees, T.; Kuusk, K. NZEB Renovation with Prefabricated Modular Panels. In Energy Procedia; Elsevier Ltd.: Amsterdam, The Netherlands, 2017; pp. 1006–1011. [Google Scholar] [CrossRef]
- Sousa, J. Application of prefabricated panels for the energy retrofit of Portuguese residential buildings facades: A case study. Arch. Civ. Eng. 2013, 59, 337–357. [Google Scholar] [CrossRef]
- Almeida, M.; Barbosa, R.; Malheiro, R. Effect of embodied energy on cost-effectiveness of a prefabricated modular solution on renovation scenarios in social housing in Porto, Portugal. Sustainability 2020, 12, 1631. [Google Scholar] [CrossRef]
- Szykiedans, K.; Credo, W.; Osiński, D. Selected Mechanical Properties of PETG 3-D Prints. Procedia Eng. 2017, 177, 455–461. [Google Scholar] [CrossRef]
- Holcomb, G.; Caldona, E.B.; Cheng, X.; Advincula, R.C. On the soptimised 3D printing and post-processing of PETG materials. MRS Commun. 2022, 12, 381–387. [Google Scholar] [CrossRef]
- Sarakinioti, M.V.; Turrin, M.; Konstantinou, T.; Tenpierik, M.; Knaack, U. Developing an integrated 3D-printed façade with complex geometries for active temperature control. Mater. Today Commun. 2018, 15, 275–279. [Google Scholar] [CrossRef]
- Piccioni, V.; Leschok, M.; Grobe, L.O.; Wasilewski, S.; Seshadri, B.; Hischier, I.; Schlüter, A. Tuning the Solar Performance of Building Facades through Polymer 3D Printing: Toward Bespoke Thermo-Optical Properties. Adv. Mater. Technol. 2023, 8, 2201200. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Dydek, K.; Boczkowska, A. Thermal, Rheological and Mechanical Properties of PETG/rPETG Blends. J. Polym. Environ. 2019, 27, 2600–2606. [Google Scholar] [CrossRef]
- Yan, C.; Kleiner, C.; Tabigue, A.; Shah, V.; Sacks, G.; Shah, D.; DeStefano, V. PETG: Applications in Modern Medicine. Eng. Regen. 2024, 5, 45–55. [Google Scholar] [CrossRef]
- Frick, A.; Rochman, A. Characterisation of TPU-elastomers by thermal analysis (DSC). Polym. Test. 2004, 23, 413–417. [Google Scholar] [CrossRef]
- Herrera, M.; Matuschek, G.; Kettrup, A. Thermal degradation of thermoplastic polyurethane elastomers (TPU) based on MDI. Polym. Degrad. Stab. 2002, 78, 323–331. [Google Scholar] [CrossRef]
- Schweitzer, P.A. Mechanical and Corrosion-Resistant Properties of Plastics and Elastomers. In Mechanical and Corrosion-Resistant Properties of Plastics and Elastomers; CRC Press: Boca Raton, FL, USA, 2000. [Google Scholar] [CrossRef]
- Boubakri, A.; Haddar, N.; Elleuch, K.; Bienvenu, Y. Impact of aging conditions on mechanical properties of thermoplastic polyurethane. Mater. Des. 2010, 31, 4194–4201. [Google Scholar] [CrossRef]
- Tártaro, A.S.; Mata, T.M.; Martins, A.A.; da Silva, J.C.G.E. Carbon footprint of the insulation cork board. J. Clean. Prod. 2017, 143, 925–932. [Google Scholar] [CrossRef]
- Barreca, F.; Fichera, C.R. Thermal Insulation Performance Assessment Of Agglomerated Cork Boards. Wood Fiber Sci. 2016, 48, 96–103. [Google Scholar]
- Instituto Português do Mar e da Atmosfera. Available online: https://www.ipma.pt/pt/oclima/extremos.clima/ (accessed on 4 February 2024).
- Overview of Materials for PETG Copolyester. Available online: https://www.matweb.com/search/datasheettext.aspx?matguid=4de1c85bb946406a86c52b688e3810d0/ (accessed on 4 February 2024).
- Dupaix, R.B.; Boyce, M.C. Finite strain behavior of poly(ethylene terephthalate) (PET) and poly(ethylene terephthalate)-glycol (PETG). Polymer 2005, 46, 4827–4838. [Google Scholar] [CrossRef]
- Overview of Materials for Thermoplastic Polyurethane, Elastomer, Polyester Grade. Available online: https://www.matweb.com/search/datasheettext.aspx?matguid=9f5318a1f93b403bbd5748abec70fac1/ (accessed on 4 February 2024).
- Nguyen, K.T.; Weerasinghe, P.; Mendis, P.A.; Ngo, T.D. Performance of modern building façades in fire: A comprehensive review. Electron. J. Struct. Eng. 2016, 16, 69–87. [Google Scholar] [CrossRef]
- Moghtadernejad, S.; Mirza, M.S.; Chouinard, L.E. Façade Design Stages: Issues and Considerations. J. Archit. Eng. 2019, 25, 04018033. [Google Scholar] [CrossRef]
- Chatterjee, S.; Shanmuganathan, K.; Kumaraswamy, G. Fire-Retardant, Self-Extinguishing Inorganic/Polymer Composite Memory Foams. ACS Appl. Mater. Interfaces 2017, 9, 44864–44872. [Google Scholar] [CrossRef]
- EN 13501-1+A1; Fire Classification of Construction Products and Building Elements—Part 1: Classification Using Test Data from Reaction to Fire Tests. European Standards: Brussels, Belgium, 2018. Available online: https://www.en-standard.eu/ilnas-en-13501-1-a1-fire-classification-of-construction-products-and-building-elements-part-1-classification-using-test-data-from-reaction-to-fire-tests-1/ (accessed on 7 February 2022).
- Guo, Y.; Ruan, K.; Shi, X.; Yang, X.; Gu, J. Factors affecting thermal conductivities of the polymers and polymer composites: A review. Compos. Sci. Technol. 2020, 193, 108134. [Google Scholar] [CrossRef]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Silva, P.C.P.; Almeida, M.; Bragança, L.; Mesquita, V. Development of prefabricated retrofit module towards nearly zero energy buildings. Energy Build. 2013, 56, 115–125. [Google Scholar] [CrossRef]
- Sebastian, R.; Gralka, A.; Olivadese, R.; Arnesano, M.; Revel, G.M.; Hartmann, T.; Gutsche, C. Plug-and-Play Solutions for Energy-Efficiency Deep Renovation of European Building Stock. Proceedings 2018, 2, 1157. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Tam, C.M.; Zeng, S.X.; Ng, W.C.Y. Towards adoption of prefabrication in construction. Build. Environ. 2007, 42, 3642–3654. [Google Scholar] [CrossRef]
- Navaratnam, S.; Ngo, T.; Gunawardena, T.; Henderson, D. Performance Review of Prefabricated Building Systems and Future Research in Australia. Buildings 2019, 9, 38. [Google Scholar] [CrossRef]
- Katrien, M.; Stéphanie, V.L.; Koen, V.; Den, V.; Nathan, B.; Marijke, S. Air-and water tightness of prefabricated envelope modules for the renovation of buildings. In Proceedings of the 14th International Conference on Durability of Building Materials and Components (XIV DBMC), Ghent, Belgium, 29–31 May 2017. [Google Scholar]
- Lopez, D.; Froese, T.M. Analysis of Costs and Benefits of Panelized and Modular Prefabricated Homes. Procedia Eng. 2016, 145, 1291–1297. [Google Scholar] [CrossRef]
- Rovers, R.; Zikmund, A.; Lupisek, A.; Borodinecs, A. A Guide into Renovation Package Concepts for Mass Retrofit of Different Types of Buildings with Prefabrication Elements for nZEB Performance; University of Minho: Braga, Portugal, 2018. [Google Scholar]
- Pihelo, P.; Lelumees, M.; Kalamees, T. Influence of Moisture Dry-out on Hygrothermal Performance of Prefabricated Modular Renovation Elements. In Energy Procedia; Elsevier Ltd.: Amsterdam, The Netherlands, 2016; pp. 745–755. [Google Scholar] [CrossRef]
- Orlowski, K.; Shanaka, K.; Mendis, P. Design and Development of Weatherproof Seals for Prefabricated Construction: A Methodological Approach. Panelized Composite Timber Wall System for Prefabricated Buildings View project Design and Development of Weatherproof Seals for Prefabricated Construction: A Methodological Approach. Buildings 2018, 8, 117. [Google Scholar] [CrossRef]
- Hirschler, M.M. Façade requirements in the 2021 edition of the US International Building Code. Fire Mater. 2021, 45, 586–597. [Google Scholar] [CrossRef]
- Diário da Républica. Portaria n. 98/2019 de 2 de Abril; Diário da Républica: Portaria, Greece, 2019; pp. 1816–1818. [Google Scholar]
- Stoof, D.; Pickering, K. Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos. B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- Van De Voorde, B.; Katalagarianakis, A.; Huysman, S.; Toncheva, A.; Raquez, J.-M.; Duretek, I.; Holzer, C.; Cardon, L.; Bernaerts, K.V.; Van Hemelrijck, D.; et al. Effect of extrusion and fused filament fabrication processing parameters of recycled poly(ethylene terephthalate) on the crystallinity and mechanical properties. Addit. Manuf. 2022, 50, 102518. [Google Scholar] [CrossRef]
- Gradus, R. Postcollection Separation of Plastic Recycling and Design-For-Recycling as Solutions to Low Cost-Effectiveness and Plastic Debris. Sustainability 2020, 12, 8415. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. On the environmental impacts of 3D printing technology. Appl. Mater. Today 2020, 20, 100689. [Google Scholar] [CrossRef]
- Cerdas, F.; Juraschek, M.; Thiede, S.; Herrmann, C. Life Cycle Assessment of 3D Printed Products in a Distributed Manufacturing System. J. Ind. Ecol. 2017, 21, S80–S93. [Google Scholar] [CrossRef]
- Nguyen, N.D.; Ashraf, I.; Kim, W. Compact Model for 3D Printer Energy Estimation and Practical Energy-Saving Strategy. Electronics 2021, 10, 483. [Google Scholar] [CrossRef]
- Vidakis, N.; Kechagias, J.D.; Petousis, M.; Vakouftsi, F.; Mountakis, N. The effects of FFF 3D printing parameters on energy consumption. Mater. Manuf. Process. 2023, 38, 915–932. [Google Scholar] [CrossRef]
- Al Rashid, A.; Koç, M. Additive manufacturing for sustainability and circular economy: Needs, challenges, and opportunities for 3D printing of recycled polymeric waste. Mater. Today Sustain. 2023, 20, 100529. [Google Scholar] [CrossRef]
- EN 1998-1 (2004); Eurocode 8: Design of Structures for Earthquake Resistance-Part 1: General Rules, Seismic Actions and Rules for Buildings. European Standards: Brussels, Belgium, 1998.
- Furtado, A.; Rodrigues, H.; Arêde, A.; Varum, H. Experimental evaluation of out-of-plane capacity of masonry infill walls. Eng. Struct. 2016, 111, 48–63. [Google Scholar] [CrossRef]
- Akhoundi, F.; Silva, L.M.; Vasconcelos, G.; Lourenço, P. Out-of-Plane Strengthening of Masonry Infills Using Textile Reinforced Mortar (TRM) Technique. Int. J. Archit. Herit. 2023, 17, 310–325. [Google Scholar] [CrossRef]
- Ricci, P.; de Luca, F.; Verderame, G.M. 6th April 2009 LAquila earthquake, Italy: Reinforced concrete building performance. Bull. Earthq. Eng. 2011, 9, 285–305. [Google Scholar] [CrossRef]
- Ceci, A.M.; Contento, A.; Fanale, L.; Galeota, D.; Gattulli, V.; Lepidi, M.; Potenza, F. Structural performance of the historic and modern buildings of the University of LAquila during the seismic events of April 2009. Eng. Struct. 2010, 32, 1899–1924. [Google Scholar] [CrossRef]
- Diário da República. Decreto-Lei n. 102/2021, de 19 de Novembro; Presidência do Conselho de Ministros: Lisbon, Portugal, 2021; pp. 6–15. [Google Scholar]
- ASTM C1363-11; Standard Test Method for Thermal Performance of Building Materials and Envelope Assemblies by Means of a Hot Box Apparatus. ASTM International: West Conshohocken, PA, USA, 2024. Available online: https://www.astm.org/c1363-11.html (accessed on 16 February 2024).
- Teixeira, E.R.; Machado, G.; Junior, A.d.P.; Guarnier, C.; Fernandes, J.; Silva, S.M.; Mateus, R. Mechanical and Thermal Performance Characterisation of Compressed Earth Blocks. Energies 2020, 13, 2978. [Google Scholar] [CrossRef]
- Santos, P.D.; Matias, L. ITE50; ICT Informação Técnica: Cesano Maderno, Italy, 2006. [Google Scholar]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | PET-G | TPU |
|---|---|---|
| Extrusion temperature | 220 °C to 260 °C | 210 °C to 230 °C |
| Glass transition temperature | 80 °C | −21.8 °C |
| Melting temperature | 160 °C | 192 °C |
| UV resistant | Highly resistant | Colour deterioration with small mechanical deterioration |
| Flammability | Flammable, can be fire resistant with additives | Flammable, can be fire resistant with additives |
| Toxicity | Non-toxic | Can release toxic fumes when burned |
| Recyclability | Recyclable | Recyclable |
| Parameters | Adopted Values |
|---|---|
| Nozzle Diameter | 1.2 mm |
| Extrusion Diameter | 1.26 mm |
| First Layer Height | 0.45 mm |
| Layer Height | 0.60 mm |
| Print Speed | 70 mm/s |
| Retraction Distance | 7 mm |
| Retraction Speed | 40 mm/s |
| Printing Temperature | 250 °C |
| Printing Bed Temperature | 60 °C |
| Model | PET-G | Printing Time per 3D Printer |
|---|---|---|
| 61 mm | 12.24 kg/m2 | 118 h/m2 |
| 86 mm | 15.36 kg/m2 | 184 h/m2 |
| 111 mm | 18.21 kg/m2 | 202 h/m2 |
| Parameters | TPU | |
| Printing Speed | 30 mm/s | |
| Retraction Distance | 9 mm | |
| Retraction Speed | 50 mm/s | |
| Printing Temperature | 230 °C | |
| Model | TPU weight | Printing time |
| 61 mm | 1.39 kg/m2 | 50 h |
| 86 mm | 1.64 kg/m2 | 56 h |
| 111 mm | 1.87 kg/m2 | 63 h |
| Model | R-Value |
|---|---|
| 61 mm | 1.14 K·m2/W |
| 86 mm | 1.63 K·m2/W |
| 111 mm | 2.13 K·m2/W |
| Panel Model | U-Value 3D-Printed Panel Alone W/m2·K | U-Value 3D-Printed Panel + Building Façade W/m2·K |
|---|---|---|
| 61 mm | 0.87 | 0.43 |
| 86 mm | 0.61 | 0.35 |
| 111 mm | 0.47 | 0.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lopes, L.; Penazzato, L.; Reis, D.C.; Almeida, M.; Oliveira, D.V.; Lourenço, P.B. A Holistic Modular Solution for Energy and Seismic Renovation of Buildings Based on 3D-Printed Thermoplastic Materials. Sustainability 2024, 16, 2166. https://doi.org/10.3390/su16052166
Lopes L, Penazzato L, Reis DC, Almeida M, Oliveira DV, Lourenço PB. A Holistic Modular Solution for Energy and Seismic Renovation of Buildings Based on 3D-Printed Thermoplastic Materials. Sustainability. 2024; 16(5):2166. https://doi.org/10.3390/su16052166
Chicago/Turabian StyleLopes, Lucas, Luca Penazzato, Daniel C. Reis, Manuela Almeida, Daniel V. Oliveira, and Paulo B. Lourenço. 2024. "A Holistic Modular Solution for Energy and Seismic Renovation of Buildings Based on 3D-Printed Thermoplastic Materials" Sustainability 16, no. 5: 2166. https://doi.org/10.3390/su16052166