
Chlorine Gas Removal by H2 Treated Red Mud for the Potential Application in Waste Plastic Pyrolysis Process
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
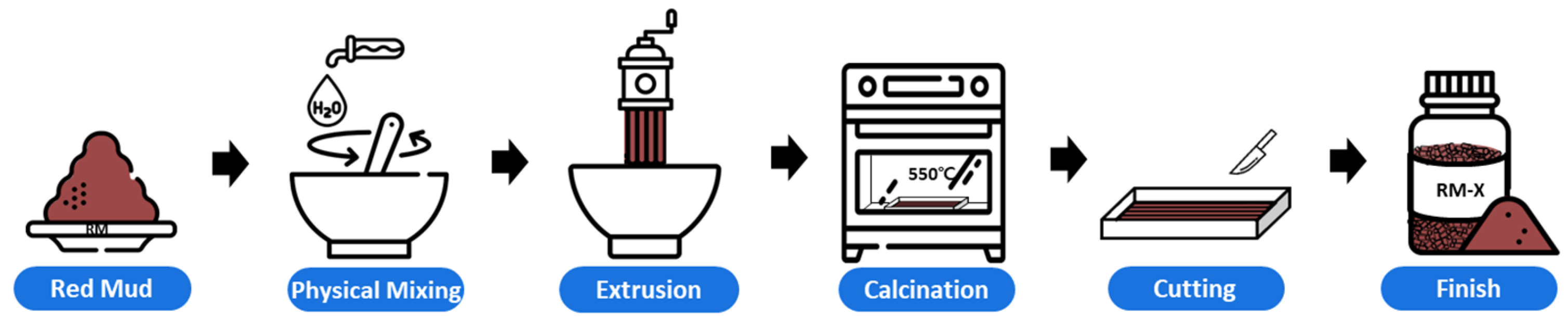
2.1. Material Synthesis
2.2. Material Characterization
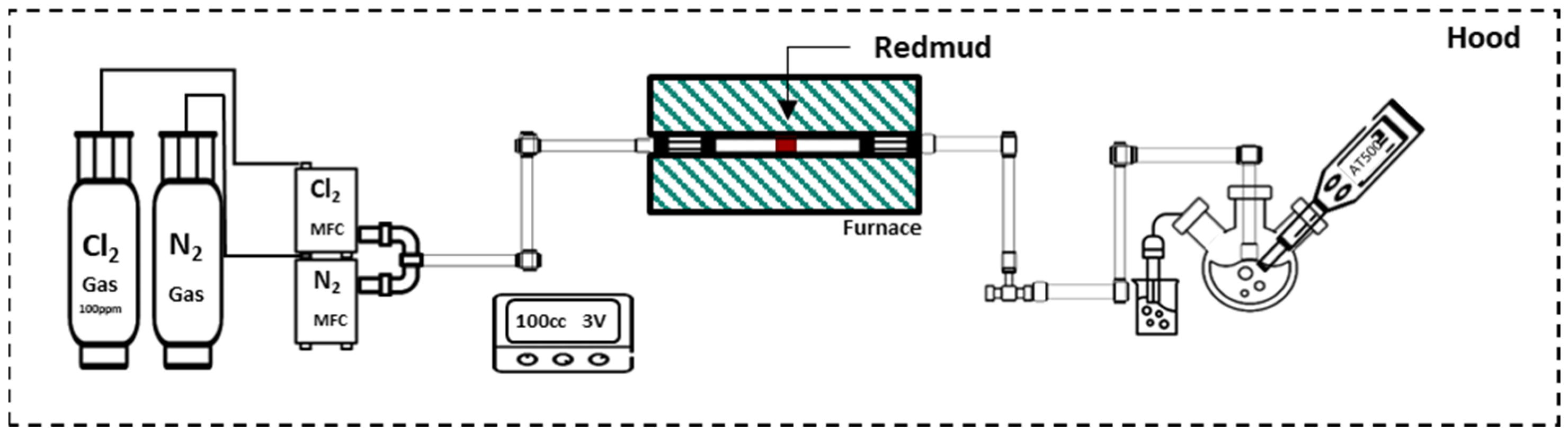
2.3. Cl2 Adsorption Test
3. Results
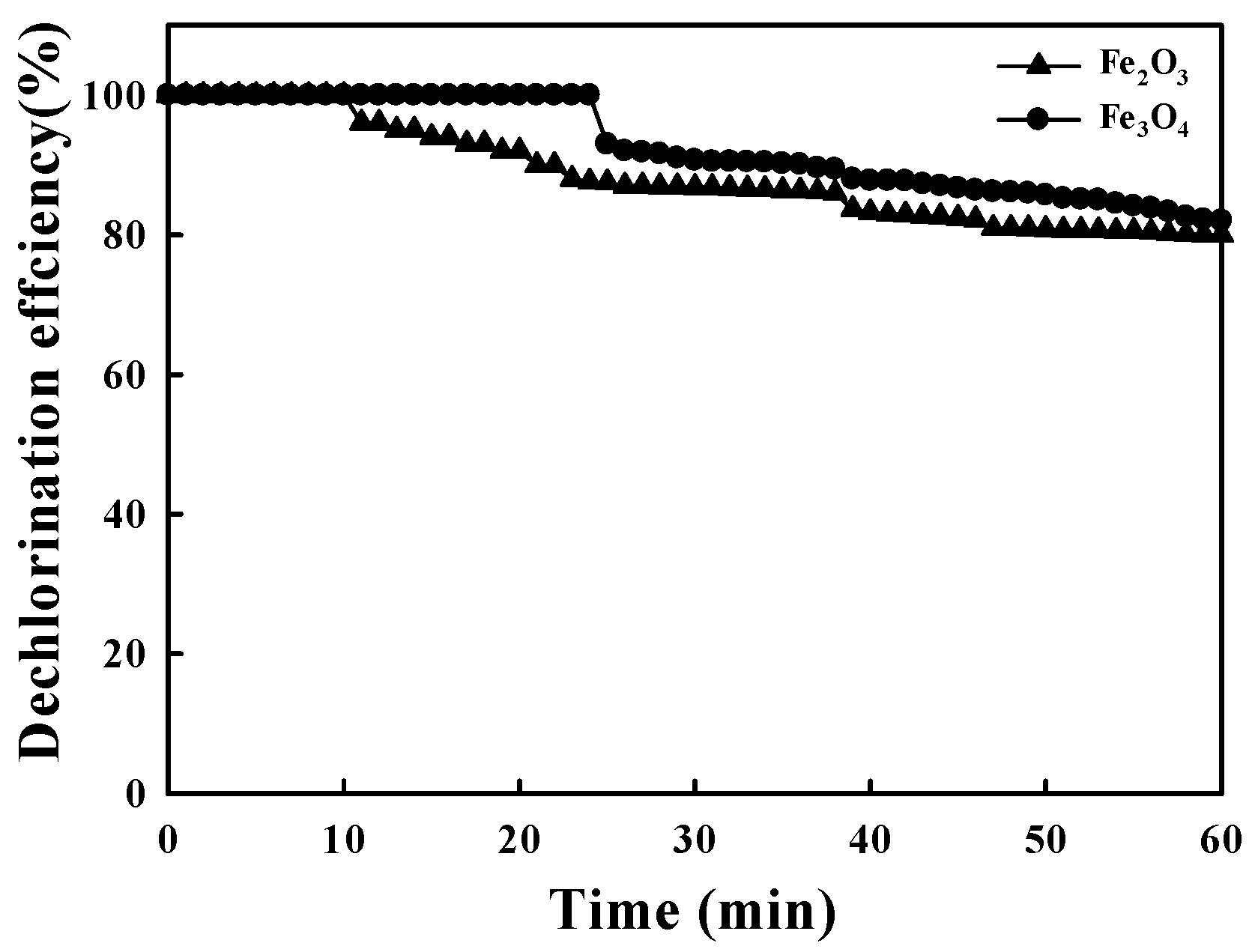
3.1. Screening of Iron Oxide Phases for Dechlorination Capacity
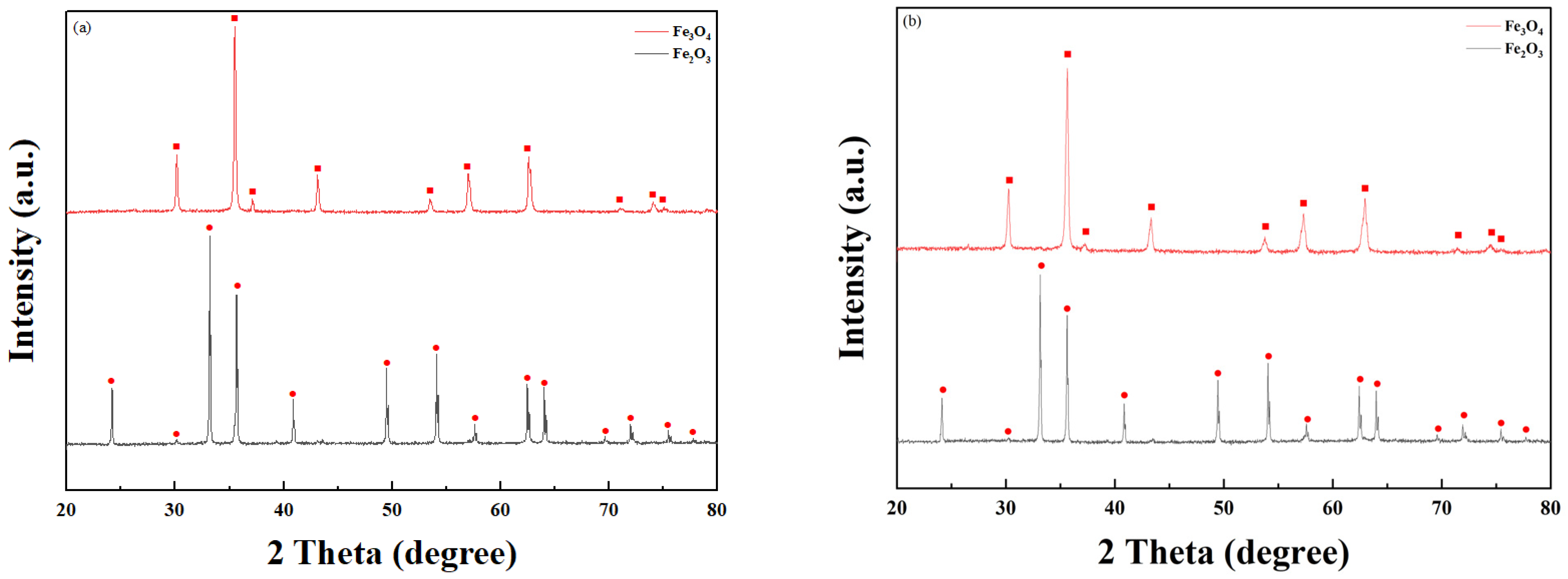
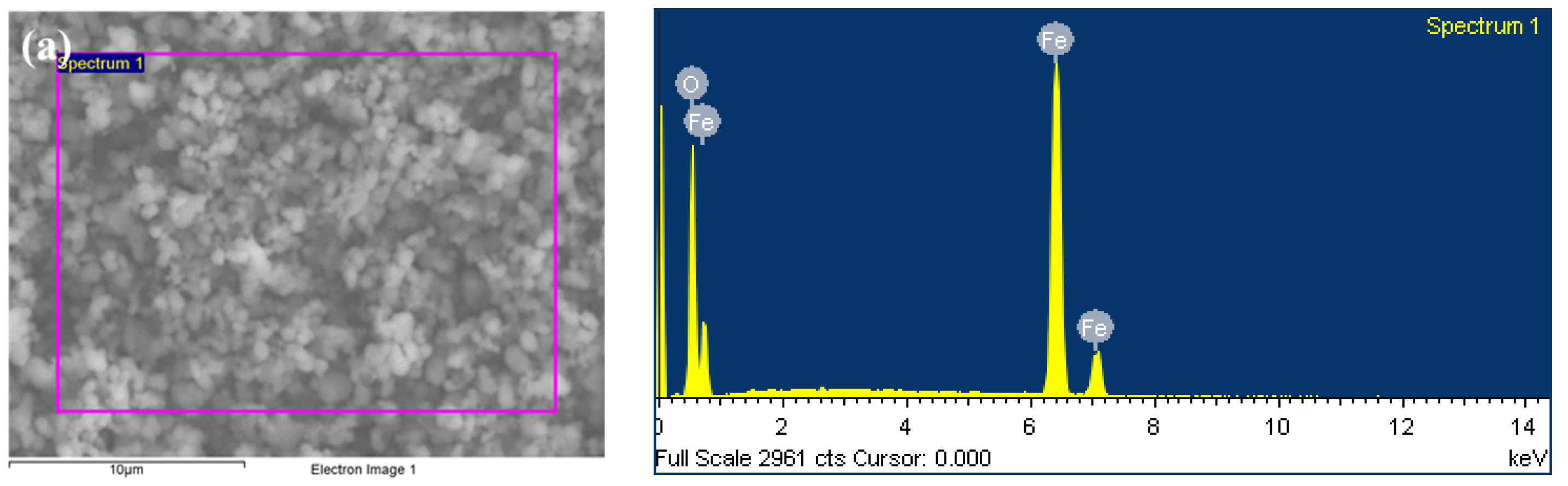
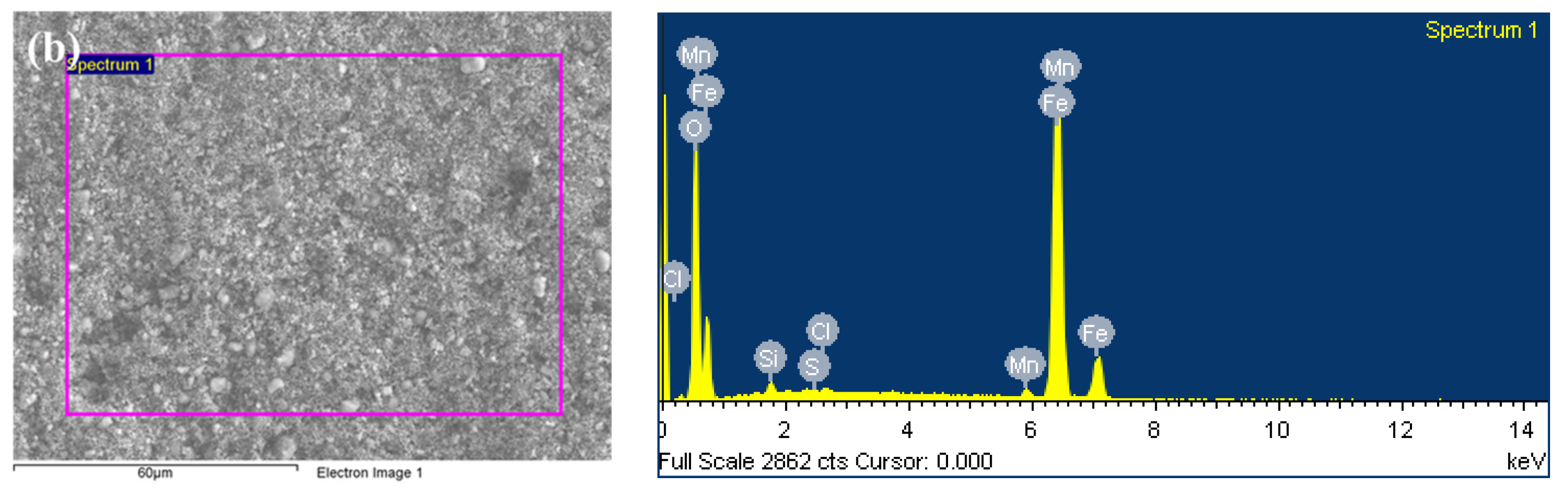
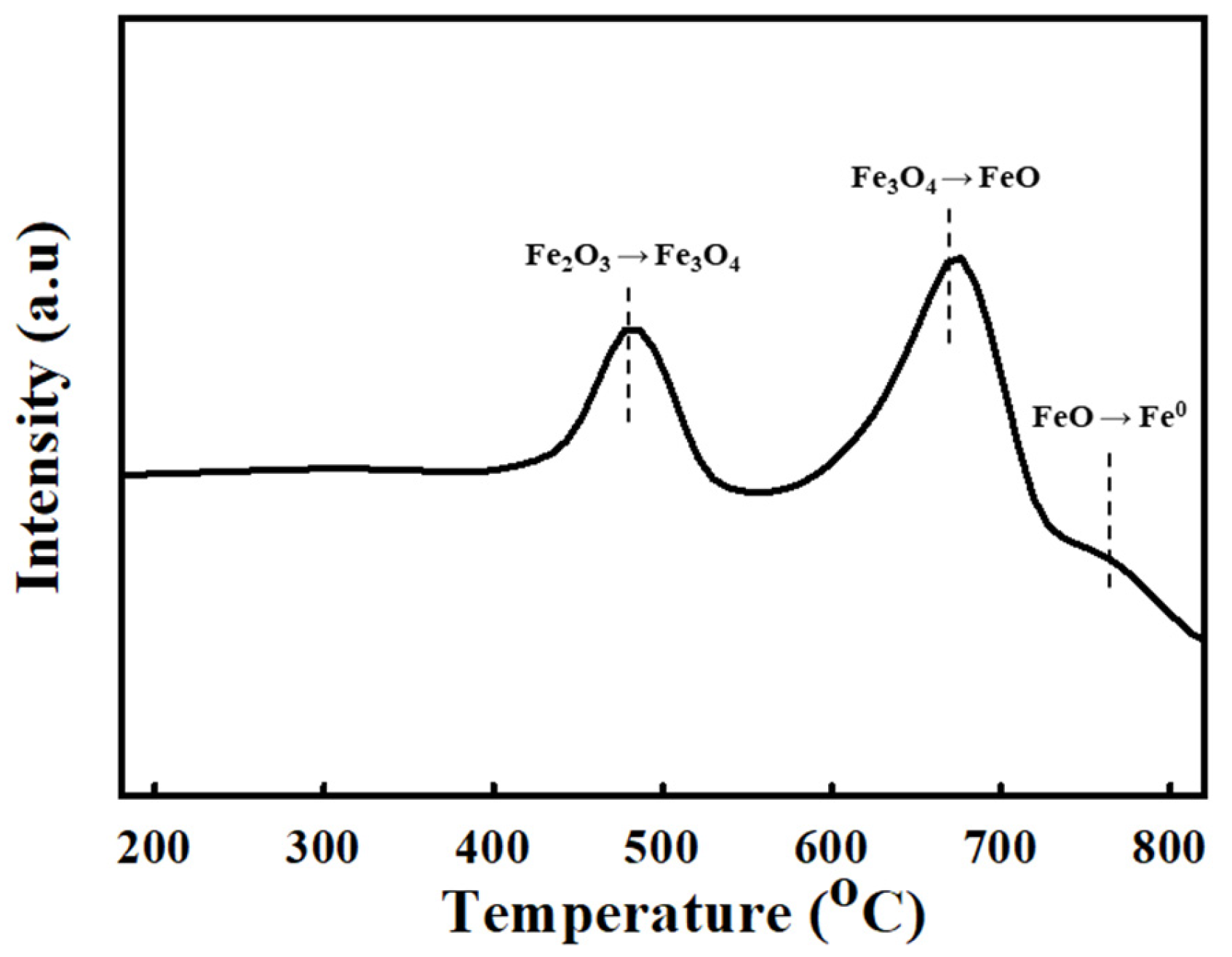
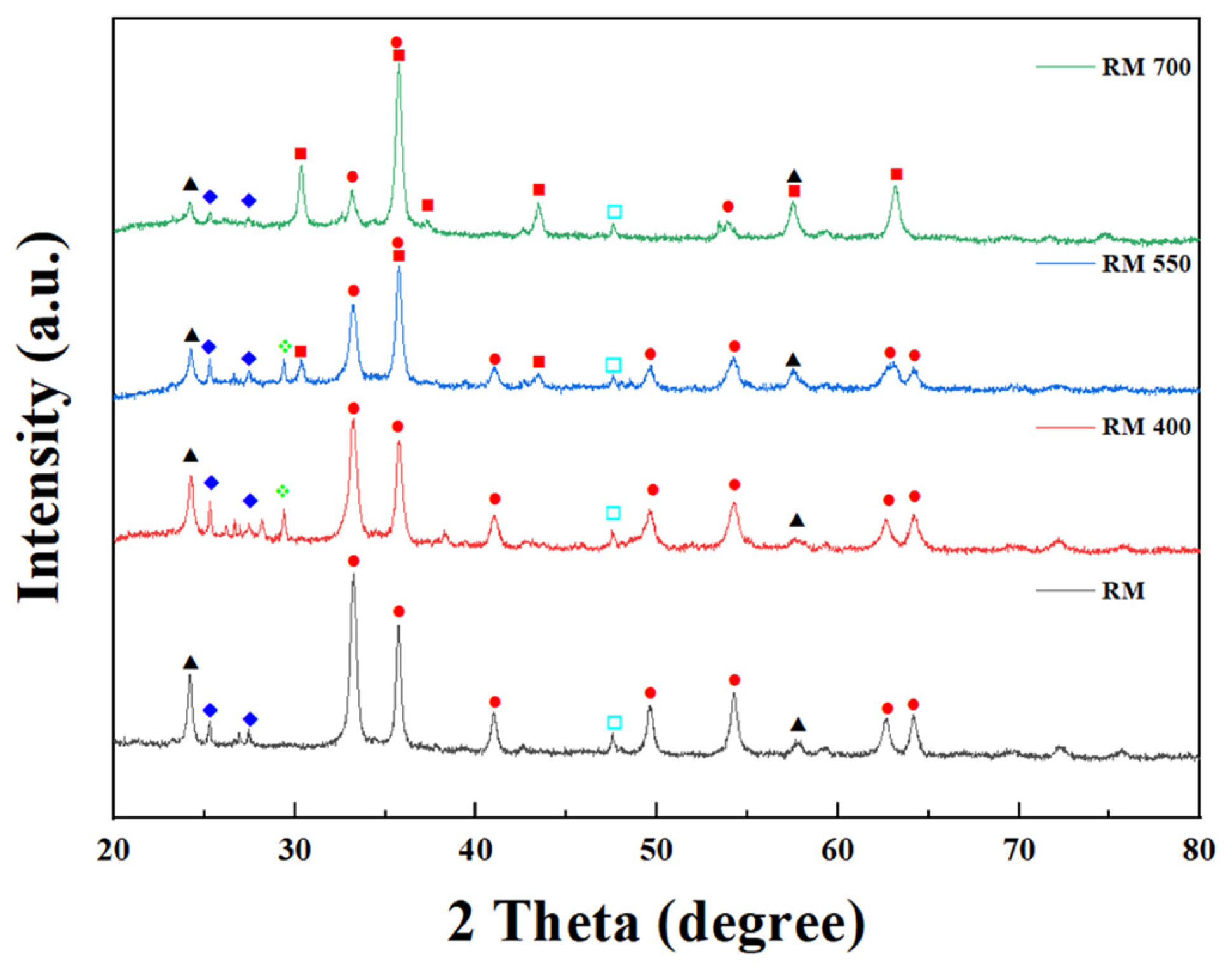
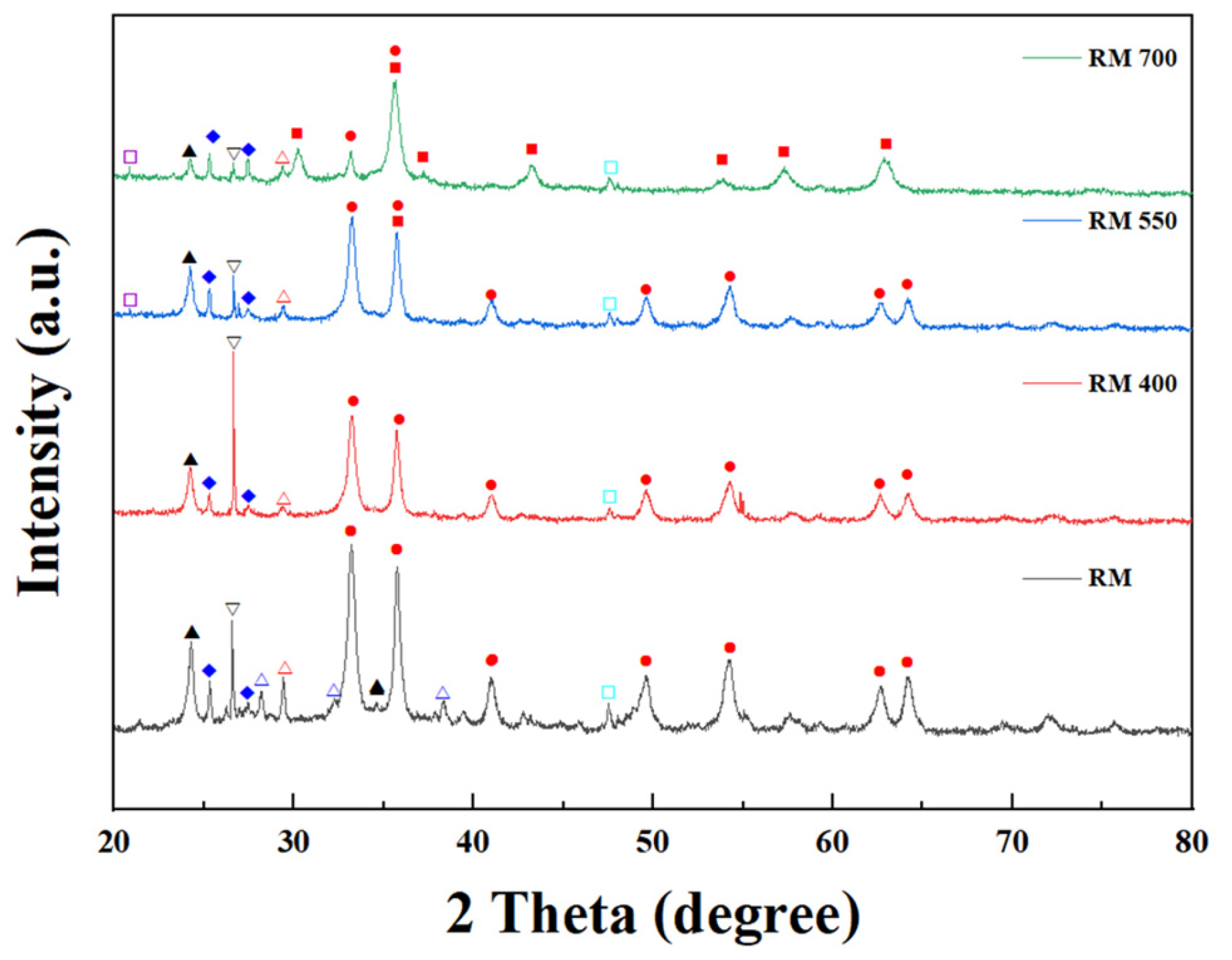
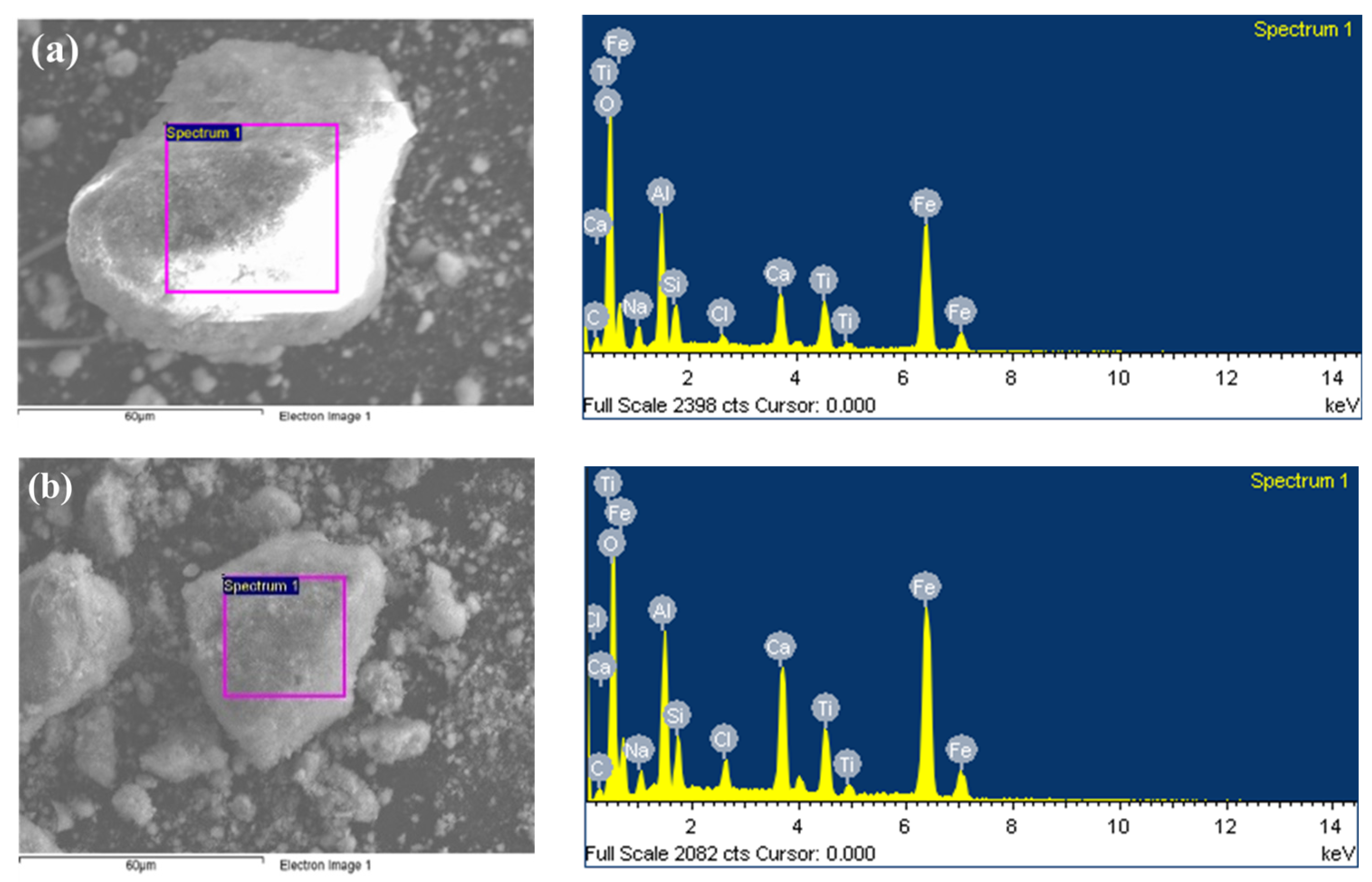
3.2. Characterization of the H2-Treated Red Mud
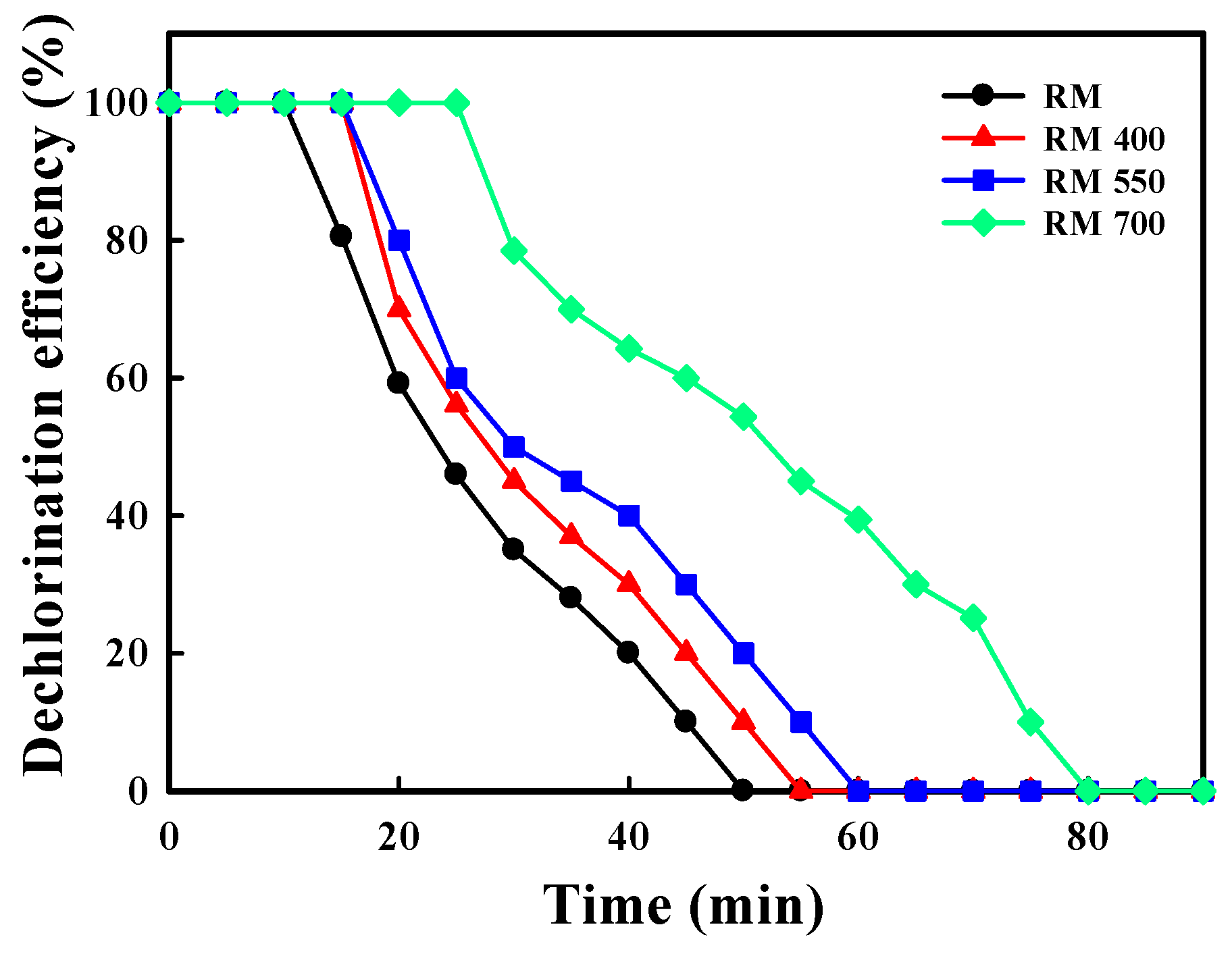
3.3. Dechlorination Capacity of the H2-Treated Red Mud
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jiang, J.; Shi, K.; Zhang, X.; Yu, K.; Zhang, H.; He, J.; Ju, Y.; Liu, J. From plastic waste to wealth using chemical recycling: A review. J. Environ. Chem. Eng. 2022, 10, 106867. [Google Scholar] [CrossRef]
- Europe, P. Plastics—The Facts 2021. 2021. Available online: https://plasticseurope.org/knowledge-hub/plastics-the-fast-facts-2023 (accessed on 18 December 2023).
- Barnes, D.K.; Galgani, F.; Thompson, R.C.; Barlaz, M. Accumulation and fragmentation of plastic debris in global environments. Philos. Trans. R. Soc. Lond. B Biol. Sci. 2009, 364, 1985–1998. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef] [PubMed]
- Uddin, M.A.; Sakata, Y.; Shiraga, Y.; Muto, A.; Murata, K. Dechlorination of chlorine compounds in poly (vinyl chloride) mixed plastics derived oil by solid sorbents. Ind. Eng. Chem. Res. 1999, 38, 1406–1410. [Google Scholar] [CrossRef]
- Baca, D.; Monroy, R.; Castillo, M.; Elkhazraji, A.; Farooq, A.; Ahmad, R. Dioxins and plastic waste: A scientometric analysis and systematic literature review of the detection methods. Environ. Adv. 2023, 13, 100439. [Google Scholar] [CrossRef]
- Kijo-Kleczkowska, A.; Gnatowski, A. Recycling of Plastic Waste, with Particular Emphasis on Thermal Methods—Review. Energies 2022, 15, 2114. [Google Scholar] [CrossRef]
- Naderi Kalali, E.; Lotfian, S.; Entezar Shabestari, M.; Khayatzadeh, S.; Zhao, C.; Yazdani Nezhad, H. A critical review of the current progress of plastic waste recycling technology in structural materials. Curr. Opin. Green Sustain. 2023, 40, 100763. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. J. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Lopez, A.; de Marco, I.; Caballero, B.M.; Laresgoiti, M.F.; Adrados, A. Pyrolysis of municipal plastic wastes: Influence of raw material composition. J. Mater. Cycles Waste Manag. 2010, 30, 620–627. [Google Scholar] [CrossRef]
- Kunwar, B.; Cheng, H.N.; Chandrashekaran, S.R.; Sharma, B.K. Plastics to fuel: A review. Renew. Sust. Energ. Rev. 2016, 54, 421–428. [Google Scholar] [CrossRef]
- Khoo, H.H. LCA of plastic waste recovery into recycled materials, energy and fuels in Singapore. Resour. Conserv. Recycl. 2019, 145, 67–77. [Google Scholar] [CrossRef]
- Gear, M.; Sadhukhan, J.; Thorpe, R.; Clift, R.; Seville, J.; Keast, M. A life cycle assessment data analysis toolkit for the design of novel processes—A case study for a thermal cracking process for mixed plastic waste. J. Clean. Prod. 2018, 180, 735–747. [Google Scholar] [CrossRef]
- Blazsó, M.; Zelei, B.; Jakab, E. Thermal decomposition of low-density polyethylene in the presence of chlorine-containing polymers. JAAP 1995, 35, 221–235. [Google Scholar] [CrossRef]
- Sakata, Y.; Uddin, M.A.; Koizumi, K.; Murata, K. Thermal degradation of polyethylene mixed with poly (vinyl chloride) and poly (ethyleneterephthalate). Polym. Degrad. Stab. 1996, 53, 111–117. [Google Scholar] [CrossRef]
- Kasar, P.; Sharma, D.; Ahmaruzzaman, M. Thermal and catalytic decomposition of waste plastics and its co-processing with petroleum residue through pyrolysis process. J. Clean. Prod. 2020, 265, 121639. [Google Scholar] [CrossRef]
- Horikawa, S.; Takai, Y.; Ukei, H.; Azuma, N.; Ueno, A. Chlorine gas recovery from polyvinyl chloride. JAAP 1999, 51, 167–179. [Google Scholar] [CrossRef]
- Bhaskar, T.; Kaneko, J.; Muto, A.; Sakata, Y.; Jakab, E.; Matsui, T.; Uddin, M.A. Pyrolysis studies of PP/PE/PS/PVC/HIPS-Br plastics mixed with PET and dehalogenation (Br, Cl) of the liquid products. JAPP 2004, 72, 27–33. [Google Scholar] [CrossRef]
- Wood, M.H.; Arellano, A.V.; Van Wijk, L. Corrosion Related Accidents in Petroleum Refineries; JRC, Report no. EUR 2013, 26331; Publications Office of the European Union: Luxembourg, 2013. [Google Scholar]
- Alanazi, N.; Adam, F.; Nagu, M. Organochloride contamination in a refinery naphtha hydrotreater unit. Mater. Perform 2017, 56, 1–5. [Google Scholar]
- Yanik, J.; Uddin, M.A.; Ikeuchi, K.; Sakata, Y. The catalytic effect of Red Mud on the degradation of poly (vinyl chloride) containing polymer mixture into fuel oil. Polym. Degrad. Stab. 2001, 73, 335–346. [Google Scholar] [CrossRef]
- Sakata, Y.; Bhaskar, T.; Uddin, M.A.; Muto, A.; Matsui, T. Development of a catalytic dehalogenation (Cl, Br) process for municipal waste plastic-derived oil. J. Mater. Cycles Waste Manag. 2003, 5, 113–124. [Google Scholar] [CrossRef]
- Ahmed, O.H.; Altarawneh, M.; Al-Harahsheh, M.; Jiang, Z.-T.; Dlugogorski, B.Z. Catalytic de-chlorination of products from PVC degradation by magnetite (Fe3O4). Appl. Surf. Sci. 2019, 480, 792–801. [Google Scholar] [CrossRef]
- Ye, L.; Li, T.; Hong, L. Co-pyrolysis of Fe3O4-poly(vinyl chloride) (PVC) mixtures: Mitigation of chlorine emissions during PVC recycling. J. Mater. Cycles Waste Manag. 2021, 126, 832–842. [Google Scholar] [CrossRef] [PubMed]
- Hong, H.S.; Kim, Y.L.; Cho, H.J.; Kim, D.W.; Kim, D.W.; Kim, H.J.; Kim, S.P. Overview and Future Concerns for Red Mud Recycling Technology and Industry. J. Korean Inst. Resour. Recycl. 2017, 26, 12–21. [Google Scholar]
- Bhatnagar, A.; Vilar, V.J.; Botelho, C.M.; Boaventura, R.A. A review of the use of red mud as adsorbent for the removal of toxic pollutants from water and wastewater. Environ. Technol. 2011, 32, 231–249. [Google Scholar] [CrossRef] [PubMed]
- Hubáček, J.; Lederer, J.; Kuráň, P.; Koutník, P.; Gholami, Z.; Zbuzek, M.; Bačiak, M. Dechlorination during pyrolysis of plastics: The potential of stepwise pyrolysis in combination with metal sorbents. Fuel Process. Technol. 2022, 231, 107226. [Google Scholar] [CrossRef]
- López, A.; De Marco, I.; Caballero, B.; Laresgoiti, M.; Adrados, A.; Aranzabal, A. Catalytic pyrolysis of plastic wastes with two different types of catalysts: ZSM-5 zeolite and Red Mud. Appl. Catal. B Environ. 2011, 104, 211–219. [Google Scholar] [CrossRef]
- Jozwiak, W.K.; Kaczmarek, E.; Maniecki, T.P.; Ignaczak, W.; Maniukiewicz, W. Reduction behavior of iron oxides in hydrogen and carbon monoxide atmospheres. Appl. Catal. A Gen. 2007, 326, 17–27. [Google Scholar] [CrossRef]
- Sirikulbodee, P.; Phongaksorn, M.; Sornchamni, T.; Ratana, T.; Tungkamani, S. Effect of Different Iron Phases of Fe/SiO2 Catalyst in CO2 Hydrogenation under Mild Conditions. Catalysts 2022, 12, 698. [Google Scholar] [CrossRef]
- Abu Tahari, M.N.; Salleh, F.; Tengku Saharuddin, T.S.; Dzakaria, N.; Samsuri, A.; Mohamed Hisham, M.W.; Yarmo, M.A. Influence of hydrogen and various carbon monoxide concentrations on reduction behavior of iron oxide at low temperature. Int. J. Hydrogen Energy. 2019, 44, 20751–20759. [Google Scholar] [CrossRef]
- Joseph, C.G.; Yap, Y.H.T.; Krishnan, V.; Puma, G.L. Application of modified red mud in environmentally-benign applications: A review. Environ. Eng. Res. 2020, 25, 795–806. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | BET Surface Area (m2/g) | Pore Volume (cm3/g) | Average Pore Size (nm) |
|---|---|---|---|
| RM | 37.8 | 0.22 | 3.82 |
| RM 400 | 42.8 | 0.21 | 3.41 |
| RM 550 | 32.0 | 0.18 | 3.05 |
| RM 700 | 36.5 | 0.18 | 3.14 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, T.-Y.; Hong, S.-H.; Kim, J.-C.; Jang, H.-W.; Lee, Y.; Kim, H.-J.; Lee, S.-C.; Kang, S.-H. Chlorine Gas Removal by H2 Treated Red Mud for the Potential Application in Waste Plastic Pyrolysis Process. Sustainability 2024, 16, 1137. https://doi.org/10.3390/su16031137
Kim T-Y, Hong S-H, Kim J-C, Jang H-W, Lee Y, Kim H-J, Lee S-C, Kang S-H. Chlorine Gas Removal by H2 Treated Red Mud for the Potential Application in Waste Plastic Pyrolysis Process. Sustainability. 2024; 16(3):1137. https://doi.org/10.3390/su16031137
Chicago/Turabian StyleKim, Tae-Young, Seo-Hye Hong, Jae-Chang Kim, Hye-Won Jang, Yeji Lee, Hyun-Ji Kim, Soo-Chool Lee, and Suk-Hwan Kang. 2024. "Chlorine Gas Removal by H2 Treated Red Mud for the Potential Application in Waste Plastic Pyrolysis Process" Sustainability 16, no. 3: 1137. https://doi.org/10.3390/su16031137