1. Introduction
Smart and digital technologies have been transforming the manufacturing shop floor since the beginning of the Fourth Industrial Revolution, or Industry 4.0. A common factor characterizing Industry 4.0 is its technocentric perspective, where technological advancements represent the main trait for developing smart manufacturing systems. Although this is undeniably true, it is also important to underline the impact of this new industrial transformation on the workforce from a human-centric perspective [
1]. Indeed, changing the technological landscape in a workplace affects the people working in it and the nature of their work [
2]. As a result, the introduction of the Industry 4.0 paradigm poses a set of sociotechnical challenges, beyond its technological implications, concerning the operational, organizational, and managerial functions of a manufacturing company, which has to cope with the digital transformation of the workplace and, as a result, of human work [
3]. Humans have played a fundamental role in manufacturing systems since the beginning of industrial production, a role that has changed over the years thanks to technological innovations that have relieved operators from tasks considered dull, dirty, dangerous, and/or physically or cognitively heavy, allowing them to increasingly cover more roles of supervision and control of (smart) manufacturing systems. In this regard, despite the Industry 4.0 beginnings characterized mainly by the digitalization of operations and the adoption of advanced automation and robotics technologies, the human role inside a smart manufacturing system is expected to remain dominant [
4]. Hence, social sustainability issues in smart manufacturing systems should be properly addressed [
5].
The scientific literature reveals that many implementations of new smart and digital technologies have failed to address problems concerning aspects related to the human component [
6,
7]. Indeed, each technical or industrial system needs to consider that humans are involved at a certain point, making most industrial systems sociotechnical systems [
8,
9]. The interdependent relationship between advanced technologies and humans in manufacturing has been postulated also by Mital and Pennathur [
10], and some studies tried to embed the human component in the development of new technologies [
11] and point out the importance of a human-centric design in Industry 4.0 [
12].
However, in the Industry 4.0 research agenda, all the main aspects concerning human factors have been widely neglected by both academic researchers and practitioners in the macro perspectives on smart manufacturing systems, under the misleading appearance that these smart systems work entirely without human intervention [
13].
The relevance of humans in the transition to Industry 4.0 requires a clear understanding of how humans can be part of a smart manufacturing system and how these emerging smart systems can be designed considering human factors. In the end, a true smart manufacturing system should be capable of “
marrying information, technology, and human ingenuity to bring out a rapid revolution in the development and application of manufacturing intelligence to every aspect of business” [
14].
For all these reasons, research concerning human factors in Industry 4.0 can be considered of utmost relevance.
2. Research Objectives and Structure of the Research Work
To explore the impacts of Industry 4.0 on human work, this paper aims at investigating how the tasks performed by human operators in the (smart) factories are affected by the introduction of key enabling smart and digital manufacturing technologies. In particular, this research addresses the following research question: How can the evolution of Workforce 4.0 job profiles be analyzed from a job-task perspective concerning the adoption of smart and digital technologies in manufacturing companies?
Actually, in the recent literature, the concept of Operator 4.0 emerged to depict the combination of humans with Industry 4.0 technologies able to assist or augment their capabilities [
15]. On the other hand, for many years, in the literature about work design and the labor market, different job-task analyses have been proposed to understand how computerization and technology alter job profiles, skills, and tasks [
16]. For instance, contextual task analysis is recognized as the basis for designing effective Operator 4.0 solutions, which significantly improve the capabilities of human operators [
17].
Merging these two aspects, namely reviewing the different kinds of interactions between the Operator 4.0 and Industry 4.0 technologies as well as using a job-task analysis approach as recommended by the scientific literature, a task classification framework (TCF) and a job-task analysis method (JTAM) to understand the impacts of the introduction of Industry 4.0 technologies on human work will be proposed.
It is important to highlight that this research contribution is devoted to offering a conceptual framework and method as practical managerial tools for academic researchers and practitioners to further develop their understanding of the evolution of job profiles due to smart or digital technology adoption at the task level.
The paper is structured as follows. In
Section 3, the research type and methodology used to develop this work will be discussed.
Section 4 provides the theoretical background about the related concepts to this research work such as the Operator 4.0 and the job-task analysis approach used.
Section 5 presents the proposed task classification framework (TCF) and its job-task analysis method (JTAM) to understand the impacts of Industry 4.0 technologies on operators’ job profiles (at the task level).
Section 6 showcases the application of the TCF and the JTAM to a real manufacturing company.
Section 7 discusses the results and insights from an industrial case study.
Section 8 concludes the paper with its theoretical and managerial contributions, limitations, and further research developments.
3. Research Type and Methodology
To meet the abovementioned research objectives, a three-stage research methodology was deployed (see
Figure 1) with a dual focus on conducting some theoretical research work together with applied (practical) research work [
18] to also build new knowledge useful for academic researchers but mostly to build new artifacts (i.e., a framework and a method) suitable for practitioners based on the basic principles of scientific inquiry. Thus, this research work is mainly of an “applied (practical) research” nature.
First, a state-of-the-art review, following PRISMA guidelines [
19], was conducted using the main research databases for scientific works, namely Scopus and Web of Science, and also the Google Scholar database for relevant grey literature, to identify the current body of knowledge in research and practice of work design and job-task analysis methods for the emerging Operators 4.0 jobs. The review was conducted by combining different research strings with the following keywords to identify all sources of information relevant to this practical research work: “Industry 4.0”, “Workforce 4.0”, “Operator 4.0”, “Work Design”, “Job Profile(s)”, “Job-Task Analysis”, “Task Classification”, and “Tasks Allocation”. The results were filtered considering only the English language and, after selection based on title and abstract reading, 40 papers were fully read and reviewed to finally use 15 papers to provide an overview of the relevance of this work and 7 papers to feature the most important works in the literature that call for practical frameworks and methods to analyze the current manufacturing jobs and pave the way to properly redesign existing ones and design future ones at the task level in Industry 4.0 workplaces for increased productivity (see
Figure 2). The only inclusion/exclusion criterion that was used for the selection of these 22 papers was their focus, or lack thereof, on the analysis of job profiles at the task level. Moreover, to avoid selection bias, the authors of this work independently read the initial 40 papers found in the scientific and grey literature and then collaboratively made a final selection of 22 papers to be included as part of the theoretical background of this paper (See
Section 4): 15 papers were identified as useful to outline the scope of this research (see
Section 4.1), and 7 papers were found relevant to highlight the state-of-the-art research and gaps in the literature; this research work aims to address the gaps and achieve a level of contribution similar to that of the highlighted studies (see
Section 4.2 and
Section 4.3).
After the identification of the research gaps in the current literature, a framework to classify the tasks’ nature and a method for understanding the evolution of tasks in Operators 4.0 job profiles were developed (see
Section 5).
To evaluate the proposed approach, given the sociotechnical nature of this investigation on human factors in the context of Industry 4.0 technology implementations, an action-research approach was considered a suitable research methodology, since it aims at leading advancement in theory as well as producing positive and practical social change [
20]. Action-Research can be defined according to four main characteristics [
21]: (i) research in action, rather than research about action, (ii) participative, (iii) concurrent with action, and (iv) a sequence of events and an approach to problem-solving.
The action-research approach requires researchers to work directly in a real organizational system, within which it is possible to gather data, with two objectives: (a) solving a practical problem and (b) contributing to science. Action-researchers need to collaborate and be members of a group, community, or organization and need to take part in changing or improving the actions of a system to learn from it [
22].
Hence, an action-research approach was used in this study to develop and evaluate the final answer to the above-presented research question. Indeed, one of the authors spent about three years joining the day-to-day business activities and organizational processes of Company X, a large Italian manufacturing company operating in the automotive supply chain, which is currently involved in a business digital transformation towards Industry 4.0. Given the nature of action-research, the investigation conducted in Company X involved two main goals: (i) supporting the company in its specific digital transformation process towards smart manufacturing and (ii) contributing to knowledge by understanding how to measure the impacts of Industry 4.0 technology implementation on human work. The authors contributed to implementing some Industry 4.0-based tools supporting the company’s operations management. This allowed a longitudinal process of observation and analysis, which has been fundamental for this research development. In addition to the directly observable behaviors of the company workers, data collection has been also possible through specific focus groups and interviews with the company’s employees.
Thus, as Coughlan and Coghlan [
21] suggested, the action-research comprised three steps. The first one was devoted to understanding the company’s objective and context. The second one included several steps of data gathering and analysis as well as action planning, implementation, and evaluation. Indeed, through the years during which the action-researcher engaged in the company activities, different configurations of the new Industry 4.0-based tools were designed and evaluated, and feedback from the users was collected to reach the final tool deployment. Moreover, the involvement of one of the authors in the industrial context allowed the identification of both the technical and social implications and challenges in the introduction of Industry 4.0 technologies to the workplace, enabling the assessment and refinement of the proposed task classification framework (TCF) and job-task analysis method (JTAM). Concurrently, all the authors participated in the third step of action-research monitoring through regularly recurrent meetings.
Moreover, it is worth highlighting that, despite action-research presenting the risk of analyzing a problem in a too situation-specific and contextual-dependent way, it can also lead to results that can be generalized and transferred to other situations [
23].
4. Theoretical Background
4.1. Scope of Research
Despite the great importance given to technology in the Industry 4.0 paradigm, it is widely recognized that humans cannot be fully replaced by machines/robots and/or artificial intelligence. However, the seamless integration of technological capabilities with human factors is one of the major issues in dealing with the process of digital transformation required to give birth to smart factories [
24]. First of all, automated equipment and computer applications are sharing the work environment with humans [
9], and human–machine interactions are increasing [
25]. Additionally, current trends and implementation examples indicate profound changes regarding human work tasks on the shop floor [
26]. Answering the question of how the nature of human work will change is producing different perspectives between those who stress the risk of replacing humans with technology and those who optimistically expect that human work will be re-evaluated and improved [
27].
Four main possibilities open up to depict the future human–technology relationships: (i) automation, (ii) assistance, (iii) collaboration, and (iv) augmentation. In the first case (automation), technology will replace humans, removing the need for human effort; in the second case (assistance), automated hardware and software applications can assist humans through intelligent systems; in the third case (collaboration), technology will work side-by-side together with humans like in the case of collaborative robots; and finally, in the fourth case (augmentation), technology enhances human core capabilities, providing specific contextual support [
15,
28]. These four approaches will inevitably coexist and will be strictly dependent on different Industry 4.0 technological implementations.
In the literature, to represent the new role of humans in the Industry 4.0 paradigm, the concept of Operator 4.0 [
15,
28] has been introduced as the arrival point of an evolutionary path of human–technology interaction, which is represented in
Figure 3.
The work of the Operator 1.0 had a predominant physical component, and technological evolution has first provided software tools to program and control the machines over the years. Then, it contributed to making the production scenario increasingly marked by the collaboration between humans and machines. Following this evolution, nowadays the Operator 4.0 can benefit from highly advanced smart manufacturing systems that can self-optimize and self-regulate as well as communicate its operating status to the entire factory and beyond in real-time, exploiting the potential of the Industrial Internet.
In their work, Romero et al. [
15] envisioned eight new and particular types of Operators 4.0, whose capabilities are enhanced by different Industry 4.0 technologies, summarized in
Table 1.
By the above-presented Operator 4.0 types, it is possible to argue that different kinds of interactions between humans and technologies are available according to the features of the tasks that have to be performed. The Operator 4.0 paradigm has established itself over the past few years, and several publications and special issues addressed this topic (e.g., [
2]).
Indeed, the Operator 4.0 typology embeds all the possibilities of automation, assistance, collaboration, and augmentation provided by Industry 4.0 technologies, and, in real manufacturing systems, it is possible to combine more types in a single operator [
15,
28].
For this reason, to analyze at a micro level how the work tasks of humans will change concerning the introduction of new Industry 4.0 technologies, the decomposition of human work into several tasks would be both useful and necessary. A task is defined as “
the unit of a work activity that produces an output”, and job-task analysis approaches have been used successfully in the past to analyze the interactions between human capabilities and technology capabilities as well as for the task allocation between humans and machines [
29]. Similar to the past, in the Industry 4.0 context, some research explored how automation could replace human tasks, proposing different models to evaluate the most convenient task allocation between machines/robots and humans (e.g., [
30]). Job allocation among workers and/or technology has often been approached through mathematical modeling (e.g., [
31]). A task-based framework to choose between labor and capital has been presented by researchers (e.g., [
26]), who built a cost function to evaluate the competitive advantage of assigning a task to a worker or a machine. Other similar task allocation approaches have been developed from a socioeconomic perspective to study how the introduction of technology might modify the employment rate and the workers’ wages in the future [
32].
In any case, the scientific literature suggests that the major implications of Industry 4.0 in modifying human work concern both the possibility to automate and replace some tasks and the requirement of enlarging the variety of tasks performed by humans in the light of the technological support being provided to the operators [
32,
33]. Traditionally, manufacturing companies have been encouraged to replace human workers with robots, especially in countries with high labor costs. Nevertheless, it may also happen that automation is not dictated by the need to reduce labor costs; this is the case of Industry 4.0, in which new smart and digital technologies can be combined with human capabilities to gain the best trade-off between productivity and flexibility. According to Becker and Stern [
34], future workers will be distinguished by their cognitive and abstract abilities as monotonous and standard work will be replaced by automation and robotics, which still do not offer the possibility to self-organize. For this reason, while technology will replace some tasks that are usually performed by humans, at the same time, new tasks will appear for humans.
Despite the great attention that has been paid to estimating “how many human tasks could and would be replaced by technology”, the scientific and grey literature lacks contributions that aim at studying the phenomenon at the operational level to answer the question of “how the current jobs (and their tasks) are affected by Industry 4.0 technologies in to evolve the current job profiles”. In particular, the job-task approach has not been merged with the opportunities offered by technologies, which can assist and augment human capabilities, redesigning their work tasks.
Ras et al. [
35] state that one of the challenges related to the workforce in Industry 4.0 is to understand how human tasks will change to “
revise existing job profiles, build development and appraisal procedures for the existing workforce, and predict which new skills need to be developed in addition to be future proof”. Automation in the last two centuries has not induced a long-term increase in the unemployment rate and has not even made human work obsolete; instead, it “
complements labor, raises output in ways that lead to higher demand for labor, and interacts with adjustments in labor supply” [
36]. In particular, today, the advent of smart machines, robots, and artificial intelligence can replace some tasks, but at the same time, it is creating an emergence of new tasks ranging from engineering and programming functions to those performed by audiovisual specialists, executive assistants, data administrators and analysts, meeting planners, and social workers [
32].
The deskilling perspective, then, which represents a degradation of work concerning automation and robotics, is strongly contrasted by an upskilling approach, aiming at preparing workers to face increasingly challenging tasks. Upskilling the workers means raising and augmenting their knowledge [
37] and requires a joint effort from companies, education systems, and governments. Upskilling can be further divided into cross-skilling, which is acquiring new knowledge in other fields concerning the current tasks, re-skilling, which is an update of current skills, and expert-skilling, which refers to gaining a deeper knowledge about the currently performed tasks’ domains. All these approaches can be developed simultaneously to align the workers’ competencies to their new tasks set after the technology implementation.
According to these aforementioned considerations, a deeper investigation is required to find job-task analysis approaches to evaluate how the tasks of the workers in the Industry 4.0 workplace change concerning the introduction of new smart and digital technologies. Such needed studies should be able to offer practical frameworks and methods for academic researchers and practitioners to analyze the current manufacturing jobs and pave the way to properly redesign existing ones and design future ones at the task level for increased work productivity.
The following section presents a framework to classify human tasks and understand how Industry 4.0 technologies will impact them.
4.2. Relevant Research Works
To better point out the novelty of our approach compared to the existing literature, the main relevant research works related to the field of investigation will be reported and discussed in the following subsection. In particular, they are classified according to their main perspective—for instance, to depict the evolution of human roles rather than to define strategies for allocating tasks to human operators or technology.
Fayomi et al. [
38] depict in general future human roles in Industry 4.0, mentioning three roles that technologies will not fully replace, which are the full supervision of the production system, the performance of complex tasks that need an interaction between machines and humans, and specific maintenance activities.
Many other scholars approach the topic of human role evolution by identifying the key competencies and skills that workers need to acquire or strengthen to be successfully integrated into Industry 4.0 environments. In [
39], a review of these works is reported and, according to a cross-country evaluation, the top skills are identified for the manufacturing and service sector, such as decision-making, leadership, and team-thinking.
Strictly connected to the analysis of competencies required for the workforce, seeking to describe how human work will evolve in the paradigm shift brought by Industry 4.0, Flores et al. [
40] identified how social interactions and communication will be transformed for different job profiles, from top managers to machine operators to support staff.
Concerning the work design at large, Ref. [
41] depicted how the introduction of cyber-physical systems (CPSs) in manufacturing affects specific job characteristics, such as job complexity, skill variety, and job autonomy.
A specific assessment of human activities in cyber-physical production systems (CPPSs) is presented by the authors of [
42], who propose a method to orient design choices of different human–systems configurations. A similar method is proposed in [
43], which provides an empirically tested method to integrate human factors into the design of human-oriented CPPSs. Both works aim at creating a suitable working experience to improve the wellbeing and integration of human capabilities in light of new technological tools that are introduced in Industry 4.0 working environments.
Finally, to understand the evolution of human roles in Industry 4.0 environments, a framework for the systematic consideration of human factors in the development and implementation of the Industry 4.0 paradigm is proposed by [
44]. In their work, the authors propose a five-step method for analyzing from a micro and macro perspective how operators’ tasks and roles change concerning new technologies and operational processes, with a specific example in the logistics domain.
4.3. Research Gaps and Scientific Contribution
The literature analysis of research works related to the assessment of the evolution of human roles in Industry 4.0 showed that strong focus has been put on the integration of human factors in the design phases of working tasks and the establishment of a correct balance and assignment of jobs and tasks to humans or machines. What resulted from the state-of-the-art review is the finding that there is a lack of methods to understand at a micro level how the technologies’ introduction affects the characteristics of tasks still performed by human operators. From this perspective, the objective of this research work is to overcome this gap by proposing a practical framework and method to evaluate how (Industry 4.0) technologies impact the tasks of specific job profiles, modifying the content of the tasks in terms of routine/nonroutine work, physical/cognitive work, or individual/social work. The novelty of the proposed approach compared to the existing literature characterized by complex approaches (i.e., frameworks and methods) consists of the possibility of guiding, in a simpler way, the evolution of job profile descriptions to promote an alignment of the workforce skills to the requirements of the changing tasks. In the following section, the proposed framework and method towards this aim will be described in detail.
5. Task Classification Framework and Job-Task Analysis Method for the Operators 4.0 Job Profiles
In the previous discussion, it has been stated that Industry 4.0 technologies will support the next generation of operators known as Operators 4.0 [
15,
28], ensuring, in many cases, the requirement for humans to change the way they usually perform work activities. The adoption of new Industry 4.0 technologies can both create new tasks and eliminate some others that become redundant and therefore no longer useful. To understand how the operators’ jobs change, it is relevant to classify the main types of tasks that the operators must perform to relate these tasks with the technological capabilities that can support them and, finally, understand how the tasks may potentially be affected by technologies and better performed.
In the literature, “tasks-classifications” can vary according to different characteristics. In the following subsections, the most relevant and discussed tasks’ characteristics will be presented, according to the purpose of this study.
5.1. Task Classifications towards a Task Classification Framework
5.1.1. Routine vs. Nonroutine Tasks
The first classification is between routine tasks vs. nonroutine tasks. In the case of a routine task, we mean an activity that is performed following programmed rules. The methodical repetition of certain types of work makes it possible to create standard and well-understood procedures without substantial changes over the long term [
16]. According to [
45], routine tasks are job activities that are sufficiently well defined and can be conducted successfully by either a computer executing a program or by a comparatively less-educated worker who conducts the task with minimal discretion. In manufacturing, typical routine tasks are repetitive production activities, such as loading/unloading or simple assembly tasks. The repetitiveness of routine tasks is considered a relevant parameter to determine the degree of substitutability and complementarity of the human with the machine. Tasks that are codable, namely activities that can be translated into simple operations and logically ordered to guarantee the quality of the output, can be conducted by a machine or a computer successfully as well.
Conversely, nonroutine tasks are not characterized by well-defined procedures and therefore are difficult to perform with a standard computer or machine. Nonroutine tasks are abstract tasks, such as those related to managerial, technical, and creative occupations, which require problem-solving skills, intuition, and analytical capabilities as well as situational adaptability or visual and language recognition.
The main reason it is not possible to define the procedure of a nonroutine task is that nonroutine tasks require skills that currently cannot be transformed into programmable rules and actions [
16]. For this reason, nonroutine tasks fall into the noncodable category as they imply the recognition of complex models as well as the coordination of thought and action.
5.1.2. Physical Tasks vs. Cognitive Tasks
The second dimension concerns physical tasks and cognitive tasks. The difference between the two, in this case, is more intuitive: physical (manual) tasks are physical activities that can be defined in terms of a set of movements and require sensorial abilities [
46], while cognitive tasks, on the other hand, concern mental activities [
47].
The combination of routine, nonroutine, physical, and cognitive task features generates several different task types. In the case of a manufacturing company, for instance, “manual assembly” can be defined as a physical/routine activity, while maintenance reparations are physical but nonroutine tasks. Among cognitive tasks, data collection and accounting are mainly routine activities, while planning and resource coordination can be defined as nonroutine tasks. In particular, for nonroutine cognitive tasks, some authors further distinguish between nonroutine analytical tasks, such as solving problems that arise in a noncontinuous way and therefore require a different approach every time, and nonroutine interpersonal tasks, such as the ability to negotiate with customers or manage other employees and operators.
Analyzing the US labor market, Ref. [
45] provided a picture of workers’ tasks, highlighting that, in the last few decades, the demand for cognitive and nonroutine tasks has increased while that for routine tasks has decreased significantly. The Economist has depicted the same situation in its trend report in
Figure 4 (1983–2014) [
48], which was later updated by [
49] to include up to the year 2018 (see
Figure 5), both supporting the trend identified by [
45].
5.1.3. Individual Tasks vs. Social Tasks
In addition to the abovementioned features, another relevant aspect of the tasks performed by humans is the level of social interaction involved. Some studies suggested that operators who have a low level of social interaction in their tasks are more subject to computerization because even simplified versions of typical social tasks prove difficult for computers [
50]. Zero or a minimum level of social interaction, in fact, is mainly a feature of tasks that are strongly formalized and standardized and can be conducted independently by a single operator. Tasks that require an augmented level of communication with others involve increased mediation activities, which are difficult to replace with technology. At the highest level of social interaction, strong social cohesion and teamwork are required [
42].
5.2. Task Classification Framework
According to these three dimensions (i.e., routine/nonroutine tasks; physical/cognitive tasks; and individual/social tasks), a task classification framework (TCF) is represented in
Figure 6, aiming at providing a general model with which tasks can be mapped and a comparison between human work tasks before and after an Industry 4.0 technology introduction can be easily performed.
5.3. Job-Task Analysis Method
Exploiting the TCF, in this section, a job-task analysis method (JTAM) to understand how human work is modified by the introduction of new Industry 4.0 technologies is presented. The JTAM aims at identifying how the specific work tasks referring to a job profile will change concerning the adoption of new smart and digital technologies and related tools. In particular, the JTAM allows mapping and comparing the AS-IS and TO-BE sets of tasks of a job profile, highlighting different possible scenarios: (i) some tasks will disappear, replaced by new digital tools and smart technologies; (ii) some new tasks will emerge and be created to manage and exploit the potential of Industry 4.0 technologies; and (iii) some tasks will be transformed or moved from a quadrant to the other in the TCF, showing how smart and digital technologies can change the work content and procedures of a task.
Beyond offering a theoretical contribution, the JTAM also has been conceived as a practical procedure for engineers, human resource managers, factory designers, and all industry stakeholders who are responsible for designing the job profiles and aims at providing a useful job profile design tool for deeply understanding how some jobs need to be redesigned in terms of task allocation after the introduction of an Industry 4.0 technology. Hereafter, the four steps of the JTAM are explained.
5.3.1. Step 1: Identification of Traditional Tasks
Designing a job profile implies defining all the tasks that must be conducted to obtain a work outcome, which can be a tangible or intangible product. An evaluation of the current tasks conducted by a specific operator is required as a first step. At the theoretical level, the tasks of a job profile are defined in the job description and, at the practical level, are applied to the tasks that are conducted daily by the workers. In this first step, the tasks of a job profile need to be first identified and then classified according to the TCF. To do so, the job description is considered, but it is also possible to apply in-field methods to collect this information. Effective job analysis methods generally allow examining how workers spend their working time, namely the tasks they perform and the time required to perform them [
51]. Several approaches are presented in the scientific literature to collect these data, such as self-reporting or work sampling techniques.
Once the set of tasks performed by a worker in a specific job role has been identified, the tasks can be analyzed and classified according to the three dimensions of the TCF to formalize whether they are repeated frequently or are nonroutine tasks, whether their content is physical or cognitive, and whether they involve social interaction.
As a result, the classification can be also graphically depicted in the TCF, providing a mapping of the AS-IS set of tasks.
As an example, we consider a simple application of the JTAM to the job profile of an assembly operator. The applied JTAM is depicted in
Figure 7. In the first step, we suppose that the operator employs 100% of his/her working time performing repetitive manual assembly tasks. The operator usually performs the assembly individually, without social interaction.
5.3.2. Step 2: Classification of Industry 4.0 Technologies
Several literature contributions point out and discuss Industry 4.0 enabling technologies [
52,
53,
54,
55,
56,
57]. Smart and digital technologies can have different fields of implementation and consequently can have an impact in different manners on human work. In particular, technologies can support humans, enhancing their capabilities both at the physical and cognitive levels [
28,
58].
According to Romero et al. [
28], three different kinds of support can be given to the operators by technologies: physical, cognitive, and sensorial aids. The physical aid to operators provided by technology concerns undertaking physical tasks needed for the transformation of an asset or the provision of a service by a joint effort of technology and humans. Different kinds of interactions can occur through several attributes, such as strength intensity, the speed of physical work performance, accuracy, and many other attributes. Additionally, simple walking, which is useful for work purposes, is considered an ability of the operator to perform a physical job. Technology supporting physical tasks performed by operators can improve productivity by reducing excessive or prolonged human effort, which can generate risks to his/her occupational health and the quality of the work performed. The second aid provided to operators is the sensory one. In this case, technology can support and improve the human ability to acquire data from his/her surrounding environment, which represents a crucial activity for performing decision-making processes. All operators can collect visual, olfactory, sound, and other types of data, but, in addition, the most important human capacity is to select relevant data related to the work they are performing. Within the same working environment, two different operators who perform the same job could collect almost the same data, but processing and the logical choice of which data to analyze could lead to different decisions. Technology can also overcome human sensorial deficits, normalizing and amplifying signals. Moreover, smart sensors, embedded with artificial intelligence capabilities, can filter the necessary information by discarding all those not useful for the task at hand. Finally, the third type of aid described by Romero et al. [
28] is related to the cognitive ability of an operator, which involves reasoning, memory, perception, and decision-making necessary for the job and certain operational settings, since cognitive tasks are used to guide and decide. Some new smart technologies can help operators to perform mental tasks, producing an improved quality of the performed tasks and reducing the stress and workload associated with the process of reasoning.
As the second step of the JTAM, then, an analysis of the key Industry 4.0 technologies that are introduced in the analyzed (smart) manufacturing systems and whose capabilities support a specific job profile is required. In particular, smart and digital technologies shall be mapped with the same features of the task. First, it could be useful to classify them concerning the physical or cognitive support provided to the operators working in the manufacturing system. Although specific support for the sensorial abilities of humans has been previously described elsewhere, this aid is strictly related to the physical sphere. For this reason, in this study, it will be considered as a physical aid as well. As a result, it is possible to recognize that some Industry 4.0 technologies are suitable specifically to improve physical tasks (for instance, advanced industrial and collaborative robotic systems used to reduce human effort in moving materials), while others mainly support reasoning and decision-making, which are human capabilities mainly used in cognitive tasks (for instance, big data analytics enhance data processing).
Concerning the other two dimensions of the TCF, it is not possible to provide a univocal classification for each technology. According to the frequency of tasks performed, the same technology can support both routine and nonroutine tasks; for instance, it is possible to use data analytics both for recurring and standardized data reporting or the evaluation of key performance indicators and for contingent specific problem-solving or prediction purposes. Additionally, regarding the social interaction feature, Industry 4.0 technologies can support both tasks that can be performed individually and those requiring social interaction. For instance, augmented reality or virtual reality tools can support both individual and in-team training activities.
According to the specific Industry 4.0 technology implementation, then, a more detailed classification of the technology in the three dimensions must be performed in this step.
In the example in
Figure 7, this step is represented by the introduction of a collaborative robot (cobot) able to support the operator in operations (tasks) that are more difficult and time-consuming. In this case, the cobot technology can be mapped in the TCF as supporting the individual physical task of the operator.
5.3.3. Step 3: Identification of Changing Tasks
After identifying the AS-IS set of tasks of the job profile and assessing the technological capabilities to support human activities, a TO-BE map of the tasks performed by the operator after technology adoption is required. In this third step, similarly to what occurred in the first one, the tasks that are conducted by the human worker are mapped and classified according to the TCF. In this case, it is mainly useful to conduct an in-field investigation because the job descriptions usually are updated sometime after the technology introduction. The changes that the technology adoption brings into the content and ways of working are often not defined a priori, and companies usually react to the changing work scenario offered by technology. Moreover, the aim of the JTAM is precisely to support the evaluation of how human work changes and, consequently, how the job roles and descriptions have to be empowered by the technological innovation introduction.
In the proposed JTAM, this third step aims at providing a TCF filled with the new set of tasks to compare it with that previously produced (in Step 1). In particular, from the comparison of the two TCF frameworks (i.e., AS-IS and TO-BE), it is possible to see how some technologies can replace tasks that are usually performed by humans, for instance, thanks to automated production processes or automatic intelligent algorithms able to perform the same activities more efficiently and effectively. On the other hand, new technologies can trigger the creation of new tasks, for instance, concerning new data and information flows that have to be managed and analyzed by humans to have value. Finally, it is possible also that some tasks can be transformed and performed with increased efficiency thanks to the use of technology. For example, this is the case of collaborative robots that help operators in performing precision manufacturing tasks (e.g., assembly), improving the efficiency of the operations in terms of time and also the quality of the manufactured product.
The comparison between the AS-IS and TO-BE task classification frameworks can also include a quantitative analysis of the time spent on each task. In fact, over the whole duration available to the operator to perform the tasks assigned to his/her job profile, it may be possible that the introduction of a key technology brings changes in the percentage of time spent on each activity. One of the issues of dealing with new technology adoption is the reorganization of the working time according to the changing tasks, which is the objective of the fourth and last step of the JTAM.
According to the example in
Figure 7, after the introduction of the cobot, some changes in the work of the operator can emerge in Step 3. The activity concerning the assembly operation is no longer performed individually but is conducted in collaboration with the robot (cobot). The activity, then, can be classified as a physical, routine, and social set of tasks. At the same time, to enable the efficiency and availability of the cobot, the operator is required to perform each day some first-level maintenance activities, representing physical, routine, and individual tasks. Furthermore, the cobot needs to be trained at variable intervals, for instance, according to the need to support humans in the assembly of new kinds of products, adding a new cognitive and social task. At the end of Step 3, then, the operator in the TO-BE state is requested to perform three tasks rather than one.
5.3.4. Step 4: Rebalancing of the Task Allocation after the Technology Introduction
As a result of the previous step, a new set of tasks after the technology introduction has been identified, highlighting the transformation from the AS-IS status to the TO-BE situation. This fourth step, therefore, aims at supporting the rearrangement of job profiles in terms of time balancing according to the new task set. In fact, in light of the technology introduction, it could be possible that the time allocated for the various activities conducted by the operator is modified. In particular, the tasks that are completely replaced by technology (i.e., automated) generate available time for the worker. Additionally, augmenting collaborative or assisting technologies can improve the efficiency of task execution and create time savings. At the same time, conversely, new tasks need to be performed and require additional working time. Rebalancing the task allocation after the introduction of technology or technologies, then, is a fundamental step to ensuring efficient and effective organization of human work.
In this fourth step, then, the time gap between the AS-IS and TO-BE situations can be analyzed to understand if a reallocation of tasks among different workers or job profiles needs to be performed as part of a work reorganization strategy on the shop floor.
In the example of a cobot introduction (see
Figure 7), finally, an analysis of the time related to the new set of tasks is performed. If the cobot can contribute to making the assembly process more efficient, it is possible to quantify the time savings, which, in this case, for exemplary purposes, is supposed to be 30% greater. At the same time, over the entire working time of the operator, the new tasks are supposed to comprise 5% (i.e., robot first-level maintenance) and 10% (i.e., robot training) of his/her time. The time gap that emerges from the job-task analysis is 15% of the operator time that is now available for other value-added activities.
Continuing with the above-discussed cobot example, the last step of the application of the JTAM to a real production case may bring out three possible scenarios:
The time required by the new tasks is equal to the time required by the old tasks before the new technology introduction. In this case, the working time of the operator does not change, but, if some new tasks appear or old tasks change in their content (i.e., move in the TCF quadrants), the workers may need to acquire new competencies and skills.
The time required by new tasks is greater than the time required by the old tasks before the new technology introduction. In this case, the work content of a single worker must be reallocated to other job profiles. For instance, new job roles related to coordination and management activities may require one to mainly perform cognitive and social tasks.
The time required by new tasks is less than the time required by the old tasks before the new technology introduction. This scenario could be quite common if the technology introduction is related to advanced automation and robotics. In particular, this scenario can be related to the reduction in physical and routine tasks that are codable and simply replaceable by machines. In this case, rebalancing the task allocation in the workforce is essential to avoid the risk of reducing human work and generating relevant job losses. It is worth noticing that if automation completely replaces some tasks, at the same time, it is responsible for the creation of new complex tasks [
59], which in turn brings the creation of new job profiles (e.g., from an assembly operator to a robot service technician). For this reason, in dealing with this third scenario, to avoid the unemployment of low-skilled workers, who traditionally are in charge of physical (manual) and repetitive tasks, it is necessary to invest the time that has been saved by the newly introduced technology to adopt different strategies for the upskilling and reskilling of the workforce through training and education.
6. Application of the TCF and the JTAM to an Industrial Case Study: Company X
The TCF and the JTAM aim at providing companies with an integrated practical tool to analyze how the employees’ tasks will change concerning the introduction of Industry 4.0 technologies. For this reason, in this section, the application of the JTAM to an industrial case is discussed.
To conduct this action-research work, the authors have been involved in a 3-year research project funded by the Italian Research Ministry, in collaboration with many partners from both industry and academia. In particular, the research activity concerned the introduction of new smart and digital technologies and tools for the digital transformation of traditional manufacturing processes into smart manufacturing ones. The end-user of the research project was Company X, a large manufacturing company, which is a worldwide leader in the production of braking systems. Inside the company, the investigation focused on the company’s departments of machining and assembly of the Italian factory, which has about 1000 employees and produces more than two million units per year. The factory has approximately 50 CNC machines and 50 assembly lines and since 2014 has been connecting this equipment via IoT to create a complex enterprise network and enable real-time communications within the factory.
One of the authors regularly joined everyday business and manufacturing activities of Company X and frequently took part in meetings in the company, supporting the strategic implementation of Industry 4.0 technologies to achieve a smart factory. The involvement in the day-by-day activities of the company, and in particular within the Continuous Improvement department, which is in charge of the introduction of technological innovations inside the factory, allowed the authors to gain deep knowledge about the company, its dynamics, and the challenges that practitioners have to face with the introduction of new Industry 4.0 technologies.
In particular, the authors have been involved in activities related to the implementation of a web-based platform to monitor and analyze the data collected by the connected machines to improve process control and optimization. According to our action-research approach, during the time spent in the assembly and machining departments of the company, the authors participated and contributed, since the first phases, to the implementation of two main tools for the improvement of the manufacturing operations, which are called Analytics and Orchestrator and were conceived and developed by an external supplier according to the company requirements.
In the following subsection, the two digital tools are described and their functionalities are presented to provide information about the potential support they offer to the Company X workers.
6.1. Digital Tools Introduced in Company X
Analytics is a web-based tool that allows the users (i.e., the Analytical Operator 4.0 [
15]) to build and manage multidimensional databases and dashboards that are useful to monitor, analyze, and report the performance indicators of the manufacturing systems. Analytics can instantaneously manage data streams, which are shared via the factory’s Industrial Internet of Things (IIoT) by the machines, and match them with the data contained in the IT systems of the company, such as the ERP and the MES, offering several opportunities to visualize and aggregate data to conduct complex analyses.
In the research project, the Analytics tool has been developed based on the requirements of different areas of the factory, viz., the quality department, the production department, the maintenance department, and the process development department. Several focus groups and interviews were conducted to collect the requirements from the users to develop a tool instrumental for supporting the work of the operators. According to the suggestions of the managers of the abovementioned company departments, the Analytics tool has been developed with the following functionalities: (i) live visualization of the production plant, which includes an overview of the equipment status and the in-progress production orders; (ii) instantaneous visualization of performance indicators (such as the OEE) and the workforce employed (see
Figure 8); and (iii) data analysis dashboards to investigate process parameters and scraps to support the process development, maintenance, continuous improvement, production, and quality departments.
Orchestrator is a web-based software that allows the execution of a process in a structured way through the digitalization of the information flow. It is a business process management (BPM) component, which allows modeling and automatically executes processes in cross-platform and cross-role workflows. It is based on a process model following the BPMN 2.0 standard and a process execution flow, which is managed according to the assignment of tasks to the right stakeholders. In addition, relevant key performance indicators can be extracted by Orchestrator and analyzed with the Analytics tool.
In the company, Orchestrator has been developed to optimize critical processes to guide the implementation of activities to reduce the time to share information, monitor the execution of tasks, and facilitate alignment among departments. In particular, two processes have been digitalized through the Orchestrator tool: (i) the material calls from the assembly line operators and (ii) the detection of anomalies in the assembly lines’ process parameters.
For the two processes, the Orchestrator tool also allows the tracking and analysis of the execution of the tasks thanks to the integration with the Analytics tool.
In the following sections, the use of the Analytics and Orchestrator tools will be better discussed concerning the support that they provide to the company operators.
6.2. The JTAM Applied to the Assembly Line Production Manager Job Profile
In this real example, the JTAM was applied to the job profile of the production manager of the assembly department of Company X. To understand how the introduction of Industry 4.0 technologies, through the Analytics and Orchestrator tools, changes the work of this specific job profile, some deep investigations have been conducted with direct observation of the work and semistructured interviews with the production manager. In particular, the task sets of the production manager before and after the introduction of the technologies/tools have been mapped and used to develop the JTAM as described hereafter.
6.2.1. Step 1: Identification of Traditional Tasks
In
Figure 9, the tasks of the assembly line production manager are reported according to the classification proposed in
Section 5.
The assembly line production manager is in charge of the whole department of assembly, which is composed of about fifty manual and semiautomatic lines, which are operated by one or more workers each. Routinely, the manager organizes the shifts of the operators and manages the human resources of the department. These activities employ about 20% of his total working time and are classified as routine/cognitive/individual tasks. Similarly, the manager performs routine monitoring of the production to check if the production rate is aligned with the target and produces some reports for the plant director with the main key performance indicators of the assembly lines. The monitoring activity is performed through direct observation of the production line functioning and the reporting grounds on the data collected by the MES and ERP of the company. In total, the monitoring and reporting activities employ 20% of the production manager’s working time.
Finally, other main activities are the workload balancing of and problem-solving related to assembly lines. In the first case, the workload of the department is defined each day based on the customer orders and the availability of the assembly lines and the workforce. This activity is performed by the production manager with the support of his deputy and by always interacting with other managers (e.g., the logistics manager). Therefore, it is classified as a routine/cognitive/social task.
In the second case, the production manager is in charge of solving issues that arise during the assembly, which may stop production or create inefficiency and performance losses. This activity is performed by interacting with other workers, such as the assembly operators or the maintenance technicians, or other managers. It involves both a physical activity of investigation on the shop floor and a cognitive activity of root-cause analysis and problem-solving. The tasks of problem-solving and workload balancing with regards to assembly lines, classified as nonroutine/physical–cognitive/social tasks, are the most relevant from a time perspective and occupy 60% of the production manager’s working time.
6.2.2. Step 2: Classification of Industry 4.0 Technologies
In the introduction of
Section 6, the Analytics and Orchestrator tools have been briefly described. According to the literature on Industry 4.0 technologies, we identified for each of the tools used in Company X the related Industry 4.0 technologies implemented.
To develop the Analytics tool, Company X implemented an IIoT solution to collect data from the machines and big data analytics technologies for supporting data aggregation and analysis. Industry 4.0 technologies can be identified as technologies supporting the cognitive tasks of the operators. In particular, they can support data collection, communication, and analysis. These Industry 4.0 technologies are particularly useful for improving the monitoring and reporting of activities and supporting problem-solving. Some examples of the functionality of the “Analytics” tool are as follows:
Synoptic visualization of the assembly line information.
Equipment status (green—working; yellow—no pieces produced in the last 5 min; and red—no pieces produced in the last 10 min).
Target and actual cycle time.
The theoretical and current numbers of operators that are currently logged on the assembly line.
The number of goods and scrap pieces for the current working shift.
OEE and productivity key performance indicators for the current working shift.
Trend analysis of process parameters (e.g., comparison of single parameters filtered by assembly lines, part number, etc.).
Single-piece traceability information (i.e., all the parameters of a single product assembled, linked with the information about components’ batch numbers).
Aggregated data about process parameters (mean values and standard deviations, minimum, maximum, etc.).
The Orchestrator tool, conversely, can be defined as a tool enabling the horizontal and vertical integration of data and information flows because it supports the information exchange and the integration of data among departments and from the shop floor level to the enterprise level.
In particular, two main information flows have been digitalized. The first digitalized information flow concerns “the material call process from the assembly lines”. When a new order has to be produced on the assembly line, the assembly operator requests the needed material from the warehouse through the ERP system. However, sometimes, the material is not available, mainly due to suppliers’ delays or quality controls that are performed on critical inbound materials. Before the introduction of the Orchestrator tool, the operator calling a material that is unavailable needed to go physically to the shift leader’s office, which is located in the center of the assembly department, and ask for information. In turn, the shift leader was expected to control the reason the material was unavailable and directly address the specific department (i.e., quality or warehouse) where the material was blocked. It is evident that this process was not optimal; rather, it was time-consuming and created a productivity loss because the assembly line operator was required to stop the assembly line and find the shift leader, who maybe was not always present in his office. The introduction of the Orchestrator tool actively supports the management of material nonavailability in the warehouse. When an assembly line operator calls an unavailable material, the tool immediately informs the shift leader through a widget on his computer or mobile device. This issue is instantaneously taken into account by the shift leader, who can directly forward the information to the other departments, assigning them a task that is visible on the PCs and mobile devices. In this way, the warehouse operators or the quality inspector can give a fast response to the shift leader about the material, providing information about if and when it will be available. This answer is also automatically directed to the assembly line operator, who can decide whether it is reasonable to wait for the material or start the following production order scheduled for the assembly line. The second digitalized information flow concerns “the detection of anomalous parameters on the assembly lines”. In particular, continuous monitoring of the recipes and process parameter constraints is performed, and the process flow in the Orchestrator tool is started when a deviation of these parameters is identified. This flow is contextually directed to the assembly line manager and the quality analyst through the Orchestrator widget. Consequently, they are required to interact to investigate the causes that produced the process parameters’ deviation and take action to solve the anomaly or fix new settings in the recipes and parameters’ limits.
According to the analysis of the tools and the related Industry 4.0 technologies, it is possible to state that the Analytics tool can support cognitive activities that are performed both individually and in a team, while the Orchestrator tool specifically supports cognitive tasks that require social interaction among stakeholders. Both tools can support routine/nonroutine tasks.
In the following subsection, the impacts of these smart tools on the work of the assembly line production manager are discussed.
6.2.3. Step 3: Identification of Changing Tasks
The introduction of the Analytics and Orchestrator tools significantly changed the work of the assembly line production manager. They have different impacts on several tasks, and, according to the perception of the interviewed production manager, brought a general improvement to his work life. In
Figure 10, the new set of tasks of the assembly line production manager is depicted.
In
Figure 10, some tasks among the ones already performed by the assembly line production manager are highlighted in yellow. For these tasks, significant improvements in the time needed to perform them have been observed. In particular:
The monitoring task benefits from the digital dashboards available in the Analytics tool are the live visualization of the production and the status of the equipment. Before its introduction, the monitoring activity was mainly performed through direct observation of the machines on the shop floor, but with the tool, the production manager can check the productivity of the department many times during the day and evaluate if the production is aligned with the target thanks to the department synoptic visualization.
The task of workload balancing of assembly lines has been positively affected in terms of responsiveness. Thanks to a simpler monitoring process through the Analytics tool, the assembly manager can balance and rebalance during the day the workload of all the assembly lines in connection with the suggestions from the logistics manager, who can contextually visualize the actual production progress.
The problem-solving task related to assembly lines is now supported by the huge quantity of data that are collected via the IIoT solution and aggregated and available for navigation through the Analytics tool. It was previously a physical task of investigation and data retrieval on the shop floor that was required, but after the automatic data collection and aggregation performed by the new Industry 4.0 technologies, this is no longer necessary because data are already available on the web browser. The problem-solving task has been then modified in its nature, shifting from a physical task to a cognitive task.
Along with the improvements in some tasks that were already performed before the introduction of the technologies, new tasks also emerged:
The inefficiency analysis task is related to the possibility of increased data availability provided by the Analytics tool. As explained before, one of the strengths of the smart tool is the possibility to link the data collected from the assembly lines with the MES and ERP data. This allows for performing new analyses and identifying some causes of recurrent issues and inefficiencies that occur during manufacturing activities and may be related to specific organizational parameters (such as the operator number, the part number, etc.), which could not be detected previously. Moreover, thanks to the digitalized information flows through the Orchestrator tool, the assembly line production manager now performs a new analysis of the material call process. In this case, the tool helps in providing an objective view of how this process affects productivity and in the development of strategies to improve process management, supporting collaboration with other stakeholders.
The task of the management of process parameters’ deviation is related to the new digitalized information flow managed by the Orchestrator tool, which is called: “anomaly detection”. Previously, this activity was not performed, whereas now, a notification is sent to the production manager if an anomalous trend in the process is detected or a deviation in the parameters’ boundaries is identified. A new task is then assigned to the production manager to solve these kinds of issues, with the involvement of other departments.
Finally, it is remarkable that the newly installed tools improved the quality of the production manager’s work even though it does not have a direct impact on his task set. Having the possibility of easily finding a structured set of data, with a user-friendly tool to filter, aggregate, and visualize it, positively supports the general management of the department. Moreover, the Orchestrator tool positively affects the work of the assembly line operators, reducing the time lost to perform complex information sharing, which before was managed by physical interaction or through emails and phone calls. This, in turn, positively affects the key performance indicators of the whole department, which are used to evaluate the work of the assembly line production manager by the plant director.
6.2.4. Step 4: Rebalancing of the Task Allocation after the Technology Introduction
After the identification of the AS-IS and TO-BE tasks performed by the assembly line production manager before and after the introduction of the two platforms, in this step, the evaluation of the changed task set is discussed. It is worth mentioning that, concerning the recent introduction of the Analytics and Orchestrator tools, it has not been possible to exactly quantify the time that has been saved by the introduction of the smart tools. An interesting consideration is the activities that have been impacted. The introduction of the tools mainly impacted the tasks that employ most of the working time of the production manager (i.e., assembly line workload balancing and problem-solving, accounting for 60% of his work time). The interviewed production manager stated that the nonroutine activities of solving technical and organizational issues of the department are the most time-consuming and difficult to manage because they require different approaches every time to solve them. Exploiting the potential of new data analytics, the production manager expects to perform them in an optimized amount of time, along with an improved quality of the solution deployed. For sure, the IIoT technology supporting automatic data collection and sharing will replace the physical activity of data retrieval from the assembly lines, eliminating the need for the manager to go on the shop floor to collect the data from the control PC of each of the assembly lines.
From the JTAM application, it is possible to observe that, despite considerable time savings that could be expected thanks to the optimization and improvement of some tasks, new tasks are assigned to the assembly line production manager at the same time. According to the previous theoretical considerations (see
Section 5.3.4), it can be stated that the company strategy is to rebalance the work activities of the workers to have a new set of tasks requiring the same time amount compared to the prior situation (in
Section 5.3.4, this has been depicted as Scenario 1).
In particular, Company X aims at providing its workers with useful smart and digital tools to relieve them of low-value-added activities, such as data collection and physical on-field investigation, to encourage them to perform more complex and cognitive tasks requiring advanced technical and methodological skills, which may have long-term effects in improving the whole process and therefore the plant performances. To promote an effective introduction of the two new tools, Analytics and Orchestrator, the company is experiencing the need to enhance the competencies of the workers, mainly concerning data analysis. However, to exploit the potential of the data available, the workers also need to acquire a deeper knowledge of the production process from a technological point of view. For instance, knowledge of the lifecycle and functioning parameters of the equipment composing the assembly lines is no longer only relevant to engineers who are responsible for the design of assembly lines but also to all those responsible for production, operations, maintenance, and continuous improvement activities. Therefore, in the company, knowledge management has become crucial in recent years. Additionally, to collect and maintain data communication and collection from various pieces of equipment, new requirements in the IT and automation competencies emerged.
With the company being aware of the need to upgrade and mature new skills and competencies in the workforce, proper training strategies have been pointed out, both through internal and external training offerings. However, to obtain stable and optimal results from the technological introduction, the digital transformation of the company will take some time.
7. Discussion
The proposed JTAM and its application in Company X offer several insights about the impacts of smart and digital technologies on the jobs and tasks of Operators 4.0 job profiles.
First, it is remarkable that new technologies introduced in an industrial context require a relevant amount of time and effort to be gradually integrated into existing production and managerial processes. Indeed, concerning the third step of the JTAM, mapping the TO-BE state required a long observation since it is quite difficult that a TO-BE state can be realized instantly. Conversely, before the technology can provide clear and stable results and improvements, some time is required, and a transformation trajectory from an AS-IS to a TO-BE state must be developed. The TO-BE state represents the final objective of the technology introduction in terms of improvement and expected performance, but it needs to be accompanied by a continuous evaluation of all the other factors that affect human work, such as the skills and attitudes of the operators as well as behavioral and legal aspects.
To this purpose, the second insight offered by this research concern the Operators 4.0 job profiles, skills, and competencies required. The evaluation of how Industry 4.0 technologies affect the work of human operators in the manufacturing company is necessarily linked to the discussion about the changing skills, which are required to manage new ways of performing usual activities and the new tasks that emerge. Both the scientific literature and the Company X case study suggest that according to the transformation in the set of tasks of specific job profiles, a different perspective on competence and skills development can open up for the workers. It is widely accepted that technology (and in particular, all smart and digital technologies that can automate human tasks) is expected to replace the tasks characterized by a high physical content and mainly performed routinely and in a standardized way. Nevertheless, there is still debate about how to manage new and changing tasks that are related to improvement opportunities brought by new technological implementations, which will enlarge, conversely, the field of nonroutine and cognitive tasks. If technical competencies strictly related to ICT and automation are crucial in the first implementation phases (as also suggested by the Company X case), to improve the operations processes at large, more attention must be devoted also to methodological and social skills. This point is also supported by recent literature about Industry 4.0 competencies, which suggests that a broad spectrum of competencies needs to be considered, including not only functional but also behavioral competencies [
60,
61].
For this reason, as discussed in the theoretical background section (see
Section 4), companies will have to act on several fronts, including on-the-job-training, for instance, with the use of digital technologies (e.g., augmented reality) or with the help of more experienced workers (e.g., mentoring strategies), to depict proper strategies to train and retrain their workers from an upskilling perspective.
Finally, organizational and legal aspects must be considered as well. In light of the introduction of new technologies, revision of existent job profiles is required and involves the rethinking of job characteristics such as the autonomy and polyvalence of different profiles, jointly with organizational strategies in terms of centralized/decentralized control. Thanks to smart and digital technologies, new working methods can be experienced. For instance, remote access to enterprise data, or online visualization of production processes and systems performance, offers the possibility of performing some tasks from an agile and smart working perspective, transforming the working time and space requirements. Nevertheless, to develop such scenarios, legal and laboring studies are also required to update current working contracts.
8. Conclusions
Changes in the organization of tasks between humans and technology are likely to occur, and proper integration between human and technological capabilities will be the key to success in the transformation towards the Industry 4.0 paradigm. The introduction of new smart and digital technologies will inevitably change the work of operators.
According to the above-discussed research objectives, this paper aimed at investigating the impacts of the introduction of Industry 4.0 technologies on the tasks performed by operators in manufacturing processes, contributing to answering the RQ: How can the evolution of Workforce 4.0 job profiles be analyzed from a job-task perspective concerning the adoption of smart and digital technologies in manufacturing companies?
To answer this research question, a job-task analysis method (JTAM) was developed. In particular, to understand the specific impacts of the adoption of new Industry 4.0 technologies on human work, the job-task analysis was deemed as a suitable opportunity to decompose human work into less complex units that are simpler to analyze. As explained in the introduction, some relevant literature contributions also supported and justified this choice.
Therefore, first, a task classification framework (TCF) has been presented. Three main relevant task classification dimensions have been discussed, namely routine/nonroutine tasks, physical/cognitive tasks, and individual/social tasks. The task classification aim was to provide a structured framework in which the set of tasks of specific job profiles could be represented to later evaluate how they could benefit from the introduction of key technology. Subsequently, based on the proposed TCF, a method to understand the impacts of technology on human tasks has been described in four steps.
To provide an example of the practicability of this approach, the JTAM has been applied in a real company, which is a large Italian manufacturer of components for the automotive sector. In this context, several insights emerged and were useful for gaining a comprehensive view of the research topic. The JTAM has been applied to one of the most impacted job profiles of the company, i.e., the assembly line production manager. From the analysis of the tasks before and after the implementation of the analytics and planning tools, it emerges that they successfully supported the work of the production manager, improving and optimizing simple and routine tasks such as monitoring and data collection but at the same time creating new opportunities of data analysis, thus improving the overall performance of the department.
Beyond the specific example, it has been discussed that Industry 4.0 technologies are expected to replace routine and low-value-added tasks rather than enlarging the set of tasks concerning the cognitive and nonroutine field, which in the long term can provide companies with increased knowledge of their production processes and with preventive capabilities, enabling, in turn, flexibility.
8.1. Theoretical Contribution
From a theoretical perspective, the TCF and the JTAM represent a scientific contribution to a limited literature on practical managerial conceptual frameworks and methods for analyzing from a micro and macro perspective how operators’ tasks and roles change concerning the adoption of new Industry 4.0 technologies. This contribution was achieved by decomposing human work into several tasks depending on their nature (i.e., routine/nonroutine tasks; physical/cognitive tasks; and individual/social tasks) and analyzing these to find the correct balance and assignment of job tasks between humans and machines.
8.2. Managerial Contribution
From a managerial perspective, the TCF and the JTAM represent an integrated practical tool that companies can adopt in a preliminary step of their digital transformation to identify the new requirements in terms of skills and competencies that are related to the selected Industry 4.0 technology implementation projects. The potential emerging from the technological change triggers several cultural and organizational challenges for companies, among which are the qualification and skills of operators and organizational and legal aspects. Proper strategies for training and retraining employees must be developed, and only using a general perspective and strategic training offering, companies can successfully help workers to align their profiles with the new tasks’ requirements and become Operators 4.0.
8.3. Limitations and Further Developments
Regarding the limitations of this work, during the action-research, the TCF and the JTAM have been applied only to one specific industrial case to test for their reliability. This limitation could be overcome by validating both artifacts’ applicability and usefulness in other manufacturing companies to further assess their reliability and scalability. Furthermore, having the possibility of using the JTAM in several contexts and for different workers would be helpful to look for similarities in the changing task sets of workers. Based on the task analysis, for instance, it would be possible to provide forecasting about how the different kinds of job profiles will evolve, such as the shop floor operators, the maintenance operators, the middle-management job profiles, and so on.
Additionally, longitudinal observation of the industrial case developed in this article could be interesting, since, as discussed in
Section 7, the transformation of tasks and jobs will require some time to mature.
All these further developments will contribute much more to the debate about how human labor will change in the future.















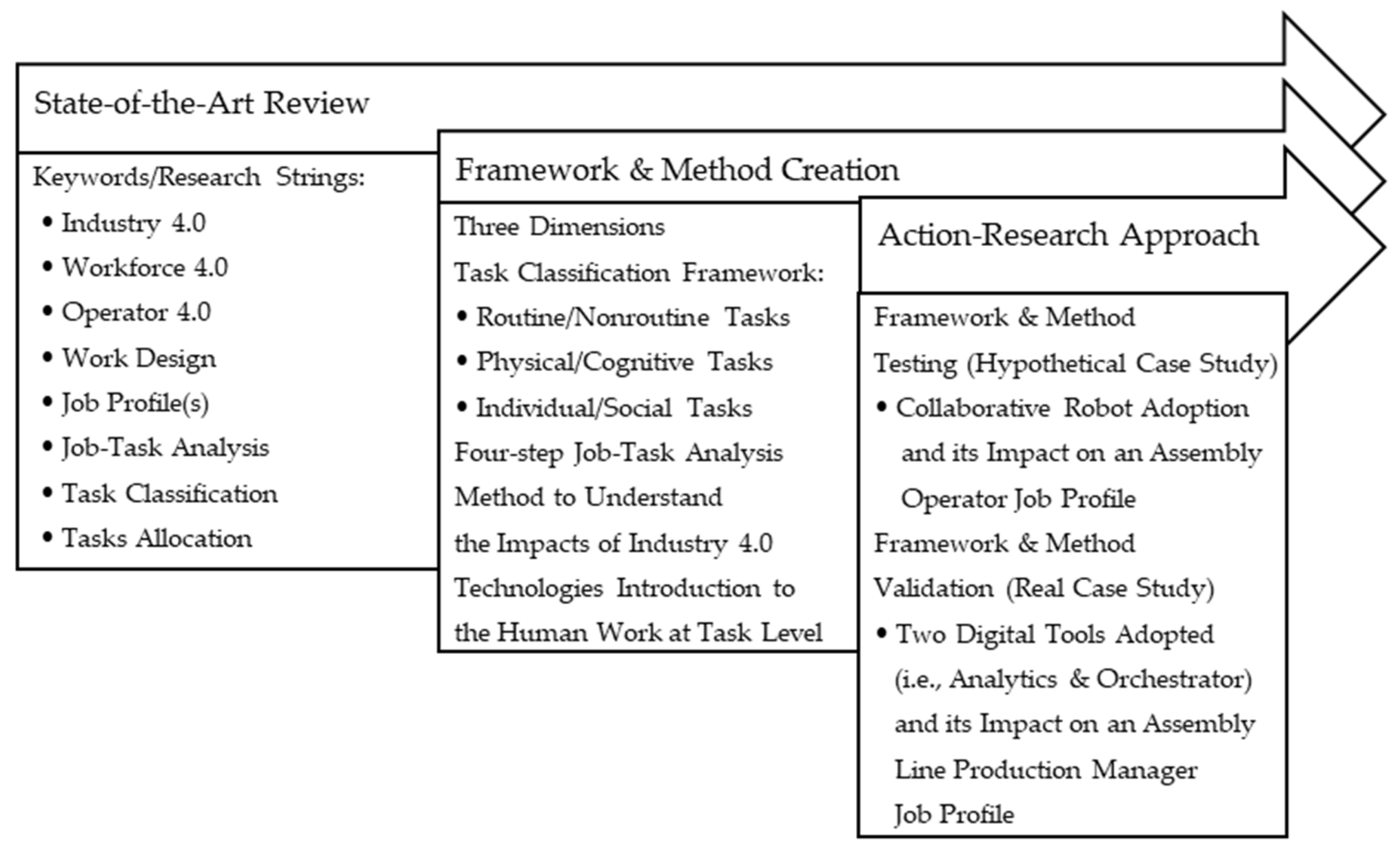{kind=link}
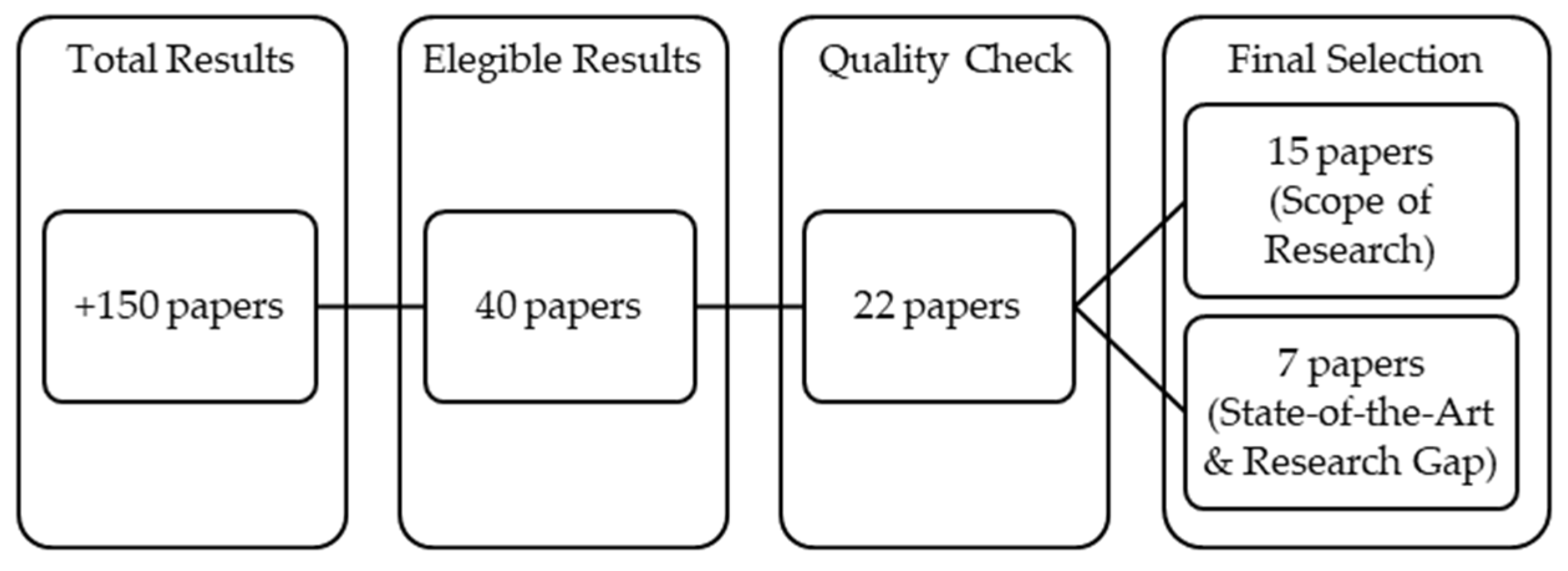{kind=link}
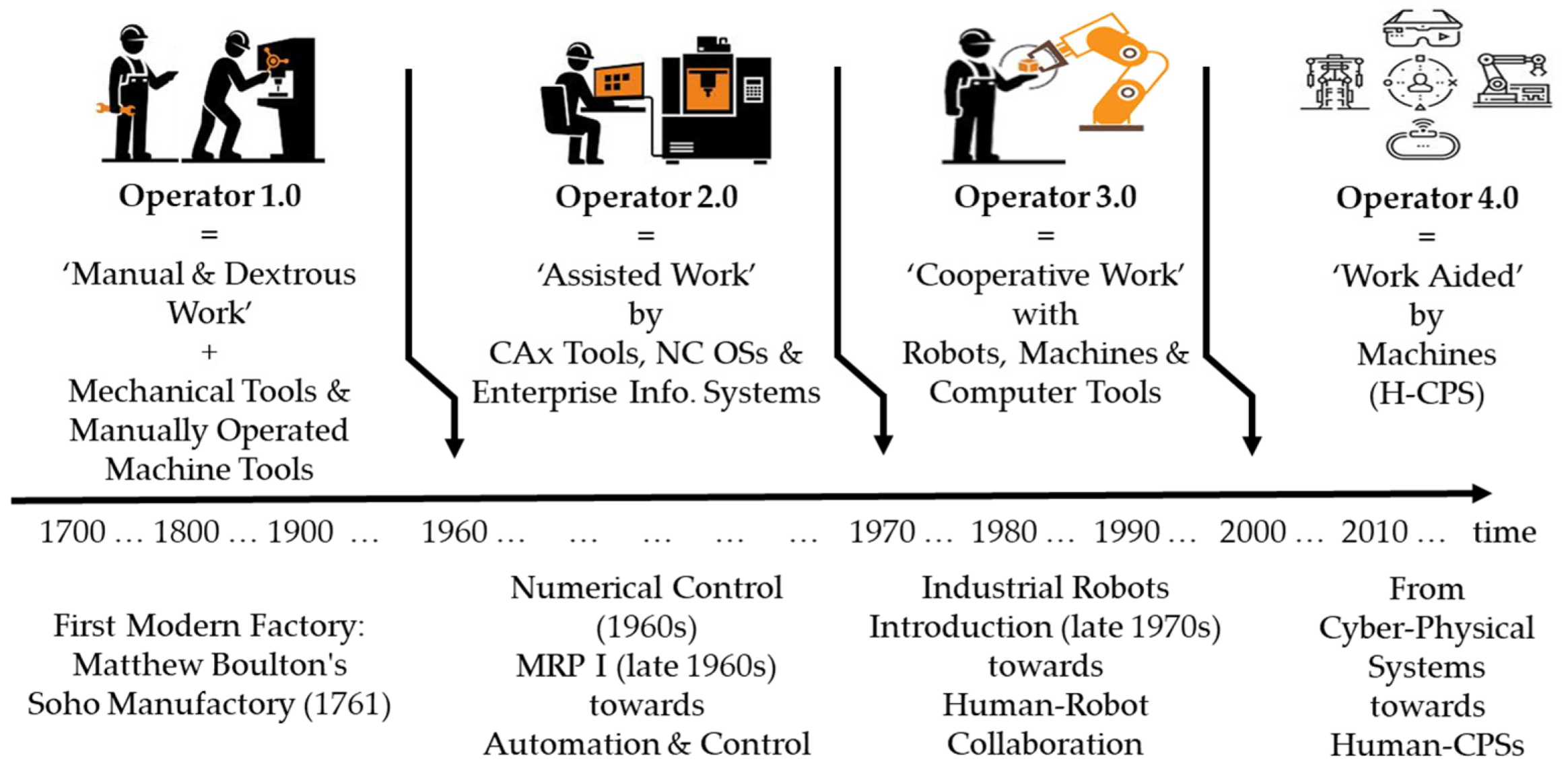{kind=link}
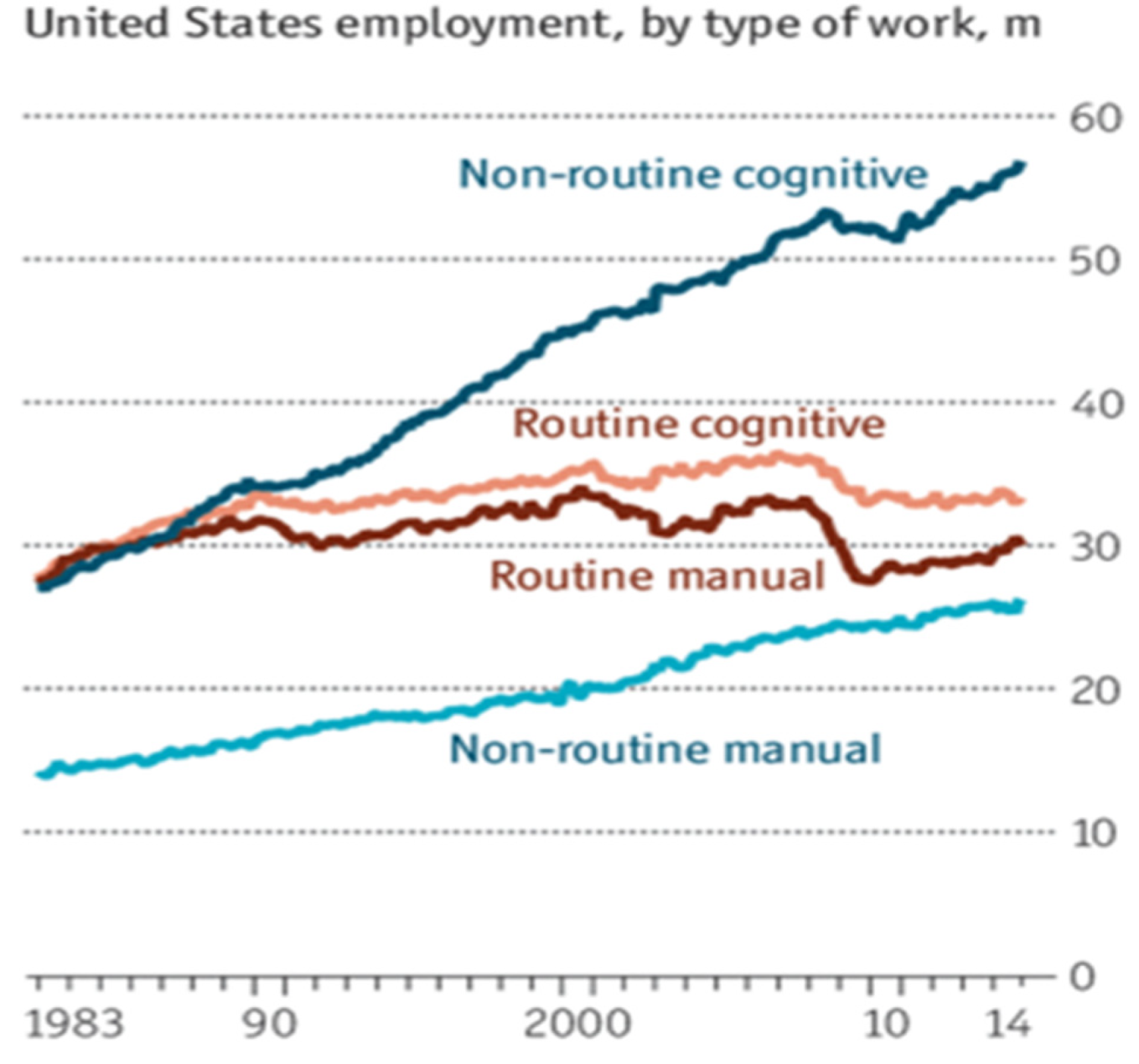{kind=link}
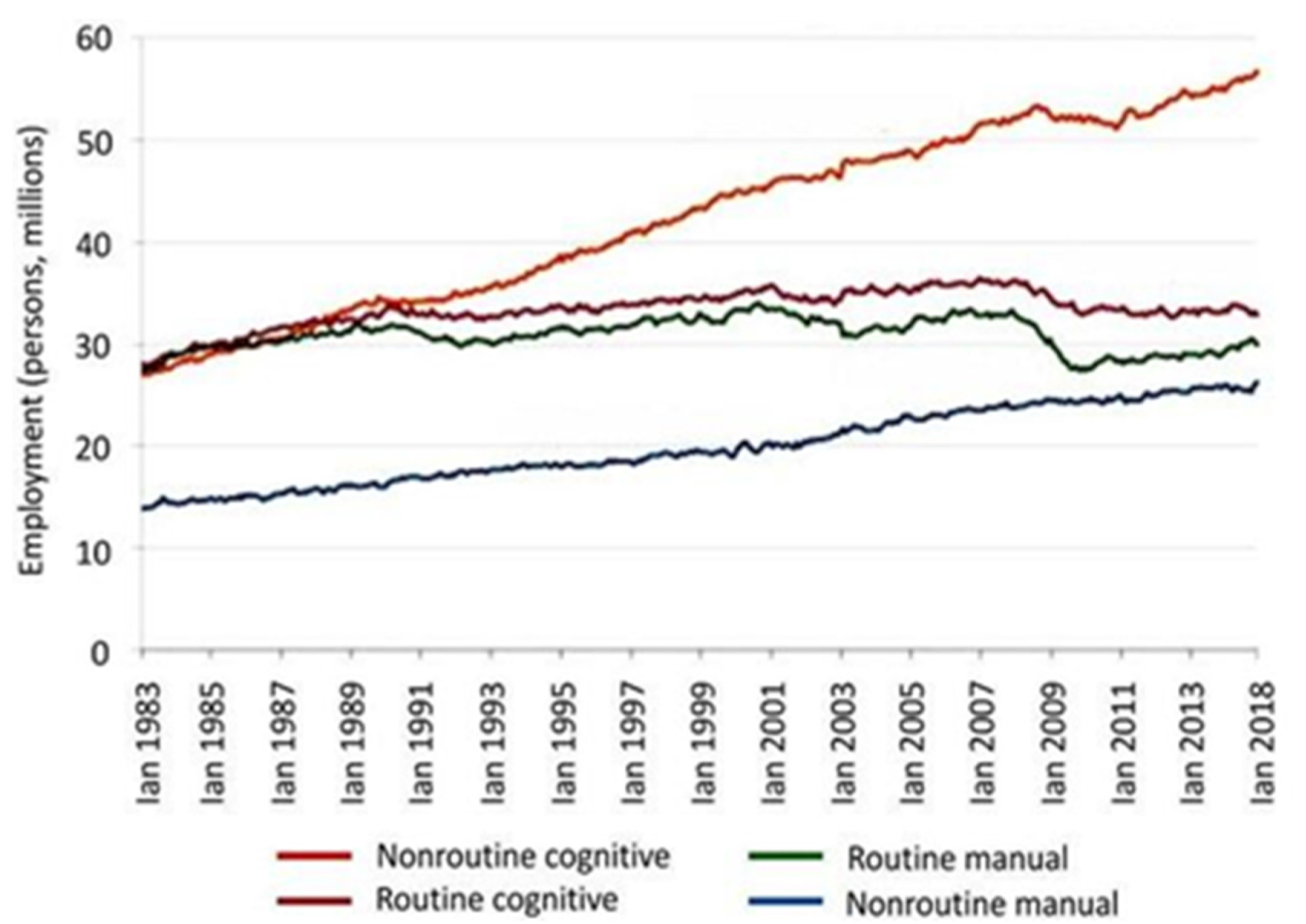{kind=link}
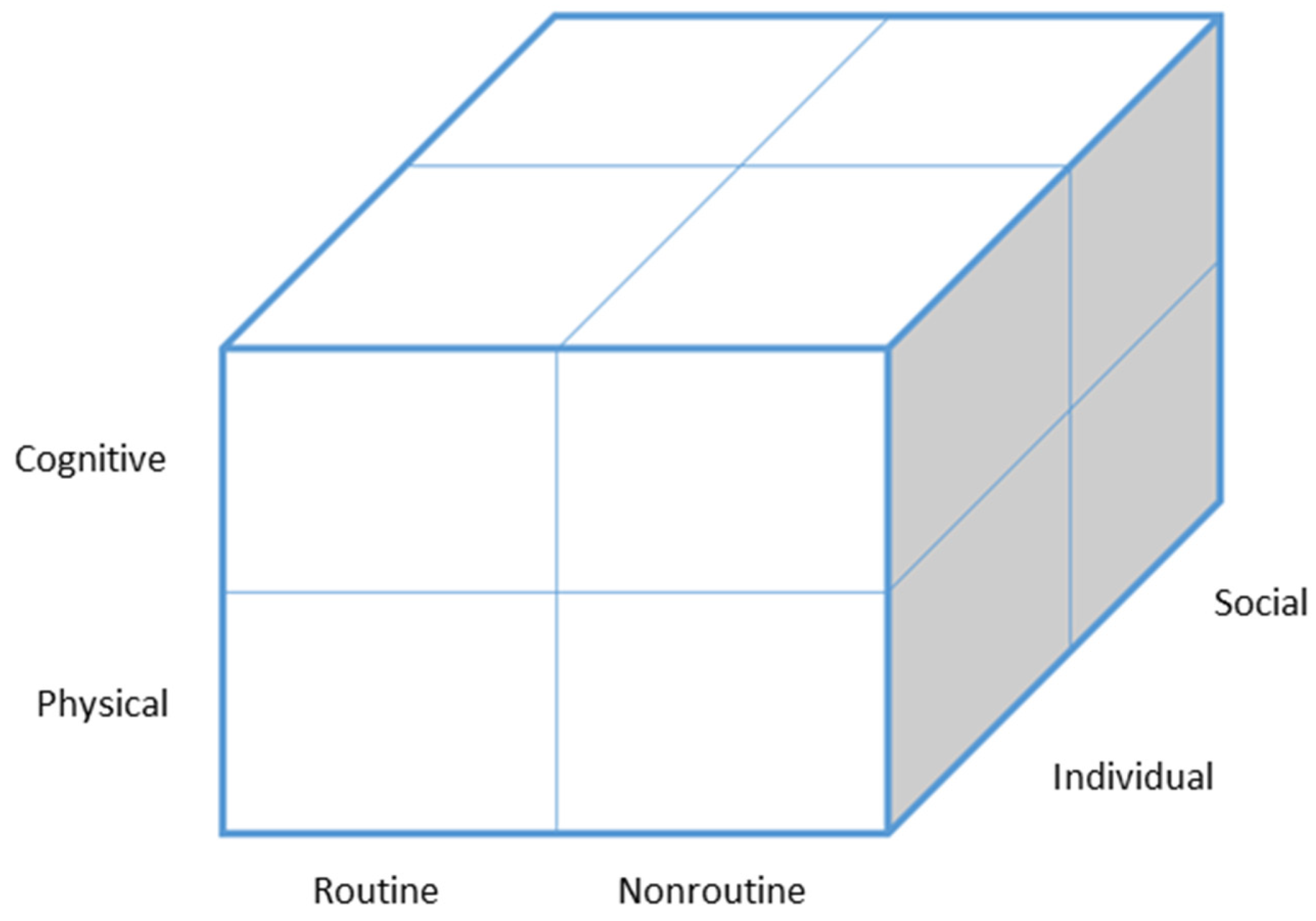{kind=link}
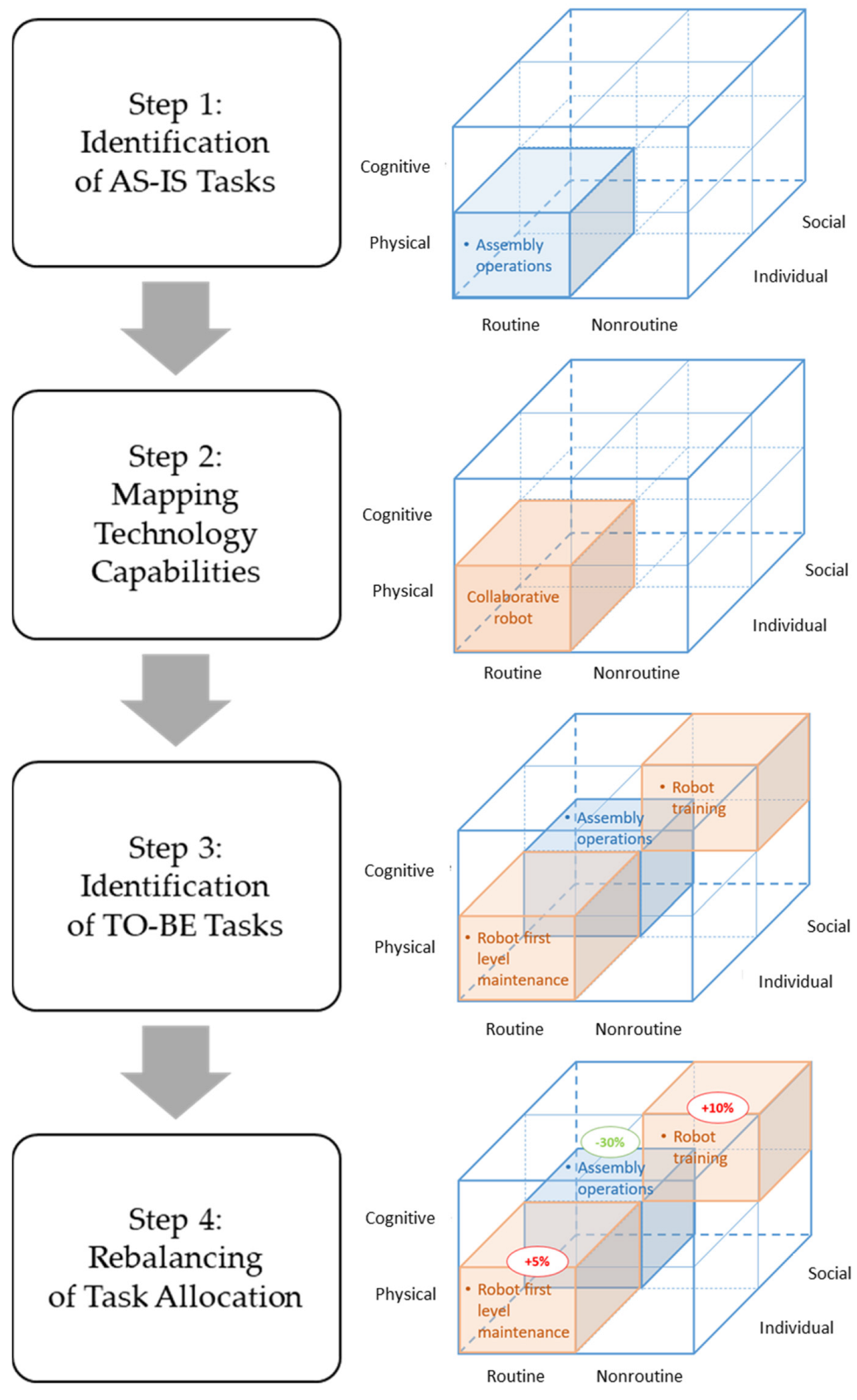{kind=link}
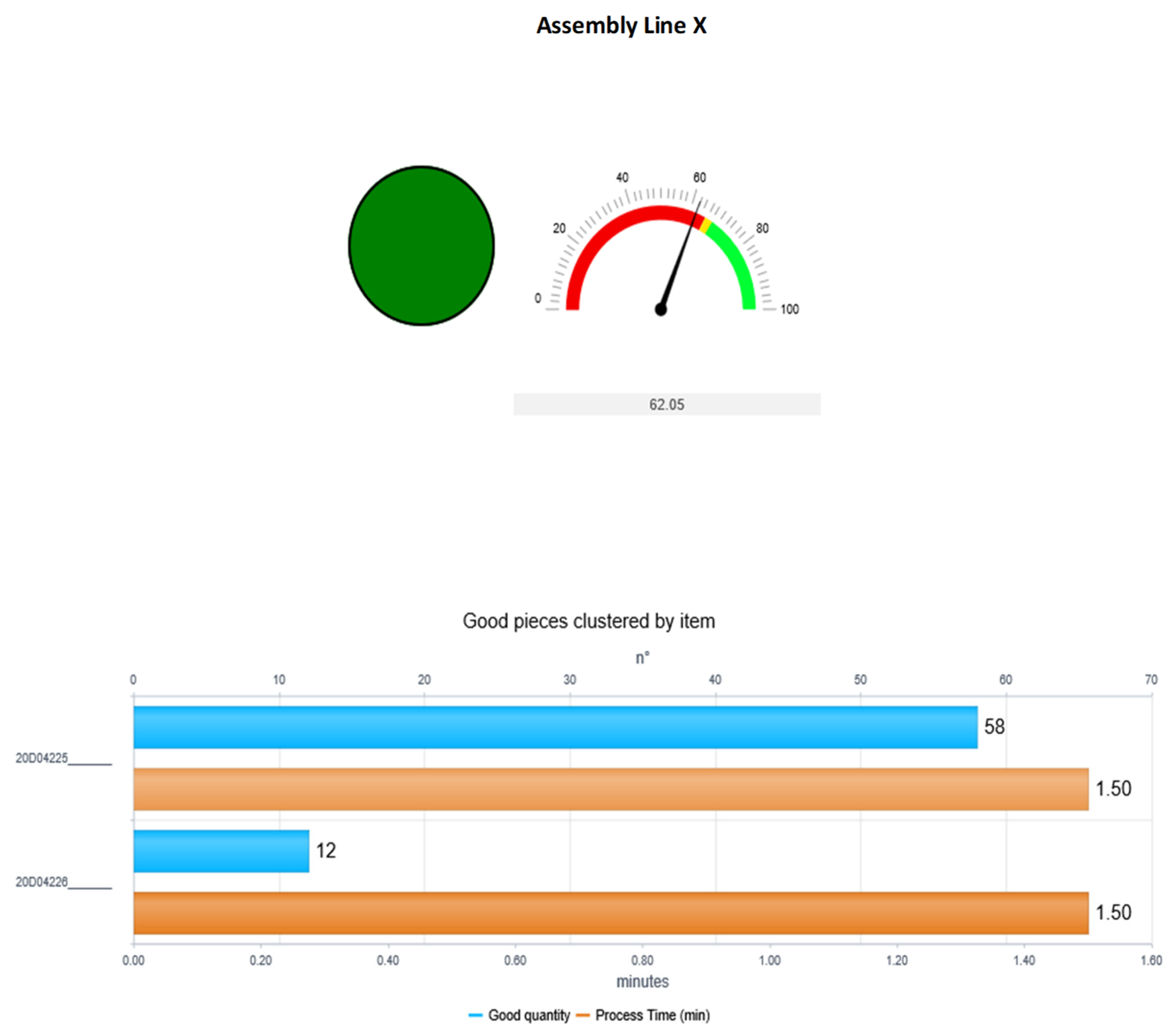{kind=link}
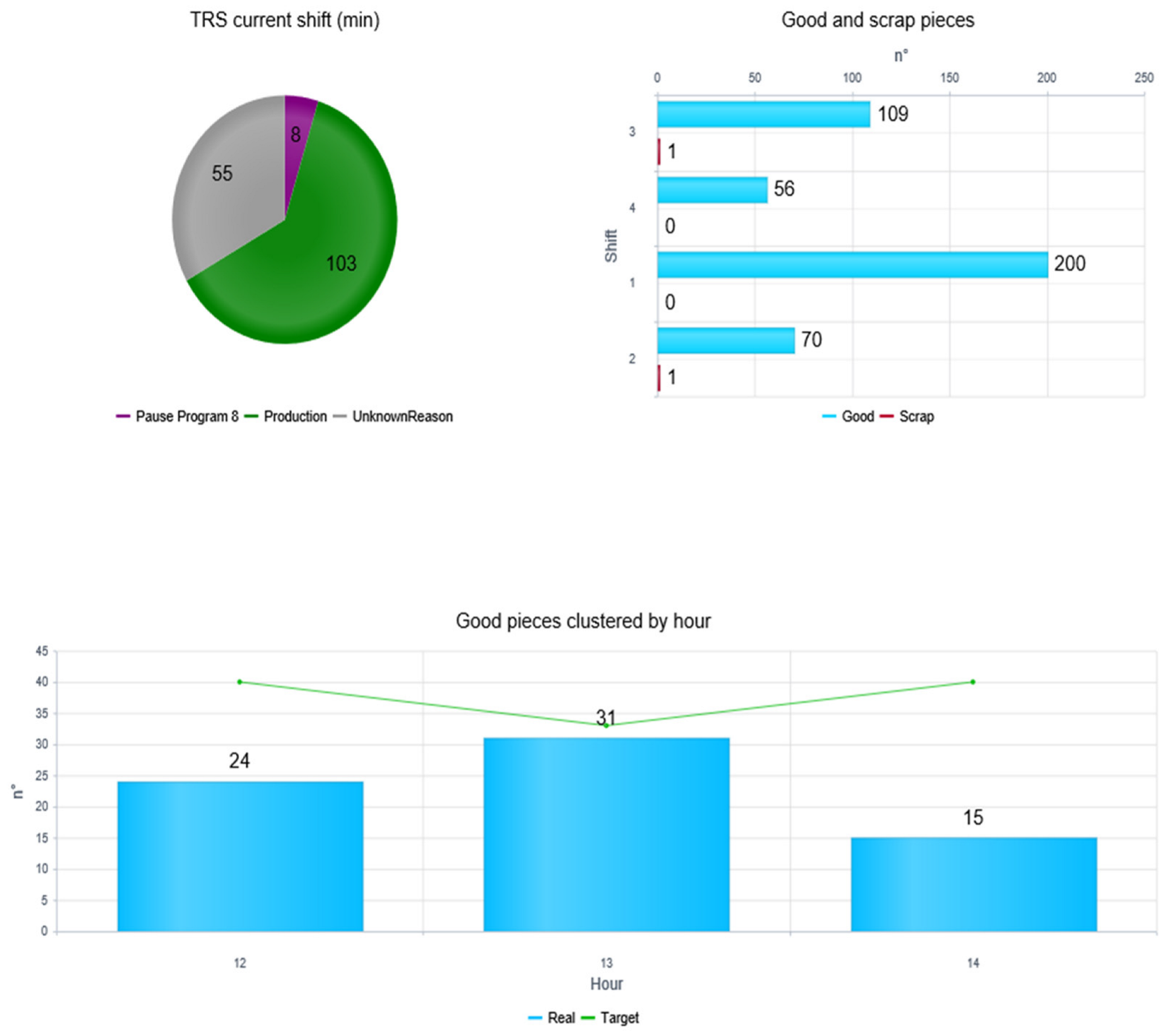{kind=link}
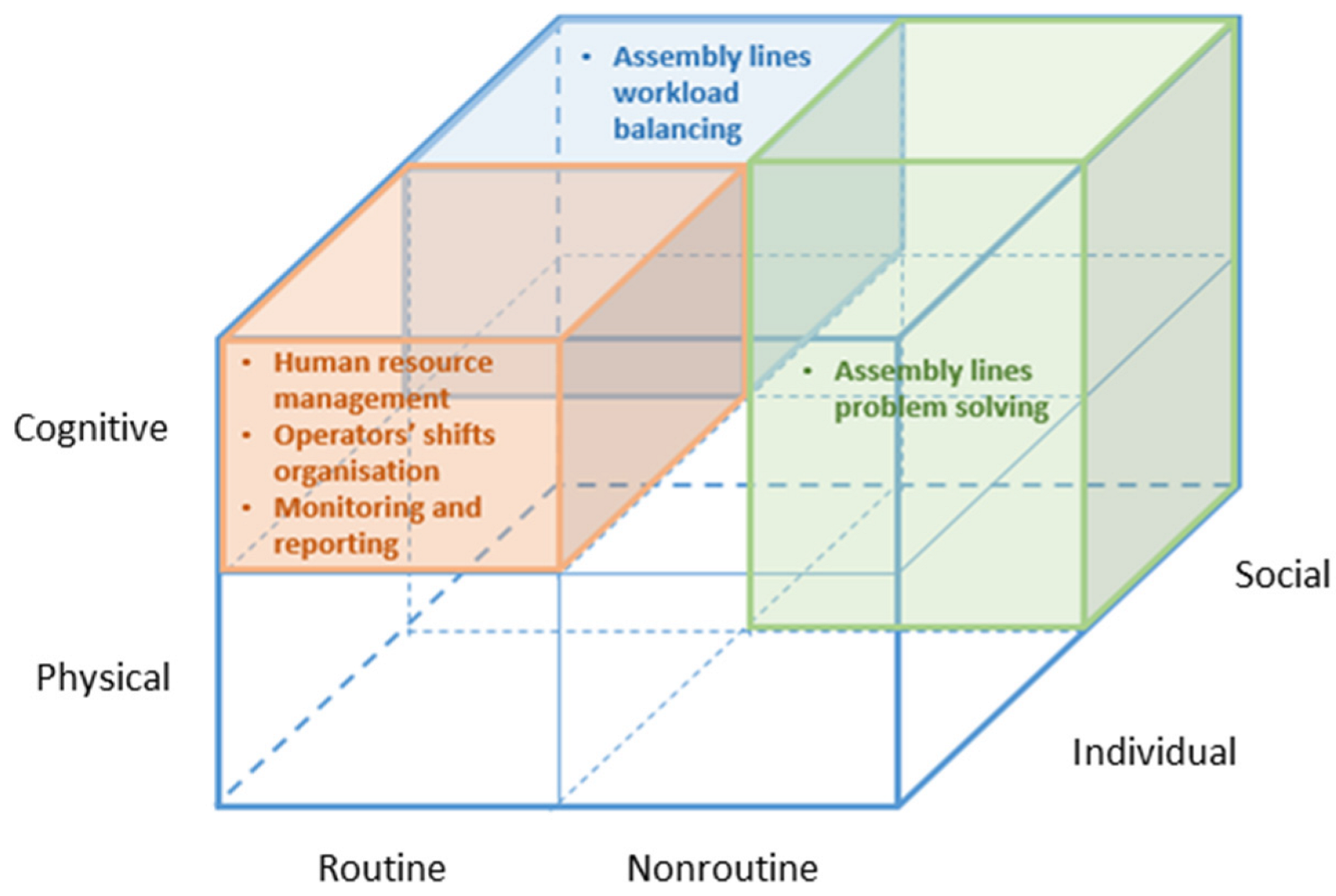{kind=link}
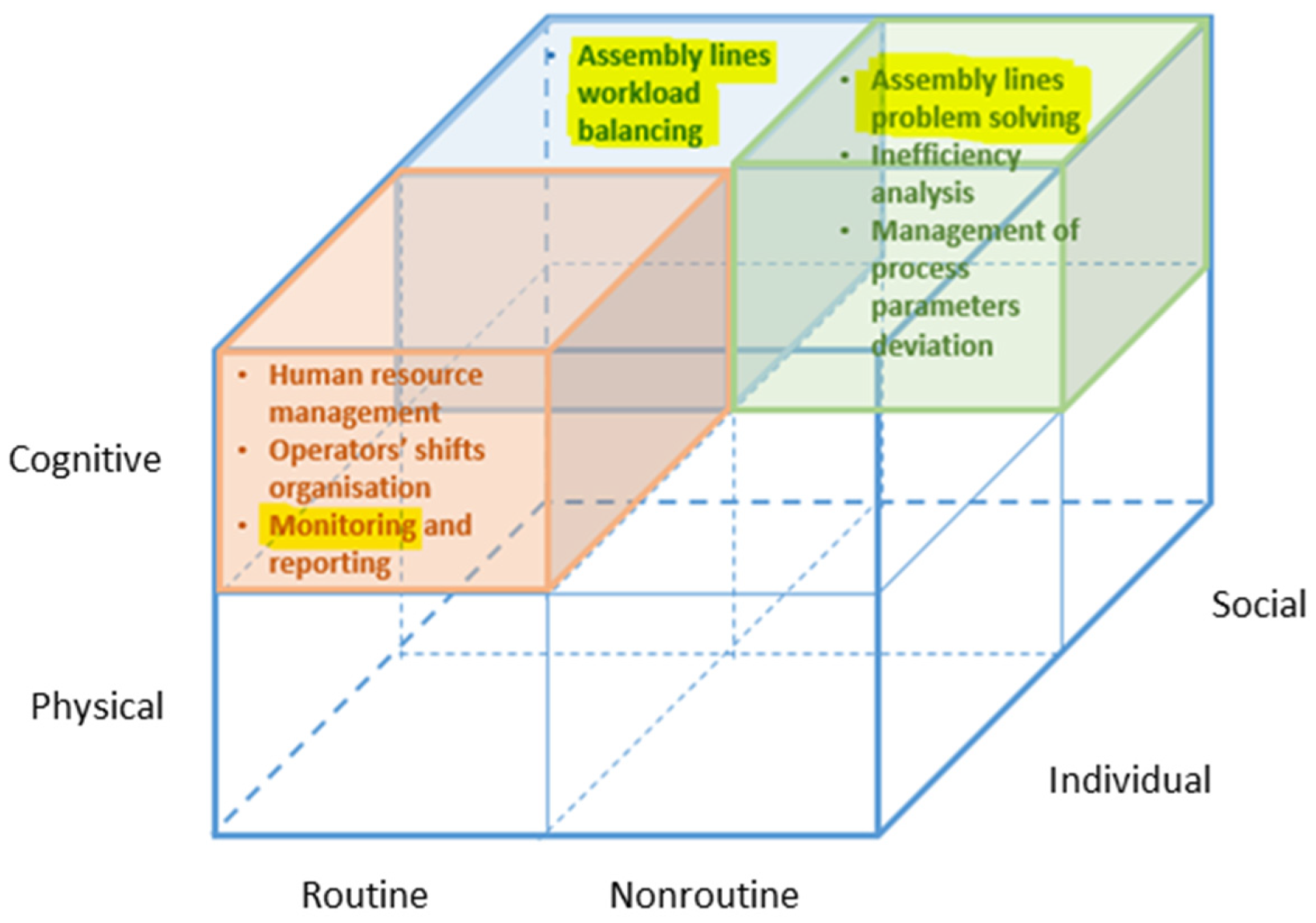{kind=link}