
Impact of Prolonged Exposure to Sour Service on the Mechanical Properties and Corrosion Mechanism of NACE Carbon Steel Material Used in Wet Sour Gas Multiphase Pipeline

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
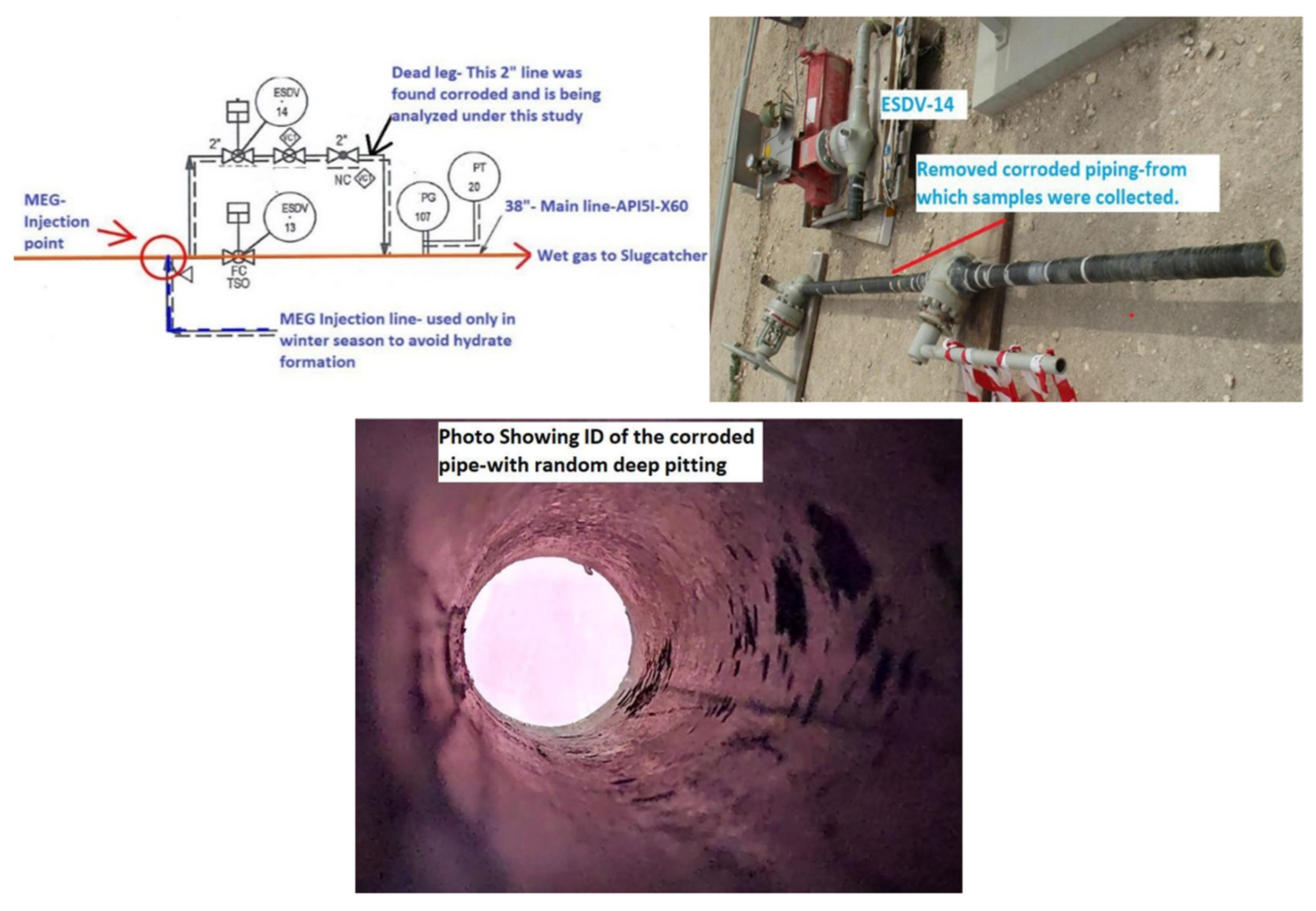
2.2. Operating Conditions
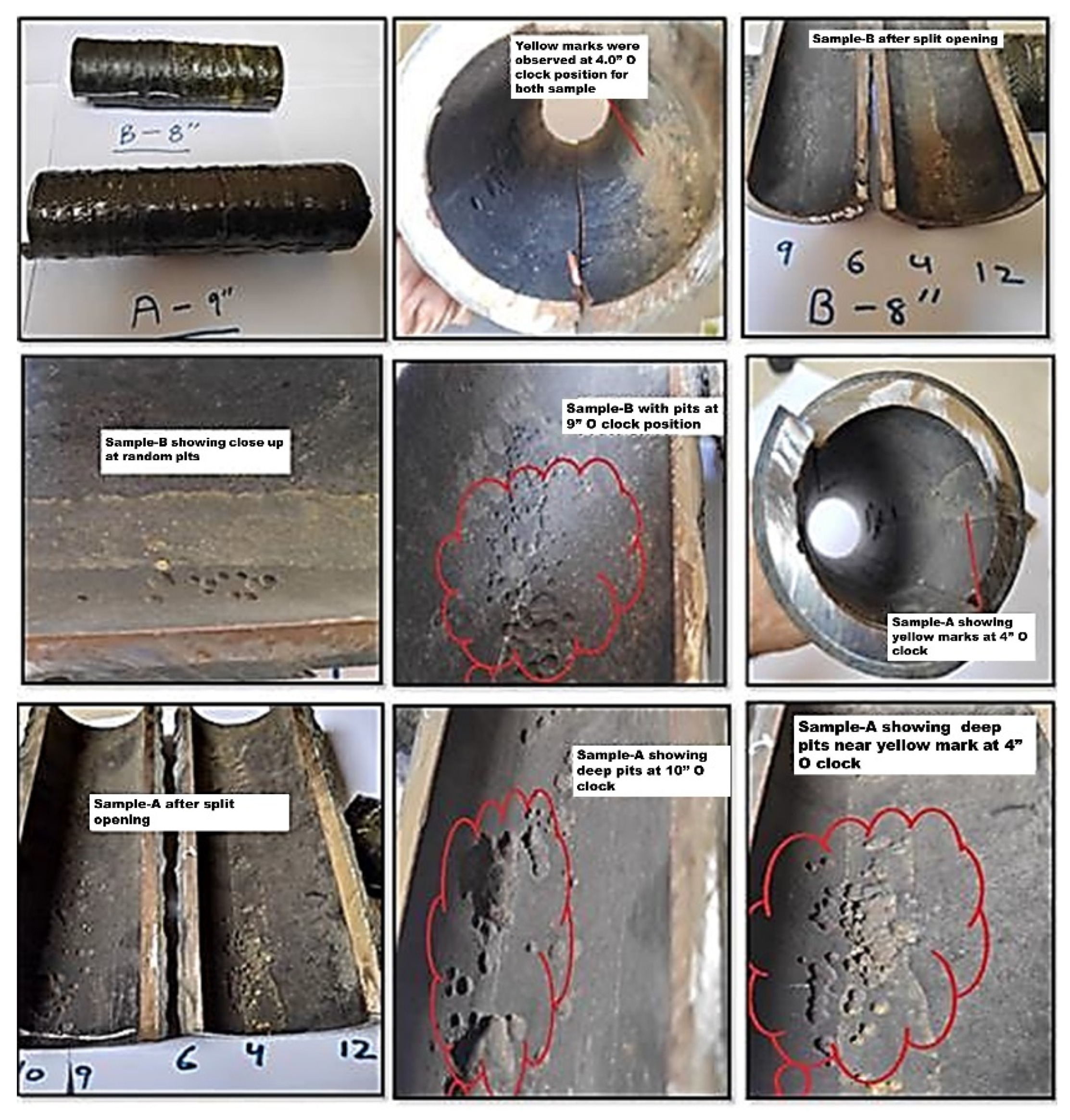
2.3. Visual Inspection Findings of the Corroded Spools
2.4. Sample Preparation and Testing
3. Results and Discussion
3.1. Optical Microscopy Analysis
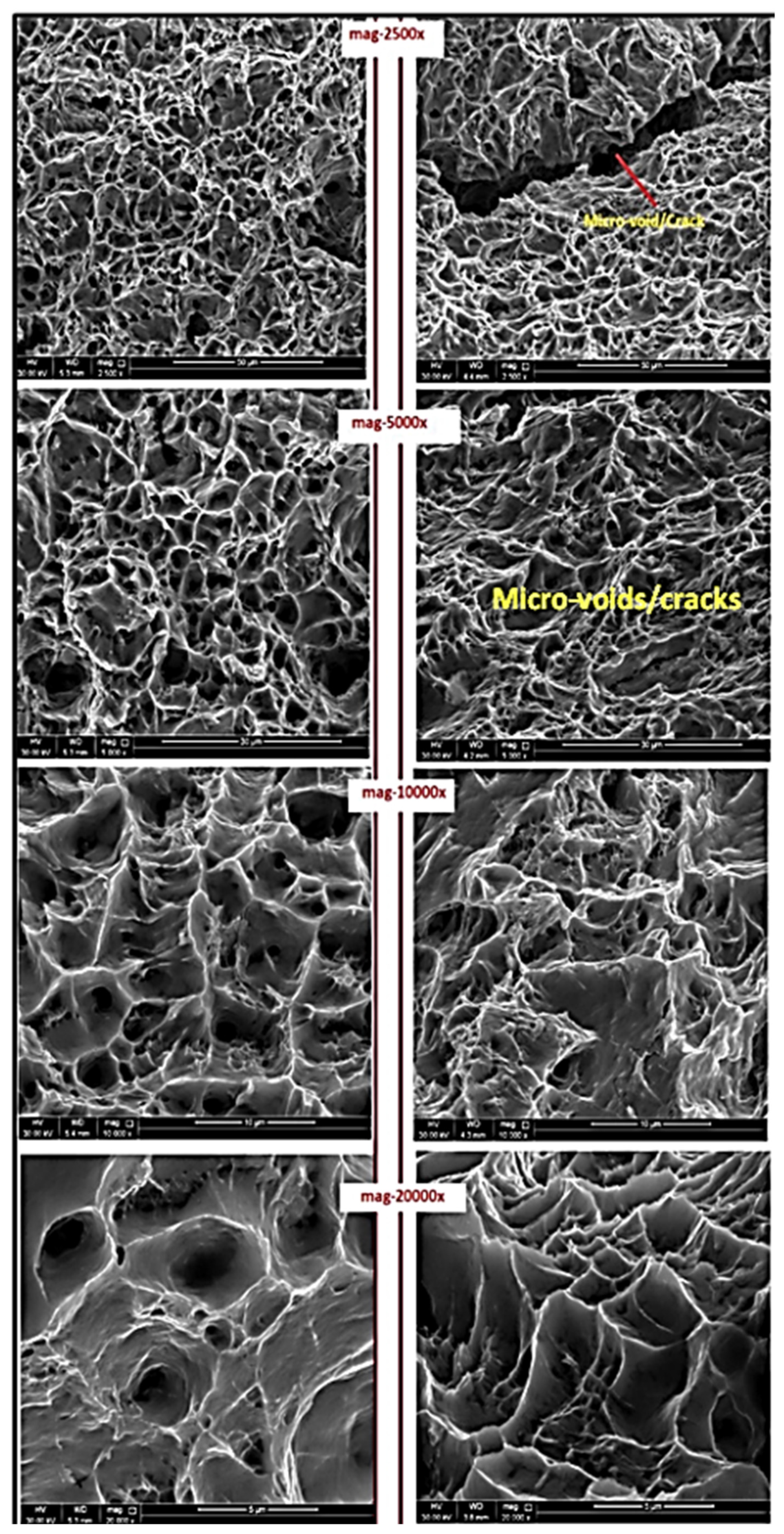
3.2. SEM Analysis
3.3. Microhardness Test
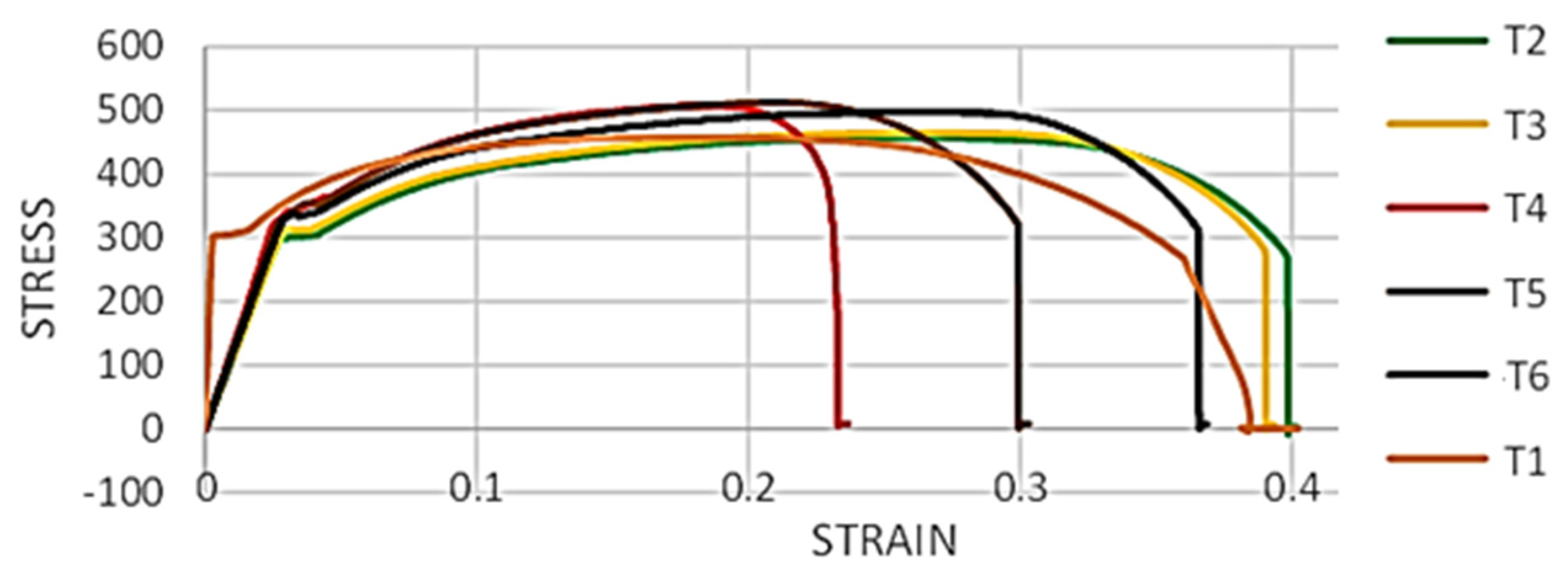
3.4. Tensile Test Results
3.5. Impact Results
3.6. XPS Analysis
3.7. Electrochemical Measurements
3.8. Correlating of Surface Analysis Results
3.9. Correlating Mechanical and SEM Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nešić, S. Key issues related to modelling of internal corrosion of oil and gas pipelines—A review. Corros. Sci. 2007, 49, 4308–4338. [Google Scholar] [CrossRef]
- Traidia, A.; Alfano, M.; Lubineau, G.; Duval, S.; Sherik, A. An effective finite element model for the prediction of hydrogen induced cracking in steel pipelines. Int. J. Hydrogen Energy 2012, 37, 16214–16230. [Google Scholar] [CrossRef]
- Alamri, A.H. Localized corrosion and mitigation approach of steel materials used in oil and gas pipelines—An overview. Eng. Fail. Anal. 2020, 116, 104735. [Google Scholar] [CrossRef]
- Shibata, A.; Madi, Y.; Okada, K.; Tsuji, N.; Besson, J. Mechanical and microstructural analysis on hydrogen-related fracture in a martensitic steel. Int. J. Hydrogen Energy 2019, 44, 29034–29046. [Google Scholar] [CrossRef]
- Silva, S.; Silva, A.; Gomes, J.P. Hydrogen embrittlement of API 5L X65 pipeline steel in CO2 containing low H2S concentration environment. Eng. Fail. Anal. 2020, 120, 105081. [Google Scholar] [CrossRef]
- Wang, P.; Wang, J.; Zheng, S.; Qi, Y.; Xiong, M.; Zheng, Y. Effect of H2S/CO2 partial pressure ratio on the tensile properties of X80 pipeline steel. Int. J. Hydrogen Energy 2015, 40, 11925–11930. [Google Scholar] [CrossRef]
- Sliem, M.; Fayyad, E.; Abdullah, A.; Younan, N.; Al-Qahtani, N.; Nabhan, F.F.; Ramesh, A.; Laycock, N.; Ryan, M.; Maqbool, M.; et al. Monitoring of under deposit corrosion for the oil and gas industry: A review. J. Pet. Sci. Eng. 2021, 204, 108752. [Google Scholar] [CrossRef]
- Cheng, Y. Analysis of electrochemical hydrogen permeation through X-65 pipeline steel and its implications on pipeline stress corrosion cracking. Int. J. Hydrogen Energy 2007, 32, 1269–1276. [Google Scholar] [CrossRef]
- Xie, J.; Yang, L.; Worthingham, B.; King, F. Hydrogen Effects on High Strength Pipeline Steels. In Proceedings of the Corros 2009, Atlanta, GA, USA, 22–26 March 2009. NACE-09120. [Google Scholar]
- Fassina, P.; Bolzoni, F.; Fumagalli, G.; Lazzari, L.; Vergani, L.; Sciuccati, A. Influence of hydrogen and low temperature on me-chanical behaviour of two pipeline steels. Eng. Fract. Mech. 2012, 81, 43–55. [Google Scholar] [CrossRef]
- Nykyforchyn, H.; Lunarska, E.; Tsyrulnyk, O.T.; Nikiforov, K.; Genarro, M.E.; Gabetta, G. Environmentally assisted “in-bulk” steel degradation of long term service gas trunkline. Eng. Fail. Anal. 2010, 17, 624–632. [Google Scholar] [CrossRef]
- Qi, Y.; Luo, H.; Zheng, S.; Chen, C.; Lv, Z.; Xiong, M. Comparison of tensile and impact behavior of carbon steel in H2S environments. Mater. Des. 2014, 58, 234–241. [Google Scholar] [CrossRef]
- ASTM E8; ASTM E8/E8M Standard Test Methods for Tension Testing of Metallic Materials 1. Annu B ASTM Stand 4 2010. ASTM International: West Conshohocken, PA, USA, 2020; pp. 1–27.
- ASTM E23-07ae1; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2007; pp. 1–28.
- Robertson, I.M. The effect of hydrogen on dislocation dynamics. Eng. Fract. Mech. 2001, 68, 671–692. [Google Scholar] [CrossRef]
- Turk, A.; Rivera-Díaz-del-Castillo, P.E. Hydrogen Resistant Ferritic and Martensitic Steels. Part I: The Origin of Embrittlement. Encycl. Mater. Met. Alloy. 2022, 4, 716–746. [Google Scholar]
- Martin, M.L.; Sofronis, P. Hydrogen-induced cracking and blistering in steels: A review. J. Nat. Gas Sci. Eng. 2022, 101, 104547. [Google Scholar] [CrossRef]
- Gonzalez, J.L.; Ramirez, R.; Hallen, J.M.; Guzman, R.A. Hydrogen-induced crack growth rate in steel plates exposed to sour environments. Corrosion 1997, 53, 935–943. [Google Scholar] [CrossRef]
- Alfitouri, A.O.; Savaş, M.A.; Evcil, A. Charpy Impact and Tension Tests of Two Pipeline Materials at Room and Cryogenic Temperatures. Int. J. Appl. Eng. Res. 2018, 13, 13321–13334. [Google Scholar]
- Godefroid, L.B.; Cândido, L.C.; Toffolo, R.V.B.; Barbosa, L.H.S. Microstructure and mechanical properties of two API steels for iron ore pipelines. Mater. Res. 2014, 17, 114–120. [Google Scholar] [CrossRef]
- Fang, H.; Young, D.; Nesic, S. Corrosion of Mild Steel In The Presence Of Elemental Sulfur. In Proceedings of the Corros 2008, New Orleans, LA, USA, 16–20 March 2008. NACE-08637. [Google Scholar]
- Bich, N.N.; Goerz, K. Caroline Pipeline Failure: Findings on Corrosion Mechanisms in Wet Sour Gas Systems Containing Significant Co. In CORROSION 96; NACE International: Houston, TX, USA, 1996. [Google Scholar]
- Maldonado-Zagal, S.B.; Boden, P.J. Hydrolysis of Elemental Sulphur in Water and its Effect on the Corrosion of Mild Steel. Br. Corros. J. 1982, 17, 116–120. [Google Scholar] [CrossRef]
- MacDonald, D.D.; Roberts, B.; Hyne, J.B. The corrosion of carbon steel by wet elemental sulphur. Corros. Sci. 1978, 18, 411–425. [Google Scholar] [CrossRef]
- Schmitt, G. Effect of elemental sulfur on corrosion in sour gas systems. Corrosion 1991, 47, 285–308. [Google Scholar] [CrossRef]
- Jackson, T.; Moses, J.; Stegmann, D. Sour Gas Plant Corrosion in the Presence of Elemental Sulfur. In Proceedings of the Corros 2018, Phoenix, AZ, USA, 15–19 April 2018. NACE-11266. [Google Scholar]
- Sliem, M.H.; Shahzad, K.; Sivaprasad, V.N.; Shakoor, R.A.; Abdullah, A.M.; Fayyaz, O.; Kahraman, R.; Umer, M.A. Enhanced mechanical and corrosion protection properties of pulse electrodeposited NiP-ZrO2 nanocomposite coatings. Surf. Coat. Technol. 2020, 403, 126340. [Google Scholar] [CrossRef]
- Sliem, M.H.; Radwan, A.B.; Mohamed, F.S.; Alnuaimi, N.A.; Abdullah, A.M. An efficient green ionic liquid for the corrosion inhibition of reinforcement steel in neutral and alkaline highly saline simulated concrete pore solutions. Sci. Rep. 2020, 10, 14565. [Google Scholar] [CrossRef] [PubMed]
- Sliem, M.H.; El Basiony, N.; Zaki, E.; Sharaf, M.A.; Abdullah, A.M. Corrosion Inhibition of Mild Steel in Sulfuric Acid by a Newly Synthesized Schiff Base: An Electrochemical, DFT, and Monte Carlo Simulation Study. Electroanalysis 2020, 32, 3145–3158. [Google Scholar] [CrossRef]
- Sliem, M.H.; Afifi, M.; Radwan, A.B.; Fayyad, E.M.; Shibl, M.F.; Heakal, F.E.-T.; Abdullah, A.M. AEO7 Surfactant as an Eco-Friendly Corrosion Inhibitor for Carbon Steel in HCl solution. Sci. Rep. 2019, 9, 2319. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ogawa, Y.; Matsunaga, H.; Yamabe, J.; Yoshikawa, M.; Matsuoka, S. Unified evaluation of hydrogen-induced crack growth in fatigue tests and fracture toughness tests of a carbon steel. Int. J. Fatigue 2017, 103, 223–233. [Google Scholar] [CrossRef]
- Frankel, G.; Sridhar, N. Understanding localized corrosion. Mater. Today 2008, 11, 38–44. [Google Scholar] [CrossRef]
- Asmara, Y.P. The Roles of H2S Gas in Behavior of Carbon Steel Corrosion in Oil and Gas Environment: A Review. J. Tek. Mesin 2018, 7, 37. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Zheng, Y.; Hou, D.; Zhang, H.; Li, Y.; Zhang, L. The influence of hydrogen sulfide on internal pres-sure strength of carbon steel production casing in the gas well. J. Pet. Sci. Eng. 2020, 191, 107113. [Google Scholar] [CrossRef]
- Morana, R.; Nice, P.I. Corrosion Assessment of High Strength Carbon Steel Grades P-110, Q-125, 140 and 150 for H2S Containing Producing Well Environments. In Proceedings of the Corrosion 2009, Atlanta, GA, USA, 22–26 March 2009. [Google Scholar]
- Okonkwo, P.C.; Sliem, M.H.; Shakoor, R.A.; Mohamed, A.M.A.; Abdullah, A.M. Effect of Temperature on the Corrosion Behavior of API X120 Pipeline Steel in H2S Environment. J. Mater. Eng. Perform. 2017, 26, 3775–3783. [Google Scholar] [CrossRef]
- Asmara, Y.P.; Ismail, M.C. Efficient design of response surface experiment for corrosion prediction in CO2 environments. Corros. Eng. Sci. Technol. 2012, 47, 10–18. [Google Scholar] [CrossRef]
- Asmara, Y.P.; Juliawati, A.; Sulaiman, A. Jamiluddin Mechanistic model of stress corrosion cracking (scc) of carbon steel in acidic solution with the presence of H2S. IOP Conf. Ser. Mater. Sci. Eng. 2013, 50, 012072. [Google Scholar] [CrossRef] [Green Version]
- Hua, Y.; Barker, R.; Neville, A. The influence of SO2 on the tolerable water content to avoid pipeline corrosion during the transportation of supercritical CO2. Int. J. Greenh. Gas Control 2015, 37, 412–423. [Google Scholar] [CrossRef]
- Nesic, S.; Vrhovac, M. A neural network model for CO2 corrosion of carbon steel. JCSE J. Corros. Sci. Eng. 1999, 1, 1–13. [Google Scholar]
- Nesic, S.; Nordsveen, M.; Maxwell, N.; Vrhovac, M. Probabilistic modelling of CO2 corrosion laboratory data using neural networks. Corros. Sci. 2001, 43, 1373–1392. [Google Scholar] [CrossRef]
- Lynch, S.P. Progress Towards Understanding Mechanisms of Hydrogen Embrittlement and Stress Corrosion Cracking. In Proceedings of the Corrosion 2007, Nashville, TN, USA, 11–15 March 2007. NACE-07493. [Google Scholar]
- Birnbaum, H.K. On the mechanisms of hydrogen related fracture in metals. In Environment Sensitive Fracture of Metals and Alloys; Wei, R.P., Duquette, D.J., Crooker, T.W., Sedriks, A.J., Eds.; Office of Naval Research: Arlington, VA, USA, 1987; pp. 105–113. [Google Scholar]
- Troiano, A.R. The role of hydrogen and other interstitials in the mechanical behavior of metals. Metallogr. Microstruct. Anal. 2016, 5, 557–569. [Google Scholar] [CrossRef]
- Lynch, S.P. Mechanisms of hydrogen assisted cracking—A review. In Hydrogen Effects on Material Behaviour and Corrosion Deformation Interactions; Metals & Materials Society: Warrendale, PA, USA, 2003; pp. 449–466. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | V | Nb | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Mass % | 0.16 | 0.45 | 1.65 | 0.02 | 0.003 | 0.08 | 0.05 | 0.04 | Bal. |
| Yield Strength (MPa) | Tensile Strength (MPa) | Ratio | ||
|---|---|---|---|---|
| Min | Max | Min | Max | Max |
| 415 | 565 | 520 | 760 | 0.93 |
| Stream | |||
|---|---|---|---|
| V/L | Vapor | Liquid | Water |
| Composition | |||
| H2O | 0.07 | 0.06 | 93.02 |
| H2S | 1.94 | 3.23 | 0.12 |
| CO2 | 3.64 | 2.66 | 0.08 |
| N2 | 5.20 | 0.72 | 0.00 |
| C1 | 81.29 | 27.17 | 0.00 |
| C2 | 4.65 | 5.42 | 0.00 |
| C6+ | 0.24 | 41.90 | 0.00 |
| Aromatics | 0.02 | 2.69 | 0.00 |
| Sulfur compound | 0.03 | 0.59 | 0.00 |
| MEG | 0.00 | 0.00 | 6.78 |
| Total flow (kg/h) | 1,419,247 | 253,734 | 16,286 |
| Mol. Wt. | 19.9 | 75.8 | 21.1 |
| Density (kg/m3) | 78.1 | 653.2 | 1058 |
| Viscosity (cp) | 0.014 | 0.334 | 3.40 |
| Sample Name | Non-Corroded | Corroded | Standard Values for X60 Steel [15] | ||||
|---|---|---|---|---|---|---|---|
| T1(10−4 mm/s) | T2 | T3 | T4 | T5 | T6 | ||
| Yield Stress (Mpa) | 304.7 | 298.16 | 303.4 | 325.9 | 326.04 | 333.16 | 415–565 |
| UTS (Mpa) | 457.9 | 456.35 | 465.24 | 507.77 | 511.99 | 497.3 | 520–760 |
| % elongation | 38% | 40% | 39% | 23.60% | 29.90% | 36% | 17.5% minimum/29.9 as per test certificate of new material |
| For other tensile samples (T2–T6) Strain rate used was 10−3 mm/s | |||||||
| Sample Number | With Notch/WO Notch | Absorbed Energy (Joules) at Room Temp. | Avg. Absorbed Energy for New API-5L-X60 Material at Room Temp |
|---|---|---|---|
| I1 | Standard samples with Notch | 60 | 210.271 Joules [19] 169 Joules [20] 260 [at 50 °C, as per material test certificate of new API 5L-X60 material] |
| I2 | 61 | ||
| I3 | 60 | ||
| I4 | Corroded samples with pitted areas at the center (No notch) | 102 | |
| I5 | 102 |
| Sample No. | Element Atomic Concentration | |||||
|---|---|---|---|---|---|---|
| S | Fe | O | C | Cu | Zn | |
| A1 | 6.93 | 3.39 | 10.52 | 68.36 | 8.48 | 0.19 |
| A2 | 16.94 | 5.98 | 10.98 | 49.38 | 13.36 | 0.15 |
| A3 | 18.48 | 5.31 | 11.82 | 53.09 | 10.34 | 0.69 |
| B1 | 11.46 | 3.68 | 13.4 | 58.81 | 9.74 | 0.35 |
| B2 | 5.1 | 3.34 | 12.88 | 72.21 | 4.67 | 0.4 |
| B3 | 1.85 | 1.57 | 7.45 | 88.72 | 0.29 | 0 |
| B4 | 7.39 | 2 | 11.72 | 71.86 | 5.01 | 0.23 |
| Rs, Ω cm−2 | CPE1 × 10−6 sn Ω−1 cm−2 | n1 | Rct, Ω cm−2 | |
|---|---|---|---|---|
| Uncorroded | 40.21 | 478 | 0.568 | 98.11 |
| Corroded | 27.22 | 946 | 0.598 | 64.63 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yadav, M.; Sliem, M.H.; Abdullah, A.M.; Youssef, K.M.; Al-Qahtani, N.H. Impact of Prolonged Exposure to Sour Service on the Mechanical Properties and Corrosion Mechanism of NACE Carbon Steel Material Used in Wet Sour Gas Multiphase Pipeline. Sustainability 2022, 14, 8015. https://doi.org/10.3390/su14138015
Yadav M, Sliem MH, Abdullah AM, Youssef KM, Al-Qahtani NH. Impact of Prolonged Exposure to Sour Service on the Mechanical Properties and Corrosion Mechanism of NACE Carbon Steel Material Used in Wet Sour Gas Multiphase Pipeline. Sustainability. 2022; 14(13):8015. https://doi.org/10.3390/su14138015
Chicago/Turabian StyleYadav, Manoj, Mostafa H. Sliem, Aboubakr M. Abdullah, Khaled M. Youssef, and Noora H. Al-Qahtani. 2022. "Impact of Prolonged Exposure to Sour Service on the Mechanical Properties and Corrosion Mechanism of NACE Carbon Steel Material Used in Wet Sour Gas Multiphase Pipeline" Sustainability 14, no. 13: 8015. https://doi.org/10.3390/su14138015