
Gearbox Fault Identification Model Using an Adaptive Noise Canceling Technique, Heterogeneous Feature Extraction, and Distance Ratio Principal Component Analysis




Abstract
:1. Introduction
2. The Background of the Techniques
2.1. Adaptive Noise Filtering Technique
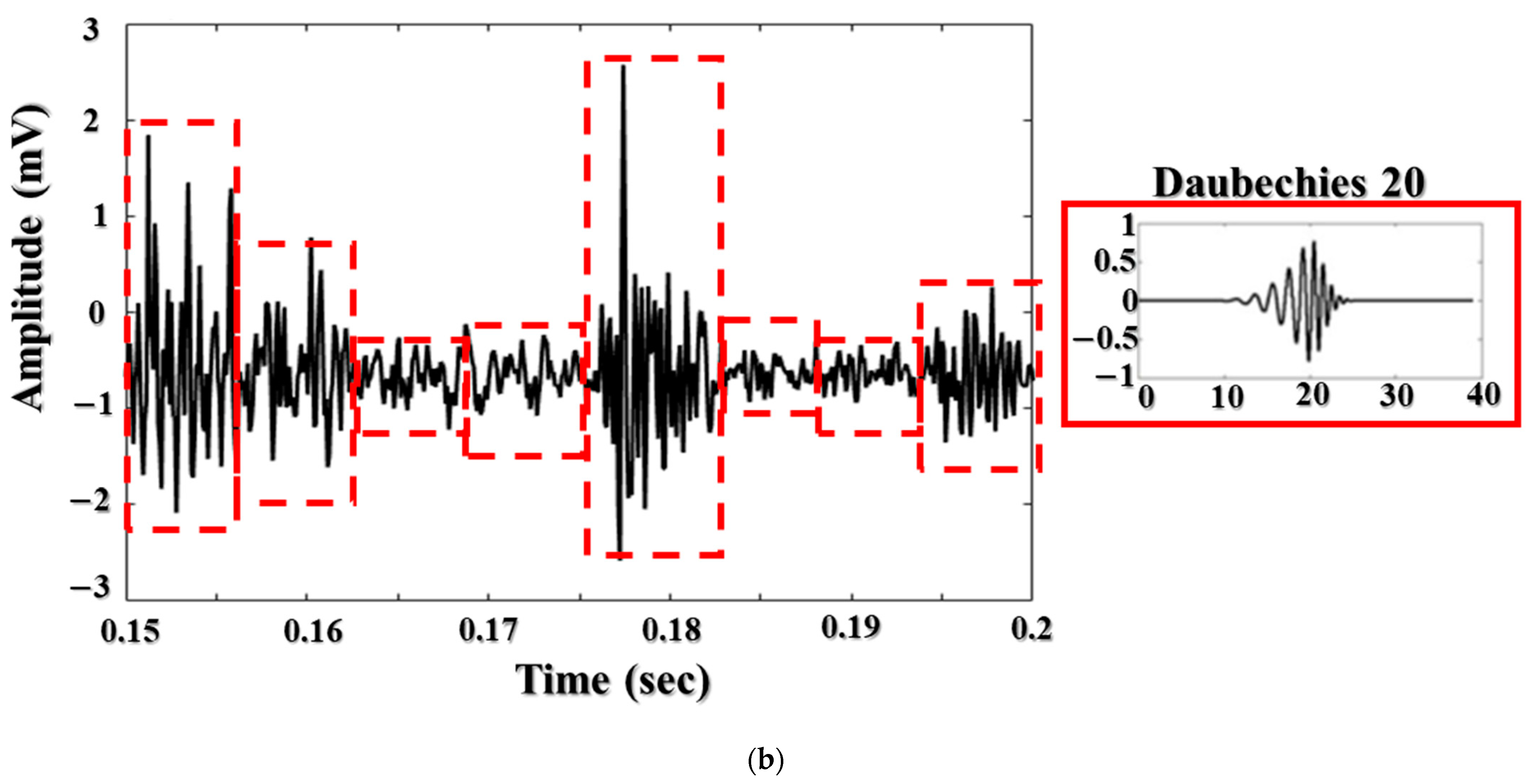
2.2. Wavelet Packet Transform (WPT)
2.3. Complex Envelope Analysis
2.4. Principle Component Analysis
3. The Experimental Gearbox Test-Rig and Dataset Description
4. The Proposed Gearbox Fault Diagnosis Model
4.1. ANCT
4.2. Heterogeneous Feature Pool Configuration
4.2.1. Statistical Feature Calculation
4.2.2. Wavelet Package Decomposition (WPD)
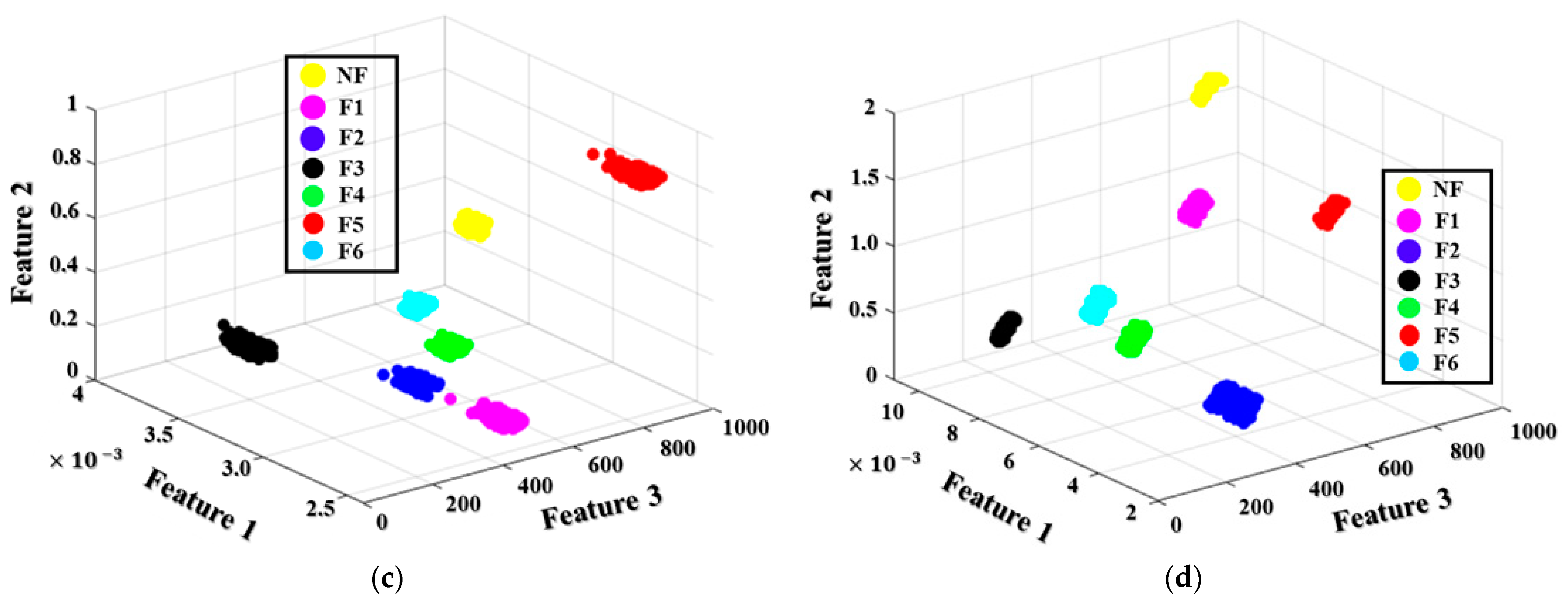
4.3. The Novel Distance Ratio Principal Component Analysis
4.4. Multi-Class Support Vector Machine to Identify Failure Conditions
5. Performance Evaluation Results and Discussion
5.1. The Effectiveness of the ANCT Performance
5.2. DRPCA-Based Feature Selection and Classification Results
5.3. Discussion
6. Conclusions
- (1)
- Vibration signals acquired from gearboxes have noisy components that dominate and distort the failure-related signal information, such as meshing frequency harmonics and sideband frequencies. To extract this information, a novel adaptive noise reduction method, ANCT, was proposed. ANCT uses an adaptive method to identify the appropriate Gaussian parameters for each segment of the vibration frequency domain. ANCT significantly reduces the noise in the vibration signal while retaining maximal failure-related information.
- (2)
- Since multi-level tooth-cut failures are essentially the same type of faults that only differ in their relative size, a heterogeneous feature pool was constructed by calculating more than a hundred statistical parameters of the denoised vibration signal in multiple domains using wavelet packet decomposition and complex envelope decomposition to ensure the collection of maximal information on each type of MTCF fault.
- (3)
- To reduce the dimensionality of the feature pool and select the most discriminative features for identifying the MTCF faults, a novel feature selection method, DRPCA, was proposed. DRPCA combines principal component analysis with relative distance ratio analysis of features of different fault types. The optimal feature set is constructed by selecting features with the highest relative distance ratio. This provides lower dimensionality, thereby improving the diagnostic performance of the OAOSVM, which was employed as a classifier.
- (4)
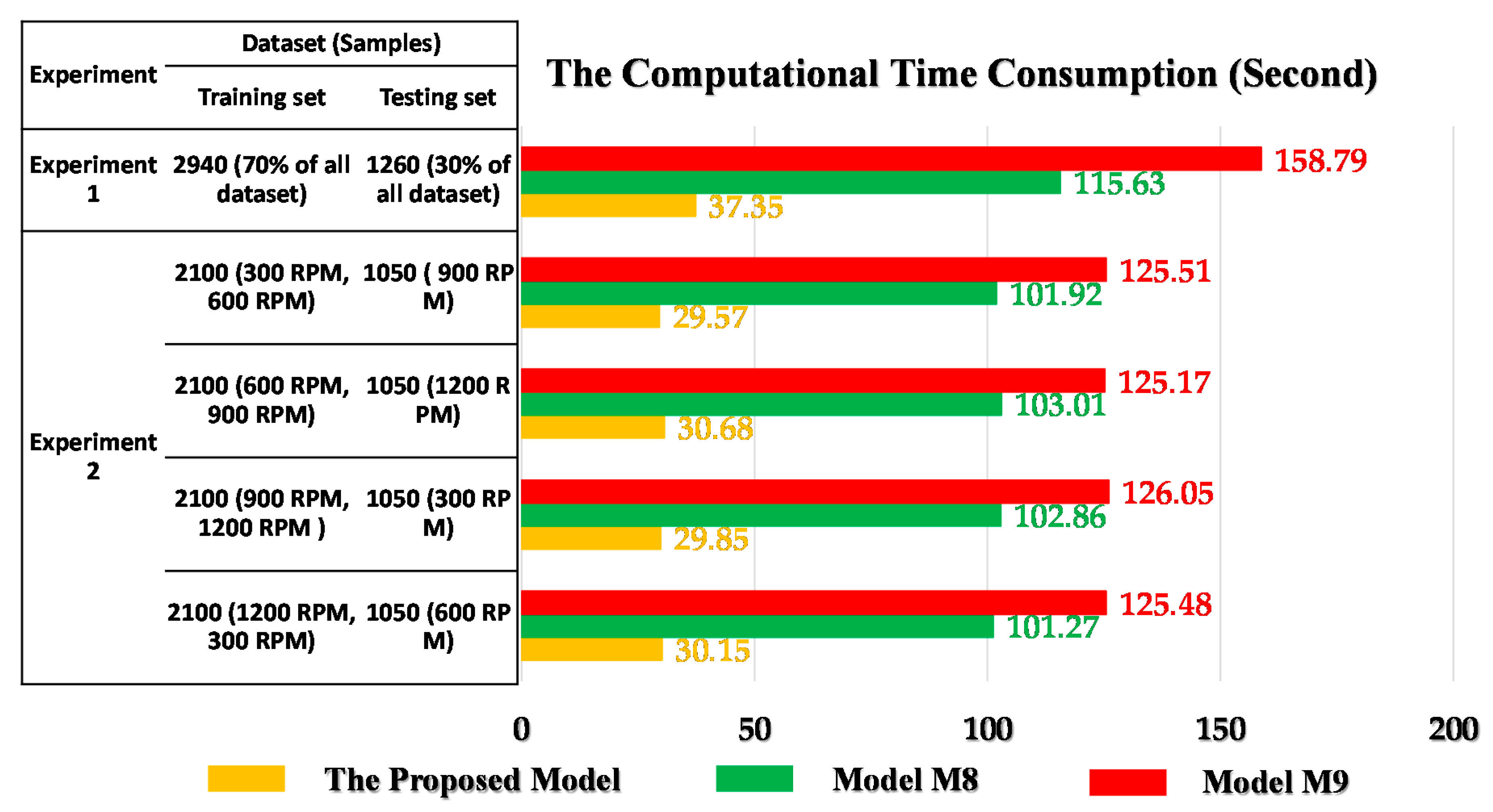
- Finally, the performance of the proposed methodology was evaluated using a real-world experimental testbed and two different experiments based on the operational speed, where the vibration data were collected. In the first experiment, datasets for all the operational speeds were merged into a single set. Then, training and test subsets were constructed by randomly collecting features from this set. In the second experiment, the training dataset consisted of data recorded with one speed, while the testing dataset consisted of data recorded with other speeds. The proposed model outperformed the state-of-the-art approaches, with an average identification accuracy of 100% in both experiments. Moreover, our proposed model showed three times the speed-up over the relevant models, including the deep neural architectures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| ANCT | adaptive noise-canceling technique |
| MTCF | multi-degree tooth-cut failures |
| HFP | heterogeneous feature pool |
| EMD | empirical mode decomposition |
| ADT | adaptive denoising technique |
| LDA | linear discriminant analysis |
| SVM | support vector machines |
| WPT | wavelet packet transform |
| KCV | K-fold cross validation |
| DRPCA | distance ratio principal component analysis |
| PCA | principle component analysis |
| HT | Hilbert transform |
| WT | wavelet transform |
| ICA | independent component analysis |
| GA | genetic algorithm |
| OAOSVM | one-against-one SVM |
| DAQ | data acquisition |
| AIA | average identification accuracy |
References
- León, R.; Montaleza, C.; Maldonado, J.L.; Tostado-Véliz, M.; Jurado, F. Hybrid Electric Vehicles: A Review of Existing Configurations and Thermodynamic Cycles. Thermo 2021, 1, 134–150. [Google Scholar] [CrossRef]
- Nie, M.; Wang, L. Review of Condition Monitoring and Fault Diagnosis Technologies for Wind Turbine Gearbox. Procedia CIRP 2013, 11, 287–290. [Google Scholar] [CrossRef] [Green Version]
- Praveenkumar, T.; Saimurugan, M.; Krishnakumar, P.; Ramachandran, K.I. Fault Diagnosis of Automobile Gearbox Based on Machine Learning Techniques. Procedia Eng. 2014, 97, 2092–2098. [Google Scholar] [CrossRef] [Green Version]
- Alban, L.E. Failures of Gears. In Failure Analysis and Prevention; William, T., Becker, R.J.S., Eds.; ASM International: Materials Park, OH, USA, 2002; Volume 11. [Google Scholar]
- Sait, A.S.; Sharaf-Eldeen, Y.I. A Review of Gearbox Condition Monitoring Based on Vibration Analysis Techniques Diagnostics and Prognostics. In Proceedings of the Conference Society for Experimental Mechanics Series; Springer: New York, NY, USA, 2011; Volume 5, pp. 307–324. [Google Scholar]
- Ghodake, S.B.; Mishra, P.A.K.; Deokar, P.A. V A Review on Fault Diagnosis of Gear-Box by Using Vibration Analysis Method. IPASJ Int. J. Mech. Eng. 2016, 4, 31–35. [Google Scholar]
- Zhang, R.; Gu, X.; Gu, F.; Wang, T.; Ball, A.D. Gear Wear Process Monitoring Using a Sideband Estimator Based on Modulation Signal Bispectrum. Appl. Sci. 2017, 7, 274. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, K.S.; Wei, D.; Zuo, M.J. Amplitudes of Characteristic Frequencies for Fault Diagnosis of Planetary Gearbox. J. Sound Vib. 2018, 432, 119–132. [Google Scholar] [CrossRef]
- Podulka, P. Selection of Methods of Surface Texture Characterisation for Reduction of the Frequency-Based Errors in the Measurement and Data Analysis Processes. Sensors 2022, 22, 791. [Google Scholar] [CrossRef]
- Patil, C.R.; Kulkarni, P.P.; Sarode, N.N.; Shinde, K.U. Gearbox Noise & Vibration Prediction and Control. Int. Res. J. Eng. Technol. 2017, 4, 873–877. [Google Scholar]
- Zhang, X.; Xu, G.; Kuang, J.; Suo, L.; Zhang, S.; Khalique, U. A Three-Phase Current Tacholess Envelope Order Analysis Method for Feature Extraction of Planetary Gearbox under Variable Speed Conditions. Sensors 2021, 21, 5714. [Google Scholar] [CrossRef]
- La, D.; Blas, C.; Lopez-Martin, C.A.; Delgado-Prieto, M.; Rios, R.O.; Picot, A.; Martincorena-Arraiza, M.; De, C.A.; Blas, L.C.; Lopez-Martin, A.; et al. Fault Detection of Planetary Gears Based on Signal Space Constellations. Sensors 2022, 22, 366. [Google Scholar] [CrossRef]
- Gearbox Fault, Y.; Khodaei, S.; Dao, P.B.; Qiu, L.; Yu, L.; Guo, Y.; Jiang, S.; Yang, Y.; Jin, X.; Wei, Y. Gearbox Fault Diagnosis Based on Improved Variational Mode Extraction. Sensors 2022, 22, 1779. [Google Scholar] [CrossRef]
- Roshanmanesh, S.; Hayati, F.; Papaelias, M. Utilisation of Ensemble Empirical Mode Decomposition in Conjunction with Cyclostationary Technique for Wind Turbine Gearbox Fault Detection. Appl. Sci. 2020, 10, 3334. [Google Scholar] [CrossRef]
- Guo, J.; Shi, Z.; Li, H.; Zhen, D.; Gu, F.; Ball, A.D. Early Fault Diagnosis for Planetary Gearbox Based Wavelet Packet Energy and Modulation Signal Bispectrum Analysis. Sensors 2018, 18, 2908. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fan, X.; Zuo, M.J. Gearbox Fault Detection Using Hilbert and Wavelet Packet Transform. Mech. Syst. Signal Processing 2006, 20, 966–982. [Google Scholar] [CrossRef]
- Yang, Q.; An, D. EMD and Wavelet Transform Based Fault Diagnosis for Wind Turbine Gear Box. Adv. Mech. Eng. 2013, 5, 212836. [Google Scholar] [CrossRef]
- Nguyen, C.D.; Prosvirin, A.; Kim, J.M. A Reliable Fault Diagnosis Method for a Gearbox System with Varying Rotational Speeds. Sensors 2020, 20, 3105. [Google Scholar] [CrossRef]
- Nguyen, C.D.; Prosvirin, A.E.; Kim, C.H.; Kim, J.-M. Construction of a Sensitive and Speed Invariant Gearbox Fault Diagnosis Model Using an Incorporated Utilizing Adaptive Noise Control and a Stacked Sparse Autoencoder-Based Deep Neural Network. Sensors 2020, 21, 18. [Google Scholar] [CrossRef]
- Caesarendra, W.; Kosasih, B.; Tieu, K.; Moodie, C.A.S. An Application of Nonlinear Feature Extraction—A Case Study for Low Speed Slewing Bearing Condition Monitoring and Prognosis. In Proceedings of the 2013 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, Wollongong, NSW, Australia, 9–12 July 2013; pp. 1713–1718. [Google Scholar] [CrossRef] [Green Version]
- Zhu, H.; He, Z.; Wei, J.; Wang, J.; Zhou, H. Bearing Fault Feature Extraction and Fault Diagnosis Method Based on Feature Fusion. Sensors 2021, 21, 2524. [Google Scholar] [CrossRef]
- Liu, R.; Zhao, Z.; Kundu, P.; Antonino-Daviu, J.A.; Liu, Z.; Ding, K.; Lin, H.; He, G.; Du, C.; Chen, Z. A Novel Impact Feature Extraction Method Based on EMD and Sparse Decomposition for Gear Local Fault Diagnosis. Machines 2022, 10, 242. [Google Scholar] [CrossRef]
- Duan, J.; Shi, T.; Zhou, H.; Xuan, J.; Zhang, Y. Multiband Envelope Spectra Extraction for Fault Diagnosis of Rolling Element Bearings. Sensors 2018, 18, 1466. [Google Scholar] [CrossRef] [Green Version]
- Guyon, I.; Elisseeff, A. An Introduction to Variable and Feature Selection. J. Mach. Learn. Res. 2003, 3, 1157–1182. [Google Scholar] [CrossRef]
- Zuo, M.J.; Lin, J.; Fan, X. Feature Separation Using ICA for a One-Dimensional Time Series and Its Application in Fault Detection. J. Sound Vib. 2005, 287, 614–624. [Google Scholar] [CrossRef]
- Li, W.; Zhang, L.; Xu, Y. Gearbox Pitting Detection Using Linear Discriminant Analysis and Distance Preserving Self-Organizing Map. In Proceedings of the 2012 IEEE I2MTC—International Instrumentation and Measurement Technology Conference Proceedings, Graz, Austria, 13–16 May 2012; pp. 2225–2229. [Google Scholar]
- Samanta, B. Gear Fault Detection Using Artificial Neural Networks and Support Vector Machines with Genetic Algorithms. Mech. Syst. Signal Processing 2004, 18, 625–644. [Google Scholar] [CrossRef]
- Abouhnik, A.; Ibrahim, G.R.; Shnibha, R.; Albarbar, A. Novel Approach to Rotating Machinery Diagnostics Based on Principal Component and Residual Matrix Analysis. ISRN Mech. Eng. 2012, 2012, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Sakthivel, N.R.; Nair, B.B.; Elangovan, M.; Sugumaran, V.; Saravanmurugan, S. Comparison of Dimensionality Reduction Techniques for the Fault Diagnosis of Mono Block Centrifugal Pump Using Vibration Signals. Eng. Sci. Technol. Int. J. 2014, 17, 30–38. [Google Scholar] [CrossRef] [Green Version]
- Liu, R.; Yang, B.; Zio, E.; Chen, X. Artificial Intelligence for Fault Diagnosis of Rotating Machinery: A Review. Mech. Syst. Signal Processing 2018, 108, 33–47. [Google Scholar] [CrossRef]
- Liu, J.; Zio, E. Feature Vector Regression with Efficient Hyperparameters Tuning and Geometric Interpretation. Neurocomputing 2016, 218, 411–422. [Google Scholar] [CrossRef]
- Hsu, C.W.; Lin, C.J. A Comparison of Methods for Multiclass Support Vector Machines. IEEE Trans. Neural Netw. 2002, 13, 415–425. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, C.D.; Ahmad, Z.; Kim, J.M. Gearbox Fault Identification Framework Based on Novel Localized Adaptive Denoising Technique, Wavelet-Based Vibration Imaging, and Deep Convolutional Neural Network. Appl. Sci. 2021, 11, 7575. [Google Scholar] [CrossRef]
- Lee, K.A.; Gan, W.S.; Kuo, S.M. Subband Adaptive Filtering: Theory and Implementation; John Wiley and Sons: Chichester, UK, 2009; ISBN 9780470516942. [Google Scholar]
- Maniruzzaman, M.; Billah, K.M.S.; Biswas, U.; Gain, B. Least-Mean-Square Algorithm Based Adaptive Filters for Removing Power Line Interference from ECG Signal. In Proceedings of the 2012 International Conference on Informatics, Electronics & Vision (ICIEV), Dhaka, Bangladesh, 18–19 May 2012; Volume 2012, pp. 737–740. [Google Scholar] [CrossRef]
- Yan, R.; Gao, R.X.; Chen, X. Wavelets for Fault Diagnosis of Rotary Machines: A Review with Applications. Signal Processing 2014, 96, 1–15. [Google Scholar] [CrossRef]
- Yan, R.; Gao, R.X. Multi-Scale Enveloping Spectrogram for Vibration Analysis in Bearing Defect Diagnosis. Tribol. Int. 2009, 42, 293–302. [Google Scholar] [CrossRef]
- Zhang, G.; Tang, L.; Zhou, L.; Liu, Z.; Liu, Y.; Jiang, Z. Principal Component Analysis Method with Space and Time Windows for Damage Detection. Sensors 2019, 19, 2521. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fakhfakh, T.; Chaari, F.; Haddar, M. Numerical and Experimental Analysis of a Gear System with Teeth Defects. Int. J. Adv. Manuf. Technol. 2005, 25, 542–550. [Google Scholar] [CrossRef]
- Chaari, F.; Bartelmus, W.; Zimroz, R.; Fakhfakh, T.; Haddar, M. Gearbox Vibration Signal Amplitude and Frequency Modulation. Shock Vib. 2012, 19, 635–652. [Google Scholar] [CrossRef]
- Lutovac, M.D.; Tošić, D.V.; Evans, B.L. Filter Design for Signal Processing Using MATLAB and Mathematica; Prentice-Hall: Englewood Cliffs, NJ, USA, 2001; ISBN 0201361302. [Google Scholar]
- Caesarendra, W.; Tjahjowidodo, T. A Review of Feature Extraction Methods in Vibration-Based Condition Monitoring and Its Application for Degradation Trend Estimation of Low-Speed Slew Bearing. Machines 2017, 5, 21. [Google Scholar] [CrossRef]
- Rafiee, J.; Tse, P.W.; Harifi, A.; Sadeghi, M.H. A Novel Technique for Selecting Mother Wavelet Function Using an Intelli Gent Fault Diagnosis System. Expert Syst. Appl. 2009, 36, 4862–4875. [Google Scholar] [CrossRef]
- Kang, M.; Kim, J.; Kim, J.M.; Tan, A.C.C.; Kim, E.Y.; Choi, B.K. Reliable Fault Diagnosis for Low-Speed Bearings Using Individually Trained Support Vector Machines with Kernel Discriminative Feature Analysis. IEEE Trans. Power Electron. 2015, 30, 2786–2797. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, C.D.; Prosvirin, A.; Kim, J.-M. Fault Identification of Multi-Level Gear Defects Using Adaptive Noise Control and a Genetic Algorithm. In Proceedings of the Intelligent Human Computer Interaction; Singh, M., Kang, D.-K., Lee, J.-H., Tiwary, U.S., Singh, D., Chung, W.-Y., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 325–335. [Google Scholar]
- Santos, P.; Villa, L.F.; Reñones, A.; Bustillo, A.; Maudes, J. An SVM-Based Solution for Fault Detection in Wind Turbines. Sensors 2015, 15, 5627–5648. [Google Scholar] [CrossRef] [Green Version]
- Manjurul Islam, M.M.; Kim, J.M. Reliable Multiple Combined Fault Diagnosis of Bearings Using Heterogeneous Feature Models and Multiclass Support Vector Machines. Reliab. Eng. Syst. Saf. 2019, 184, 55–66. [Google Scholar] [CrossRef]
- Widodo, A.; Kim, E.Y.; Son, J.D.; Yang, B.S.; Tan, A.C.C.; Gu, D.S.; Choi, B.K.; Mathew, J. Fault Diagnosis of Low Speed Bearing Based on Relevance Vector Machine and Support Vector Machine. Expert Syst. Appl. 2009, 36, 7252–7261. [Google Scholar] [CrossRef]
- Tomar, D.; Agarwal, S. A Comparison on Multi-Class Classification Methods Based on Least Squares Twin Support Vector Machine. Knowl.-Based Syst. 2015, 81, 131–147. [Google Scholar] [CrossRef]
- Cao, S.; Hu, Z.; Luo, X.; Wang, H. Research on Fault Diagnosis Technology of Centrifugal Pump Blade Crack Based on PCA and GMM. Measurement 2020, 173, 108558. [Google Scholar] [CrossRef]
- Rodríguez, J.D.; Pérez, A.; Lozano, J.A. Sensitivity Analysis of K-Fold Cross Validation in Prediction Error Estimation. IEEE Trans. Pattern Anal. Mach. Intell. 2010, 32, 569–575. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Shi, Z.; Lin, T.R.; Yu, G. An Iterative Reassignment Based Energy-Concentrated TFA Post-Processing Tool and Application to Bearing Fault Diagnosis. Measurement 2022, 193, 110953. [Google Scholar] [CrossRef]
- Shi, Z.; Yang, X.; Li, Y.; Yu, G. Wavelet-Based Synchroextracting Transform: An Effective TFA Tool for Machinery Fault Diagnosis. Control Eng. Pract. 2021, 114, 104884. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Devices | Specification |
|---|---|
| Vibration sensor (Accelerometer 622B01) | Sensitivity (V/g): 10.2 mV/(m/s2) |
| Operational frequency range: 0.42 to 10 kHz | |
| Resonant frequency: 30 kHz | |
| Measurement range: ±490 m/s2 | |
| 4-Channel data acquisition PCI-based board | 18-bit 40 MHz AD conversion, sampling frequency of 65.536 kHz is used for each of two channels simultaneously |
| Displacement transducer | Distance from the head of the transducer to a hole: 1.0 mm |
| Hole diameter: 12.80 mm | |
| Sensitivity: 0 to −3 dB | |
| Frequency response: 0–10 kHz |
| Gearbox Failure Condition | Description | Number of Samples for Each Rotation Speed (RPM) | Sampling Frequency (Hz) | |||
|---|---|---|---|---|---|---|
| 300 | 600 | 900 | 1200 | |||
| Non-Failure (NF) | Normal or perfect gearbox | 150 | 150 | 150 | 150 | 65,536 |
| Failure Type 1 (F1) | 6.6% of tooth length (0.6 mm/9 mm) | 150 | 150 | 150 | 150 | 65,536 |
| Failure Type 2 (F2) | 10% of tooth length (0.9 mm/9 mm) | 150 | 150 | 150 | 150 | 65,536 |
| Failure Type 3 (F3) | 20% of tooth length (1.8 mm/9 mm) | 150 | 150 | 150 | 150 | 65,536 |
| Failure Type 4 (F4) | 30% of tooth length (2.7 mm/9 mm) | 150 | 150 | 150 | 150 | 65,536 |
| Failure Type 5 (F5) | 40% of tooth length (3.6 mm/9 mm) | 150 | 150 | 150 | 150 | 65,536 |
| Failure Type 6 (F6) | 50% of tooth length (4.5 mm/9 mm) | 150 | 150 | 150 | 150 | 65,536 |
| Features | Equations | Features | Equations | Features | Equations |
|---|---|---|---|---|---|
| Peak | Max(|s|) | Shape factor | Mean | ||
| Root mean square | Entropy | Shape factor square mean root | |||
| Kurtosis | Skewness | Margin factor | |||
| Crest factor | Square mean root | Peak to peak | max(s)-min(s) | ||
| Clearance factor | 5th normalized moment | Kurtosis factor | |||
| Impulse factor | 6th normalized moment | Energy of signal | |||
| Frequency center (FC) | Root mean square frequency | Root variance frequency |
| Experiment | Dataset (Samples) | Average Identification Accuracy (AIA%) | ||||||||
| Training Set | Testing Set | Proposed | M1 | M2 | M3 | M4 | M5 | M6 | M7 | |
| Experiment 1 | 2940 (70% of dataset) | 1260 (30% of dataset) | 100 | 75.63 | 72.79 | 85.50 | 81.68 | 70.18 | 62.70 | 68.54 |
| Experiment 2 | 2100 (300 RPM, 600 RPM) | 1050 (900 RPM) | 100 | 80.31 | 72.54 | 86.65 | 69.82 | 63.43 | 63.51 | 46.50 |
| 2100 (600 RPM, 900 RPM) | 1050 (1200 RPM) | 100 | 79.17 | 81.87 | 89.51 | 72.85 | 75.31 | 61.39 | 51.29 | |
| 2100 (900 RPM, 1200 RPM) | 1050 (300 RPM) | 100 | 81.71 | 86.25 | 87.30 | 81.21 | 67.62 | 48.80 | 69.12 | |
| 2100 (1200 RPM, 300 RPM) | 1050 (600 RPM) | 100 | 85.69 | 68.10 | 91.90 | 75.49 | 82.17 | 52.10 | 55.37 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nguyen, C.D.; Kim, C.H.; Kim, J.-M. Gearbox Fault Identification Model Using an Adaptive Noise Canceling Technique, Heterogeneous Feature Extraction, and Distance Ratio Principal Component Analysis. Sensors 2022, 22, 4091. https://doi.org/10.3390/s22114091
Nguyen CD, Kim CH, Kim J-M. Gearbox Fault Identification Model Using an Adaptive Noise Canceling Technique, Heterogeneous Feature Extraction, and Distance Ratio Principal Component Analysis. Sensors. 2022; 22(11):4091. https://doi.org/10.3390/s22114091
Chicago/Turabian StyleNguyen, Cong Dai, Cheol Hong Kim, and Jong-Myon Kim. 2022. "Gearbox Fault Identification Model Using an Adaptive Noise Canceling Technique, Heterogeneous Feature Extraction, and Distance Ratio Principal Component Analysis" Sensors 22, no. 11: 4091. https://doi.org/10.3390/s22114091