
Advancements in Optimization and Control Techniques for Intensifying Processes


1
Department of Chemical Engineering, Katsura Campus Nishikyo-ku, Kyoto University, Kyoto 615-8510, Japan
2
Research Centre for Sustainable Technologies, Faculty of Engineering, Computing and Science, Swinburne University of Technology, Jalan Simpang Tiga, Kuching 93350, Sarawak, Malaysia
3
Department of Chemical Engineering, National Taiwan University of Science and Technology, Taipei 10607, Taiwan
*
Authors to whom correspondence should be addressed.
Processes 2021, 9(12), 2150; https://doi.org/10.3390/pr9122150
Submission received: 1 November 2021
/
Revised: 18 November 2021
/
Accepted: 23 November 2021
/
Published: 28 November 2021
(This article belongs to the Section Process Control and Monitoring)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Process Intensification (PI) is a vast and growing area in Chemical Engineering, which deals with the enhancement of current technology to enable improved efficiency; energy, cost, and environmental impact reduction; small size; and better integration with the other equipment. Since process intensification results in novel, but complex, systems, it is necessary to rely on optimization and control techniques that can cope with such new processes. Therefore, this review presents some advancements in the field of process intensification that are worthy of exploring in detail in the coming years. At the end, several important open questions that can be taken into consideration in the coming years are listed.
1. Introduction
The pioneering work from Stankiewicz and Moulijn [1] is undoubtedly the most referenced work that defines Process Intensification (PI). Here, it was defined as “any chemical engineering development that leads to a substantially smaller, cleaner, and more energy-efficient technology”. Later, more definitions appeared over time because PI has grown to consider more processes, units, and phenomena. PI was also defined as adding/enhancing phenomena in a process through the integration of operations, functions, phenomena or alternatively through the targeted enhancement of phenomena in an operation [2], any activity which enables smaller equipment for a given throughput, higher throughput for a given equipment size or process, less holdup for equipment or less inventory for process of certain material for the same throughput, less usage of utility materials, and feedstock for a given throughput and a given equipment size, and higher performance for a given unit size [3]. In addition, the authors classified PI into two main categories, which are unit intensification and plant intensification. The former aims to intensify a single pre-specified unit alone, and the latter aims to intensify more than one unit simultaneously. Stankiewicz et al. clustered the approaches to PI into four domains: structure (spatial), energy (thermodynamic), functional (synergy), and temporal (time) domains [4].
Nevertheless, the definitions of PI depend on the view of researchers and the aim(s) they pursue by utilizing PI. Therefore, there is still no single definition that unifies and covers all that has been performed in PI over the last two decades. In addition to process constraints, environmental, safety, and sustainability constraints are rising due to public and governmental concerns. Therefore, these were recently incorporated in PI [5]. There are several excellent reviews on PI, which readers are encouraged to refer to [3,6,7,8,9,10].
A quick search Scopus on publications dealing with PI, process synthesis, optimization, and control, in the field of Chemical Engineering reveals that PI has steadily grown in the past decades. Furthermore, for each of the areas, more than 40% of the publications between 1991 and 2020 were published in the last six years of that period, as indicated in Figure 1, where the star (⋆) shows the particular year. The combinations between PI and process synthesis, optimization, and control, in the field of Chemical Engineering are 77, 95, and 111 works. It reveals that there are still few works that consider both concepts, which also indicates that more research can be performed in these areas to implement optimization and control techniques. These combinations between PI and process synthesis, optimization, and control are shown in Figure S1 of the Supplementary Materials. It is worth mentioning that PI is gathering interest across multiple disciplines [11]. Therefore, it is expected that its expansion to more areas will continue.
This review focuses on the intensification of distillation-based processes because distillation is a mature and well-researched unit operation that has been the main topic in PI in recent years (extractive distillation, reactive distillation, etc.). In addition, several optimization and control techniques can be used for distillation processes because its mathematical model is well known and as well as its simulation, through built-in codes and commercial software, being available. This review covers, in particular, the research that has been conducted within the last few years in the fields of process synthesis, optimization, and control.
PI has been also applied for the miniaturization of processes, which are material and shape dependent. Plant miniaturization focuses on modular flexibility, shorter lead-time for fine chemicals, and the use of renewable energy sources. Other PI examples such as microwave reactors, fine bubble generation devices, rotating packed bed reactors, microreactors, electric fields, plasma technologies, and membrane-based separations are not so easy to model mathematically or to simulate because their performances are highly dependent on the size and shape of the devices and the operating flow rate and target systems. In addition, detailed and accurate mathematical models are not always available for such developing technologies. Thus, the research and development of these process intensifications are highly device and material oriented. Therefore, such developing technologies are outside of the scope of this review.
Finally, this review aims not to propose another definition of PI, but to present some advancements in process optimization and control techniques that are used to intensify a process. Particularly, this review shows that the presented techniques are relevant because the intensified processes present synergies and structures that are counterintuitive and elusive. In this sense, PI can take us into untraveled roads to process innovation.
2. Process Synthesis and Optimization
Advancements in PI come together with advancements in Process Synthesis (PS) and Process Optimization (PO) [12]. Although process synthesis, integration, and intensification focus on improving the performance of chemical processes in terms of energy efficiency, sustainability, and economic profitability, there are several differences between these approaches. Traditional process synthesis operates at the equipment and flowsheet scales; process integration deals with plant-scale decisions, material/energy redistribution, and utility networks. Process intensification, on the other hand, seeks for enhancements at the fundamental physicochemical phenomena scale to generate novel equipment and flowsheet alternatives [13].
2.1. Process Synthesis
Process synthesis aims to screen flowsheet variants, equipment types, operating conditions, and equipment connectivity under several designs and operational constraints [13]. Process synthesis aims to find the best processing route, from among numerous alternatives, to convert given raw materials to specific (desired) products, subject to predefined performance criteria. Hence, process synthesis involves analyzing the problem to be solved and generating, evaluating, and screening process alternatives to identify the best process option. Process synthesis is usually performed through the following three methods: (1) rule-based heuristic methods, which are defined from process insights and know-how; (2) mathematical programming-based methods, where the best flowsheet alternative is determined from network superstructure optimization (this method is useful when the system is well-defined, and many combinations of alternatives are considered); and (3) hybrid methods, which use process insights, know-how, rules, and mathematical programming; that is, models are used to obtain good physical insights that aid in reducing the search space of alternatives so that the synthesis problem to be solved will involve less alternatives [5]. Thus, the fundamental goal of process synthesis is the invention of detailed processing routes at the desired scale, safely, environmentally responsibly, efficiently, and economically, in a manner that is superior to all other possible processes [14].
PS has notably attained significant advances in synthesis tools and techniques, primarily for heat exchangers and separation networks. Excellent reviews of PS have been provided, and they should be referred to for more details [15,16].
Sitter et al. have classified process synthesis into Heuristic, Mathematical Optimization, and Hybrid, which are useful in terms of improving an existing equipment/process [12]. Superstructure-based representation is preferred for synthesizing intensified processes for its systematic evaluation of a large space of structural alternatives. In addition, superstructure synthesis attempts to solve the simultaneous design problem as a mathematical programming problem. Nevertheless, an inherent limitation of superstructure-based approaches is the need to define an initial superstructure to capture all the desired alternatives [17]. Such superstructures can have several degrees of aggregation, and the formulated optimization problems can be solved deterministically (e.g., Mixed Integer Non-Linear Programming, MINLP) or stochastically (e.g., SA, MDE).
At a high aggregation level, superstructures comprise a set of plausible equipment or tasks subject to improvement/intensification. Nevertheless, starting from pre-established process alternatives limits the design search space. Thus, this level of aggregation results in little improvements of equipment and processes and makes it difficult to find novel intensified processes. On the other hand, at a low aggregation level, a phenomenological approach that combines cooling, heating, mixing, splitting, reaction, etc. can generate novel intensified processes [13].
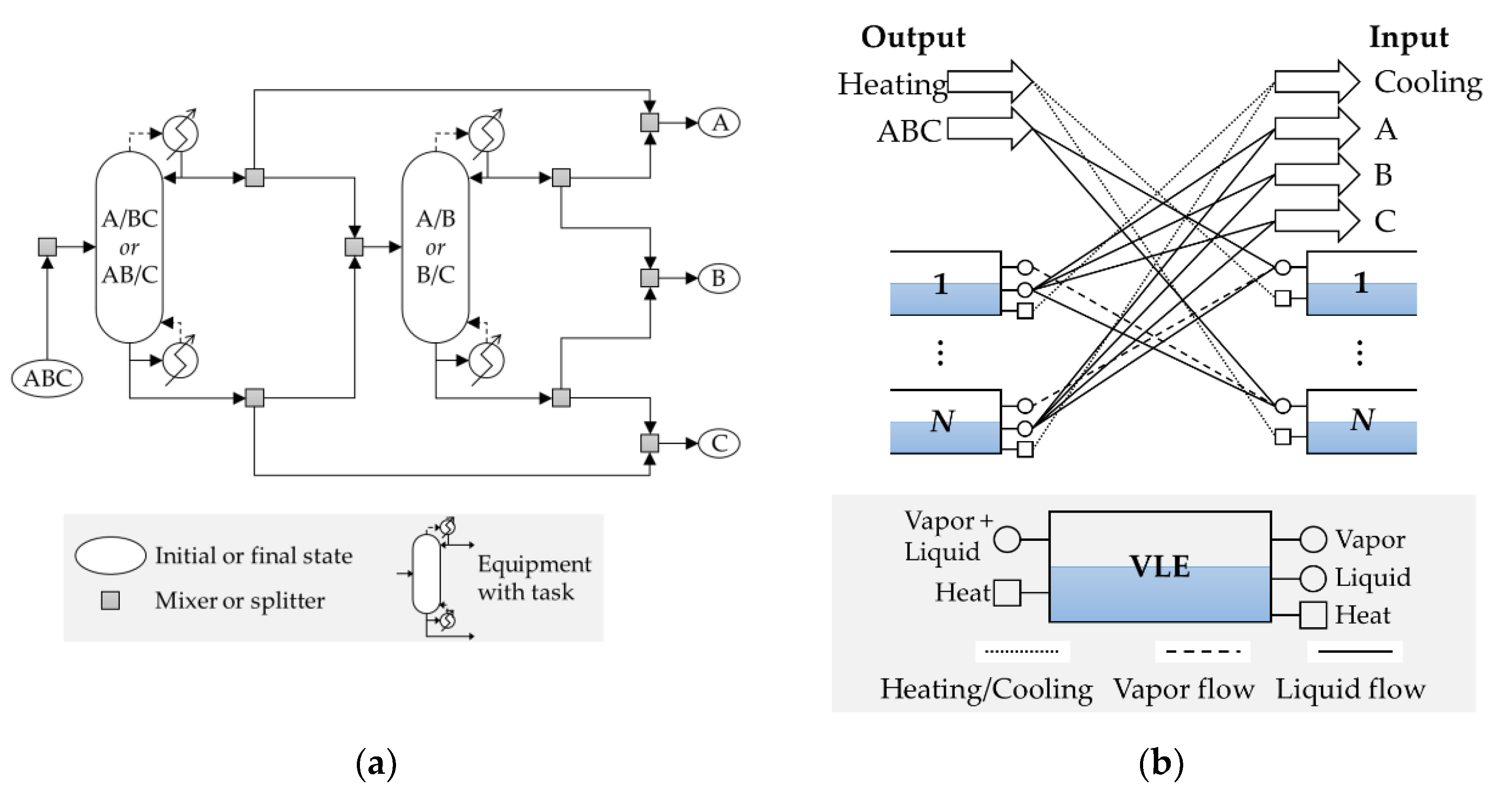
For example, Figure 2 shows the separation of a ternary mixture by distillation. Figure 2a is an example of a high aggregation level, which is represented by a state-equipment network (SEN) superstructure for the synthesis of distillation column sequences with high aggregation levels [18]. Here, the best solution can be either the direct sequence (i.e., A and B are obtained at the top of the columns) or the indirect sequence (i.e., B and C are obtained at the bottom of the columns). Nevertheless, Figure 2b is an example of a low aggregation level in which distillation modules interconnect to derive a Petlyuk-like distillation column [19]. Here, distillation modules are subspaces in the ternary mixture composition for the vapor–liquid equilibrium (VLE), and their liquid and vapor enthalpies are uniquely determined.
From this comparison, it can be seen that the latter approach is not subject to any predefined structure of connectivity between columns. The result agrees with what has been confirmed over the last decades, namely that Petlyuk-type columns outperform conventional distillation whenever heat integration is not considered [20]. The key point in low aggregation representation is that they deviate from classical equipment or structure-oriented optimization; therefore, their superstructure representation is not so easy to understand at first glance. In particular, to understand Figure 2b, the readers should refer to [20] for more details.
Commercializing a new chemical process is a complicated enterprise involving many steps. In the future, process designers are likely to interact much more closely with other parts of the overall innovation process, both upstream and downstream of the traditional process synthesis steps [14]. Therefore, this review focuses on some PI advancements starting at a low aggregation level, and for which, at the final step, the connections among phenomena are interpreted by recombining them into task-integrated equipment.
Gani and coworkers proposed the phenomena-based building blocks (PBBs) methodology to represent and recreate process flowsheets starting from the identification of the existing phenomena in a base-case design. Then, the most promising phenomena-based structures are transformed into unit operations [5,21]. Recent advancements using the PBBs methodology include the synthesis and intensification of the production of dimethyl carbonate with CO2 utilization with consideration of operational feasibility, economics, life cycle assessment factors, and sustainability criteria [22], the dehydration of ethanol through a membrane-assisted distillation process (taking into account an economic criterion) [23], the transesterification of propylene carbonate with methanol to generate dimethyl carbonate and 1,2-propanediol (considering an economic criterion) [24], the intensification of the aldolization of an ethylene glycol and 1,2-butanediol mixture with acetaldehyde to produce 2-methyl-1,3-dioxolane and 4-ethyl-2-methyl-1,3-dioxolane [25], the esterification of isoamyl alcohol with acetic acid for the production of isoamyl acetate and the aldolization of ethylene glycol and 1,2-butanediol with acetaldehyde for the production of 2-methyl-1,3-dioxolane and 4-ethyl-2-methyl-1,3-dioxolane (taking into consideration an inherent safety assessment in addition to economic and sustainability criteria) [26], the production of ethylene glycol through the hydrolysis of ethylene oxide using an ε-constraint-based multi-objective optimization framework [27], the production of dimethyl ether from methanol (considering energy, CO2 emissions, and sustainability indicators) [28], and the production of ethyl lactate from ethanol and lactic acid (considering economic, environmental, sustainability, and inherent safety criteria) [29]. In addition, Garg et al. [30] presented the key concepts and step-by-step workflow of the phenomena-based intensification method for hybrid separation schemes along with a summary of published case studies with novel solutions for chemical and biochemical processes. It showed in detail the solutions for the production of ethylene glycol through ethylene oxidation and ethylene oxide hydration reactions and the production of Bio-Succinic acid.
Pistikopoulos and coworkers proposed the Generalized Modular Framework (GMF) for process synthesis based on fundamental mass/heat-transfer principles [31]. The GMF methodology has been used for synthesis of a heat exchange network (HEN) that minimizes the total annualized cost for the retrofitting of an existing process [32], the separation of binary mixtures with homogeneous azeotropes [33], the synthesis of combined separation-reaction systems in which reactive distillation (RD) was the best option in economic terms [34], the synthesis of complex distillation columns including thermally coupled alternatives [35], and the synthesis of a NOx reactive absorption process in which the Total Annualized Cost (TAC) was minimized [36]. Recent advancements using the GMF methodology include the synthesis and intensification of nonideal azeotropic ethanol-water separation without using a pre-postulation of plausible unit/flowsheet configurations [37], reactive distillation columns for the production of methyl tert-butyl ether (MTBE) from isobutylene and methanol using a heterogeneous catalyst [38], and reactive distillation columns for the metathesis of 2-pentene at atmospheric pressure [39].
Manousiouthakis and coworkers proposed the state space (SS) framework approach to process synthesis. SS decomposes the process network into two blocks of operations: the distribution network (DN), where all mixing, splitting, recycling, and bypassing of process streams occurs; and the process operator (OP), where all other process unit operations take place. The process input streams feed into, and the process outlet streams emerge from, the DN. Then, Manousiouthakis and coworkers proposed the Infinite DimEnsionAl State Space (IDEAS) framework, which uses an OP whose domain and range lie in infinite dimensional spaces, allowing all possible processes networks for an a priori given set of technologies [40]. This framework was used for the synthesis of mass exchange networks with multicomponent targets that had the minimum utility cost. This approach has been applied to synthesize distillation networks with and without heat and power integration for the separation of binary mixtures [41,42], and for the synthesis of reactive distillation networks for the production of MTBE from isobutene and methanol through the minimization the total liquid holdup [43]. Recent advancements using the IDEAS approach include the synthesis of intensified reactive distillation networks for the metathesis of 2-pentene to form 2-butene and 3-hexene by minimizing the reactive holdup [44] and the synthesis of multipressure reactive distillation networks for the production of MTBE [45].
Although the IDEAS framework solves an optimization problem, its solutions have not been translated into realistic task-integrated equipment. Therefore, in recent years, Hasebe and coworkers have applied the IDEAS framework to find optimal distillation networks that are translated into intensified distillation structures. In this new approach, the optimal structure is derived after interpreting the optimal liquid and vapor flow paths represented in a binary or ternary composition diagram. Then, at the last step, the interpreted optimal structure is validated through process simulation. This approach has been applied in recent years for the synthesis and intensification of Heat-Integrated Distillation Columns (HIDiC) for the separation of a binary mixture [46], the separation of ternary mixtures [19,47], and the synthesis of reactive distillation optimal structures for the metathesis reaction of 2-pentene [48] by minimizing the utility cost in all the cases.
Hasan and coworkers proposed the Building-Block-based Representation (BBR) framework in which a block is an abstract module that represents a fundamental constituent of a unit operation. A flowsheet can be expressed in terms of building blocks where single or multiple phenomena can take place. This approach was applied for several cases, including a reactive distillation process to produce ethylene glycol from ethylene oxide and water [49]. Recent works include the synthesis and intensification for the separation of a ternary mixture consisting of benzene, toluene, and o-xylene [50], the generation of various flowsheets from the block superstructure including the hydrodealkylation of toluene to produce benzene, the generation of products C and D from reactants A and B, and the methanol production from biogas [51], the synthesis of water integration, a heat exchanger network, and simultaneous water and heat integration [52], the integration and intensification for the production of ethylene glycol where heat integration outperforms reactive distillation-based processes [13], the synthesis of separation/reaction distillation intensified processes for the production of ethylene glycol [27], the synthesis of membrane reactors for the production of methanol from syngas and the partial oxidation of methane to generate syngas [53], and the synthesis and intensification of membrane-based processes for the separation of methane from nitrogen, vapor permeation for the separation of methanol/water, and gas permeation for the separation of syngas [54].
Nikačević and coworkers proposed a reactor synthesis method based on phases and phenomenological modules. Here, phases that could be present in a reaction system were used at a higher level of representation, while modules were used at a lower level of representation to include relevant phenomena on a macroscopic level. Then, a superstructure that comprises all modules was presented. Finally, the superstructure was reformulated and solved as an optimization problem [55].
The ab initio process synthesis is a methodology that does not require a superstructure representation [56]. In this method, a set of available unit operations are regarded as elementary blocks from which a process flowsheet is created. Evolutionary Programming is used to generate process flowsheets given elementary blocks (i.e., unit operations), while nonlinear programming (NLP) is used to evaluate and optimize the flowsheet. A typical reaction-separation problem was presented, using various problem definitions and evolution control parameters, which demonstrates the method’s capability to generate optimal processes.
2.2. Process Optimization
The proposed process synthesis methods in Section 2.1, as well as the design of intensified processes, uses optimization tools to find or to generate the best option. The optimization approaches can be purely mathematical, in which optimization problems are represented explicitly by equations, or it can be combined with process simulation, where some constraints are implicitly solved. In both cases, the optimization problems can be solved deterministically or stochastically.
Chen and Grossmann presented a complete overview of the optimization techniques and software that are used to solve optimization problems [16]. After proposing a superstructure, its nodes, connection, and equipment or tasks must be translated into the variables and constraints of a mathematical model. The most used software applications to solve Mixed Integer Non-Linear Programming (MINLP) problems are GAMS [57] and AMPL [58] while the most used software applications to solve Linear Programming (LP) and Mixed Integer Linear Programming (MILP) problems are CPLEX [59], Gurobi [60], and XPRESS [61]. Nevertheless, the use of modeling frameworks directly built upon the Python (PyOMO) [62] and Julia higher-level programming languages (JuMP) [63] is increasing because they facilitate the shift toward object-oriented modeling.
The PBBs, GMF, and BBR synthesis methods are reformulated and solved as MINLP problems, while the IDEAS synthesis method is reformulated and solved as linear programming (LP) or MILP problems.
Caballero et al. addressed the design and optimization of chemical processes using process simulators, including discontinuous cost and sizing equations [64]. The proposed MINLP formulation included implicit equations (i.e., all the equations in the process simulators with an input–output black box structure, and sizing and costing correlations) and explicit constraints in the form of equalities or inequalities (as in any equation-oriented optimization environment (i.e., GAMS)). By using the proposed approach, it was observed that (1) the size of the master problem, when using implicit equations, was reduced in comparison with an equation-oriented approach, and (2) relaxing blocks of equations, instead of each equation individually, (i.e., by a big M reformulation), seemed to produce better relaxation gaps.
Nonconvex MINLP problems can be reformulated as MILP problems by discretizing some optimization variables (e.g., column operating pressure). Therefore, rigorous simulations can implicitly deal with nonlinearities such as complex thermodynamics and nonconvexities such as stage-by-stage bilinear products in a process. Thus, the combination of rigorous simulations and MILP optimization reduces the computational time and avoids the possibility of becoming trapped in infeasible or local minima/maxima solutions. This approach has been applied for the synthesis of compressor-aided distillation sequences [65], heat-integrated distillation sequences [66], reactive distillation columns with intermediate heat exchangers [67,68,69], and reactive distillation sequences combining heat integration and thermally coupling [70]. The last example shows a very interesting synergistic effect because the adoption of heat integration in thermally coupled reactive distillation can lessen the remixing effect, recirculate less flow between columns, and lead to composition profiles that are more distant from the chemical equilibrium. The proposed sequence attained 47% energy savings in comparison with the typical reactive distillation indirect sequence.
Simulation-based optimization approaches can be the most practical and efficient way to optimize problems with a large system of partial differential or ordinary differential equations or large and complex equations with discontinuities. In these problems, optimization relies on simulation input–output data and the derivatives of the original model are not directly used by an optimization solver [71]. Chen et al. proposed a simulation-based simultaneous optimization and heat integration approach in which the process was designed in a process simulator (e.g., Aspen Plus), and the heat integration module was developed using optimization software (e.g., GAMS) for the minimization of the utility cost and heat exchanger area [72]. Wang et al. proposed an optimization framework for the synthesis of distillation sequences considering sharp and non-sharp separations by combining the use of Python, ActiveX, and Aspen Plus [73]. Xiong et al. proposed a screening-clustering assisted kriging optimization (SCAKO) method to minimize the TAC of the distillation process. The SCAKO method consists of a kriging surrogate model, a screening-clustering operation, an expected improvement (EI) sampling approach, and a quantum-behaved particle swarm optimization (QPSO) algorithm. The kriging surrogate model is an interpolation model that describes computationally expensive models’ input and output relationships. Five case studies were presented, and, in terms of computational effectiveness, it was found that the SCAKO and QPSO methods can obtain similar, or exactly the same, optimum solutions, but the former method obtained optimum solutions with low computational cost [74].
A systematic simulation-based process intensification method was proposed to handle uncertainties in the shale gas processing feedstock composition and NGLs recovery process systems. The method included process simulation, capacity-oriented process intensification, and design validation. The intensified process considered an integrated condensation-based gas dehydration and turboexpander-based NGLs recovery process [75].
The concept of simulation-based optimization can also be applied to randomized, derivative-free optimization methods (e.g., Neural Network Algorithms (NNA), Simulated Annealing (SA), and Particle Swarm Optimization (PSO)). The sequential iterative (SI) approach has been used widely for determining the optimal design parameters [76]. However, SA and the genetic algorithm (GA) have been used as optimization approaches because they can be programmed easily and can find optimal solutions quickly due to their computerized natures. Some studies demonstrated that the use of these optimization techniques resulted in a TAC lower than that obtained in exhaustive trial-and-error simulations. For example, Yang and Ward [77] proposed an optimization framework that combined process simulation as an automation server and an SA algorithm written in MATLAB [78] for the separation of three different mixtures through extractive distillation (ED). Recently, SA was also used for the optimization of ED sequences with side streams [79]. GA has been used for the optimization of an RD and ED sequence using a multi-objective optimization framework considering economic and environmental criteria [80], and in RD and pressure-swing distillation (PSD) [81]. In these works, the reported TAC using SA or GA was lower than that obtained using the SI approach.
Christopher et al. proposed a simulation-based optimization framework for the intensification of Propylene/Propane separation involving mechanical vapor recompression (MVR) and self-heat recuperation (SHR) for the synthesis of four distillation-based configurations [82]. The TAC was minimized for each configuration. The simulation-based optimization framework combined Aspen HYSYS as the process simulator and particle swarm optimization in MATLAB as the optimizer. The simulation-based optimization framework was shown to be beneficial because all thermodynamic calculations could be performed in a process simulator, while rigorous optimization algorithms could be implemented in an external software.
Hybrid optimization approaches can also be taken by combining deterministic and stochastic optimization methods. Here, the power of randomized, derivative-free global search methods is combined with the power of mathematical programming methods in reduced, and convex, search regions. Niesbach et al. presented the combination of a modified differential evolution (MDE) optimization technique to find a near-optimal solution firstly. Then, an NLP problem was solved to check the optimality of the first-step result. This procedure was proposed for the design of a reactive distillation process for the production of N-butyl acrylate [83]. Recently, Herrera Velázquez et al. presented a two-step optimization procedure to derive HIDiC structures with the minimum TAC [84]. In the first step, an MILP problem was formulated and solved to efficiently handle large, complex combinatorial problems of integer variables (i.e., the number of stages in each section) subject to heat integration. Then, in the second step, Simulated Annealing was used to handle nonlinear and nonconvex problems to find the global optimum, taking the solution from the first step as the starting point.
3. Process Control
Process Innovation is intrinsically connected to process optimization and control. Thus, it is important to propose optimization methodologies to tackle current and future challenging processes. Presently, process flow sheets are evaluated in a sequential fashion where they are first generated and their resulting design is analyzed considering its (1) dynamic behavior, (2) flexibility, (3) robustness, and (4) controllability. Typically, control schemes are designed after the process is synthesized and optimized [14].
Figure 3 summarizes the typical procedure for evaluating the control performance of process flowsheets. The evaluation generally consists of two steps, which are steady-state simulation and dynamic simulation. The steady-state simulation involved in flowsheet development is commonly performed using Aspen Plus software. After the initial flowsheet has been developed, the design parameters are optimized to obtain the TAC to determine the best design. Following this, all the related equipment in the optimized flowsheet (i.e., the best design) are sized accordingly, and appropriate pressure drops are implemented across the flowsheet so that it can be converted into a “pressure-driven” simulation for further dynamic assessment. Inventory control loops are installed during the dynamic simulation after various techniques determine the sensitive tray temperature location. Finally, quality control loops are installed before the system is tested with various disturbances such as feed flowrate and composition disturbances.
In the following subsections, the abovementioned methodology is illustrated using several cases to provide the readers with a better understanding on how the control performance of a flowsheet is traditionally executed. Additionally, some of the existing gaps in these studies are also highlighted, and in the last subsection, the drawbacks of the traditional methodologies (i.e., the conventional sequential approach, where only the best design is selected for dynamic assessment) are discussed.
3.1. Closed-Loop Control Structures
Most of the existing studies assess the dynamic performance of the best process with the lowest TAC [85,86,87]. Nevertheless, to ensure that there is no trade-off between economics and controllability, some studies have compared the dynamic performance between different processes (e.g., ED and PSD) instead of assessing the one with the lowest TAC [88,89]. Generally, the control structures are divided into two parts, which are the inventory control loop and the quality control loop.
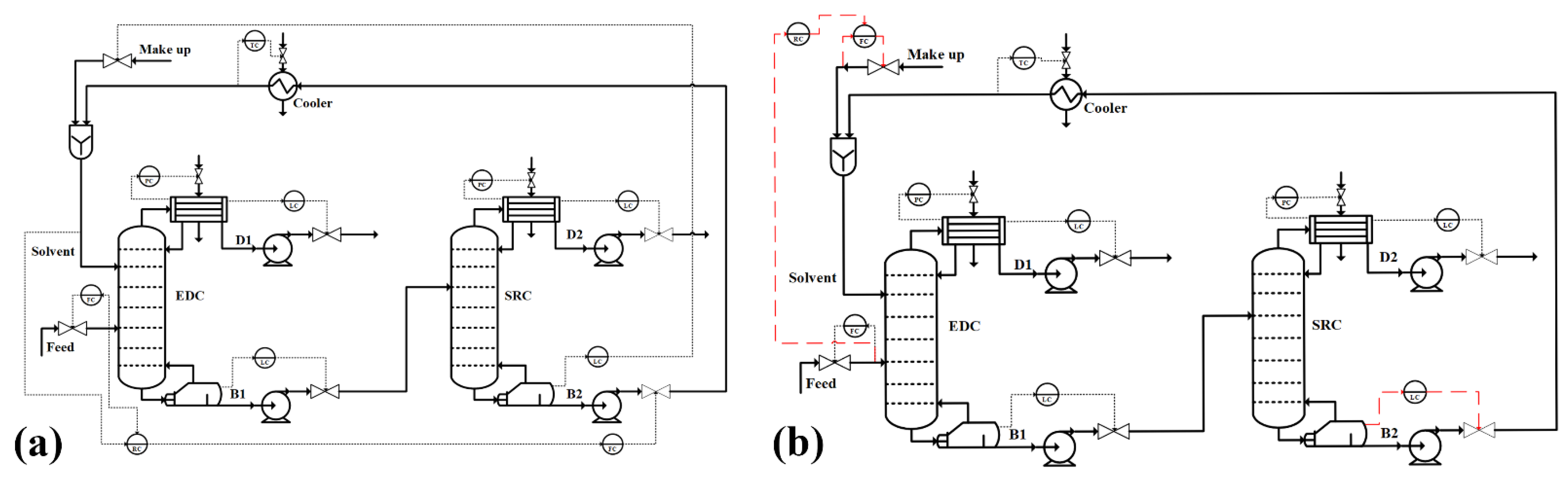
The inventory control loop helps to maintain material balance stability of the overall plant and provide effective operation control during disturbances. Figure 4a shows one of the most commonly used inventory control loops, which demonstrates the following features:
- The levels of the reflux drums in both columns are controlled using the distillate flowrate.
- The top pressure of both columns is controlled by manipulating the condenser duty.
- The bottom level of the extractive distillation column (EDC) is controlled by manipulating the bottom flow rate.
- The solvent feed to the EDC is usually flow-controlled.
- If a cooler is present to cool down the regenerated solvent coming out from the SRC prior to recycling back to the EDC, then the solvent feed temperature can be controlled by manipulating the cooler duty.
It is interesting to note that instead of manipulating the solvent make-up flow to control the bottom level of the SRC, another alternative is to manipulate the bottom flowrate of the SRC, which is identical to the control strategy for the EDC column (Figure 4b). The make-up flowrate, on the other hand, is flow controlled and ratioed to the feed flowrate.
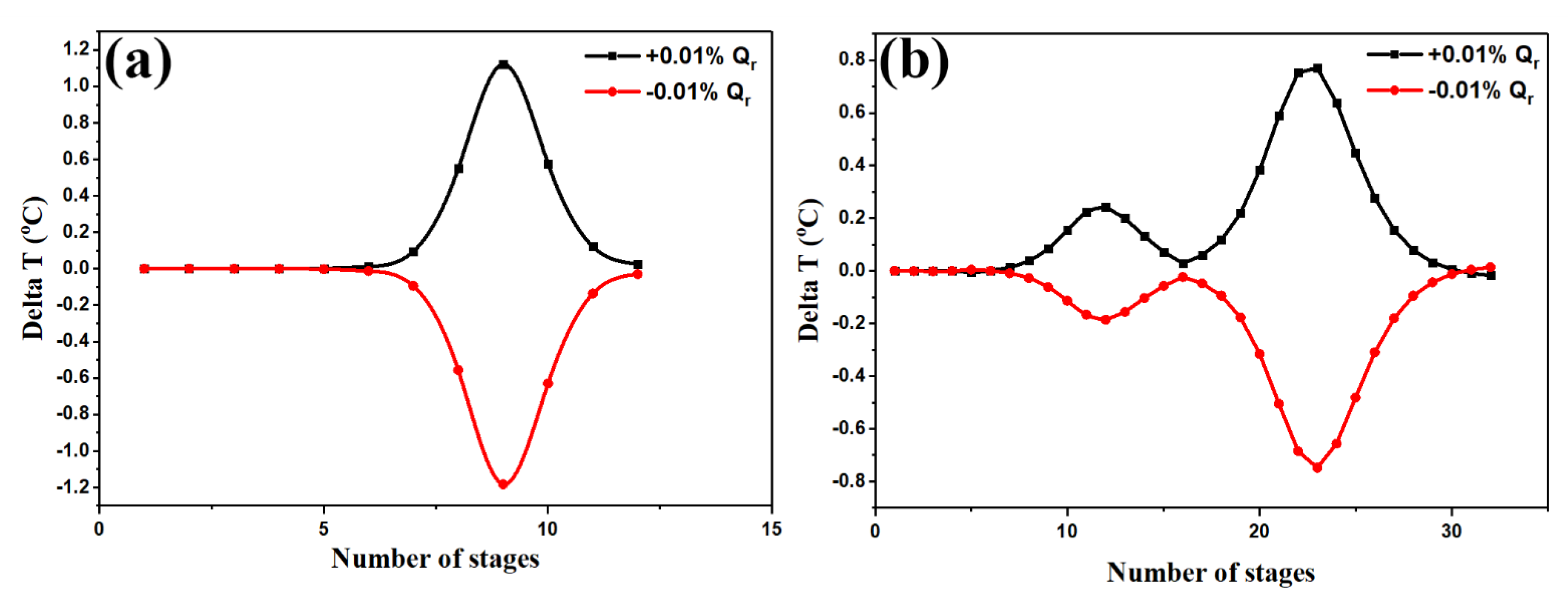
The quality control loop, on the other hand, keeps the product purities at their desired specification, and it is usually installed after the inventory control loops. Two types of control strategies are commonly used, i.e., the composition control [92,93] or the tray temperature control [94]. In some complicated processes, a hybrid control strategy (e.g., composition to temperature cascade control) is employed to keep the product at its desired purity [95,96]. This section limits the discussion to tray temperature control since composition control is usually expensive, hard to maintain, and less preferred in the industries [95]. Prior to installing the control loop, the sensitive tray temperature must be selected, and this can be carried out through a number of ways, such as using the slope criterion (i.e., selecting the tray with a large change in temperature from tray to tray) [87], using open-loop sensitivity analysis by applying a small change (i.e., ±0.01%) to the manipulated variable (e.g., reboiler duty) [97], using singular value decomposition (SVD) analysis [96], choosing the tray where the temperature does not change as the feed composition fluctuates while keeping both products at desired purity, or selecting the tray that produces the smallest change in product purity when it is held constant during the feed composition disturbance. A quantitative analysis of the aforementioned methods was conducted by Luyben and he showed that the SVD analysis is simpler and more effective for selecting the tray temperature for control [94]. Nevertheless, most of the studies covered by this review rely on the open-loop sensitivity analysis by applying small change (i.e., 0.01%) to the reboiler duty to identify the tray temperature with the highest sensitivity, as illustrated in Figure 5a [98].
After fixing the tray temperature location, it can be controlled by manipulating the remaining available manipulating variables. In general, using the inventory control loop described earlier leaves the two reboiler duties or the two reflux ratios as the remaining available options. A survey conducted in this review indicated that most of the existing studies attempt to maintain the tray temperature by controlling the reboiler duty first. If the purities of the products cannot be maintained at their desired specifications, other alternative control structures should be explored such as the controlling the tray temperature using a fixed reflux ratio [86], or implementing dual temperature control [99], dual temperature difference control [100,101], feedforward control [95,99,102], pressure compensated temperature control [85,88,100], or some other advanced control strategies [93]. In addition, it is worth mentioning that in some processes, there is more than one sensitive tray temperature (Figure 5b), and the Relative Gain Array (RGA) method should be used for determining the best control pairing (e.g., to determine whether to pair the tray temperature control using the reboiler duty or the reflux ratio) [103,104].
After the inventory and quality control loops are installed, the gain () and integral time () must be specified accordingly for the basic inventory controllers, while the temperature and composition controllers must be properly tuned before the system can be subjected to disturbances. Several convenient methods are available such as the relay feedback testing method. Once the controllers have been tuned, disturbances can be introduced to evaluate the robustness of the system (e.g., ±20% feed flowrate and composition disturbances). The detailed steps involved in installing the control structures can be found in the Luyben’s book [91].
3.2. Recent Advancements in Process Control
This section discusses works related to process design and control, which adopted the sequential design-control approach. The survey was conducted using SCOPUS database with phrases containing: Control AND binary AND distillation OR Design AND control AND binary AND distillation, in the title, abstract, and keywords. The search was set from the year 1990 (i.e., after 1989) to the end of 2020. It was limited to the literature that was written in English. Altogether, the search results found 614 scientific papers, which were manually categorized into different areas. Among the 614 works, four discussed the integration between design and control simultaneously, 20 were non-control related (e.g., education literature), and 552 involved design or control works, which were not based on PID control theory (e.g., model predictive control), leaving the remaining 38 works subject to study in this subsection. Nevertheless, the coverage for these 38 works is still relatively wide, which ranges from conventional distillation to complex distillation sequences (e.g., PSD, ED, and azeotropic distillation (AD)) to the intensified energy-saving dividing wall ED (DWED) or the side-stream ED (SSED). A few papers also discussed the design and control of the chemical reactors (e.g., batch reactor). To further narrow the scope of the discussion, only 23 works are extracted and summarized in Table S1 of the Supplementary Materials, which focused on the design and control of the conventional distillation process involving PSD, ED, and AD. The remaining 15 works, which discussed the complex RD, DWED, SSED, or chemical reactors, are excluded from the discussion.
3.3. Trade-Off between Process Design and Process Control
Wang and coworkers investigated the trade-off between the economic and dynamic performance of the ED using N-methyl-2-pyrrolidone (NMP) as a solvent for the separation of an n-heptane and isobutanol mixture [105]. It was reported that the optimum design, which provides the lowest TAC, was achieved at the expense of poor dynamic performance. Hence, the dynamic performance was investigated using several control structures, i.e., the basic control structure that is identical to those presented in Section 3.1, modified with the feedforward Qr/F ratio and the use of a composition controller. Nevertheless, the basic control structure could not handle the +20% composition disturbance, which resulted in a large drop in n-heptane purity. Although this can be overcome by using a composition controller, it may not be the best choice due to the large deadtime and high capital and operational costs. Therefore, they proposed the increasing of the solvent flow rate to improve the overall dynamic performance. This, however, was traded-off with an increase in the TAC. From their study, it became apparent that the optimum process should account for both the TAC (i.e., economics) and the dynamic performance. A similar conclusion was drawn from the work of Luyben in which he highlighted the importance of considering the dynamic performance during the solvent-selection process, which generally comes during the design stage [106]. Cao and coworkers presented an interesting study where they explored the effect of feed temperatures on the TAC and the dynamic performance for the separation of methyl acetate and methanol via PSD [107]. It was demonstrated that different feed temperatures would result in different TAC. The feed temperature that provides the lowest TAC (i.e., best design) does not simultaneously provide an outstanding dynamic performance. Therefore, in addition to the solvent flow rate and type, the selection of feed temperature must account for both TAC and the dynamic controllability of the process. The trade-off between the economic and the dynamic performance was also addressed in by Luyben [108]. He compared three different processes, i.e., ED using NMP as an entrainer, PSD, and a single conventional distillation column for the separation of n-heptane and iso-butanol. The ED was found to provide the lowest TAC. However, further dynamic simulation showed that the single distillation column provides better dynamic performance relative to the ED and PSD.
Based on the aforementioned works, it is clear that the best design that provides the lowest TAC does not necessarily guarantee the best dynamic performance. Therefore, it is necessary to integrate both design and control simultaneously or to develop more appropriate optimization strategies to improve the conventional “control after design” sequence so that the trade-off between steady state design and dynamic simulation can be assessed. The studies that account for both design and control simultaneously have become increasingly popular in the last few years. Therefore, the following section will address the simultaneous design and control approach.
4. Simultaneous Design and Control
Burnak et al. presented a very informative paper about the last five decades of model-based design optimization techniques to solve the simultaneous consideration of process design, scheduling, and control [109]. Since process design, scheduling, and control problems are traditionally constructed to address different objectives, and they span widely different time scales, it is challenging to evaluate and determine the optimal trade-off between different decision-makers systematically. Despite the efforts to simultaneously design and control a process, significant assumptions and simplifications must still be made regarding the operational decisions in the process design step.
Aneesh et al. presented an excellent review on the simultaneous design and control of intensified distillation processes because such processes are nonlinear in nature, and highly integrated with more than one interconnected piece of equipment [110]. Thus, the conventional sequential design-control approach may lead to poor dynamic operability in the case of external disturbances and uncertainties. Therefore, the optimal performance of the process requires the improvement of the performance and dynamic characteristics together with the process design. The sequential design-control approach imposes restrictions on the flexibility (i.e., the ability of the process to move from one operating point to another), the feasibility (i.e., the ability of the system to operate under allowable limits in the presence of parameter uncertainties, and time-varying disturbances), and the controllability of the process since the optimal process design, obtained at steady-state, may limit, or may not satisfy, the minimum performance requirements specified for this process when the system is operated in the transient mode [111]. In addition, the sequential design-control approach has typically been based on the assumption of operation around a nominal steady-state point, while its dynamic performance has been primarily evaluated through disturbance rejection. However, chemical plants presently operate in an environment of increased competition in a global marketplace, with increased variation in product demand and raw material supply. The deregulation of electricity prices in many jurisdictions has also resulted in large fluctuations in electricity prices. Therefore, it is becoming increasingly important for plants to be able to transition rapidly to respond to such variation to maximize profits and increase competitiveness [112].
This review discusses some of the approaches to the simultaneous design and control of distillation processes covered by Aneesh et al. [110].
4.1. Controllability Index-Based Optimization Approach
In this approach, an economic objective function is defined for designing a process that can run in dynamic mode within the range of nominal operating points. The objective function is a combination of steady-state process economics and an economic cost associated with controllability indicators. This method takes the benefits of controllability indicators to calculate the closed-loop dynamic performance of the process. Usually, the used controllability indexes are the integral square error (ISE), singular value decomposition (SVD), relative gain array (RGA), worst case disturbance (WCD), gap metric, closed loop controllability, and the Eigenvalue of the Jacobian matrix. In addition, the proposed optimization problems range from linear to MINLP ones [110].
Lenhoff and Morari developed a multi-objective optimization technique that minimizes the economic cost and control cost by using a linear model, and adopted the ISE as a controllability index [113]. Palazoglu and Arkun also proposed a multi-objective approach including economic and dynamic operability criteria. They developed a nominal linear model adopting the SVD as a controllability index [114]. Ricardez-Sandoval et al. proposed the hybrid worst-case approach (HWA) methodology to conduct simultaneous design and control. The objective function considered the capital, operating, and variability costs of the process that is being designed. The HWA method assumes that the process flow sheet and control structure have been defined a priori, and it rapidly estimates the worst-case disturbance by using singular value calculations [115]. Segovia-Hernández and coworkers have proposed multi-objective optimization frameworks to assess economic and controllability features of intensified processes using the condition number as a controllability criterion [116,117,118]. Cabrera-Ruiz and coworkers proposed an open-loop operability criterion based on integrating the condition number in a multi-objective optimization framework to consider the simultaneous design and controllability of intensified distillation processes. The proposed criterion was embedded in a global stochastic optimization algorithm [119,120].
4.2. Mixed Integer Dynamic Optimization-Based Optimization Approach
Flores-Tlacuahuac and Biegler studied the integrated design and control problem in which discrete decisions (e.g., the flowsheet structure, number of control loops, and number of distillation columns) and continuous variables (e.g., flow rate, temperature, and composition) are formulated as a Mixed-integer Dynamic Optimization (MIDO) problem, which minimizes the time closed-loop disturbance rejection [121]. The MIDO problem can be reformulated as an MINLP by approximating state and control profiles using a family of polynomials on finite elements. A system of two series-connected continuous stirred tank reactors (CSTR), where a first-order reaction takes place, was taken up as a case study. The MIDO problem has been applied to the simultaneous design and control of a two-polymerization-reactor system featuring highly nonlinear behavior that involves specifying either the polymer molecular weight distribution or the monomer conversion [122], a CSTR-producing methyl methacrylate [123], a reactive distillation column with inert material [124], a batch reactor under non-isothermal conditions, and a system of three sets of reactions taking place in two reactors through multi-parametric programming using explicit expressions for the model predictive control strategy, which is embedded into the MIDO problem [125], among many different processes.
4.3. Simultaneous Design and Control under Uncertainty
Ricardez-Sandoval and coworkers proposed a methodology for the simultaneous undertaking of design and control that applies a probabilistic approach in the presence of random disturbances. The key idea is to perform a distribution analysis of the worst-case variability expected during the normal operation of the system. The resulting estimates in the worst-case variability are used to evaluate the process constraints, the system’s dynamic performance, and the process economics. The methodology has been applied to simultaneously design and control an exothermic irreversible first-order reaction in a CSTR process [111], the non-sharp separation of a ternary mixture in a distillation column [126], the Mono-Ethanol-Amine (MEA) absorption section of a post-combustion CO2 capture plant [127].
The back-off methodology has also been proposed for simultaneous design and control under process disturbances and parameter uncertainty using power series expansion (PSE) approximations. Here, the key idea is to back-off from the optimal steady-state design, which might be infeasible because of process dynamics and parameter uncertainty, to obtain the optimal design parameters that result in dynamically feasible and economically attractive processes. This methodology has been applied to the simultaneous design and control of a non-isothermal CSTR [128], an isothermal storage tank and a highly-nonlinear water treatment plant [129], and a stochastic back-off methodology applied to a waste water treatment plant [130], heat exchangers, an endothermic first order reaction in a CSTR, and the separation of a binary mixture in an ideal distillation process [131], among others.
The trust-region approach has been proposed to address the simultaneous design and control of large-scale systems under uncertainty. Here, the key idea is to represent the system using PSE as piecewise models in an iterative manner while the validity of those expansions is certified in a trusted region. This approach has shown a significant accomplishment in locating dynamically feasible and near-optimal design and operating conditions. This methodology has been applied to the simultaneous design and control of a wastewater treatment plant and the Tennessee Eastman process [132,133].
Pistikopoulos and coworkers have developed a software platform that allows the representation, modeling, and solution of integrated design, scheduling, and control problems through the PAROC (PARametric Optimization and Control) framework, which provides the theoretical, technical, and software basis for the development of multi-parametric model predictive controllers, multi-parametric moving horizon estimators, multi-parametric rolling horizon process schedules, and suchlike, with embedded dynamic optimization capabilities as well as model validation. The PAROC software platform was applied to design and operate a series of heat and power cogeneration (CHP) units for domestic/residential use. The objective was to acquire the optimal operation policy, the optimal model-based controller, and the optimal design of the series through a single optimization formulation [134]. The PAROC framework has also been used for the simultaneous design and control of a tank, a CSTR, a binary distillation column, and a residential cogeneration unit [135], and an RD column for the production of MTBE [38,136], among others. The safety and operability performance have also been included in the PAROC framework for the intensification of a heat exchanger network and RD column design [137,138].
4.4. Robust Control-Based Optimization Approach
The approaches shown in Section 4.1 and Section 4.2 consider the process cost and control cost in an objective function. However, the nonlinear dynamic model, which is used by the MIDO approach, generates complex and intractable problems. Therefore, an approach called Robust Control-based optimization seeks the worst-case scenario via robust control theory tools. The design and optimization variables are integrated with the operating cost and capital cost. The proposed method is composed of an inner loop optimization and an outer loop optimization. The main use of the inner and outer loops is to blow up the variability cost and attenuate the capital and operation cost, respectively.
Douglas and coworkers have addressed the problem of integrating the process and control design steps for chemical processes. The cost function to be optimized includes capital costs, operating costs, and costs related to variability in the controlled variable. A distillation column was selected as a case study, and a single input single output (SISO) controller was used. A First Order Plus Dead Time (FOPDT) model was assumed to represent the process where the dynamic parameters were estimated as functions of process design variables. A robust internal model control (IMC) controller was designed based on a nominal linear model assuming the model error to account for the nonlinearity of the process. The optimization results showed that the integration of column design and control in one step led to savings of up to 42% compared to the traditional method [139]. Then, a multicomponent distillation column using a Model Predictive Control (MPC) algorithm was studied. The optimization results showed that the integrated method can lead to cost savings of between 25 and 75% [140].
Other approaches include a methodology to account for equipment–control interactions by incorporating dynamic models of equipment behavior within an economic model predictive control (EMPC) for the design of an exothermic second-order reaction taking place in a CSTR [141] and the formulation of a mathematical optimization problem that aims to simultaneously achieve an economic objective (i.e., maximization of investment return) and a dynamic objective (i.e., minimization of the integral of squared errors) using an infinite horizon model predictive control (IHMPC) for the Williams−Otto reactor consisting of three parallel reactions is a non-isothermal CSTR [142], among others.
5. Conclusions and Future Directions
This review presented some advances in the process synthesis, optimization, design, control, and intensification of chemical processes. It is worth mentioning that the phenomenologically based synthesis approaches (e.g., PBBs, GMK, and IDEAS) are quite interesting because novel processes can be derived. However, so far, such synthesis processes are still limited to the separation or reaction of two or three components. In addition, the control properties for the novel intensified processes using phenomenologically based synthesis approaches have not been performed. There could be new control loops and unexplored interactions between controlled and manipulated variables.
The generation of synthesis frameworks for the inclusion of multicomponent systems still remains a challenge that can be addressed in the years to come. In addition, several state-of-the-art simulation and optimization tools can be used and integrated to challenge the increasing complexity of chemical processes. We believe that there is still room for improvement and intensification of chemical processes in the vast diversity of process systems engineering.
Supplementary Materials
The following are available online at https://www.mdpi.com/article/10.3390/pr9122150/s1, Figure S1: Scientific publications combining PI and process synthesis, optimization, and control between 2020 and 1991. Source: SCOPUS©; Table S1: Summary of design and control studies on the conventional distillation conducted between 1990 and 2020.
Author Contributions
Writing—original draft preparation, J.R.A.A.; writing—review and editing, J.R.A.A. and H.-Y.L.; reviewing and editing of final draft, J.R.A.A., Z.Y.K., H.-Y.L. and J.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Stankiewicz, A.I.; Moulijn, J.A. Process Intensification: Transforming Chemical Engineering. Chem. Eng. Prog. 2000, 96, 22–34. [Google Scholar]
- Lutze, P.; Gani, R.; Woodley, J.M. Process intensification: A perspective on process synthesis. Chem. Eng. Process. Process Intensif. 2010, 49, 547–558. [Google Scholar] [CrossRef]
- Ponce-Ortega, J.M.; Al-Thubaiti, M.M.; El-Halwagi, M.M. Process intensification: New understanding and systematic approach. Chem. Eng. Process. Process Intensif. 2012, 53, 63–75. [Google Scholar] [CrossRef]
- Stankiewicz, A.I.; Gerven, T.V.; Stefanidis, G. The Fundamentals of Process Intensification, 1st ed.; Wiley-VCH: Weinheim, Germany, 2019; ISBN 3527327835. [Google Scholar]
- Babi, D.K.; Holtbruegge, J.; Lutze, P.; Gorak, A.; Woodley, J.M.; Gani, R. Sustainable process synthesis-intensification. Comput. Chem. Eng. 2015, 81, 218–244. [Google Scholar] [CrossRef] [Green Version]
- Tian, Y.; Demirel, S.E.; Hasan, M.M.F.; Pistikopoulos, E.N. An overview of process systems engineering approaches for process intensification: State of the art. Chem. Eng. Process.-Process Intensif. 2018, 133, 160–210. [Google Scholar] [CrossRef]
- Moulijn, J.A.; Stankiewicz, A.; Grievink, J.; Gorak, A. Process intensification and process systems engineering: A friendly symbiosis. Comput. Chem. Eng. 2008, 32, 3–11. [Google Scholar] [CrossRef]
- Gourdon, C.; Elgue, S.; Prat, L. What are the Needs for Process Intensification? Oil Gas Sci. Technol. 2015, 70, 463–473. [Google Scholar] [CrossRef]
- Portha, J.F.; Falk, L.; Commenge, J.M. Local and global process intensification. Chem. Eng. Process. Process Intensif. 2014, 84, 1–13. [Google Scholar] [CrossRef]
- Keil, F.J. Process intensification. Rev. Chem. Eng. 2018, 34, 135–200. [Google Scholar] [CrossRef] [Green Version]
- Skiborowski, M. Process synthesis and design methods for process intensification. Curr. Opin. Chem. Eng. 2018, 22, 216–225. [Google Scholar] [CrossRef]
- Sitter, S.; Chen, Q.; Grossmann, I.E. An overview of process intensification methods. Curr. Opin. Chem. Eng. 2019, 25, 87–94. [Google Scholar] [CrossRef]
- Demirel, S.E.; Li, J.; Hasan, M.M.F. A General Framework for Process Synthesis, Integration, and Intensification. Ind. Eng. Chem. Res. 2019, 58, 5950–5967. [Google Scholar] [CrossRef]
- Barnicki, S.D.; Siirola, J.J. Process synthesis prospective. Comput. Chem. Eng. 2004, 28, 441–446. [Google Scholar] [CrossRef]
- Cremaschi, S. A perspective on process synthesis: Challenges and prospects. Comput. Chem. Eng. 2015, 81, 130–137. [Google Scholar] [CrossRef] [Green Version]
- Chen, Q.; Grossmann, I.E. Recent developments and challenges in optimization-based process synthesis. Annu. Rev. Chem. Biomol. Eng. 2017, 8, 249–283. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mencarelli, L.; Chen, Q.; Pagot, A.; Grossmann, I.E. A review on superstructure optimization approaches in process system engineering. Comput. Chem. Eng. 2020, 136, 106808. [Google Scholar] [CrossRef]
- Yeomans, H.; Grossmann, I.E. Disjunctive programming models for the optimal design of distillation columns and separation sequences. Ind. Eng. Chem. Res. 2000, 39, 1637–1648. [Google Scholar] [CrossRef]
- Takase, H.; Hasebe, S. Synthesis of ternary distillation process structures featuring minimum utility cost using the IDEAS approach. AIChE J. 2018, 64, 1285–1294. [Google Scholar] [CrossRef]
- Parra-Santiago, J.J.; Guerrero-Fajardo, C.A.; Sodré, J.R. Distillation process optimization for styrene production from a styrene-benzene-toluene system in a Petlyuk column. Chem. Eng. Process. Process Intensif. 2015, 98, 106–111. [Google Scholar] [CrossRef]
- Babi, D.K.; Lutze, P.; Woodley, J.M.; Gani, R. A process synthesis-intensification framework for the development of sustainable membrane-based operations. Chem. Eng. Process. Process Intensif. 2014, 86, 173–195. [Google Scholar] [CrossRef]
- Kongpanna, P.; Babi, D.K.; Pavarajarn, V.; Assabumrungrat, S.; Gani, R. Systematic methods and tools for design of sustainable chemical processes for CO2 utilization. Comput. Chem. Eng. 2016, 87, 125–144. [Google Scholar] [CrossRef]
- Kuhlmann, H.; Skiborowski, M. Optimization-Based Approach to Process Synthesis for Process Intensification: General Approach and Application to Ethanol Dehydration. Ind. Eng. Chem. Res. 2017, 56, 13461–13481. [Google Scholar] [CrossRef]
- Kuhlmann, H.; Veith, H.; Möller, M.; Nguyen, K.P.; Górak, A.; Skiborowski, M. Optimization-Based Approach to Process Synthesis for Process Intensification: Synthesis of Reaction-Separation Processes. Ind. Eng. Chem. Res. 2018, 57, 3639–3655. [Google Scholar] [CrossRef]
- Castillo-Landero, A.; Jiménez-Gutiérrez, A.; Gani, R. Intensification Methodology to Minimize the Number of Pieces of Equipment and Its Application to a Process to Produce Dioxolane Products. Ind. Eng. Chem. Res. 2018, 57, 9810–9820. [Google Scholar] [CrossRef]
- Castillo-Landero, A.; Ortiz-Espinoza, A.P.; Jiménez-Gutiérrez, A. A Process Intensification Methodology Including Economic, Sustainability, and Safety Considerations. Ind. Eng. Chem. Res. 2019, 58, 6080–6092. [Google Scholar] [CrossRef]
- Demirel, S.E.; Li, J.; El-Halwagi, M.; Hasan, M.M.F. Sustainable Process Intensification Using Building Blocks. ACS Sustain. Chem. Eng. 2020, 8, 17664–17679. [Google Scholar] [CrossRef]
- Garg, N.; Kontogeorgis, G.M.; Gani, R.; Woodley, J.M. A process synthesis-intensification method for generation of novel and intensified solutions. Chem. Eng. Process.-Process Intensif. 2020, 156, 108103. [Google Scholar] [CrossRef]
- Tusso-Pinzón, R.A.; Castillo-Landero, A.; Matallana-Pérez, L.G.; Jiménez-Gutiérrez, A. Intensified synthesis for ethyl lactate production including economic, sustainability and inherent safety criteria. Chem. Eng. Process.-Process Intensif. 2020, 154, 108041. [Google Scholar] [CrossRef]
- Garg, N.; Tula, A.K.; Eden, M.R.; Kontogeorgis, G.M.; Woodley, J.M.; Gani, R. Hybrid schemes for intensified chemical and biochemical process alternatives. Chem. Eng. Trans. 2018, 69, 517–522. [Google Scholar] [CrossRef]
- Papalexandri, K.P.; Pistikopoulos, E.N. Generalized Modular Representation Framework for Process Synthesis. AIChE J. 1996, 42, 1010–1032. [Google Scholar] [CrossRef]
- Papalexandri, K.P.; Pistikopoulos, E.N. A decomposition-based approach for process optimization and simultaneous heat integration: Application to an industrial process. Chem. Eng. Res. Des. 1998, 76, 273–286. [Google Scholar] [CrossRef]
- Ismail, S.R.; Pistikopoulos, E.N.; Papalexandri, K.P. Modular representation synthesis framework for homogeneous azeotropic separation. AIChE J. 1999, 45, 1701–1720. [Google Scholar] [CrossRef]
- Ismail, S.R.; Proios, P.; Pistikopoulos, E.N. Modular Synthesis Framework for Combined Separation/Reaction Systems. AIChE J. 2001, 47, 629–649. [Google Scholar] [CrossRef]
- Proios, P.; Goula, N.F.; Pistikopoulos, E.N. Generalized modular framework for the synthesis of heat integrated distillation column sequences. Chem. Eng. Sci. 2005, 60, 4678–4701. [Google Scholar] [CrossRef]
- Algusane, T.Y.; Proios, P.; Georgiadis, M.C.; Pistikopoulos, E.N. A framework for the synthesis of reactive absorption columns. Chem. Eng. Process. Process Intensif. 2006, 45, 276–290. [Google Scholar] [CrossRef]
- Tian, Y.; Pistikopoulos, E.N. Generalized Modular Representation Framework for the Synthesis of Extractive Separation Systems. Comput. Aided Chem. Eng. 2019, 47, 475–480. [Google Scholar] [CrossRef]
- Tian, Y.; Pappas, I.; Burnak, B.; Katz, J.; Pistikopoulos, E.N. A Systematic Framework for the synthesis of operable process intensification systems—Reactive separation systems. Comput. Chem. Eng. 2020, 134, 106675. [Google Scholar] [CrossRef]
- Tian, Y.; Pistikopoulos, E.N. Toward an Envelope of Design Solutions for Combined/Intensified Reaction/Separation Systems. Ind. Eng. Chem. Res. 2020, 59, 11350–11354. [Google Scholar] [CrossRef]
- Wilson, S.; Manousiouthakis, V. IDEAS Approach to Process Network Synthesis: Application to Multicomponent MEN. AIChE J. 2000, 46, 2408–2416. [Google Scholar] [CrossRef]
- Drake, J.E.; Manousiouthakis, V. IDEAS approach to process network synthesis: Minimum utility cost for complex distillation networks. Chem. Eng. Sci. 2002, 57, 3095–3106. [Google Scholar] [CrossRef]
- Holiastos, K.; Manousiouthakis, V. Infinite-dimensional state-space (IDEAS) approach to globally optimal design of distillation networks featuring heat and power integration. Ind. Eng. Chem. Res. 2004, 43, 7826–7842. [Google Scholar] [CrossRef]
- Burri, J.F.; Manousiouthakis, V.I. Global optimization of reactive distillation networks using IDEAS. Comput. Chem. Eng. 2004, 28, 2509–2521. [Google Scholar] [CrossRef]
- Da Cruz, F.E.; Manousiouthakis, V.I. Process intensification of reactive separator networks through the IDEAS conceptual framework. Comput. Chem. Eng. 2017, 105, 39–55. [Google Scholar] [CrossRef]
- Da Cruz, F.E.; Manousiouthakis, V.I. Process Intensification of Multipressure Reactive Distillation Networks Using Infinite Dimensional State-Space (IDEAS). Ind. Eng. Chem. Res. 2019, 58, 5968–5983. [Google Scholar] [CrossRef]
- Takase, H.; Hasebe, S. Optimal structure synthesis of internally heat integrated distillation column. J. Chem. Eng. Japan 2015, 48, 222–229. [Google Scholar] [CrossRef] [Green Version]
- Takase, H.; Hasebe, S. Optimal Structure Synthesis of Ternary Distillation System. Comput. Aided Chem. Eng. 2015, 37, 1097–1102. [Google Scholar] [CrossRef]
- Takase, H.; Okayama, N.; Hasebe, S. Efficient structure synthesis of reactive distillation processes using the IDEAS approach. AIChE J. 2021, 67, e17221. [Google Scholar] [CrossRef]
- Demirel, S.E.; Li, J.; Hasan, M.M.F. Systematic process intensification using building blocks. Comput. Chem. Eng. 2017, 105, 2–38. [Google Scholar] [CrossRef]
- Li, J.; Demirel, S.E.; Hasan, M.M.F. Systematic Process Intensification involving Zeotropic Distillation. Comput. Aided Chem. Eng. 2019, 47, 421–426. [Google Scholar] [CrossRef]
- Li, J.; Demirel, S.E.; Hasan, M.M.F. Process synthesis using block superstructure with automated flowsheet generation and optimization. AIChE J. 2018, 64, 3082–3100. [Google Scholar] [CrossRef]
- Li, J.; Demirel, S.E.; Hasan, M.M.F. Process Integration Using Block Superstructure. Ind. Eng. Chem. Res. 2018, 57, 4377–4398. [Google Scholar] [CrossRef]
- Monjur, M.S.; Demirel, S.E.; Li, J.; Hasan, M.M.F. SPICE_MARS: A Process Synthesis Framework for Membrane-Assisted Reactive Separations. Ind. Eng. Chem. Res. 2021. [Google Scholar] [CrossRef]
- Demirel, S.E.; Li, J.; Hasan, M.M.F. Membrane Separation Process Design and Intensification. Ind. Eng. Chem. Res. 2021. [Google Scholar] [CrossRef]
- Živković, L.A.; Nikačević, N.M. A method for reactor synthesis based on process intensification principles and optimization of superstructure consisting of phenomenological modules. Chem. Eng. Res. Des. 2016, 113, 189–205. [Google Scholar] [CrossRef]
- Neveux, T. Ab-initio process synthesis using evolutionary programming. Chem. Eng. Sci. 2018, 185, 209–221. [Google Scholar] [CrossRef] [Green Version]
- Brook, A.; Kendrick, D.; Meeraus, A. GAMS, a user’s guide. ACM SIGNUM Newsl. 1988, 23, 10–11. [Google Scholar] [CrossRef]
- Fourer, R.; Gay, D.M.; Kernighan, B.W. AMPL: A Modeling Language for Mathematical Programming, 2nd ed.; Cengage Learning: Pacific Grove, CA, USA, 2002; ISBN 978-0534388096. [Google Scholar]
- IBM. IBM ILOG CPLEX Optimization Studio CPLEX User’s Manual Version 12 Release 8; IBM: New York, NY, USA, 2017. [Google Scholar]
- Gurobi Optimization, L. GUROBI Optimizer Reference Manual Version 9.0 2020, 935. Available online: https://www.gurobi.com/wp-content/plugins/hd_documentations/documentation/9.0/refman.pdf (accessed on 25 November 2021).
- FICO Xpress-OptimizerReferencemanualRelease32.01 2017, 562. Available online: https://www.msi-jp.com/xpress/learning/square/16-optimizer.pdf (accessed on 25 November 2021).
- Hart, W.E.; Laird, C.; Watson, J.-P.; Woodruff, D.L. Pyomo—Optimization Modeling in Python; Springer: New York, NY, USA, 2012; ISBN 978-1-4614-3226-5. [Google Scholar]
- Dunning, I.; Huchette, J.; Lubin, M. JuMP: A Modeling Language for Mathematical Optimization. SIAM Rev. 2017, 59, 295–320. [Google Scholar] [CrossRef]
- Caballero, J.A.; Odjo, A.; Grossmann, I.E. Flowsheet Optimization with Complex Cost and Size Functions Using Process Simulators. AIChE J. 2007, 53, 2351–2366. [Google Scholar] [CrossRef]
- Alcántara-Avila, J.R.; Kano, M.; Hasebe, S. Multiobjective optimization for synthesizing compressor-aided distillation sequences with heat integration. Ind. Eng. Chem. Res. 2012, 51, 5911–5921. [Google Scholar] [CrossRef]
- Alcántara-Avila, J.R.; Hasebe, S.; Kano, M. New synthesis procedure to find the optimal distillation sequence with internal and external heat integrations. Ind. Eng. Chem. Res. 2013, 52, 4851–4862. [Google Scholar] [CrossRef]
- Alcántara-Avila, J.R.; Sillas-Delgado, H.A.; Segovia-Hernández, J.G.; Gómez-Castro, F.I.; Cervantes-Jauregui, J.A. Silane Production through Reactive Distillation with Intermediate Condensers. Comput. Aided Chem. Eng. 2015, 37, 1037–1042. [Google Scholar] [CrossRef]
- Alcántara-Avila, J.R.; Tanaka, M.; Ramírez Márquez, C.; Gómez-Castro, F.I.; Segovia-Hernández, J.G.; Sotowa, K.-I.; Horikawa, T. Design of a Multitask Reactive Distillation with Intermediate Heat Exchangers for the Production of Silane and Chlorosilane Derivates. Ind. Eng. Chem. Res. 2016, 55, 10968–10977. [Google Scholar] [CrossRef]
- Alcántara-Avila, J.R.; Terasaki, M.; Lee, H.-Y.; Chen, J.-L.; Sotowa, K.-I.; Horikawa, T. Design and control of reactive distillation sequences with heat-integrated stages to produce diphenyl carbonate. Ind. Eng. Chem. Res. 2017, 56, 250–260. [Google Scholar] [CrossRef]
- Lee, H.-Y.; Chen, C.-Y.; Chen, J.-L.; Alcántara-Avila, J.R.; Terasaki, M.; Sotowa, K.-I.; Horikawa, T. Design and control of diphenyl carbonate reactive distillation process with thermally coupled and heat-integrated stages configuration. Comput. Chem. Eng. 2019, 121, 130–147. [Google Scholar] [CrossRef]
- Kim, S.H.; Boukouvala, F. Surrogate-based optimization for mixed-integer nonlinear problems. Comput. Chem. Eng. 2020, 140, 106847. [Google Scholar] [CrossRef]
- Chen, Y.; Eslick, J.C.; Grossmann, I.E.; Miller, D.C. Simultaneous process optimization and heat integration based on rigorous process simulations. Comput. Chem. Eng. 2015, 81, 180–199. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Du, Z.; Zhang, Y.; Wang, J.; Wang, J.; Sun, W. Optimization of distillation sequences with nonsharp separation columns. Processes 2019, 7, 323. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Z.; Guo, K.; Cai, H.; Liu, H.; Xiang, W.; Liu, C. Distillation process optimization: A screening-clustering assisted kriging optimization method. Chem. Eng. Sci. 2021, 238, 116597. [Google Scholar] [CrossRef]
- Gong, J.; Yang, M.; You, F. A systematic simulation-based process intensification method for shale gas processing and NGLs recovery process systems under uncertain feedstock compositions. Comput. Chem. Eng. 2017, 105, 259–275. [Google Scholar] [CrossRef]
- Tang, Y.T.; Chen, Y.W.; Huang, H.P.; Yu, C.C.; Hung, S.B.; Lee, M.J. Design of reactive distillations for acetic acid esterification. AIChE J. 2005, 51, 1683–1699. [Google Scholar] [CrossRef]
- Yang, X.L.; Ward, J.D. Extractive Distillation Optimization Using Simulated Annealing and a Process Simulation Automation Server. Ind. Eng. Chem. Res. 2018, 57, 11050–11060. [Google Scholar] [CrossRef]
- MathWorks MATLAB. The Language of Technical Computing. Available online: https://www.mathworks.com/help/matlab/ (accessed on 24 October 2021).
- Cui, Y.; Zhang, Z.; Shi, X.; Guang, C.; Gao, J. Triple-column side-stream extractive distillation optimization via simulated annealing for the benzene/isopropanol/water separation. Sep. Purif. Technol. 2020, 236, 116303. [Google Scholar] [CrossRef]
- Su, Y.; Yang, A.; Jin, S.; Shen, W.; Cui, P.; Ren, J. Investigation on ternary system tetrahydrofuran/ethanol/water with three azeotropes separation via the combination of reactive and extractive distillation. J. Clean. Prod. 2020, 273, 123145. [Google Scholar] [CrossRef]
- Yang, A.; Su, Y.; Teng, L.; Jin, S.; Zhou, T.; Shen, W. Investigation of energy-efficient and sustainable reactive/pressure-swing distillation processes to recover tetrahydrofuran and ethanol from the industrial effluent. Sep. Purif. Technol. 2020, 250, 117210. [Google Scholar] [CrossRef]
- Christopher, C.C.E.; Dutta, A.; Farooq, S.; Karimi, I.A. Process Synthesis and Optimization of Propylene/Propane Separation Using Vapor Recompression and Self-Heat Recuperation. Ind. Eng. Chem. Res. 2017, 56, 14557–14564. [Google Scholar] [CrossRef]
- Niesbach, A.; Kuhlmann, H.; Keller, T.; Lutze, P.; Górak, A. Optimisation of industrial-scale n-butyl acrylate production using reactive distillation. Chem. Eng. Sci. 2013, 100, 360–372. [Google Scholar] [CrossRef]
- Herrera Velázquez, J.J.; Zavala Durán, F.M.; Chavez Díaz, L.A.; Cabrera-Ruiz, J.; Alcántara-Avila, J.R. Hybrid two-step optimization of internally heat-integrated distillation columns. J. Taiwan Inst. Chem. Eng. 2021, in press. [Google Scholar] [CrossRef]
- Hosgor, E.; Kucuk, T.; Oksal, I.N.; Kaymak, D.B. Design and control of distillation processes for methanol-chloroform separation. Comput. Chem. Eng. 2014, 67, 166–177. [Google Scholar] [CrossRef]
- Yu, B.; Wang, Q.; Xu, C. Design and control of distillation system for methylal/methanol separation. Part 2: Pressure swing distillation with full heat integration. Ind. Eng. Chem. Res. 2012, 51, 1293–1310. [Google Scholar] [CrossRef]
- Li, W.; Shi, L.; Yu, B.; Xia, M.; Luo, J.; Shi, H.; Xu, C. New pressure-swing distillation for separating pressure-insensitive maximum boiling azeotrope via introducing a heavy entrainer: Design and control. Ind. Eng. Chem. Res. 2013, 52, 7836–7853. [Google Scholar] [CrossRef]
- Luo, H.; Liang, K.; Li, W.; Li, Y.; Xia, M.; Xu, C. Comparison of pressure-swing distillation and extractive distillation methods for isopropyl alcohol/diisopropyl ether separation. Ind. Eng. Chem. Res. 2014, 53, 15167–15182. [Google Scholar] [CrossRef]
- Lei, Z.; Li, C.; Chen, B. Extractive distillation: A review. Sep. Purif. Rev. 2003, 32, 121–213. [Google Scholar] [CrossRef]
- Luyben, W.L. Practical Distillation Control; Springer: New York, NY, USA, 1992; ISBN 9781475702798. [Google Scholar]
- Luyben, W.L. Distillation Design and Control Using Aspen Simulation, 2nd ed.; Luyben, W.L., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2013; ISBN 978-1-118-41143-8. [Google Scholar]
- Bao, Z.; Zhang, W.; Cui, X.; Xu, J. Design, optimization and control of extractive distillation for the separation of trimethyl borate-methanol. Ind. Eng. Chem. Res. 2014, 53, 14802–14814. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Z.; Zhao, Y.; Liang, S.; Bu, G. Control of Extractive Distillation and Partially Heat-Integrated Pressure-Swing Distillation for Separating Azeotropic Mixture of Ethanol and Tetrahydrofuran. Ind. Eng. Chem. Res. 2015, 54, 8533–8545. [Google Scholar] [CrossRef]
- Luyben, W.L. Evaluation of criteria for selecting temperature control trays in distillation columns. J. Process Control 2006, 16, 115–134. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, Y.; Xu, C. Robust Control of Partially Heat-Integrated Pressure-Swing Distillation for Separating Binary Maximum-Boiling Azeotropes. Ind. Eng. Chem. Res. 2019, 58, 2296–2309. [Google Scholar] [CrossRef]
- Zhang, Q.; Hou, W.; Ma, Y.; Yuan, X.; Zeng, A. Dynamic control analysis of eco-efficient double side-stream ternary extractive distillation process. Comput. Chem. Eng. 2021, 147, 107232. [Google Scholar] [CrossRef]
- Arifin, S.; Chien, I.L. Design and control of an isopropyl alcohol dehydration process via extractive distillation using dimethyl sulfoxide as an entrainer. Ind. Eng. Chem. Res. 2008, 47, 790–803. [Google Scholar] [CrossRef]
- Wu, Y.C.; Lee, H.-Y.; Huang, H.; Chien, I. Energy-Saving Dividing-Wall Column Design and Control for Heterogeneous Azeotropic Distillation Systems. Ind. Eng. Chem. Res. 2014, 53, 1537–1552. [Google Scholar] [CrossRef]
- Yang, A.; Zou, H.; Chien, I.L.; Wang, D.; Wei, S.; Ren, J.; Shen, W. Optimal Design and Effective Control of Triple-Column Extractive Distillation for Separating Ethyl Acetate/Ethanol/Water with Multiazeotrope. Ind. Eng. Chem. Res. 2019, 58, 7265–7283. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, C.; Geng, Z. Design and control of fully heat-integrated pressure swing distillation with a side withdrawal for separating the methanol/methyl acetate/acetaldehyde ternary mixture. Chem. Eng. Process. Process Intensif. 2018, 123, 233–248. [Google Scholar] [CrossRef]
- Yang, A.; Shen, W.; Wei, S.; Dong, L.; Li, J.; Gerbaud, V. Design and control of pressure-swing distillation for separating ternary systems with three binary minimum azeotropes. AIChE J. 2019, 65, 1281–1293. [Google Scholar] [CrossRef] [Green Version]
- Porru, M.; Özkan, L. Simultaneous design and control of an industrial two-stage mixed suspension mixed product removal crystallizer. J. Process Control 2019, 80, 60–77. [Google Scholar] [CrossRef]
- Huang, K.; Yuan, Y.; Zang, X.; Chen, H.; Zhang, L.; Qian, X.; Wang, S. Controllability Evaluation for Reactive Distillation Columns with Multiple Reactive Sections Disproportionating Trichlorosilane to Silane. Ind. Eng. Chem. Res. 2018, 57, 1102–1108. [Google Scholar] [CrossRef]
- Ramírez-Márquez, C.; Contreras-Zarazúa, G.; Vazquez-Castillo, J.A.; López-Caamal, F.; Hernández-Escoto, H.; Alcantara-Avila, J.R.; Segovia-Hernández, J.G. Operability and PI Control of Reactive Distillation Configurations. Ind. Eng. Chem. Res. 2019, 58, 18267–18279. [Google Scholar] [CrossRef]
- Wang, Y.; Liang, S.; Bu, G.; Liu, W.; Zhang, Z.; Zhu, Z. Effect of Solvent Flow Rates on Controllability of Extractive Distillation for Separating Binary Azeotropic Mixture. Ind. Eng. Chem. Res. 2015, 54, 12908–12919. [Google Scholar] [CrossRef]
- Luyben, W.L. Effect of Solvent on Controllability in Extractive Distillation William. Ind. Eng. Chem. Res. 2008, 47, 4425–4439. [Google Scholar] [CrossRef]
- Cao, Y.; Li, M.; Wang, Y.; Zhao, T.; Li, X.; Zhu, Z.; Wang, Y. Effect of feed temperature on economics and controllability of pressure-swing distillation for separating binary azeotrope. Chem. Eng. Process. Process Intensif. 2016, 110, 160–171. [Google Scholar] [CrossRef]
- Luyben, W.L. Design and Control Comparison of Alternative Separation Methods for n-Heptane/Isobutanol. Chem. Eng. Technol. 2017, 40, 1895–1906. [Google Scholar] [CrossRef]
- Burnak, B.; Diangelakis, N.A.; Pistikopoulos, E.N. Towards the grand unification of process design, scheduling, and control-utopia or reality? Processes 2019, 7, 461. [Google Scholar] [CrossRef] [Green Version]
- Aneesh, V.; Antony, R.; Paramasivan, G.; Selvaraju, N. Distillation technology and need of simultaneous design and control: A review. Chem. Eng. Process. Process Intensif. 2016, 104, 219–242. [Google Scholar] [CrossRef]
- Ricardez-Sandoval, L.A. Optimal design and control of dynamic systems under uncertainty: A probabilistic approach. Comput. Chem. Eng. 2012, 43, 91–107. [Google Scholar] [CrossRef]
- Swartz, C.L.E.; Kawajiri, Y. Design for dynamic operation—A review and new perspectives for an increasingly dynamic plant operating environment. Comput. Chem. Eng. 2019, 128, 329–339. [Google Scholar] [CrossRef]
- Lenhoff, A.M.; Morari, M. Design of resilient processing plants-I Process design under consideration of dynamic aspects. Chem. Eng. Sci. 1982, 37, 245–258. [Google Scholar] [CrossRef]
- Palazoglu, A.; Arkun, Y. A multiobjective approach to design chemical plants with robust dynamic operability characteristics. Comput. Chem. Eng. 1986, 10, 567–575. [Google Scholar] [CrossRef]
- Ricardez-Sandoval, L.A.; Budman, H.M.; Douglas, P.L. Simultaneous design and control: A new approach and comparisons with existing methodologies. Ind. Eng. Chem. Res. 2010, 49, 2822–2833. [Google Scholar] [CrossRef]
- Contreras-Zarazúa, G.; Vázquez-Castillo, J.A.; Ramírez-Márquez, C.; Segovia-Hernández, J.G.; Alcántara-Ávila, J.R. Multi-objective optimization involving cost and control properties in reactive distillation processes to produce diphenyl carbonate. Comput. Chem. Eng. 2017, 105, 185–196. [Google Scholar] [CrossRef]
- Romero-García, A.G.; Prado-Rúbio, O.A.; Contreras-Zarazúa, G.; Ramírez-Márquez, C.; Ramírez-Prado, J.H.; Segovia-Hernández, J.G. Simultaneous Design and Controllability Optimization for the Reaction Zone for Furfural Bioproduction. Ind. Eng. Chem. Res. 2020, 59, 15990–16003. [Google Scholar] [CrossRef]
- Contreras-Zarazúa, G.; Jasso-Villegas, M.E.; Ramírez-Márquez, C.; Sánchez-Ramírez, E.; Vázquez-Castillo, J.A.; Segovia-Hernandez, J.G. Design and intensification of distillation processes for furfural and co-products purification considering economic, environmental, safety and control issues. Chem. Eng. Process. Process Intensif. 2021, 159, 108218. [Google Scholar] [CrossRef]
- Cabrera-Ruiz, J.; Santaella, M.A.; Alcántara-Ávila, J.R.; Segovia-Hernández, J.G.; Hernández, S. Open-loop based controllability criterion applied to stochastic global optimization for intensified distillation sequences. Chem. Eng. Res. Des. 2017, 123. [Google Scholar] [CrossRef]
- Cabrera-Ruiz, J.; Ramírez-Márquez, C.; Hasebe, S.; Hernández, S.; Alcántara Avila, J.R. Outlook of the Dynamic Behavior of Closed-Loop Control through Open-Loop Analysis for Intensified Separation Processes. Ind. Eng. Chem. Res. 2018, 57, 16795–16808. [Google Scholar] [CrossRef]
- Flores-Tlacuahuac, A.; Biegler, L.T. Simultaneous mixed-integer dynamic optimization for integrated design and control. Comput. Chem. Eng. 2007, 31, 588–600. [Google Scholar] [CrossRef]
- Flores-Tlacuahuac, A.; Biegler, L.T. Integrated control and process design during optimal polymer grade transition operations. Comput. Chem. Eng. 2008, 32, 2823–2837. [Google Scholar] [CrossRef]
- Terrazas-Moreno, S.; Flores-Tlacuahuac, A.; Grossmann, I.E. Simultaneous Design, Scheduling, and Optimal Control of a Methyl-Methacrylate Continuous Polymerization Reactor. AIChE J. 2008, 54, 3160–3170. [Google Scholar] [CrossRef] [Green Version]
- Vasudevan, A.; Narayanasamy, S.; Paramasivan, G. Simultaneous Design and Control of a Ternary Reactive Distillation Column with Inert Material. Chem. Eng. Technol. 2018, 41, 2233–2240. [Google Scholar] [CrossRef]
- Burnak, B.; Pistikopoulos, E.N. Integrated process design, scheduling, and model predictive control of batch processes with closed-loop implementation. AIChE J. 2020, 66, 1–14. [Google Scholar] [CrossRef]
- Trainor, M.; Giannakeas, V.; Kiss, C.; Ricardez-Sandoval, L.A. Optimal process and control design under uncertainty: A methodology with robust feasibility and stability analyses. Chem. Eng. Sci. 2013, 104, 1065–1080. [Google Scholar] [CrossRef]
- Sahraei, M.H.; Ricardez-Sandoval, L.A. Simultaneous design and control of the MEA absorption process of a CO2 capture plant. Energy Procedia 2014, 63, 1601–1607. [Google Scholar] [CrossRef] [Green Version]
- Mehta, S.; Ricardez-Sandoval, L.A. Integration of Design and Control of Dynamic Systems under Uncertainty: A New Back-Off Approach. Ind. Eng. Chem. Res. 2016, 55, 485–498. [Google Scholar] [CrossRef]
- Rafiei-Shishavan, M.; Mehta, S.; Ricardez-Sandoval, L.A. Simultaneous design and control under uncertainty: A back-off approach using power series expansions. Comput. Chem. Eng. 2017, 99, 66–81. [Google Scholar] [CrossRef]
- Rafiei, M.; Ricardez-Sandoval, L.A. Stochastic Back-Off Approach for Integration of Design and Control under Uncertainty. Ind. Eng. Chem. Res. 2018, 57, 4351–4365. [Google Scholar] [CrossRef]
- Patilas, C.S.; Kookos, I.K. A novel approach to the simultaneous design & control problem. Chem. Eng. Sci. 2021, 240, 116637. [Google Scholar] [CrossRef]
- Rafiei, M.; Ricardez-Sandoval, L.A. A trust-region framework for integration of design and control. AIChE J. 2020, 66, 1–15. [Google Scholar] [CrossRef]
- Rafiei, M.; Ricardez-Sandoval, L.A. Integration of design and control for industrial-scale applications under uncertainty: A trust region approach. Comput. Chem. Eng. 2020, 141, 107006. [Google Scholar] [CrossRef]
- Pistikopoulos, E.N.; Diangelakis, N.A. Towards the integration of process design, control and scheduling: Are we getting closer? Comput. Chem. Eng. 2016, 91, 85–92. [Google Scholar] [CrossRef]
- Diangelakis, N.A.; Burnak, B.; Katz, J.; Pistikopoulos, E.N. Process design and control optimization: A simultaneous approach by multi-parametric programming. AIChE J. 2017, 63, 4827–4846. [Google Scholar] [CrossRef]
- Tian, Y.; Pappas, I.; Burnak, B.; Katz, J.; Pistikopoulos, E.N. Simultaneous design & control of a reactive distillation system—A parametric optimization & control approach. Chem. Eng. Sci. 2021, 230, 116232. [Google Scholar] [CrossRef]
- Tian, Y.; Mannan, M.S.; Pistikopoulos, E.N. Towards a systematic framework for the synthesis of operable process intensification systems. Comput. Aided Chem. Eng. 2018, 44, 2383–2388. [Google Scholar] [CrossRef]
- Tian, Y.; Pistikopoulos, E.N. Operability and safety considerations in process intensification. IFAC-PapersOnLine 2020, 53, 11434–11439. [Google Scholar] [CrossRef]
- Chawankul, N.; Budman, H.; Douglas, P.L. The integration of design and control: IMC control and robustness. Comput. Chem. Eng. 2005, 29, 261–271. [Google Scholar] [CrossRef]
- Chawankul, N.; Ricardez Sandoval, L.A.; Budman, H.; Douglas, P.L. Integration of design and control: A robust control approach using MPC. Can. J. Chem. Eng. 2007, 85, 433–446. [Google Scholar] [CrossRef]
- Durand, H. On accounting for equipment-control interactions in economic model predictive control via process state constraints. Chem. Eng. Res. Des. 2019, 144, 63–78. [Google Scholar] [CrossRef]
- De Carvalho, R.F.; Alvarez, L.A. Simultaneous Process Design and Control of the Williams-Otto Reactor Using Infinite Horizon Model Predictive Control. Ind. Eng. Chem. Res. 2020, 59, 15979–15989. [Google Scholar] [CrossRef]
Figure 1.
Scientific publications between 2020 and 1991. Source: SCOPUS©.

Figure 2.
Synthesis problems for the separation of a ternary mixture: (a) high aggregation; (b) low aggregation.
Figure 2.
Synthesis problems for the separation of a ternary mixture: (a) high aggregation; (b) low aggregation.

Figure 3.
General procedures for evaluating process flowsheets.

Figure 4.
(a) Basic inventory control commonly employed in the literature and (b) alternative inventory control with the make-up flowrate ratio to the feed flowrate.
Figure 4.
(a) Basic inventory control commonly employed in the literature and (b) alternative inventory control with the make-up flowrate ratio to the feed flowrate.

Figure 5.
Open sensitivity analysis for determining the sensitive tray temperature: (a) a single tray; (b) dual trays.
Figure 5.
Open sensitivity analysis for determining the sensitive tray temperature: (a) a single tray; (b) dual trays.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Alcántara Avila, J.R.; Kong, Z.Y.; Lee, H.-Y.; Sunarso, J. Advancements in Optimization and Control Techniques for Intensifying Processes. Processes 2021, 9, 2150. https://doi.org/10.3390/pr9122150
AMA Style
Alcántara Avila JR, Kong ZY, Lee H-Y, Sunarso J. Advancements in Optimization and Control Techniques for Intensifying Processes. Processes. 2021; 9(12):2150. https://doi.org/10.3390/pr9122150
Chicago/Turabian StyleAlcántara Avila, Jesús Rafael, Zong Yang Kong, Hao-Yeh Lee, and Jaka Sunarso. 2021. "Advancements in Optimization and Control Techniques for Intensifying Processes" Processes 9, no. 12: 2150. https://doi.org/10.3390/pr9122150
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.