

Techno-Economic Assessment of PEM Electrolysis for O2 Supply in Activated Sludge Systems—A Simulation Study Based on the BSM2 Wastewater Treatment Plant


Abstract
:1. Introduction
2. Materials and Methods
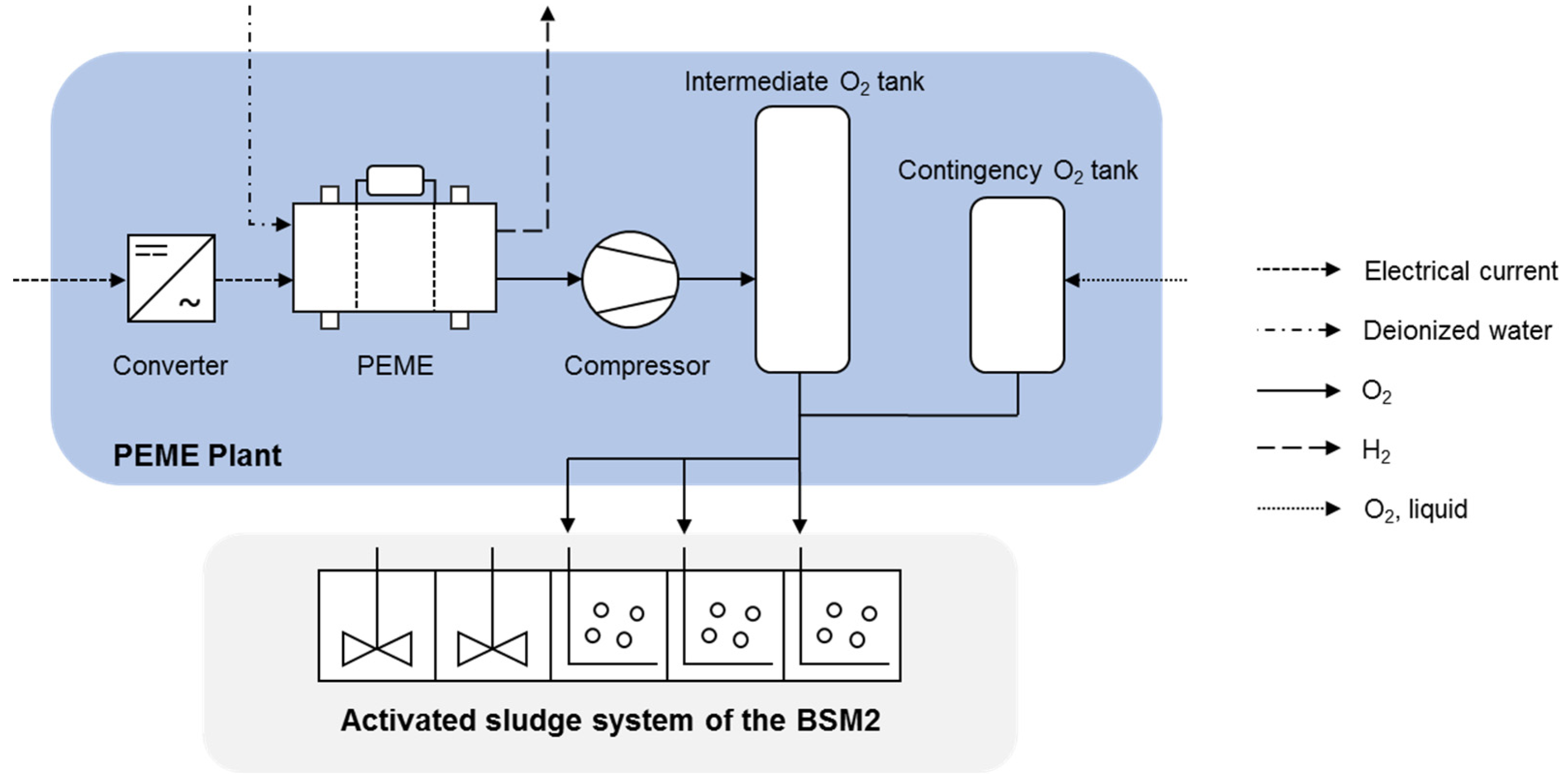
2.1. Modelled System and Simulation Process
2.2. WWTP Model Implementation and Estimation of O2 Demand
2.3. PEME Plant Model Implementation
2.4. Techno-Economic Assessment
2.4.1. Cost Estimation Framework
2.4.2. Cost Inventory and Market Analysis
- Electricity price (LCOE) depending on the source of origin.
- Selling price of produced H2 depending on market conditions.
- Price of O2 from conventional sources.
- The investment and replacement costs attributed to the PEME.
3. Results and Discussion
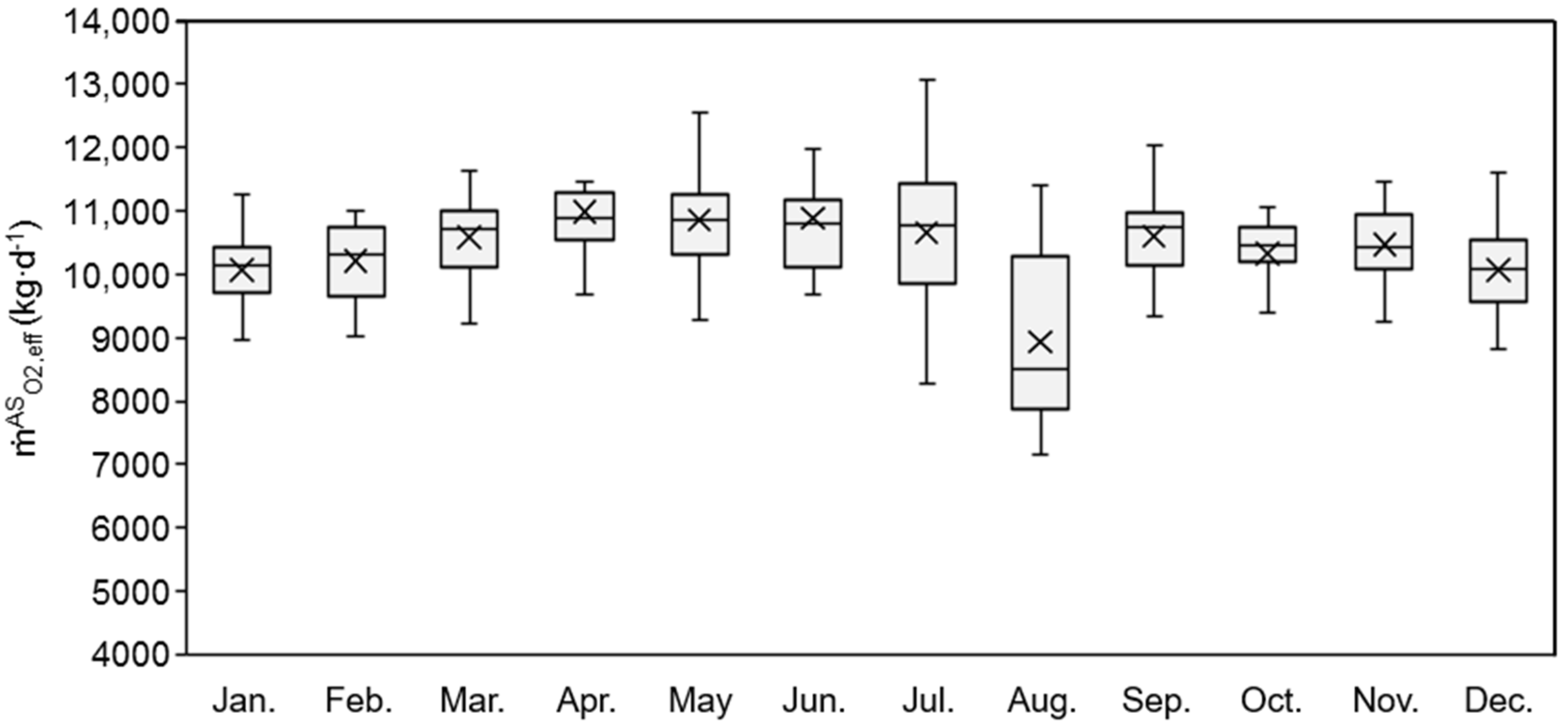
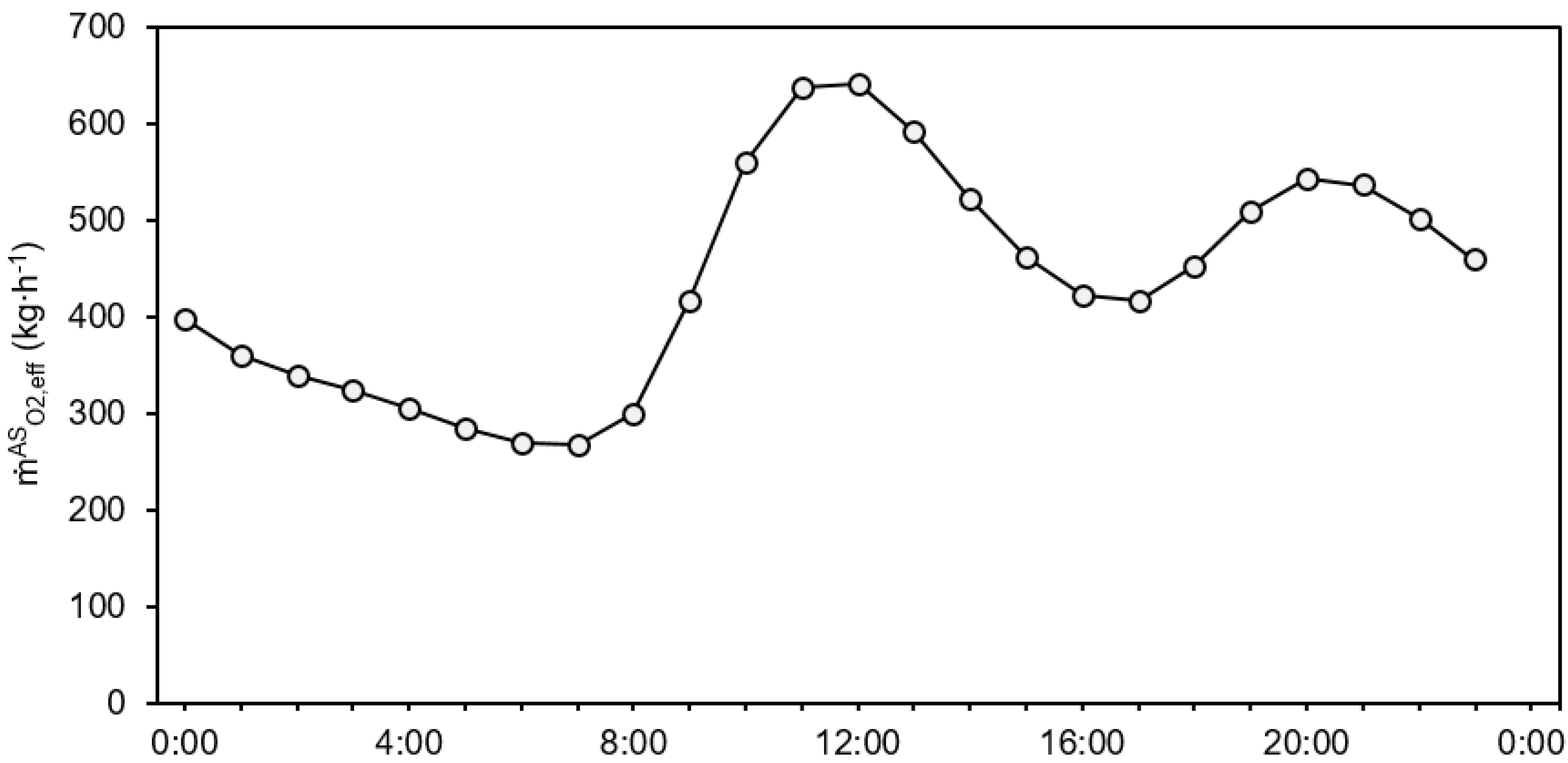
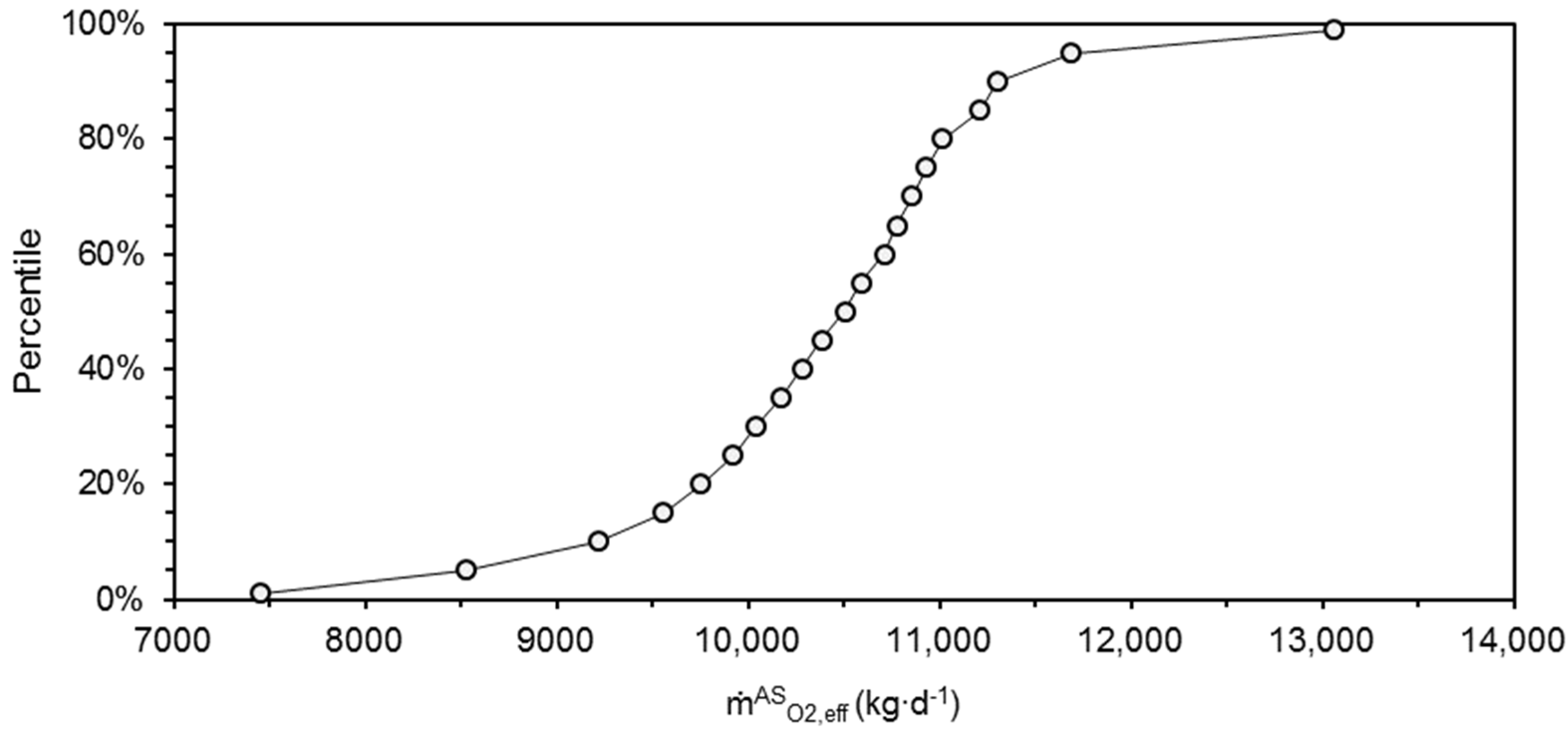
3.1. O2 Demand of the BSM2 WWTP
3.2. Dimensioning of PEME Plant
3.3. Economic Assessment
3.4. Further Research
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations and Acronyms
| AC/DC | Alternating Current/Direct Current |
| ACC | Annual Capital Charge |
| AS | Activated Sludge |
| ASM1 | Activated Sludge Model No. 1 |
| BSM2 | Benchmark Simulation Model No. 2 |
| CC | Contingency Charges |
| CAPEX | Capital Expenditures |
| CEPCI | Chemical Engineering Plant Cost Index |
| DE | Design and Engineering |
| DSO | Direct Salary Overhead |
| EOL | End of Lifetime |
| EV | Environmental Charges |
| FCI | Fixed Capital Investment |
| FCP | Fixed Costs of Production |
| HZDR | Helmholtz-Zentrum Dresden-Rossendorf |
| ISBL | Inside Battery Limits |
| IWA | International Water Association |
| LCOE | Levelized Cost of Energy |
| MBR | Membrane Bioreactor |
| MT | Maintenance |
| NCP | Net Costs of Production |
| NPV | Net Present Value |
| OL | Operating Labour |
| OPEX | Operational Expenditures |
| OSBL | Outside Battery Limits |
| OTE | Oxygen Transfer Efficiency |
| OTR | Oxygen Transfer Rate |
| PE | Population Equivalent |
| PEC | Purchased Equipment Costs |
| PEM | Proton Exchange Membrane |
| PEME | Proton Exchange Membrane Electrolyser |
| PI | Proportional Integer Controller |
| PTI | Property Taxes and Insurance |
| PV | Photovoltaic |
| ROL | Rent of Land |
| SE | Start-Up Expenses |
| SV | Supervision |
| TEA | Techno-Economic Assessment |
| VCP | Variable Costs of Production |
| WC | Working Capital |
| WWTP | Wastewater Resource Recovery Facility |
Symbols
| Active cell area of the electrolyser | |
| Scaling parameter of storage tank | |
| Scaling parameter of storage tank | |
| Specific electricity costs | |
| Specific hydrogen selling price | |
| Specific feed water costs electrolyser | |
| Minimum selling price of oxygen | |
| Specific costs of oxygen from external sourcing | |
| Specific electrolyser cost | |
| Total electricity costs | |
| Fixed capital investments after interest payments | |
| Total feed water costs electrolyser | |
| Total costs of component | |
| Total costs (base year) of component | |
| Total costs of oxygen from external sourcing | |
| Total replacement costs electrolyser stacks | |
| Total costs of storage tank | |
| CEPCI of the estimation year | |
| CEPCI of the base year | |
| Annual cash flow | |
| Annual depreciation tax allowances | |
| Dissolved oxygen | |
| Saturation oxygen concentrations | |
| Lang factor of CAPEX cost item | |
| Lang factor of OPEX cost item | |
| Faraday constant | |
| Compound interest rate | |
| Interest rate debt | |
| Interest rate equity | |
| Average current density | |
| Volumetric oxygen transfer coefficient | |
| Molar mass oxygen | |
| Effective mass flow into the liquid phase (activated sludge) | |
| Effective mass production rate hydrogen (electrolyser) | |
| Year (for NPV analysis) | |
| Number of electrolyser cells | |
| Number of subordinate single tanks of storage tank | |
| Required external molar oxygen intake (contingency tank) | |
| Nominal molar flow into the liquid phase (activated sludge) | |
| Effective molar flow into the liquid phase (activated sludge) | |
| Nominal molar production rate hydrogen (electrolyser) | |
| Effective molar production rate hydrogen (electrolyser) | |
| Molar consumption of deionized water (electrolyser) | |
| Nominal molar production rate oxygen (electrolyser) | |
| Actual molar production rate oxygen (electrolyser) | |
| Oxygen transfer efficiency | |
| Oxygen transfer rate | |
| Electrolyser pressure | |
| Maximum pressure intermediate oxygen tank | |
| Minimum pressure intermediate oxygen tank | |
| Pressure intermediate oxygen storage tank | |
| Compressor power | |
| Annual gross profit | |
| Electrolyser power | |
| Debt ratio | |
| Universal gas constant | |
| By-product revenue H2 | |
| Revenue of plant salvage | |
| Actual scale of component | |
| Reference scale of component in the base year | |
| Scale of storage tank | |
| Corporate tax rate | |
| Nominal full load hours | |
| Effective full load hours | |
| Electrolyser temperature | |
| Temperature intermediate oxygen storage tank | |
| Volume of nitrification tank | |
| Volume contingency oxygen storage tank | |
| Volume intermediate oxygen storage tank | |
| PEM electrolyser stack lifetime | |
| Plant lifetime | |
| Alpha factor | |
| Scaling exponent of component | |
| Scaling exponent of tank | |
| Faradaic efficiency | |
| Compressor efficiency | |
| Efficiency factor electrolysis | |
| Polytropic exponent | |
| Cell voltage | |
| Cumulative annual H2 production | |
| Cumulative annual O2 production |
References
- Staffell, I.; Pfenninger, S. The increasing impact of weather on electricity supply and demand. Energy 2018, 145, 65–78. [Google Scholar] [CrossRef]
- Kanellopoulos, K.; Blanco, H. The potential role of H2 production in a sustainable future power system—An analysis with METIS of a decarbonised system powered by renewables in 2050. Eur. Comm. JRC Tech. Rep. 2019, 10, 540707. [Google Scholar] [CrossRef]
- Glenk, G.; Reichelstein, S. Economics of converting renewable power to hydrogen. Nat. Energy 2019, 4, 216–222. [Google Scholar] [CrossRef] [Green Version]
- BMU Nationale Wasserstrategie—Entwurf des Bundesumweltministeriums. Bonn, 2021. Available online: www.bmu.de (accessed on 28 October 2021).
- IRENA. Green Hydrogen Cost Reduction—Scaling Up Electrolysers to Meet the 1.5 °C Climate Goal. Abu Dhabi, 2020. Available online: https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2020/Dec/IRENA_Green_hydrogen_cost_2020.pdf (accessed on 25 February 2022).
- Holst, M.; Aschbrenner, S.; Smolinka, T.; Voglstätter, C.; Grimm, G. Cost forecast for low temperature electrolysis—Technology driven bottom-up prognosis for PEM and alkaline water electrolysis systems. Freiburg, 2021. Available online: https://www.ise.fraunhofer.de/content/dam/ise/de/documents/publications/studies/cost-forecast-for-low-temperature-electrolysis.pdf (accessed on 17 October 2022).
- Schäfer, M.; Gretzschel, O.; Steinmetz, H. The possible roles of wastewater treatment plants in sector coupling. Energies 2020, 13, 2088. [Google Scholar] [CrossRef] [Green Version]
- DWA. DWA Wasserstoff trifft Abwasser—Arbeitsbericht der DWA-Arbeitsgruppe KEK-7.1 “Wasserstoffbasierte Energiekonzepte”. KA Korrespondenz Abwasser 2022, 7, 597–605. [Google Scholar]
- Calbry-Muzyka, A.S.; Schildhauer, T.J. Direct Methanation of Biogas—Technical Challenges and Recent Progress. Front. Energy Res. 2020, 8, 570887. [Google Scholar] [CrossRef]
- Michailos, S.; Walker, M.; Moody, A.; Poggio, D.; Pourkashanian, M. A techno-economic assessment of implementing power-to-gas systems based on biomethanation in an operating waste water treatment plant. J. Environ. Chem. Eng. 2021, 9, 104735. [Google Scholar] [CrossRef]
- Gretzschel, O.; Schfer, M.; Steinmetz, H.; Pick, E.; Kanitz, K.; Krieger, S. Advanced wastewater treatment to eliminate organic micropollutants in wastewater treatment plants in combination with energy-efficient electrolysis at WWTP Mainz. Energies 2020, 13, 3599. [Google Scholar] [CrossRef]
- Skouteris, G.; Rodriguez-Garcia, G.; Reinecke, S.F.; Hampel, U. The use of pure oxygen for aeration in aerobic wastewater treatment: A review of its potential and limitations. Bioresour. Technol. 2020, 312, 123595. [Google Scholar] [CrossRef]
- Mohammadpour, H.; Cord-Ruwisch, R.; Pivrikas, A.; Ho, G. Utilisation of oxygen from water electrolysis—Assessment for wastewater treatment and aquaculture. Chem. Eng. Sci. 2021, 246, 117008. [Google Scholar] [CrossRef]
- Hu, Y.-Q.; Wei, W.; Gao, M.; Zhou, Y.; Wang, G.-X.; Zhang, Y. Effect of pure oxygen aeration on extracellular polymeric substances (EPS) of activated sludge treating saline wastewater. Process Saf. Environ. Prot. 2019, 123, 344–350. [Google Scholar] [CrossRef]
- García-Valverde, R.; Espinosa, N.; Urbina, A. Simple PEM water electrolyser model and experimental validation. Energy 2012, 37, 1927–1938. [Google Scholar] [CrossRef]
- Allidières, L.; Brisse, A.; Millet, P.; Valentin, S.; Zeller, M. On the ability of PEM water electrolysers to provide power grid services. Int. J. Hydrogen Energy 2019, 44, 9690–9700. [Google Scholar] [CrossRef]
- SIMBA#|ifak Magdeburg. Available online: https://www.ifak.eu/de/produkte/simba (accessed on 18 October 2022).
- Gernaey, K.V.; Jeppsson, U.; Vanrolleghem, P.A.; Copp, J.B. Benchmarking of Control Strategies for Wastewater Treatment Plants; IWA Publishing: London, UK, 2015. [Google Scholar]
- Gernaey, K.; Flores-Alsina, X.; Rosen, C.; Benedetti, L.; Jeppsson, U. Dynamic influent pollutant disturbance scenario generation using a phenomenological modelling approach. Environ. Model. Softw. 2011, 26, 1255–1267. [Google Scholar] [CrossRef]
- Stenstrom, M.K.; Kido, W.; Shanks, R.F.; Mulkerin, M. Estimating oxygen transfer capacity of a full-scale pure oxygen activated sludge plant. J. Water Pollut. Control Fed. 1989, 61, 208–220. [Google Scholar]
- Lide, D. CRC Handbook of Chemistry and Physics, 84th ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Wang, L.K.; Shammas, N.K.; Hung, Y.-T. Advanced Biological Treatment Processes; Springer Science & Business Media: Totowa, NJ, USA, 2010; Volume 9. [Google Scholar]
- Lehner, F.; Hart, D. Chapter 1—The importance of water electrolysis for our future energy system. In Electrochemical Power Sources: Fundamentals, Systems, and Applications; Smolinka, T., Garche, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 1–36. [Google Scholar]
- Carmo, M.; Fritz, D.L.; Mergel, J.; Stolten, D. A comprehensive review on PEM water electrolysis. Int. J. Hydrogen Energy 2013, 38, 4901–4934. [Google Scholar] [CrossRef]
- Bertuccioli, L.; Chan, A.; Hart, D.; Lehner, F.; Madden, B.; Standen, E. Development of Water Electrolysis in the European Union. Lausanne, 2014. Available online: https://refman.energytransitionmodel.com/publications/2020 (accessed on 9 February 2023).
- Rizwan, M.; Alstad, V.; Jäschke, J. Design considerations for industrial water electrolyzer plants. Int. J. Hydrogen Energy 2021, 46, 37120–37136. [Google Scholar] [CrossRef]
- Towler, G.; Sinnott, R. Chemical Engineering Design—Principles, Practice and Economics of Plant and Process Design, 2nd ed.; Elsevier: Oxford, UK, 2013. [Google Scholar]
- The Chemical Engineering Plant Cost Index—Chemical Engineering. Available online: https://www.chemengonline.com/pci-home (accessed on 19 October 2022).
- Plant Cost Index Archives—Chemical Engineering. Available online: https://www.chemengonline.com/site/plant-cost-index/ (accessed on 19 October 2022).
- Schmidt, O.; Gambhir, A.; Staffell, I.; Hawkes, A.; Nelson, J.; Few, S. Future cost and performance of water electrolysis: An expert elicitation study. Int. J. Hydrogen Energy 2017, 42, 30470–30492. [Google Scholar] [CrossRef]
- Fu, Q.; Mabilat, C.; Zahid, M.; Brisse, A.; Gautier, L. Syngas production via high-temperature steam/CO2 co-electrolysis: An economic assessment. Energy Environ. Sci. 2010, 3, 1382–1397. [Google Scholar] [CrossRef]
- De Saint Jean, M.; Baurens, P.; Bouallou, C.; Couturier, K. Economic assessment of a power-to-substitute-natural-gas process including high-temperature steam electrolysis. Int. J. Hydrogen Energy 2015, 40, 6487–6500. [Google Scholar] [CrossRef]
- Park, S.H.; Lee, Y.D.; Ahn, K.Y. Performance analysis of an SOFC/HCCI engine hybrid system: System simulation and thermo-economic comparison. Int. J. Hydrogen Energy 2014, 39, 1799–1810. [Google Scholar] [CrossRef]
- Peters, M.S.; Timmerhaus, K.D.; West, R.E. Plant Design and Economics for Chemical Engineers, 5th ed.; McGraw-Hill Professional: New York, NY, USA, 2002. [Google Scholar]
- Michailos, S.; McCord, S.; Sick, V.; Stokes, G.; Styring, P. Dimethyl ether synthesis via captured CO2 hydrogenation within the power to liquids concept: A techno-economic assessment. Energy Convers. Manag. 2019, 184, 262–276. [Google Scholar] [CrossRef]
- Wietschel, M. Integration erneuerbarer Energien durch Sektorkopplung: Analyse zu technischen Sektorkopplungsoptionen; Umweltbundesamt: Dessau-Roßlau, Germany, 2019. [Google Scholar]
- Frontier Economics Strompreiseffekte eines Kohleausstiegs. 2018. Available online: https://www.frontier-economics.com/de/de/news-und-veroeffentlichungen/news/news-article-i4367-analysing-the-economic-impact-of-german-carbon-reduction-targets/ (accessed on 14 February 2023).
- Winkler, J.; Sensfuß, F.; Pudlik, M. Leitstudie Strommarkt—Analyse ausgewählter Einflussfaktoren auf den Marktwert Erneuerbarer Energien. Karlsruhe, 2015. Available online: https://www.bmwk.de/Redaktion/DE/Publikationen/Studien/leitstudie-strommarkt_analyse-ausgewaehlter-einflussfaktoren-auf-den-martkwert-erneuerbarer-energien.html (accessed on 14 February 2023).
- Kost, C.; Shammugam, S.; Fluri, V.; Peper, D.; Memar, A.D.; Schlegel, T. Levelized Cost of Electricity-Renewable Energy Technologies. Freiburg, 2021. Available online: https://www.ise.fraunhofer.de/en/publications/studies/cost-of-electricity.html (accessed on 14 February 2023).
- Adnan, M.A.; Kibria, M.G. Comparative techno-economic and life-cycle assessment of power-to-methanol synthesis pathways. Appl. Energy 2020, 278, 115614. [Google Scholar] [CrossRef]
- Battaglia, P.; Buffo, G.; Ferrero, D.; Santarelli, M.; Lanzini, A. Methanol synthesis through CO2 capture and hydrogenation: Thermal integration, energy performance and techno-economic assessment. J. CO2 Util. 2021, 44, 101407. [Google Scholar] [CrossRef]
- Bellotti, D.; Rivarolo, M.; Magistri, L. Economic feasibility of methanol synthesis as a method for CO2 reduction and energy storage. Energy Procedia 2019, 158, 4721–4728. [Google Scholar] [CrossRef]
- Mohseni, E.; Herrmann-Heber, R.; Reinecke, S.F.; Hampel, U. Bubble generation by micro-orifices with application on activated sludge wastewater treatment. Chem. Eng. Process. Process Intensif. 2019, 143, 107511. [Google Scholar] [CrossRef]
- Herrmann-Heber, R.; Reinecke, S.F.; Hampel, U. Dynamic aeration for improved oxygen mass transfer in the wastewater treatment process. Chem. Eng. J. 2020, 386, 122068. [Google Scholar] [CrossRef]
- Gieseke, A.; Tarre, S.; Green, M.; de Beer, D. Nitrification in a biofilm at low pH values: Role of in situ microenvironments and acid tolerance. Appl. Environ. Microbiol. 2006, 72, 4283–4292. [Google Scholar] [CrossRef] [Green Version]
- Fabiyi, M.; Connery, K.; Marx, R.; Burke, M.; Goel, R.; Snowling, S.; Schraa, O. Extending the Modeling of High Purity Oxygen Wastewater Treatment Processes: Transition from Closed to Open Basin Operations—A Full Scale Case Study. Proc. Water Environ. Fed. 2012, 2012, 4250–4262. [Google Scholar] [CrossRef]
- DWA 31. Leistungsnachweis Kommunaler Kläranlagen—Verfahren der Stickstoffelimination im Vergleich; DWA: Hennef, Germany, 2018. [Google Scholar]
- Institut für Wasserwirtschaft Halbach. Der biologische Sauerstoffbedarf im Ablauf von Kläranlagen. 7 August 2019. Available online: https://www.institut-halbach.de/2019/08/biologischer-sauerstoffbedarf-im-ablauf-von-klaeranlagen/ (accessed on 7 May 2023).
- Larrea, A.; Rambor, A.; Fabiyi, M. Ten years of industrial and municipal membrane bioreactor (MBR) systems—Lessons from the field. Water Sci. Technol. 2014, 70, 279–288. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scenario | Nominal % of Day at Full Load | Nominal Full Load Hours (h·a−1) |
|---|---|---|
| 1 | 40 | 3504 |
| 2 | 75 | 6750 |
| Equipment Item | (€) | (kW) | (-) | Reference | Year of Publication |
|---|---|---|---|---|---|
| PEME stack | 1000 a | 1 | 1 | [3,30] | 2020 |
| AC/DC converter | 160 | 1 | 1 | [31,32] | 2012 |
| Compressor | 267,000 | 445 | 0.67 | [32,33] | 2012 |
| Equipment Item | ($) | ($·kg−1) | (kg) | (-) | Reference | Year of Publication |
|---|---|---|---|---|---|---|
| Intermediate O2 tank | 12,800 | 73 | 7800 | 0.85 | [27,34] | 2010 |
| Contingency O2 tank | 17,400 | 79 | 900 | 0.85 | [27,34] | 2010 |
| Superordinate Cost Item | CAPEX Cost Item Description | Cost Basis (€) | Index | Lang Factor |
|---|---|---|---|---|
| Inside battery limits () | Equipment purchase | 1 | 1 | |
| Equipment installation | 2 | 0.3 | ||
| Piping (installed) (valves, fittings, pipes, supports, and labour) | 3 | 0.3 | ||
| Instrumentation and controls (installation labour, auxiliary equipment) | 4 | 0.3 | ||
| Electrical systems (installed) (wiring, lighting, transformation, and services) | 5 | 0.1 | ||
| Outside battery limits () | Additions to site infrastructure Water, air and electricity supply nodes Piping, storage, and distribution | 6 | 0.1 | |
| Contingency charges () | Compensation of cost estimates Price/currency fluctuations Contractor/labour disputes | 7 | 0.2 | |
| Design and engineering () | Engineering and supervision | 8 | 0.3 | |
| Construction expenses | 9 | 0.3 | ||
| Contractor fee | 10 | 0.1 | ||
| Working capital () | Feed/product/spare parts inventory Cash on hand | 11 | 0.1 | |
| Start−up expenses () | General start-up expenses | 12 | 0.05 |
| Superordinate OPEX/FCP Cost Item | Cost Basis (€) |
Index | Lang Factor |
|---|---|---|---|
| Supervision ( ) | 1 | 0.25 | |
| Direct salary overhead (
) (Non-salary costs: Health insurance and benefits) | 2 | 0.4 | |
| Maintenance () | 3 | 0.03 | |
| Property taxes and insurance ( ) | 4 | 0.01 | |
| Rent of land ( ) | 5 | 0.01 | |
| Environmental charges ( ) | 6 | 0.01 |
| 2020 | 2030 | ||||||
|---|---|---|---|---|---|---|---|
| Optimistic | Neutral | Pessimistic | Optimistic | Neutral | Pessimistic | ||
| LCOE (€·MWh−1) | Conventional | 31 | 43 | 55 | 47 | 71 | 94 |
| PV | 31 | 57 | 140 | 21 | 51 | 81 | |
| Wind on shore | 39 | 61 | 83 | 25 | 53 | 81 | |
| Wind off shore | 72 | 105 | 138 | 56 | 78 | 101 | |
| H2 price (€·kg−1) | 6 | 5 | 4 | 4 | 3 | 2 | |
| PEME stack lifetime (h) | 67,500 | 59,000 | 50,500 | 85,000 | 75,500 | 66,125 | |
| PEME stack cost (€·kW−1) | 867 | 1000 | 1225 | 453 | 600 | 780 | |
| O2 price (€·t−1) | 100 | 100 | 100 | 134 a | 122 b | 110 c | |
| Parameter | Scenario 1 | Scenario 2 |
|---|---|---|
| (-) | 1350 | 1000 |
| (kW) | 6400 | 4750 |
| (kW) | 37 | 27 |
| (m3) | 250 | 200 |
| (m3) | 5 | 28 |
| Effective % of time at full load | 47 | 72 |
| (h·a−1) | 4073 | 6259 |
| (t·a−1) | 3782 | 3780 |
| (t·a−1) | 476 | 476 |
| Time with < (d·a−1) | 0.4 | 2.5 |
| Time with > (d·a−1) | 0 | 0 |
| Year | Scenario | Electricity Source | Optimistic | Neutral | Pessimistic |
|---|---|---|---|---|---|
| 2020 | Scenario 1 | Conventional | 500 | 830 | 1232 |
| PV | 500 | 945 | 1935 | ||
| Wind on shore | 566 | 978 | 1464 | ||
| Wind off shore | 839 | 1342 | 1919 | ||
| Scenario 2 | Conventional | 286 | 609 | 977 | |
| PV | 286 | 727 | 1693 | ||
| Wind on shore | 353 | 761 | 1212 | ||
| Wind off shore | 631 | 1131 | 1676 | ||
| 2030 | Scenario 1 | Conventional | 452 | 874 | 1311 |
| PV | 237 | 709 | 1203 | ||
| Wind on shore | 270 | 725 | 1203 | ||
| Wind off shore | 526 | 932 | 1369 | ||
| Scenario 2 | Conventional | 347 | 751 | 1165 | |
| PV | 128 | 582 | 1055 | ||
| Wind on shore | 161 | 599 | 1055 | ||
| Wind off shore | 423 | 810 | 1224 |
| Scenario 1 | Scenario 2 | |||
|---|---|---|---|---|
| 2020 | 2030 | 2020 | 2030 | |
| max. | 2184 | 1525 | 1882 | 1343 |
| min. | 695 | 350 | 436 | 215 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parra Ramirez, M.A.; Fogel, S.; Reinecke, S.F.; Hampel, U. Techno-Economic Assessment of PEM Electrolysis for O2 Supply in Activated Sludge Systems—A Simulation Study Based on the BSM2 Wastewater Treatment Plant. Processes 2023, 11, 1639. https://doi.org/10.3390/pr11061639
Parra Ramirez MA, Fogel S, Reinecke SF, Hampel U. Techno-Economic Assessment of PEM Electrolysis for O2 Supply in Activated Sludge Systems—A Simulation Study Based on the BSM2 Wastewater Treatment Plant. Processes. 2023; 11(6):1639. https://doi.org/10.3390/pr11061639
Chicago/Turabian StyleParra Ramirez, Mario Alejandro, Stefan Fogel, Sebastian Felix Reinecke, and Uwe Hampel. 2023. "Techno-Economic Assessment of PEM Electrolysis for O2 Supply in Activated Sludge Systems—A Simulation Study Based on the BSM2 Wastewater Treatment Plant" Processes 11, no. 6: 1639. https://doi.org/10.3390/pr11061639