
Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm
1
School of Computer and Information, Qiannan Normal University for Nationalities, Duyun 558000, China
2
Key Laboratory of Complex Systems and Intelligent Optimization of Guizhou Province, Duyun 558000, China
3
Office of Academic Affairs, Qiannan Broadcast Television University, Duyun 558000, China
*
Authors to whom correspondence should be addressed.
Processes 2023, 11(3), 904; https://doi.org/10.3390/pr11030904
Submission received: 2 February 2023
/
Revised: 9 March 2023
/
Accepted: 14 March 2023
/
Published: 16 March 2023
(This article belongs to the Special Issue Smart Manufacturing & Automation Control Systems for Industry 4.0/5.0)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Aiming at the intelligent production line scheduling problem, a production line scheduling method considering multiple constraints was proposed. Considering the constraints of production task priority, time limit, and urgent task insertion, a production process optimization scheduling calculation model was established with the minimum waiting time and minimum completion time as objectives. The BAS was used to solve the problem, and a fast response mechanism for emergency processing under multiple constraints was established. Compared with adaptive particle swarm optimization (APSO) and non-dominated sorting genetic algorithm-II (NSGA-II) operation, this algorithm showed its superiority. The practical application in garment processing enterprises showed that the method was effective and can reduce the completion time and waiting time.
1. Introduction
The optimization of production line scheduling is the key to realizing high-efficiency production in modern manufacturing systems. The production line scheduling problem is a complex optimization problem. The state of modern production lines is constantly changing, so the production line needs to have the ability to quickly adjust [1,2,3]. As the pillar industry of economy and social development, the manufacturing industry is facing severe tests under the background of economic globalization. It is very necessary to upgrade related industries’ informatization and intelligence [4,5]. Due to the great differences in the production process, raw materials, and the production equipment of different products produced in the workshop, the complexity of production scheduling is a problem [6,7,8]. Therefore, it is necessary for enterprises to use the control system to schedule the production line to ensure the stability and continuity of production and improve the production capacity.
The production line scheduling problem is also typical due to its variable production environment, diverse research objects, complex constraints, and other factors. Its main characteristics are complexity, randomness, multivariable, and multi-objective. Therefore, the difficulty of solving shop floor scheduling will increase exponentially with the passage of time and the accumulation of tasks, which is recognized as a NP problem. Therefore, in the research on the production line scheduling problem, the improvement and perfection of the solution method has become the key research field to solve the problem. For the production line scheduling problem, scholars at home and abroad have carried out corresponding research. Hu et al. [9] proposed a production scheduling model based on grey prediction, which predicted the product demand and planned the inventory production capacity through the grey prediction method. The method is verified by a case study of a glass manufacturing enterprise. Zhang et al. [10] proposed a new firefly algorithm based on Levy Flight, aiming at problems such as hunger and blockage in the intelligent production line scheduling process. Compared with GSO (glowworm swarm optimization), SGSO (glowworm swarm optimization of scene understanding), and CGSO (chaos glowworm swarm optimization), it has better solving accuracy, convergence, and stability. Ma et al. [11] built an enterprise production line simulation model based on Agent modeling technology, which can effectively simulate the actual production process of the factory. Jia et al. [12] proposed a Petri net model suitable for the study of flexible production line scheduling and verified the method by taking the machine tool seat-type flexible production line as an example. Wu et al. [13] proposed a data-driven semiconductor production line scheduling framework. Based on scheduling optimization data samples and a machine learning algorithm, the framework can determine the approximate optimal scheduling strategy in real time according to its current production state. Jin et al. [14] developed a central control and scheduling system based on the logistics scheduling method of discrete production lines. Eroglu et al. [15] carried out research on large-scale loom scheduling, focusing on the series-related setting time and scheduling model with machine resource constraints, and proposed an improved hybrid genetic algorithm that could solve machine resource constraints. Wang et al. [16] improved and optimized the knitting shop scheduling model and used the improved genetic algorithm to solve the above model. Zhang et al. [17] proposed a production optimization method based on deep reinforcement learning and applied it to reservoir models. This approach maximized the net present value throughout the lifecycle and enabled real-time adjustments to the good control solution. Duan et al. [18] proposed a fixed-time, time-varying output formation-containment (FT-TV-OFC) control system for heterogeneous universal multi-agent systems and verified the system through a case study. Wang et al. [19] proposed a generalized growth-oriented remanufacturing services (GGRMS) method, which can maximize the residual value of retired products and reduce process consumption and resource waste. The method was verified by gearbox remanufacturing. Cao et al. [20] constructed a multi-objective optimization model for multi-segment heterogeneous vehicles, which took into account four objective functions: total cost, maximum time, carbon emission, and load utilization. A meme algorithm based on Two_Arch2 is proposed to deal with the model.
The above literature studies the production line scheduling and puts forward some optimization methods. However, the research on the constraints of the production line is not comprehensive enough and seldom considers the characteristics of multiple constraints. The multi-constraint intelligent production line is a process in which multiple modules and different devices run at the same time under multiple constraints. Aiming at the complexity and multi-constraint characteristics of the intelligent production line scheduling problem, this paper determines the optimization model of the scheduling problem by analyzing the scheduling process of the production line. The scheduling model takes the minimum capacity completion time and the minimum station waiting time as the optimization objectives, and the processing time, worker skill proficiency, process, and equipment as constraints. The model is solved by BAS, and the comparison of BAS with APSO and NSGA-II algorithms shows that BAS is faster and more accurate. The model is oriented to the scheduling problem of the manufacturing production line, and the problem of untimely mass production scheduling of the garment production line is analyzed as an example.
2. Multi-Constraint Intelligent Production Process
The main body of the production line scheduling problem mainly includes production tasks and plans, schedulable resources, scheduling constraints, and production optimization indicators. For general production line scheduling problems, production tasks and plans generally refer to jobs, and the schedulable resources are generally the production and processing equipment of enterprises [21]. The key to production line scheduling is to allocate tasks reasonably and efficiently to the schedulable resources. The optimization index of production line scheduling, that is, the optimization objective, has diversity and variability according to the different strategies of the production enterprise. The determination of the optimization objective mainly depends on the production cost and product quality [22]. For most enterprises, common optimization objectives include: minimum sum of production material cost, processing cost, and logistics cost, maximum product output per unit production time, minimum and maximum completion time of production tasks, timely delivery of urgent orders and high-priority production tasks without delay, high utilization rate of workshop equipment, and low energy consumption of key production and processing equipment. The constraints of production line scheduling problems mainly include: product process constraints, transport path constraints of material handling equipment such as AGVs, operating load constraints of processing machine tools, and constraints of limited resources, such as the number of personnel, equipment, and tools and fixtures [23,24].
2.1. Multi-Constraint Intelligent Production Line Scheduling Process Analysis
The multi-constraint intelligent production line process mainly includes a scheduling control module, transportation module, loading and unloading module, execution module, and an auxiliary equipment module. The multi-constraint intelligent production line scheduling control module sends out instructions based on the detected location of the workpiece and material.
The workpiece and material should be timely delivered to the pre-processing area of the corresponding station, as required. The operator in the processing area will execute the processing order, and then transfer to the next area for further processing or return to the unloading area of the material center [25,26].
2.2. Scheduling Requirements
The operation process of the multi-constraint intelligent production line is a process in which multi-functional modules run at the same time with different equipment [27]. The production task of each equipment is formulated according to the demand. Multiple single equipment runs at the same time to complete specific tasks, such as transportation, production and assembly, loading and unloading, etc., and the equipment and processing time of product production during the operation process may be adjusted. The operation process of the multi-constraint intelligent production line is a combination of equipment, personnel, and materials formed to complete a specific task under specific constraints. Therefore, the operation process of the multi-constraint intelligent production line should meet the following requirements [28,29,30]:
(1) Multi-constraint intelligent production line operation requires that under specific constraints, multiple devices in the intelligent production line work cooperatively to complete the production task. Real-time dynamic priority division can be conducted on the urgency of production tasks according to the actual situation of multi-constraint production, the production sequence can be arranged according to the level, and production tasks can be rescheduled during the process of task execution. The balance rate of the intelligent production line is optimized to improve the overall utilization rate of resources and reduce the waiting time to achieve optimal scheduling objectives.
(2) Each process of the multi-constraint intelligent production line needs different modules to cooperate. The function of the same module is the same, and the theoretical maximum production capacity of each process is the same. If there are multiple execution combinations in the same process, the distribution of production tasks shall be coordinated according to the total amount of tasks, and the task shall be equally distributed when the maximum production capacity of all combinations is met. If a production task does not meet the maximum capacity, allocate devices based on production requirements.
(3) Multi-constraint intelligent production line product production under constraints requires multiple sets or groups of equipment to work together. According to the different process route to establish different constraints.
(4) The multi-constraint intelligent production line can set the overall ideal production balance rate, and schedule and adjust the production process according to the actual production balance rate.
(5) The higher the daily production capacity, the better, and it is necessary to try to reduce the number of scheduling adjustments in the production process.
2.3. Scheduling Model
The production process, raw materials, and production equipment of different enterprises greatly differ, but the scheduling objectives mainly include time objectives, resource objectives, carbon emission objectives, efficiency objectives, etc. [31,32]. The scheduling of the multi-constraint intelligent production line is similar. Completion time is the time it takes to complete a job or an entire process. It is the time consumed by workers to directly process the object of labor and complete each process operation. It is the basic component of the quota time. The waiting time is the idle time between the completion of the last process and the start of the next process. Minimizing the waiting time can effectively improve the device utilization. In this paper, the minimum production capacity completion time and the minimum waiting time of the station are taken as the optimization objectives. The completion time and station waiting time are targeted for intelligent production line operation scheduling under multiple constraints [33,34,35]. The objective function is shown as follows:
where is the processable time of process j of order i on equipment k, and is the completion time of process j−1 of order i. The objective function is the total completion time, where is the completion time of the assumed process on machine m. The objective function is the station waiting time, and it is the difference between the processing time of the next process of the order and the completion time of the last process.
The objective function of intelligent production line is subject to the following constraints:
where, is the processing time constraint of the process, is the processing time of process j of order i on equipment k, is the production efficiency of employees with different skill levels, the skill level of personnel is A, B, and C, and the production efficiency ratio of each level is . is the discriminant condition of process of order processed on equipment , and when equipment k is selected for processing, is 1, otherwise it is 0. and are the actual start time and completion time of the process of order on equipment , respectively. Formula (4) indicates that the actual processing time of an operation is affected by the production efficiency of employees. For the same operation, the actual processing time of efficient employees is shorter. Formula (5) indicates that the order can be put into production only after the user places the order. Formula (6) indicates that a process can only be processed once on one equipment. Formula (7) indicates the completion time constraint of the order. Formula (8) represents the processing order constraint of the order. In addition to the above constraints, the following assumptions are specified in this study: one machine can only process one process, the processing order of different orders has no sequence constraints, etc.
3. Steps of BAS
3.1. Intelligent Production Scheduling Process under Multiple Constraints
The intelligent production scheduling process under multiple constraints has the following steps [36,37,38]:
- Constraint parameter expression.
- Calculate the number of stations required by each process according to the actual situation of the process.
- Select all stations suitable for each process according to the configuration information of each station.
- Form a preliminary pipeline distribution plan according to the log-on status of employees at each station and the historical production data of employees and implement the distribution.
- Measure the balance rate of the production line according to the actual production capacity of each process and judge the rationality of the current production line process allocation.
- Generally, the balance rate of the production line is used to measure the balance of the production line. When the balance rate of the production line is greater than 85%, it indicates that the load is distributed evenly. If the balance rate of the production line is >85%, proceed to the next step, if not, return to the previous step.
- If it is judged that the current balance rate of the production line is lower than the present value, the working procedure shall be arranged again according to the actual production efficiency and station configuration information of each station, and the production data of each station shall be recorded as reference data for the next intelligent production scheduling.
- Check whether the site memory of each station reaches the site threshold of this process.
- Select the appropriate number of stations according to the production capacity of each process, site configuration information, and employee production data to help process this process.
- Check whether the balance rate reaches the maximum value. If yes, proceed to the next step. If no, return to the previous step.
- Stop emergency dispatching.
Figure 1 shows the process flow of multi-constraint intelligent production line scheduling, where Y is the discriminant condition satisfied and N is the condition not satisfied.
3.2. Algorithm Analysis
Many methods have been proposed to solve the job shop scheduling problem. BAS is a heuristic optimization algorithm proposed by Jiang et al. [39]. This algorithm simulates the foraging behavior of beetles to build a mathematical model and solve complex problems. The beetle does not know the location of the target food point during the foraging process but uses the two whiskers on its head to collect the strength of the smell. When the scent is stronger on the left than on the right, the next step is to the left, and then the next step is to the right. The beetles are efficient at finding food based on this principle. Compared with other traditional algorithms, BAS requires only one individual to search, and the computation is greatly reduced. It is easy to realize, and the convergence speed is fast, so BAS was chosen as the computational solution of this study [40,41].
The idea of the BAS algorithm is that the specific location of food is equivalent to the maximum value point of the objective function, and beetles move step-by-step towards the location with the strongest smell of food. Compared with the artificial bee colony algorithm and the ant colony algorithm, the BAS can perform optimization calculation without an explicit objective function and gradient vector. BAS is different from other optimization algorithms as BAS only needs one individual, namely a beetle, and this algorithm uses a single individual to solve the optimization problem, with a low computational complexity and fast optimization speed [42,43,44]. The body steps are as follows:
(1) Randomly generate and standardize the direction vector:
where, is the spatial dimension of variables, and is a random function.
(2) Calculate the coordinates of the left and right whiskers:
can be represented by the center of mass, as follows:
where, is the coordinate of ceramide at time , and is the horizontal projection search distance from the center of mass to the whisker at time .
(3) To determine the odor intensity of the left and right antennae, and are used to substitute the left and right positions, and is the objective function.
(4) According to the corresponding smell of the two whiskers, determine the next movement position of the longicorn:
where, is the step size at time .
(5) Search distance and step update:
where, represents the artificially set minimum step size, and and are the attenuation coefficients of search distance and step size renewal, respectively.
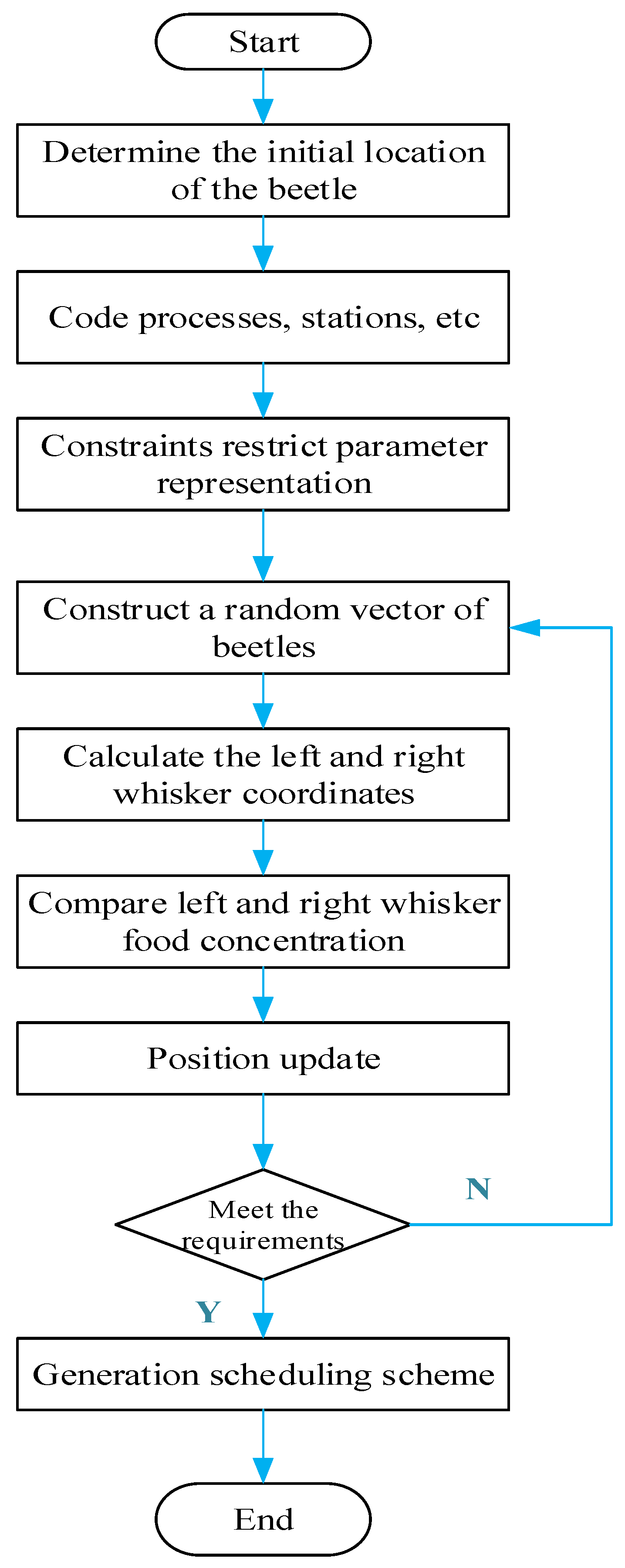
Figure 2 shows the workflow of the beetle whisker search algorithm, and Figure 3 shows the algorithm workflow combination process diagram, where Y is the discriminant condition satisfied and N is the condition not satisfied.
The traditional BAS algorithm is only suitable for the optimization of continuous functions, so it needs to be discretized to solve the scheduling problem. In this paper, a non-fixed point discrete division method was adopted. Control vector parameterization is a direct method for numerically solving optimal control problems. This method transforms the original infinite-dimensional dynamic optimization problem into a finite-dimensional static optimization problem via discretization. The parameterization process of the control vector requires a finite number of parameters to approximate the control vector , which varies continuously with time. Time intervals are usually divided into n subintervals. In dynamic optimization, the time interval is divided by equal division and unequal division. Unequal partition of time intervals involves initializing a set of parameters in the time domain according to some rules, namely , and the division formula of unequal division is as follows [45]:
The non-fixed point discrete division method is a new method to determine time nodes in the time domain. It is based on the control parameterization idea of the piecewise constant method. The method is to randomly select n time interval points, , within the time interval between the beginning and the end of the reaction process. The distance between two different adjacent points can be longer or shorter, the position of nodes can be sparse or dense, and is calculated in turn to obtain the control trajectory. Compared with the method of equal division and unequal division, the non-fixed point discrete division method can determine time nodes more randomly. The non-fixed point discrete division method can refine the control process and produce a more accurate control trajectory.
In this paper, the production line was scheduled by using the longicorn whisker search algorithm. Combining the longicorn whisker search algorithm and the multi-constraint production line scheduling model, the minimum capacity completion time and the shortest waiting time of the station are the optimization objectives. The algorithm and scheduling process are shown in Figure 3. The parameters in the Tendon search algorithm were initialized, including the space dimension k, the distance between the left and right whiskers d, the initial step length, and the number of iterations, and the position of Tendon was initialized and the direction was random. The production line capacity completion time, station waiting time, station information, equipment, etc., were coded. The beetle random vector was constructed, and the next moving direction of longicorn was determined by comparing the signal size of longicorn’s left and right whiskers, and then the position of longicorn was updated. The fitness of the solution was iteratively calculated, the individuals with better fitness were selected, and the iteration was completed after continuous screening until the conditions were met.
4. Cases
The intelligent production line is widely used in modern enterprises, and different enterprises have different characteristics. There are many technological processes in the garment manufacturing industry, and the intelligent production line is long, and each stage has its own characteristics. The garment intelligent production line is more complex than the ordinary mechanical product processing intelligent production line, and may have several kinds of ordinary mechanical product production line problems. Intelligent production line scheduling can be used to solve the problem of garment production, and the method can be applied to many industries.
Garment hanging production systems have been developed since the 1970s. It is a technological crystallization from traditional manual manufacturing in order to improve production efficiency and management levels based on the development of an industrial base and garment production practice. The garment hanging system belongs to the production and transmission mode of the garment assembly line, which is famous for its automatic high-tech method. The hanging system requires the combination of manpower and equipment to form a set of rigorous and mechanized production transmission and management modes. In the production process, the corresponding hardware system is used to directly transport the semi-finished product cutting pieces to the side of each processing machine, and the length of the line can be adjusted at any time. The processing chain and production mode are not limited, with good flexibility. It is convenient for garment mass production and saves time. Due to the impact of order arrival times, style differences, insert order and return order, and other factors under the clothing mass personalized customization mode, the production scheduling is complicated.
Taking multi-constraint garment hanging production system scheduling as an example, the garment hanging production system of many enterprises currently has a large gap in personnel quality, management level, and operational skills, which limits the roles of the system functions, and thus results in the factories equipped with hanging production lines not improving the production efficiency much compared with before. At present, the scheduling function of the garment hanging production system is only to put forward the processes to be scheduled and find feasible scheduling schemes in the production process, and the final scheduling decision is still up to the line leader. However, artificial scheduling cannot guarantee the optimal balance rate of the production line, which may lead to the existence of bottleneck processes and frequent scheduling of the production line.
4.1. Advantages of Multi-Constraint Intelligent Production Line
Figure 4 shows the flow chart of scheduling, where (a) is the ordinary scheduling and (b) is the multi-constraint intelligent scheduling. Multi-constraint intelligent production line has the following advantages.
(1) In the general production system, the production process is greatly affected by the level of operational skills. The production process of the multi-constraint intelligent production line is adjusted according to the emergency situation of production tasks and equipment conditions, which is not affected by the skill level of the operators.
(2) In general, the scheduling power of the production system is largely determined by the operator. The scheduling function of the production system only puts forward the processes to be scheduled and feasible scheduling schemes in the production process, and the final scheduling decision is made by the line manager according to the production situation. Multi-constraint intelligent production line scheduling can predict the production situation according to the production plan and automatically schedule the production.
(3) The overall utilization rate of the equipment in the production process of the general production system is difficult to be used as a good indicator. The multi-constraint intelligent production line scheduling can take the equipment utilization rate as a separate indicator for assessment, which can effectively ensure the equipment utilization rate.
(4) Due to the large gaps in personnel quality, management level, and operational skills in the general production system, it is difficult to exert the production efficiency of the system function to a large extent. The multi-constraint intelligent production line can effectively improve production efficiency according to the real-time scheduling of production tasks and equipment.
4.2. Case Study
Taking the actual clothing processing and production as an example, the general processing and production process of clothing enterprises is as follows: discharge → cutting → making bags → sewing → keyhole nail → ironing → garment inspection → packaging → warehousing or shipping. The production process is arranged according to the demand. The number of people in the shirt hanging production line is 13, with 1 person per 1 station, and each station has 1 or 2 equipment. According to the time ratio of each processing process of shirts, 16 sets of equipment are set, among which the flat sewing machine, ironing table, five-line car, chain machine, keyhole machine, and nailing machine configuration ratio is 7:4:2:1:1.
4.3. Result
To verify the effectiveness of the algorithm, the APSO algorithm, NSGA-II algorithm, and BAS algorithm were selected for comparison. With the minimum waiting time as the goal, the APSO, NSGA-II, and BAS algorithms were compared. MAtlab2016 was used for programming, and the BAS algorithm, APSO algorithm, and NSGA-II algorithm parameters were set as follows, to ensure the maximization of the population size and the maximum number of iterations as far as possible. The population size was set as N = 100 and the maximum number of iterations as 300 generations. The crossover rate was = 0.8, and the variation rate was = 0.02. BAS parameters were set as follows: dimension was 3, the coefficient between the distance of two whiskers and step size was 5, the initial step size of each beetle was 0.3, and the maximum number of iterations was 300. The algorithm comparison results are shown in Figure 5. The optimal value of the APSO algorithm was 1.5 s, of the NSGA-II algorithm was 1.3 s, and of the BAS algorithm was 1.1 s. The results after the BAS algorithm optimization were minimal, and BAS had good convergence. As the number of iterations increased, the waiting time gradually decreased until it became stable. It can be seen from the iteration curves of the three algorithms that the BAS algorithm had the lowest number of iterations, followed by NSGA-II and APSO.
Objective 2 was obtaining the minimum completion time, and the maximum number of iterations was 300. The comparison results of the three algorithms are shown in Figure 6, and the optimal value was 327.2 s. The optimal value of the APSO algorithm was 347.5 s, of the NSGA-II algorithm was 341.3 s, and of the BAS algorithm was 327.2 s. The completion time after the BAS algorithm optimization was minimum, and the algorithm had good convergence. As can be seen from the figure, as the number of iterations increased, the completion time gradually decreased until it became stable. From the iteration curves of the three algorithms, it can be seen that the BAS algorithm had the lowest number of iterations, followed by NSGA-II and APSO.
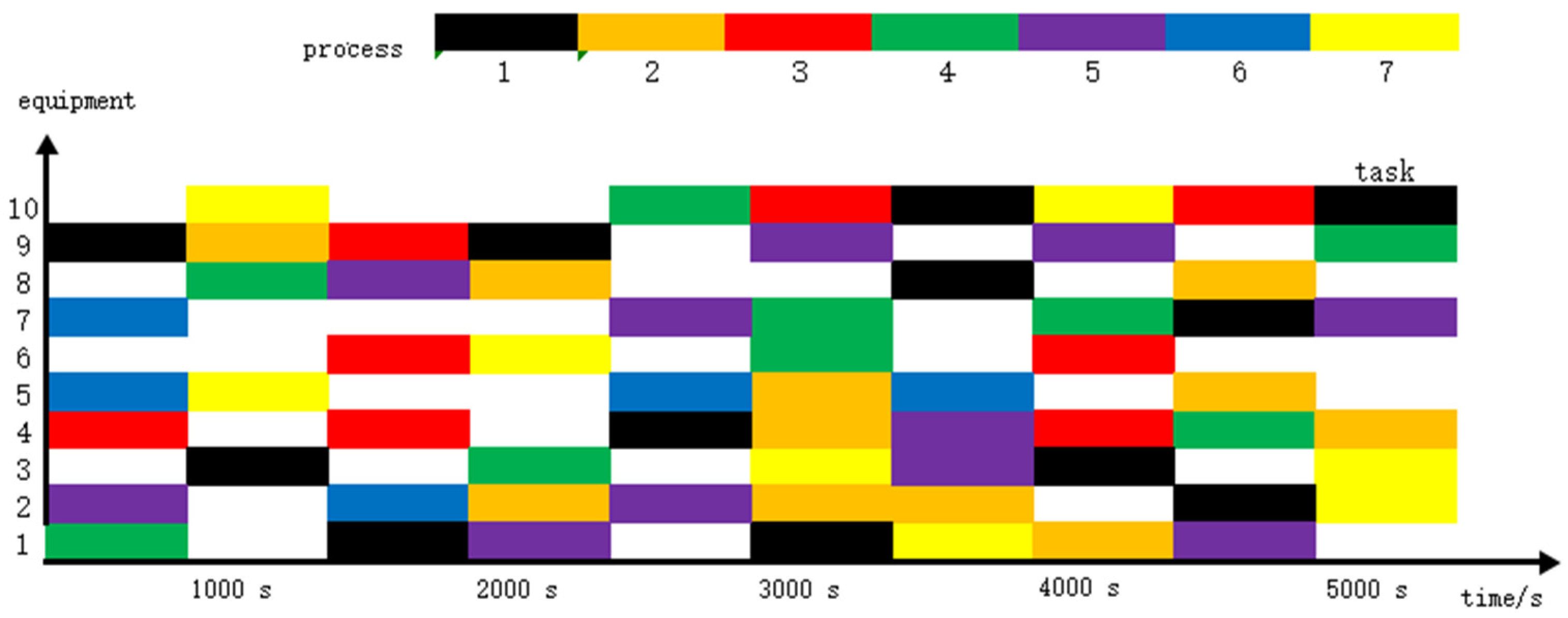
Figure 7, Figure 8 and Figure 9 show the scheduling results. Different colors in the figure represent different processes, and the corresponding colors of the process numbers have been given in the figure.
The experimental results showed that the production time and equipment utilization rate required to complete 500 pieces of clothing were 23,027 s and 61% in the production plan before scheduling, 20,156 s and 64% in the scheduling under the assumption of complete human cooperation, and 18,936 s and 71% in the multi-constrained intelligent scheduling. After multi-constraint intelligent scheduling, the shortest completion time was 18,936 s, which was 82% of that before optimization. The device utilization rate of multi-constraint intelligent scheduling was 10% higher than that before optimization and the waiting time was greatly reduced.
4.4. Comparison with Related Research
Some methods to reduce the completion time and waiting time of job-shop scheduling have been reported at home and abroad [9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24,25,26], and these methods and algorithms are effective for saving time. However, these studies are all about job-shop scheduling without considering production constraints. In this case, because the production limit is not precisely limited, it is difficult to ensure accurate and effective scheduling. In the stage of production planning, whether the scheduling has pertinence depends on the limitation of the basic background to a great extent. On the basis of multi-constraint production, this paper optimized the process parameters with the aim of minimizing the completion time and the waiting time. The results are more practical by using the relatively advanced BAS.
5. Conclusions
A multi-constraint intelligent production line scheduling method based on BAS was proposed to solve the problem of untimely scheduling of manufacturing production, and we used the garment mass production line as an example to verify. This method considers production line scheduling under various constraints and uses BAS to solve the problem, aiming at the order import of the multi-constraint intelligent production line, based on the existing production conditions, using the BAS for real-time production scheduling, to maximize the utilization rate of equipment and to achieve the efficiency of the production line. Experimental results showed that compared with traditional scheduling, the completion time of multi-constraint intelligent production line scheduling based on BAS was reduced by 7.1%, and the waiting time of equipment was reduced by 16.2%.
In the future, the research will mainly focus on two points: first, more typical multi-constraint intelligent production line scheduling problems will be studied, and second, the typical process scheduling of the multi-constraint intelligent production line for the same product will be studied.
Author Contributions
Conceptualization, Y.Z. and Y.X.; methodology, Y.Z.; software, Y.Z.; validation, H.X.; formal analysis, H.X.; investigation, H.X.; data curation, J.H.; writing—original draft preparation, J.H. and Y.X.; writing—review and editing, Y.X.; funding acquisition, J.H. All authors have read and agreed to the published version of the manuscript.
Funding
This study was supported by the development project of young scientific and technological talents in colleges and universities of Guizhou Province ([2020]195), and the program of Qiannan Normal University for Nationalities under Grant No. QNSY 2018025.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The study did not report any data.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ebrahimipour, V.; Najjarbashi, A.; Sheikhalishahi, M. Multi-objective modeling for preventive maintenance scheduling in a multiple production line. J. Intell. Manuf. 2015, 26, 111–122. [Google Scholar] [CrossRef]
- Li, H.Y.; Gui, C.; Xiao, K. Simulation of multivariate scheduling optimization for open production line based on improved genetic algorithm. Int. J. Simul. Model. 2018, 17, 347–358. [Google Scholar] [CrossRef]
- Xiao, Y.; Zhou, J.; Wang, R.; Zhu, X.; Zhang, H. Energy-Saving and Low-Carbon Gear Blank Dimension Design Based on Business Compass. Processes 2022, 10, 1859. [Google Scholar] [CrossRef]
- Qu, C.; Shao, J.; Cheng, Z. Can embedding in global value chain drive green growth in China’s manufacturing industry? J. Clean. Prod. 2020, 268, 121962. [Google Scholar] [CrossRef]
- Yu, P.; Ma, H.; Yang, Y.; Tao, L.; Mba, D. A Novel Grey Incidence Decision-making Method Based on Close Degree and Its Application in Manufacturing Industry Upgrading. J. Grey Syst. 2020, 32, 1–15. [Google Scholar]
- Xiao, Y.; Zhao, R.; Yan, W.; Zhu, X. Analysis and Evaluation of Energy Consumption and Carbon Emission Levels of Products Produced by Different Kinds of Equipment Based on Green Development Concept. Sustainability 2022, 14, 7631. [Google Scholar] [CrossRef]
- Mota, B.; Gomes, L.; Faria, P.; Ramos, C.; Vale, Z.; Correia, R. Production Line Optimization to Minimize Energy Cost and Participate in Demand Response Events. Energies 2021, 14, 462. [Google Scholar] [CrossRef]
- Yu, H.; Han, S.; Yang, D.; Wang, Z.; Feng, W. Job Shop Scheduling Based on Digital Twin Technology: A Survey and an Intelligent Platform. Complexity 2021, 2021, 8823273. [Google Scholar] [CrossRef]
- Hu, O. Research on Scheduling Model of Production Line Based on Grey Prediction and Its Application. J. Wuhan Univ. Technol. 2020, 42, 106–112. [Google Scholar]
- Zhang, J.; Li, X. Research on Intelligent Production Line Scheduling Problem Based on LGSO Algorithm. Comput. Sci. 2021, 48, 668–672. [Google Scholar]
- Ma, W.; Zhang, Y. Scheduling batches in shampoo industry based on simulation method. Comput. Integr. Manuf. Syst. 2022, 28, 3403–3420. [Google Scholar]
- Jia, Y.; Zhang, K. Scheduling model of machine tool seat flexible production line based on Petri net. J. Mech. Electr. Eng. 2022, 39, 7. [Google Scholar]
- Wu, Q.; Ma, Y. Data-driven dynamic scheduling method for semiconductor production line. Control. Theory Appl. 2015, 32, 1233–1239. [Google Scholar]
- Jin, Y.; Yang, W. Introduction of logistics scheduling system for a discrate automatic. Manuf. Autom. 2021, 43, 32–36. [Google Scholar]
- Eroglu, D.Y.; Ozmutlu, H.C. Solution method for a large-scale loom scheduling problem with machine eligibility and splitting property. J. Text. Inst. 2017, 108, 2154–2165. [Google Scholar] [CrossRef]
- Wang, J.A.; Pan, R.R.; Gao, W.D.; Wang, H. An automatic scheduling method for weaving enterprises based on genetic algorithm. J. Text. Inst. 2015, 106, 1377–1387. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, Z.; Chen, G.; Zhang, L.; Yang, Y.; Yao, C.; Wang, J.; Yao, J. Training effective deep reinforcement learning agents for real-time life-cycle production optimization. J. Pet. Sci. Eng. 2022, 208, 109766. [Google Scholar] [CrossRef]
- Duan, J.; Duan, G.; Cheng, S.; Cao, S.; Wang, G. Fixed-time time-varying output formation–containment control of heterogeneous general multi-agent systems. ISA Trans. 2023. In Press. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, H.; Liu, X.; Zelin, Z.; Xu-Hui, X.; Evans, S. Optimal Remanufacturing Service Resource Allocation for Generalized Growth of Retired Mechanical Products: Maximizing Matching Efficiency. IEEE Access 2021, 9, 89655–89674. [Google Scholar]
- Cao, B.; Zhang, W.; Wang, X.; Zhao, J.; Gu, Y.; Zhang, Y. A memetic algorithm based on two_Arch2 for multi-depot heterogeneous-vehicle capacitated arc routing problem. Swarm Evol. Comput. 2021, 63, 100864. [Google Scholar] [CrossRef]
- Dong, Y. Terminal inventory level constraints for online production scheduling. Eur. J. Oper. Res. 2021, 295, 102–117. [Google Scholar] [CrossRef]
- Zhang, H.; Li, X.; Kan, Z.; Zhang, X.; Li, Z. Research on optimization of assembly line based on product scheduling and just-in-time feeding of parts. Assem. Autom. 2021, 41, 577–588. [Google Scholar] [CrossRef]
- Munoz, E.; Capon-Garcia, E. Systematic approach of multi-label classification for production scheduling. Comput. Chem. Eng. 2019, 122, 238–246. [Google Scholar] [CrossRef]
- Spindler, J.; Kec, T.; Ley, T. Lead-time and risk reduction assessment of a sterile drug product manufacturing line using simulation. Comput. Chem. Eng. 2021, 152, 107401. [Google Scholar] [CrossRef]
- Kundakc, N.; Kulak, O. Hybrid genetic algorithms for minimizing makespan in dynamic job shop scheduling problem. Comput. Ind. Eng. 2016, 96, 31–51. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, C.; Liu, Q.; Rao, Y.Q.; Yin, Y. Flexible job shop dynamic scheduling under different reschedule periods. Comput. Integr. Manuf. Syst. 2014, 20, 2470–2478. [Google Scholar]
- Chen, H.; Chen, Y.; Ding, J.; Liu, Y.L. Analysis of garment hanging production line organization. J. Silk 2012, 49, 30–32. [Google Scholar]
- Trevino-Martinez, S.; Sawhney, R.; Sims, C. Energy-carbon neutrality optimization in production scheduling via solar net metering. J. Clean. Prod. 2022, 380, 134627. [Google Scholar] [CrossRef]
- Xiao, Y.; Jiang, Z.; Gu, Q.; Yan, W.; Wang, R. A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J. Manuf. Syst. 2021, 59, 535–548. [Google Scholar] [CrossRef]
- Music, G. Petri Net based solution supervision and local searchfor Job Shop scheduling. IFAC-Pap. 2021, 54, 665–670. [Google Scholar]
- Hu, L.; Liu, Z.; Hu, W.; Wang, Y.; Tan, J.; Wu, F. Petri-net-based dynamic scheduling of flexible manufacturing system via deep reinforcement learning with graph convolutional network. J. Manuf. Syst. 2020, 55, 1–14. [Google Scholar] [CrossRef]
- Crh, M.; Ribeiro, C.C. Shop scheduling in manufacturing environments: A review. Int. Trans. Oper. Res. 2022, 29, 3237–3293. [Google Scholar]
- Lv, Y.; Weitong, C.; Zhong, B. The Invention Relates to an Intelligent Production Scheduling Method for Garment Hanging Production Line. CN112009975A, 1 December 2020. [Google Scholar]
- Ziang, X.; Jinsong, D.; Guohua, Z. Adaptive dynamic scheduling of shirt hanging pipeline. J. Text. Res. 2001, 41, 144–149. [Google Scholar]
- Tamssaouet, K.; Dauzère-Pérès, S.; Knopp, S.; Bitar, A.; Yugma, C. Multiobjective optimization for complex flexible job-shop scheduling problems. Eur. J. Oper. Res. 2022, 296, 87–100. [Google Scholar] [CrossRef]
- Abuhamdah, A.; Alzaqebah, M.; Jawarneh, S.; Althunibat, A.; Banikhalaf, M. Moth optimisation algorithm with local search for the permutation flow shop scheduling problem. Int. J. Comput. Appl. Technol. 2021, 65, 189. [Google Scholar] [CrossRef]
- Park, M.J.; Choi, B.C.; Min, Y.; Kim, K.M. Two-Machine Ordered Flow Shop Scheduling with Generalized Due Dates. Asia-Pac. J. Oper. Res. 2020, 37, 1950032. [Google Scholar] [CrossRef]
- Jia, L.; Baz, D.E. A Dual Heterogeneous Island Genetic Algorithm for Solving Large Size Flexible Flow Shop Scheduling Problems on Hybrid multi-core CPU and GPU Platforms. Math. Probl. Eng. 2019, 2019, 1–13. [Google Scholar]
- Zhao, H.; Yao, H.; Jiao, Y.; Wang, Y. An Improved Beetle Antennae Search Algorithm Based on Inertia Weight and Attenuation Factor. Math. Probl. Eng. 2022, 2022, 1–20. [Google Scholar]
- Khan, A.T.; Cao, X.; Li, S.; Katsikis, V.N.; Brajevic, I.; Stanimirovic, P.S. Fraud detection in publicly traded U.S firms using Beetle Antennae Search: A machine learning approach. Expert Syst. Appl. 2022, 191, 116148. [Google Scholar] [CrossRef]
- Wang, S. Numerical Analysis and Parameter Optimization of Wear Characteristics of Titanium Alloy Cross Wedge Rolling Die. Metals 2021, 11, 1998. [Google Scholar]
- Khan, A.T.; Cao, X.; Li, S. Dual Beetle Antennae Search system for optimal planning and robust control of 5-link biped robots. J. Comput. Sci. 2022, 60, 101556. [Google Scholar] [CrossRef]
- Medvedeva, M.; Katsikis, V.; Mourtas, S.; Simos, T.E. Randomized time-varying knapsack problems via binary beetle antennae search algorithm: Emphasis on applications in portfolio insurance. Math. Methods Appl. Sci. 2020, 44, 2002–2012. [Google Scholar] [CrossRef]
- Wang, J.; Situ, C.; Yu, M. The post-disaster emergency planning problem with facility location and people/resource assignment. Kybernetes 2019. ahead-of-print. [Google Scholar] [CrossRef]
- Lyu, Y.; Mo, Y.; Lu, Y.; Liu, R. Enhanced Beetle Antennae Algorithm for Chemical Dynamic Optimization Problems’ Non-Fixed Points Discrete Solution. Processes 2022, 10, 148. [Google Scholar] [CrossRef]
Figure 1.
Multi-constraint intelligent production line scheduling process flow chart.

Figure 2.
BAS algorithm flow.

Figure 3.
Algorithm flow diagram combined with the process diagram.

Figure 4.
Scheduling flow diagram: (a) general scheduling and (b) multi-constraint intelligent scheduling.
Figure 4.
Scheduling flow diagram: (a) general scheduling and (b) multi-constraint intelligent scheduling.

Figure 5.
Iteration diagram of station waiting time.

Figure 6.
Completion time iteration diagram.

Figure 7.
Production plan before scheduling.

Figure 8.
Scheduling scheme for complete human cooperation.

Figure 9.
Scheduling scheme for multi-constrained intelligent scheduling.

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Zhang, Y.; Xu, H.; Huang, J.; Xiao, Y. Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm. Processes 2023, 11, 904. https://doi.org/10.3390/pr11030904
AMA Style
Zhang Y, Xu H, Huang J, Xiao Y. Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm. Processes. 2023; 11(3):904. https://doi.org/10.3390/pr11030904
Chicago/Turabian StyleZhang, Yani, Haoshu Xu, Jun Huang, and Yongmao Xiao. 2023. "Research on Multiple Constraints Intelligent Production Line Scheduling Problem Based on Beetle Antennae Search (BAS) Algorithm" Processes 11, no. 3: 904. https://doi.org/10.3390/pr11030904
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.