
Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear
by
 , , ,
, , ,
Vlad Alexandru Florea
1,* ,
,
Andreea Cristina Ionică
2 ,
,
Adrian Florea
3,
Răzvan-Bogdan Itu
1 and
Mihai Popescu-Stelea
2 1
Department of Mechanical, Industrial and Transportation Engineering, University of Petrosani, 332003 Petroșani, Romania
2
Management and Industrial Engineering Department, University of Petrosani, 332003 Petroșani, Romania
3
Department of Environmental Engineering and Geology, University of Petrosani, 332003 Petroșani, Romania
*
Author to whom correspondence should be addressed.
Processes 2022, 10(12), 2550; https://doi.org/10.3390/pr10122550
Submission received: 4 November 2022
/
Revised: 28 November 2022
/
Accepted: 29 November 2022
/
Published: 30 November 2022
(This article belongs to the Special Issue Reliability and Engineering Applications)
Abstract
:The rapid development of science and technology, and the restructuring of the mining extraction industry, bring about profound changes in the structure and complexity of technological equipment used in mining. In this paper, the Reliability Centered Maintenance (RCM) method has been applied to analyze the components of the KSW-460NE shearer machine, which fails quite frequently. The cutter drums do not match from a constructive point of view, and the concrete operation conditions, alongside the picks (being in direct contact with coal and hard inclusions) and guides are submitted to intense abrasion wear, showing a great number of failures. The data collected following the machine’s exploitation allowed parameter determination characterizing the reliability of the components mentioned, the manner of failure, and the effects. Using calculation methods, it has been possible to facilitate the interpretation of the result in view of establishing measures required to improve maintenance of the dominant components of the machine, determining replacement intervals, in accordance with an imposed reliability and maintainability. The results of the study assist in the choice of suitable hardening materials for the reconditioning of cutter drums and guides that are necessary for practical trials, by which their operating times, and replacement intervals, respectively, might be additionally improved.
1. Introduction
Reliability-based maintenance starts from the idea that it is absurd to fix, without knowing the seriousness of the consequences of the failure of the components that you intend to repair. Reliability-based maintenance involves the use of preventive, predictive [1,2], and proactive technologies, in an integrated manner, in view of improving the installations’ performances of the installations from a reliability point of view [3,4,5].
The elements and systems’ reliability is the probability of their operation without failure for a given time, in imposed conditions, therefore it represents a necessary but insufficient condition since at the same time, activities should be carried out to make their maintenance and repair efficient.
The above-listed considerations have been applied in the study of the behavior of one of the mining technological pieces of equipment, used for coal displacement, namely the KSW-460NE shearer machine, intended for underground coal exploitation.
Longwall-powered exploitation is an underground extraction method where the shearer cuts the coal that falls on the conveyer on which it travels. Maintenance activities for the mining machine depend on the effects of the strain to which its subassemblies are submitted. The cutter drums and the shearer picks come into contact with the coal and the hard sterile inclusions, being subject to cutter forces [6] that have variable values, depending on the physical-mechanical properties of the displaced mass. Rock and coal displacement by chipping with mining machines in underground workings, as well as with excavators in quarries [7] are difficult to be directly studied in situ, given the exploitation conditions.
Data collection regarding the behavior of the technological mining equipment in exploitation, necessary to start a reliability-centered maintenance analysis, relies on cooperation with the staff involved in ensuring the continuous operation of all the machines present in a production flow.
The Reliability Centered Maintenance method [8,9] does not consider only the parameters characterizing each component of the equipment (failure rate, reliability, mean time between failures, availability, etc.), but it studies the mode of failing as well, and its effects [10,11,12,13,14,15] (fault tree analysis, analysis of the behavior in case of failure, cause-effect diagram, Pareto diagram, etc.).
Some researchers consider Reliability-Centered Maintenance as the final stage of the complex maintenance program, integrating all the maintenance types, with all the responsibilities generated in each stage in part. The result of RCM implementation should be a completely integrated maintenance system implying a different approach to problem-solving and allowing a significant increase in equipment reliability. The principal objective of Reliability-Centered Maintenance is to reduce maintenance costs, by focusing on the most important functions of the system and annulling or moving the maintenance actions that are not strictly necessary.
At the same time, maintainability [16] can be considered the maintenance policy (maintenance and repair) of a product, since it represents the capacity of reestablishing the operating status of a product/system with maximum urgency, re-finding the initial reliability. The maintainability concept can be studied in two aspects: qualitatively and quantitatively. From a qualitative point of view, maintainability expresses the capacity of a product/system to be maintained or reestablished in a state in which it is able to fulfill the specified function, and from a quantitative point of view, it expresses the probability for a product/system to be maintained or reestablished in a state in which it can fulfill the specified function in a given time span, in given conditions.
Next to diagnosis activities, the use of Reliability-Centered Maintenance pursues the optimization of maintenance strategies [4,17,18,19,20,21,22] in given technical-economic conditions. Reliability-centered maintenance is based on the hypothesis that the reliability inherent to the equipment depends on the design and execution of quality, but it should not be a substitute for a bad design, an inadequate quality of the construction, or poor maintenance practice.
The sub-assemblies of the KSW-460NE shearer that comes into contact with coal or hard inclusions are subject to wear by dry friction [23,24,25] and shock-generated strain.
In principle, all systems can benefit from a maintenance analysis based on reliability, so the presumption was that it is necessary to prioritize the important functional elements of the KSW-460NE shearer, based on direct information obtained during the operation of this machine.
The data required for the reliability analysis of the KSW-460NE shearer subassemblies have been collected for two years, which allowed us to determine the mean operating time between failures (MTBF) [26,27], and the mean time to repair (MTR) [27,28] and failure rate. Many of the preventive maintenance [29,30,31,32,33,34,35] work should be conducted at regular intervals. It is difficult to establish an optimum duration and it should be based on information regarding the function of failure rate, probable consequences, and costs of the preventive maintenance work, which should prevent failure, cost, and risk of the preventive maintenance work, etc. A general problem in most of the models is the fact that the necessary input data are rarely available, especially in the case of mining technological pieces of equipment.
The shearer picks of the cutter drums in most of the models, by the specific consumptions determined by those (lumps/ton of displaced mass) significantly contribute to the value of production costs. This perspective has been taken into consideration by establishing the necessary spare parts for the three items: cutter drum, shearer picks, and guidings.
In this paper, calculation methods have been used for data processing concerning the constant failures occurring in the KSW-460NE shearer, and to facilitate results interpretation in view of improving the machine’s dominant components maintenance, by determining their replacement intervals in accordance with the reliability imposed by the beneficiary.
2. Materials and Methods
The reliability study became a problem of major interest both for the builder of the mining machinery and for their user. Due to the increase in time of the usage coefficient of the mining machinery and installations, a theoretical and applicative approach is necessary for the problems regarding the improvement of their reliability and maintenance.
The analysis of the efficiency of the maintenance program presented in the paper refers to the KSW-460NE machine (Figure 1), which has been monitored in exploitation for two years, in an underground mine in Jiu Valley.
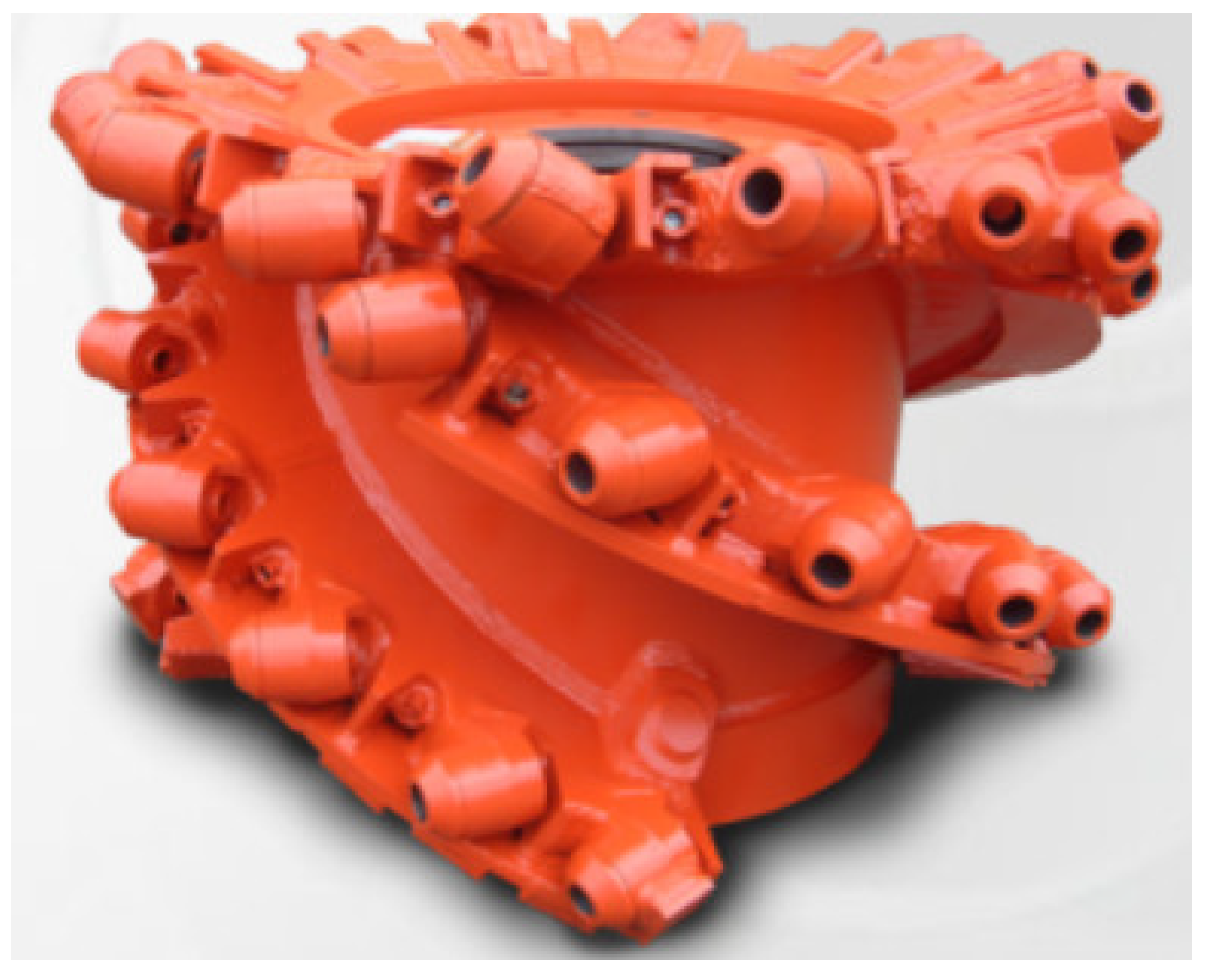
The mining machine travels on a face conveyer, having an Eicotrack-type traction system and two arms for the cutter drums (Figure 2), provided with shearer picks (Figure 3).
The methodology on which the analysis presented in the paper (RMC) [3] has been based has the following stages:
- -
- summary of the data collected on the detected failures;
- -
- analysis of the operational failures, which allow the manner in which the system might not function (cause-effect diagram) to be identified;
- -
- establish possibilities for making maintenance more efficient;
- -
- establish the necessary stock of spare parts;
- -
- establish the repair cycle specific to the technical revision system and planned preventive repairs.
We shall further show and give examples of how we approached the problem area.
2.1. Summary of the Data Collected on the Detected Failures
In general, to assess the reliability of the mining machines, tools, and installations, a method based on collected data processing is used (Table 1), following up on their behavior.
2.2. Analysis of Operational Failures Using Cause-Effect Diagram (Ishikawa)
Work speed increase, difficult operating conditions, and the high degree of strain involve a higher responsibility from a technical and economic point of view, in ensuring the functionality of the mining machinery, machines, and installations. Modern exploitation technologies and the high degree of complexity imply optimization of activities, both in respect of concept and manufacturing and in respect of exploitation, maintenance, and repair.
The procedure frequently used in the assessment of the causes of faults (failures) that occur during the operation of machines and machineries is the Fault Tree Analysis (FTA) [11,12].
Cause-effect diagram (Figure 4) is also called the Ishikawa diagram (after the name of the Japanese researcher Kaouru Ishikawa) or the fishbone diagram [36,37,38]. This diagram is devised in view of establishing the existing relationships between an effect (objective) and the causes to which it is linked.
Establishing the priorities for solving the failure causes, depending on which the measures for their removal are outlined, aside from the determination of the necessary number of certain spare parts, represents how the analysis regarding the improvement of the machine maintenance possibilities should be approached.
2.3. Working Section Regarding Data Processing Mode Exemplified for Captive Guides
The reliability and maintainability analysis [39,40,41,42] has been based on processing the collected data, namely, the operation time from one failure to another has been used, and their remedy times, respectively, regarding the machine functioning (for example: for captive guides, the times for the 13 failures recorded) using Weibull++ application (produced by ReliaSoft Company, Tucson, AZ, USA). The stages of the analysis include:
Table 3 shows the values of the adopted repartition law parameters (for example for the captive guiding MTBF = 882.954507 h).
2.4. Establishing the Necessary Number of Spare Parts
A correct estimate of the maintenance activity budget should be obtained by establishing the necessary number of spare parts (in this case for captive guidings, cutter drums, and their shearer picks) [43].
The value of the necessary number of spare parts N, for a T time span, is determined by a calculation (or tables are used regarding the standard normal distribution), using the formula:
where CV is the distribution variation coefficient, which is calculated with the formula:
where D is dispersion and σ mean standard deviation of the random variable or it is taken from tables [43] depending on the coefficient β (for exponential and lognormal distribution laws CV = 1); d is the parameter expressed with the help of the inverse Laplace function Φ−1(γ) for various confidence levels γ [43]:
d = Φ−1(γ);
MTBF is the mean time between failures and is calculated with the formula:
where n is the number of faults, and ti is the operating time between two faults of the same type.
The problem of determination arises, with a given probability, γ (level of confidence) of N number of spare parts that should be on standby, so that all necessities might be covered for a time span T.
Table 4 shows the d parameter values, obtained with the inverse Laplace function Φ−1(γ), for common values of γ level of confidence.
2.5. Determining Cycles of Repairs Specific to the System of Planned Technical Revisions and Preventive Repairs
The reasoning required to determine the repair cycles elements [43,44] is based on the following considerations: capital repair (RK) is carried out once in a cycle, after a time span T, as it results from Figure 5, which is a multiple of time C2; current second-grade repair is not carried out anymore at the end of the capital repair, in order to determine the number of current second-grade interventions, the following formula is used:
where C2 is the time between two current second-grade repairs.
The time related to the RC1 cycle, noted C1, is a factor of C2 time. RC1 interventions are evenly distributed in the RC2 cycle, therefore in an RC2 cycle there will be the following number of interventions:
or for a RK cycle, with nC2 + 1 cycles of RC2, one gets:
where nC1 is the total number of RC1 interventions in an RK cycle.
Technical revisions Rt are also evenly distributed in an RC1 cycle. The number of interventions Rt in an RC1 cycle will be:
where t is the time span between two technical revisions Rt.
The total number of technical revisions nt in an RK cycle is given by the formula:
or
The interventions sequence scheme results from Figure 5, namely: 3Rt − RC1 − 3Rt − RC1 − 3Rt − RC2 − 3Rt − RC1 − 3Rt − RC1 − 3Rt − RC2 − 3Rt − RC1 − 3Rt − RC1 − 3Rt − RK.
3. Results
3.1. Centralization for the Collected Data on the Failures Detected in KSW-460NE Shearer Machine
Table 5 shows the selection and processing of data collected by observing the exploitation, for two years of the KSW-460NE machine.
Table 5 shows that the greatest problems in the operation of the KSW-460NE machine are generated by the items that have a great number of failures, namely the captive guidings and the cutter drums (including the shearer picks).
3.2. Ishikawa Diagram for KSW-460NE Shearer Machine
The results included in Table 1 allowed us to establish the relationships existing between effects and causes with which they are related, drawing up an Ishikawa diagram (Figure 6) referring to the KSW-460NE shearer machine behavior. To this end, two aspects have been considered: establishing the main causes or the main factors influencing the occurrence of the designated fault; assessment of the principal causes that might have several secondary causes, each being able to be influenced by objective or subjective causes.
The cutter drums and their shearer picks should fit the structure and size of the coal layer being worked. If not, as has been seen in the case of the KSW-460 shearer machine, rapid wear of the picks and the entire cutter drum thereof as well as its guidings occurs. The profile of the conveyer fender on which the machine travels does not form a correct friction coupling with its guiding, which leads to an important cause of the guiding wear.
In addition, one can also mention the poor maintenance management, and the delayed replacement of the worn picks, which in its turn results in the wear of the pick holders and the propeller on which they are placed.
3.3. Possibilities by Which the Maintenance of the KSW-460NE Shearer Machine Can Be Made More Efficient
To establish the measures required given the increasing operation time between failures, and to decrease the operation time without replacing the cutter drums, shearer picks and guidings, duration of replacement for KSW-460NE shearer machine, and make the existing maintenance program more efficient, an analysis of reliability and maintainability has been devised, using Weibull++ application.
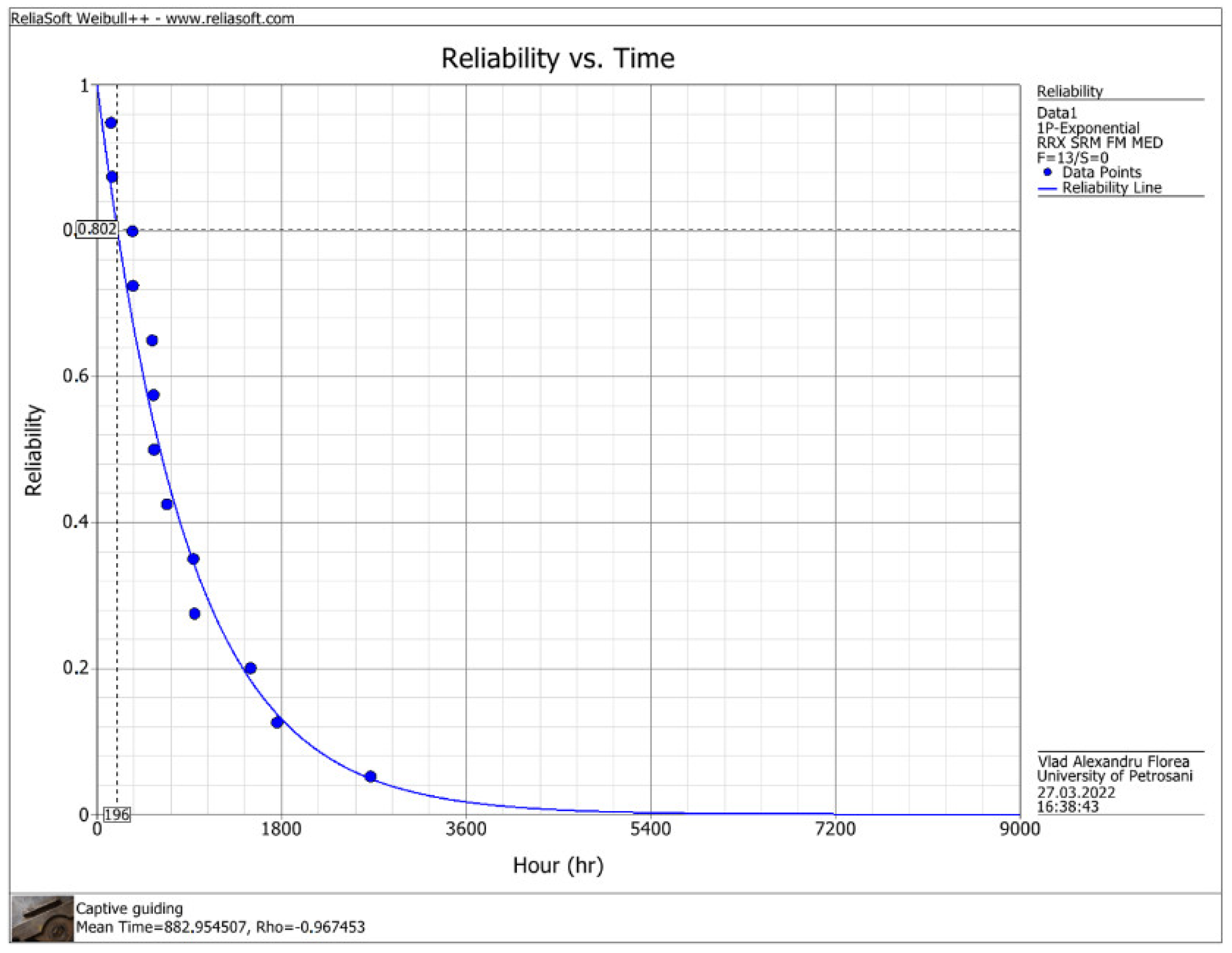
3.3.1. Captive Guiding
If an approximately 80% reliability is imposed (Figure 7), the value imposed by the beneficiary of the mining technological equipment for underground (shearer machines, scraper conveyors, etc.), an effective operation time of 196 h results between failures. Knowing that the KSW-460NE shearer machine operates from Monday to Friday, in two five-hour shifts, the possibility exists for the captive guiding to fail after approximately four calendar weeks.
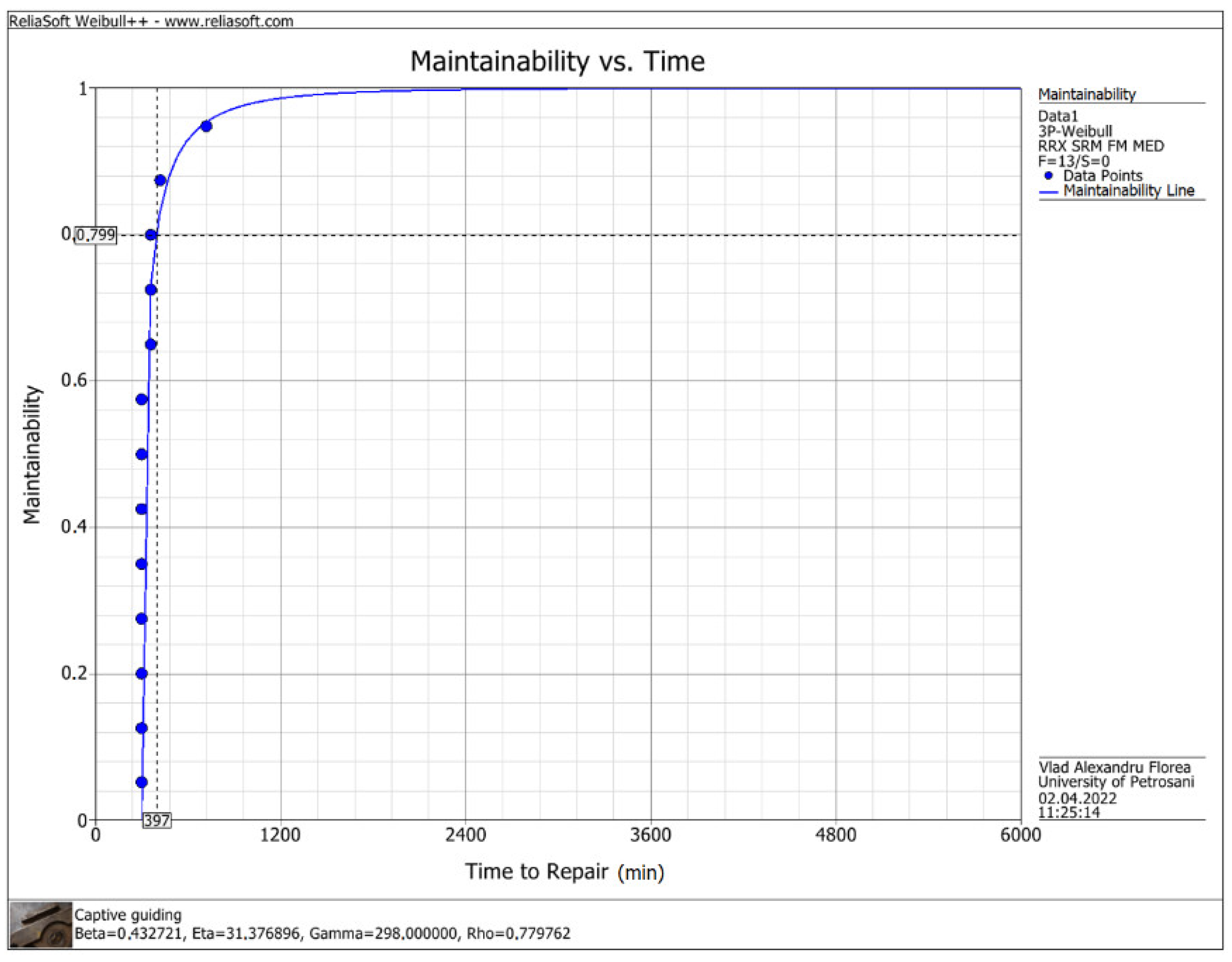
To analyze the maintainability of captive guiding, the same reasoning is used (Table 6). Statistical parameters of tri-parametric distribution Weibull law (Table 7) are form parameter (β = 0.432721), scale parameter (θ = 31.376896), and localization parameter (γ = 298).
If an approximately 80% maintainability is imposed (Figure 8), there is a probability for the repair and re-establishment time to be 397 min, which is a high value, considering the configuration and the size of the respective guiding.
The solution of reconditioning the worn guides, applied after the verification of the margins imposed between the guiding surface and the rack fixed on the conveyor (when the admitted limits have been exceeded), is one applicable in the specific workshops of the mining units.
3.3.2. Shearer Picks
From the collected data, 47 faults of the shearer picks have been registered.
The position and the number of picks found on the cutter drum influence the wear of the hard insertion, of Tungsten carbide, which is the cutting edge itself. In situations in which the picks meet hard inclusions, in the coal layer, the insertion can break or detach itself, which leads to subsequent deterioration of the pick body (if it is not replaced).
The results obtained using Weibull++ software resulted in lognormal distribution for the mentioned faults (Table 8).
To obtain approximately 80% reliability (Figure 9), an uninterrupted operation of 20 h is required.
In respect of maintainability, approximately 80 min (Figure 10) are necessary to replace a pick (according to 80% maintainability), in conditions in which fixing times verify a normal distribution law. It is obvious (mandatory) in the future for this fixing time to be able to be improved by reconditioning the picks, and by replacing the worn or lost hard insertion.
3.3.3. Cutter Drum
KSW-460NE shearer machine has two propeller-shaped cutter drums, and its tapered picks are fixed in supports placed on those.
The position of the picks should correspond to a number of cutting lines (Figure 11) according to the formula:
where d-distance between cutting lines; h-width of the cut coal chip being cut; ψ- inclination angle of the coal chip.
The distance between the cutting lines has an optimum value when the pick-holders are mounted according to h chip width, and an imposed cutting speed and feed speed of the machine based on laboratory test results on coal samples.
The mentioned design elements [7,45] depend on the coal cutting resistance, which in its turn is determined on specific stands (per coal samples).
For the cutter drum, six faults have been identified, which complied with an exponential distribution law (Table 9).
In order to obtain a reliability (Figure 12) and maintainability (Figure 13), respectively, of approximately 80%, 265 h of operation are required without failure, namely 414 min to replace the cutter drum. The solution of reconditioning the cutter drums, applied at the moment of noticing the propeller wear, is an applicable solution in specific workshops at mines.
Reconditioning solution of the cutter drums, applied when the propeller is noticed to have been worn, is applicable in specific workshops within mining units.
3.4. Necessary Number of Spare Parts
Using the formula (1), the necessary number of spare parts has been determined (captive guidings, cutter drums, shearer picks) for various levels of confidence (Table 10).
The proposed values for the necessary number of spare parts are established for 5000 h operation time, which coincides with the time span between two capital repairs.
Guaranteeing the systems’ availability implies the permanent existence of N necessary spare parts.
3.5. Repair Cycle Required for 80% Maintainability of Shearer Components
Maintenance intervals have been obtained by using the correction times calculated by the simulations carried out with the help of the Weibull++ application, for 80% maintainability, namely:
- -
- captive guide of the machine and the cutter drum, with high replacement complexity, can fall in a 2nd-degree current repair category (RC2). Considering the close values of faultless operating time of 196 h for the captive guide, and 265 h for the cutter drum, respectively, C2 = 200 h interval can be proposed required to carry out current 2nd-degree repairs (RC2). Current 1st degree repairs (RC1) are no longer required;
- -
- using Equations (5) and (9), and considering that there are no current 1st-degree repairs, it results that in a capital repair cycle there will be 225 technical revisions (Rt), 24 current 2nd-degree raparations (RC2), and one capital repair (RK);
- -
- starting from the premise that one shearer pick can operate for approximately 20 h without being worn (for 80% reliability), it results that the necessary interval for a technical revision for the machine, Rt = 20 ore.
4. Discussion
Reconditioning, as part of maintenance, for the three items analyzed, can contribute to ensuring the necessary supply of spare parts and to reducing the machine’s disruption times.
Improving the operation times between failures of captive guidings can be accomplished by reconditioning the worn surfaces (Figure 14), namely by overlaying welding, with the help of hardening electrodes. Captive guiding is a component of the feed mechanism of the machine, and reconditioning is applied when the values of the clearances between the guiding surface (Figure 15) and the rack fixed on the conveyer are over the admitted limits (Table 11). The dry friction coupling formed by the guiding and the conveyer frame should provide, after reconditioning, the wear margins recommended by the manufacturer, to avoid the destruction of the bearings of the actuating wheels, the destruction of the indexed axis, or even the breaking of the captive guiding.
The correct reconditioning activity of the guides is based on periodic verifications of the margins with templates, to avoid exceeding the limits specified in Table 11, and on using suitably selected materials because of overlaying welding of the worn surfaces, and hardening electrodes, respectively.
When the auger helix, as well as the body of the KSW-460NE shearer pick holder, are found to have been worn, it shows the lack of correlations regarding the size of the cutter drum and the placement of its pick-holders in relation to the coal properties in which they have worked; this aspect has been obvious especially due to the variable thickness of the coal layer, along the face, but especially by the presence of inclusions and sterile rocks from the roof to the floor.
Reconditioning method applied to guides and cutter drums can be overlayed by welding with hardening materials; welding electrodes should include Cobalt and Tungsten carbide-based alloys. The choice of suitable hardening material composition for the cutter drums and the guides will require trials to determine operating times as well, after reconditioning, which can be conducted directly during exploitation. Consequently, established maintenance intervals and reliability of the above-mentioned components, can be additionally improved, as applicable.
5. Conclusions
The analysis of the causes that led to the occurrence of failures in the KSW-460N shearer machine allowed the assessment of the impact on the operation of the cutter drums, shearer picks, and guidings in the light of maintenance activity and of the time span required to carry on those. Thus, the aim proposed of establishing replacement intervals for the dominant components of the machine, in accordance with an imposed reliability and maintainability, has been reached.
The use of the cutter drums and the picks according to the configuration of the coal layer structure in work, would contribute to reducing the failures and interruptions in the machine operation. At the same time, suitable templates are required for periodic verifications of the wear of the captive guiding, the shearer picks, and the propeller of the cutter drum. If the maximum margins of the wear of the mentioned elements are not met, and their reconditioning is not carried out, inevitably higher production costs are incurred. Reconditioning of the three analyzed components is an applicable solution if the activities regarding the correct and timely determination of their wear are respected.
Author Contributions
The literature review and analysis, A.C.I. and M.P.-S.; methodology, V.A.F. and A.C.I.; writing, M.P.-S. and A.F.; experiments, R.-B.I.; results analysis, V.A.F. and A.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Keith Mobley, R. Predictive Maintenance. In Maintenance Engineering Handbook, 5th ed.; McGraw-Hill Education: New York, NY, USA, 1995. [Google Scholar]
- Jimenez-Cortadi, A.; Irigoien, I.; Boto, F.; Sierra, B.; Rodriguez, G. Predictive maintenance on the machining process and machine tool. Appl. Sci. 2020, 19, 224. [Google Scholar] [CrossRef] [Green Version]
- Florea, V.A. Mentenanța Echipamentelor Industriale; Editura Universitas: Petroșani, România, 2020; Available online: https://scholar.google.com/citations?view_op=view_citation&hl=ro&user=wQviz9gAAAAJ&citation_for_view=wQviz9gAAAAJ:ZeXyd9-uunAC (accessed on 1 October 2022).
- Ungureanu, N.S.; Petrovan, A.; Ungureanu, M.; Alexandrescu, M. Functioning condition monitoring of industrial equipment. In Proceedings of the IOP Conference Series: Materials Science and Engineering, 13th International Conference on Tribology, ROTRIB 2016, Galați, România, 22–24 September 2016; Volume 174. [Google Scholar] [CrossRef] [Green Version]
- Waghmare, S.N.; Raut, D.N.; Mahajan, S.K.; Bhamare, S.S. Failure Mode Effect Analysis and Total Productive Maintenance: A Review. Int. J. Innov. Res. Adv. Eng. (IJIRAE) 2014, 1, 183–203. Available online: https://www.academia.edu/11314747/IJIRAE_Failure_Mode_Effect_Analysis_and_Total_Productive_Maintenance_A_Review (accessed on 3 October 2022).
- Reid, A.W.; McAree, P.R.; Meehan, P.A.; Gurgenci, H. Longwall Shearer Cutting Force Estimation. J. Dyn. Syst. Meas. Control 2014, 136, 031008. [Google Scholar] [CrossRef] [Green Version]
- Nan, M.S. Parametrii Procesului de Excavare la Excavatoarele cu Rotor; Editura Universitas: Petroșani, România, 2007; Available online: https://scholar.google.ro/citations?view_op=view_citation&hl=ro&user=HDycAy0AAAAJ&citation_for_view=HDycAy0AAAAJ:d1gkVwhDpl0C (accessed on 12 October 2022).
- Patil, S.S.; Bewoor, A.K.; Kumar, R.; Ahmadi, M.H.; Sharifpur, M.; PraveenKumar, S. Development of Optimized Maintenance Program for a Steam Boiler System Using Reliability-Centered Maintenance Approach. Sustainability 2022, 14, 10073. [Google Scholar] [CrossRef]
- Nour, G.A.; Beaudoin, H.; Ouellet, P.; Rochette, R.; Lambert, S. A reliability based maintenance policy: A case study. Comput. Ind. Eng. 1998, 35, 591–594. [Google Scholar] [CrossRef]
- Erozan, I. A fuzzy decision support system for managing maintenance activities of critical components in manufacturing systems. J. Manuf. Syst. 2019, 52, 110–120. [Google Scholar] [CrossRef]
- Melani, A.H.A.; Murad, C.A.; Netto, A.C.; de Souza, G.F.M.; Nabeta, S.I. Criticality-based maintenance of a coal-fired power plant. Energy 2018, 147, 767–781. [Google Scholar] [CrossRef]
- Kuźnar, M.; Lorenc, A.; Kaczor, G. Pantograph Sliding Strips Failure—Reliability Assessment and Damage Reduction Method Based on Decision Tree Model. Materials 2021, 14, 5743. [Google Scholar] [CrossRef]
- Dangal, S.; Faludi, J.; Balkenende, R. Design Aspects in Repairability Scoring Systems: Comparing Their Objectivity and Completeness. Sustainability 2022, 14, 8634. [Google Scholar] [CrossRef]
- Hoseinie, S.H.; Ataei, M.; Khalokakaie, R.; Kumar, U. Reliability Modeling of Water System of Longwall Shearer Machine. Arch. Min. Sci. 2011, 56, 291–302. Available online: https://www.researchgate.net/publication/290251663_Reliability_modeling_of_water_system_of_longwall_shearer_machine (accessed on 7 October 2022).
- Zhang, M.; Liu, S.; Hou, X.; Dong, H.; Cui, C.; Li, Y. Reliability Modeling and Analysis of a Diesel Engine Design Phase Based on 4F Integration Technology. Appl. Sci. 2022, 12, 6513. [Google Scholar] [CrossRef]
- Zhang, X.; Gockenbach, E. Component Reliability Modeling of Distribution Systems Based on the Evaluation of Failure Statistics. IEEE Trans. Dielectr. Electr. Insul. 2007, 14, 1183–1191. [Google Scholar] [CrossRef]
- Khalil, J.; Saad, S.M.; Gindy, N. An Integrated Cost Optimisation Maintenance Model for Industrial Equipment. J. Qual. Maint. Eng. 2009, 15, 106–118. [Google Scholar] [CrossRef]
- Iheukwumere-Esotu, L.O.; Yunusa-Kaltungo, A. Knowledge Management and Experience Transfer in Major Maintenance Activities: A Practitioner’s Perspective. Sustainability 2022, 14, 52. [Google Scholar] [CrossRef]
- Ateya, S.F.; Alghamdi, A.S.; Mousa, A.A.A. Future Failure Time Prediction Based on a Unified Hybrid Censoring Scheme for the Burr-X Model with Engineering Applications. Mathematics 2022, 10, 1450. [Google Scholar] [CrossRef]
- Charles, A.-S.; Floru, I.-R.; Azzaro-Pantel, C.; Pibouleau, L.; Domenech, S. Optimization of preventive maintenance strategies in a multipurpose batch plant: Application to semiconductor manufacturing. Comput. Chem. Eng. 2003, 27, 449–467. [Google Scholar] [CrossRef]
- Irfan, A.; Umar Muhammad, M.; Omer, A.; Mohd, A. Optimization and estimation in system reliability allocation problem. Reliab. Eng. Syst. Saf. 2021, 212, 107620. [Google Scholar] [CrossRef]
- Chen, Y.; Ma, X.; Wei, F.; Yang, L.; Qiu, Q. Dynamic Scheduling of Intelligent Group Maintenance Planning under Usage Availability Constraint. Mathematics 2022, 10, 2730. [Google Scholar] [CrossRef]
- Pavelescu, D. Tribotehnica; Editura Tehnică: Bucharest, Romania, 1983. [Google Scholar]
- Olaru, D. Tribologie. Available online: https://mec.tuiasi.ro/wp-content/uploads/2020/09/DUMITRU-OLARU_TRIBOLOGIE-CURSURI-CU-APLICATII.pdf (accessed on 19 October 2022).
- Chang, X.-D.; Peng, Y.-X.; Zhu, Z.-C.; Zou, S.-Y.; Gong, X.-S.; Xu, C.-M. Evolution Properties of Tribological Parameters for Steel Wire Rope under Sliding Contact Conditions. Metals 2018, 8, 743. [Google Scholar] [CrossRef] [Green Version]
- García, F.J.Á.; Salgado, D.R. An Approach for Predictive Maintenance Decisions for Components of an Industrial Multistage Machine That Fail before Their MTTF: A Case Study. Systems 2022, 10, 175. [Google Scholar] [CrossRef]
- Hall, R.A.; Daneshmend, L.K. Reliability Modelling of Surface Mining Equipment: Data Gathering. Int. J. Surf. Min. Reclam. Environ. 2003, 17, 139–155. [Google Scholar] [CrossRef]
- Vayenas, N.; Wu, X. Maintenance and Reliability Analysis of a Fleet of Load-Haul-Dump Vehicles in an Underground Hard Rock Mine. Int. J. Min. Reclam. Environ. 2009, 23, 227–238. [Google Scholar] [CrossRef]
- Teera-achariyakul, N.; Rerkpreedapong, D. Optimal Preventive Maintenance Planning for Electric Power Distribution Systems Using Failure Rates and Game Theory. Energies 2022, 15, 5172. [Google Scholar] [CrossRef]
- García, F.J.Á.; Salgado, D.R. Analysis of the Influence of Component Type and Operating Condition on the Selection of Preventive Maintenance Strategy in Multistage Industrial Machines: A Case Study. Machines 2022, 10, 385. [Google Scholar] [CrossRef]
- Santos, W.B.; Colosimo, E.A.; Motta, S.B. Optimal maintenance time for repairable systems in more than one type of failure. Gest. Prod. 2007, 14, 193–202. [Google Scholar] [CrossRef] [Green Version]
- Gharbi, A.; Kenne, J.P.; Beit, M. Optimal safety stocks and preventive maintenance periods in unreliable manufacturing systems. Int. J. Prod. Econ. 2007, 107, 422–434. [Google Scholar] [CrossRef] [Green Version]
- Gharbi, A.; Kenne, J.P.; Boulet, J.F.; Berthaut, F. Improved joint preventive maintenance and hedging point policy. Int. J. Prod. Econ. 2010, 127, 60–72. [Google Scholar] [CrossRef] [Green Version]
- Zuhua, J.; Jiawen, H.; Haitao, L. Preventive maintenance of a single machine system working under piecewise constant operating condition. Reliab. Eng. Syst. Saf. 2017, 168, 105–115. [Google Scholar] [CrossRef]
- Chiacchio, F.; D’Urso, D.; Sinatra, A.; Compagno, L. Assesment of the optimal preventive maintenance period using stochastic hybrid modelling. Procedia Comput. Sci. 2022, 200, 1664–1673. [Google Scholar] [CrossRef]
- Pacana, A.; Siwiec, D. Method of Determining Sequence Actions of Products Improvement. Materials 2022, 15, 6321. [Google Scholar] [CrossRef] [PubMed]
- Chokkalingram, B.; Raja, V.; Anburaj, J.; Immanual, R.; Dhineshkumar, M. Investigation of Shrinkage Defect in Castings by Quantitative Ishikawa Diagram. Arch. Foundry Eng. 2017, 17, 174–178. [Google Scholar] [CrossRef]
- Ishikawa, K.S.A. Controlul de Calitate; Editura Tehnică: Bucharest, Romania, 1973. [Google Scholar]
- Birolini, A. Reliability Engineering: Theory and Practice, 6th ed.; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar] [CrossRef]
- Bradley, E. Reliability Engineering: A Life Cycle Approach; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar] [CrossRef]
- Weibull, W. A Statistical Theory of the Strength of Materials; The Royal Swedish Institute for Engineering Research: Stockholm, Sweden, 1939; p. 151. Available online: https://scholar.google.com/scholar_lookup?title=A+Statistical+Theory+of+the+Strength+of+Materials&author=Weibull,+W.&publication_year=1939 (accessed on 6 October 2022).
- Samanta, B.; Sarkar, B.; Mukherjee, S.K. Reliability Analysis of Shovel Machines Used in an Open Cast Coal Mine. Miner. Resour. Eng. 2001, 10, 219–231. [Google Scholar] [CrossRef]
- Florea, V.A. Fiabilitatea și Mentenanța Produselor–Îndrumător de Laborator; Editura Universitas: Petroșani, România, 2011; Available online: https://scholar.google.com/scholar?cluster=12651056952848678415&hl=en&oi=scholarr (accessed on 4 October 2022).
- Fleșer, T. Mentenanța Utilajelor Tehnologice; OIDICM: Bucharest, Romania, 1998. [Google Scholar]
- Lislerud, A. Principles of Mechanical Excavation; Posiva Oy: Helsinki, Finland, 1997; Available online: https://inis.iaea.org/search/search.aspx?orig_q=RN:29024781 (accessed on 4 October 2022).
Figure 1.
KSW-460NE shearer machine.

Figure 2.
Cutter drum of the shearer machine.

Figure 3.
Shearer pick.

Figure 4.
Cause-effect diagram model.

Figure 5.
Scheme of the principle of the repair cycle for the technical revision system and planned periodic repairs.
Figure 5.
Scheme of the principle of the repair cycle for the technical revision system and planned periodic repairs.

Figure 6.
Ishikawa diagram regarding KSW-460NE shearer machine behavior.

Figure 7.
Cleat reliability values for an 80.2% confidence level for the captive guide.

Figure 8.
Cleat maintainability values for a 79,9% confidence level for the captive guide.

Figure 9.
Cleat reliability values for a 78.4% confidence level for the shearer picks.

Figure 10.
Cleat maintainability values for a 79,8% confidence level for the shearer picks.

Figure 11.
Scheme of principle for placing the shearer picks on the cutter drum: (D) outside diameter of the cutter drum; (B) width of the stripe being cut.
Figure 11.
Scheme of principle for placing the shearer picks on the cutter drum: (D) outside diameter of the cutter drum; (B) width of the stripe being cut.

Figure 12.
Cleat reliability values for an 80.2% confidence level for the cutter drum.

Figure 13.
Cleat maintainability values for a 79,9% confidence level for the cutter drum.

Figure 14.
Reconditioned captive guiding.

Figure 15.
Clearing between the rack and the guiding surface.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Summary of failures and repair time.
| Part | Number of Failures | Failure Frequency fc (%) | Repair Time (min) | Repair Time Share pr (%) | MTR (min) |
|---|---|---|---|---|---|
Table 2.
Classification of the distribution law acceptance for the captive guide.
| Current Results Matrix Matrix Order Distribution | Ranking | LKV | BIC | AIC |
|---|---|---|---|---|
| 1P−Exponential | 1 | −100.8 | 204.2 | 203.6 |
| 2P−Exponential | 2 | −99.88 | 204.9 | 203.8 |
| Lognormal | 3 | −99.9 | 204.9 | 203.8 |
| Gamma | 4 | −100 | 205.2 | 204 |
| 2P−Weibull | 5 | −100.1 | 205.4 | 204.3 |
| Loglogistic | 6 | −100.2 | 205.4 | 204.3 |
| 3P−Weibull | 7 | −99.64 | 207 | 205.3 |
| G−Gamma | 8 | −99.83 | 207.4 | 205.7 |
| Logistic | 9 | −103.5 | 212 | 210.9 |
| Normal | 10 | −103.6 | 212.4 | 211.2 |
| Gumbel | 11 | −114.5 | 234.1 | 233 |
Table 3.
Adopted exponential repartition law parameters for the captive guide.
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 25.03.2022 |
| Parameters | |
| Distribution | Exponential 1P |
| Analysis | RRX |
| CB Method | FM |
| Ranking | MED |
| Mean Time (h) | 882.954507 |
| LK Value | −100.80835 |
| Rho | −0.967453 |
| Fail\Susp | 13\0 |
| Local VAR/COV MATRIX | |
| Var − Theta = 63633.294645 | |
| [Note: Theta = 1/Lambda] | |
Table 4.
Values of d parameter for various levels of confidence γ (for example for captive guiding).
Table 4.
Values of d parameter for various levels of confidence γ (for example for captive guiding).
| γ | 0.99 | 0.95 | 0.90 | 0.75 | 0.50 |
|---|---|---|---|---|---|
| d = Φ−1(γ) | 2.33 | 1.64 | 1.28 | 0.67 | 0.00 |
Table 5.
The centralizer of the failures and repair times for the KSW-460NE shearer machine.
| Part | Number of Failures | Failure Frequency fc (%) | Repair Time (min) | Repair Time Share pr (%) | MTR (min) |
|---|---|---|---|---|---|
| Shearer pick | 47 | 54.65 | 3170 | 18.80 | 67.45 |
| Captive guiding | 13 | 15.12 | 4620 | 27.40 | 355.38 |
| Cutter drum | 6 | 6.98 | 2340 | 13.88 | 390 |
| Driving wheel left feed mechanism | 6 | 6.98 | 2300 | 13.64 | 383.3 |
| Feed mechanism safety | 6 | 6.98 | 550 | 3.26 | 91.67 |
| Driving wheel right feed mechanism | 3 | 3.49 | 900 | 5.34 | 300 |
| Satellite gear group in the right arm | 1 | 1.16 | 2400 | 14.24 | 2400 |
| Feed oil retainer assembly | 1 | 1.16 | 300 | 1.78 | 300 |
| Hydraulic pump | 1 | 1.16 | 120 | 0.71 | 120 |
| Oil filter | 1 | 1.16 | 60 | 0.36 | 60 |
| Machine skid | 1 | 1.16 | 100 | 0.59 | 100 |
| TOTAL | 86 | 100 | 16,860 | 100 |
Table 6.
Classification of the distribution law acceptance for the captive guide.
| Current Results Matrix Matrix Order Distribution | Ranking | LKV | BIC | AIC |
|---|---|---|---|---|
| 3P−Weibull | 1 | −57.94 | 123.6 | 121.9 |
| G−Gamma | 2 | −68.68 | 145.1 | 143.4 |
| Loglogistic | 3 | −74.32 | 153.8 | 152.6 |
| 2P−Exponential | 4 | −74.49 | 154.1 | 153 |
| Lognormal | 5 | −76.06 | 157.2 | 156.1 |
| Logistic | 6 | −77.57 | 160.3 | 159.1 |
| Normal | 7 | −80.48 | 166.1 | 165 |
| Gamma | 8 | −80.79 | 166.7 | 165.6 |
| 1P−Exponential | 9 | −89.95 | 182.5 | 181.9 |
| 2P−Weibull | 10 | −160.4 | 325.9 | 324.8 |
| Gumbel | 11 | −273.2 | 551.5 | 550.4 |
Table 7.
Adopted normalized tri-parametric Weibull repartition law parameters for the captive guide.
Table 7.
Adopted normalized tri-parametric Weibull repartition law parameters for the captive guide.
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 27 March 2022 |
| Parameters | |
| Distribution | Weibull 3P |
| Analysis | NLRR |
| CB Method | FM |
| Ranking | MED |
| Beta | 0.432721 |
| Eta (h) | 31.376896 |
| Gamma (h) | 298 |
| LK Value | −57.936501 |
| Rho | 0.973971 |
| Fail\Susp | 13\0 |
| Local VAR/COV MATRIX | |
| Var − Beta = 0.008858 | CV Eta Beta = 0.227608 |
| CV Eta Beta = 0.227608 | Var − Beta = 707.256231 |
Table 8.
Adopted normalized lognormal repartition law parameters for the shearer picks.
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 24.03.2022 |
| Parameters | |
| Distribution | Lognormal 2P |
| Analysis | RRx |
| CB Method | FM |
| Ranking | MED |
| Log-Mean (h) | 3.869924 |
| Log-Std (h) | 1.029981 |
| LK Value | −248.643002 |
| Rho | 0.991382 |
| Fail\Susp | 47\0 |
| Local VAR/COV MATRIX | |
| Var − LnMu = 0.022572 | LnCoVar = −9.158562 × 10−10 |
| LnCoVar = −9.158562 × 10−10 | Var − LnSigma = 0.012326 |
Table 9.
Adopted exponential repartition law parameters for the cutter drum.
| Results Report | |
|---|---|
| Report Type | Weibull++ Results |
| User Info | |
| Name | Vlad Alexandru Florea |
| Company | University of Petroșani |
| Date | 25.03.2022 |
| Parameters | |
| Distribution | Exponential 1P |
| Analysis | RRX |
| CB Method | FM |
| Ranking | MED |
| Mean Time (h) | 1186.210328 |
| LK Value | −46.909618 |
| Rho | −0.741077 |
| Fail\Susp | 6\0 |
| Local VAR/COV MATRIX | |
| Var − Theta = 489082.529904 | |
| [Note: Theta = 1/Lambda] | |
Table 10.
The necessary number of spare parts depending on various levels of confidence.
| Confidence Level γ | 0.99 | 0.95 | 0.90 | 0.75 | 0.50 |
|---|---|---|---|---|---|
| Necessary captive guidances (pc) | 15 | 11 | 10 | 8 | 6 |
| Necessary cutter drums (pc) | 15 | 11 | 10 | 8 | 6 |
| Necessary shearer picks (pc) | 88 | 81 | 77 | 72 | 66 |
Table 11.
Values of the maximum clearances of the guiding.
| Clearance | Nominal Values (mm) | Maximum Admitted Values (mm) |
|---|---|---|
| A | 12 | 18 |
| B | 8 | 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Florea, V.A.; Ionică, A.C.; Florea, A.; Itu, R.-B.; Popescu-Stelea, M. Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear. Processes 2022, 10, 2550. https://doi.org/10.3390/pr10122550
AMA Style
Florea VA, Ionică AC, Florea A, Itu R-B, Popescu-Stelea M. Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear. Processes. 2022; 10(12):2550. https://doi.org/10.3390/pr10122550
Chicago/Turabian StyleFlorea, Vlad Alexandru, Andreea Cristina Ionică, Adrian Florea, Răzvan-Bogdan Itu, and Mihai Popescu-Stelea. 2022. "Study of the Possibilities of Improving Maintenance of Technological Equipment Subject to Wear" Processes 10, no. 12: 2550. https://doi.org/10.3390/pr10122550
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.