
Recycled PLA for 3D Printing: A Comparison of Recycled PLA Filaments from Waste of Different Origins after Repeated Cycles of Extrusion
 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. 3D Printing of the Reference Grade
2.3. Processing and Reprocessing of PLA
2.4. Fourier-Transform Infrared Spectroscopy (FTIR)
2.5. Intrinsic Viscosity of PLA Solutions in Chloroform
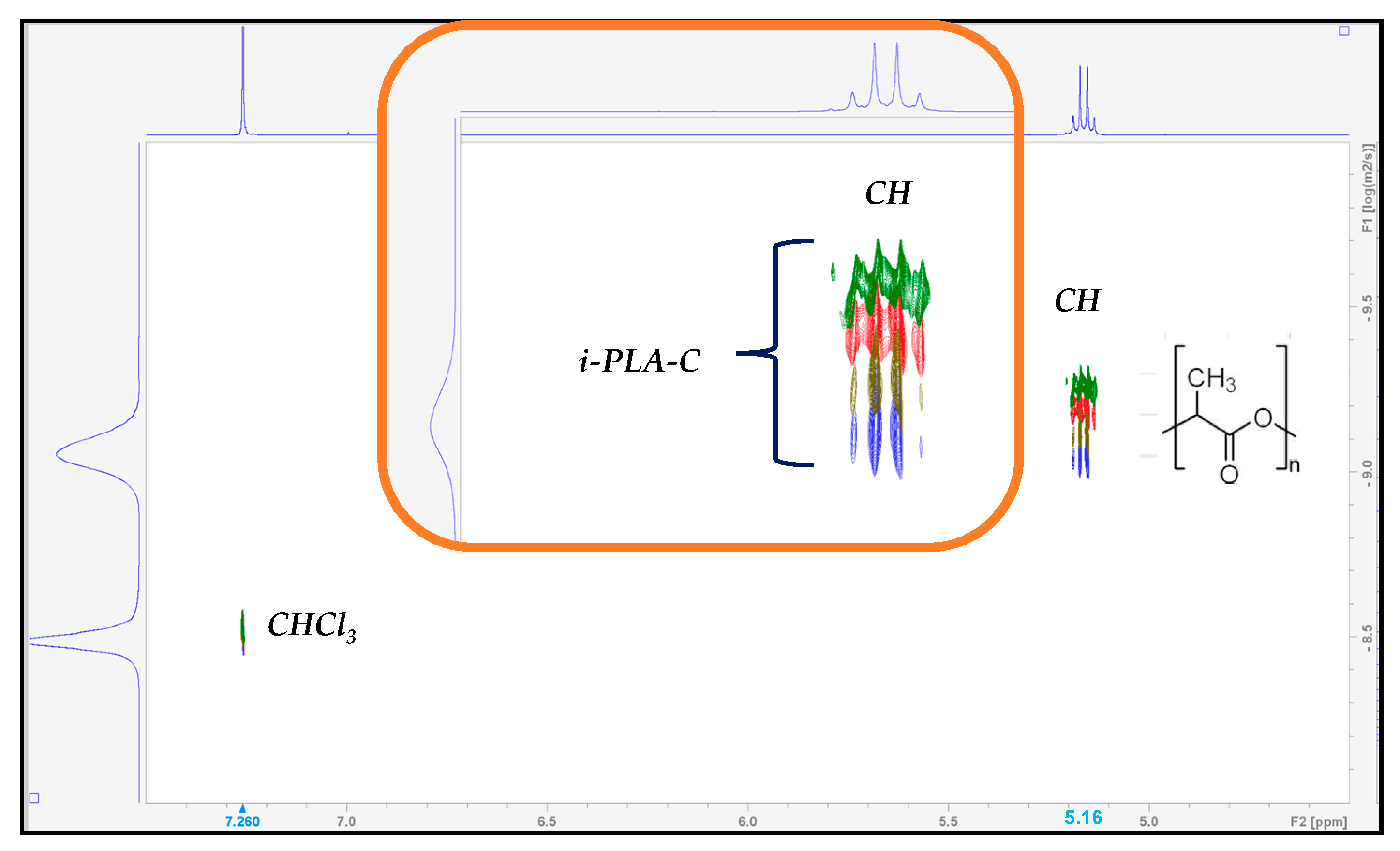
2.6. Diffusion-Ordered (DOSY) Nuclear Magnetic Resonance (NMR) Spectroscopy
2.7. Mechanical Characterization Films
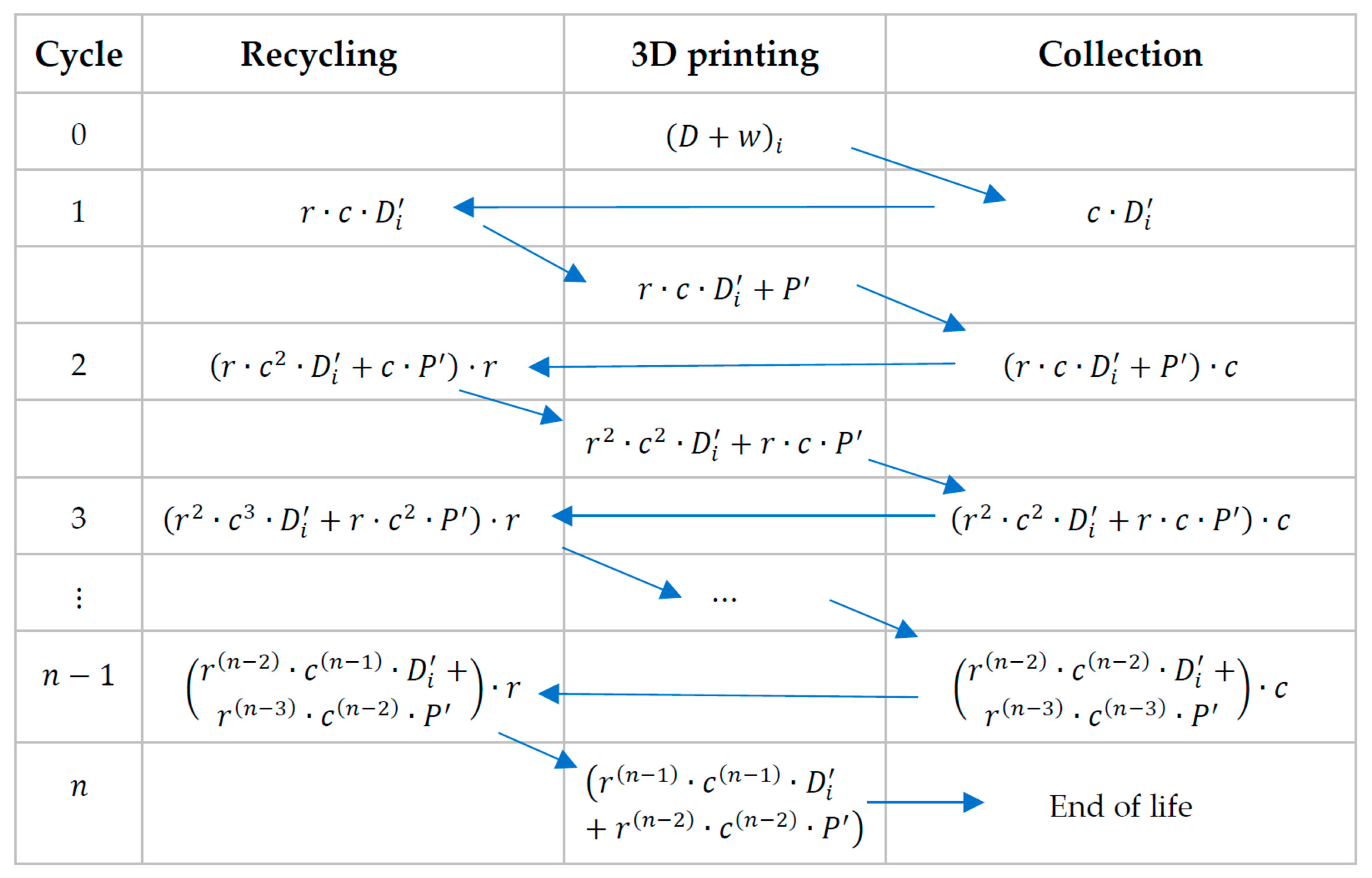
2.8. Mechanical Recycling Models
- the collection rate was not maximized , meaning that some material could be lost or not fully collected and,
- the recycling rate was close to optimal rate, suffering just minor losses during the process .
- Keep track of 3D printed products and waste ().
- Collect and sort per recycling cycle.
- Perform a mechanical recycling cycle.
- Review material printing quality () after completing step 3.
- Repeat steps 1 to 4 until quality () decays and does not allow the material to continue to the next recycling cycle.
- Declare EoL.
- Collect random products and waste ().
- Asses the quality () of the material through hand inspection and sort accordingly to the best of one’s intuition.
- If the quality () is still high, use it as material for the recycling cycle; otherwise, declare EoL for that material.
- Perform mechanical recycling cycle.
- Track recycled filament (if of interest).
- Repeat steps 1 to 5 until quality () decays and does not allow the material to continue to the next recycling cycle.
- Declare EoL.
3. Results
3.1. FTIR Characterization of the Samples
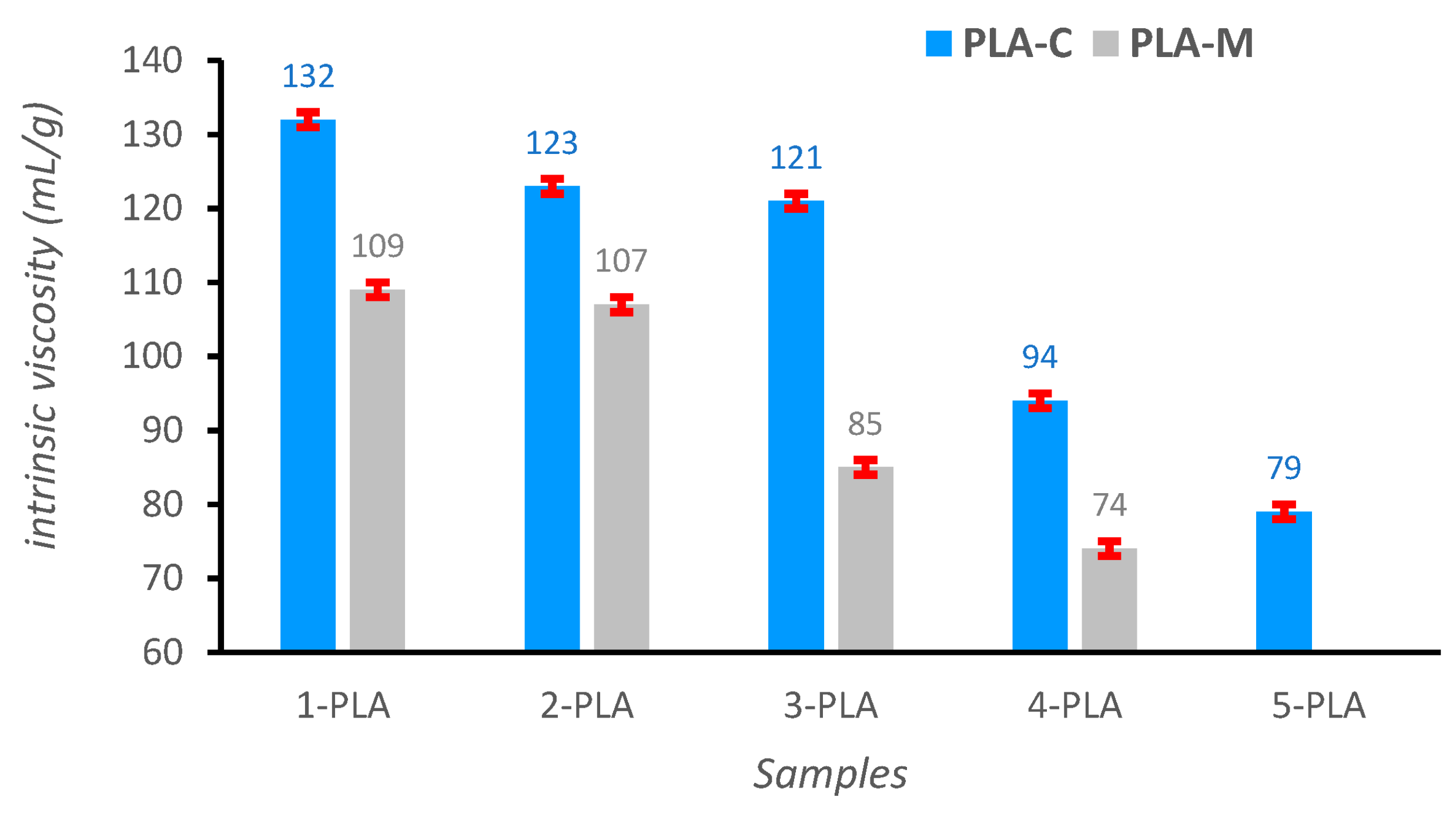
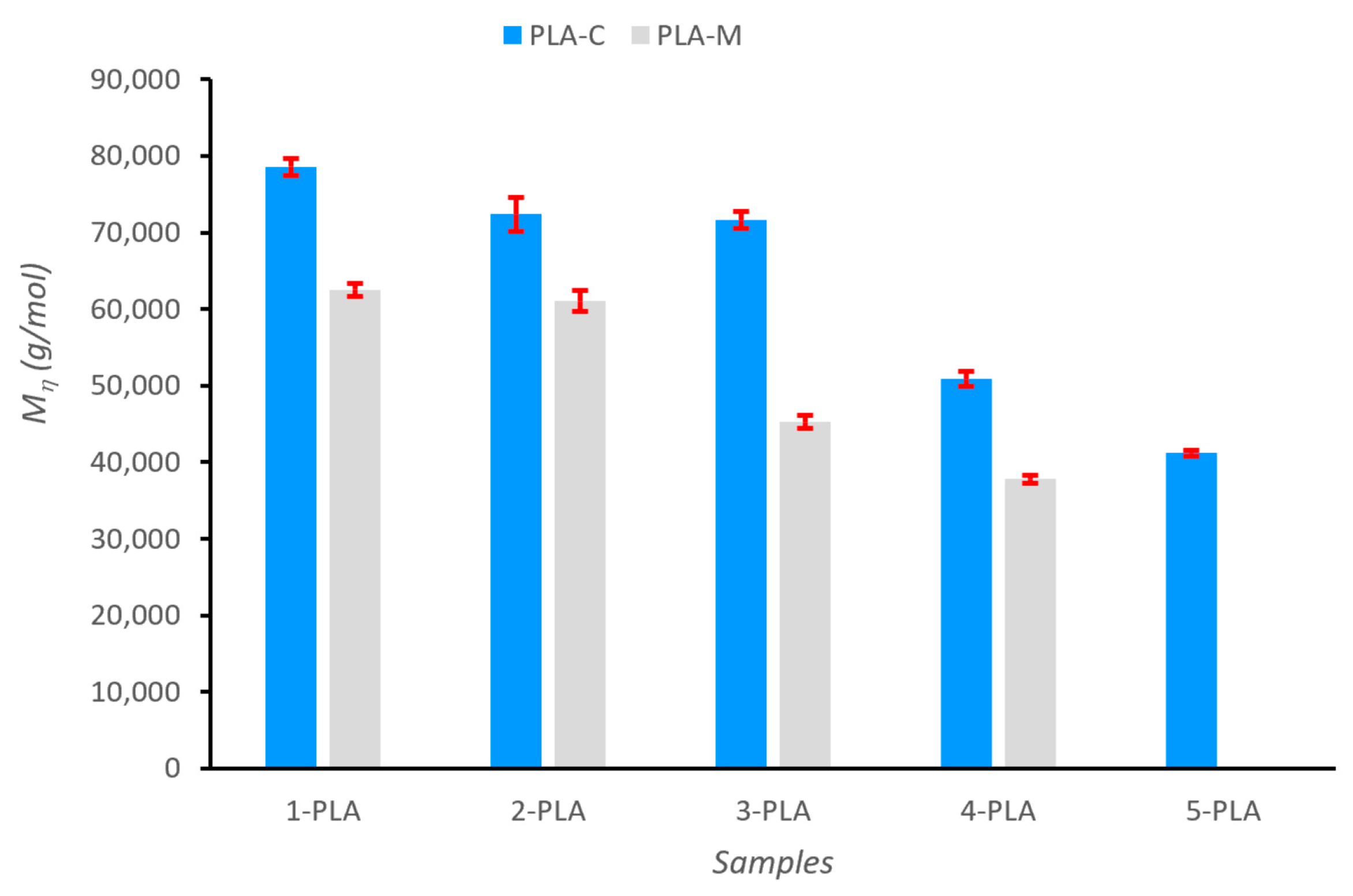
3.2. Effect of Mechanical Recycling on the Intrinsic Viscosity and Molecular Weight of the Samples
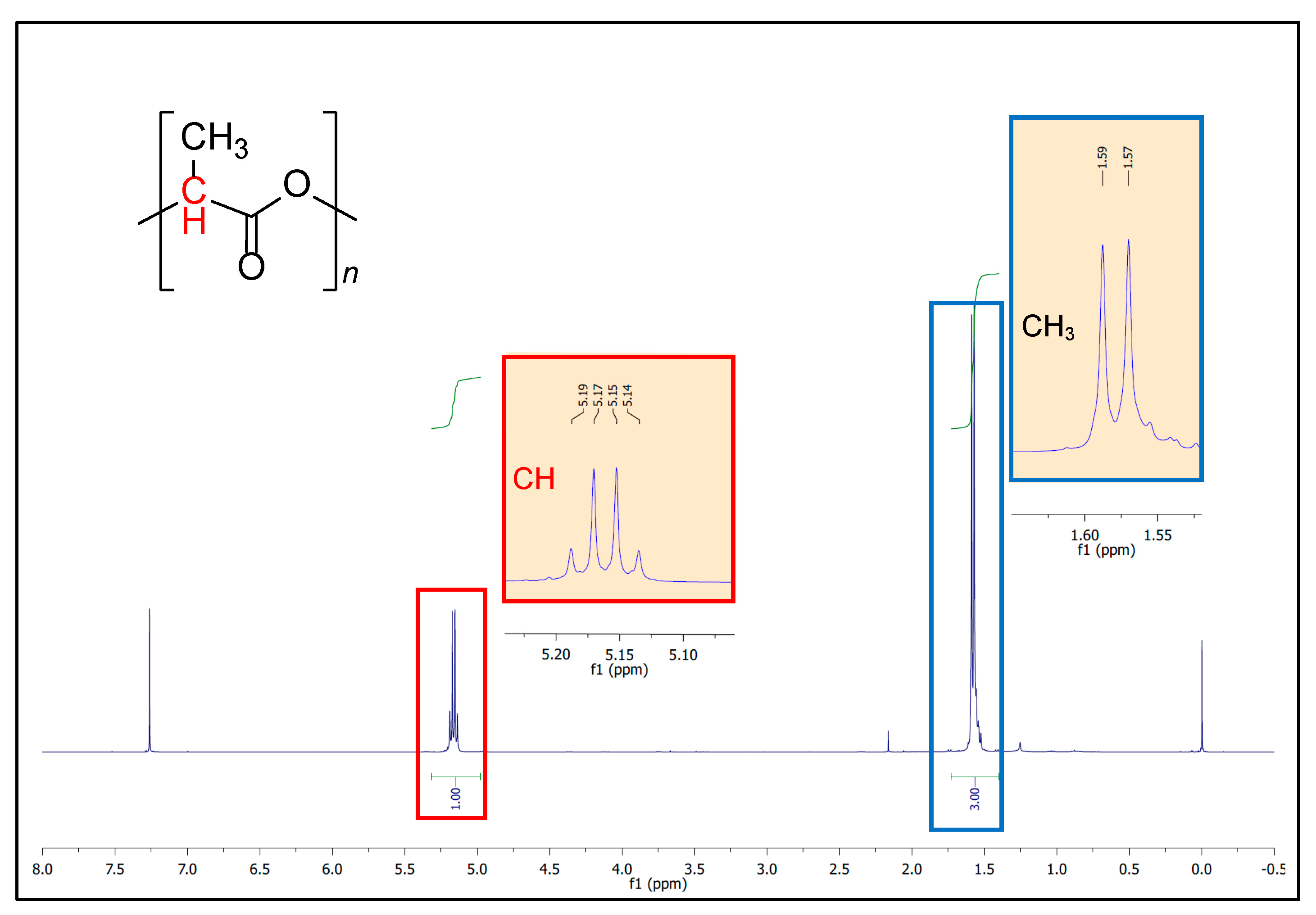
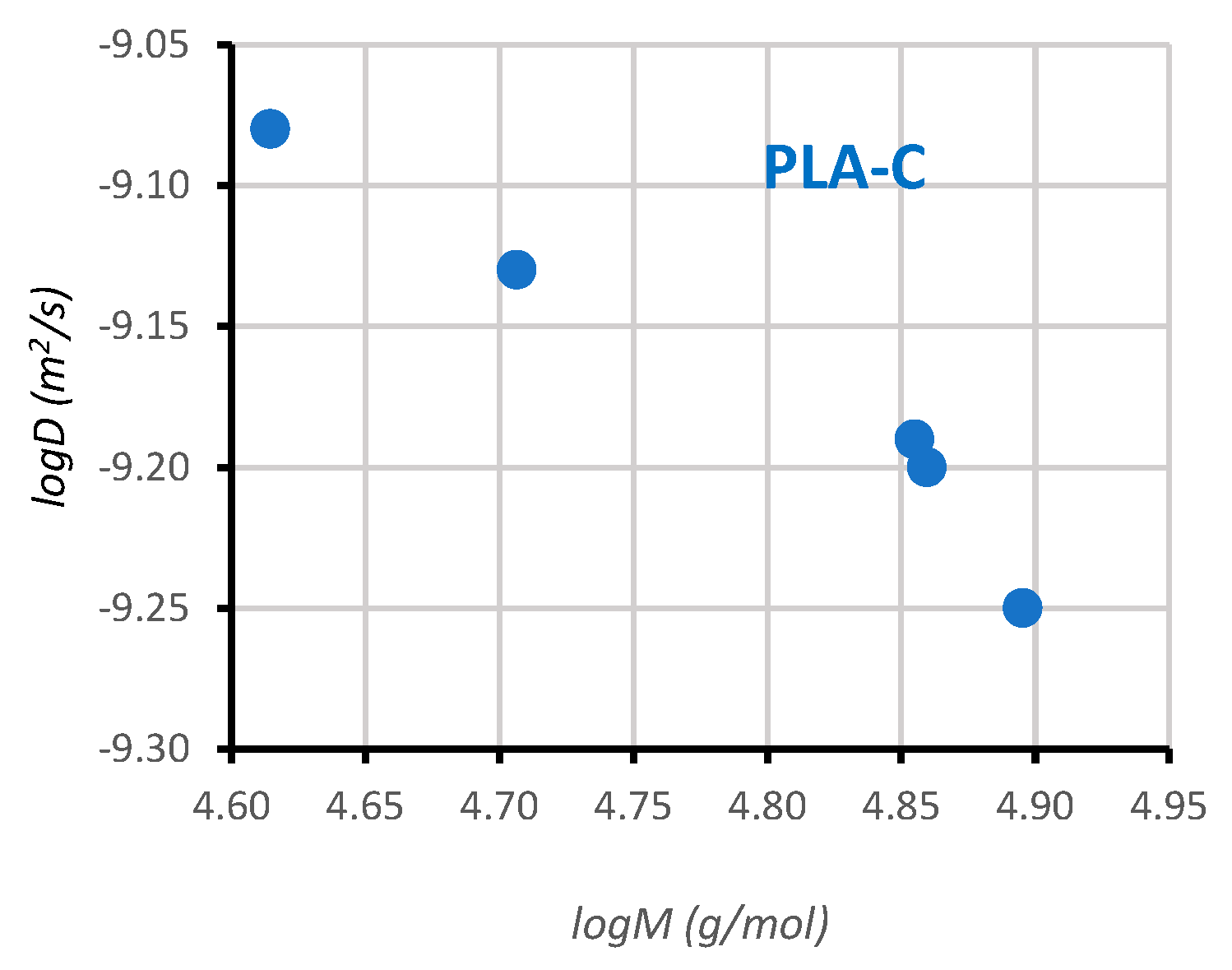
3.3. Characterization by Nuclear Magnetic Resonance (NMR): Diffusion-Ordered (DOSY) Spectroscopy
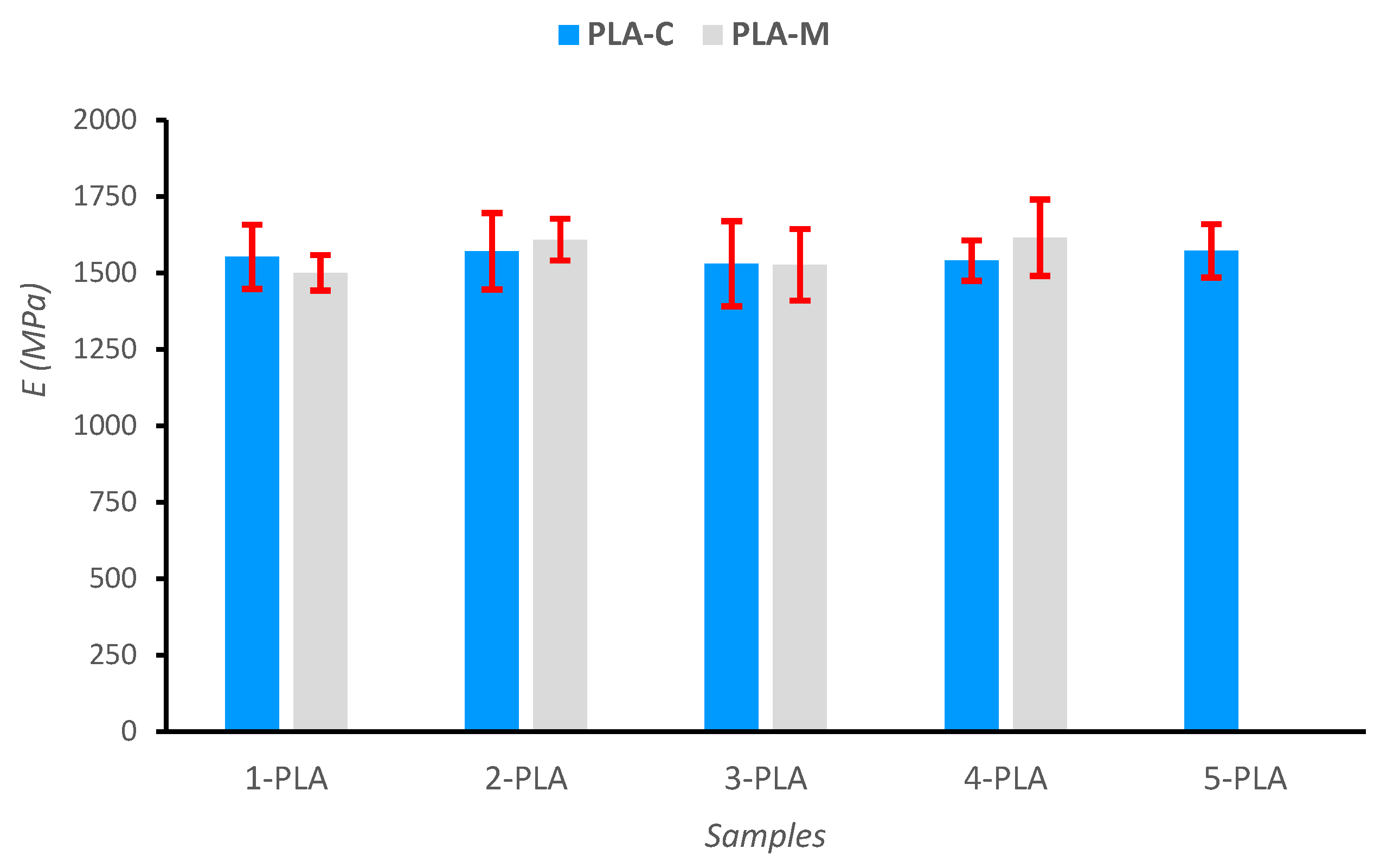
3.4. Mechanical Characterization of the Film Tensile Tests
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- 3D Printing. Trend Report 2022. Available online: https://4075618.fs1.hubspotusercontent-na1.net/hubfs/4075618/020%203DP%20Trend%20report%202022_DEF(April%202022).pdf (accessed on 11 March 2023).
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Haq, M.I. 3D printing—A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comp. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Mahmood, A.; Akram, T.; Chen, H.; Chen, S. On the evolution of additive manufacturing (3D/4D Printing) technologies: Materials, applications, and challenges. Polymers 2022, 14, 4698. [Google Scholar] [CrossRef] [PubMed]
- Prabhakar, M.M.; Saravanan, A.K.; Lenin, A.H.; Leno, I.J.; Mayandi, K.; Ramalingam, P.S. A short review on 3D printing methods, process parameters and materials. Mater. Today Proc. 2021, 45, 6108–6114. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D printing and customized additive manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef]
- Lupone, F.; Padovano, E.; Casamento, F.; Badini, C. Process phenomena and material properties in selective laser sintering of polymers: A review. Materials 2022, 15, 183. [Google Scholar] [CrossRef] [PubMed]
- Shah, M.A.; Lee, D.-G.; Lee, B.-Y.; Hur, S. Classifications and applications of inkjet printing technology: A review. IEEE Access 2021, 9, 140079–140102. [Google Scholar] [CrossRef]
- Dermeik, B.; Travitzky, N. Laminated object manufacturing of ceramic-based materials. Adv. Eng. Mater. 2020, 22, 2000256. [Google Scholar] [CrossRef]
- Kafle, A.; Luis, E.; Silwal, R.; Pan, H.M.; Shrestha, P.L.; Bastola, A.K. 3D/4D Printing of polymers: Fused deposition modelling (FDM), selective laser sintering (SLS), and stereolithography (SLA). Polymers 2021, 13, 3101. [Google Scholar] [CrossRef]
- Liu, Z.-C.; Jiang, Q.; Zhang, Y.; Li, T.; Zhang, H.-C. Sustainability of 3D printing: A critical review and recommendations. In Proceedings of the ASME 2016 International Manufacturing Science and Engineering Conference, Blacksburg, VA, USA, 27 June–1 July 2016. [Google Scholar]
- Sandanamsamy, L.; Harun, W.S.W.; Ishak, I.; Romlay, F.R.M.; Kadirgama, K.; Ramasamy, D.; Idris, S.R.A.; Tsumori, F. A comprehensive review on fused deposition modelling of polylactic acid. Prog. Addit. Manuf. 2022. [Google Scholar] [CrossRef]
- OECD. Global Plastics Outlook: Economic Drivers, Environmental Impacts and Policy Options; OECD Publishing: Paris, French, 2022; Available online: https://doi.org/10.1787/de747aef-en (accessed on 11 December 2022).
- Coppola, G.; Gaudio, M.T.; Lopresto, C.G.; Calabro, V.; Curcio, S.; Chakraborty, S. Bioplastic from renewable biomass: A facile solution for a greener environment. Earth Syst. Environ. 2021, 5, 231–251. [Google Scholar] [CrossRef]
- Walker, S.; Rothman, R. Life cycle assessment of bio-based and fossil-based plastic: A review. J. Clean. Prod. 2020, 261, 121158. [Google Scholar] [CrossRef]
- Singhvi, M.S.; Zinjarde, S.S.; Gokhale, D.V. Polylactic acid: Synthesis and biomedical applications. J. Appl. Microbiol. 2019, 127, 1612–1626. [Google Scholar] [CrossRef]
- Mecking, S. Nature or petrochemistry?—Biologically degradable materials. Angew. Chem. Int. Ed. 2004, 43, 1078–1085. [Google Scholar] [CrossRef]
- Chinthapalli, R.; Skoczinski, P.; Carus, M.; Baltus, W.; de Guzman, D.; Käb, H.; Raschka, A.; Ravenstijn, J. Biobased building blocks and polymers—Global capacities, production and trends, 2018–2023. Ind. Biotechnol. 2019, 15, 237–241. [Google Scholar] [CrossRef]
- van Loon, P.; Diener, D.; Harris, S. Circular products and business models and environmental impact reductions: Current knowledge and knowledge gaps. J. Clean. Prod. 2021, 288, 125627. [Google Scholar] [CrossRef]
- Paletta, A.; Leal Filho, W.; Balogun, A.-L.; Foschi, E.; Bonoli, A. Barriers and challenges top valorisation in the context of a circular economy: Case studies from Italy. J. Clean. Prod. 2019, 241, 118149. [Google Scholar] [CrossRef]
- White, K.; Habib, R.; Hardisty, D.J. How to SHIFT Consumer behaviors to be more sustainable: A literature review and guiding framework. J. Mark. 2019, 83, 22–49. [Google Scholar] [CrossRef]
- Gong, Y.; Putnam, E.; You, W.; Zhao, C. Investigation into circular economy of plastics: The case of the UK fast moving consumer goods industry. J. Clean. Prod. 2020, 244, 118941. [Google Scholar] [CrossRef]
- Syberg, K.; Nielsen, M.B.; Westergaard Clausen, L.P.; van Calster, G.; van Wezel, A.; Rochman, C.; Koelmans, A.A.; Cronin, R.; Pahl, S.; Hansen, S.F. Regulation of plastic from a circular economy perspective. Curr. Opin. Green Sustain. Chem. 2021, 29, 100462. [Google Scholar] [CrossRef]
- Pinho, A.C.; Amaro, A.M.; Piedade, A.P. 3D printing goes greener: Study of the properties of post-consumer recycled polymers for the manufacturing of engineering components. Waste Manag. 2020, 118, 426–434. [Google Scholar] [CrossRef]
- Kreiger, M.; Pearce, J.M. Environmental life cycle analysis of distributed three-dimensional printing and conventional manufacturing of polymer products. ACS Sustain. Chem. Eng. 2013, 1, 1511–1519. [Google Scholar] [CrossRef]
- OECD. 3D Printing and Its Environmental Implications in The Next Production Revolution: Implications for Governments and Business; OECD Publishing: Paris, French, 2017; Available online: https://read.oecd-ilibrary.org/science-and-technology/the-next-production-revolution/3d-printing-and-its-environmental-implications_9789264271036-9-en#page1 (accessed on 11 March 2023).
- Beltrán, F.R.; Arrieta, M.P.; Moreno, E.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; de la Orden, M.U.; Martínez Urreaga, J. Evaluation of the technical viability of distributed mechanical recycling of PLA 3D printing wastes. Polymers 2021, 13, 1247. [Google Scholar] [CrossRef]
- Gil Muñoz, V.; Muneta, L.M.; Carrasco-Gallego, R.; de Juanes Marquez, J.; Hidalgo-Carvajal, D. Evaluation of the circularity of recycled PLA filaments for 3D printers. Appl. Sci. 2020, 10, 8967. [Google Scholar] [CrossRef]
- McKeown, P.; Jones, M.D. The chemical recycling of PLA: A review. Sustain. Chem. 2020, 1, 1–22. [Google Scholar] [CrossRef]
- Zhu, C.; Li, T.; Mohideen, M.M.; Hu, P.; Gupta, R.; Ramakrishna, S.; Liu, Y. Realization of circular economy of 3D printed plastics: A Review. Polymers 2021, 13, 744. [Google Scholar] [CrossRef]
- Tümer, E.H.; Erbil, H.Y. Extrusion-based 3D printing applications of PLA composites: A review. Coatings 2021, 11, 390. [Google Scholar] [CrossRef]
- Van den Eyden, M.; Van Puyvelde, P. 3D printing of poly(lactic acid). In Industrial Applications of Poly(lactic acid); Di Lorenzo, M.L., Androsch, R., Eds.; Springer Int. Publishing: Cham, Switzerland, 2018; Volume 282, pp. 139–158. [Google Scholar]
- Joseph, T.M.; Kallingal, A.; Suresh, A.M.; Mahapatra, D.K.; Hasanin1, M.S.; Haponiuk, J.; Thomas, S. 3D printing of polylactic acid: Recent advances and opportunities. Int. J. Adv. Manuf. Technol. 2023, 125, 1015–1035. [Google Scholar] [CrossRef] [PubMed]
- Ilyas, R.A.; Sapuan, S.M.; Harussani, M.M.; Hakimi, M.Y.A.Y.; Haziq, M.Z.M.; Atikah, M.S.N.; Asyraf, M.R.M.; Ishak, M.R.; Razman, M.R.; Nurazzi, N.M.; et al. Polylactic acid (PLA) biocomposite: Processing, additive manufacturing and advanced applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef] [PubMed]
- Milovanovic, S.; Pajnik, J.; Lukic, I. Tailoring of advanced poly(lactic acid)-based materials: A review. J. Appl. Polym. Sci. 2022, 139, 51839. [Google Scholar] [CrossRef]
- Cress, A.K.; Huynh, J.; Anderson, E.H.; O’neill, R.; Schneider, Y.; Keleş, Ö. Effect of recycling on the mechanical behavior and structure of additively manufactured acrylonitrile butadiene styrene (ABS). J. Clean. Prod. 2021, 279, 123689. [Google Scholar] [CrossRef]
- He, F.; Khan, M. Effects of printing parameters on the fatigue behaviour of 3D-printed ABS under dynamic thermo-mechanical loads. Polymers 2021, 13, 2362. [Google Scholar] [CrossRef]
- Vazquez Martínez, J.M.; Piñero Vega, D.; Salguero, J.; Batista, M. Evaluation of the printing strategies design on the mechanical and tribological response of acrylonitrile styrene acrylate (ASA) additive manufacturing parts. Rapid Prototyp. J. 2022, 28, 479–489. [Google Scholar] [CrossRef]
- Schneevogt, H.; Stelzner, K.; Yilmaz, B.; Abali, B.E.; Klunker, A.; Völlmecke, C. Sustainability in additive manufacturing: Exploring the mechanical potential of recycled PET filaments. Compos. Adv. Mater. 2021, 30. [Google Scholar] [CrossRef]
- Shakiba, M.; Ghomi, E.R.; Khosravi, F.; Jouybar, S.; Bigham, A.; Zare, M.; Abdouss, M.; Moaref, R.; Ramakrishna, S. Nylon—A material introduction and overview for biomedical applications. Polym. Adv. Technol. 2021, 32, 3368–3383. [Google Scholar] [CrossRef]
- Przybytek, A.; Gubańska, I.; Kucińska-Lipka, J.; Janik, H. Polyurethanes as a potential medical-grade filament for use in Fused Deposition Modeling 3D printers—A brief review. Fibres Text. East. Eur. 2018, 6, 120–125. [Google Scholar] [CrossRef]
- Ainali, N.M.; Tarani, E.; Zamboulis, A.; Črešnar, K.P.; Zemljič, L.F.; Chrissafis, K.; Lambropoulou, D.A.; Bikiaris, D.N. Thermal stability and decomposition mechanism of PLA nanocomposites with kraft lignin and tannin. Polymers 2021, 13, 2818. [Google Scholar] [CrossRef]
- Bioplastics Market Data. Available online: https://www.european-bioplastics.org/market/# (accessed on 16 July 2023).
- Balla, E.; Daniilidis, V.; Karlioti, G.; Kalamas, T.; Stefanidou, M.; Bikiaris, N.D.; Vlachopoulos, A.; Koumentakou, I.; Bikiaris, D.N. Poly(lactic Acid): A versatile biobased polymer for the future with multifunctional properties—From monomer synthesis, polymerization techniques and molecular weight increase to PLA applications. Polymers 2021, 13, 1822. [Google Scholar] [CrossRef]
- Lee, D.; Lee, Y.; Kim, I.; Hwang, K.; Kim, N. Thermal and mechanical degradation of recycled polylactic acid filaments for three-dimensional printing applications. Polymers 2022, 14, 5385. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Chojnacka, K.; Witek-Krowiak, A. 3D printing filament as a second life of waste plastics—A review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical Properties of specimens 3D printed with virgin and recycled polylactic acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Cruz Sanchez, F.A.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-looped recycling of polylactic acid used in 3D printing: An experimental investigation and life cycle assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Ong, T.K.; Choo, H.L.; Choo, W.J.; Koay, S.C.; Pang, M.M. Recycling of polylactic acid (PLA) wastes from 3D printing laboratory. In Advances in Manufacturing Engineering. Lecture Notes in Mechanical Engineering; Emamian, S.S., Awang, M., Yusof, F., Eds.; Springer Nature: Singapore, 2020; pp. 725–732. [Google Scholar]
- Nguyen, K.Q.; Vuillaume, P.Y.; Hu, L.; López-Beceiro, J.; Cousin, P.; Elkoun, S.; Robert, M. Recycled, bio-based, and blended composite materials for 3D printing filament: Pros and cons—A Review. Mater. Sci. Appl. 2023, 14, 148–185. [Google Scholar] [CrossRef]
- The Best Recycled 3D Printer Filaments of 2022—All3DP. Available online: https://all3dp.com/2/recycled-3d-printer-filament-brands-compared (accessed on 17 July 2023).
- Al Zahmi, S.; Alhammadi, S.; ElHassan, A.; Ahmed, W. Carbon fiber/PLA recycled composite. Polymers 2022, 14, 2194. [Google Scholar] [CrossRef]
- Ahmed, W.; Siraj, S.; Al-Marzouqi, A.H. 3D printing PLA waste to produce ceramic based particulate reinforced composite using abundant silica-sand: Mechanical properties characterization. Polymers 2020, 12, 2579. [Google Scholar] [CrossRef]
- Moreno, E.; Beltrán, F.R.; Arrieta, M.P.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; Orden, M.U.d.l.; Urreaga, J.M. Technical evaluation of mechanical recycling of PLA 3D printing wastes. Proceedings 2021, 69, 19. [Google Scholar]
- Groves, P. Diffusion ordered spectroscopy (DOSY) as applied to polymers. Polym. Chem. 2017, 8, 6700. [Google Scholar] [CrossRef]
- PLA Technical Data Sheet. Available online: https://www.smartmaterials3d.com/pla-filamento#/2-tamano-m_750g/11-color-true_black/27-diametro-285_mm (accessed on 17 July 2023).
- Cuadri, A.A.; Martín-Alfonso, J.E. Thermal, thermo-oxidative and thermomechanical degradation of PLA: A comparative study based on rheological, chemical and thermal properties. Polym. Degrad. Stab. 2018, 150, 37–45. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature review of poly(lactic acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Tsuji, H.; Ikada, Y. Blends of isotactic and atactic poly(lactide)s: 2. Molecular-weight effects of atactic component on crystallization and morphology of equimolar blends from the melt. Polymer 1996, 37, 595–602. [Google Scholar] [CrossRef]
- Perego, G.; Cella, G.D.; Bastioli, C. Effect of molecular weight and crystallinity on poly(lactic acid) mechanical properties. J. Appl. Polym. Sci. 1996, 59, 37–43. [Google Scholar] [CrossRef]
- Köhn, R.D.; Pan, Z.; Sun, J.; Liang, C. Ring-opening polymerization of D,L-lactide with bis(trimethyltriazacyclohexane) praseodymium triflate. Catal. Commun. 2003, 4, 33–37. [Google Scholar] [CrossRef]
- Tanner, J.E. Use of the stimulated echo in NMR diffusion studies. J. Chem. Phys. 1970, 52, 2523–2526. [Google Scholar] [CrossRef]
- Nyström, B.; Moseley, M.E.; Stilbs, P.; Roots, J. Solvent self-diffusion in semidilute polystyrene solutions. Pulsed-gradient spin-echo measurements on a standard Fourier transform n.m.r, spectrometer. Polymer 1981, 22, 218–220. [Google Scholar] [CrossRef]
- Voorter, P.-J.; McKay, A.; Dai, J.; Paravagna, O.; Cameron, N.R.; Junkers, T. Solvent-independent molecular weight determination of polymers based on a truly universal calibration. Angew. Chem. Int. Ed. 2022, 61, e202114536. [Google Scholar] [CrossRef]
- Li, W.; Chung, H.; Daeffler, C.; Johnson, J.A.; Grubbs, R.H. Application of1H DOSY for facile measurement of polymer molecular weights. Macromolecules 2012, 45, 9595–9603. [Google Scholar] [CrossRef]
- Arrabal-Campos, F.M.; Oña-Burgos, P.; Fernández, I. Molecular weight prediction with no dependence on solvent viscosity. A quantitative pulse field gradient diffusion NMR approach. Polym. Chem. 2016, 7, 4326–4329. [Google Scholar] [CrossRef]
- Ruzicka, E.; Pellechia, P.; Benicewicz, B.C. Polymer molecular weights via DOSY NMR. Anal. Chem. 2023, 95, 7849–7854. [Google Scholar] [CrossRef]
- DOSY/Diffusion on Avance III Spectrometers Last Update: 22 May 2022 (cgf). Available online: https://www2.chem.wisc.edu/~cic/nmr/Guides/Ba3vug/AV3_DOSY-diffusion.pdf (accessed on 24 July 2023).
- Van Loon, P.; Delagarde, C.; Van Wassenhove, L.N. The role of second-hand markets in circular business: A simple model for leasing versus selling consumer products. Int. J. Prod. Res. 2018, 56, 960–973. [Google Scholar] [CrossRef]
- Kister, G.; Cassanas, G.; Vert, M.; Pauvert, B.; Térol, A. Vibrational analysis of poly(L-lactic acid). J. Raman Spectrosc. 1995, 26, 307–311. [Google Scholar] [CrossRef]
- Kister, G.; Cassanas, G.; Vert, M. Effects of morphology, conformation and configuration on the IR and Raman spectra of various poly(lactic acid)s. Polymer 1998, 39, 267–273. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Beltrán, F.R.; Arrieta, M.P.; Gaspar, G.; de la Orden, M.U.; Martínez Urreaga, J. Effect of Iignocellulosic nanoparticles extracted from yerba mate (Ilex paraguariensis) on the structural, thermal, optical and barrier properties of mechanically recycled poly(lactic acid). Polymers 2020, 12, 1690. [Google Scholar] [CrossRef] [PubMed]
- Beltrán, F.R.; Lorenzo, V.; Acosta, J.; de la Orden, M.U.; Martínez Urreaga, J. Effect of simulated mechanical recycling processes on the structure and properties of poly(lactic acid). J. Environ. Manag. 2018, 216, 25–31. [Google Scholar] [CrossRef] [PubMed]
- Botta, L.; Scaffaro, R.; Sutera, F.; Mistretta, M.C. Reprocessing of PLA/graphene nanoplatelets nanocomposites. Polymers 2018, 10, 18. [Google Scholar] [CrossRef]
- Nelson, T.F.; Ward, C.P. Diffusion-Ordered spectroscopy for rapid and facile determination of consumer plastic molecular weight. Anal. Chem. 2023, 95, 8560–8568. [Google Scholar] [CrossRef]
- Zenkiewicz, M.; Richert, J.; Rytlewski, P.; Moraczewski, K.; Stepczynska, M.; Karasiewicz, T. Characterisation of multi-extruded poly(lactic acid). Polym. Test. 2009, 28, 412–418. [Google Scholar] [CrossRef]
- Agüero, A.; Morcillo, M.d.C.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Lascano, D.; Torres-Giner, S.; Fenollar, O. Study of the influence of the reprocessing cycles on the final properties of polylactide pieces obtained by injection molding. Polymers 2019, 11, 1908. [Google Scholar] [CrossRef]
- Ramos-Hernández, T.; Robledo-Ortíz, J.R.; Esteban González-López, M.; Martín del Campo, A.S.; González-Núñez, R.; Rodrigue, D.; Pérez Fonseca, A.A. Mechanical recycling of PLA: Effect of weathering, extrusion cycles, and chain extender. J. Appl. Polym. Sci. 2023, 140, e53759. [Google Scholar] [CrossRef]
- Pillin, I.; Montrelay, N.; Bourmaud, A.; Grohens, Y. Effect of thermo-mechanical cycles on the physico-chemical properties of poly(lactic acid). Polym. Degrad. Stab. 2008, 92, 321–328. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Description of the 3D Printing Waste |
|---|---|
| 1-PLA-C | 1 additional extrusion cycle- PLA waste from commercial filament |
| 2-PLA-C | 2 additional extrusion cycles- PLA waste from commercial filament |
| 3-PLA-C | 3 additional extrusion cycles- PLA waste from commercial filament |
| 4-PLA-C | 4 additional extrusion cycles- PLA waste from commercial filament |
| 5-PLA-C | 5 additional extrusion cycles- PLA waste from commercial filament |
| 1-PLA-M | 1 additional extrusion cycle- PLA waste from mixture of PPE parts |
| 2-PLA-M | 2 additional extrusion cycles- PLA waste from mixture of PPE parts |
| 3-PLA-M | 3 additional extrusion cycles- PLA waste from mixture of PPE parts |
| 4-PLA-M | 4 additional extrusion cycles- PLA waste from mixture of PPE parts |
| Sample Label | ||
|---|---|---|
| 1-PLA-C | 4.90 | −9.25 |
| 2-PLA-C | 4.86 | −9.20 |
| 3-PLA-C | 4.85 | −9.19 |
| 4-PLA-C | 4.71 | −9.13 |
| 5-PLA-C | 4.61 | −9.08 |
| Sample Label | |||
|---|---|---|---|
| 1-PLA-C | 1553 ± 105 | 46.3 ± 5.9 | 4.08 ± 0.60 |
| 2-PLA-C | 1571 ± 125 | 43.0 ± 2.8 | 4.10 ± 0.10 |
| 3-PLA-C | 1530 ± 140 | 37.3 ± 4.6 | 3.55 ± 0.50 |
| 4-PLA-C | 1540 ± 66 | 36.7 ± 8.3 | 3.73 ± 1.10 |
| 5-PLA-C | 1572 ± 87 | 34.2 ± 3.6 | 3.31 ± 1.18 |
| 1-PLA-M | 1500 ± 58 | 33.4 ± 4.5 | 3.50 ± 0.90 |
| 2-PLA-M | 1610 ± 70 | 33.3 ± 5.0 | 3.41 ± 0.97 |
| 3-PLA-M | 1527 ± 120 | 33.7 ± 3.9 | 3.78 ± 0.82 |
| 4-PLA-M | 1615 ± 125 | 27.7 ± 2.1 | 2.06 ± 0.20 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hidalgo-Carvajal, D.; Muñoz, Á.H.; Garrido-González, J.J.; Carrasco-Gallego, R.; Alcázar Montero, V. Recycled PLA for 3D Printing: A Comparison of Recycled PLA Filaments from Waste of Different Origins after Repeated Cycles of Extrusion. Polymers 2023, 15, 3651. https://doi.org/10.3390/polym15173651
Hidalgo-Carvajal D, Muñoz ÁH, Garrido-González JJ, Carrasco-Gallego R, Alcázar Montero V. Recycled PLA for 3D Printing: A Comparison of Recycled PLA Filaments from Waste of Different Origins after Repeated Cycles of Extrusion. Polymers. 2023; 15(17):3651. https://doi.org/10.3390/polym15173651
Chicago/Turabian StyleHidalgo-Carvajal, David, Álvaro Hortal Muñoz, José J. Garrido-González, Ruth Carrasco-Gallego, and Victoria Alcázar Montero. 2023. "Recycled PLA for 3D Printing: A Comparison of Recycled PLA Filaments from Waste of Different Origins after Repeated Cycles of Extrusion" Polymers 15, no. 17: 3651. https://doi.org/10.3390/polym15173651