
Nanocomposites with Optimized Polytetrafluoroethylene Content as a Reinforcement Agent in PA12 and PLA for Material Extrusion Additive Manufacturing

 , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials for the Fabrication of the Nanocompounds
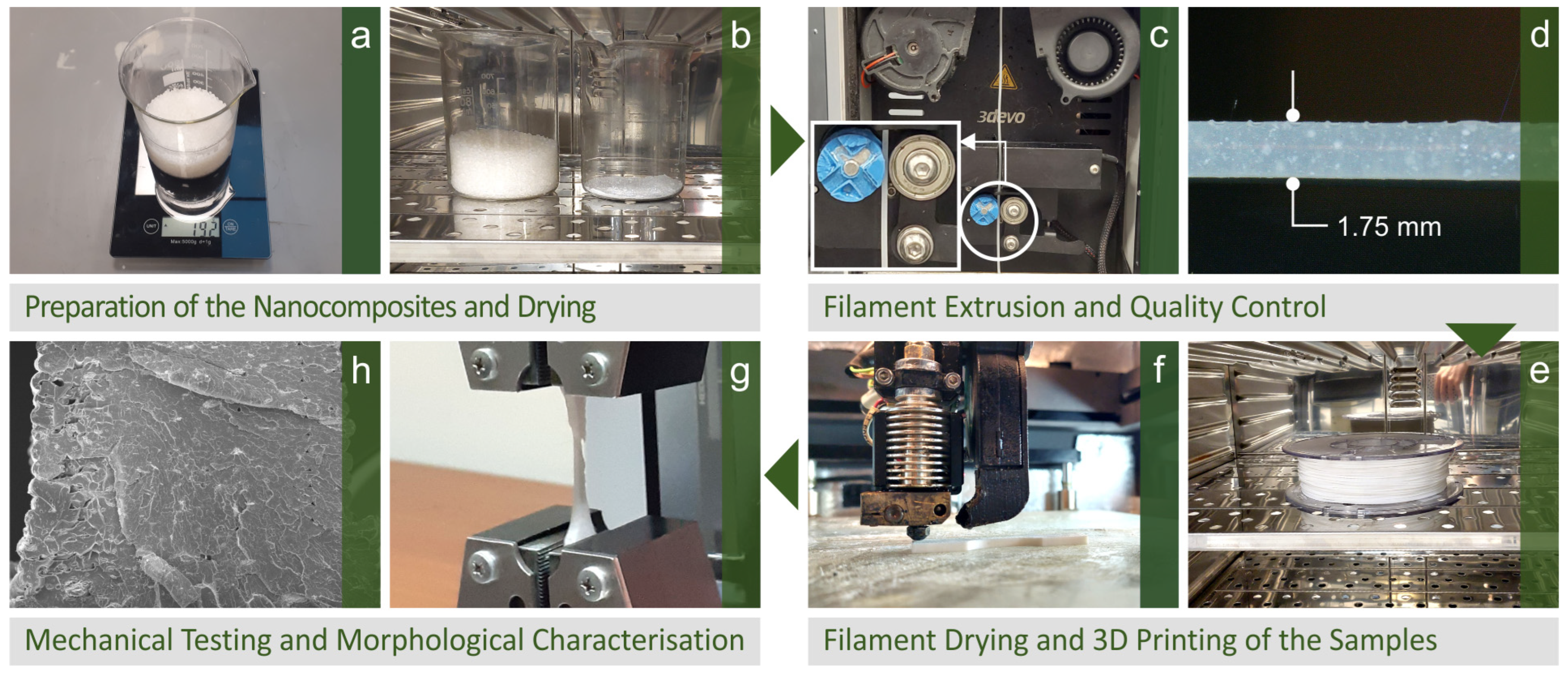
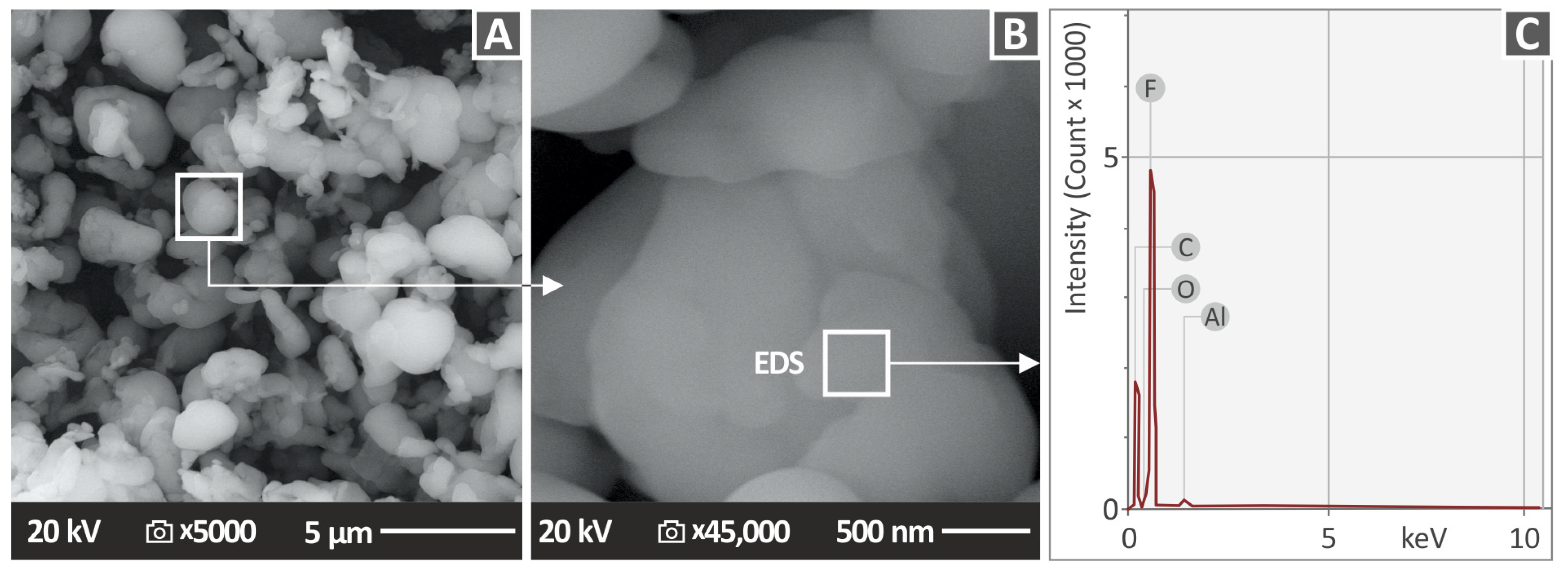
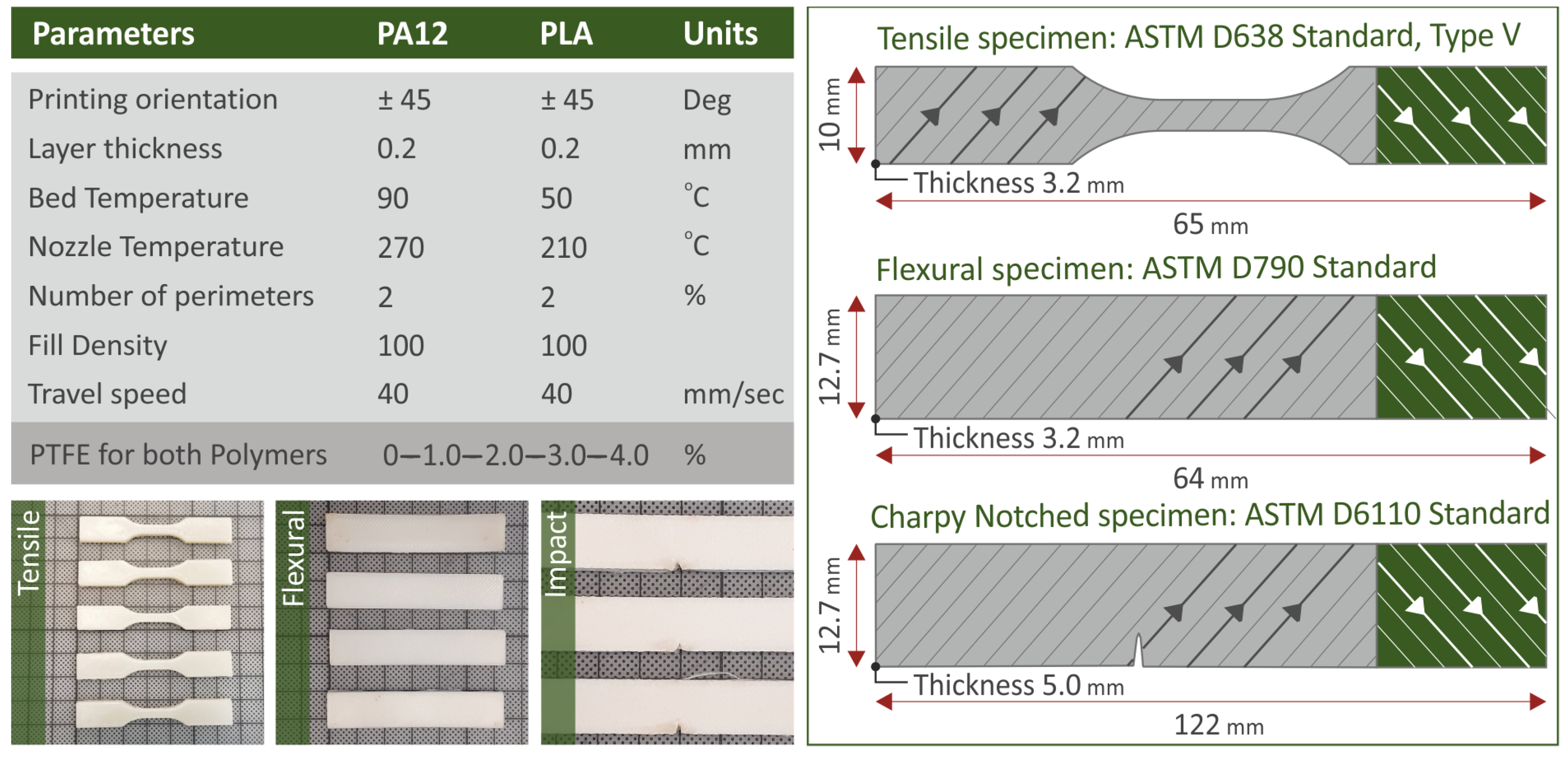
2.2. Fabrication of Filaments, SEM and EDS Analyses of PTFE Powder, 3D Printing Process of PLA and PA12 PTFE Nanocomposites
2.3. Characterization Methods
3. Results
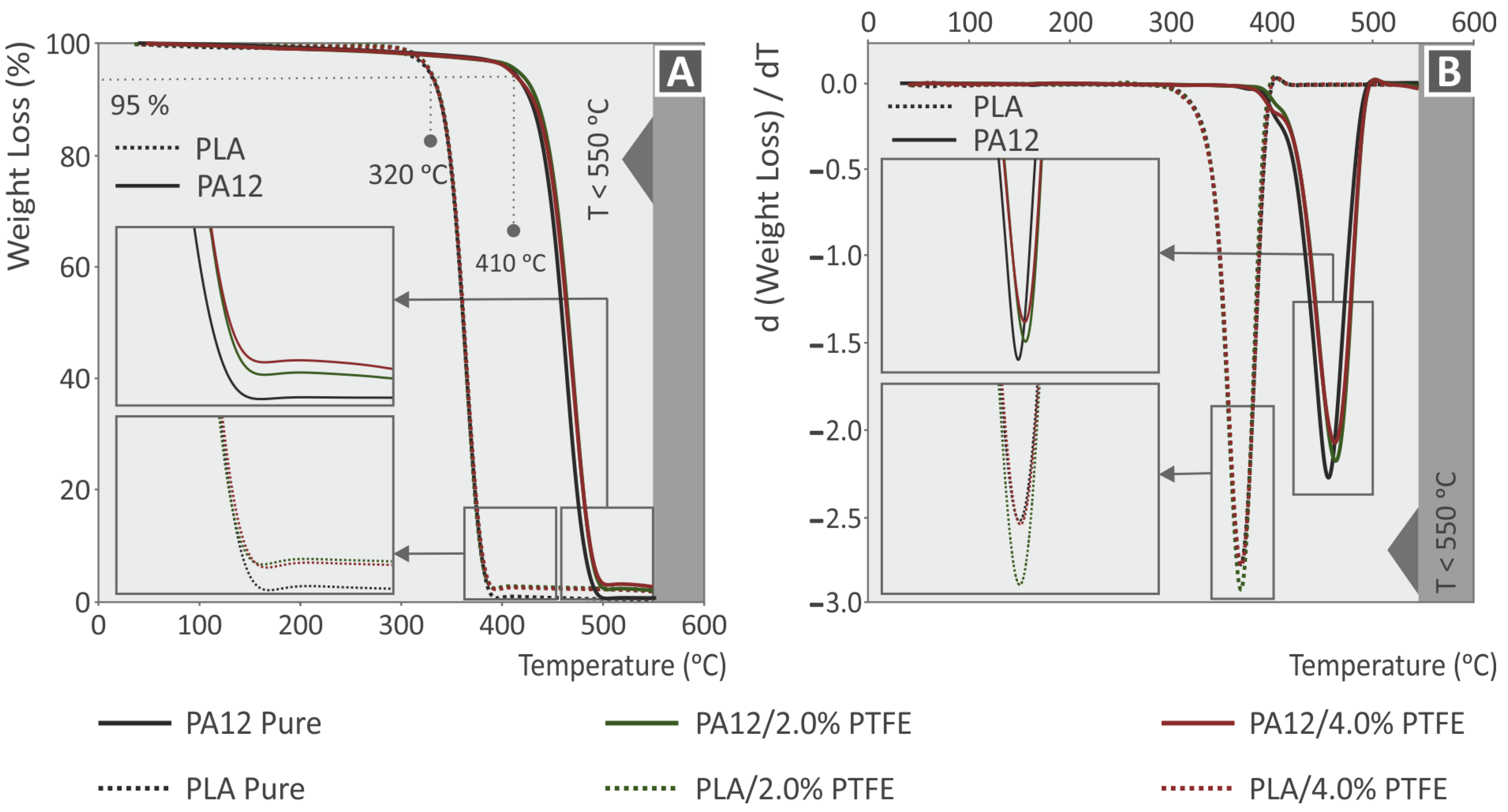
3.1. Thermogravimetric Analysis
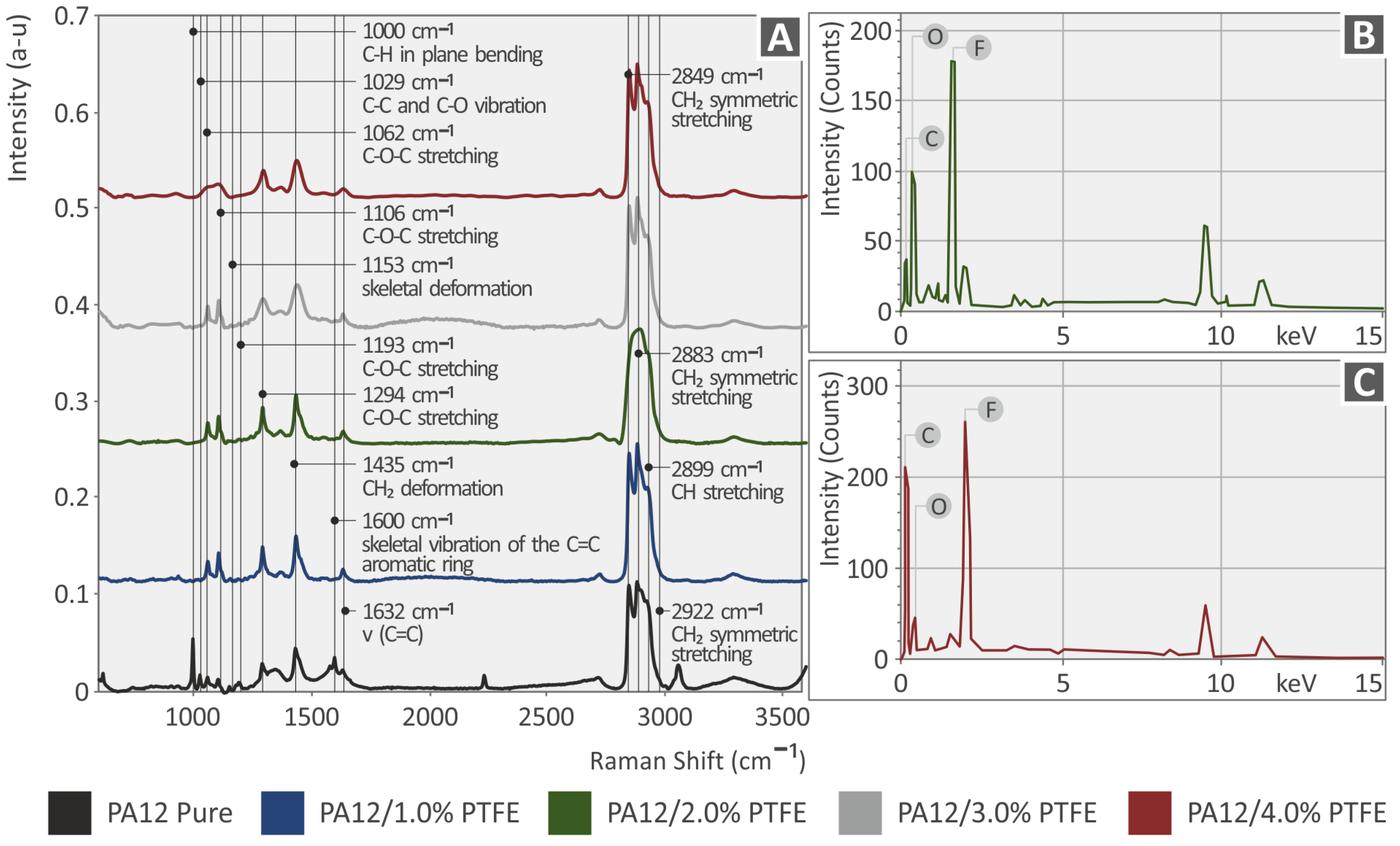
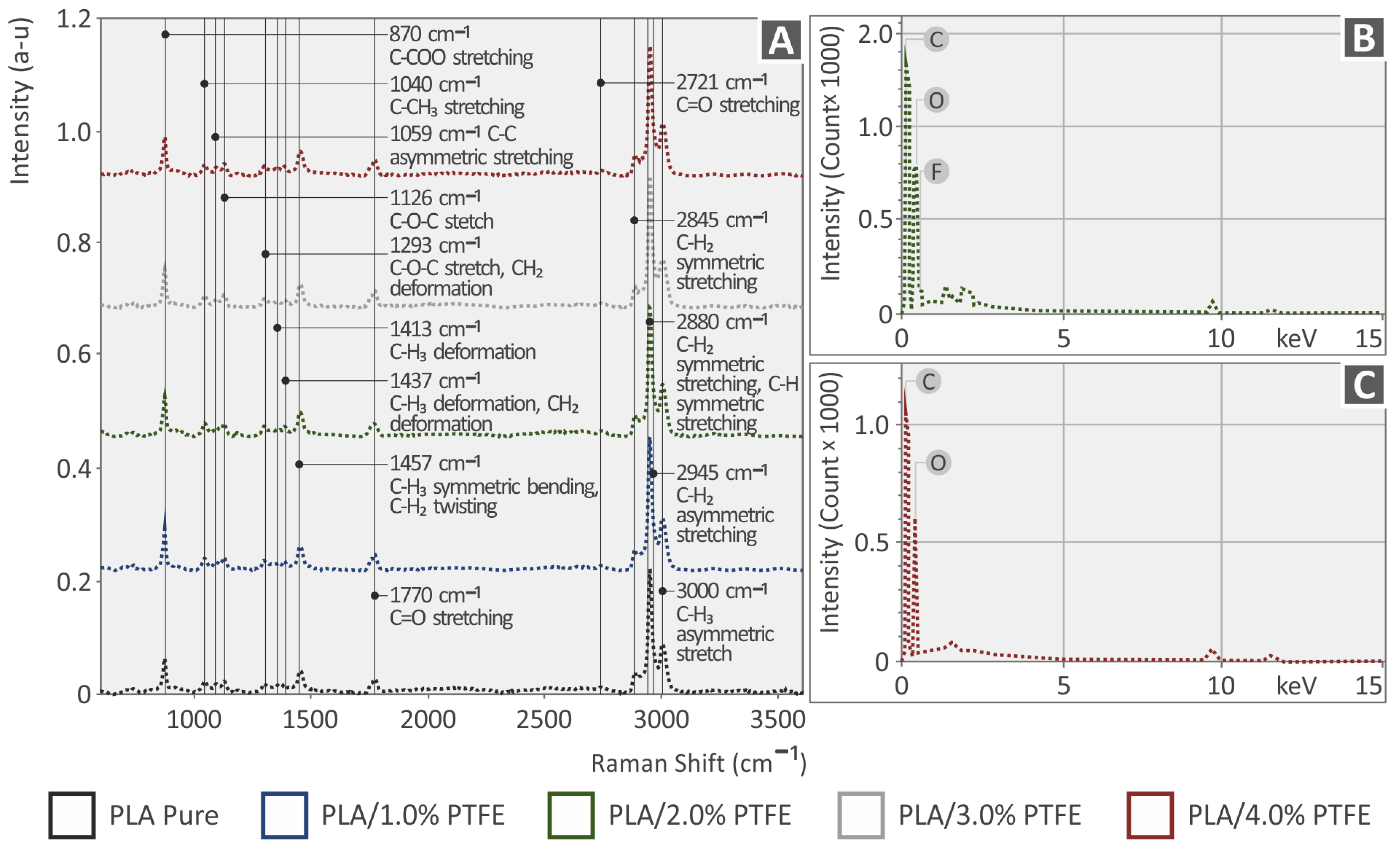
3.2. Raman and EDS Analysis
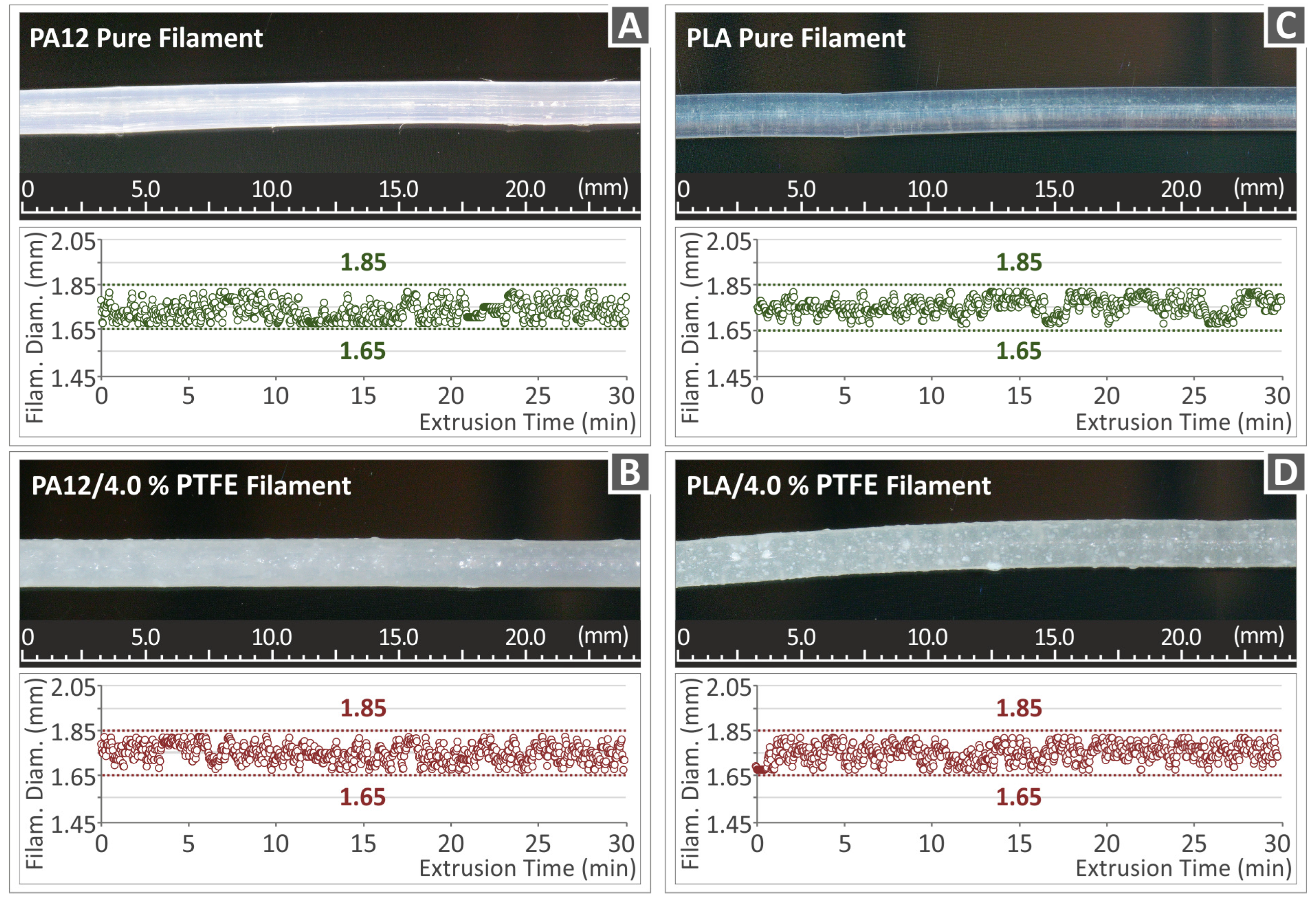
3.3. Optical Metrology for the 3DP Filament Diameter
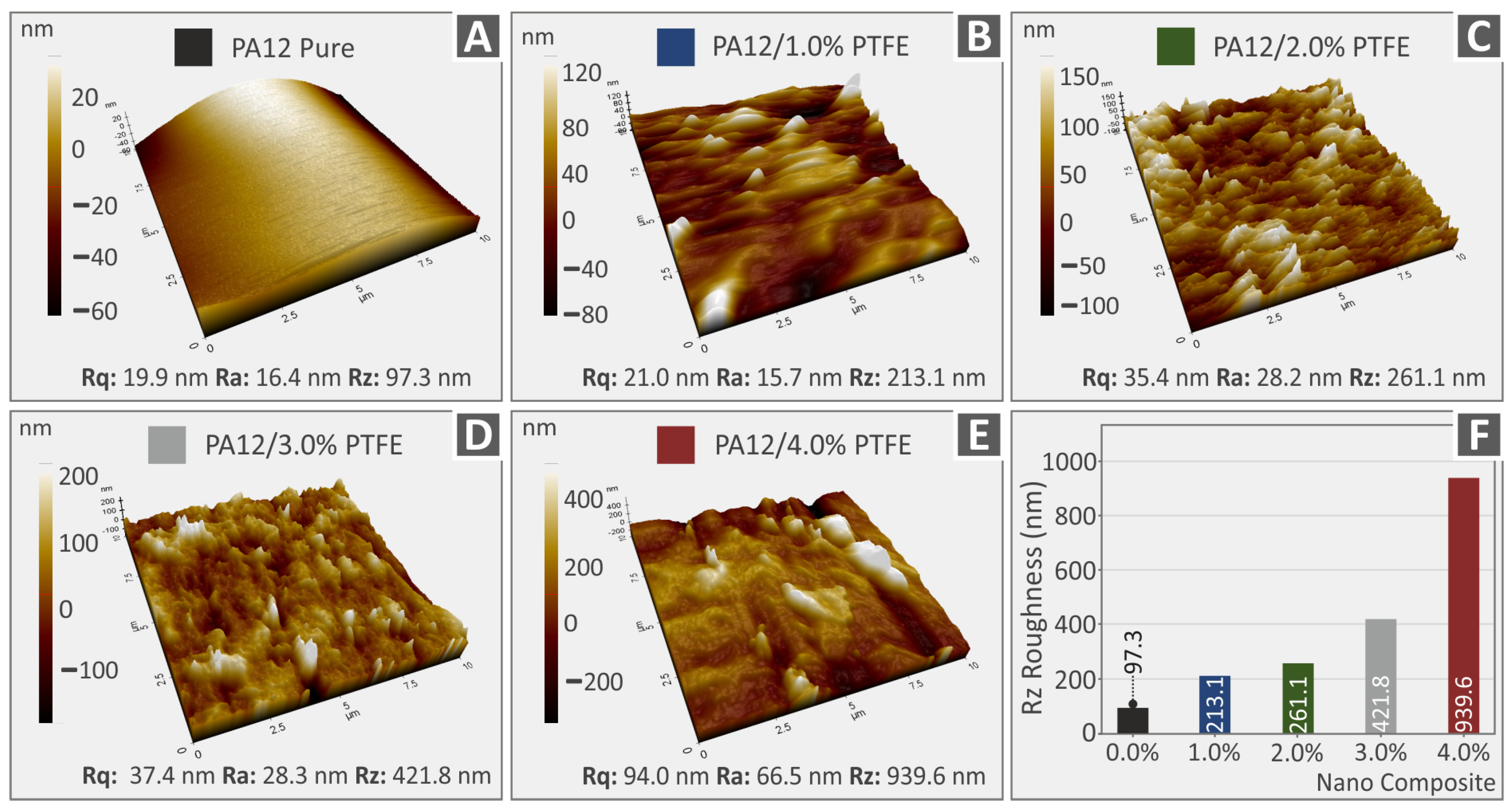
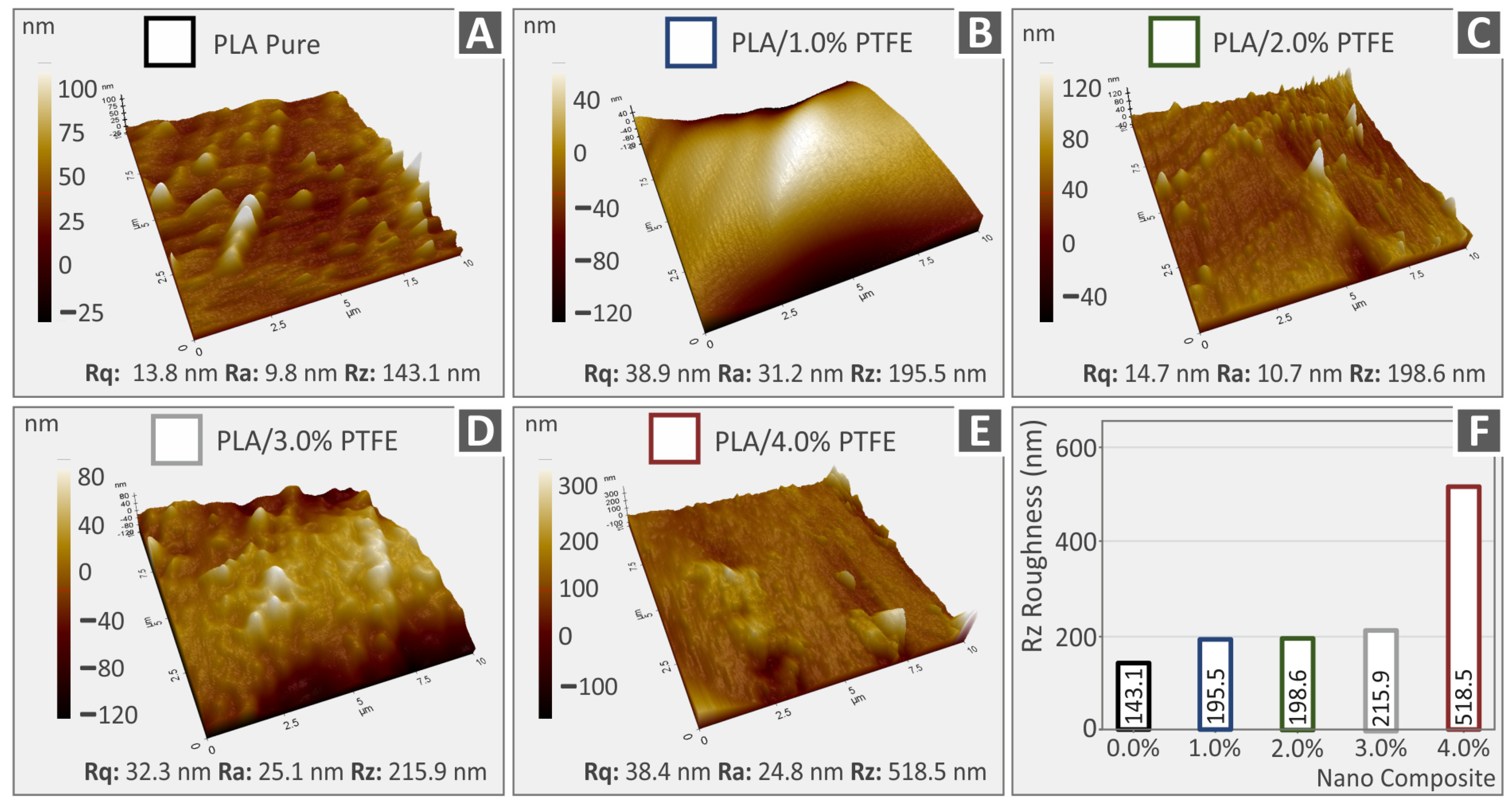
3.4. Raw Polymer and Nanocompound 3DP Filament AFM Surface Roughness Analyses
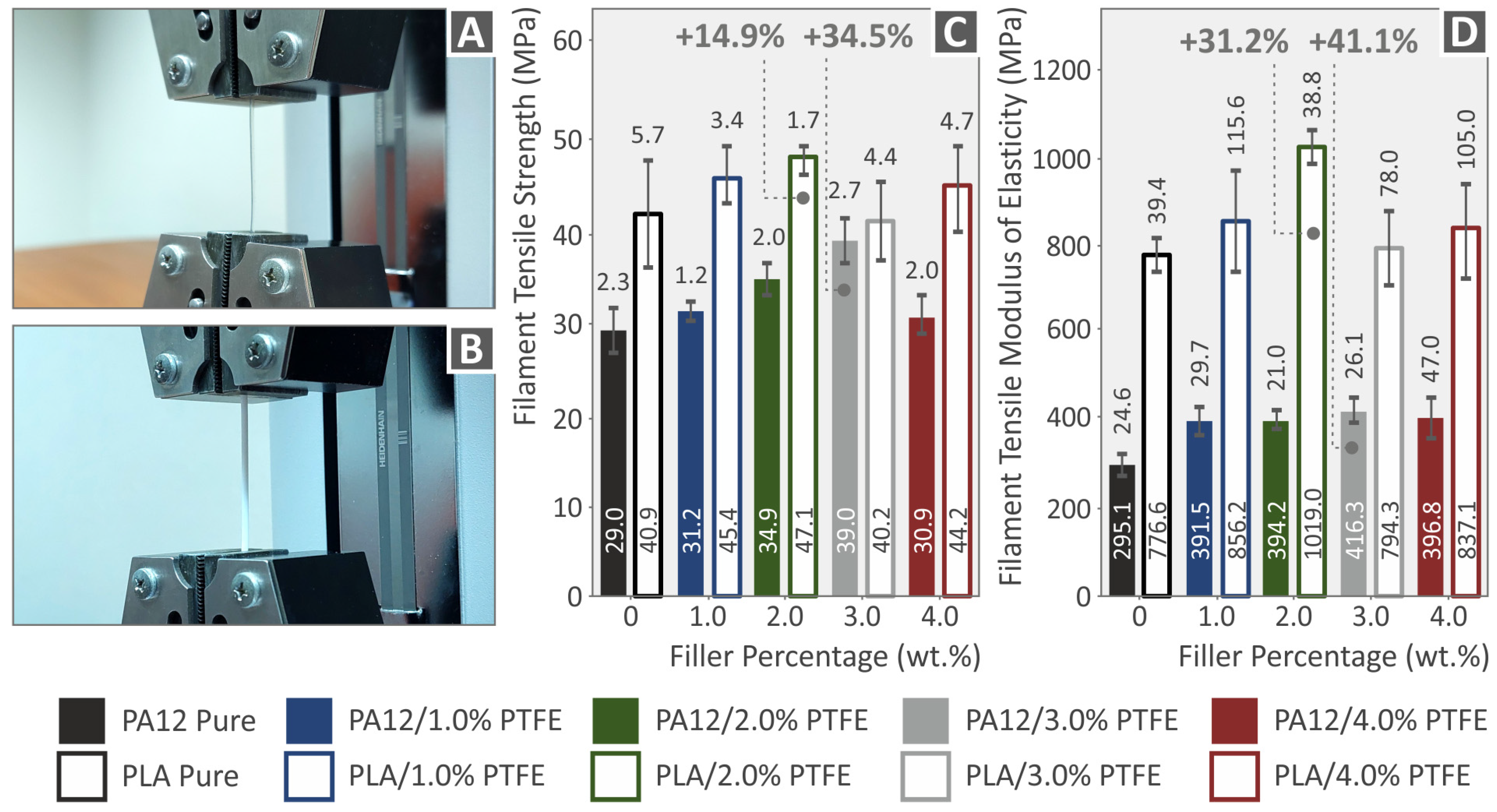
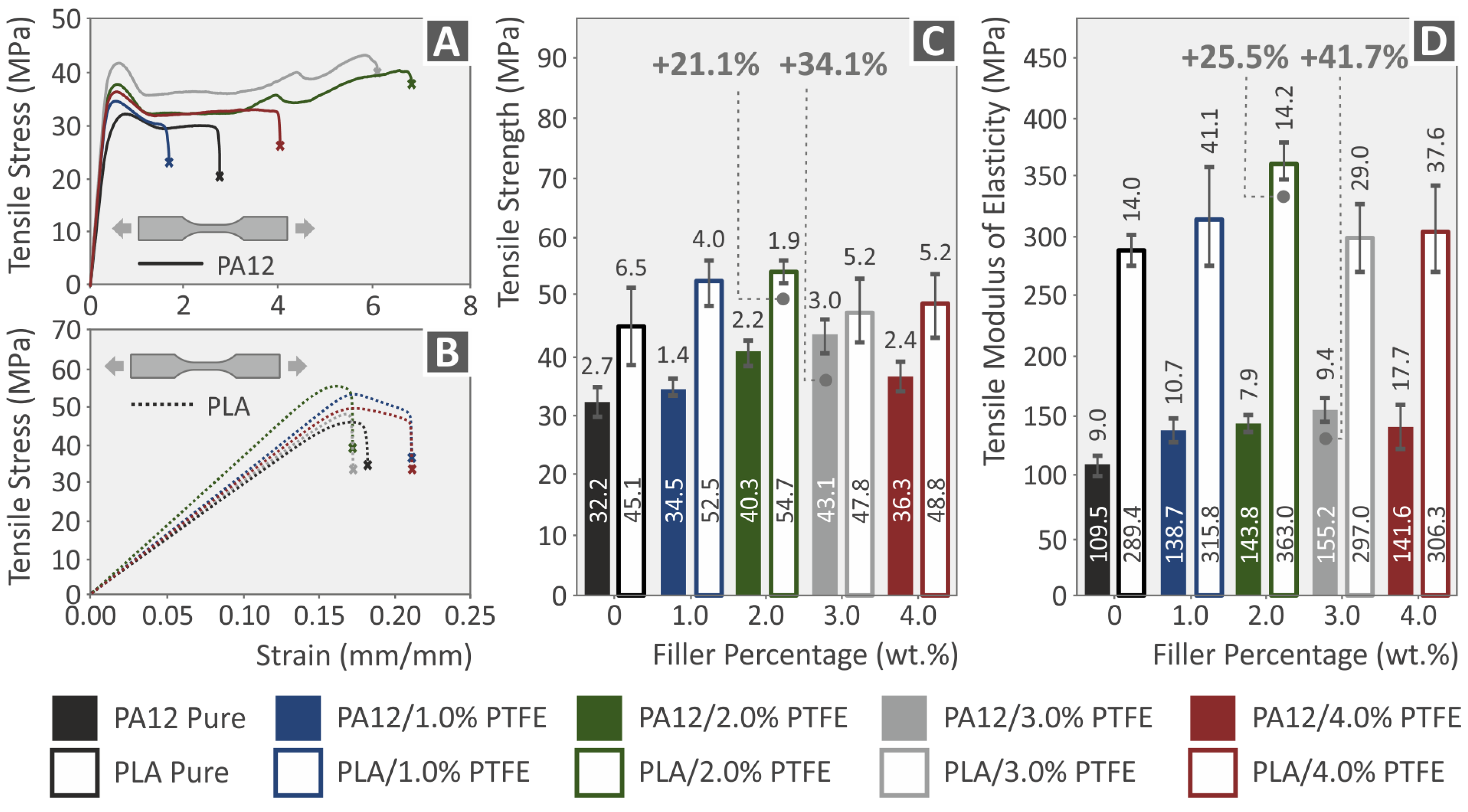
3.5. Tensile Characteristics of Filaments and 3DP Samples for PLA, PA12 and All PA12/PTFE and PLA/PTFE Nanocomposites
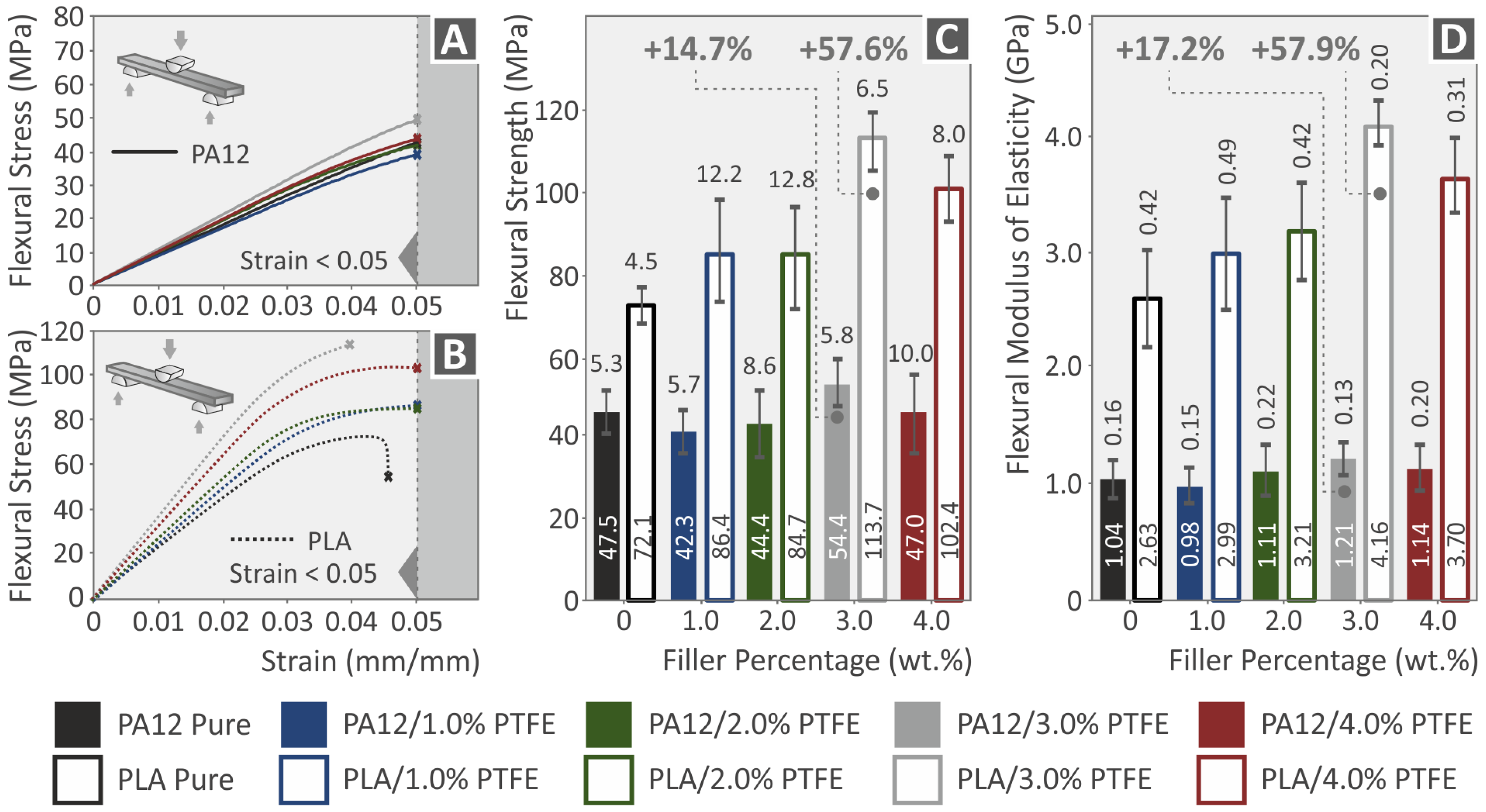
3.6. Flexural Tests of the 3DP PLA, PA12 and All PA12/PTFE, PLA/PTFE Nanocomposites
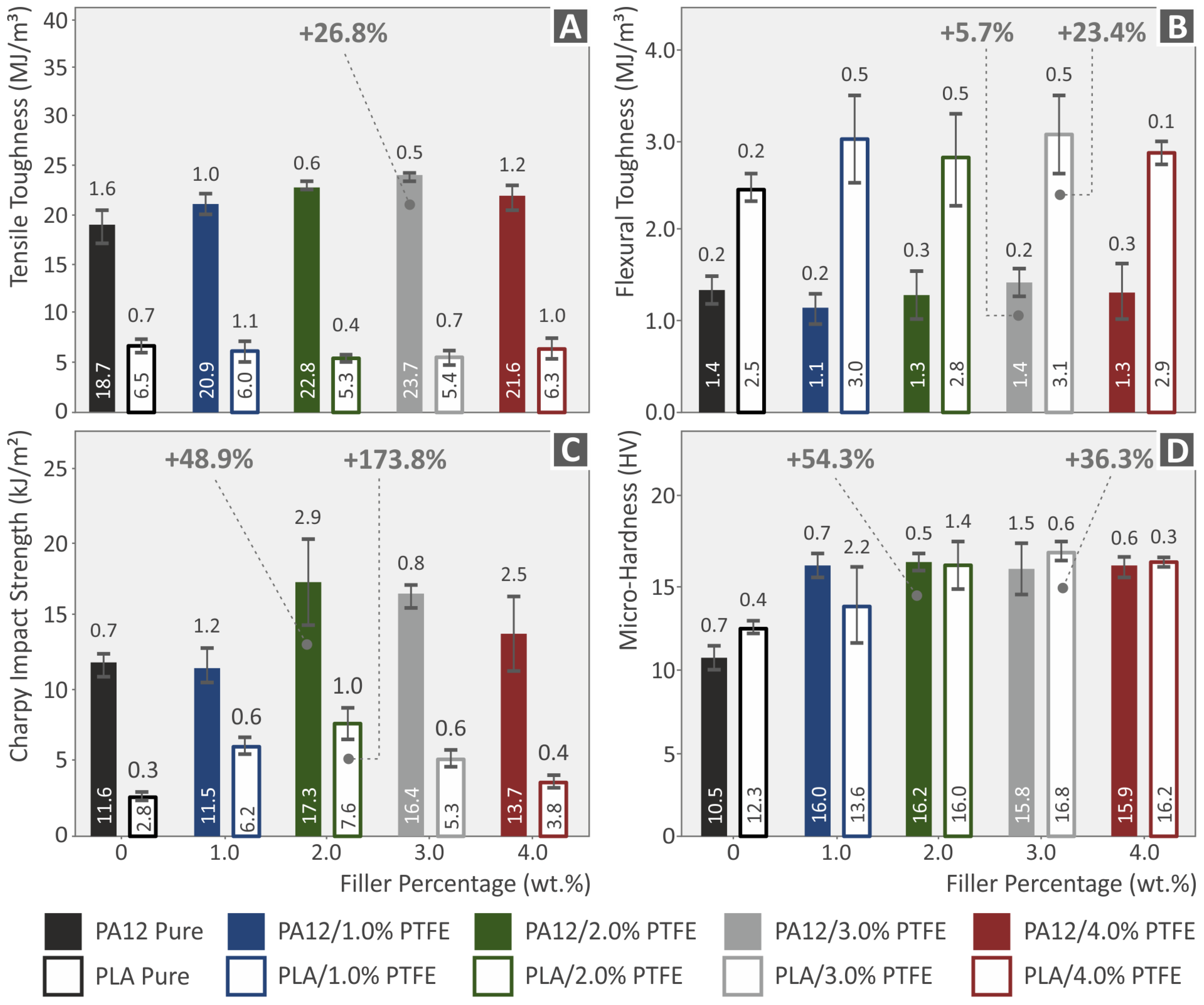
3.7. Mechanical Properties Results: Toughness, Impact Test, Vickers Microhardness Measurements
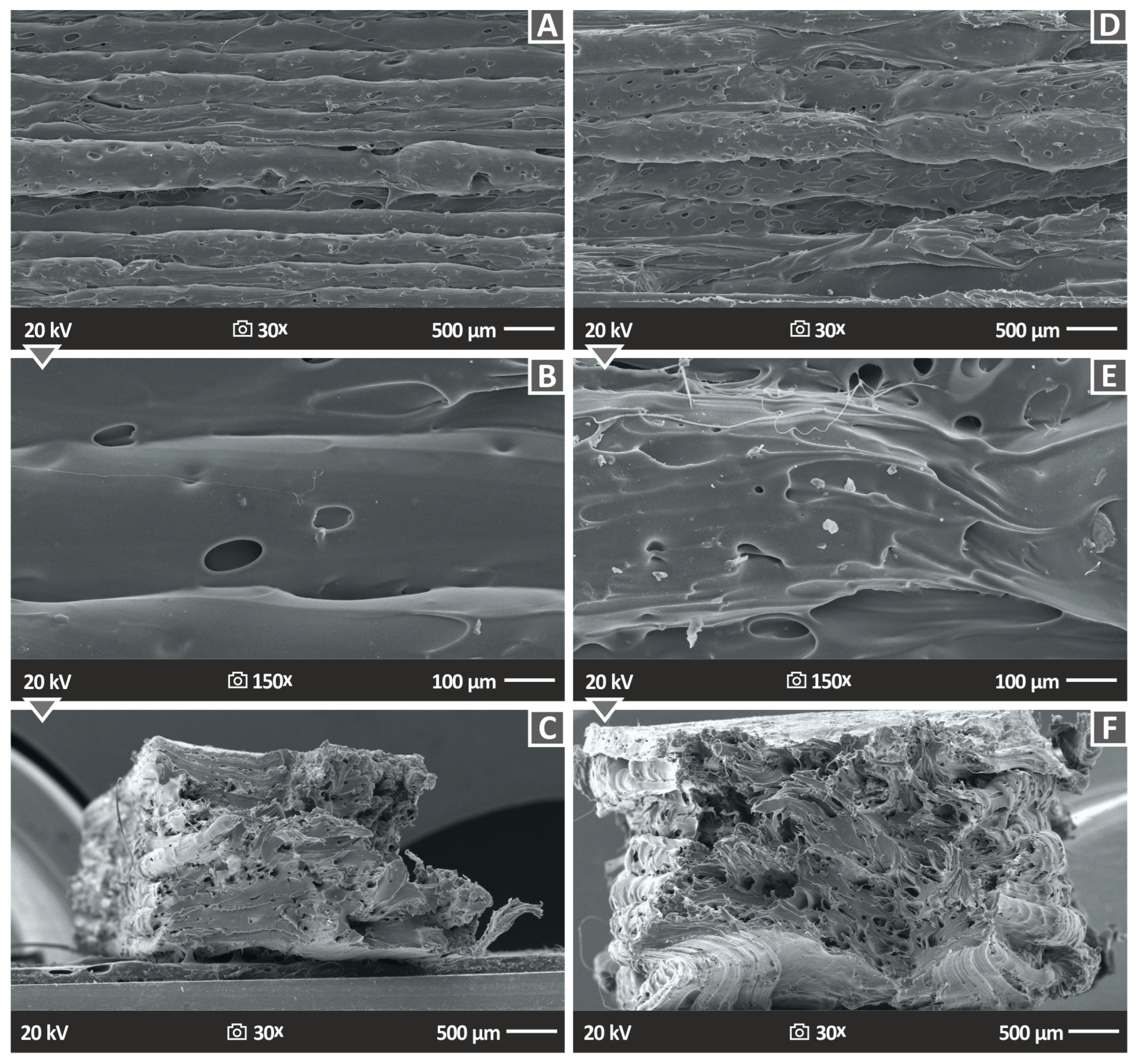
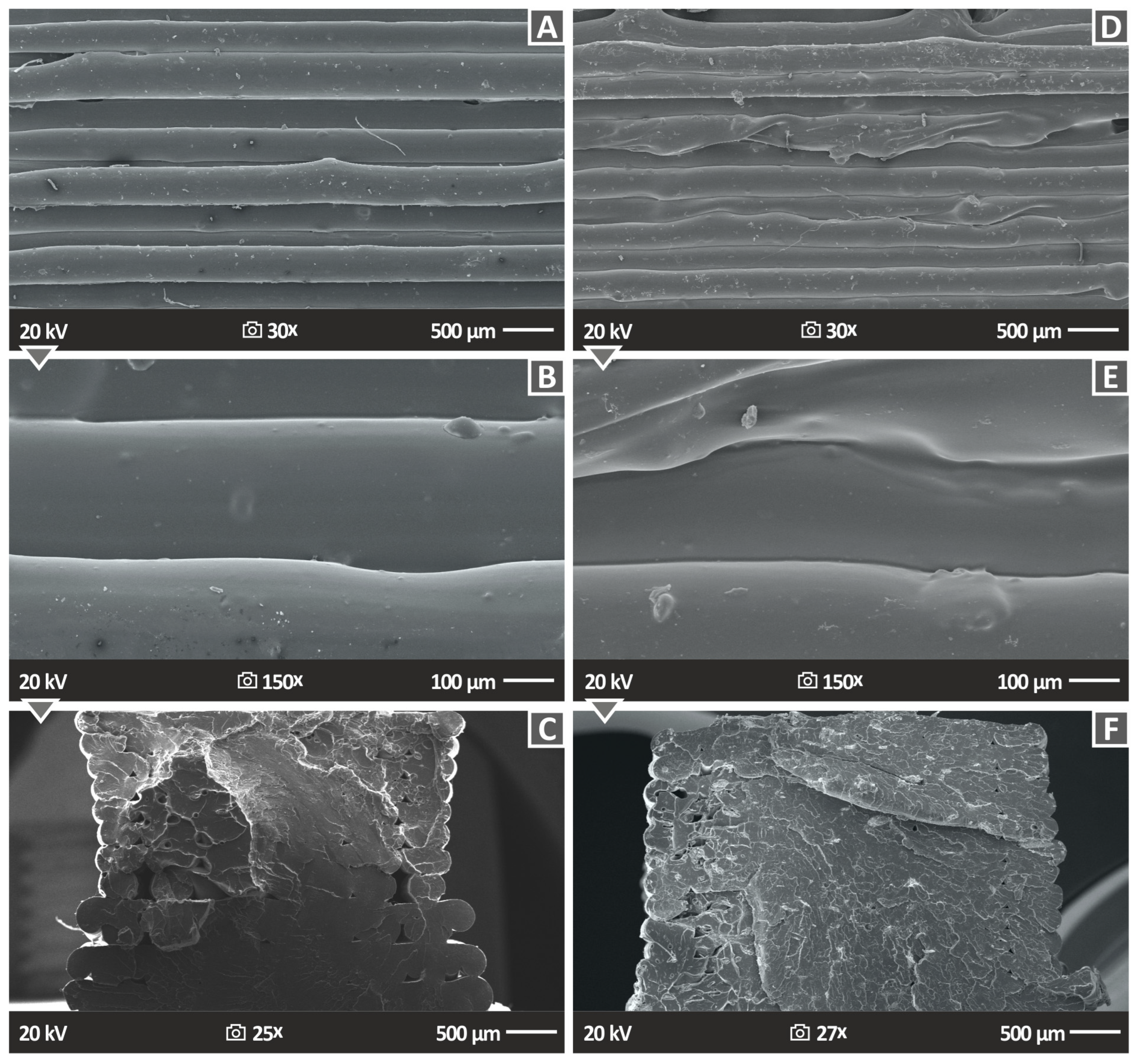
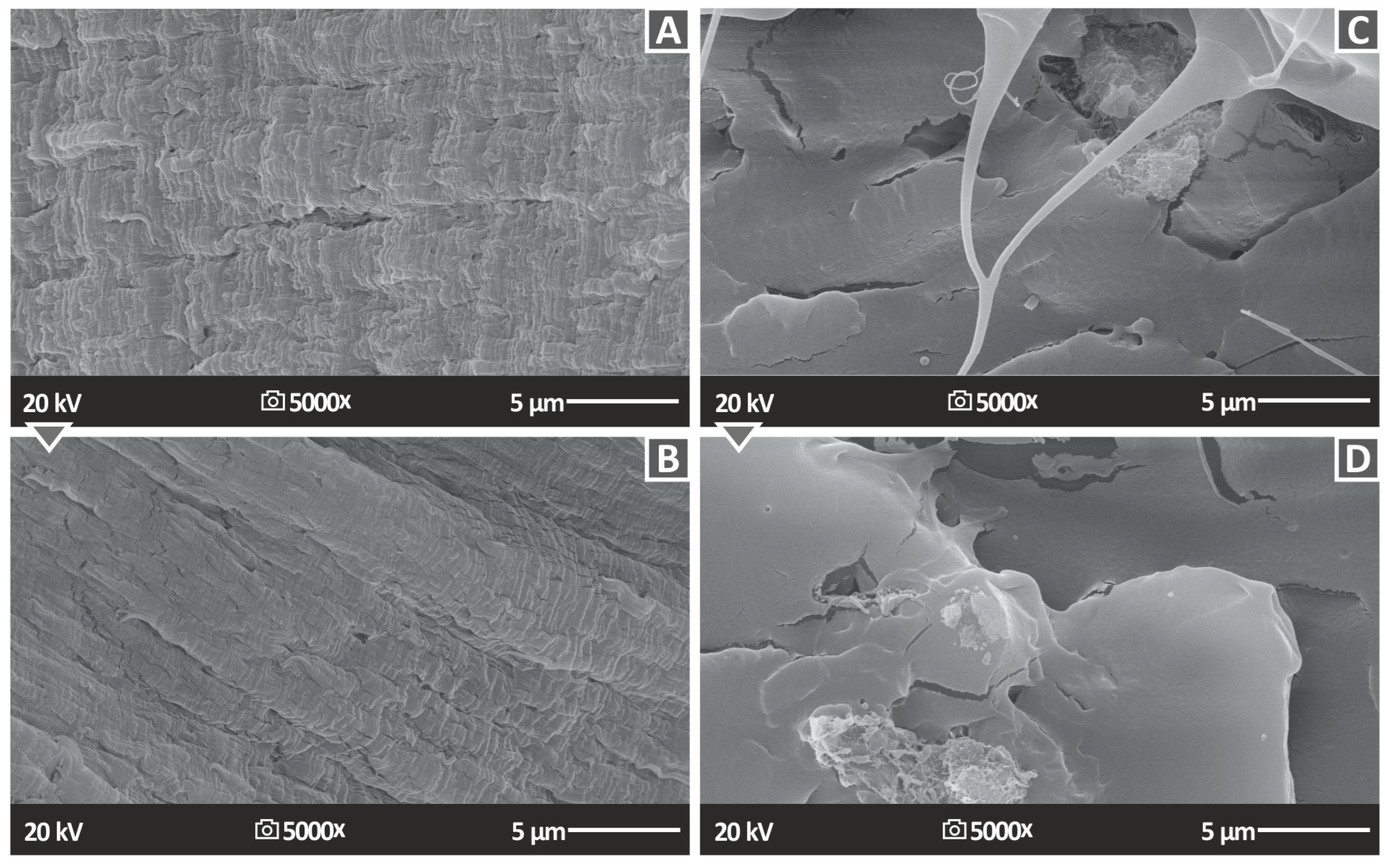
3.8. PTFE Nanoparticles SEM Analysis, Lateral and Fracture Surface of 3DP Tensile Test Specimens
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vidakis, N.; Petousis, M.; Velidakis, E.; Spiridaki, M.; Kechagias, J.D. Mechanical Performance of Fused Filament Fabricated and 3d-Printed Polycarbonate Polymer and Polycarbonate/Cellulose Nanofiber Nanocomposites. Fibers 2021, 9, 74. [Google Scholar] [CrossRef]
- Raspall, F.; Velu, R.; Vaheed, N.M. Fabrication of Complex 3D Composites by Fusing Automated Fiber Placement (AFP) and Additive Manufacturing (AM) Technologies. Adv. Manuf. Polym. Compos. Sci. 2019, 5, 6–16. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S. Current Status and Future Directions of Fused Filament Fabrication. J. Manuf. Process. 2020, 55, 288–306. [Google Scholar] [CrossRef]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Karapidakis, E.; Moutsopoulou, A. Functionality Versus Sustainability for PLA in MEX 3D Printing: The Impact of Generic Process Control Factors on Flexural Response and Energy Efficiency. Polymers 2023, 15, 1232. [Google Scholar] [CrossRef] [PubMed]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Papadakis, V.; Kanellopoulou, S.; Gaganatsiou, A.; Stefanoudakis, N.; Kechagias, J. Multifunctional Material Extrusion 3D-Printed Antibacterial Polylactic Acid (PLA) with Binary Inclusions: The Effect of Cuprous Oxide and Cellulose Nanofibers. Fibers 2022, 10, 52. [Google Scholar] [CrossRef]
- Batakliev, T.; Georgiev, V.; Kalupgian, C.; Muñoz, P.A.R.; Ribeiro, H.; Fechine, G.J.M.; Andrade, R.J.E.; Ivanov, E.; Kotsilkova, R. Physico-Chemical Characterization of PLA-Based Composites Holding Carbon Nanofillers. Appl. Compos. Mater. 2021, 28, 1175–1192. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Petousis, M.; Mountakis, N. A Multi-Parametric Process Evaluation of the Mechanical Response of PLA in FFF 3D Printing. Mater. Manuf. Process. 2022, 38, 941–953. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Ramezani Dana, H. Poly Lactic Acid (PLA) Polymers: From Properties to Biomedical Applications. Int. J. Polym. Mater. Polym. Biomater. 2022, 71, 1117–1130. [Google Scholar] [CrossRef]
- Marano, S.; Laudadio, E.; Minnelli, C.; Stipa, P. Tailoring the Barrier Properties of PLA: A State-of-the-Art Review for Food Packaging Applications. Polymers 2022, 14, 1626. [Google Scholar] [CrossRef]
- Taib, N.-A.A.B.; Rahman, M.R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bakri, M.K.B.; Julaihi, M.R.M.B.; Khan, A. A Review on Poly Lactic Acid (PLA) as a Biodegradable Polymer. Polym. Bull. 2023, 80, 1179–1213. [Google Scholar] [CrossRef]
- More, N.; Avhad, M.; Utekar, S.; More, A. Polylactic Acid (PLA) Membrane—Significance, Synthesis, and Applications: A Review. Polym. Bull. 2023, 80, 1117–1153. [Google Scholar] [CrossRef]
- Petousis, M.; Ninikas, K.; Vidakis, N.; Mountakis, N.; Kechagias, J.D.; Kechagias, D. Multifunctional PLA/CNTs Nanocomposites Hybrid 3D Printing Integrating Material Extrusion and CO2 Laser Cutting. J. Manuf. Process. 2023, 86, 237–252. [Google Scholar] [CrossRef]
- Pejkowski, Ł.; Seyda, J.; Nowicki, K.; Mrozik, D. Mechanical Performance of Non-Reinforced, Carbon Fiber Reinforced and Glass Bubbles Reinforced 3D Printed PA12 Polyamide. Polym. Test. 2023, 118, 107891. [Google Scholar] [CrossRef]
- Razaviye, M.K.; Tafti, R.A.; Khajehmohammadi, M. An Investigation on Mechanical Properties of PA12 Parts Produced by a SLS 3D Printer: An Experimental Approach. CIRP J. Manuf. Sci. Technol. 2022, 38, 760–768. [Google Scholar] [CrossRef]
- Dabees, S.; Osman, T.; Kamel, B.M. Mechanical, Thermal, and Flammability Properties of Polyamide-6 Reinforced with a Combination of Carbon Nanotubes and Titanium Dioxide for under-the-Hood Applications. J. Thermoplast. Compos. Mater. 2022, 36, 1545–1575. [Google Scholar] [CrossRef]
- Rahman, M.Z.; Rahman, M.; Mahbub, T.; Ashiquzzaman, M.; Sagadevan, S.; Hoque, M.E. Advanced Biopolymers for Automobile and Aviation Engineering Applications. J. Polym. Res. 2023, 30, 106. [Google Scholar] [CrossRef]
- Demirsöz, R.; Yaşar, N.; Korkmaz, M.E.; Günay, M.; Giasin, K.; Pimenov, D.Y.; Aamir, M.; Unal, H. Evaluation of the Mechanical Properties and Drilling of Glass Bead/Fiber-Reinforced Polyamide 66 (PA66)-Based Hybrid Polymer Composites. Materials 2022, 15, 2765. [Google Scholar] [CrossRef] [PubMed]
- Shao, S.; Zeng, F.; Long, L.; Zhu, X.; Peng, L.E.; Wang, F.; Yang, Z.; Tang, C.Y. Nanofiltration Membranes with Crumpled Polyamide Films: A Critical Review on Mechanisms, Performances, and Environmental Applications. Environ. Sci. Technol. 2022, 56, 12811–12827. [Google Scholar] [CrossRef] [PubMed]
- Aydin-Aytekin, D.; Gezmis-Yavuz, E.; Buyukada-Kesici, E.; Elif Cansoy, C.; Alp, K.; Koseoglu-Imer, D.Y. Fabrication and Characterization of Multifunctional Nanoclay and TiO2 Embedded Polyamide Electrospun Nanofibers and Their Applications at Indoor Air Filtration. Mater. Sci. Eng. B 2022, 279, 115675. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Korlos, A.; Kechagias, J.D.; Tsikritzis, D.; Mountakis, N. Medical-Grade Polyamide 12 Nanocomposite Materials for Enhanced Mechanical and Antibacterial Performance in 3D Printing Applications. Polymers 2022, 14, 440. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kechagias, J.D. Parameter Effects and Process Modelling of Polyamide 12 3D-Printed Parts Strength and Toughness. Mater. Manuf. Process. 2022, 37, 1358–1369. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Wang, K.; Yao, S.; Peng, Y.; Rao, Y.; Ahzi, S. Progressive Collapse Behaviors and Mechanisms of 3D Printed Thin-Walled Composite Structures under Multi-Conditional Loading. Thin-Walled Struct. 2022, 171, 108810. [Google Scholar] [CrossRef]
- Bazan, A.; Turek, P.; Zakręcki, A. Influence of Antibacterial Coating and Mechanical and Chemical Treatment on the Surface Properties of PA12 Parts Manufactured with SLS and MJF Techniques in the Context of Medical Applications. Materials 2023, 16, 2405. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Pan, Y.; Chen, B.; Li, J.; Gui, Z.; Chen, J.; Yan, H.; Zeng, Y.; Chen, J. Fabrication of Porous Aluminum Ceramics beyond Device Resolution via Stereolithography 3D Printing. Ceram. Int. 2023, 49, 18463–18469. [Google Scholar] [CrossRef]
- Omar, M.R.; Abdullah, M.I.H.C.; Alkahari, M.R.; Hussin, M.S.F.; Abdullah, R.; Abdollah, M.F.B.; Gill, D.S. Effects of Different Polyamide (PAa12) Composition on Dimensional Accuracy in Selective Laser Sintering BT. In Proceedings of the 7th International Conference and Exhibition on Sustainable Energy and Advanced Materials (ICE-SEAM 2021), Melaka, Malaysia, 23–23 November 2021; Abdollah, M.F.B., Amiruddin, H., Phuman Singh, A.S., Abdul Munir, F., Ibrahim, A., Eds.; Springer Nature: Singapore, 2022; pp. 31–36. [Google Scholar]
- Vidakis, N.; Petousis, M.; Michailidis, N.; Grammatikos, S.; David, C.N.; Mountakis, N.; Argyros, A.; Boura, O. Development and Optimization of Medical-Grade MultiFunctional Polyamide 12-Cuprous Oxide Nanocomposites with Superior Mechanical and Antibacterial Properties for Cost-Effective 3D Printing. Nanomaterials 2022, 12, 534. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Kechagias, J.D. Optimization of Friction Stir Welding for Various Tool Pin Geometries: The Weldability of Polyamide 6 Plates Made of Material Extrusion Additive Manufacturing. Int. J. Adv. Manuf. Technol. 2022, 124, 2931–2955. [Google Scholar] [CrossRef]
- Dhanumalayan, E.; Joshi, G.M. Performance Properties and Applications of Polytetrafluoroethylene (PTFE)—A Review. Adv. Compos. Hybrid Mater. 2018, 1, 247–268. [Google Scholar] [CrossRef]
- Tang, L.; Tang, Y.; Zhang, J.; Lin, Y.; Kong, J.; Zhou, K.; Gu, J. High-Strength Super-Hydrophobic Double-Layered PBO Nanofiber-Polytetrafluoroethylene Nanocomposite Paper for High-Performance Wave-Transparent Applications. Sci. Bull. 2022, 67, 2196–2207. [Google Scholar] [CrossRef] [PubMed]
- Puts, G.J.; Crouse, P.; Ameduri, B.M. Polytetrafluoroethylene: Synthesis and Characterization of the Original Extreme Polymer. Chem. Rev. 2019, 119, 1763–1805. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, K.; Uchiyama, Y.; Toyooka, S. The Mechanism of Wear of Polytetrafluoroethylene. Wear 1973, 23, 153–172. [Google Scholar] [CrossRef]
- Yadav, A.; Patel, R.V.; Singh, C.P.; Labhasetwar, P.K.; Shahi, V.K. Experimental Study and Numerical Optimization for Removal of Methyl Orange Using Polytetrafluoroethylene Membranes in Vacuum Membrane Distillation Process. Colloids Surf. A Phys. Eng. Asp. 2022, 635, 128070. [Google Scholar] [CrossRef]
- Struchkova, T.S.; Vasilev, A.P.; Okhlopkova, A.A.; Danilova, S.N.; Alekseev, A.G. Mechanical and Tribological Properties of Polytetrafluoroethylene Composites Modified by Carbon Fibers and Zeolite. Lubricants 2021, 10, 4. [Google Scholar] [CrossRef]
- Vishal, K.; Rajkumar, K.; Sabarinathan, P. Effect of Recovered Silicon Filler Inclusion on Mechanical and Tribological Properties of Polytetrafluoroethylene (PTFE) Composite. Silicon 2022, 14, 4601–4610. [Google Scholar] [CrossRef]
- Wang, G.; Gao, C.; Xiao, B.; Zhang, J.; Jiang, X.; Wang, Q.; Guo, J.; Zhang, D.; Liu, J.; Xie, Y.; et al. Research and Clinical Translation of Trilayer Stent-Graft of Expanded Polytetrafluoroethylene for Interventional Treatment of Aortic Dissection. Regen. Biomater. 2022, 9, rbac049. [Google Scholar] [CrossRef]
- Mourya, A.; Aggarwal, L.M.; Choudhary, S.; Shahi, U.P.; Sharma, N.; Prakash, R.; Mishra, R. Feasibility of Using Polytetrafluoroethylene Flexible Implant Tube for Interstitial Brachytherapy Patients. Brachytherapy 2022, 21, 754–763. [Google Scholar] [CrossRef]
- Vaz, J.M.; Taketa, T.B.; Hernandez-Montelongo, J.; Fiúza, L.M.C.G.; Rodrigues, C.; Beppu, M.M.; Vieira, R.S. Antibacterial Noncytotoxic Chitosan Coatings on Polytetrafluoroethylene Films by Plasma Grafting for Medical Device Applications. J. Coat. Technol. Res. 2022, 19, 829–838. [Google Scholar] [CrossRef]
- Zhang, Y.; Yin, M.; Xia, O.; Zhang, A.P.; Tam, H.-Y. Optical 3D μ-Printing of Polytetrafluoroethylene (PTFE) Microstructures. In Proceedings of the 2018 IEEE Micro Electro Mechanical Systems (MEMS), Belfast, UK, 21–25 January 2018; pp. 37–40. [Google Scholar]
- Sachan, R.; Nguyen, A.K.; Lu, J.; Erdmann, D.; Zhang, J.Y.; Narayan, R.J. Digital Light Processing-Based 3D Printing of Polytetrafluoroethylene Solid Microneedle Arrays. MRS Commun. 2021, 11, 896–901. [Google Scholar] [CrossRef]
- Sachan, R.; Sachan, A.; Lu, J.; Erdmann, D.; Zhang, J.Y.; Narayan, R.J. 3D Printing of Polytetrafluoroethylene Hollow Needles for Medical Applications. JOM 2021, 73, 3798–3803. [Google Scholar] [CrossRef]
- Liu, G.; Gao, Y.; Xu, S.; Bu, T.; Xie, Y.; Xu, C.; Zhou, H.; Qi, Y.; Zhang, C. One-Stop Fabrication of Triboelectric Nanogenerator Based on 3D Printing. EcoMat 2021, 3, e12130. [Google Scholar] [CrossRef]
- Zheng, R.; Chen, Y.; Chi, H.; Qiu, H.; Xue, H.; Bai, H. 3D Printing of a Polydimethylsiloxane/Polytetrafluoroethylene Composite Elastomer and Its Application in a Triboelectric Nanogenerator. ACS Appl. Mater. Interfaces 2020, 12, 57441–57449. [Google Scholar] [CrossRef]
- Zhang, Y.; Yin, M.-J.; Ouyang, X.; Zhang, A.P.; Tam, H.-Y. 3D μ-Printing of Polytetrafluoroethylene Microstructures: A Route to Superhydrophobic Surfaces and Devices. Appl. Mater. Today 2020, 19, 100580. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Al-Joubori, A.A.; Wang, Z. Nanostructured Materials and Nanocomposites by Mechanical Alloying: An Overview. Met. Mater. Int. 2022, 28, 41–53. [Google Scholar] [CrossRef]
- Shah, V.; Bhaliya, J.; Patel, G.M.; Deshmukh, K. Advances in Polymeric Nanocomposites for Automotive Applications: A Review. Polym. Adv. Technol. 2022, 33, 3023–3048. [Google Scholar] [CrossRef]
- Lv, Y.; Wang, W.; Xie, G.; Luo, J. Self-Lubricating PTFE-Based Composites with Black Phosphorus Nanosheets. Tribol. Lett. 2018, 66, 61. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Michailidis, N.; Mountakis, N.; Papadakis, V.; Argyros, A.; Charou, C. Polyethylene Glycol and Polyvinylpyrrolidone Reduction Agents for Medical Grade Polyamide 12/Silver Nanocomposites Development for Material Extrusion 3D Printing: Rheological, Thermomechanical, and Biocidal Performance. React. Funct. Polym. 2023, 190, 105623. [Google Scholar] [CrossRef]
- Diederichs, E.; Picard, M.; Chang, B.P.; Misra, M.; Mohanty, A. Extrusion Based 3d Printing of Sustainable Biocomposites from Biocarbon and Poly(Trimethylene Terephthalate). Molecules 2021, 26, 4164. [Google Scholar] [CrossRef]
- Stuart, B.H. Temperature Studies of Polycarbonate Using Fourier Transform Raman Spectroscopy. Polymers 1996, 36, 341–346. [Google Scholar] [CrossRef]
- Makarem, M.; Lee, C.M.; Kafle, K.; Huang, S.; Chae, I.; Yang, H.; Kubicki, J.D.; Kim, S.H. Probing Cellulose Structures with Vibrational Spectroscopy. Cellulose 2019, 26, 35–79. [Google Scholar] [CrossRef]
- Resta, V.; Quarta, G.; Lomascolo, M.; Maruccio, L.; Calcagnile, L. Raman and Photoluminescence Spectroscopy of Polycarbonate Matrices Irradiated with Different Energy 28Si+ Ions. Vacuum 2015, 116, 82–89. [Google Scholar] [CrossRef]
- Zimmerer, C.; Matulaitiene, I.; Niaura, G.; Reuter, U.; Janke, A.; Boldt, R.; Sablinskas, V.; Steiner, G. Nondestructive Characterization of the Polycarbonate—Octadecylamine Interface by Surface Enhanced Raman Spectroscopy. Polym. Test. 2019, 73, 152–158. [Google Scholar] [CrossRef]
- Luiz, B.K.M.; Amboni, R.D.M.C.; Prates, L.H.M.; Roberto Bertolino, J.; Pires, A.T.N. Influence of Drinks on Resin Composite: Evaluation of Degree of Cure and Color Change Parameters. Polym. Test. 2007, 26, 438–444. [Google Scholar] [CrossRef]
- Gatin, E.; Iordache, S.-M.; Matei, E.; Luculescu, C.-R.; Iordache, A.-M.; Grigorescu, C.E.; Ilici, R.R. Raman Spectroscopy as Spectral Tool for Assessing the Degree of Conversion after Curing of Two Resin-Based Materials Used in Restorative Dentistry. Diagnostics 2022, 12, 1993. [Google Scholar] [CrossRef]
- Peris-Díaz, M.D.; Łydżba-Kopczyńska, B.; Sentandreu, E. Raman Spectroscopy Coupled to Chemometrics to Discriminate Provenance and Geological Age of Amber. J. Raman Spectrosc. 2018, 49, 842–851. [Google Scholar] [CrossRef]
- Liu, X.; Zou, Y.; Li, W.; Cao, G.; Chen, W. Kinetics of Thermo-Oxidative and Thermal Degradation of Poly(d,l-Lactide) (PDLLA) at Processing Temperature. Polym. Degrad. Stab. 2006, 91, 3259–3265. [Google Scholar] [CrossRef]
- Lin, Z.; Guo, X.; He, Z.; Liang, X.; Wang, M.; Jin, G. Thermal Degradation Kinetics Study of Molten Polylactide Based on Raman Spectroscopy. Polym. Eng. Sci. 2021, 61, 201–210. [Google Scholar] [CrossRef]
- Zou, H.; Yi, C.; Wang, L.; Liu, H.; Xu, W. Thermal Degradation of Poly(Lactic Acid) Measured by Thermogravimetry Coupled to Fourier Transform Infrared Spectroscopy. J. Anal. Calorim. 2009, 97, 929–935. [Google Scholar] [CrossRef]
- Fakirov, S. (Ed.) Handbook of Condensation Thermoplastic Elastomers; Wiley: Hoboken, NJ, USA, 2005; ISBN 9783527309764. [Google Scholar]
- Ataeefard, M.; Moradian, S. Surface Properties of Polypropylene/Organoclay Nanocomposites. Appl. Surf. Sci. 2011, 257, 2320–2326. [Google Scholar] [CrossRef]
- Verma, R.K.; Singh, V.K.; Singh, D.K.; Kharwar, P.K. Experimental Investigation on Surface Roughness and Circularity Error during Drilling of Polymer Nanocomposites. Mater. Today Proc. 2021, 44, 2501–2506. [Google Scholar] [CrossRef]
- Ravi Sankar, M.; Jain, V.K.; Ramkumar, J.; Joshi, Y.M. Rheological Characterization of Styrene-Butadiene Based Medium and Its Finishing Performance Using Rotational Abrasive Flow Finishing Process. Int. J. Mach. Tools Manuf. 2011, 51, 947–957. [Google Scholar] [CrossRef]
- Song, Y.; Li, Y.; Song, W.; Yee, K.; Lee, K.-Y.Y.; Tagarielli, V.L. Measurements of the Mechanical Response of Unidirectional 3D-Printed PLA. Mater. Des. 2017, 123, 154–164. [Google Scholar] [CrossRef]
- Schang, O.; Billon, N.; Muracciole, J.M.; Fernagut, F. Mechanical Behavior of a Ductile Polyamide 12 during Impact. Polym. Eng. Sci. 1996, 36, 541–550. [Google Scholar] [CrossRef]
- Yasa, E.; Deckers, J.; Kruth, J.-P.; Rombouts, M.; Luyten, J. Charpy Impact Testing of Metallic Selective Laser Melting Parts. Virtual Phys. Prototyp. 2010, 5, 89–98. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Vairis, A.; Savvakis, K.; Maniadi, A. A Parametric Determination of Bending and Charpy’s Impact Strength of ABS and ABS-plus Fused Deposition Modeling Specimens. Prog. Addit. Manuf. 2019, 4, 323–330. [Google Scholar] [CrossRef]
- Song, Y.; Zheng, Q. Concepts and Conflicts in Nanoparticles Reinforcement to Polymers beyond Hydrodynamics. Prog. Mater. Sci. 2016, 84, 1–58. [Google Scholar] [CrossRef]
- Vu-Khanh, T.; De Charentenay, F.X. Mechanics and Mechanisms of Impact Fracture in Semi-Ductile Polymers. Polym. Eng. Sci. 1985, 25, 841–850. [Google Scholar] [CrossRef]
- Brown, H.R. A Critical Examination of the Impact Test for Glassy Polymers. J. Mater. Sci. 1973, 8, 941–948. [Google Scholar] [CrossRef]
- Williams, J.G.; Hodgkinson, J.M.; Ford, H. Crack-Blunting Mechanisms in Impact Tests on Polymers. Proc. R. Soc. London A Math. Phys. Sci. 1997, 375, 231–247. [Google Scholar] [CrossRef]
- Deshmane, C.; Yuan, Q.; Misra, R.D.K. On the Fracture Characteristics of Impact Tested High Density Polyethylene–Calcium Carbonate Nanocomposites. Mater. Sci. Eng. A 2007, 452–453, 592–601. [Google Scholar] [CrossRef]
- Zheng, Y.; Zheng, Y.; Ning, R. Effects of Nanoparticles SiO2 on the Performance of Nanocomposites. Mater. Lett. 2003, 57, 2940–2944. [Google Scholar] [CrossRef]
- Reddy, P.R.S.; Reddy, T.S.; Mogulanna, K.; Srikanth, I.; Madhu, V.; Rao, K.V. Ballistic Impact Studies on Carbon and E-Glass Fibre Based Hybrid Composite Laminates. Procedia Eng. 2017, 173, 293–298. [Google Scholar] [CrossRef]
- Bhattacharya, M.; Bhowmick, A.K. Synergy in Carbon Black-Filled Natural Rubber Nanocomposites. Part I: Mechanical, Dynamic Mechanical Properties, and Morphology. J. Mater. Sci. 2010, 45, 6126–6138. [Google Scholar] [CrossRef]
- Zaragoza, J.; Fukuoka, S.; Kraus, M.; Thomin, J.; Asuri, P. Exploring the Role of Nanoparticles in Enhancing Mechanical Properties of Hydrogel Nanocomposites. Nanomaterials 2018, 8, 882. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.; He, J.; Hu, Z.; Ye, X.; Wang, S.; Zhao, Y.; Wang, B.; Ou, Y.; Zhang, J. High Strength Carbon-Fiber Reinforced Polyamide 6 Composites Additively Manufactured by Screw-Based Extrusion. Compos. Sci. Technol. 2022, 229, 109707. [Google Scholar] [CrossRef]
- Ichakpa, M.; Goodyear, M.; Duthie, J.; Duthie, M.; Wisely, R.; MacPherson, A.; Keyte, J.; Pancholi, K.; Njuguna, J. Investigation on Mechanical and Thermal Properties of 3D-Printed Polyamide 6, Graphene Oxide and Glass-Fibre-Reinforced Composites under Dry, Wet and High Temperature Conditions. J. Compos. Sci. 2023, 7, 227. [Google Scholar] [CrossRef]
- Mohammadi Zerankeshi, M.; Sayedain, S.S.; Tavangarifard, M.; Alizadeh, R. Developing a Novel Technique for the Fabrication of PLA-Graphite Composite Filaments Using FDM 3D Printing Process. Ceram. Int. 2022, 48, 31850–31858. [Google Scholar] [CrossRef]
- De Bortoli, L.S.; de Farias, R.; Mezalira, D.Z.; Schabbach, L.M.; Fredel, M.C. Functionalized Carbon Nanotubes for 3D-Printed PLA-Nanocomposites: Effects on Thermal and Mechanical Properties. Mater. Today Commun. 2022, 31, 103402. [Google Scholar] [CrossRef]
- Zare, Y.; Rhee, K.Y.; Hui, D. Influences of Nanoparticles Aggregation/Agglomeration on the Interfacial/Interphase and Tensile Properties of Nanocomposites. Compos. B Eng. 2017, 122, 41–46. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Zone 1 (Near the Nozzle) (°C) | Heat Zone 2 (Central Zone) (°C) | Heat Zone 3 (Central Zone) (°C) | Heat Zone 4 (Near the Hopper) (°C) | |
|---|---|---|---|---|
| PA12, PA12/PTFE | 210 | 220 | 220 | 185 |
| PLA, PLA/PTFE | 195 | 205 | 205 | 175 |
| Screw speed: | 8.5 rpm | Winder speed: | 3–15 rpm |
| Wavenumber (cm−1) | Raman Peak Assignment |
|---|---|
| 1000 | C-H in-plane bending [49] |
| 1029 | C-C and C-O vibration [50] |
| 1062 | C-O-C stretching [49] |
| 1106 | C-O-C stretching [49] |
| 1153 | Skeletal deformation [50] |
| 1193 | C-O-C stretching [51] |
| 1294 | C-O-C stretching [49] |
| 1435 | CH2 deformation [49,52] |
| 1600 | Skeletal vibration of the C=C aromatic ring [53,54] |
| 1632 | v (C=C) [55] |
| 2849 | CH2 symmetric stretching [50] |
| 2883 | CH2 symmetric stretching [50,56] |
| 2899 | CH stretching [49,56] |
| 2922 | CH2 asymmetric stretching [50] |
| Wavenumber (cm−1) | Intensity | Raman Peak Assignment |
|---|---|---|
| 870 | Medium | C-COO stretching [57] |
| 1040 | Small | C-CH3 stretching [57] |
| 1059 | Small | C-C asymmetric stretching |
| 1126 | Medium | C-O-C stretch [51] |
| 1293 | Medium | C-O-C stretch [52]; C-H2 twisting [52] |
| 1413 | Small | C-H3 deformation [49] |
| 1437 | Medium | C-H3 deformation [49] C-H2 deformation [52] |
| 1457 | Medium | C-H3 symmetric bending [49,51,57]; C-H2 twisting [52] |
| 1770 | Medium | C=O stretching [51,57] |
| 2721 | Small | C=O stretching [58] |
| 2845 | Major | C-H2 symmetric stretching [50] |
| 2880 | Major | C-H2 symmetric stretching [50]; C-H symmetric stretching [56] |
| 2945 | Major | C-H2 asymmetric stretching [50] |
| 3000 | Medium | C-H3 asymmetric stretch [56] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidakis, N.; Petousis, M.; Moutsopoulou, A.; Papadakis, V.; Spiridaki, M.; Mountakis, N.; Charou, C.; Tsikritzis, D.; Maravelakis, E. Nanocomposites with Optimized Polytetrafluoroethylene Content as a Reinforcement Agent in PA12 and PLA for Material Extrusion Additive Manufacturing. Polymers 2023, 15, 2786. https://doi.org/10.3390/polym15132786
Vidakis N, Petousis M, Moutsopoulou A, Papadakis V, Spiridaki M, Mountakis N, Charou C, Tsikritzis D, Maravelakis E. Nanocomposites with Optimized Polytetrafluoroethylene Content as a Reinforcement Agent in PA12 and PLA for Material Extrusion Additive Manufacturing. Polymers. 2023; 15(13):2786. https://doi.org/10.3390/polym15132786
Chicago/Turabian StyleVidakis, Nectarios, Markos Petousis, Amalia Moutsopoulou, Vassilis Papadakis, Mariza Spiridaki, Nikolaos Mountakis, Chrysa Charou, Dimitris Tsikritzis, and Emmanuel Maravelakis. 2023. "Nanocomposites with Optimized Polytetrafluoroethylene Content as a Reinforcement Agent in PA12 and PLA for Material Extrusion Additive Manufacturing" Polymers 15, no. 13: 2786. https://doi.org/10.3390/polym15132786