1. Introduction
Plasticating single-screw extruders are widely used in the industry for the manufacture of an extensive array of plastic products such as pipes, tubing, profiles, film and sheet, electrical wire, filaments, and yarns. In simple terms, an extruder consists essentially of an Archimedes-type screw rotating at a constant frequency inside a hollow heated barrel, which also contains a lateral aperture at one end for feeding the polymer. A shaping die is connected to the opposite end of the barrel. As the screw rotates, the solid polymer depositing on the screw channel inlet is dragged forward, progressively melts, and is forced to flow through the die. As new and more complex polymer systems began to be used (e.g., polymer blends, highly filled polymers, nanocomposites, biodegradable compounds), and more challenging requirements were established (higher outputs, tighter dimensional tolerances, better product consistency), the geometry of extrusion screws evolved considerably. Early screws had a short length-to-diameter ratio (L/D) and contained three geometric zones with different channel depths, commonly denoted as feed, compression, and metering, which are associated with the solids conveying, melting, and melt conveying stages, respectively. However, this simple design evidenced limitations in terms of melting efficiency, dynamic stability, and mixing ability, which progressively led to longer screws, the eventual use of grooved barrels, the insertion of mixing zones in the metering zone, and the development of barrier screws [
1,
2].
Barrier screws contain a second flight in the compression zone. In this way, they segregate the solid bed from the melt pool during melting, thus improving process stability, and increasing the contact area between the solid bed and the hot metallic channel, thus generating a higher melting rate. It has also been reported that these screws achieve better temperature homogeneity but consume higher specific energy due to the additional stresses developing in the barrier gap [
3]. Charles Maillefer [
4] patented the first barrier screw (MBS) in 1959. It contains a second flight in the compression zone with a distinct helix angle, connecting the active and passive sides of the main flight. Since then, many other barrier designs have been developed (see, for example, [
5,
6,
7,
8,
9,
10,
11]), with many finding practical industrial application in extrusion and/or injection moulding equipment. Rauwendaal [
1,
2] assessed comparatively various barrier designs, assuming as major performance criteria the evenness of the feed-barrier and barrier-metering geometric transitions, the necessary melting length, the melt conveying capacity, and the manufacturing cost. The author concluded that the MBS is particularly adequate, albeit its relatively limited melting efficiency. The importance of the feed-barrier transition on flow stability was well illustrated by Park and Lyu [
12] through the calculation of streamlines and velocity vectors in this region.
Several studies have demonstrated that the performance of barrier screws is rather sensitive to their design features and to the operating conditions selected [
11,
12,
13,
14,
15]. It is generally presumed that the start of the barrier matches the inception of melting, and that the melting rate is identical to the rate of change of the cross-channel areas for solids and melt in the down-channel direction. However, in practice, a melt film between the barrel and the solid bed must develop upstream of the barrier to avoid plugging. Some designs of the feed-barrier transition are more capable of effectively separating the solid bed from the melt pool. If the barrier gap is too small, the molten film will accumulate as a melt pool in the solids channel, rather than crossing it and depositing in the melt channel. If the barrier is too wide (i.e., if the second flight is too thick), excessive shear heating at high screw speeds may develop.
This work focuses on the design of barrier screws. Given the complexity of the task, purely empirical methods seem to have limited potential. On the other hand, the direct use of numerical modeling routines may turn out to be costly and inefficient, as they rely on the capability of the user to gradually input geometries and/or operating conditions that are more appropriate. Additionally, to the authors’ knowledge, no specific design approaches for this type of screws have been proposed, i.e., where the modeling equations are employed in a prearranged sequence. The authors recently published an extensive review on the optimization of extrusion and other processing techniques [
16,
17]. These methodologies have been successfully used to design conventional single-screw and co-rotating twin-screw extruders. Consequently, screw design is approached here as a multi-optimization problem, whereby a process modeling package is used judiciously by an optimization algorithm in order to define a Pareto optimal solution. Moreover, a decision-making methodology based on artificial intelligence (AI) techniques is applied to select the best screw.
The paper is organized as follows:
Section 2 gives details concerning the modeling of the extrusion process. In
Section 3, the methodology used for the optimization is presented in detail, while
Section 4 introduces the problem to be solved. The results are presented and discussed in
Section 5 and, finally, the conclusions are stated in
Section 6.
2. Modeling of Plasticizing in Barrier Screws
Several authors modeled melting in barrier screws, often with the aim of creating a tool capable of comparing the performance of various screw types and/or geometries. Ingen Housz and Meijer [
9] modified the original Tadmor’s melting model for conventional screws, which stipulates that at any channel cross-section along the melting zone, the solid pellets are compacted and form a continuous bed separated from the inner barrel wall by a thin melt film, which, in turn, feeds a melt pool developing near the active flight of the screw [
10]. Considering a similar physical melting model, Amellal and Elbirli [
11] numerically solved the various momentum and energy equations coupled to mass balances linking the solid bed, the melt film near to the inner barrel wall, and the melt conveying zones, assuming a non-Newtonian non-isothermal approach and non-uniform solids velocity. Later, the existence of a melt film surrounding the solid bed was also taken into consideration [
18]. Han et al. [
19,
20] extended this analysis by considering the presence of six functional regions at each channel cross-section, namely, solid bed, melt conveying, and four melt films, including at the barrier gap, near the inner barrel surface, near the screw root, and near the screw flights.
Concerning barrier screws for plasticating injection-molding, Kopplmayr et al. [
21] took in the co-existence of five different regions, including the melt pool in the solids channel, the melt pool in the melt channel, the melt film between the solids and inner barrel wall, the leakage flow in the gap between the main flight and inner barrel wall, and the melt flow in the barrier gap. A numerical approach based on finite-difference approximation schemes was developed, but little detail was given on the model implementation. With the aim of comparing the performance of various screw profiles, Park and Lyu [
12] calculated the pressure, temperature, velocity, and streamlines in barrier screws, assuming non-Newtonian non-isothermal flow and using the Polyflow
® commercial software. However, only the presence of melt was taken into consideration, even if the authors recognized—and observed experimentally—that the melt and solids coexist in the solids channel. Huang and Tseng [
22] predicted fiber breakage in conventional and barrier screws in injection molding, but again, the melting model adopted was not presented in sufficient detail to understand the underlying physical assumptions.
In general, the above studies assumed that (i) the start of the barrier flight matches the onset of melting, and (ii) the melting rate matches the down-channel rate of change of the cross-channel areas for solids or melt. As discussed in the previous section, experimental evidence has shown the opposite. Therefore, changes either in the operating conditions or in the screw geometry should jeopardize the validity of these assumptions. Consequently, the authors proposed a melting model where the onset and rate of melting were decoupled from the start and position of the barrier [
14], which is adopted in the present work. Based on the melting analysis developed by Lindt and Elbirli [
23] and Elbirli et al. [
24] for a conventional screw, the model takes into account the flow and heat transfer in seven regions of a general barrier screw cross-section, as schematized in
Figure 1.
The solids and melt channels are assumed as rectangular and stationary, and the barrel slides at velocity Vb (with components in the transverse, Vbx, and down-channel, Vbz, directions). Region A represents the solid bed, regions C, D, and E identify the melt films surrounding A, regions B and G designate the melt pools in the solids and melt channel, respectively, while F locates the melt film crossing the barrier gap. The melt leakage over the main flight tip is neglected. The flow in the melt films is assumed as one-dimensional, while the flow in the melt pool is taken as two-dimensional. The progress of melting is modeled along sequential down-channel z increments. The mathematical description of each region involves different forms of the momentum and energy equations, together with the relevant boundary conditions, as well as force, heat, and mass balances (see details in [
14]).
This melting model was inserted into a global plasticating package that describes the flow and heat transfer along the extruder from the hopper to the die exit by articulately linking the individual process stages developing along the screw through suitable boundary conditions [
14]. In the down-channel direction, the stages are the following: (i) gravity conveying of pellets in the hopper; (ii) drag solids conveying induced by friction forces in the first screw turns; (iii) creation and growth of a thin film of melted material separating the solid bed from the surrounding screw wall(s)—this is usually known as the delay zone; (iv) melting in the barrier zone according to the mechanism discussed above; (v) melt conveying; and (vi) melt pressure flow through the die. The location and extent of these stages depend on the local thermo-mechanical conditions, i.e., they are not made a priori coincident with the position of specific geometrical screw features. The plasticating sequence is modeled along successive down-channel and die increments. If the calculated pressure at the die exit is higher than a predefined small value, the calculations are repeated.
Figure 2 illustrates the computational predictions of major process parameters for a Maillefer-type barrier screw (total length L/D = 30, length of the compression (barrier) zone of 5 L/D, compression ratio of 2.5).
Figure 2A depicts the axial profiles of the solid bed width (ratio of solids width, X, to solids channel width, Ws
profile), the average melt temperature, Tmelt, and the viscous dissipation (ratio of Tmelt to the local set temperature, Tb). The beginning of melting does not coincide with the start of the barrier, and the melting rate, X/W, is distinct from the rate of variation of the channel width, Ws
profile. In the final melting stages (i.e., approximately at L/D = 13), the physical presence of the barrier controls the melting, which will have consequences on the mass output.
Figure 2B depicts the axial melt pressure and cumulative mechanical power consumption profiles, demonstrating how the high shear rates developing at the barrier gap originate high shear stresses, and correspondingly, high melt pressures and power consumption [
14]. These predictions were globally validated experimentally [
25].
3. Optimization Methodology
3.1. Multi-Objective Optimization
The design of extrusion-barrier screws approached as an optimization problem is multi-objective, meaning that there is the need to satisfy simultaneously several performance measures (objectives), which are often conflicting and can have different importance to the process. A multi-objective optimization problem can be defined mathematically as follows [
26,
27]:
where
M is the number of objectives.
The various objectives can be dealt with in three ways, as follows: a priori, a posteriori, or iteratively. In the first case, the decision maker (DM) initially defines the relative importance of the objectives and the performance of the solutions can be obtained through the use of aggregation functions, e.g., weighted sum, weighted product, or weighted Tchebycheff metric [
28]. The optimum can be found using a traditional single-objective methodology. In the second alternative, the various objectives are optimized simultaneously in order to obtain a set of solutions denoted as the Pareto set. Therefore, two different spaces exist, that of the decision variables and the domain of the objectives. The optimization aims to find the solutions where all objective functions are optimized. The Pareto set is the set of non-dominated solutions, which are the solutions that are incomparable to each other, as it is not possible to state that one is better than another for all objectives simultaneously [
26,
27].
Figure 3 illustrates this concept using a problem with two objectives to maximize. The comparison between solutions A and B shows that A is better in both objectives and, thus, A dominates B. The same happens when comparing solutions B and C. In this case, C dominates A, which means that all solutions belonging to the dark grey square dominate solution A. However, when comparing any solution within the light grey squares (solutions D and E versus solution A), it is not possible to conclude that one is better than the other. The best solution can be selected by using additional preference information provided a posteriori by the DM [
28]. In the third approach, the optimization and selection of solutions can be made iteratively and interleaved, i.e., the optimization algorithm delivers different solutions to the decision maker, who indicates the preferences, and then the optimization algorithm runs again [
29].
Taking into account the need to find a set of non-dominated solutions, the best way to deal with multi-objective optimization is to use population-based algorithms, such as evolutionary algorithms (EAs) [
26,
27]. This type of algorithms is based on the metaphor of natural evolution, i.e., they use the concepts of mutation and crossover to evolve a population of individuals, which contains the potential solutions to the problem under study, along the successive generations. A better opportunity for reproduction is given to individuals with higher performance, that is, to individuals that have more capacity to survive. The new solutions (the offspring) are generated through genetic operators such as crossover and mutation, inheriting most of the parent characteristics. The selection operators enable the best individuals to have a higher probability of being selected for producing offspring, and the variation operators allow for the generation of new individuals [
26,
27]. Selection is based on the quality of each individual, which is given by a fitness function that is associated with the objective or objective functions for single or multi-objective optimization, respectively.
Recently, several efficient multi-objective optimization EAs (MOEAs) have been proposed [
30,
31,
32,
33,
34]. Algorithm 1 outlines the general framework of MOEA.
| Algorithm 1 MOEA |
| 1: P ← Initialization () |
| 2: Repeat |
| 3: R ← MatingSelection (P) |
| 4: Q ← Variation (R) |
| 5: P ← EnvironmentalSelection (P ∪ Q) |
| 6: Until stopping criterion is met |
The algorithm starts with the initialization, in which a population of solutions is randomly generated within the search space. Then, this population is subjected to the evolutionary process by the sequential application of the mating selection, variation, and environmental selection procedures. The mating selection consists of selecting parents from the population for reproduction with a higher probability for fitter individuals, considering the existence of multiple objectives. Variation involves the use of evolutionary operators that are applied to the chromosomes of parent individuals for producing offspring. Finally, the environmental selection procedure is based on the concept of the survival of the fittest from natural evolution, forming the population of the next generation from the multiset of the current and offspring populations. The differences between the existing MOEAs are related to the design of its procedures, but all fit in this algorithm.
The present work adopts the S-Metric Selection Evolutionary Multiobjective Optimization Algorithm (SMS-EMOA), proposed by Beume et al. [
34], which is a state-of-the-art MOEA that proved to be very efficient in solving real-world optimization problems. In this algorithm, the population is subjected to a steady-state evolutionary process where a single offspring is produced in each generation. The mating selection is performed by selecting a set of different population members at random, but distributed along the whole Pareto front. In the variation operator, a single offspring is generated by recombining selected parent individuals. Then, the environmental selection procedure consists of updating the population by removing the individual with the smallest hypervolume contribution in the last nondominated front. Evolution takes place for the number of generations specified by the user.
3.2. Data Mining Methodology and Decision Making
Usually, dealing with Multi-Objective Optimization Problems (MOOP) requires some degree of interaction with a DM, i.e., with an expert in the field. Simultaneously, albeit the high amount of data and the potentially complex relationships between the variables and the objectives and between the objectives, these must be established to support the optimization and decision processes. Moreover, in such complex processes, the DM must understand the optimization process as well as the procedure for selecting solutions. Therefore, it is desirable to (i) use data analysis to define the above relationships; (ii) to determine whether all objectives are really necessary or if their number can be reduced; (iii) to explain the solutions found; and (iv) to provide a very good approximation to the final solution to be used in the real problem studied. This can be performed by linking data analysis tools with optimization methodologies.
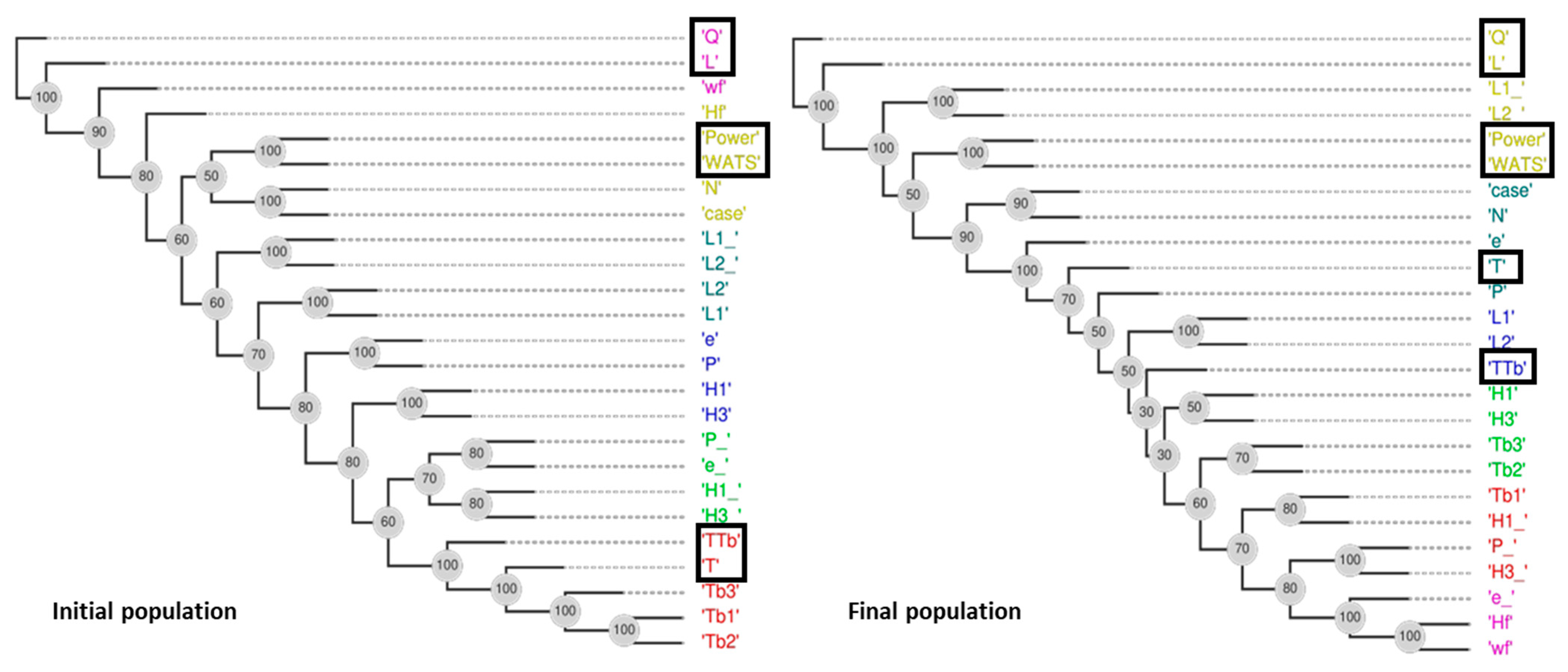
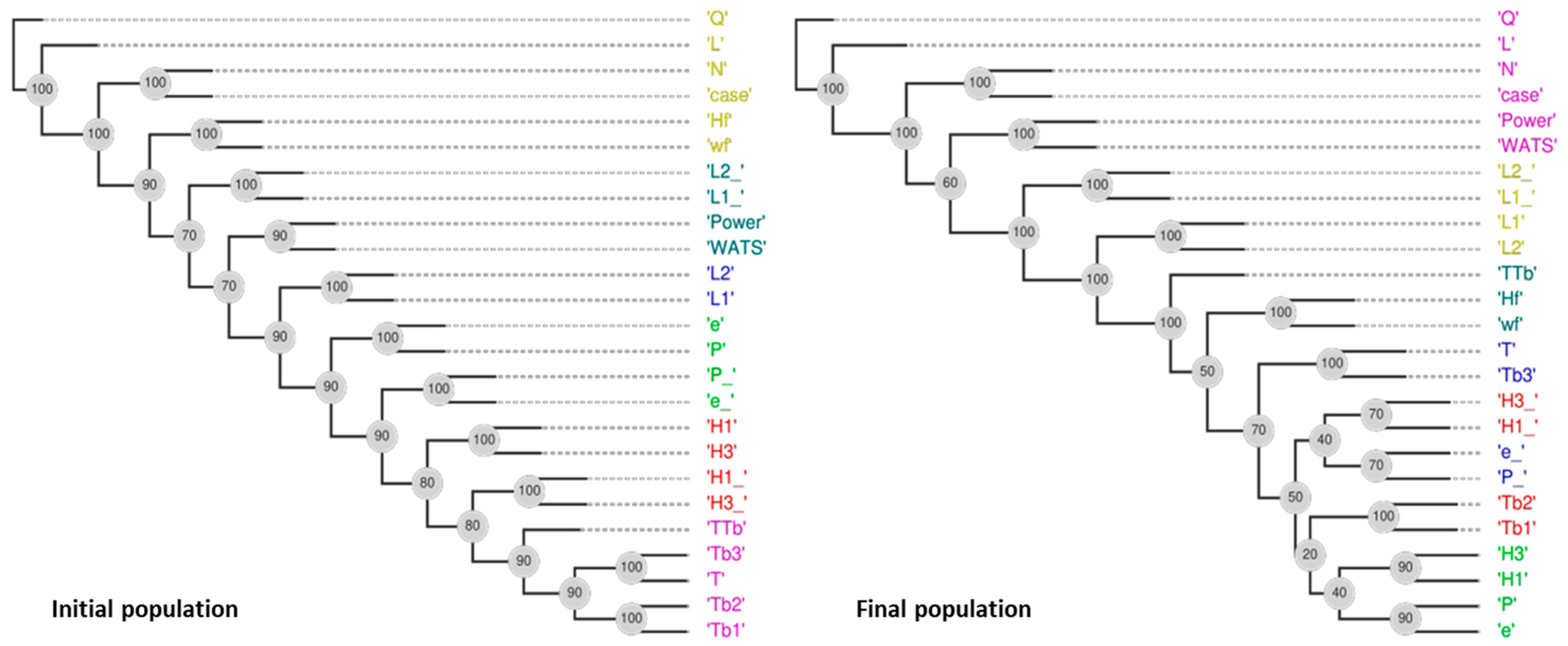
For these purposes, this work uses the DAMICORE (proposed in 2011) framework based on the estimation of distances by compression algorithms, called NCD. This algorithm showed a good performance when tested in a problem similar to the one being studied here, simultaneously allowing an easy explanation of the decision process to the DM. In this framework, a Feature Sensitivity Optimization based on Phylogram Analysis (FS-OPA) [
35,
36,
37] is applied to find the set of the principal features of the problem considering the real context, i.e., its feature interactions and their contribution to a target or an objective. In the context of this work, a phylogram is a diagram representing the relationships and distances between different groups of variables and/or objectives in the form of a branching diagram. The branches on a phylogram are proportional to the number of changes between different variables and/or objectives.
DAMICORE is a constructor of models based on phylograms able to deal with any type of data (integer, real and complex numbers, categorical, images, sound, etc., and mixtures of them), sequentially involving the following main tasks:
(1) Generate a distance matrix from the data using the Normalized Compression Distance (NCD) metric [
38];
(2) Construct evolutionary trees using phylogram-based modeling. DAMICORE uses a distance reconstruction algorithm called Neighbour Joining (NJ) in which the quality of the models is improved using a systematic resampling strategy [
36];
(3) Perform community detection by analyzing the phylograms found and extract important and trustworthy information from them. In this case, a complex network approach known as Fast Newman (FS) is applied [
39]. In this way, it will be possible to find subgroups of data that share information (DNA), designated as clades, which identify the communities.
The application of this methodology encompasses the generation of phylograms with information delivered in two levels of learning as follows:
In the first level, the aim is to find clades, each representing a cluster of variables sharing information. For optimization purposes, each of these clusters represents the set of variables with important interactions. The result is a table with a list of variables with a cluster per row;
In the second level of learning, the FS-OPA calculates the contribution of each clade to the objectives, by measuring the distance between the clades of objectives (oclade) and each variable clade (vclade) using the phylogram obtained. These distances correspond to an estimation of the influence of a clade on the improvement of an objective. As a result, three matrices are produced, one with the phylogram distances from vclades to oclades, the second with the relative phylograms distances from each variable to each objective, and the third with the distances between each objective and the other objectives.
This methodology was recently applied to another extrusion problem with different objectives including (i) to learn from computational data [
40], (ii) decision making [
41], and (iii) reduction in the number of objectives [
42,
43]. In the last case, the objectives to be selected were chosen using both the phylogram and the table with the distance of objectives–objectives, as follows:
Choose the objective(s) of the less distant clusters;
Choose one objective of the more distant (single) cluster;
Choose the objective(s) from each of the remaining clusters taking into account the phylogram and the expertise of the DM(s) on the process.
Finally, the WSFM technique [
44] was used to quantify the significance of the solutions, taking into account the relative importance of the different objectives. WSFM is based on the concept of rubbers, whereby each point in the Pareto front is connected by a line between the point identifying the solution and perpendicular to the Cartesian axes. Then, a stress (
σwi) is calculated for each line, taking into account the weights previously defined (
wi) and the value of the objective at that point. The stress function,
T(
x), is determined by the following:
Finally, the best solutions are those that minimize
T(
x) (for more details, see Ferreira et al. [
44]).
4. The Barrier Screw to Be Designed
The methodology proposed will be applied to the extruder shown in
Figure 4, fitted with an MBS. The figure illustrates the main geometrical features of the equipment and identifies the decision variables, which comprise the following: (i) the operating conditions: screw speed (N), barrel temperature profile in three zones (Tb1, Tb2 and Tb3), and (ii) the screw geometry: length of the feed and compression zones (L1 and L2), and internal screw diameters in the feed and metering zones (D1 and D3). In the particular case of an MBS, L2 is the axial length of the barrier, and two additional design variables are also defined, namely, the thickness of the barrier flight (Wf) and the clearance/gap between the barrel and the barrier flight (Hf). The length of the metering zone (L3) is obviously determined from the difference between the total screw length (L) and L1 + L2.
Table 1 presents the physical, thermal, and rheological properties of the two commercial polymers considered for the design of the screw, a low-density polyethylene (LDPE), and a polypropylene (PP), which represent well the typical characteristics of extrusion-grade materials. The rheological properties are quantified by the Carreau-Yasuda law as follows:
where
In these equations, η is the melt viscosity at temperature T and at shear rate , η0, n, λ, and a are material constants resulting from adjusting the equation to the experimental data, and T0 is the reference temperature.
As identified in
Table 2, the design/optimization was performed considering six objectives, which consist of major process performance criteria, namely, mass output, length of screw required for melting, average melt temperature at die exit, mechanical power consumption, a measure of distributive mixing (WATS) proposed by Pinto and Tadmor [
45], and viscous dissipation. The aim of the optimization (two objectives to maximize and four to minimize) and the allowable range of variation are also specified.
Table 3 and
Table 4 present the different case studies selected for each material. In Cases 1 to 6 for LDPE, and Cases 8 to 11 for PP, the operating conditions were defined and kept constant, while for Cases 7 and 12, the operating conditions can vary within the range specified.
Table 5 indicates the geometrical parameters to be optimized and their range of variation. The optimization exercise was extended to an equivalent conventional three-zone screw (CS), in order to compare the performance of the two types of geometries. An additional variable designated as ‘case’ and ranging in the interval [0,1] was created for this purpose. If ‘case’ is lower than or equal to 0.5, the program activates the variables corresponding to the conventional screw (CS); otherwise, the MBS is considered. In this way, during the evolution process, the EA does not lose information concerning both screws, even if one type of screw is activated for a certain solution.
6. Conclusions
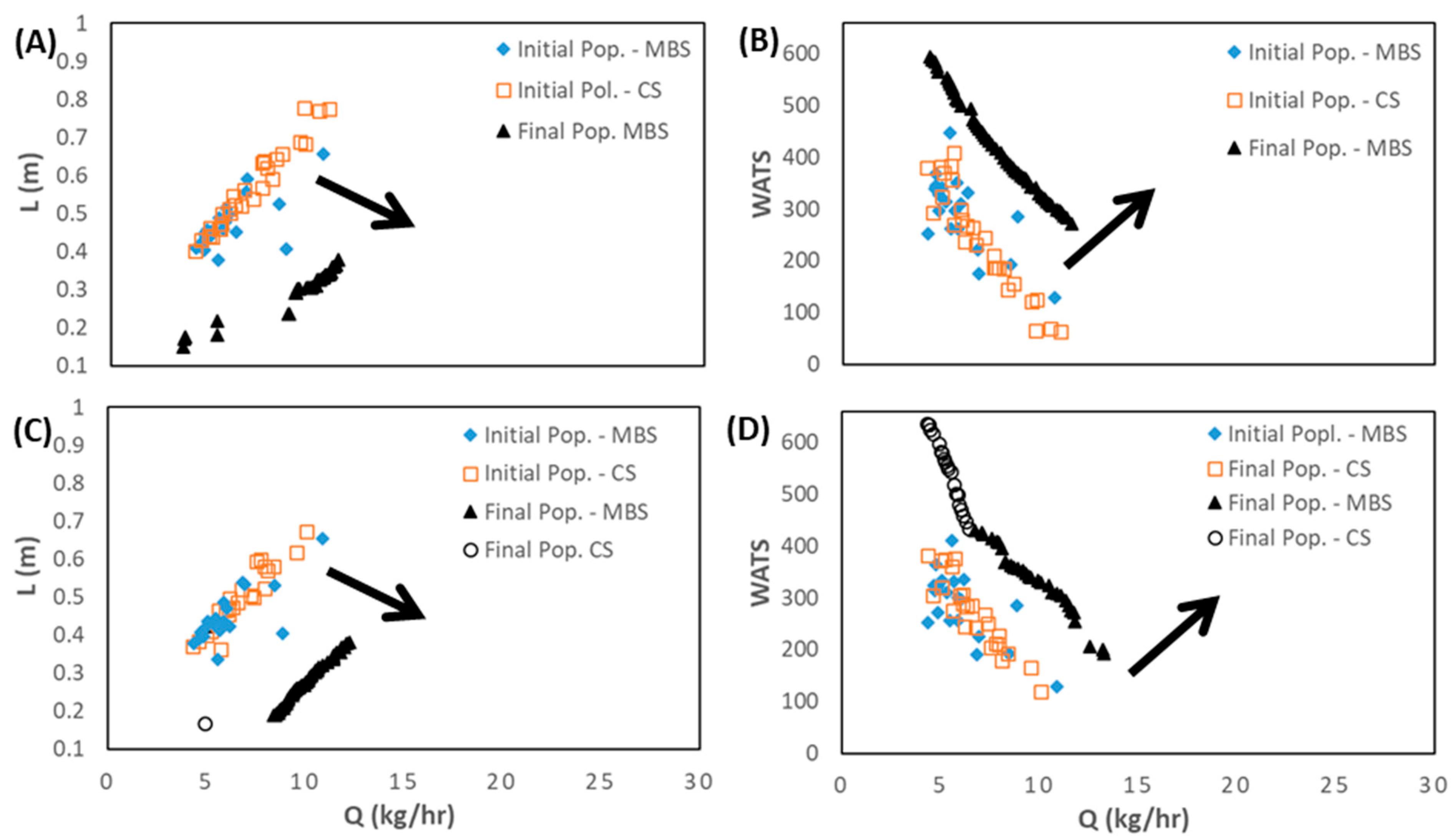
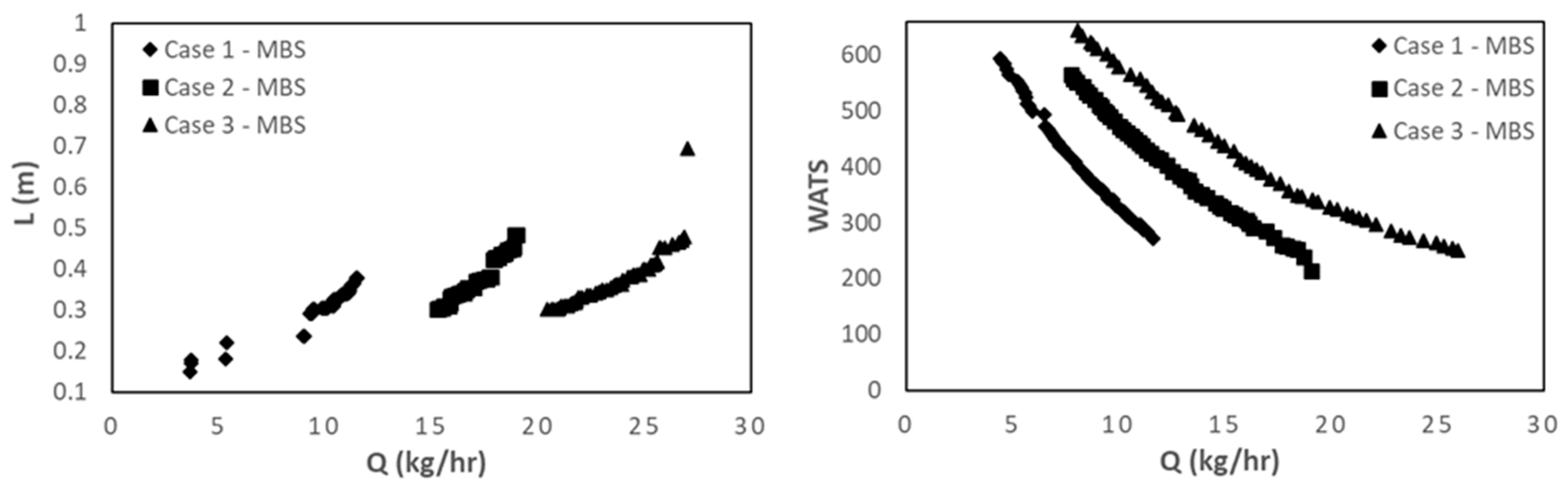
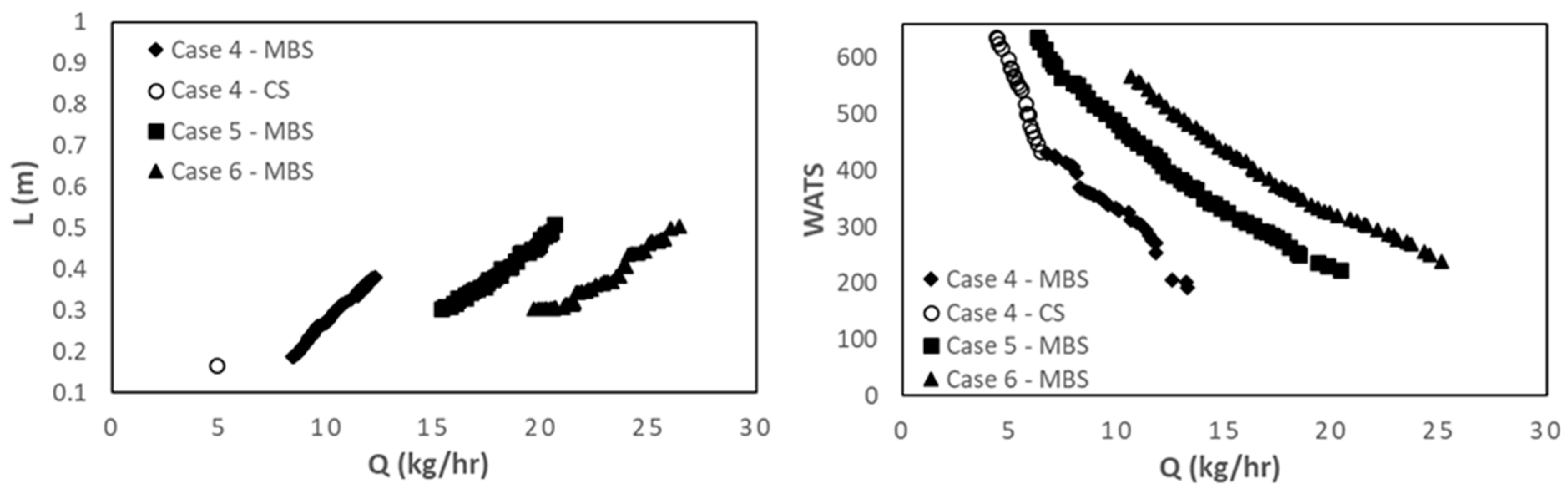
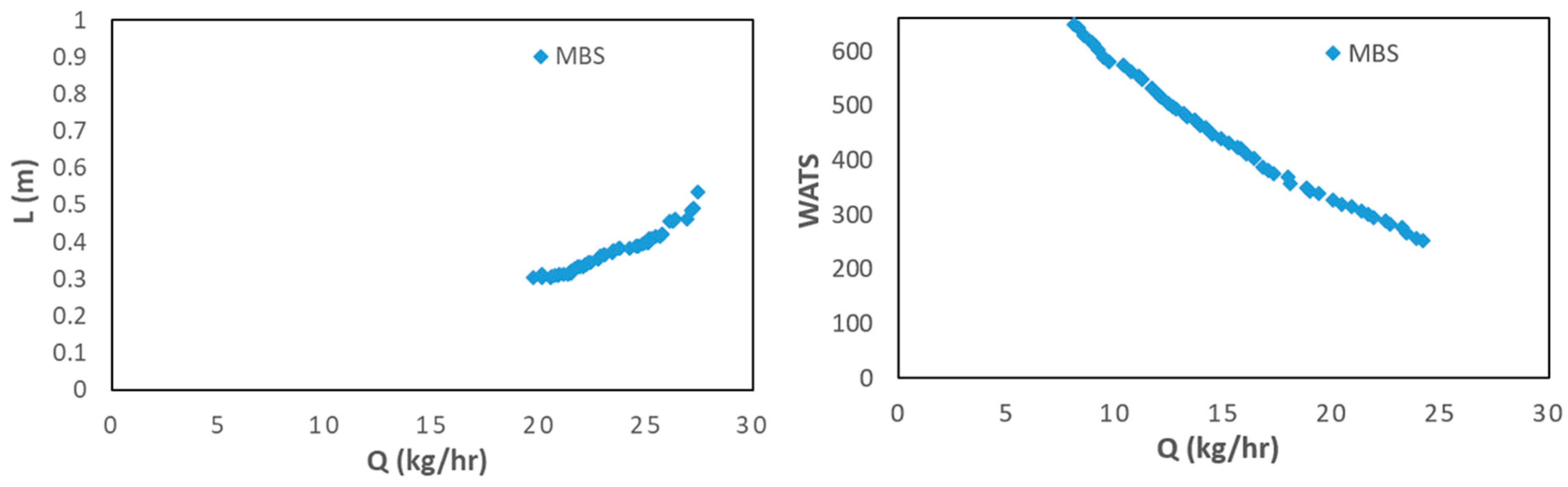
Artificial intelligence techniques, namely, data mining, decision making, and multi-objective evolutionary algorithms, were applied to design Maillefer-barrier screws, simultaneously considering the influence of major process parameters and the processing of two polymers commonly used in industrial extrusion, LDPE and PP. The competing performance of conventional screws was also simultaneously taken into consideration.
The optimization methodology adopted was sensitive to the different thermophysical characteristics of the polymers. Barrier screws are advantageous for processing LDPE, except for low screw speeds, in which case the two types of screws can be used. For PP, the optimization methodology suggests the use of both types of screws for a wider range of operating conditions. While proposing the most adequate screw geometries, the methodology adopted evidenced the correlations between the process parameters selected for the design, thus keeping the decision maker informed about the reasons for the selection.
The methodology illustrated here should be directly applicable to other polymer processing optimization problems.

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}