
Impact of Particle and Crystallite Size of Ba0.6Sr0.4TiO3 on the Dielectric Properties of BST/P(VDF-TrFE) Composites in Fully Printed Varactors

Abstract
:1. Introduction
2. Materials and Methods
2.1. BST Synthesis
2.2. Ink Preparation
2.2.1. Thermal Treatment of BST
2.2.2. Redispersion of BST
2.2.3. Preparation of Composite Ink
2.3. Printing of Varactors and Dielectric Measurements
3. Results and Discussion
3.1. Milling
3.2. Thermal Treatment and Redispersion
3.3. Ink Preparation and Printing of Varactors
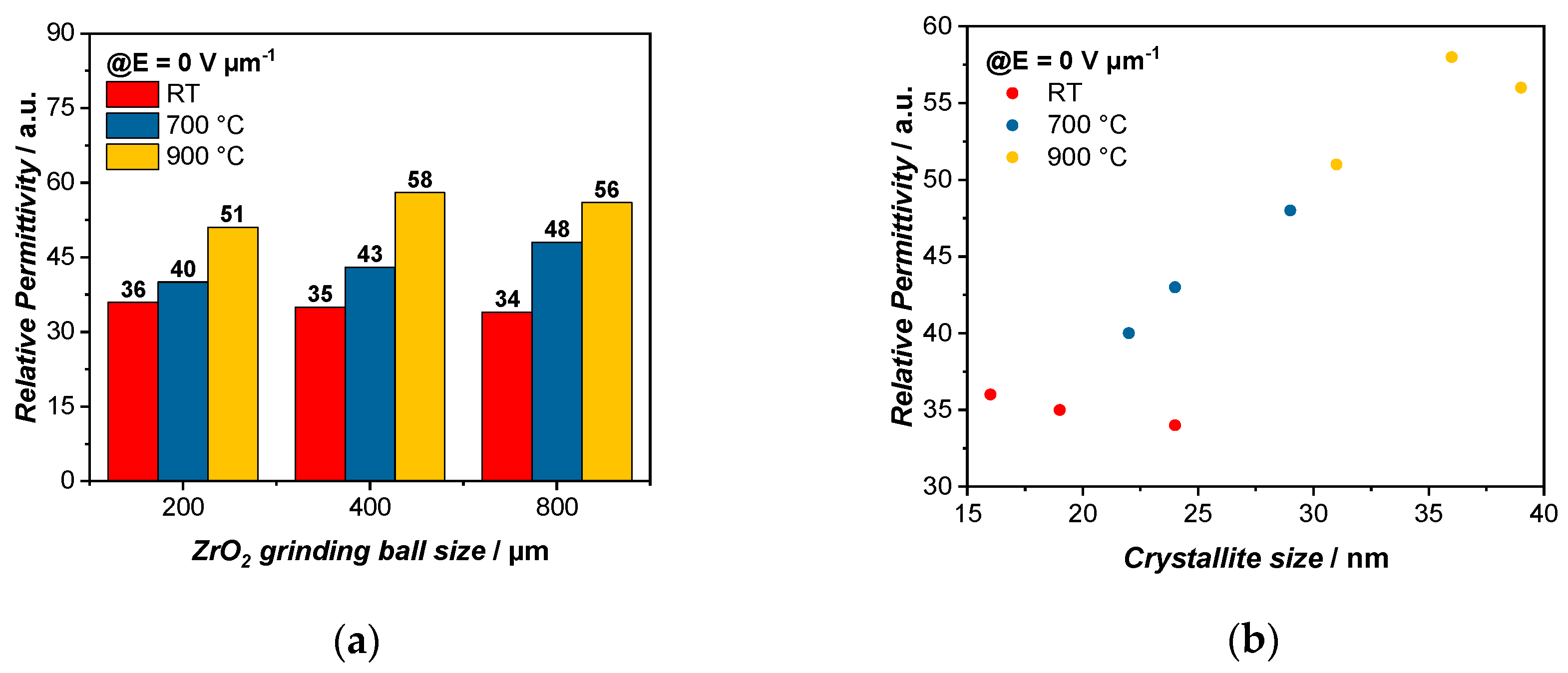
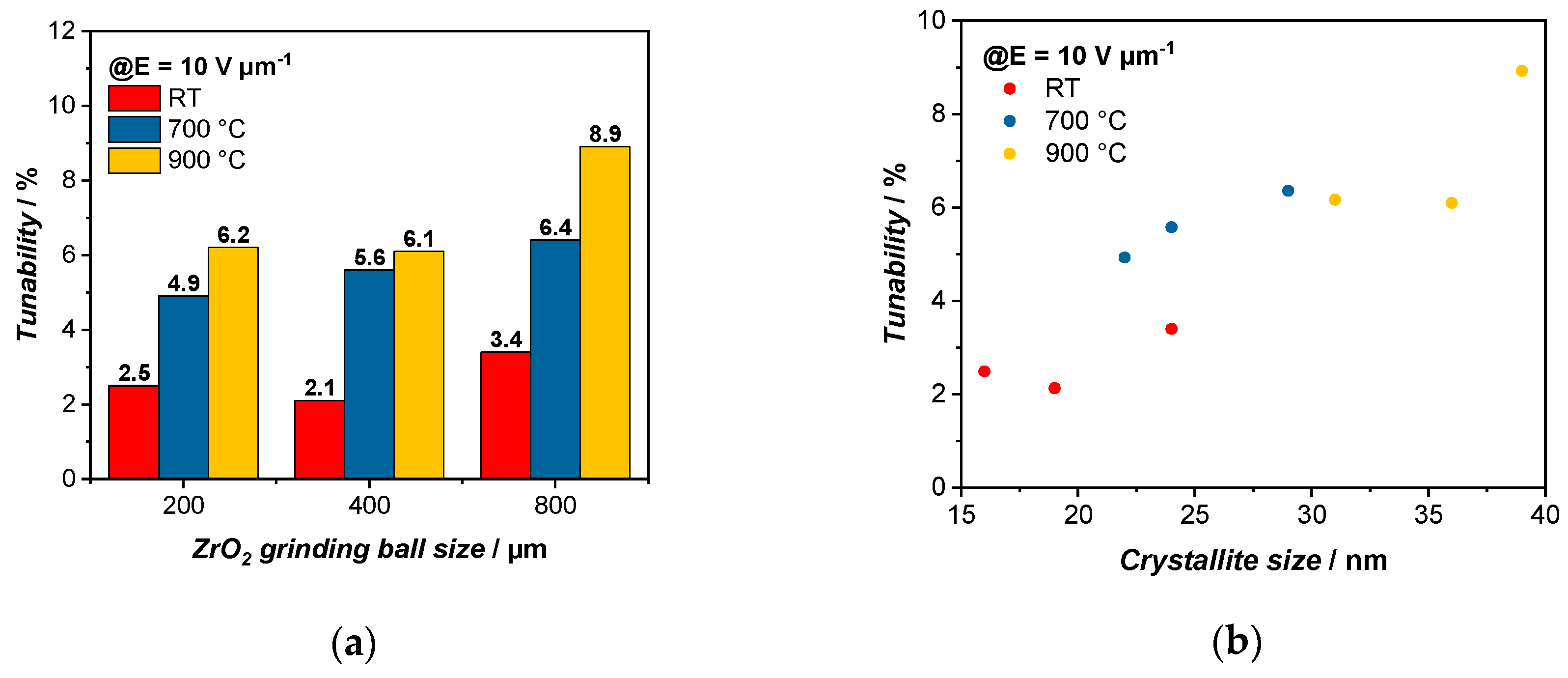
3.4. Dielectric Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Derby, B. Additive manufacture of ceramics components by Inkjet Printing. Engineering 2015, 1, 113–123. [Google Scholar] [CrossRef] [Green Version]
- Abdolmaleki, H.; Kidmose, P.; Agarwala, S. Droplet-based techniques for printing of functional inks for flexible physical sensors. Adv. Mater. 2021, 33, 2006792. [Google Scholar] [CrossRef] [PubMed]
- Ranasingha, O.K.; Haghzadeh, M.; Sobkowicz, M.J.; Kingsley, E.; Armiento, C.; Akyurtlu, A. Formulation and characterization of sinterless Barium Strontium Titanate (BST) dielectric nanoparticle ink for printed RF and microwave applications. J. Electron. Mater. 2021, 50, 3241–3248. [Google Scholar] [CrossRef]
- Zhang, Q.; Xiong, H.; Wang, Q.; Xu, L.; Deng, M.; Zhang, J.; Fuchs, D.; Li, W.; Shang, L.; Li, Y.; et al. Tunable multi-bit nonvolatile memory based on ferroelectric field-effect transistors. Adv. Electron. Mater. 2022, 8, 2101189. [Google Scholar] [CrossRef]
- Chanthbouala, A.; Crassous, A.; Garcia, V.; Bouzehouane, K.; Fusil, S.; Moya, X.; Allibe, J.; Dlubak, B.; Grollier, J.; Xavier, S.; et al. Solid-state memories based on ferroelectric tunnel junctions. Nat. Nanotechnol. 2012, 7, 101–104. [Google Scholar] [CrossRef] [PubMed]
- Muralt, P. Ferroelectric thin films for micro-sensors and actuators: A review. J. Micromech. Microeng. 2000, 10, 136–146. [Google Scholar] [CrossRef]
- Wessels, B.W. Ferroelectric epitaxial thin films for integrated optics. Annu. Rev. Mater. Res. 2007, 37, 659–679. [Google Scholar] [CrossRef]
- Zhao, Z.; Wang, X.; Choi, K.; Lugo, C.; Hunt, A.T. Ferroelectric phase shifters at 20 and 30 GHz. IEEE Trans. Microw. Theory Tech. 2007, 55, 430–437. [Google Scholar] [CrossRef]
- Courreges, S.; Li, Y.; Zhao, Z.; Choi, K.; Hunt, A.; Horst, S.; Cressler, J.D.; Papapolymerou, J. A Ka-band electronically tunable ferroelectric filter. IEEE Microw. Wirel. Compon. Lett. 2009, 19, 356–358. [Google Scholar] [CrossRef]
- Sazegar, M.; Zheng, Y.; Kohler, C.; Maune, H.; Nikfalazar, M.; Binder, J.R.; Jakoby, R. Beam steering transmitarray using tunable frequency selective surface with integrated ferroelectric varactors. IEEE Trans. Antennas Propag. 2012, 60, 5690–5699. [Google Scholar] [CrossRef]
- Tombak, A.; Maria, J.-P.; Ayguavives, F.; Jin, Z.; Stauf, G.T.; Kingon, A.I.; Mortazawi, A. Tunable barium strontium titanate thin film capacitors for rf and microwave applications. IEEE Microw. Wirel. Compon. Lett. 2002, 12, 3–5. [Google Scholar] [CrossRef]
- Setter, N.; Damjanovic, D.; Eng, L.; Fox, G.; Gevorgian, S.; Hong, S.; Kingon, A.; Kohlstedt, H.; Park, N.Y.; Stephenson, G.B.; et al. Ferroelectric thin films: Review of materials, properties, and applications. J. Appl. Phys. 2006, 100, 051606. [Google Scholar] [CrossRef] [Green Version]
- Ahmed, A.; Goldthorpe, I.A.; Khandani, A.K. Electrically tunable materials for microwave applications. Appl. Phys. Rev. 2015, 2, 011302. [Google Scholar] [CrossRef]
- Haque, R.I.; Vié, R.; Germainy, M.; Valbin, L.; Benaben, P.; Boddaert, X. Inkjet printing of high molecular weight PVDF-TrFE for flexible electronics. Flex. Print. Electron. 2016, 1, 015001. [Google Scholar] [CrossRef] [Green Version]
- Lu, S.G.; Neese, B.; Chu, B.J.; Wang, Y.; Zhang, Q.M. Large electric tunability in Poly(Vinylidene Fluoride-Trifluoroethylene) based polymers. Appl. Phys. Lett. 2008, 93, 042905. [Google Scholar] [CrossRef]
- Han, S.-W.; Lee, C.-H.; Shin, H.; Lee, J.-H.; Cha, H.-Y. Investigation of frequency-dependent permittivity tunability of P(VDF-TrFE) metal-ferroelectric-metal capacitor. Results Phys. 2019, 12, 469–470. [Google Scholar] [CrossRef]
- Shen, Y.; Ebadi, S.; Wahid, P.; Gong, X. Tunable and flexible Barium Strontium Titanate (BST) varactors on Liquid Crystal Polymer (LCP) substrates. In Proceedings of the 2012 IEEE/MTT-S International Microwave Symposium Digest, Montreal, QC, Canada, 17–22 June 2012; pp. 1–3. [Google Scholar]
- Kwon, S.; Hackenberger, W.; Alberta, E.; Furman, E.; Lanagan, M. Nonlinear dielectric ceramics and their applications to capacitors and tunable dielectrics. IEEE Electr. Insul. Mag. 2011, 27, 43–55. [Google Scholar] [CrossRef]
- Godziszewski, K.; Guo, Y.; Yashchyshyn, Y.; Gao, F. BST/PVDF ferroelectric composites characteristics at microwave frequencies. In Proceedings of the 2020 23rd International Microwave and Radar Conference (MIKON), Warsaw, Poland, 5 October 2020; IEEE: Piscataway, NJ, USA; pp. 95–98. [Google Scholar]
- Hu, T.; Juuti, J.; Jantunen, H.; Vilkman, T. Dielectric properties of BST/polymer composite. J. Eur. Ceram. Soc. 2007, 27, 3997–4001. [Google Scholar] [CrossRef]
- Xu, Q.; Zhang, X.-F.; Huang, Y.-H.; Chen, W.; Liu, H.-X.; Chen, M.; Kim, B.-H. Effect of sintering temperature on structure and nonlinear dielectric properties of Ba0.6Sr0.4TiO3 ceramics prepared by the citrate method. J. Phys. Chem. Solids 2010, 71, 1550–1556. [Google Scholar] [CrossRef]
- Hu, G.; Gao, F.; Kong, J.; Yang, S.; Zhang, Q.; Liu, Z.; Zhang, Y.; Sun, H. Preparation and dielectric properties of Poly(Vinylidene Fluoride)/Ba0.6Sr0.4TiO3 composites. J. Alloys Compd. 2015, 619, 686–692. [Google Scholar] [CrossRef]
- Hajisaeid, E.; Deshmukh, S.; Burbine, S.J.; Keaney, E.E.; Lepont, C.; Herndon, M.; Barry, C.; Mead, J.; Akyurtlu, A. Printed planar tunable composite right/left-handed leaky-wave antenna based on a tunable polymer-BST substrate. Microw. Opt. Technol. Lett. 2021, 63, 626–637. [Google Scholar] [CrossRef]
- Haghzadeh, M.; Armiento, C.; Akyurtlu, A. All-printed flexible microwave varactors and phase shifters based on a tunable BST/polymer. IEEE Trans. Microw. Theory Tech. 2017, 65, 2030–2042. [Google Scholar] [CrossRef]
- Wang, L.; Gao, F.; Xu, J.; Zhang, K.; Kong, J.; Reece, M.; Yan, H. Enhanced dielectric tunability and energy storage properties of plate-like Ba0.6Sr0.4TiO3/Poly(Vinylidene Fluoride) composites through texture arrangement. Compos. Sci. Technol. 2018, 158, 112–120. [Google Scholar] [CrossRef]
- Guo, Y.; Meng, N.; Zhang, Y.; Xu, J.; Pawlikowska, E.; Wu, C.; Szafran, M.; Gao, F. Characterization and performance of plate-like Ba0.6Sr0.4TiO3/Poly(Vinylidene Fluoride-Trifluoroethylene-Chlorotrifluoroethylene) composites with high permittivity and low loss. Polymer 2020, 203, 122777. [Google Scholar] [CrossRef]
- Mikolajek, M.; Reinheimer, T.; Bohn, N.; Kohler, C.; Hoffmann, M.J.; Binder, J.R. Fabrication and characterization of fully inkjet printed capacitors based on ceramic/polymer composite dielectrics on flexible substrates. Sci. Rep. 2019, 9, 13324. [Google Scholar] [CrossRef] [Green Version]
- Craton, M.T.; He, Y.; Roch, A.; Chahal, P.; Papapolymerou, J. Additively manufactured interdigitated capacitors using barium titanate nanocomposite inks. In Proceedings of the 2019 49th European Microwave Conference (EuMC), Paris, France, 1–3 October 2019; pp. 488–491. [Google Scholar]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Deegan, R.D.; Bakajin, O.; Dupont, T.F.; Huber, G.; Nagel, S.R.; Witten, T.A. Capillary flow as the cause of ring stains from dried liquid drops. Nature 1997, 389, 827–829. [Google Scholar] [CrossRef]
- Kitagawa, K. 3D Profiling of a transparent film using white-light interferometry. In Proceedings of the SICE 2004 Annual Conference, Sapporo, Japan, 3–6 August 2004; Volume 1, pp. 585–590. [Google Scholar]
- Mudinepalli, V.R.; Feng, L.; Lin, W.-C.; Murty, B.S. Effect of grain size on dielectric and ferroelectric properties of nanostructured Ba0.8Sr0.2TiO3 ceramics. J. Adv. Ceram. 2015, 4, 46–53. [Google Scholar] [CrossRef] [Green Version]
- Tagantsev, A.K.; Sherman, V.O.; Astafiev, K.F.; Venkatesh, J.; Setter, N. Ferroelectric materials for microwave tunable applications. J. Electroceramics 2003, 11, 5–66. [Google Scholar] [CrossRef]
- Zhou, K.; Boggs, S.A.; Ramprasad, R.; Aindow, M.; Erkey, C.; Alpay, S.P. Dielectric response and tunability of a dielectric-paraelectric composite. Appl. Phys. Lett. 2008, 93, 102908. [Google Scholar] [CrossRef]
- Zhou, X.; Geßwein, H.; Sazegar, M.; Giere, A.; Paul, F.; Jakoby, R.; Binder, J.R.; Haußelt, J. Characterization of metal (Fe, Co, Ni, Cu) and fluorine codoped barium strontium titanate thick-films for microwave applications. J. Electroceramics 2010, 24, 345–354. [Google Scholar] [CrossRef]
- Robles, U.; Kasemodel, J.; Avila, J.; Benitez, T.; Rumpf, R.C. 3-D printed structures by microdispensing materials loaded with dielectric and magnetic powders. IEEE Trans. Compon. Packag. Manuf. Technol. 2018, 8, 492–498. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dielectric | Ratio [vol%] (cer./pol.) | Layer Thickness [µm] | Permittivity [a.u.] | Tunability [%] | Dielectric Loss [a.u.] | Fabrication Method | Literature |
|---|---|---|---|---|---|---|---|
| BST/PE | 34 | 600 | 16 (@10 GHz) | 3.5 (3 V µm−1) | 0.04 | Extruder | [23] |
| BST/COC | 80 | 60 | 38 (@10 GHz) | 10 (5 V µm−1) | 0.002 | Microdis-pensing printer | [24] |
| BST/PVDF | 40 | 100 | 13 (@10 GHz) | 9 (6 V µm−1) | 0.03 | Tape casting | [19] |
| P-BST/PVDF | 20 | 100–200 | 62.2 (@1 kHz) | 80 (29 V µm−1) | 0.042 | Tape casting | [25] |
| BST/P(VDF-TrFE-CTFE) | 0–40 | 100 | 53.48–88.32 (@1 kHz) | 17–30 (20 V µm−1) | 0.056 @40 vol% | Tape casting | [26] |
| BST/P(VDF-TrFE) | 50 | 0.89 | 40 (@200 kHz) | 29.6 (34 V µm−1) | 0.06 | Inkjet printing | This work |
| Temperature [°C] | RT | 700 | 900 | 1100 | |
|---|---|---|---|---|---|
| ZrO2 Grinding Media Size [µm] | |||||
| 200 | A1 | A2 | A3 | A4 | |
| 400 | B1 | B2 | B3 | B4 | |
| 800 | C1 | C2 | C3 | - | |
| Concentration [vol%] | Volume [mL] | ||||
|---|---|---|---|---|---|
| Ink | BST in DMSO | P(VDF-TrFE) in DMSO/MEK (1:1) | BST in DMSO | P(VDF-TrFE) in DMSO/MEK (1:1) | MEK |
| A1 | 9.1 | 3.5 | 0.56 | 1.44 | 0.50 |
| A2 | 7.7 | 4.0 | 1.00 | 1.30 | 0.63 |
| A3 | 7.6 | 4.1 | 1.02 | 1.28 | 0.65 |
| A4 | 7.1 | 4.5 | 0.78 | 1.22 | 0.75 |
| B1 | 9.4 | 3.4 | 0.53 | 1.47 | 0.48 |
| B2 | 7.2 | 4.3 | 0.75 | 1.25 | 0.69 |
| B3 | 8.9 | 3.6 | 0.57 | 1.43 | 0.52 |
| B4 | 8.1 | 3.8 | 0.64 | 1.36 | 0.59 |
| C1 | 9.2 | 3.4 | 0.54 | 1.46 | 0.50 |
| C2 | 7.2 | 4.3 | 0.75 | 1.25 | 0.69 |
| C3 | 6.6 | 4.9 | 0.85 | 1.15 | 0.79 |
| Ink | Viscosity [mPa∙s] | Surface Tension [mN m−1] | Oh Number [-] |
|---|---|---|---|
| A1 | 9.2 | 22.2 | 0.23 |
| A2 | 6.4 | 23.7 | 0.15 |
| A3 | 6.3 | 22.6 | 0.15 |
| B2 | 6.4 | 19.5 | 0.17 |
| C2 | 6.0 | 18.7 | 0.16 |
| ZrO2 Grinding Media Size [µm] | Specific Surface Area [m2 g−1] | dBET [nm] |
|---|---|---|
| Crude BST | 5 | 210 |
| 800 | 26 | 81 |
| 400 | 38 | 42 |
| 200 | 42 | 34 |
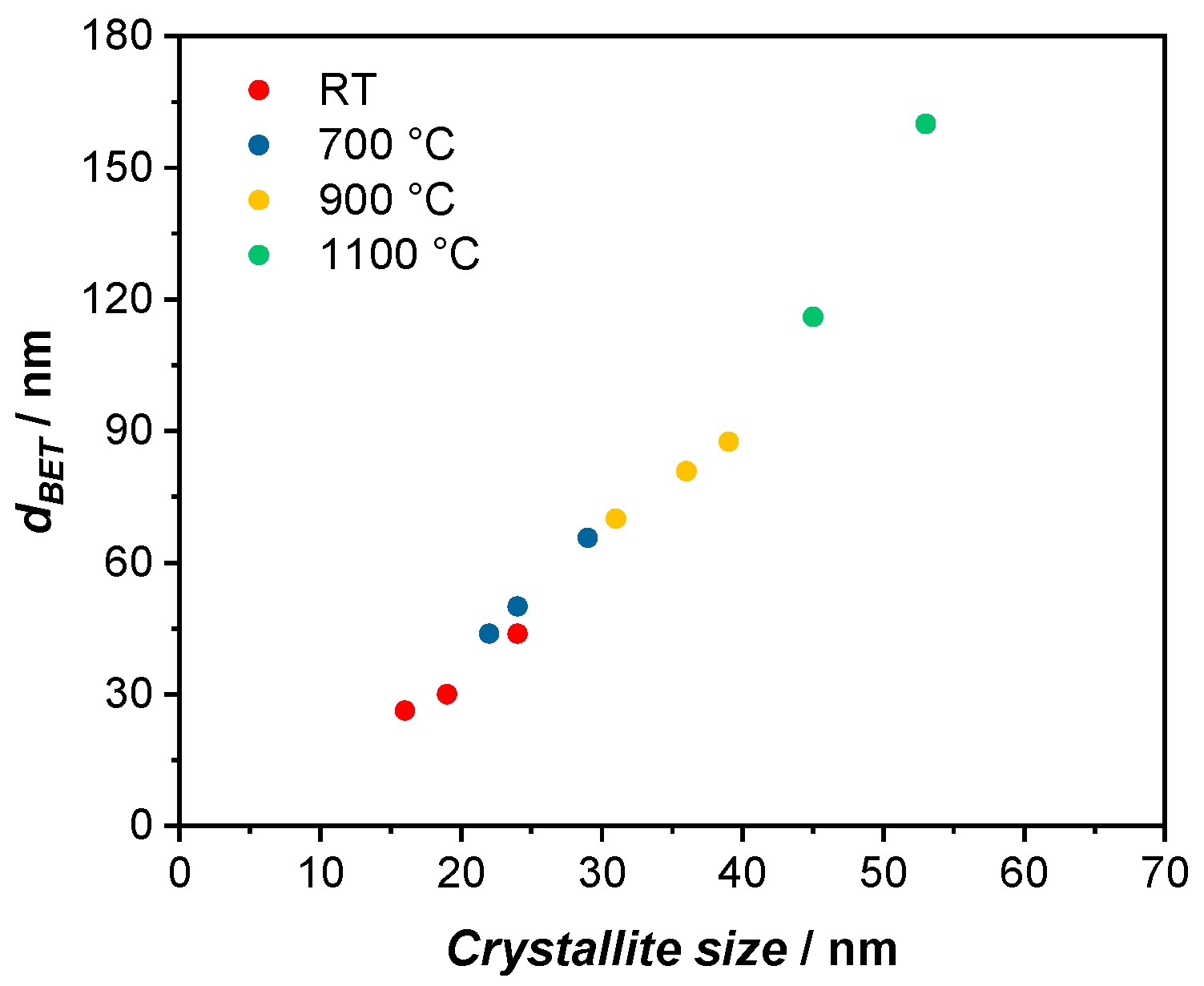
| BST | Specific Surface Area [m2 g−1] | dBET [nm] | Crystallite Size [nm] | Lattice Constant [Å] |
|---|---|---|---|---|
| After milling | ||||
| A | 42 | 25 | 16 (1) | 3.966 |
| B | 38 | 28 | 18 (1) | 3.966 |
| C | 26 | 40 | 23 (1) | 3.965 |
| After thermal treatment | ||||
| A1 | 42 | 25 | 16 (1) | 3.966 |
| A2 | 23 | 46 | 24 (1) | 3.967 |
| A3 | 14 | 75 | 34 (1) | 3.969 |
| A4 | 7 | 150 | 43 (1) | 3.971 |
| B1 | 38 | 28 | 18 (1) | 3.966 |
| B2 | 20 | 53 | 25 (1) | 3.966 |
| B3 | 13 | 81 | 36 (1) | 3.968 |
| B4 | 6 | 175 | 53 (1) | 3.970 |
| C1 | 26 | 40 | 23 (1) | 3.965 |
| C2 | 14 | 75 | 31 (1) | 3.965 |
| C3 | 9 | 117 | 41 (1) | 3.967 |
| After redispersion | ||||
| A1 | 40 | 26 | 16 (1) | 3.966 |
| A2 | 24 | 44 | 22 (1) | 3.966 |
| A3 | 15 | 70 | 31 (1) | 3.970 |
| A4 | 9 | 116 | 45 (1) | 3.972 |
| B1 | 35 | 30 | 19 (1) | 3.965 |
| B2 | 21 | 50 | 24 (1) | 3.966 |
| B3 | 13 | 81 | 36 (1) | 3.968 |
| B4 | 7 | 160 | 53 (1) | 3.970 |
| C1 | 24 | 44 | 24 (1) | 3.965 |
| C2 | 16 | 66 | 29 (1) | 3.965 |
| C3 | 12 | 88 | 39 (1) | 3.966 |
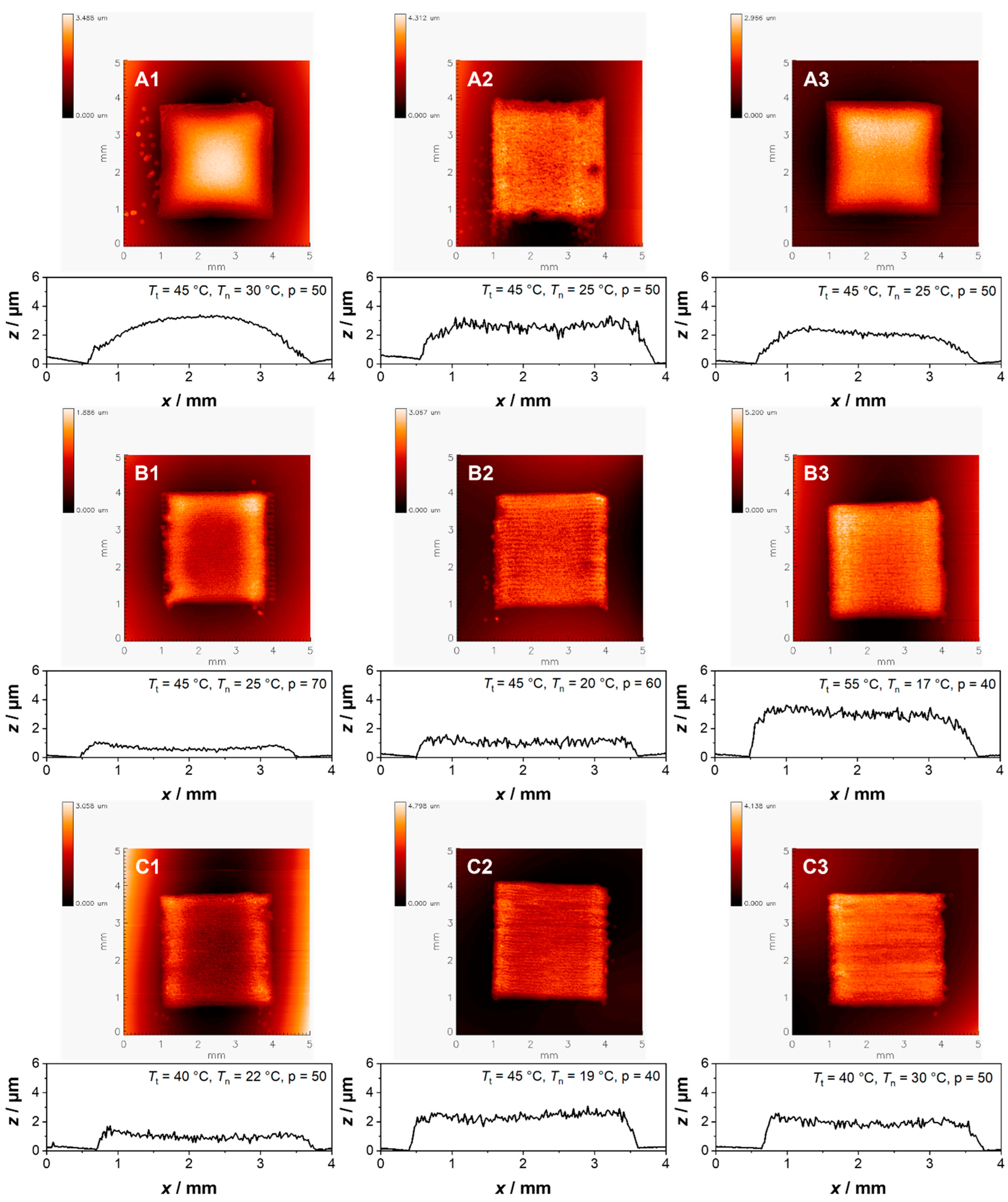
| Layer | Ra [µm] | Thickness Dielectric Layer 1 [µm] | Area of the Varactor [103 µm2] |
|---|---|---|---|
| A1 | 0.079 | 2.31 ± 0.20 | 13.5 |
| A2 | 0.208 | 0.89 ± 0.20 | 15.8 |
| A3 | 0.084 | 2.14 ± 0.20 | 12.9 |
| B1 | 0.065 | 1.07 ± 0.20 | 17.5 |
| B2 | 0.150 | 1.42 ± 0.20 | 16.0 |
| B3 | 0.209 | 4.14 ± 0.20 | 12.8 |
| C1 | 0.129 | 1.42 ± 0.20 | 11.6 |
| C2 | 0.198 | 2.62 ± 0.20 | 15.6 |
| C3 | 0.190 | 2.16 ± 0.20 | 18.2 |
| Varactor | Capacitance [pF] | Q-Factor [a.u.] | εr [a.u.] | τ @10 V µm−1 [%] | τmax [%] |
|---|---|---|---|---|---|
| A1 | 1.88 | 20.3 | 36 | 2.5 | 5.4 |
| A2 | 6.21 | 16.3 | 40 | 4.9 | 29.6 |
| A3 | 2.71 | 19.5 | 51 | 6.2 | 12.2 |
| B1 | 5.10 | 20.4 | 35 | 2.1 | 13.9 |
| B2 | 4.25 | 18.1 | 43 | 5.6 | 18.1 |
| B3 | 1.60 | 20.1 | 58 | 6.1 | 5.6 |
| C1 | 2.46 | 19.0 | 34 | 3.4 | 11.4 |
| C2 | 2.51 | 20.0 | 48 | 6.4 | 9.2 |
| C3 | 4.14 | 21.3 | 56 | 8.9 | 17.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mach, T.P.; Ding, Y.; Binder, J.R. Impact of Particle and Crystallite Size of Ba0.6Sr0.4TiO3 on the Dielectric Properties of BST/P(VDF-TrFE) Composites in Fully Printed Varactors. Polymers 2022, 14, 5027. https://doi.org/10.3390/polym14225027
Mach TP, Ding Y, Binder JR. Impact of Particle and Crystallite Size of Ba0.6Sr0.4TiO3 on the Dielectric Properties of BST/P(VDF-TrFE) Composites in Fully Printed Varactors. Polymers. 2022; 14(22):5027. https://doi.org/10.3390/polym14225027
Chicago/Turabian StyleMach, Tim P., Yingfang Ding, and Joachim R. Binder. 2022. "Impact of Particle and Crystallite Size of Ba0.6Sr0.4TiO3 on the Dielectric Properties of BST/P(VDF-TrFE) Composites in Fully Printed Varactors" Polymers 14, no. 22: 5027. https://doi.org/10.3390/polym14225027