
Justification of the Use of Composite Metal-Metal-Polymer Parts for Functional Structures

 ,
, 
 ,
, 
Abstract
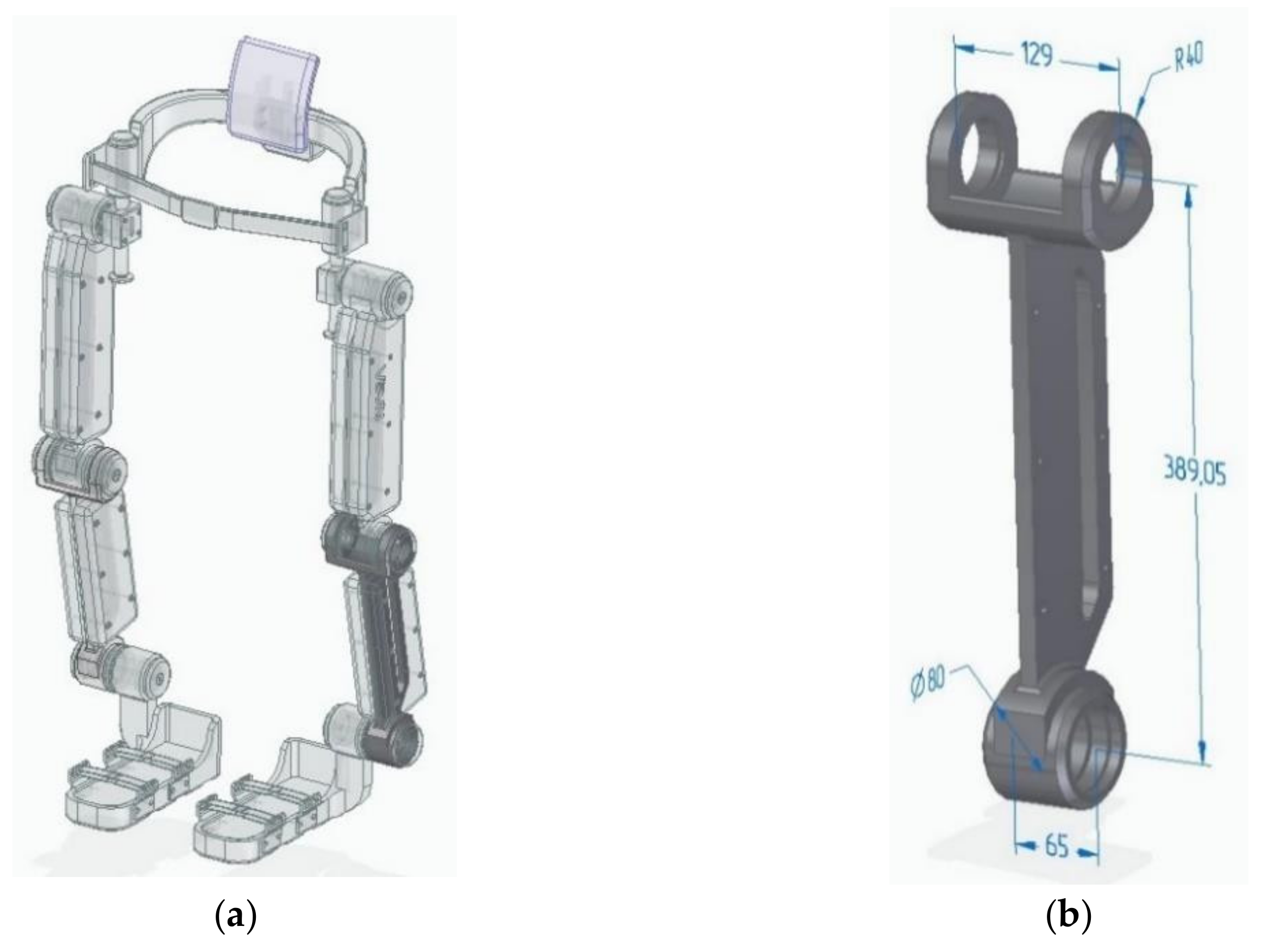
:1. Introduction
2. Materials and Methods
3. Results
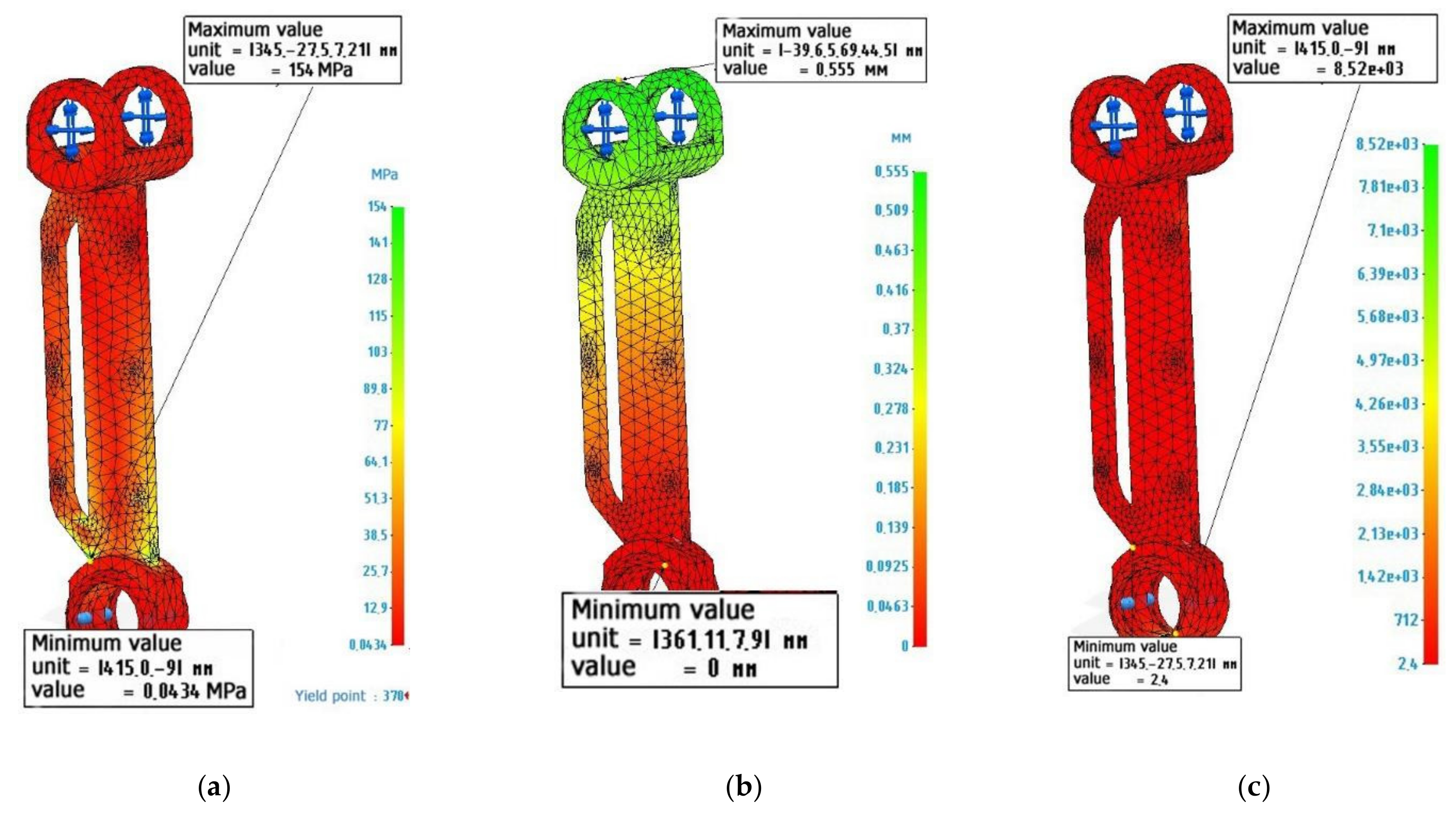
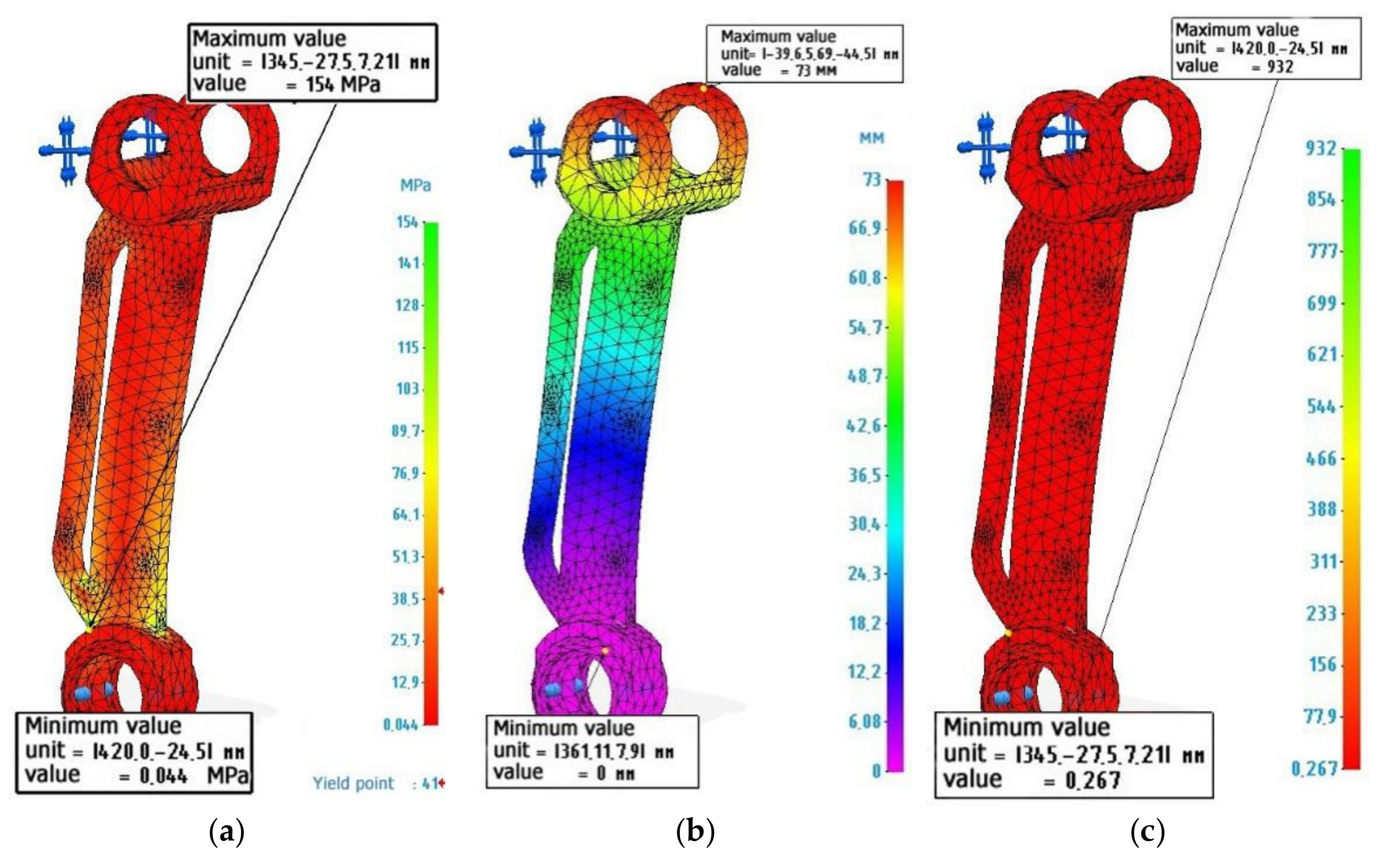
3.1. Calculation of a Metal Lever
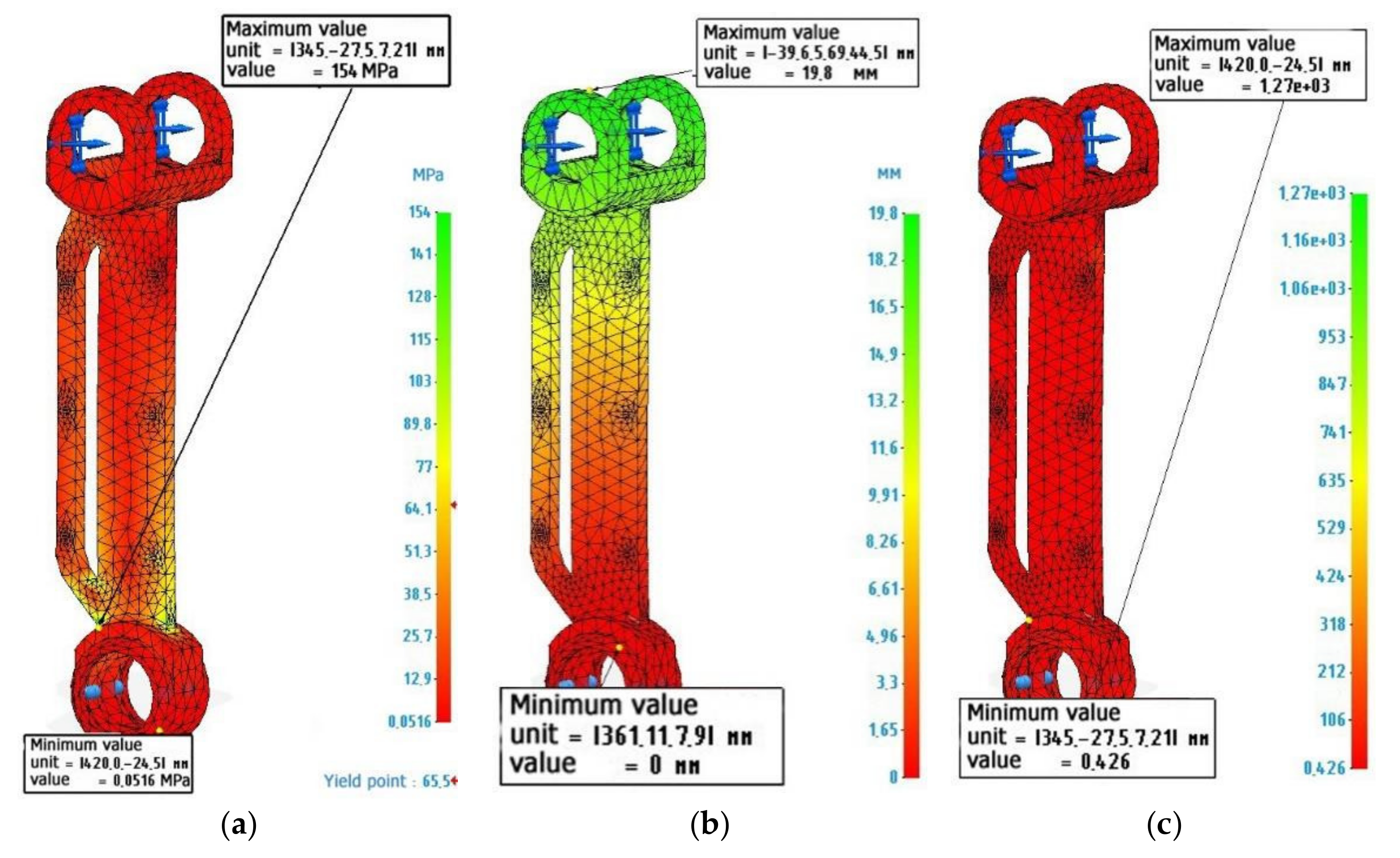
3.2. Calculation of the Metal-Polymer Lever
3.3. Calculation of the Lever Made of ABS Plastic
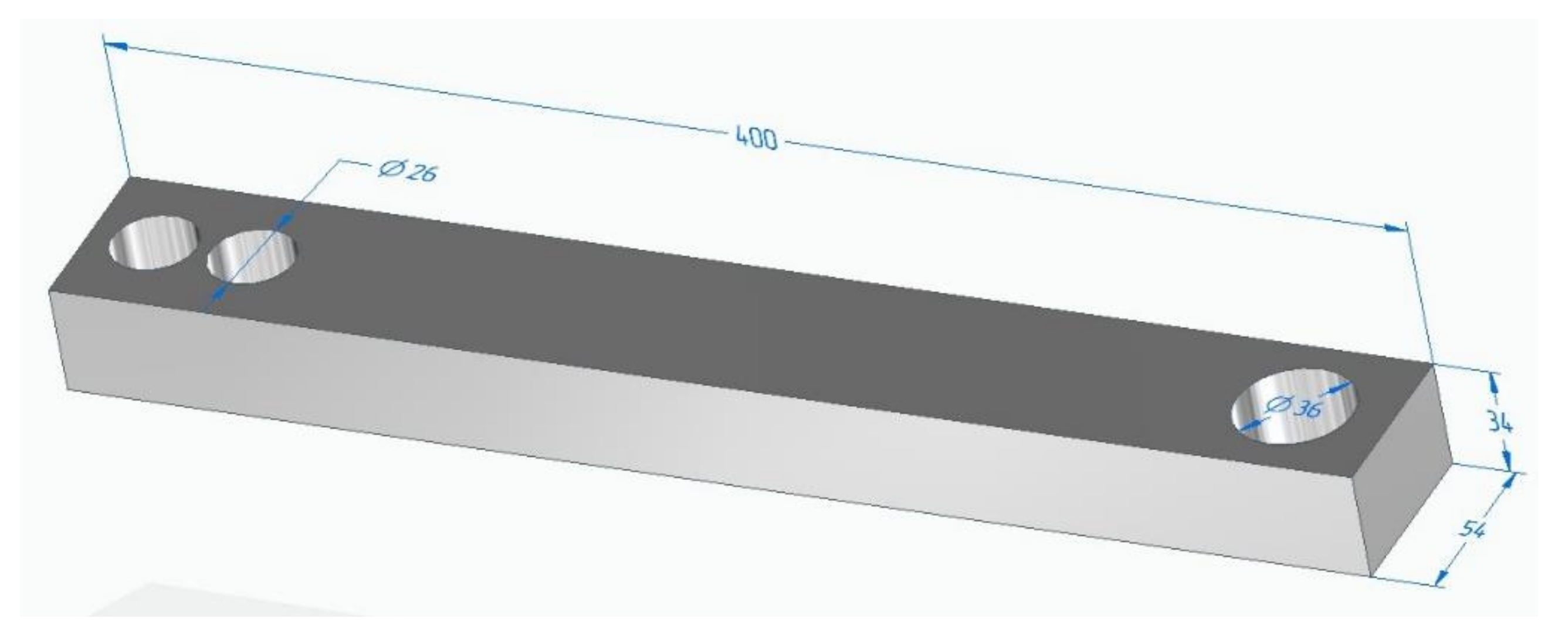
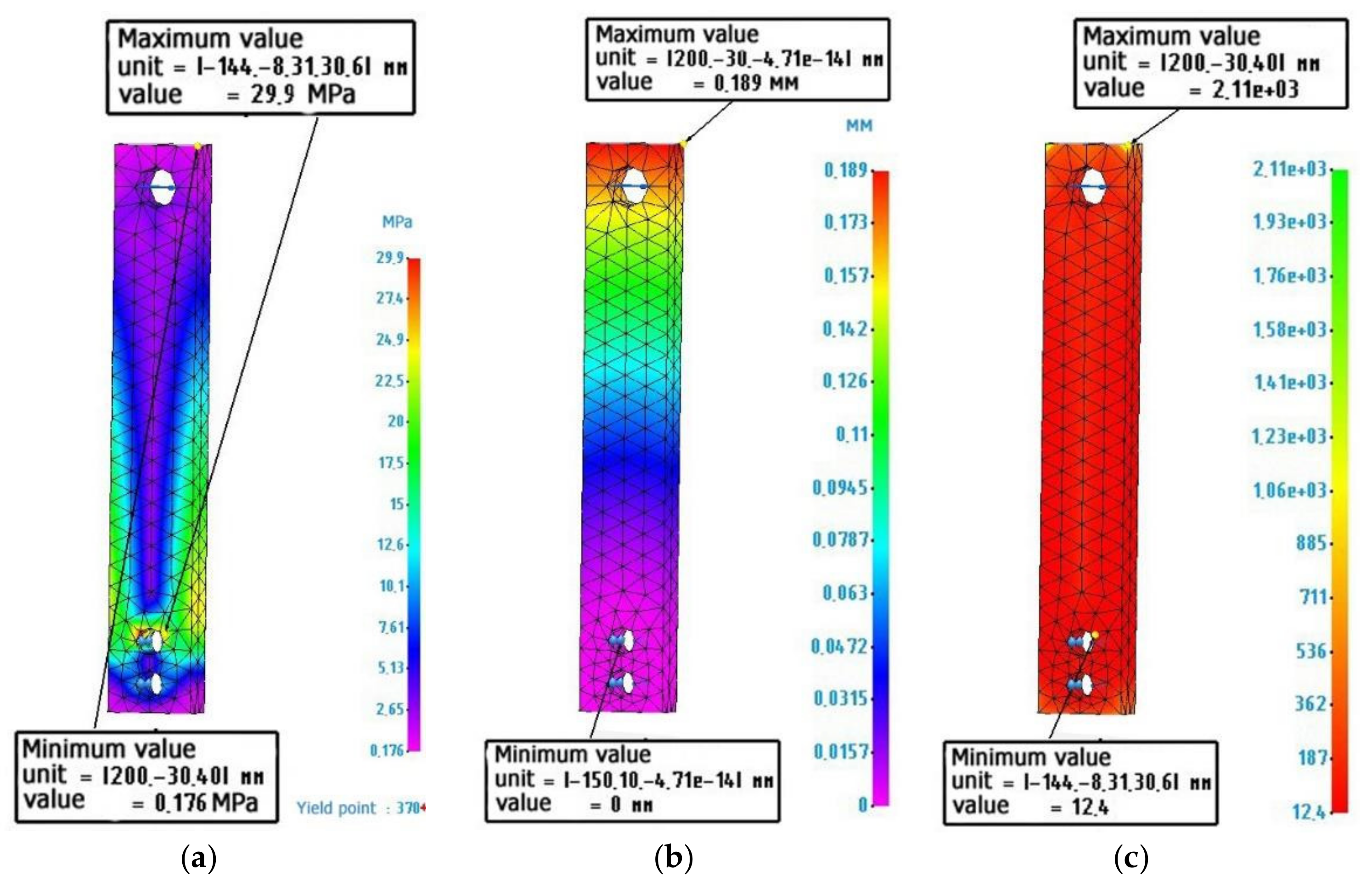
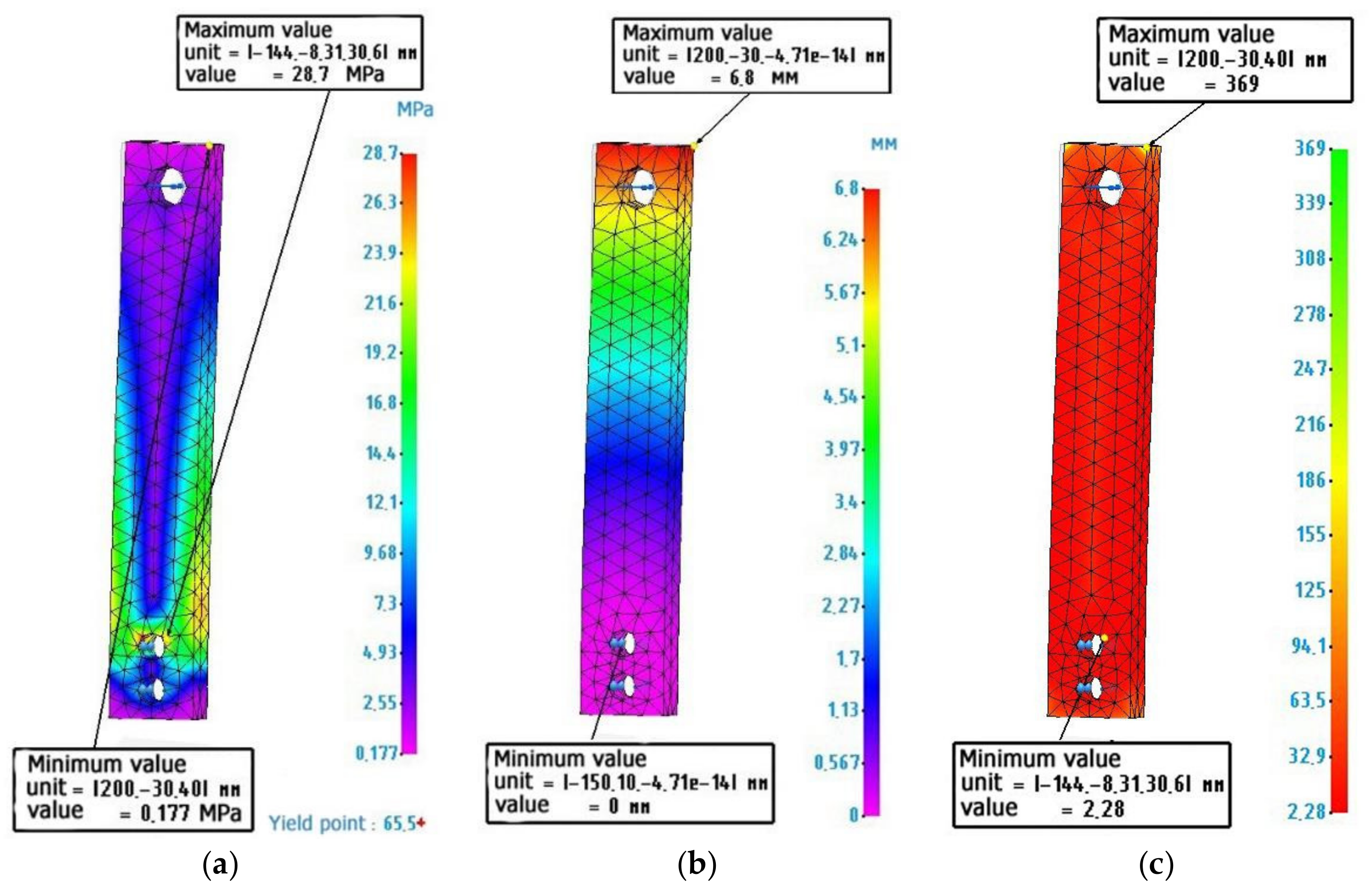
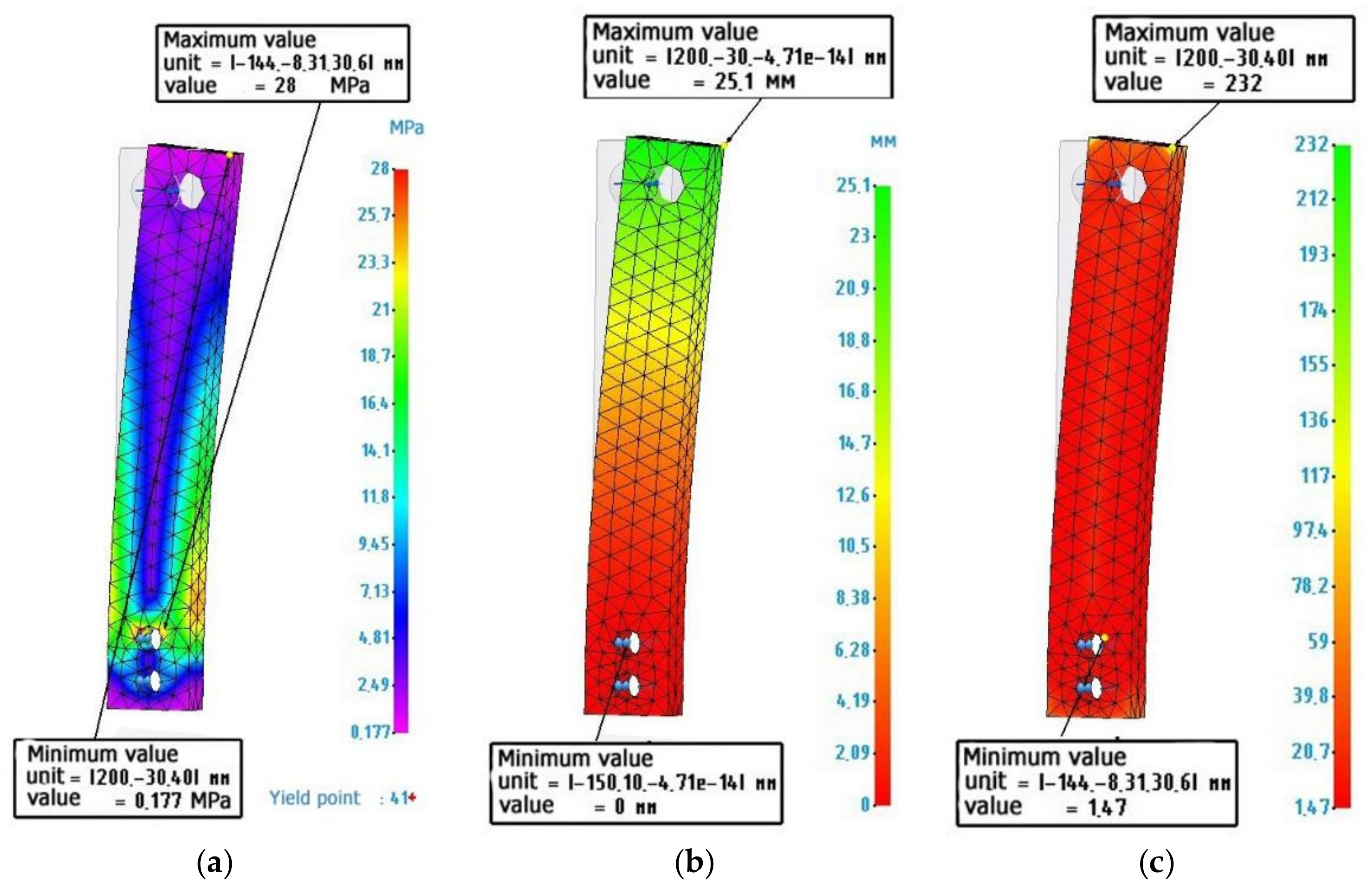
3.4. Calculation of the Strength of Samples Made of Metal, Plastic and Metal-Polymer
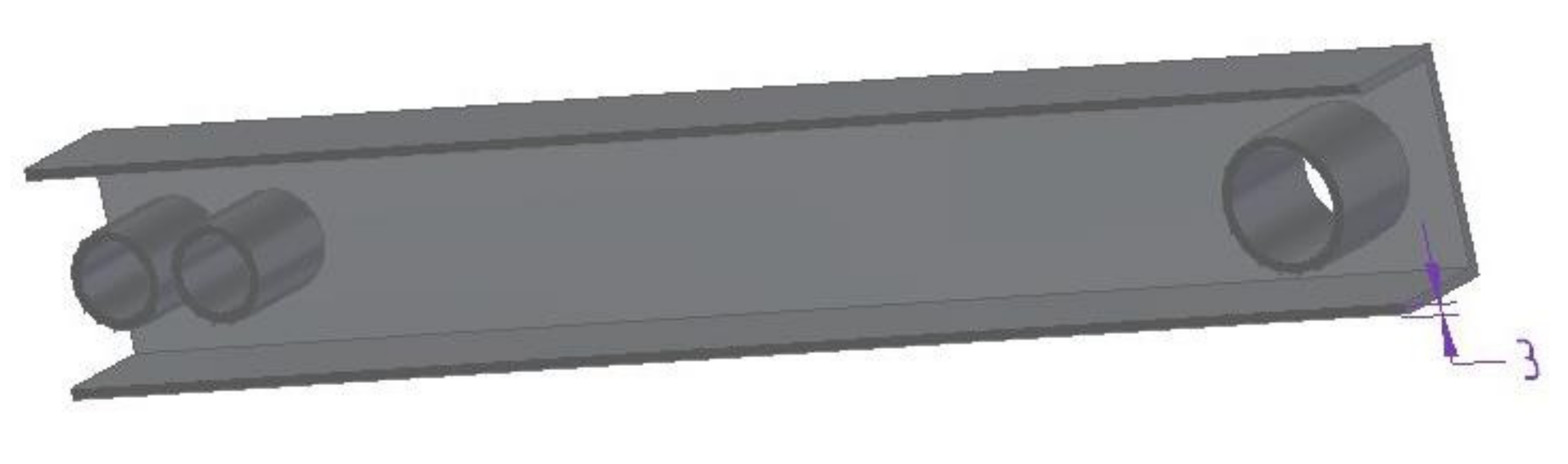
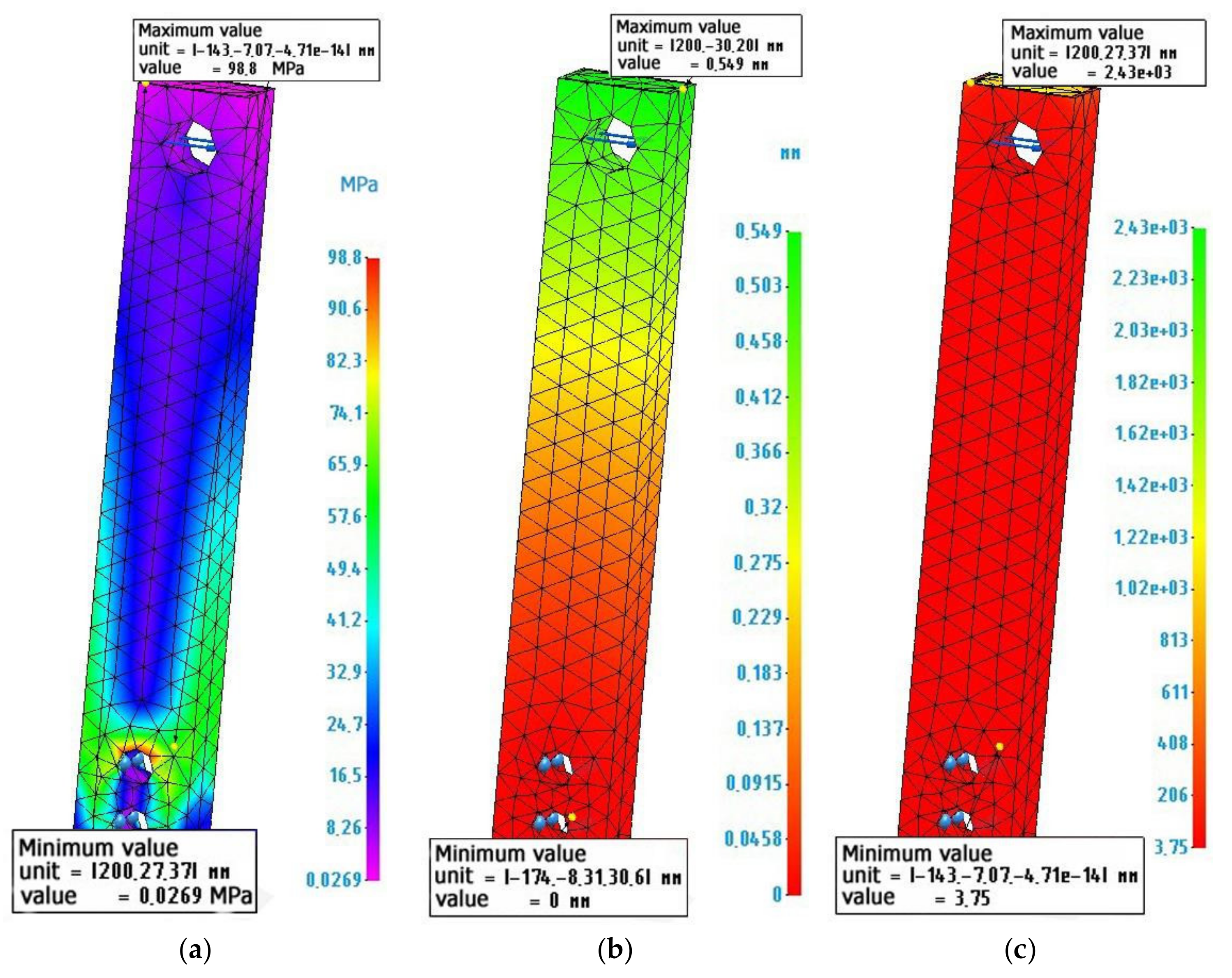
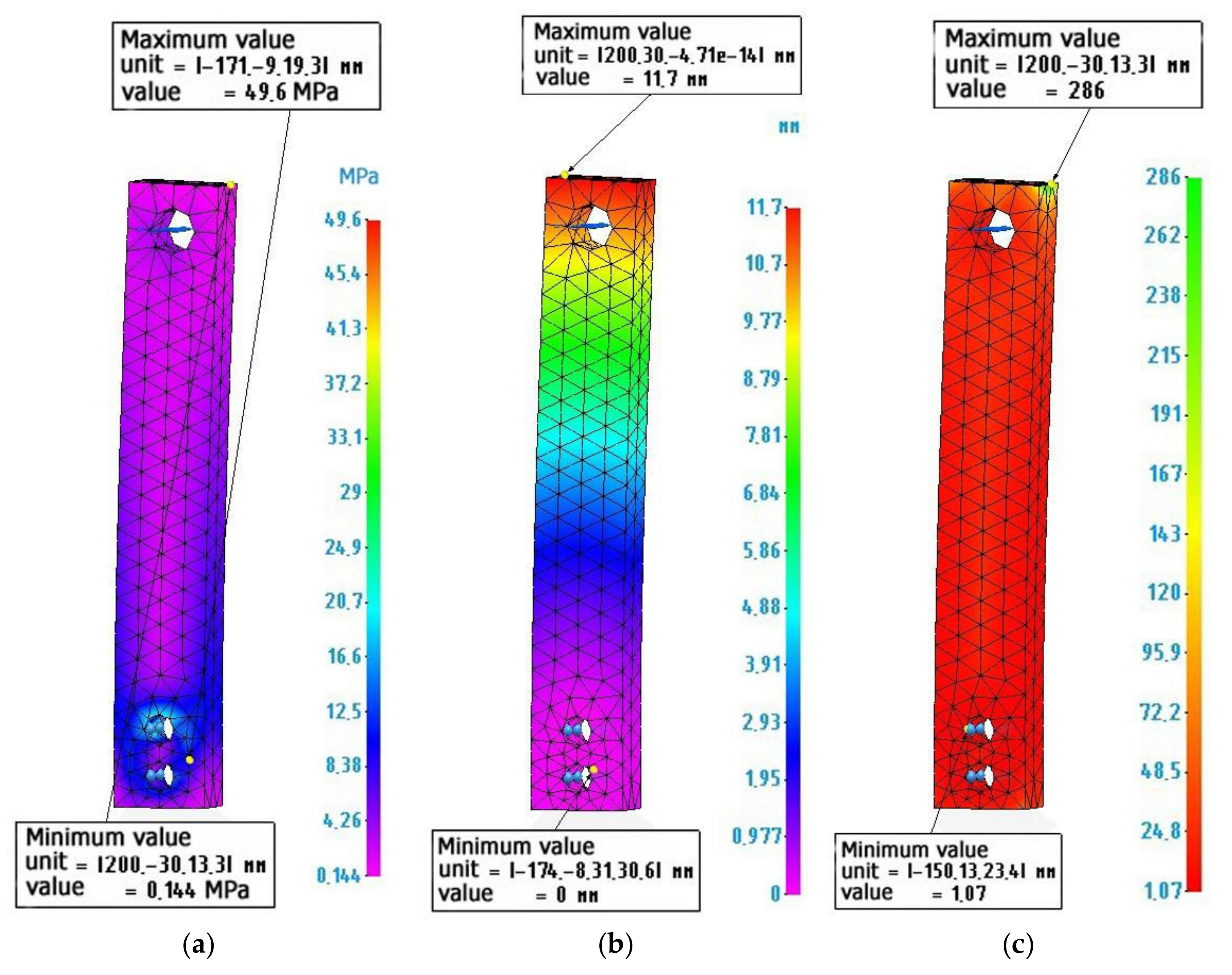
3.5. Calculation of Composite Parts
4. Discussion
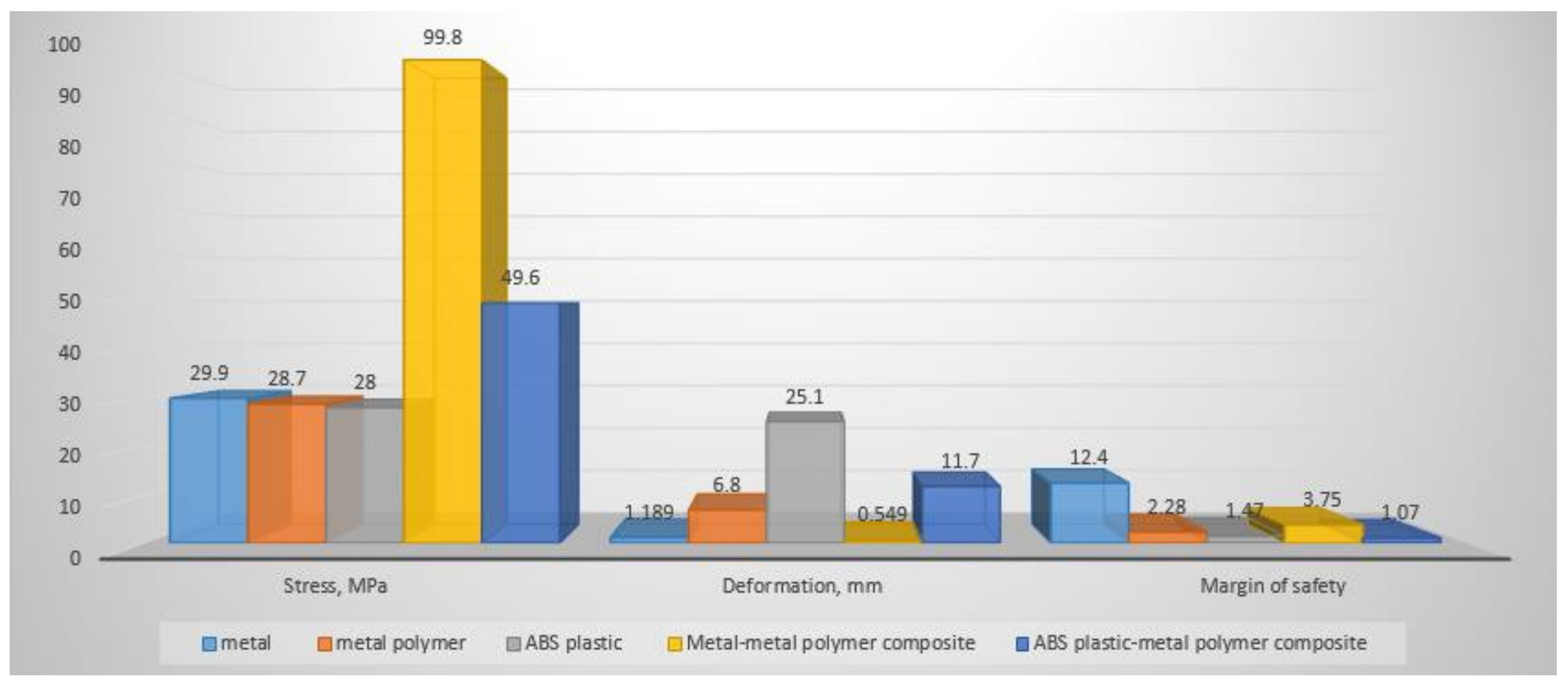
4.1. Analysis of the Calculated Data
4.2. Problems of the Implementation of the Technology for the Manufacture of Composite Parts
- Density of distribution of metal-polymer in the form;
- Rheology of metal polymer in mold channels;
- Thermal destruction of the metal polymer during abrasive processing;
- Lack of technological support for pouring metal polymer into a mold.
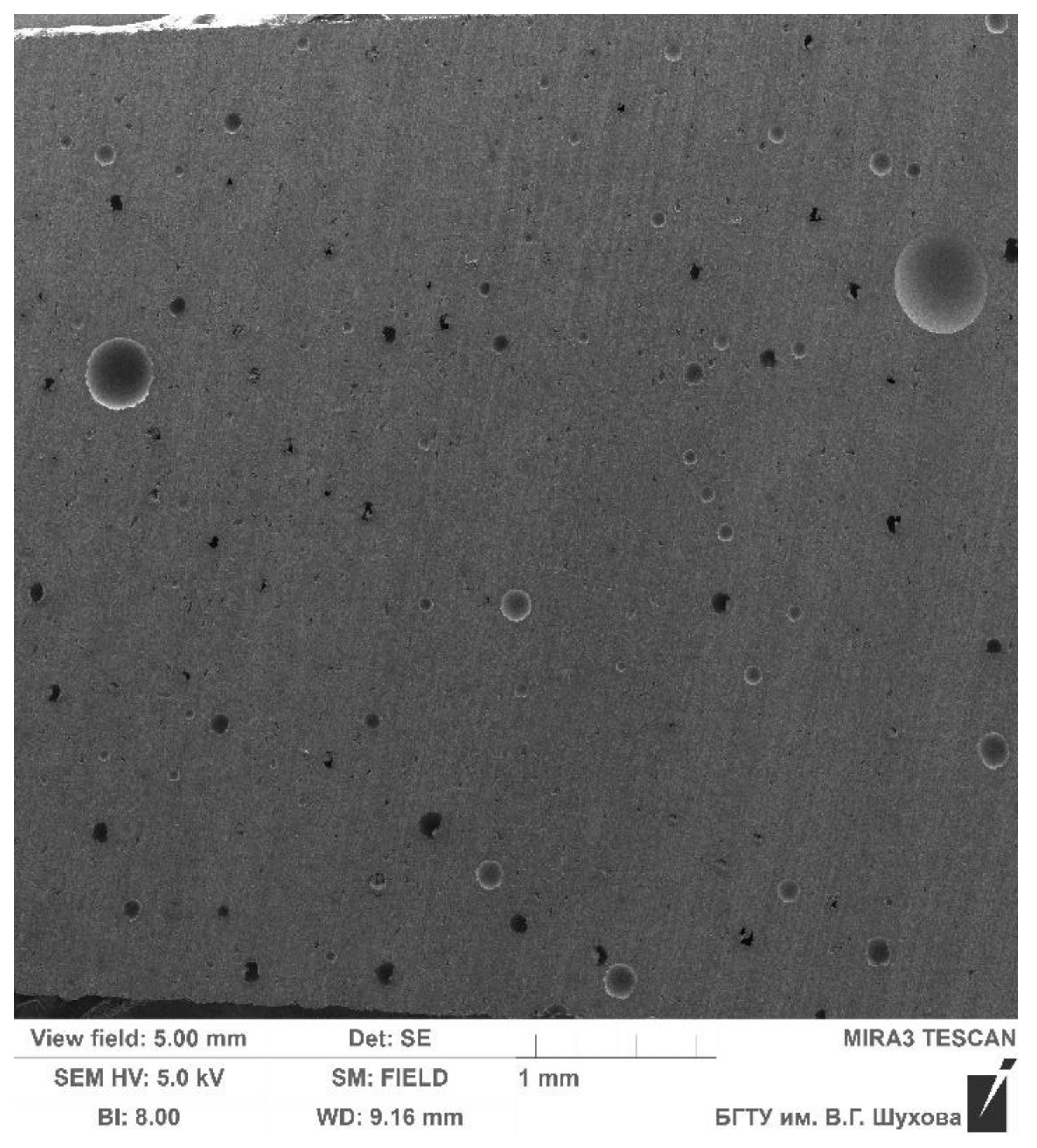
4.2.1. Density and Distribution of Metal Polymer
4.2.2. Metal-Polymer Rheology in Mold Channels
4.2.3. Thermal Destruction of Metal-Polymer during Abrasive Processing
4.2.4. Lack of Technological Support for Pouring a Metal-Polymer into a Mold
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ryabikina, M.A. 3D metal printing: A brief SWOT analysis. Rep. Priazovskyi State Tech. Univ. Sect. Tech. Sci. 2019, 38, 45–52. [Google Scholar] [CrossRef] [Green Version]
- Buchanan, C.; Gardner, L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Li, H.; Guo, G.; Wang, L.; Rong, Y. The effect of porosity on the mechanical property of metal-bonded diamond grinding wheel fabricated by selective laser melting (SLM). Mater. Sci. Eng. A 2019, 743, 697–706. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Lo, Y.-L.; Tran, H.-C.; Raza, M.M.; Le, T.-N. Systematic approach for reducing micro-crack formation in Inconel 713LC components fabricated by laser powder bed fusion. Rapid Prototyp. J. 2021, 27, 1548–1561. [Google Scholar] [CrossRef]
- Wohlers Associates. Wohlers Report 2020: 3D Printing and Additive Manufacturing Global State of the Industry; Wohlers Associates Inc.: Fort Collins, CO, USA, 2020. [Google Scholar]
- Homepage of Sprint 3D Technologies. Available online: http://www.sprint3d.ru (accessed on 25 November 2021).
- CubicPrints 3D Printing Service Homepage. Available online: https://www.cubicprints.ru (accessed on 25 November 2021).
- Studia3d 3D Printing Service Homepage. Available online: https://studia3d.com (accessed on 25 November 2021).
- Mg3d 3D Printing Service Homepage. Available online: https://mg3d.ru (accessed on 25 November 2021).
- Homepage of the Center of Technological Competence of Additive Technologies. Available online: https://3d-made.com (accessed on 25 November 2021).
- Szykiedans, K.; Credo, W. Mechanical properties of FDM and SLA low-cost 3-D prints. Procedia Eng. 2016, 136, 257–262. [Google Scholar] [CrossRef] [Green Version]
- Bytsenko, O.A.; Bessonova, N.A.; Dzhafarov, E.E.; Tishkov, V.V.; Gnevashev, D.A. Production of technological plugs for engine box and oil system using additive technologies. INCAS Bull. 2021, 13, 21–27. [Google Scholar] [CrossRef]
- Palka, D. Use of Reverse Engineering and Additive Printing in the Reconstruction of Gears. Multidiscip. Asp. Prod. Eng. 2020, 3, 274–284. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M. 3D printed medical parts with different materials using additive manufacturing. Clin. Epidemiol. Glob. Health 2020, 8, 215–223. [Google Scholar] [CrossRef] [Green Version]
- Ho, N.S.K.; Tong, K.Y.; Hu, X.L.; Fung, K.L.; Wei, X.J.; Rong, W.; Susanto, E.A. An EMG-driven exoskeleton hand robotic training device on chronic stroke subjects: Task training system for stroke rehabilitation. In Proceedings of the IEEE International Conference on Rehabilitation Robotics, Zurich, Switzerland, 29 June–1 July 2011. [Google Scholar]
- Baharuddin; Angraini, R. Performance evaluation of image transmission using diversity selection combining technique. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Padang, Indonesia, 8–9 November 2019; Volume 602. [Google Scholar]
- Batkuldinova, K.; Abilgaziyev, A.; Shehab, E.; Hazrat Ali, M. The recent development of 3D printing in developing lower-leg exoskeleton: A review. Mater. Today Proc. 2021, 42, 1822–1828. [Google Scholar] [CrossRef]
- Lubimyi, N.; Annenko, D.; Chepchurov, M.; Kostoev, Z. The research of the temperature effect on a metal-polymer during flat grinding of a combined metal-polymer part. Aust. J. Mech. Eng. 2020, 1–11. [Google Scholar] [CrossRef]
- Chepchurov, M.S.; Lubimyi, N.S.; Voronenko, V.P.; Adeniyi, D.R. Determination of the Thermal Conductivity of Metal-Polymers. In Innovative Technologies in Engineering: From Design to Competitive Product; Materials Science Forum; Trans Tech Publications: Basel, Switzerland, 2019; Volume 973, pp. 9–14. ISBN 9783035712674. [Google Scholar]
- Lubimyi, N.S.; Voronenko, V.P.; Chepchurov, M.S.; Evtushenko, E.I. Calculation of Fixing Element of Metal-Polymeric Mold-Forming Surface of Mold in Metal Cage. Atlantis Press 2017, 133, 433–438. [Google Scholar]
- Homepage UNIT MARK PRO. Available online: https://umpgroup.ru (accessed on 25 November 2021).
- Industrial Solutions Home Page. Available online: http://industrialsolutions.ru (accessed on 25 November 2021).
- Homepage of CJSC “Metal-polymer materials LEO”. Available online: http://www.leopolimer.ru/MetPolimer.htm (accessed on 25 November 2021).
- Homepage of Original Oils LLC. Available online: https://topkley.ru/ (accessed on 25 November 2021).
- Exoskeleton Model. Available online: https://grabcad.com/library/exoskeleton-nasa-challenge-1 (accessed on 25 November 2021).
- Models and Assemblies. Available online: https://drive.google.com/drive/folders/1Vv2h1FlVJ8Gjp2g7W3irrQt9L6TVS53r?usp=sharing (accessed on 25 November 2021).
- Ljubimyj, N.S.; Chepchurov, M.S.; Chetverikov, B.S.; Tabekina, N.A.; Evtushenko, E.I. The technological heredity in the manufacture of the metallopolymeric build-forming molds. ARPN J. Eng. Appl. Sci. 2016, 11, 12302–12310. [Google Scholar]
- Fedoseeva, A.; Nikitin, I.; Tkachev, E.; Mishnev, R.; Dudova, N.; Kaibyshev, R. Effect of alloying on the nucleation and growth of laves phase in the 9–10%Cr-3%Co martensitic steels during creep. Metals 2021, 11, 60. [Google Scholar] [CrossRef]
- Khan, S.; Gunpinar, E.; Moriguchi, M.; Suzuki, H. Evolving a psycho-physical distance metric for generative design exploration of diverse shapes. J. Mech. Des. Trans. ASME 2019, 141, 111101. [Google Scholar] [CrossRef]
- Nisar, M.M.; Zia, S.; Fenoon, M.; Alquabeh, O. Generative Design of a Mechanical Pedal. Int. J. Eng. Manag. Sci. 2021, 6, 48–58. [Google Scholar] [CrossRef]
- Shrestha, P.R.; Timalsina, D.; Bista, S.; Shrestha, B.P.; Shakya, T.M. Generative design approach for product development. In Proceedings of the AIP Conference Proceedings, Krasnoyarsk, Russia, 4 October 2021; Volume 2397. [Google Scholar]
- Leary, M. Generative design. In Design for Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2020; pp. 203–222. [Google Scholar] [CrossRef]
- Di Filippo, A.; Lombardi, M.; Marongiu, F.; Lorusso, A.; Santaniello, D. Generative design for project optimization. In Proceedings of the DMSVIVA 2021: 27th International DMS Conference on Visualization and Visual Languages, KSIR Virtual Conference Center, Pittsburgh, PA, USA, 29–30 June 2021. [Google Scholar]
- Krishnan, P. Rheology of epoxy/rubber blends. In Handbook of Epoxy Blends; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Yin, X.; Qu, J. Experimental study of the vibration-assisted MIM process on cavity pressure. J. Thermoplast. Compos. Mater. 2006, 19, 375–383. [Google Scholar] [CrossRef]
- Ellenberger, J.; Krishna, R. Flow Enhancement of Shear-Thinning Liquids in Capillaries Subjected to Longitudinal Vibrations. Chemie-Ingenieur-Technik 2017, 89, 1360–1366. [Google Scholar] [CrossRef]
- Heinrich, M.; Decker, R.; Reindel, P.; Böttcher, K.; Roth-Panke, I.; Kroll, L. Effect of acoustic excitation on fiber-reinforced polypropylene and the influence on melt viscosity. Int. J. Adv. Manuf. Technol. 2021, 117, 2395–2403. [Google Scholar] [CrossRef]
- Ibar, J.P. Control of polymer properties by melt vibration technølogy: A review. Polym. Eng. Sci. 1998, 38, 38–48. [Google Scholar] [CrossRef]
- Teterina, I.; Lyubimyy, N. Metal-Metal/Polymer Flat Surface Processing Of Shaping Part Of Mold. Bull. Belgorod State Technol. Univ. Named V. G. Shukhov 2017, 2, 119–123. [Google Scholar] [CrossRef] [Green Version]
- Dai, S.; Wang, X.; Zhang, H.; Wen, B. Research on variation of grinding temperature of wind turbine blade robotic grinding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 367–377. [Google Scholar] [CrossRef]
- Lishchenko, N.; Larshin, V.; Uminsky, S. Finite Element Analysis of Profile Grinding Temperature. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Larshin, V.; Lishchenko, N. Temperature models for grinding system state monitoring. Appl. Asp. Inf. Technol. 2019, 2, 216–229. [Google Scholar] [CrossRef]
- Lishchenko, N.V.; Larshin, V.P. Gear-Grinding Temperature Modeling and Simulation. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Larshin, V.; Lishchenko, N. Grinding temperature penetration depth study. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2020. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | Cost 1 cm3 from, $ |
|---|---|
| Sprint3d technologies [6] | 12.59 |
| Cubic prints 3D Printing Service [7] | 11.19 |
| Studia3d 3D Printing Service [8] | 14.30 |
| Mg3d 3D Printing Service Homepage [9] | 12.59 |
| Center of technological competence of additive technologies [10] | 13.29 |
| Mean | 12.79 |
| Commercial Name | Compressive Strength (DIN 53281-83), MPa | Tensile Strength (DIN 53281-83), MPa | Flexural Strength (DIN 53281-83), MPa | Mixture Viscosity, mPa × s | Young’s Modulus in MPa | Source |
|---|---|---|---|---|---|---|
| WEICON WR Liquid, Steel-Filled | 110 | 33 | 80 | 20,000 | 5500 | [21] |
| Devcon Plastic Steel Liquid (B) | 70 | - | - | 25,000 | - | [22] |
| Metal Polymer LEO “Ferro-khrom” | 230 | - | 76 | - | 6000 | [23] |
| Loctite Hysol 3479 | 90 | 60 | - | - | 6000 | [24] |
| Material | Density, Kg/m3 | Elastic Modulus, MPa | Poisson’s Number | Yield Stress, MPa | Strength Limit, MPa |
|---|---|---|---|---|---|
| Stainless steel (metal) | 7830 | 215,000 | 0.3 | 370 | 610 |
| Metal polymer «Ferro-chromium» | 2500 | 6000 | 0.37 | 65.5 | 230 |
| ABS plastic BESTFILAMENT | 1050 | 1627 | 0.4 | 41 | 22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lubimyi, N.S.; Polshin, A.A.; Gerasimov, M.D.; Tikhonov, A.A.; Antsiferov, S.I.; Chetverikov, B.S.; Ryazantsev, V.G.; Brazhnik, J.; Ridvanov, İ. Justification of the Use of Composite Metal-Metal-Polymer Parts for Functional Structures. Polymers 2022, 14, 352. https://doi.org/10.3390/polym14020352
Lubimyi NS, Polshin AA, Gerasimov MD, Tikhonov AA, Antsiferov SI, Chetverikov BS, Ryazantsev VG, Brazhnik J, Ridvanov İ. Justification of the Use of Composite Metal-Metal-Polymer Parts for Functional Structures. Polymers. 2022; 14(2):352. https://doi.org/10.3390/polym14020352
Chicago/Turabian StyleLubimyi, Nickolay S., Andrey A. Polshin, Michael D. Gerasimov, Alexander A. Tikhonov, Sergey I. Antsiferov, Boris S. Chetverikov, Vladislav G. Ryazantsev, Julia Brazhnik, and İsmail Ridvanov. 2022. "Justification of the Use of Composite Metal-Metal-Polymer Parts for Functional Structures" Polymers 14, no. 2: 352. https://doi.org/10.3390/polym14020352