
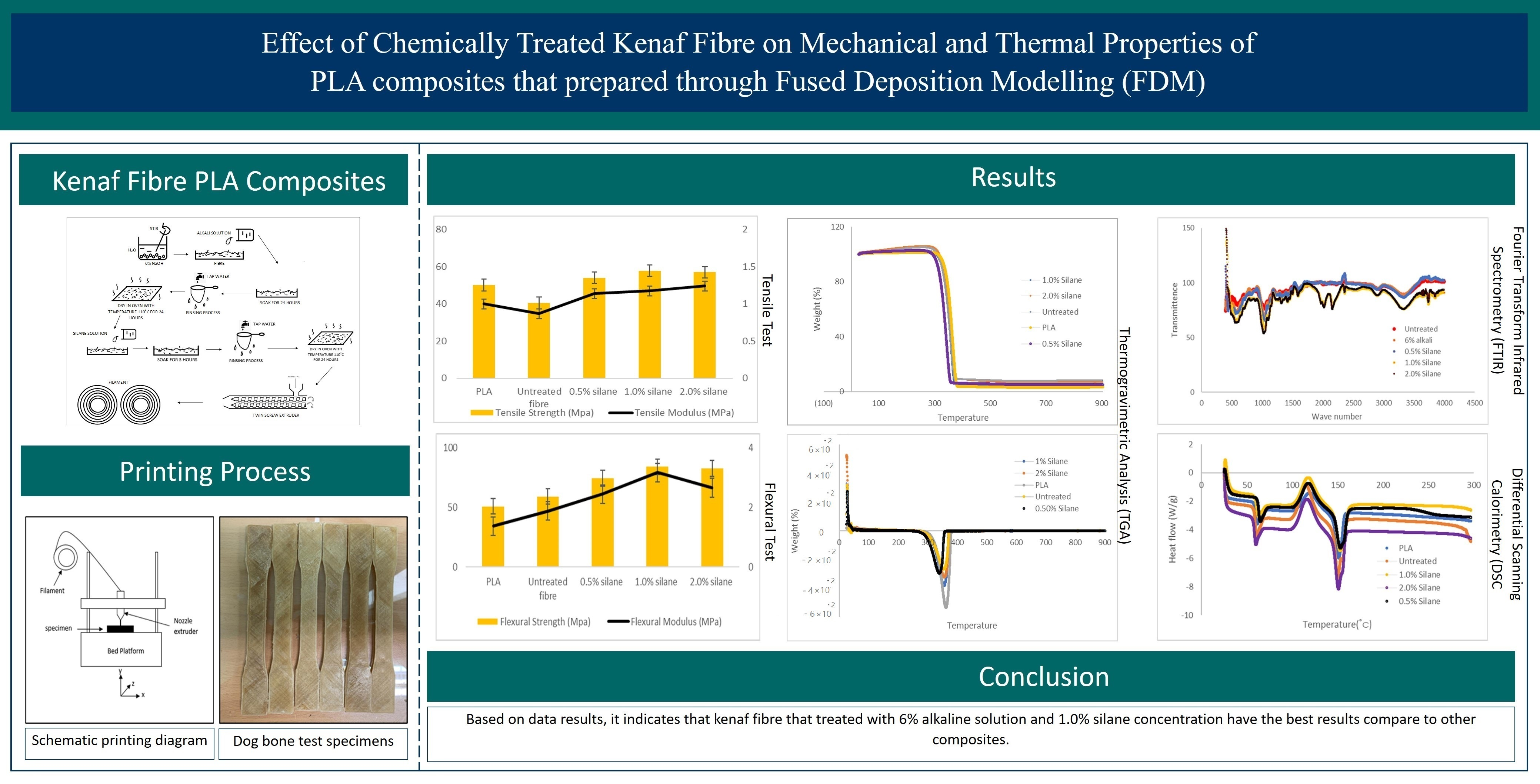
Effect of Chemically Treated Kenaf Fibre on Mechanical and Thermal Properties of PLA Composites Prepared through Fused Deposition Modeling (FDM)

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methodology
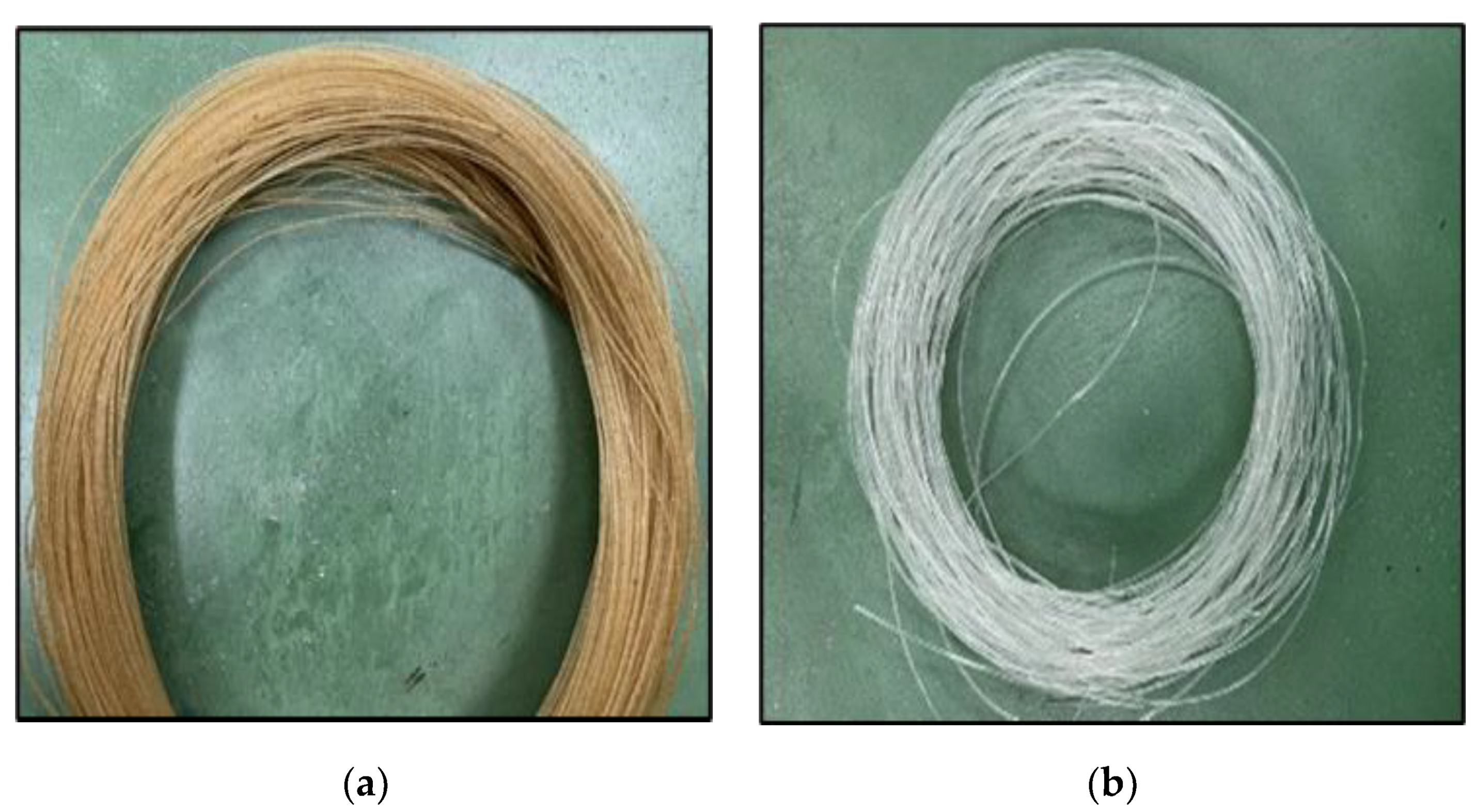
2.2.1. Alkaline Treatment
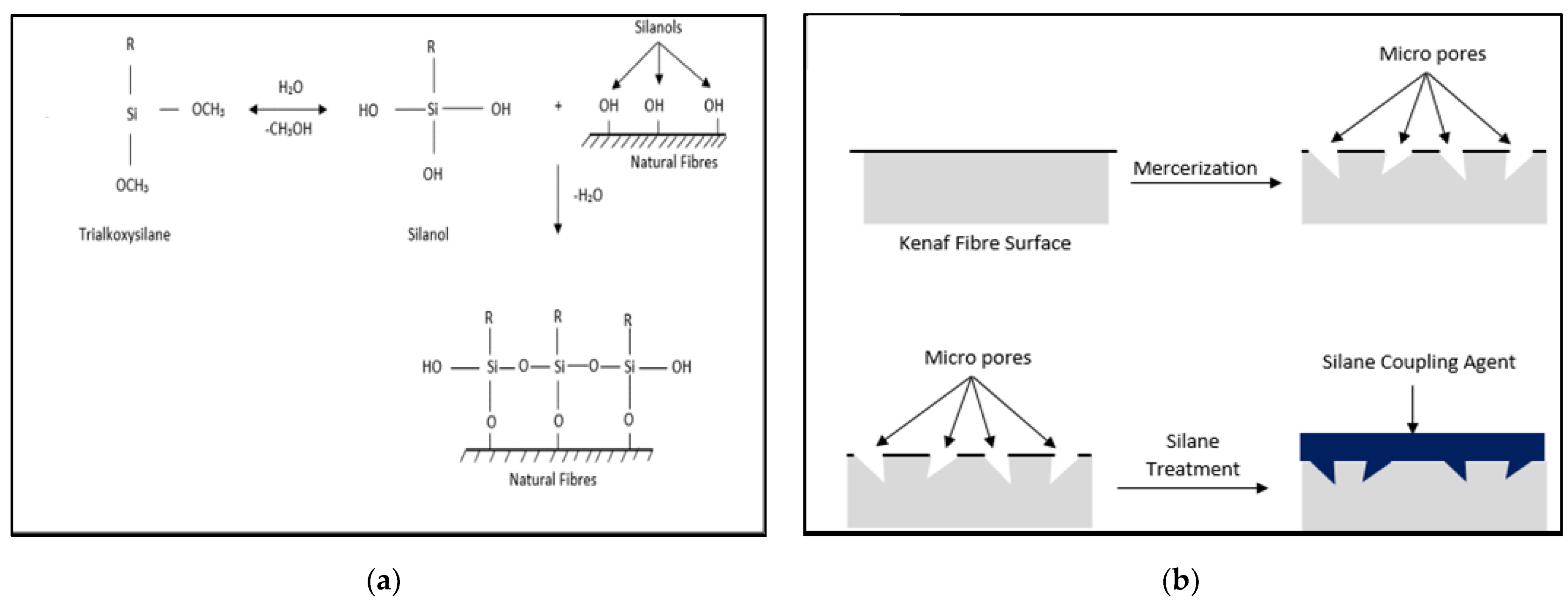
2.2.2. Silane Treatment
2.2.3. Composite Mixture
2.2.4. Extrusion of Filament
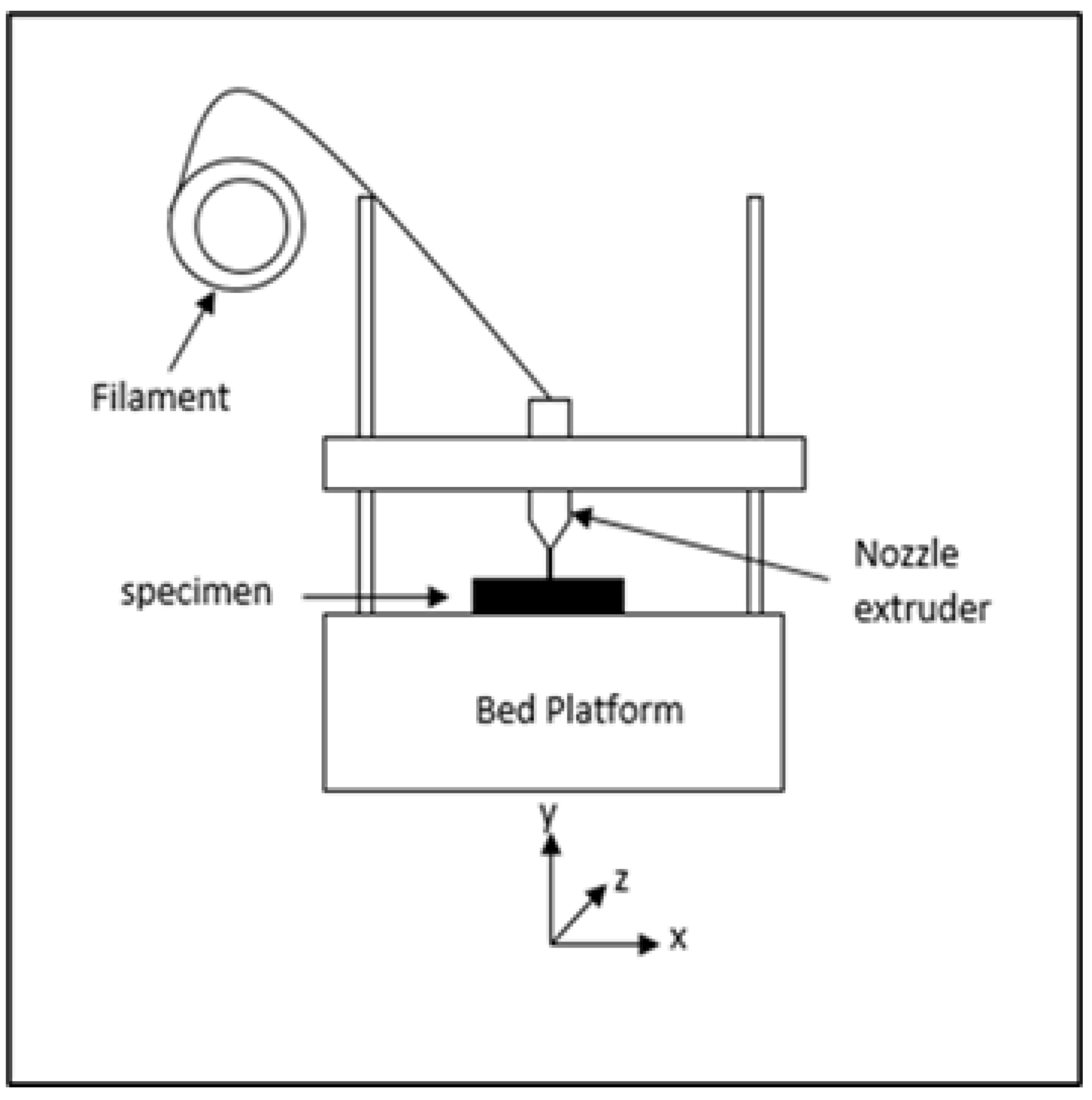
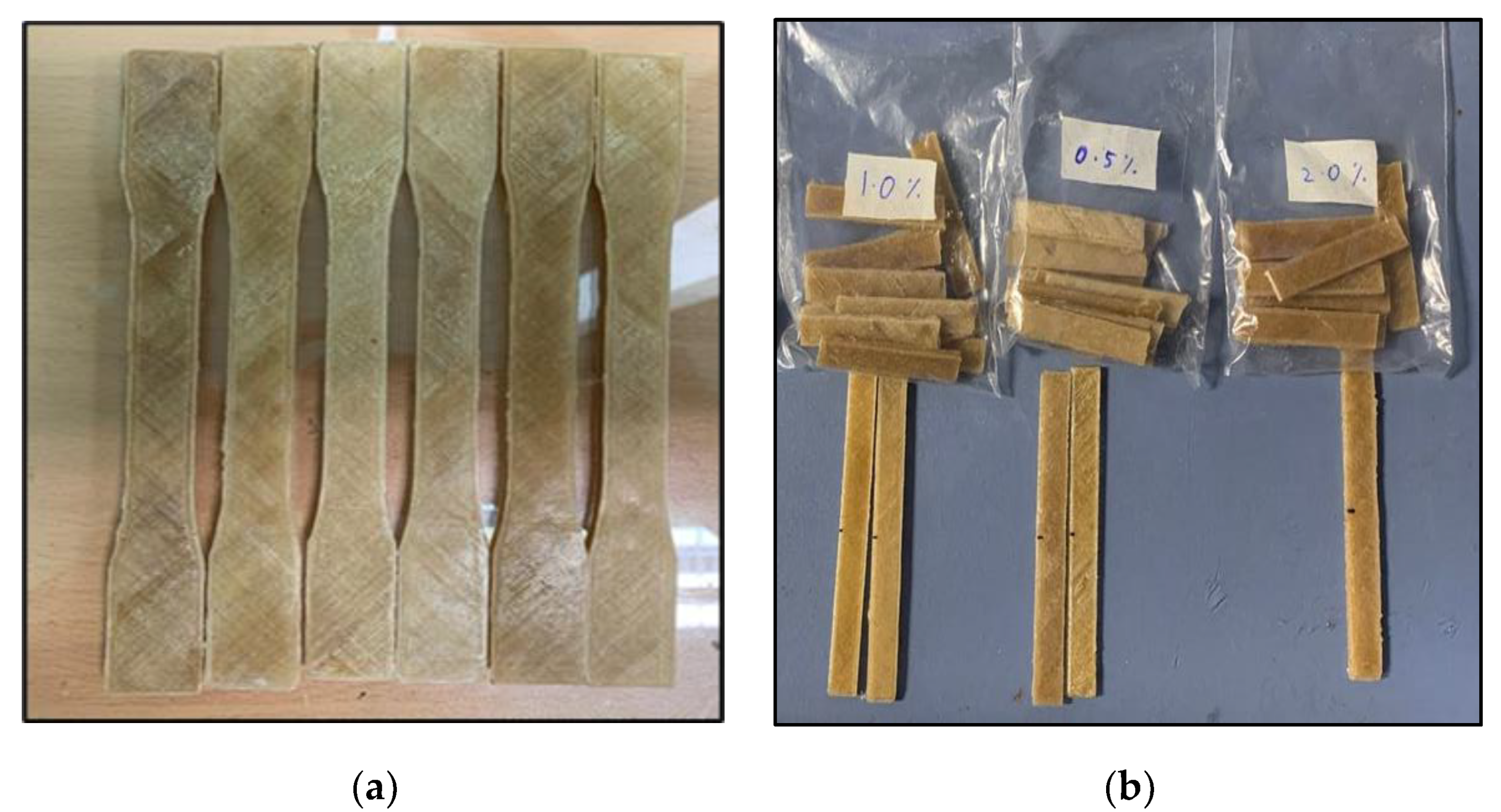
2.2.5. Sample Extrusion
3. Sample Characterisation
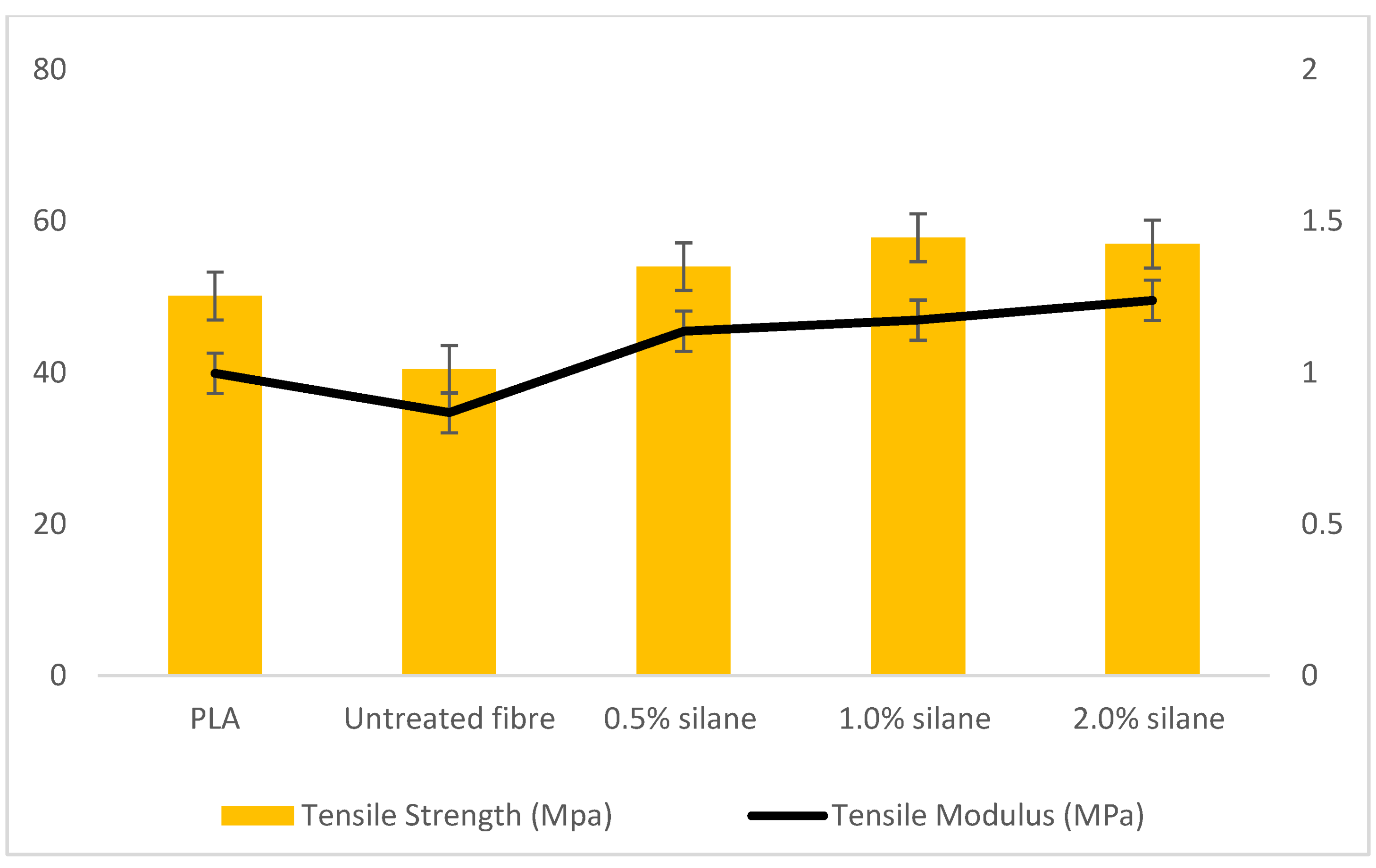
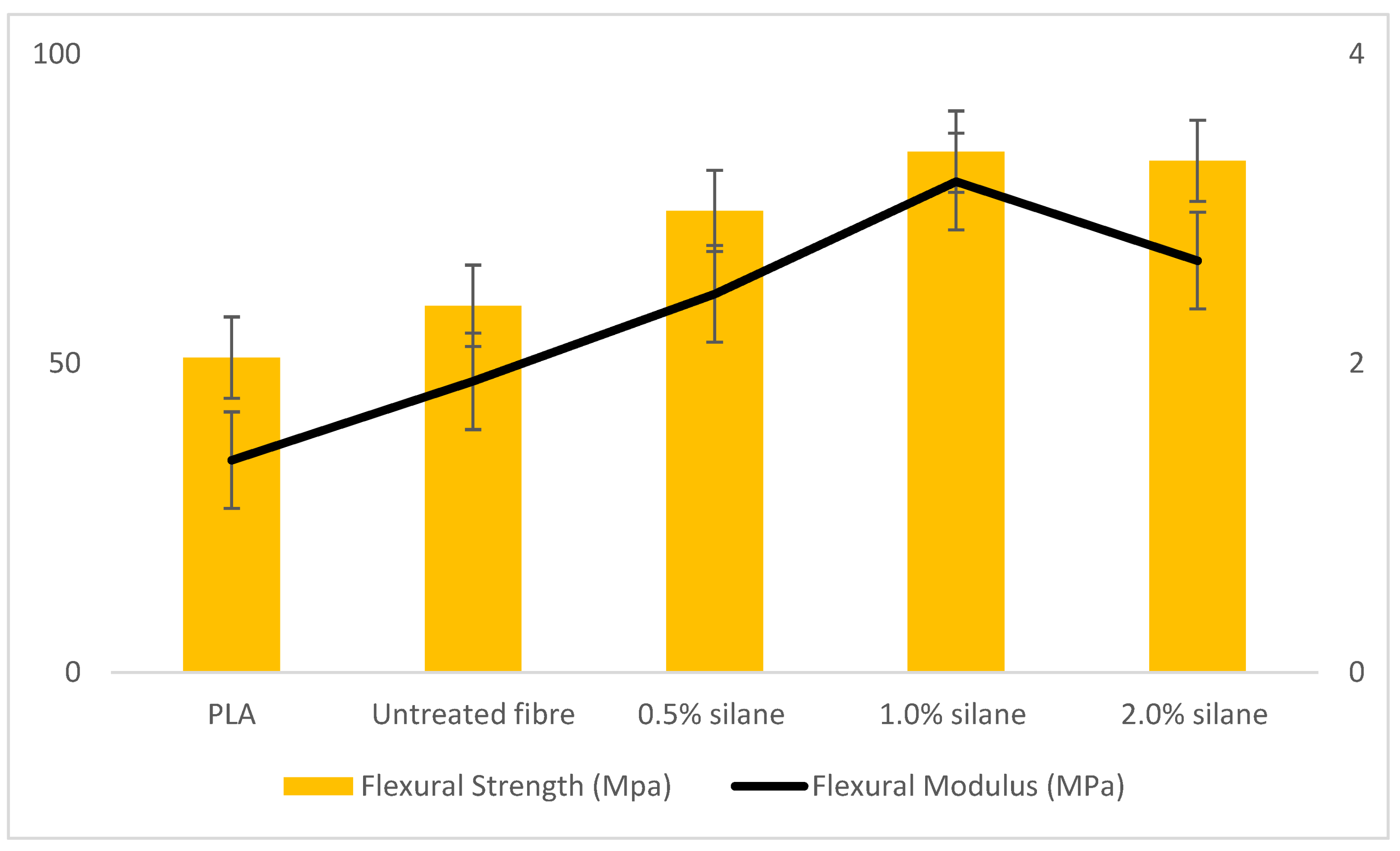
3.1. Mechanical Test
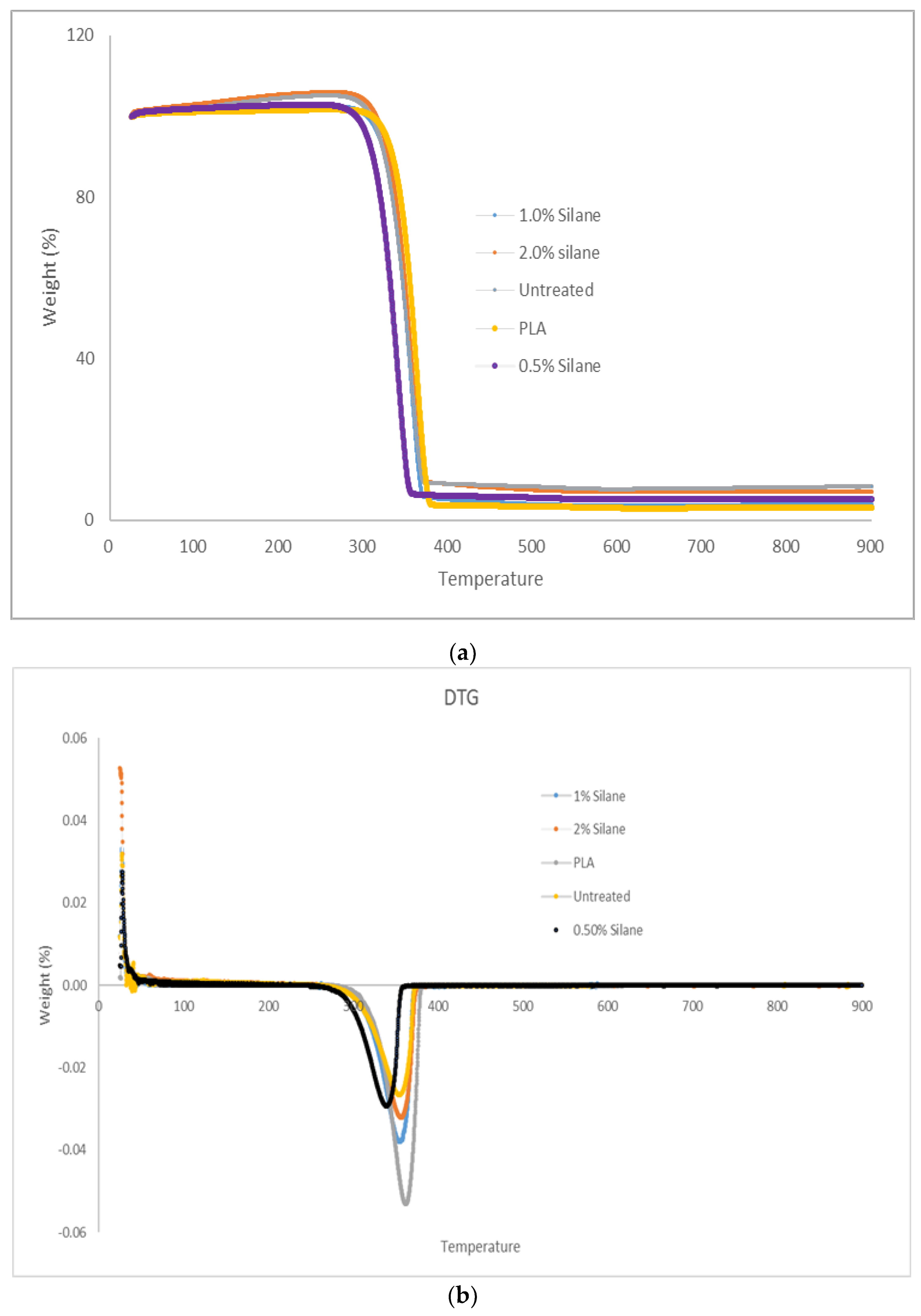
3.2. Thermogravimetric Analysis (TGA)
3.3. Fourier Transform Infrared Spectrometry (FTIR)
3.4. Differential Scanning Calorimetry (DSC)
3.5. Morphological Analysis
4. Results and Discussion
4.1. Mechanical Test
4.2. Thermogravimetric Analysis (TGA)
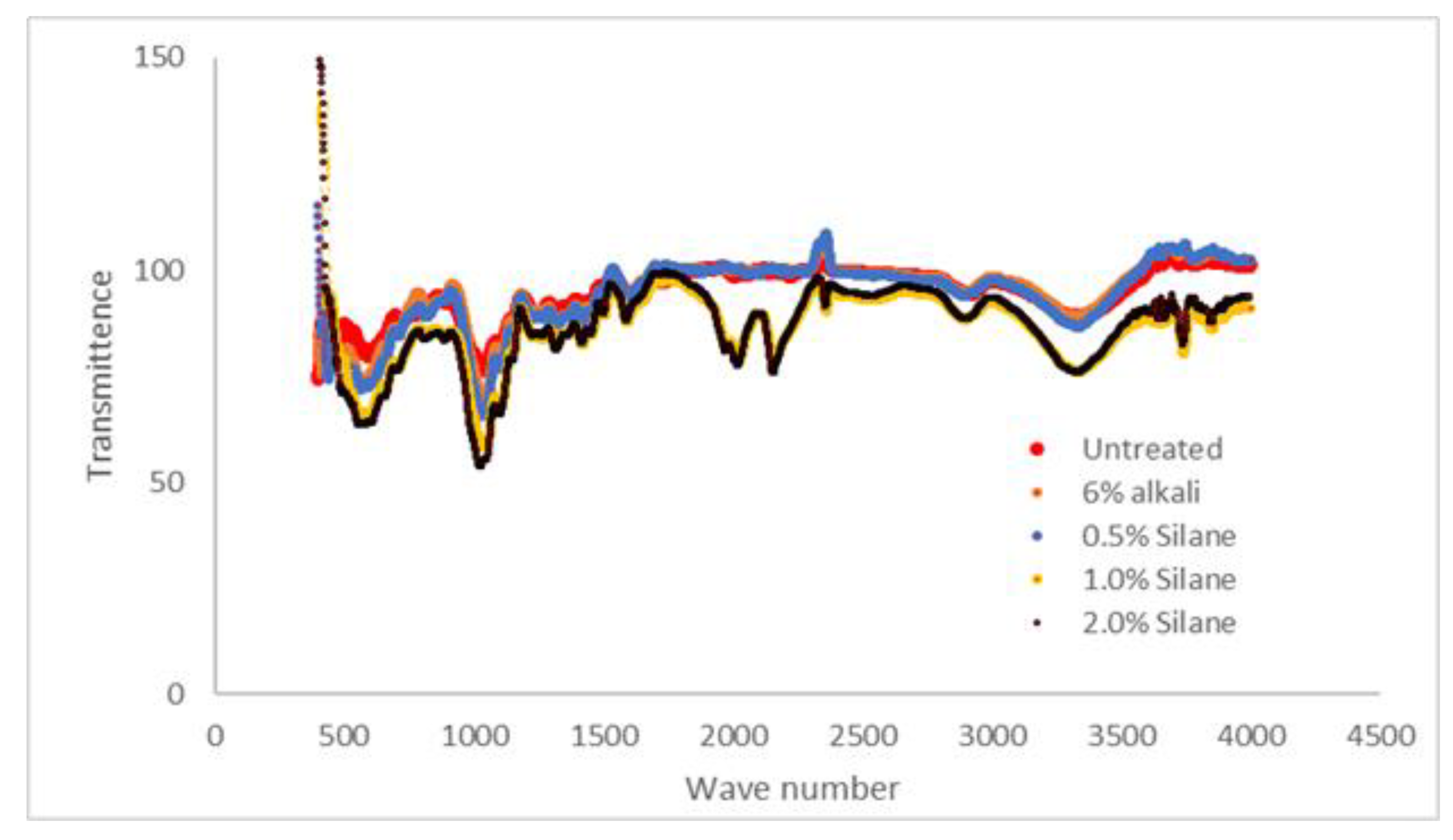
4.3. Chemical Analysis by Using Fourier Infrared Spectrometry (FTIR)
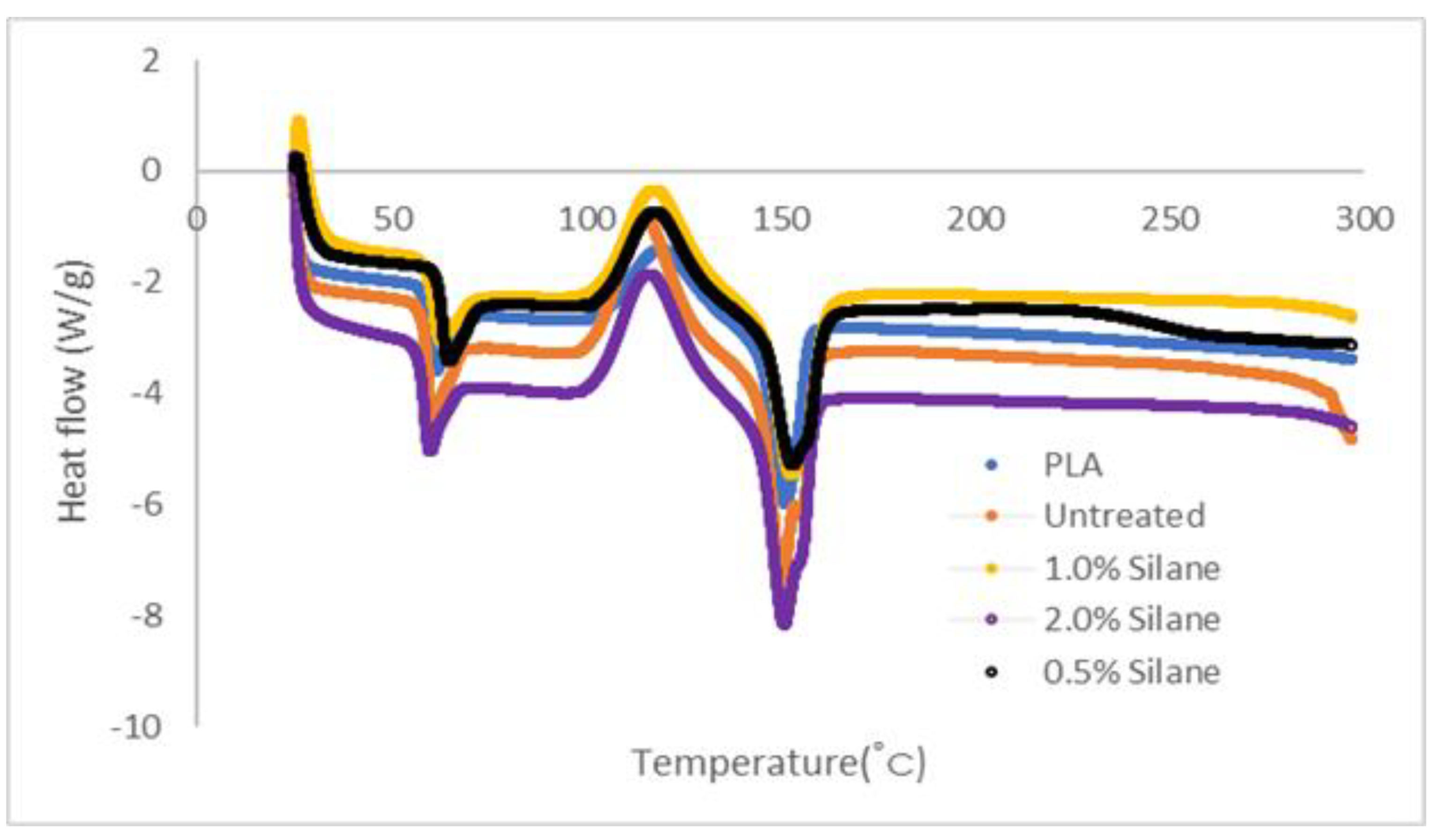
4.4. Differential Scanning Calorimetry (DSC)
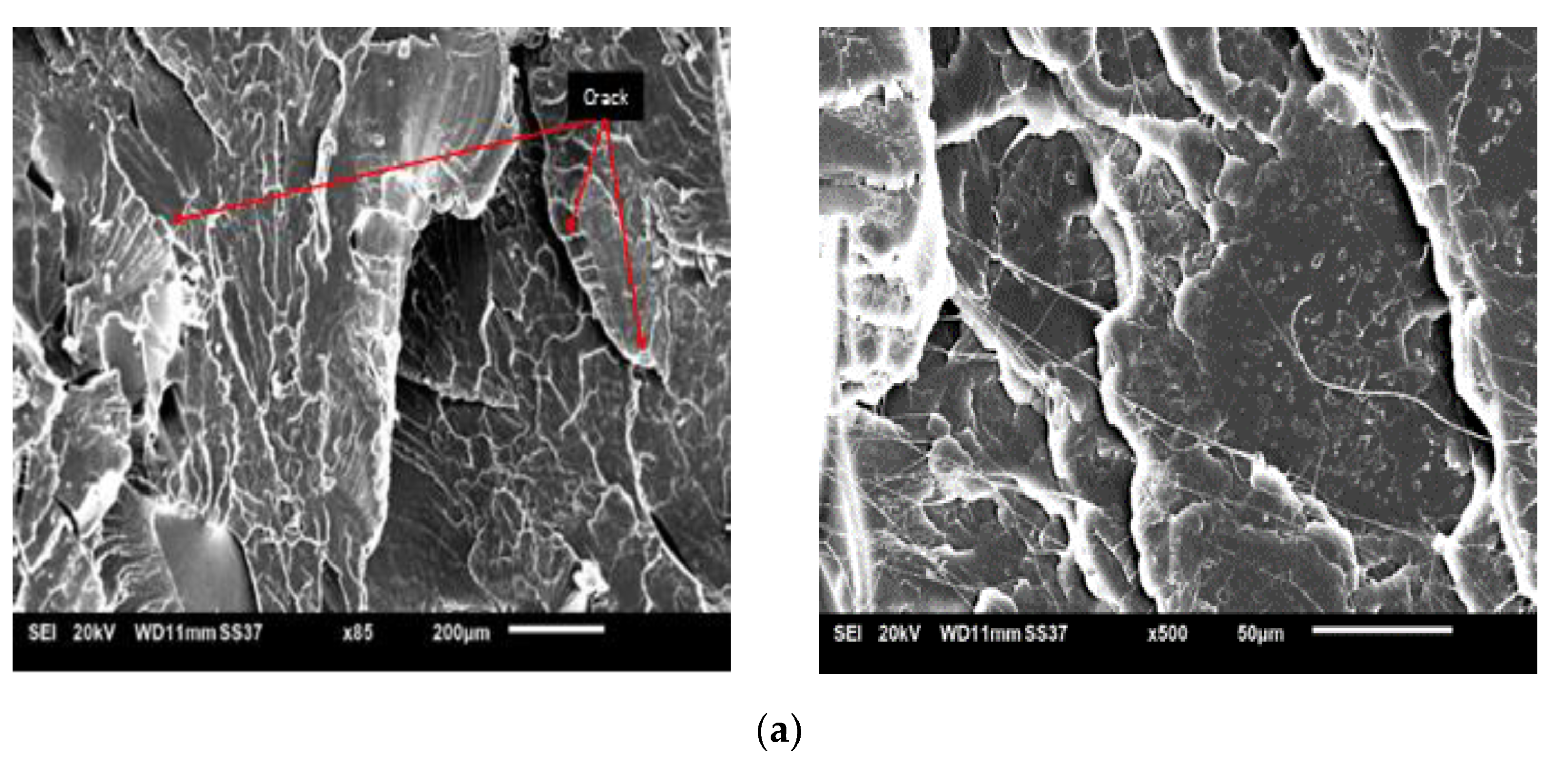
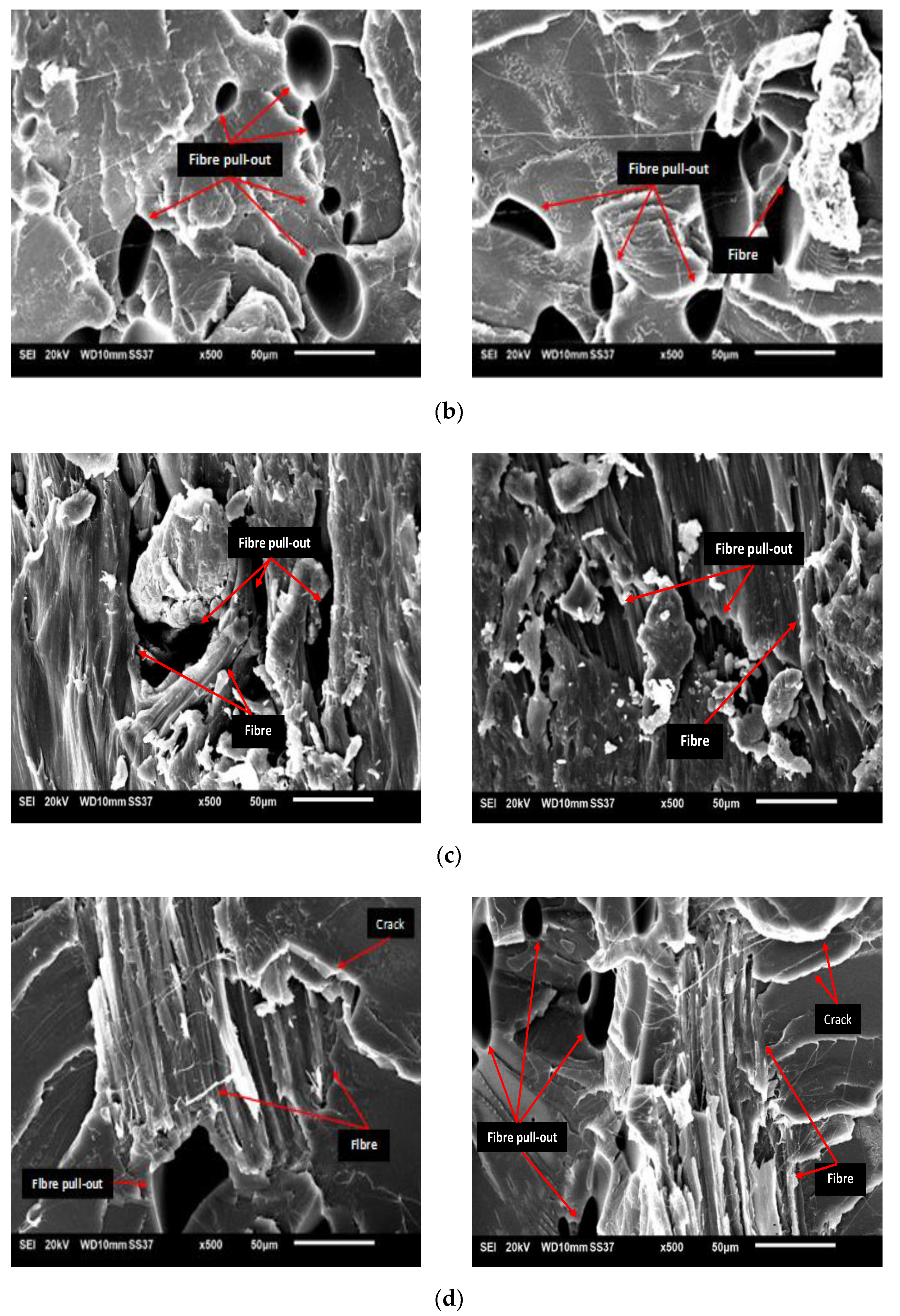
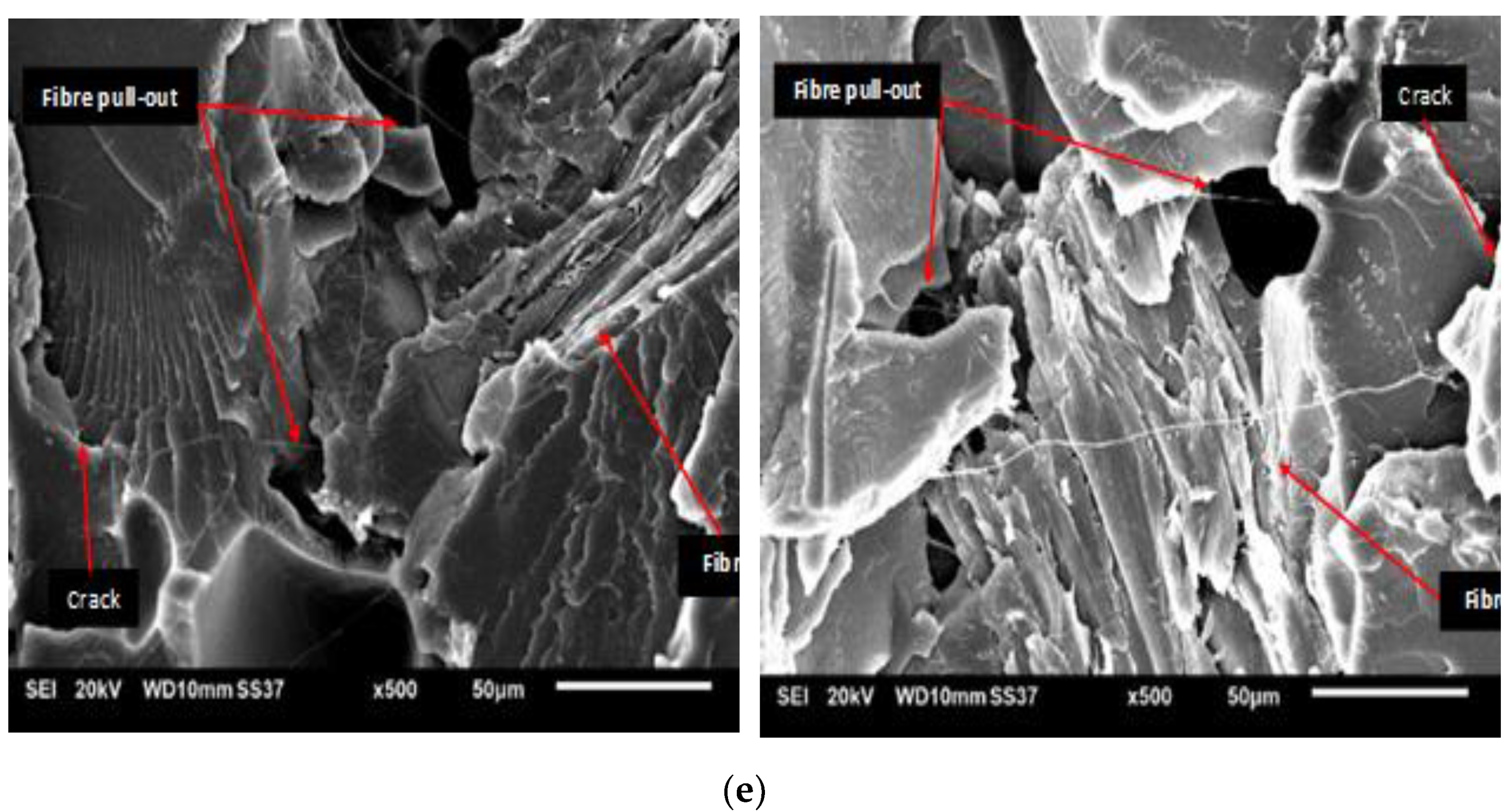
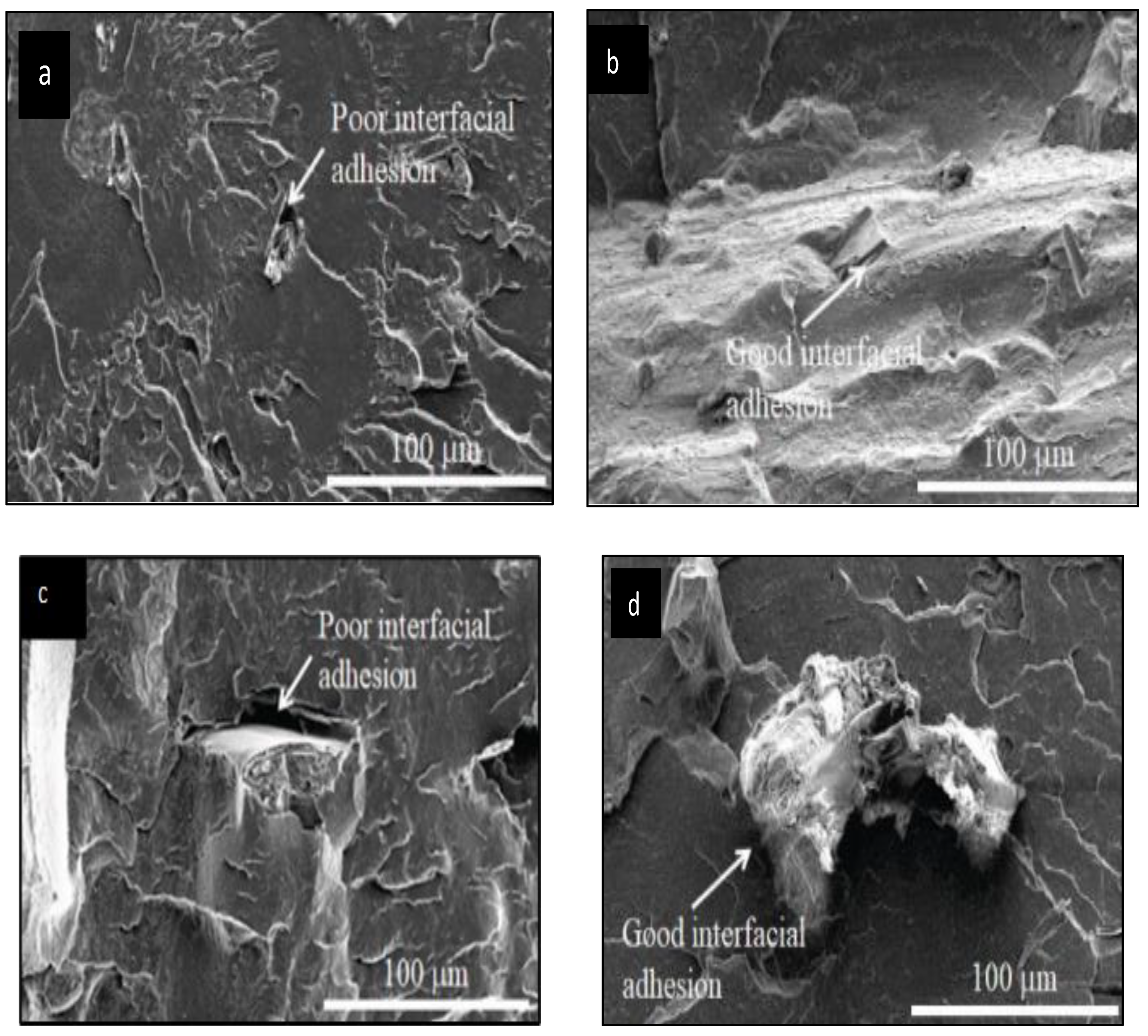
4.5. Morphological Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Lv, X.; Bao, J.; Xie, J.; Tang, X.; Che, J.; Ma, Y.; Tong, J. Characterization of silane treated and untreated natural cellulosic fibre from corn stalk waste as potential reinforcement in polymer composites. Carbohydr. Polym. 2019, 218, 179–187. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Lee, B.H.; Kim, H.S.; Lee, S.; Kim, H.J.; Dorgan, J.R. Bio-composites of kenaf fibers in polylactide: Role of improved interfacial adhesion in the carding process. Compos. Sci. Technol. 2009, 69, 2573–2579. [Google Scholar] [CrossRef]
- Van de Weyenberg, I.; Ivens, J.; De Coster, A.; Kino, B.; Baetens, E.; Verpoest, I. Influence of processing and chemical treatment of flax fibres on their composites. Compos. Sci. Technol. 2003, 63, 1241–1246. [Google Scholar] [CrossRef]
- Liu, Y.; Xie, J.; Wu, N.; Wang, L.; Ma, Y.; Tong, J. Influence of silane treatment on the mechanical, tribological and morphological properties of corn stalk fiber reinforced polymer composites. Tribol. Int. 2019, 131, 398–405. [Google Scholar] [CrossRef]
- Oushabi, A.; Sair, S.; Hassani, F.O.; Abboud, Y.; Tanane, O.; el Bouari, A. The effect of alkali treatment on mechanical, morphological and thermal properties of date palm fibers (DPFs): Study of the interface of DPF–Polyurethane composite. S. Afr. J. Chem. Eng. 2017, 23, 116–123. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of Alkali and Silane Treatments on Mechanical and Fibre-matrix Bond Strength of Kenaf and Pineapple Leaf Fibres. J. Bionic Eng. 2016, 13, 426–435. [Google Scholar] [CrossRef]
- Sreenivasan, D.P.; Sujith, A.; Rajesh, C. Cure characteristics and mechanical properties of biocomposites of natural rubber reinforced with chicken feather fibre: Effect of fibre loading, alkali treatment, bonding and vulcanizing systems. Mater. Today Commun. 2019, 20, 100555. [Google Scholar] [CrossRef]
- Sreenivasan, V.S.; Ravindran, D.; Manikandan, V.; Narayanasamy, R. Influence of fibre treatments on mechanical properties of short Sansevieria cylindrica/polyester composites. J. Mater. 2012, 37, 111–121. [Google Scholar] [CrossRef]
- Edeerozey, A.M.; Akil, H.M.; Azhar, A.; Ariffin, M.Z. Chemical modification of kenaf fibers. Mater. Lett. 2007, 61, 2023–2025. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Ariffin, H.; Sapuan, S.M.; Asim, M.; Saba, N. Natural fiber reinforced polylactic acid composites: A review. Polym. Compos. 2019, 40, 446–463. [Google Scholar] [CrossRef]
- Mahjoub, R.; Yatim, J.M.; Sam, A.R.M.; Hashemi, S.H. Tensile properties of kenaf fiber due to various conditions of chemical fiber surface modifications. Constr. Build. Mater. 2014, 55, 103–113. [Google Scholar] [CrossRef]
- Akil, H.M.; Omar, M.F.; Mazuki, A.A.M.; Safiee, S.; Ishak, Z.; Abu Bakar, A. Kenaf fiber reinforced composites: A review. Mater. Des. 2011, 32, 4107–4121. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.; Jawaid, M. Mechanical properties of kenaf fibre reinforced polymer composite: A review. Constr. Build. Mater. 2015, 76, 87–96. [Google Scholar] [CrossRef]
- Sreenivasan, S.; Sulaiman, S.; Baharudin, B.T.H.T.; Ariffin, M.K.A.; Abdan, K. Recent developments of kenaf fibre reinforced thermoset composites. Review. Mater. Res. Innov. 2013, 17, s2–s11. [Google Scholar] [CrossRef]
- Sgriccia, N.; Hawley, M.; Misra, M. Characterization of natural fiber surfaces and natural fiber composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1632–1637. [Google Scholar] [CrossRef]
- Khan, A.; Vijay, R.; Singaravelu, D.L.; Arpitha, G.R.; Sanjay, M.R.; Siengchin, S.; Jawaid, M.; Alamry, K.; Asiri, A.M. Extraction and characterization of vetiver grass (Chrysopogon zizanioides) and kenaf fiber (Hibiscus cannabinus) as reinforcement materials for epoxy based composite structures. J. Mater. Res. Technol. 2020, 9, 773–778. [Google Scholar] [CrossRef]
- Xing, X.; Liu, T.; Pei, J.; Huang, J.; Li, R.; Zhang, J.; Tian, Y. Effect of fiber length and surface treatment on the performance of fiber-modified binder. Constr. Build. Mater. 2020, 248, 118702. [Google Scholar] [CrossRef]
- Herrera-Franco, P.J.; Valadez-González, A. A study of the mechanical properties of short natural-fiber reinforced composites. Compos. Part B Eng. 2005, 36, 597–608. [Google Scholar] [CrossRef]
- Shirazi, M.G.; Rashid, A.S.A.; Bin Nazir, R.; Rashid, A.H.A.; Kassim, A.; Horpibulsuk, S. Investigation of tensile strength on alkaline treated and untreated kenaf geotextile under dry and wet conditions. Geotext. Geomembr. 2019, 47, 522–529. [Google Scholar] [CrossRef]
- Asumani, O.; Reid, R.G.; Paskaramoorthy, R. The effects of alkali–silane treatment on the tensile and flexural properties of short fibre non-woven kenaf reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1431–1440. [Google Scholar] [CrossRef]
- Huda, M.S.; Drzal, L.T.; Mohanty, A.K.; Misra, M. Effect of fiber surface-treatments on the properties of laminated bio-composites from poly(lactic acid) (PLA) and kenaf fibers. Compos. Sci. Technol. 2008, 68, 424–432. [Google Scholar] [CrossRef]
- Reich, S.; Elsabbagh, A.; Steuernagel, L. Improvement of Fibre-Matrix-Adhesion of Natural Fibres by Chemical Treatment. Macromol. Symp. 2008, 262, 170–181. [Google Scholar] [CrossRef]
- Manral, A.; Bajpai, P.K. Analysis of properties on chemical treatment of kenaf fibers. Mater. Today Proc. 2020, 40, S35–S38. [Google Scholar] [CrossRef]
- Mazzanti, V.; de Luna, M.S.; Pariante, R.; Mollica, F.; Filippone, G. Natural fiber-induced degradation in PLA-hemp biocomposites in the molten state. Compos. Part A Appl. Sci. Manuf. 2020, 137, 105990. [Google Scholar] [CrossRef]
- Ghaffar, S.H.; Madyan, O.A.; Fan, M.; Corker, J. The Influence of Additives on the Interfacial Bonding Mechanisms between Natural Fibre and Biopolymer Composites. Macromol. Res. 2018, 26, 851–863. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.; Fernyhough, A. Effect of various chemical treatments on the fibre structure and tensile properties of industrial hemp fibres. Compos. Part A Appl. Sci. Manuf. 2011, 42, 888–895. [Google Scholar] [CrossRef] [Green Version]
- Najeeb, M.; Sultan, M.; Andou, Y.; Shah, A.; Eksiler, K.; Jawaid, M.; Ariffin, A. Characterization of silane treated Malaysian Yankee Pineapple AC6 leaf fiber (PALF) towards industrial applications. J. Mater. Res. Technol. 2020, 9, 3128–3139. [Google Scholar] [CrossRef]
- Liu, Y.; Guo, L.; Wang, W.; Sun, Y.; Wang, H. Modifying wood veneer with silane coupling agent for decorating wood fiber/high-density polyethylene composite. Constr. Build. Mater. 2019, 224, 691–699. [Google Scholar] [CrossRef]
- Arslan, C.; Dogan, M. The effects of silane coupling agents on the mechanical properties of basalt fiber reinforced poly(butylene terephthalate) composites. Compos. Part B Eng. 2018, 146, 145–154. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K.; Zhang, Y. Fused Deposition Modelling of Natural Fibre/Polylactic Acid Composites. J. Compos. Sci. 2017, 1, 8. [Google Scholar] [CrossRef] [Green Version]
- Petchwattana, N.; Channuan, W.; Naknaen, P.; Narupai, B. 3D Printing Filaments Prepared from Modified Poly(Lactic Acid)/Teak Wood Flour Composites: An Investigation on the Particle Size Effects and Silane Coupling Agent Compatibilisation. J. Phys. Sci. 2019, 30, 169–188. [Google Scholar] [CrossRef]
- Coppola, B.; Garofalo, E.; Di Maio, L.; Scarfato, P.; Incarnato, L. Investigation on the use of PLA/hemp composites for the Fused Deposition Modelling (FDM) 3D printing. AIP Conf. Proc. 2018, 1981, 020086. [Google Scholar]
- Rahim, T.N.A.T.; Abdullah, A.M.; Akil, H.M. Recent Developments in Fused Deposition Modeling-Based 3D Printing of Polymers and Their Composites. Polym. Rev. 2019, 59, 589–624. [Google Scholar] [CrossRef]
- El-Shekeil, Y.A.; Sapuan, S.M.; Abdan, K.; Zainudin, E.S. Influence of fiber content on the mechanical and thermal properties of Kenaf fiber reinforced thermoplastic polyurethane composites. Compos. Part B Eng. 2012, 43, 245–254. [Google Scholar] [CrossRef]
- Maslinda, A.B.; Majid, M.S.A.; Ridzuan, M.J.M.; Afendi, M.; Gibson, A.G. Effect of water absorption on the mechanical properties of hybrid interwoven cellulosic-cellulosic fibre reinforced epoxy composites. Compos. Struct. 2017, 167, 227–237. [Google Scholar] [CrossRef]
- Singh, J.I.P.; Dhawan, V.; Singh, S.; Jangid, K. Study of Effect of Surface Treatment on Mechanical Properties of Natural Fiber Reinforced Composites. Mater. Today Proc. 2017, 4, 2793–2799. [Google Scholar] [CrossRef]
- Razali, N.; Sapuan, S.M.; Razali, N. Mechanical Properties and Morphological Analysis of Roselle/Sugar Palm Fiber Reinforced Vinyl Ester Hybrid Composites; Elsevier Ltd.: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Sood, M.; Dwivedi, G. Effect of fiber treatment on flexural properties of natural fiber reinforced composites: A review. Egypt. J. Pet. 2018, 27, 775–783. [Google Scholar] [CrossRef]
- Krishna, K.V.; Kanny, K. The effect of treatment on kenaf fiber using green approach and their reinforced epoxy composites. Compos. Part B Eng. 2016, 104, 111–117. [Google Scholar] [CrossRef]
- Thomason, J.L.; Rudeiros-Fernández, J.L. Thermal degradation behaviour of natural fibres at thermoplastic composite processing temperatures. Polym. Degrad. Stab. 2021, 188, 109594. [Google Scholar] [CrossRef]
- Kumar, N.; Grewal, J.S.; Singh, T.; Kumar, N. Mechanical and thermal properties of chemically treated Kenaf natural fiber reinforced polymer composites. Mater. Today Proc. 2021, in presss. [Google Scholar] [CrossRef]
- Nadlene, R.; Sapuan, S.; Jawaid, M.; Ishak, M.; Yusriah, L. The effects of chemical treatment on the structural and thermal, physical, and mechanical and morphological properties of roselle fiber-reinforced vinyl ester composites. Polym. Compos. 2016, 39, 274–287. [Google Scholar] [CrossRef]
- Cobos, C.M.; Salesiana, U.P.; de València, U.P.; Garz, L. Study of thermal and rheological properties of PLA loaded with carbon and halloysite nanotubes for additive manufacturing. Rapid Prototyp. J. 2019, 25, 738–743. [Google Scholar] [CrossRef]
- Perez, A.R.T.; Roberson, D.A.; Wicker, R.B. Fracture Surface Analysis of 3D-Printed Tensile Specimens of Novel ABS-Based Materials. J. Fail. Anal. Prev. 2014, 14, 343–353. [Google Scholar] [CrossRef]
- Ilyas, R.; Sapuan, S.; Harussani, M.; Hakimi, M.; Haziq, M.; Atikah, M.; Asyraf, M.; Ishak, M.; Razman, M.; Nurazzi, N.; et al. Polylactic Acid (PLA) Biocomposite: Processing, Additive Manufacturing and Advanced Applications. Polymers 2021, 13, 1326. [Google Scholar] [CrossRef] [PubMed]
- Aisyah, H.A.; Paridah, M.T.; Sapuan, S.M.; Ilyas, R.A.; Khalina, A.; Nurazzi, N.M.; Lee, S.H.; Lee, C.H. A Comprehensive Review on Advanced Sustainable Woven Natural Fibre Polymer Composites. Polymers 2021, 13, 471. [Google Scholar] [CrossRef] [PubMed]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre | Tensile Strength (MPa) | Young’s Modulus (GPa) | Elongation (%) | Density (g/cm3) |
|---|---|---|---|---|
| Cotton | 287–800 | 5.5–12.6 | 3.0–10.0 | 1.5–1.6 |
| Jute | 393–800 | 10.0–30.0 | 1.16–1.8 | 1.3–1.6 |
| Flax | 345–1500 | 27.6 | 1.2–3.2 | 1.4–1.5 |
| Hemp | 550–900 | 70.0 | 1.6–4.0 | 1.47–1.48 |
| Sisal | 400–700 | 9.0–38.0 | 2.0–14 | 1.33–1.5 |
| E-glass | 2000–3500 | 70.0–73.0 | 2.5–3.4 | 2.50–2.55 |
| Carbon (standard) | 3400–4800 | 230–425 | 1.4–1.8 | 1.4–1.78 |
| Kenaf | 930 | 53.0 | 1.6 | 1.2–1.45 |
| PALF | 170–1627 | 60.0–82.5 | 1.6–2.4 | 1.56 |
| Parameter | Explanation |
|---|---|
| PLA | Neat polymer |
| Untreated | Untreated kenaf fibre composites |
| 0.5% silane | 0.5 wt % silane concentration + 6% alkali concentration kenaf fibre composites |
| 1.0% silane | 1.0 wt % silane concentration + 6% alkali concentration kenaf fibre composites |
| 2.0% silane | 2.0 wt % silane concentration + 6% alkali concentration kenaf fibre composites |
| Samples | Weight of Composites (g) | Weight of Fibre (g) 2.5 wt % | Weight of Matrix (g) 97.5 wt % |
|---|---|---|---|
| All samples | 500 | 12.5 | 487.5 |
| Samples | Melting Temperature (°C) | Screw Speed (rpm) |
|---|---|---|
| PLA | 210 | 25 |
| Untreated fibre | 190 | 29 |
| 0.5% silane | 204 | 25 |
| 1.0% silane | 204 | 25 |
| 2.0% silane | 204 | 25 |
| Untreated | 6% NaOH | 0.5% Silane | 1.0% Silane | 2.0% Silane | |
|---|---|---|---|---|---|
| Lignin | 1035 | 1030 | 1029 | 1030 | 1029 |
| Hemicellulose CH | 2924 (2936–2916) | 2899 | 2899 | 2902 | 2902 |
| Cellulose CH2 | 3308 | 3334 | 3333 | 3334 | 3335 |
| Absorption of H2O | 1597 | 1499 | 1420 | 1421 | 1421 |
| Hydroxyl Group -OH | 3400–3200 | 3400–3200 | 3400–3200 | 3400–3200 | 3400–3200 |
| Si-C Stretching Bond Silane | 8958 | 826.3 | 813.8 | 900–700 (no peak) | 900–700 (no peak) |
| Stretching N-H Vibration | 3328–3250 (SYM_STR) | 3400–3332 (SYM_STR) | - | - | - |
| Ester Carbonyl Group C=O | 1727 | 1592 | 1593 | 1593 | 1593 |
| Thermal Properties | |||
|---|---|---|---|
| Parameter | Tg (°C) | Tcc (°C) | Tm (°C) |
| PLA | 58.69 | 120.12 | 151.23 |
| Untreated kenaf/PLA | 58.06 | 115.36 | 149.61 |
| 0.5% silane kenaf/PLA | 61.89 | 118.67 | 152.35 |
| 1.0% silane kenaf/PLA | 59.32 | 118.29 | 152.87 |
| 2.0% silane kenaf/PLA | 57.04 | 116.88 | 150.94 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jamadi, A.H.; Razali, N.; Petrů, M.; Taha, M.M.; Muhammad, N.; Ilyas, R.A. Effect of Chemically Treated Kenaf Fibre on Mechanical and Thermal Properties of PLA Composites Prepared through Fused Deposition Modeling (FDM). Polymers 2021, 13, 3299. https://doi.org/10.3390/polym13193299
Jamadi AH, Razali N, Petrů M, Taha MM, Muhammad N, Ilyas RA. Effect of Chemically Treated Kenaf Fibre on Mechanical and Thermal Properties of PLA Composites Prepared through Fused Deposition Modeling (FDM). Polymers. 2021; 13(19):3299. https://doi.org/10.3390/polym13193299
Chicago/Turabian StyleJamadi, Aida Haryati, Nadlene Razali, Michal Petrů, Mastura Mohammad Taha, Noryani Muhammad, and Rushdan Ahmad Ilyas. 2021. "Effect of Chemically Treated Kenaf Fibre on Mechanical and Thermal Properties of PLA Composites Prepared through Fused Deposition Modeling (FDM)" Polymers 13, no. 19: 3299. https://doi.org/10.3390/polym13193299