
Development of a Scalable Process of Film-Coated bi-Layer Tablet Containing Sustained-Release Metoprolol Succinate and Immediate-Release Amlodipine Besylate


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composition of Tablet in the Batch Size of 10,000 Tablets
2.3. Preparation Processes of Sustained-Release Metoprolol Succinate Layer and Immediate-Release Amlodipine Besylate Layer
2.4. Optimization of the Mixing Time and the Drying Time
2.5. Evaluation of Physical Properties of Granules
2.6. Process of bi-Layer Tablet Compression and Film Coating
2.6.1. Process of bi-Layer Tablet Compression
2.6.2. Process of bi-Layer Tablet Film Coating
2.7. Pharmaceutical Quality Evaluation of Film Coated bi-Layer Tablet
- Appearance
- Weight variation
- Content uniformity
- Hardness and friability
- In vitro dissolution study
- Drug content
3. Results and Discussion
3.1. Determination of the Mixing Time and the Drying Time of Granules
3.2. Evaluation of Physical Properties of Granules
3.3. Process of Tablet Compression
3.4. Pharmaceutical Quality Evaluation of Film Coated bi-Layer Tablet
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mills, K.T.; Bundy, J.D.; Kelly, T.N.; Reed, J.E.; Kearney, P.M.; Reynolds, K.; Chen, J.; He, J. Global Disparities of Hypertension Prevalence and Control: A Systematic Analysis of Population-Based Studies From 90 Countries. Circulation 2016, 134, 441–450. [Google Scholar] [CrossRef] [PubMed]
- Dzau, V.J.; Balatbat, C.A. Future of Hypertension. Hypertension 2019, 74, 450–457. [Google Scholar] [CrossRef]
- Farooq, U.; Ray, S.G. 2014 Guideline for the Management of High Blood Pressure (Eighth Joint National Committee): Take-Home Messages. Med. Clin. N. Am. 2015, 99, 733–738. [Google Scholar] [CrossRef]
- Williams, B.; Mancia, G.; Spiering, W.; Agabiti Rosei, E.; Azizi, M.; Burnier, M.; Clement, D.L.; Coca, A.; de Simone, G.; Dominiczak, A.; et al. 2018 ESC/ESH Guidelines for the Management of Arterial Hypertension. Eur. Heart J. 2018, 39, 3021–3104. [Google Scholar] [CrossRef]
- Mancia, G.; Rea, F.; Corrao, G.; Grassi, G. Two-Drug Combinations as First-Step Antihypertensive Treatment. Circ. Res. 2019, 124, 1113–1123. [Google Scholar] [CrossRef]
- Atram, S.C.; Udavant, Y.K.; Salunke, R.J.; Neb, G.B.; Shahi, S.R.; Gulecha, B.S.; Padalkar, A.N. Formulation of Bilayer Tablet Containing Metoprolol Succinate and Amlodipine Besylate as a Model Drug for Antihypertensive Therapy. J. Pharm. Res. 2009, 2, 1335–1347. [Google Scholar]
- Vietnam Ministry of Health. Vietnam National Pharmacopoeia; Medical Publishing House: Hanoi, Vietnam, 2018. [Google Scholar]
- Ferreira, G.N.; Silva, M.G.R.; Fraga, A.G.M.; da Silva, L.C.R.P.; Lira, L.M.; Rodrigues, C.R.; Castro, H.C.; de Sousa, V.P.; Cabral, L.M. Preparation and Scale up of Extended-Release Tablets of Bromopride. Braz. J. Pharm. Sci. 2014, 50, 291–300. [Google Scholar] [CrossRef] [Green Version]
- Yeom, S.B.; Choi, D.H. Scale-Up Strategy in Quality by Design Approach for Pharmaceutical Blending Process with Discrete Element Method Simulation. Pharmaceutics 2019, 11, 264. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tuyen, N.T.L.; Duong, D.Q.; Thuy, L.T.C.; Tuan, N.D.; Nghiem, L.Q. Formulation and Evaluation of in Vitro Bioequivalence of Film Coated Tablet Containing Sustained Release Metoprolol 50 Mg and Immediate Release Amlodipine 5 Mg with Selomax® 50/5 Reference Tablet. J. Pharmacol. 2016, 6, 42–47. [Google Scholar]
- Won, D.H.; Park, H.; Ha, E.-S.; Kim, H.-H.; Jang, S.W.; Kim, M.-S. Optimization of Bilayer Tablet Manufacturing Process for Fixed Dose Combination of Sustained Release High-Dose Drug and Immediate Release Low-Dose Drug Based on Quality by Design (QbD). Int. J. Pharm. 2021, 605, 120838. [Google Scholar] [CrossRef]
- Tuyen, N.T.L.; Tram, N.H.B.; Nghiem, L.Q.; Tuan, N.D. Simultaneous Determination of Metoprolol and Amlodipine in a Multi-Components Pharmaceuticals by HPLC with Photo Diode Array Detector. In Proceedings of the Eighth Indochina Conference on Pharmaceutical Sciences, Ho Chi Minh City, Vietnam, 4 December 2013; pp. 267–271. [Google Scholar]
- Tuyen, N.T.L.; Nghiem, L.Q.; Tuan, N.D. Simultaneous Liquid Chromatography-Tandem Mass Spectrometry Assay of Amlodipine Besylate and Metoprolol Succinate in Human Plasma: Development, Validation, and Application. Syst. Rev. Pharm. 2019, 10, 1–7. [Google Scholar] [CrossRef]
- The United States Pharmacopoeia Convention. USP 43–NF 38; The United States Pharmacopoeia Convention: Rockville, MD, USA, 2019. [Google Scholar]
- Ishikawa, A.; Takasaki, H.; Sakurai, A.; Katayama, T.; Wada, K.; Furuishi, T.; Fukuzawa, K.; Obata, Y.; Yonemochi, E. Manufacturability and Properties of Granules and Tablets Using the Eco-Friendly Granulation Method Green Fluidized Bed Granulation Compared to Direct Compression. Chem. Pharm. Bull. (Tokyo) 2021, 69, 447–455. [Google Scholar] [CrossRef] [PubMed]
- Shah, S.; Shridhar, P.; Gohil, D. Control Chart: A Statistical Process Control Tool in Pharmacy. Asian J. Pharm. 2010, 4, 184. [Google Scholar] [CrossRef]
- Fugen, Z. Application of Shewhart Control Charts in the Inspection of Pharmaceutical Manufacturing Process. Int. J. Pharm. Chem. 2019, 5, 1. [Google Scholar] [CrossRef] [Green Version]
- Singh, B.; Saini, G.; Vyas, M.; Verma, S.; Thakur, S. Optimized Chronomodulated Dual Release Bilayer Tablets of Fexofenadine and Montelukast: Quality by Design, Development, and in Vitro Evaluation. Future J. Pharm. Sci. 2019, 5, 1–20. [Google Scholar] [CrossRef] [Green Version]
- Lee, A.R.; Kwon, S.Y.; Choi, D.H.; Park, E.S. Quality by Design (QbD) Approach to Optimize the Formulation of a Bilayer Combination Tablet (Telmiduo®) Manufactured via High Shear Wet Granulation. Int. J. Pharm. 2017, 534, 144–158. [Google Scholar] [CrossRef]
- Lee, S.-H.; Kim, J.-E. Quality by Design Applied Development of Immediate-Release Rabeprazole Sodium Dry-Coated Tablet. Pharmaceutics 2021, 13, 259. [Google Scholar] [CrossRef] [PubMed]
- Alyami, H.; Dahmash, E.; Bowen, J.; Mohammed, A.R. An Investigation into the Effects of Excipient Particle Size, Blending Techniques and Processing Parameters on the Homogeneity and Content Uniformity of a Blend Containing Low-Dose Model Drug. PLoS ONE 2017, 12, e0178772. [Google Scholar] [CrossRef]
- Kotamarthy, L.; Metta, N.; Ramachandran, R. Understanding the Effect of Granulation and Milling Process Parameters on the Quality Attributes of Milled Granules. Processes 2020, 8, 683. [Google Scholar] [CrossRef]
- Raval, N.; Tambe, V.; Maheshwari, R.; Deb, P.K.; Tekade, R.K. Scale-Up Studies in Pharmaceutical Products Development. In Dosage Form Design Considerations; Elsevier: Amsterdam, The Netherlands, 2018; pp. 669–700. ISBN 978-0-12-814423-7. [Google Scholar]
- Thapa, P.; Lee, A.R.; Choi, D.H.; Jeong, S.H. Effects of Moisture Content and Compression Pressure of Various Deforming Granules on the Physical Properties of Tablets. Powder Technol. 2017, 310, 92–102. [Google Scholar] [CrossRef]
- Ryakala, H.; Dineshmohan, S.; Ramesh, A.; Gupta, V.R.M. Formulation and In Vitro Evaluation of Bilayer Tablets of Nebivolol Hydrochloride and Nateglinide for the Treatment of Diabetes and Hypertension. J. Drug Deliv. 2015, 2015, 827859. [Google Scholar] [CrossRef] [PubMed]
- Maddiboyina, B.; Hanumanaik, M.; Nakkala, R.K.; Jhawat, V.; Rawat, P.; Alam, A.; Foudah, A.I.; Alrobaian, M.M.; Shukla, R.; Singh, S.; et al. Formulation and Evaluation of Gastro-Retentive Floating Bilayer Tablet for the Treatment of Hypertension. Heliyon 2020, 6, e05459. [Google Scholar] [CrossRef]
- Gangane, P.; Kadam, M.; Mahapatra, D.; Mahajan, N.; Mahajan, U. Design and formulating Gliclazide solid dispersion immediate release layer and metformin sustained release layer in bilayer tablet for the effective postprandial management of diabetes mellitus. Int. J. Pharm. Sci. Res. 2018, 9, 3743–3756. [Google Scholar] [CrossRef]
- Nguyen, N.N.T.; Pham, D.T.; Nguyen, D.T.; Trinh, T.T.L. Bilayer Tablets with Sustained-Release Metformin and Immediate-Release Sitagliptin: Preparation and in Vitro/in Vivo Evaluation. J. Pharm. Investig. 2021, 51, 579–586. [Google Scholar] [CrossRef]
- Kumar, G.; Jaganathan, K.; Kumar, R.; Perumal, P. Formulation and In-Vitro Evaluation of Bilayer Floating Tablets of Metformin Hydrochloride and Sitagliptin Phosphate. Int. J. Pharm. Res. 2013, 5, 53–59. [Google Scholar]
- Momin, M.M.; Kane, S.; Abhang, P. Formulation and Evaluation of Bilayer Tablet for Bimodal Release of Venlafaxine Hydrochloride. Front. Pharmacol. 2015, 6, 144. [Google Scholar] [CrossRef] [PubMed] [Green Version]



{kind=link}
{kind=link}
| Ingredients | Weight per Tablet (mg) | Weight for 10,000 Tablets (g) |
|---|---|---|
| Sustained-releaselayer | ||
| Metoprolol succinate * | 47.500 | 475.00 |
| Starch 1500 | 8.333 | 83.33 |
| Di-tab | 4.167 | 41.67 |
| HPMC K100M | 135.000 | 1350.00 |
| Xanthan gum | 45.000 | 450.00 |
| PVP K30 | 5.000 | 50.00 |
| Aerosil | 2.500 | 25.00 |
| Magnesium stearate | 2.500 | 25.00 |
| 96% Alcohol *** | 850 | |
| Total | 250 | 2500 |
| Immediate-release layer | ||
| Amlodipine besylate ** | 6.935 | 69.35 |
| Tablettose | 126.565 | 1265.65 |
| Sodium croscarmellose | 3.000 | 30.00 |
| Glucidex | 10.500 | 105.00 |
| Aerosil | 1.500 | 15.00 |
| Magnesium stearate | 1.500 | 15.00 |
| Total | 150 | 1500 |
| Components of film coating | ||
| Opadry II 85F19250 Clear | 6.000 | 60.00 |
| 96% Alcohol *** | 450 | |
| Water *** | 240 | |
| Total | 6 | 60 |
| Processing Stage | Metoprolol Succinate Layer | Amlodipine Besylate Layer |
|---|---|---|
| Dry mixing stage | Equipment: high speed mixer (5 kg) | Equipment: cube mixer (5 kg) |
| Impeller speed: 120 rpm Chopper speed: 1400 rpm | Round speed: 25 rpm | |
| Sampling location: 6 different positions | Sampling location: 6 different positions | |
| Volume of samples taken: 2 g/time/position × 3 times | Volume of samples taken: 2 g/time/position × 3 times | |
| Time of sampling: 4, 6, 8 min | Time of sampling: 3, 5, 7 min | |
| Drying stage | Equipment: fluid bed dryer (5 kg) | |
| Sampling at 3 times: 10, 20, 30 min | ||
| Volume of samples taken: 2 g/time/position × 3 times | ||
| Requirements: moisture content of 2–4% | ||
| Dry mixing Completion stage | Equipment: cube mixer (5 kg) | Equipment: cube mixer (5 kg) |
| Round speed: 25 rpm | Round speed: 25 rpm | |
| Sampling location: 6 different positions | Sampling location: 6 different positions | |
| Volume of samples taken: 2 g/time/position × 3 times | Volume of samples taken: 2 g/time/position × 3 times | |
| Time of sampling: 3, 5, 7 min | Time of sampling: 3, 5, 7 min |
| Stage | Time (min) | Metoprolol Succinate Content (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| L1 | L2 | L3 | L4 | L5 | L6 | Mean | CV (%) | ||
| Dry mixing | 4 | 97.06 | 96.52 | 100.49 | 98.23 | 96.49 | 99.72 | 98.09 | 1.59 |
| 6 | 99.55 | 100.04 | 99.83 | 99.28 | 100.78 | 100.37 | 99.98 | 0.50 | |
| 8 | 99.63 | 103.47 | 101.30 | 102.39 | 99.10 | 100.68 | 101.10 | 1.49 | |
| Drying | 10 | 8.66 | 8.52 | 8.40 | - | - | - | 8.53 | 1.24 |
| 20 | 5.09 | 5.18 | 5.12 | - | - | - | 5.13 | 0.73 | |
| 30 | 3.60 | 3.58 | 3.60 | - | - | - | 3.59 | 0.26 | |
| Dry mixing Completion | 3 | 102.69 | 101.32 | 99.00 | 99.03 | 101.13 | 99.66 | 100.47 | 1.47 |
| 5 | 99.98 | 101.49 | 99.74 | 99.70 | 100.70 | 99.08 | 100.12 | 0.85 | |
| 7 | 100.58 | 101.92 | 99.58 | 99.07 | 101.22 | 100.85 | 100.54 | 1.05 | |
| Stage | Batch | Metoprolol Succinate Content (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| L1 | L2 | L3 | L4 | L5 | L6 | Mean | CV (%) | ||
| Dry mixing | 1 | 99.55 | 100.04 | 99.83 | 99.28 | 100.78 | 100.37 | 99.98 | 0.50 |
| 2 | 100.17 | 99.45 | 98.24 | 100.20 | 100.51 | 98.23 | 99.47 | 0.93 | |
| 3 | 99.41 | 99.98 | 100.19 | 101.32 | 99.02 | 100.31 | 100.04 | 0.73 | |
| Drying | 1 | 3.60 | 3.58 | 3.60 | - | - | - | 3.59 | 0.26 |
| 2 | 3.68 | 3.66 | 3.70 | - | - | - | 3.68 | 0.44 | |
| 3 | 3.62 | 3.62 | 3.60 | - | - | - | 3.61 | 0.26 | |
| Dry mixing Completion | 1 | 99.98 | 101.49 | 99.74 | 99.70 | 100.70 | 99.08 | 100.12 | 0.85 |
| 2 | 97.89 | 99.83 | 100.37 | 100.33 | 99.95 | 100.30 | 99.78 | 0.95 | |
| 3 | 101.13 | 100.85 | 101.92 | 101.28 | 100.28 | 99.82 | 100.88 | 0.74 | |
| Stage | Time (min) | Amlodipine Besylate Content (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| L1 | L2 | L3 | L4 | L5 | L6 | Mean | CV (%) | ||
| Dry mixing | 3 | 102.04 | 101.79 | 104.43 | 99.78 | 101.54 | 102.89 | 102.08 | 1.51 |
| 5 | 101.06 | 101.20 | 100.81 | 100.09 | 101.94 | 100.38 | 100.91 | 0.71 | |
| 7 | 103.75 | 102.58 | 100.26 | 101.37 | 102.71 | 102.65 | 102.22 | 1.19 | |
| Dry mixing Completion | 3 | 107.74 | 103.85 | 102.54 | 106.32 | 104.88 | 100.78 | 104.35 | 2.42 |
| 5 | 102.61 | 104.00 | 104.18 | 106.01 | 104.46 | 106.07 | 104.56 | 1.20 | |
| 7 | 104.71 | 105.20 | 106.02 | 101.81 | 100.76 | 103.06 | 103.59 | 1.99 | |
| Stage | Batch | Amlodipine Besylate Content (%) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| L1 | L2 | L3 | L4 | L5 | L6 | Mean | CV (%) | ||
| Dry mixing | 1 | 101.06 | 101.20 | 100.81 | 100.09 | 101.94 | 100.38 | 100.86 | 1.38 |
| 2 | 101.46 | 101.61 | 100.43 | 100.95 | 101.58 | 101.83 | 101.31 | 0.59 | |
| 3 | 102.24 | 101.07 | 101.91 | 101.20 | 100.67 | 102.49 | 101.60 | 1.09 | |
| Dry mixing Completion | 1 | 102.61 | 104.00 | 104.18 | 106.01 | 104.46 | 106.07 | 104.56 | 1.20 |
| 2 | 102.71 | 100.2 | 104.02 | 101.81 | 100.76 | 102.06 | 101.93 | 1.25 | |
| 3 | 99.17 | 100.6 | 98.46 | 102.37 | 101.03 | 101.31 | 100.49 | 1.31 | |
| Active Ingredient | Batch | Moisture Content (%) | Bulk Density (g/mL) | Tapped Density (g/mL) | CI (%) | Hausner’s Ratio | Angle of Repose |
|---|---|---|---|---|---|---|---|
| Metoprolol succinate | 1 | 2.590 ± 0.260 | 0.461 ± 0.005 | 0.500 ± 0.009 | 7.801 ± 0.055 | 1.085 ± 0.041 | 23.38 ± 0.640 |
| 2 | 2.680 ± 0.440 | 0.460 ± 0.002 | 0.499 ± 0.189 | 7.815 ± 0.042 | 1.084 ± 0.027 | 23.39 ± 0.370 | |
| 3 | 2.610 ± 0.260 | 0.459 ± 0.003 | 0.499 ± 0.094 | 8.016 ± 0.078 | 1.087 ± 0.049 | 23.35 ± 0.510 | |
| Amlodipine besylate | 1 | - | 0.754 ± 0.012 | 0.833 ± 0.150 | 9.483 ± 0.026 | 1.105 ± 0.103 | 28.97 ± 0.650 |
| 2 | - | 0.754 ± 0.023 | 0.833 ± 0.113 | 9.484 ± 0.120 | 1.105 ± 0.055 | 28.97 ± 0.470 | |
| 3 | - | 0.755 ± 0.091 | 0.834 ± 0.057 | 9.472 ± 0.108 | 1.105 ± 0.078 | 28.99 ± 0.190 |
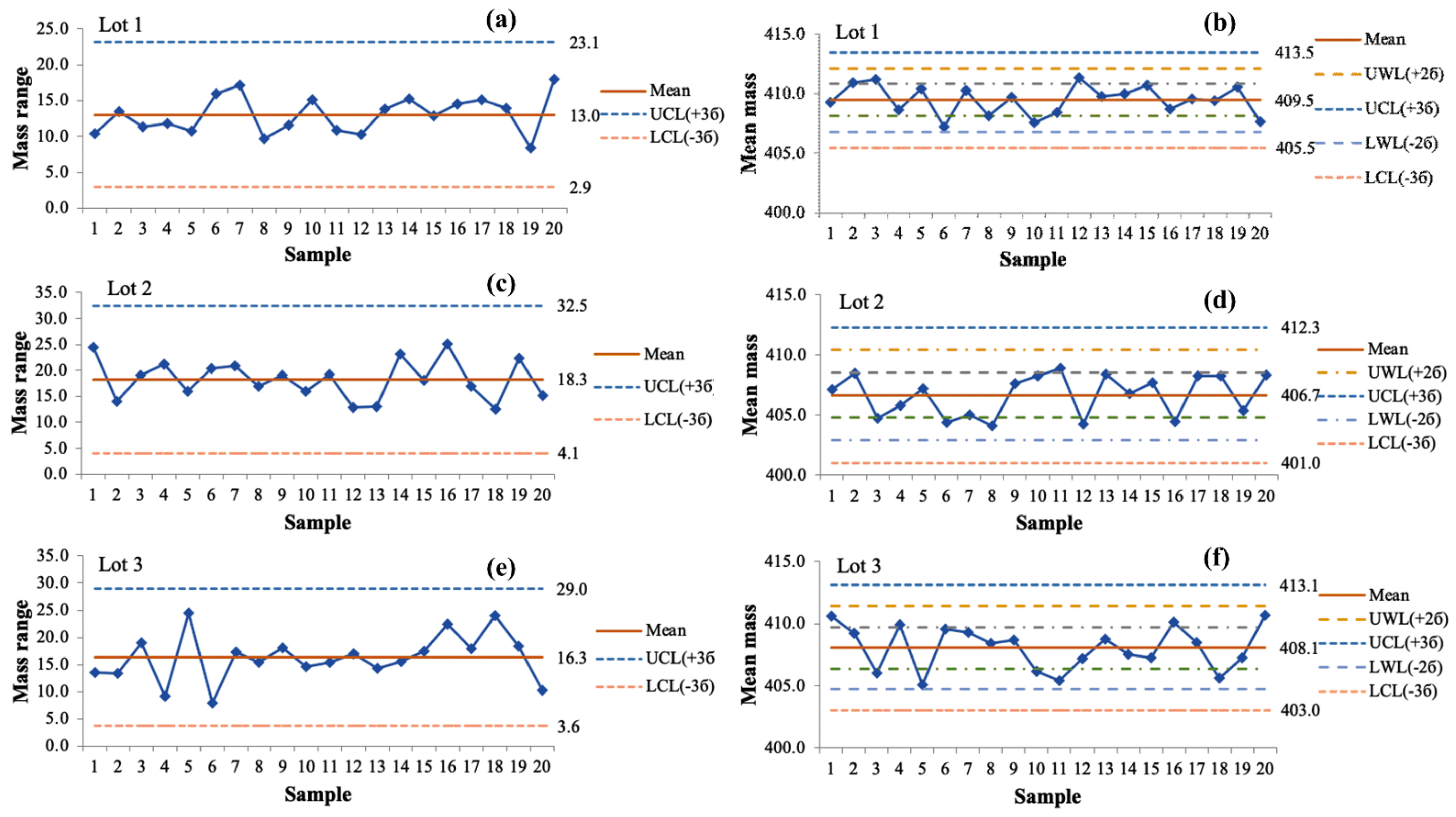
| Rule | Request (Not Allowed) | Results | ||
|---|---|---|---|---|
| Batch 1 | Batch 2 | Batch 3 | ||
| Control limit +3σ | 1 point beyond the control limit +3σ | Reach | Reach | Reach |
| High value zone | 6, 7, 8, 9 consecutive points above | Reach | Reach | Reach |
| Trends up | 6, 7, 8, 9 consecutive points trending up | Reach | Reach | Reach |
| Control limit +3σ | 2 out of 3 points in the zone +A 3 out of 7 points in the zone +A 4 out of 10 points in the zone +A 4 out of 5 points in the zone +B | Reach | Reach | Reach |
| Rule | Request (Not Allowed) | Results | ||
|---|---|---|---|---|
| Batch 1 | Batch 2 | Batch 3 | ||
| Control limit +3σ | 1 point beyond the control limit +3σ | Reach | Reach | Reach |
| Control limit −3σ | 1 point beyond the control limit −3σ | Reach | Reach | Reach |
| High value zone | 6, 7, 8, 9 consecutive points above | Reach | Reach | Reach |
| Low value zone | 6, 7, 8, 9 consecutive points below | Reach | Reach | Reach |
| Trends up | 6, 7, 8, 9 consecutive points trending up | Reach | Reach | Reach |
| Trends down | 6, 7, 8, 9 consecutive points trending down | Reach | Reach | Reach |
| Control limit +3σ | 2 out of 3 points in the zone +A 3 out of 7 points in the zone +A 4 out of 10 points in the zone +A 4 out of 5 points in the zone +A | Reach | Reach | Reach |
| Control limit −3σ | 2 out of 3 points in the zone −A 3 out of 7 points in the zone −A 4 out of 10 points in the zone −A 4 out of 5 points in the zone −B | Reach | Reach | Reach |
| Batch | Appearance | Weight Variation (mg) (n = 20) | Content Uniformity (mg) (n = 10) | Hardness (kp) (n = 10) | Friability (%) (n = 17) | Drug Content (%) | |
|---|---|---|---|---|---|---|---|
| Metoprolol Succinate (n = 20) | Amlodipine Besylate (n = 20) | ||||||
| 1 | White coloured, oval shaped, biconvex tablets with smooth surface | 408.82 ± 0.57 | 4.72 ± 3.56 | 10.48 ± 0.57 | 0.14 ± 0.03 | 94.52 ± 0.86 | 96.50 ± 1.12 |
| 2 | 411.72 ± 0.84 | 4.87 ± 2.43 | 10.44 ± 0.15 | 0.13 ± 0.06 | 93.96 ± 0.61 | 95.12 ± 1.10 | |
| 3 | 411.32 ± 0.95 | 4.88 ± 2.42 | 10.36 ± 0.68 | 0.14 ± 0.25 | 93.56 ± 1.41 | 96.76 ± 0.95 | |
| Batch | Active Ingredient | Cumulative Drug Release Percentage (%) | ||||
|---|---|---|---|---|---|---|
| 30 min | 1 h | 4 h | 8 h | 20 h | ||
| 1 | Metoprolol succinate | - | 13.99 ± 2.99 | 35.22 ± 2.83 | 52.28 ± 3.03 | 87.25 ± 2.16 |
| Amlodipine besylate | 98.66 ± 2.61 | - | - | - | - | |
| 2 | Metoprolol succinate | - | 14.01 ± 1.15 | 35.93 ± 0.94 | 52.12 ± 1.71 | 86.21 ± 0.96 |
| Amlodipine besylate | 96.23 ± 1.03 | - | - | - | - | |
| 3 | Metoprolol succinate | - | 12.69 ± 1.68 | 34.07 ± 1.10 | 51.50 ± 1.08 | 86.55 ± 0.81 |
| Amlodipine besylate | 94.39 ± 1.98 | - | - | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuyen, N.T.L.; Nghiem, L.Q.; Tuan, N.D.; Le, P.H. Development of a Scalable Process of Film-Coated bi-Layer Tablet Containing Sustained-Release Metoprolol Succinate and Immediate-Release Amlodipine Besylate. Pharmaceutics 2021, 13, 1797. https://doi.org/10.3390/pharmaceutics13111797
Tuyen NTL, Nghiem LQ, Tuan ND, Le PH. Development of a Scalable Process of Film-Coated bi-Layer Tablet Containing Sustained-Release Metoprolol Succinate and Immediate-Release Amlodipine Besylate. Pharmaceutics. 2021; 13(11):1797. https://doi.org/10.3390/pharmaceutics13111797
Chicago/Turabian StyleTuyen, Nguyen Thi Linh, Le Quan Nghiem, Nguyen Duc Tuan, and Phuoc Huu Le. 2021. "Development of a Scalable Process of Film-Coated bi-Layer Tablet Containing Sustained-Release Metoprolol Succinate and Immediate-Release Amlodipine Besylate" Pharmaceutics 13, no. 11: 1797. https://doi.org/10.3390/pharmaceutics13111797