
Modelling of the Solidifying Microstructure of Inconel 718: Quasi-Binary Approximation
 , , , , , ,
, , , , , ,
Abstract
:1. Introduction
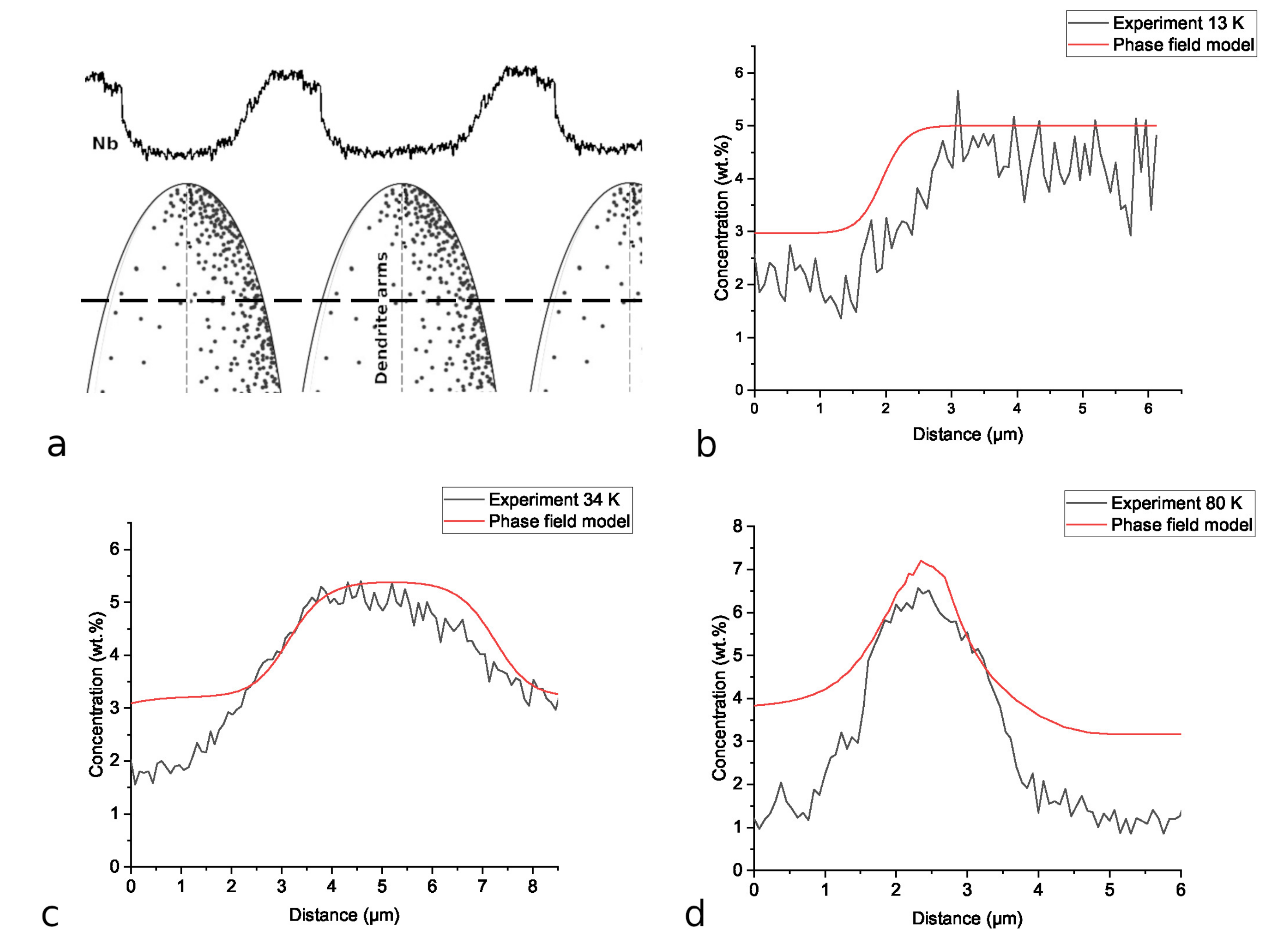
- Concentration profiles through dendrite arms spacing;
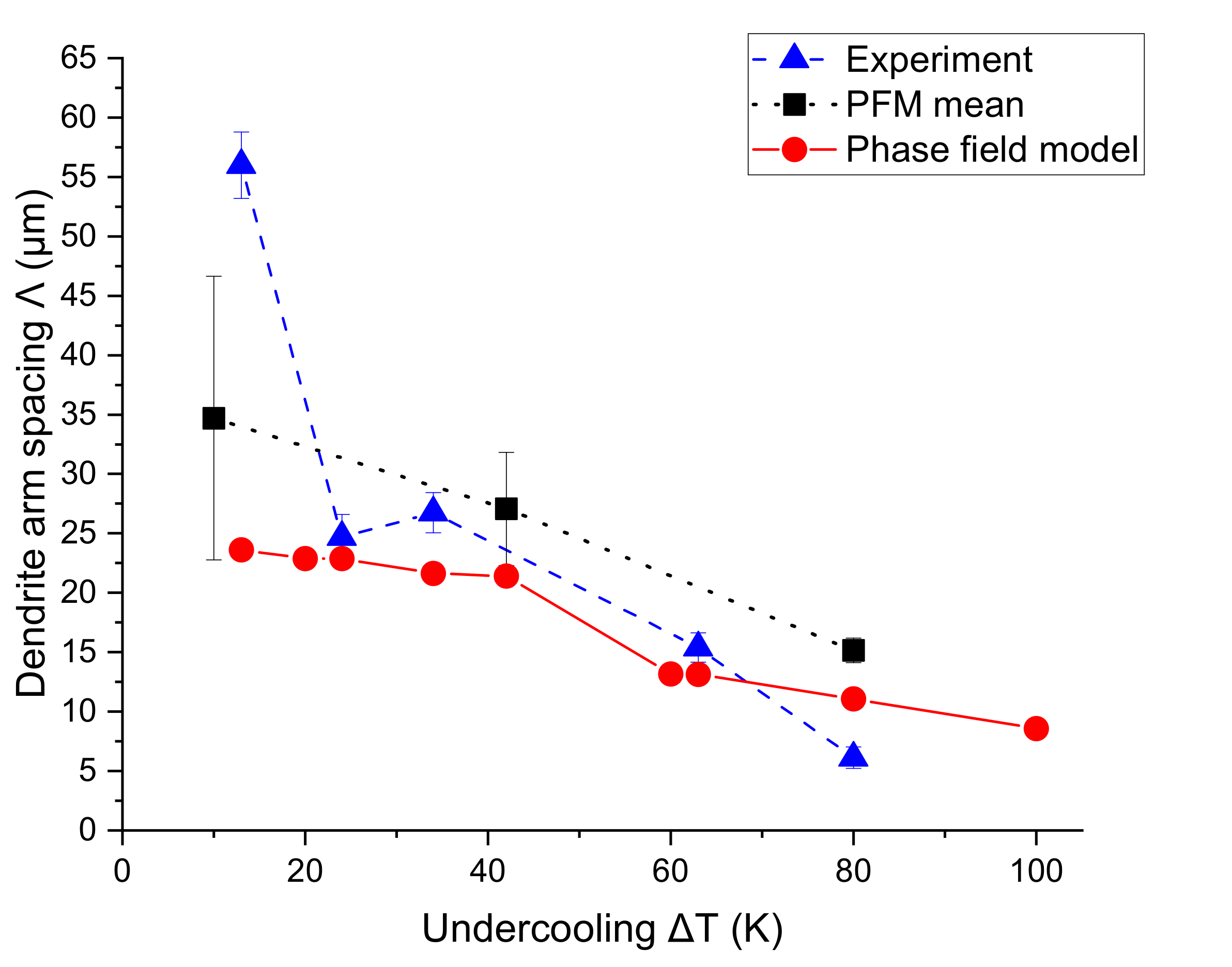
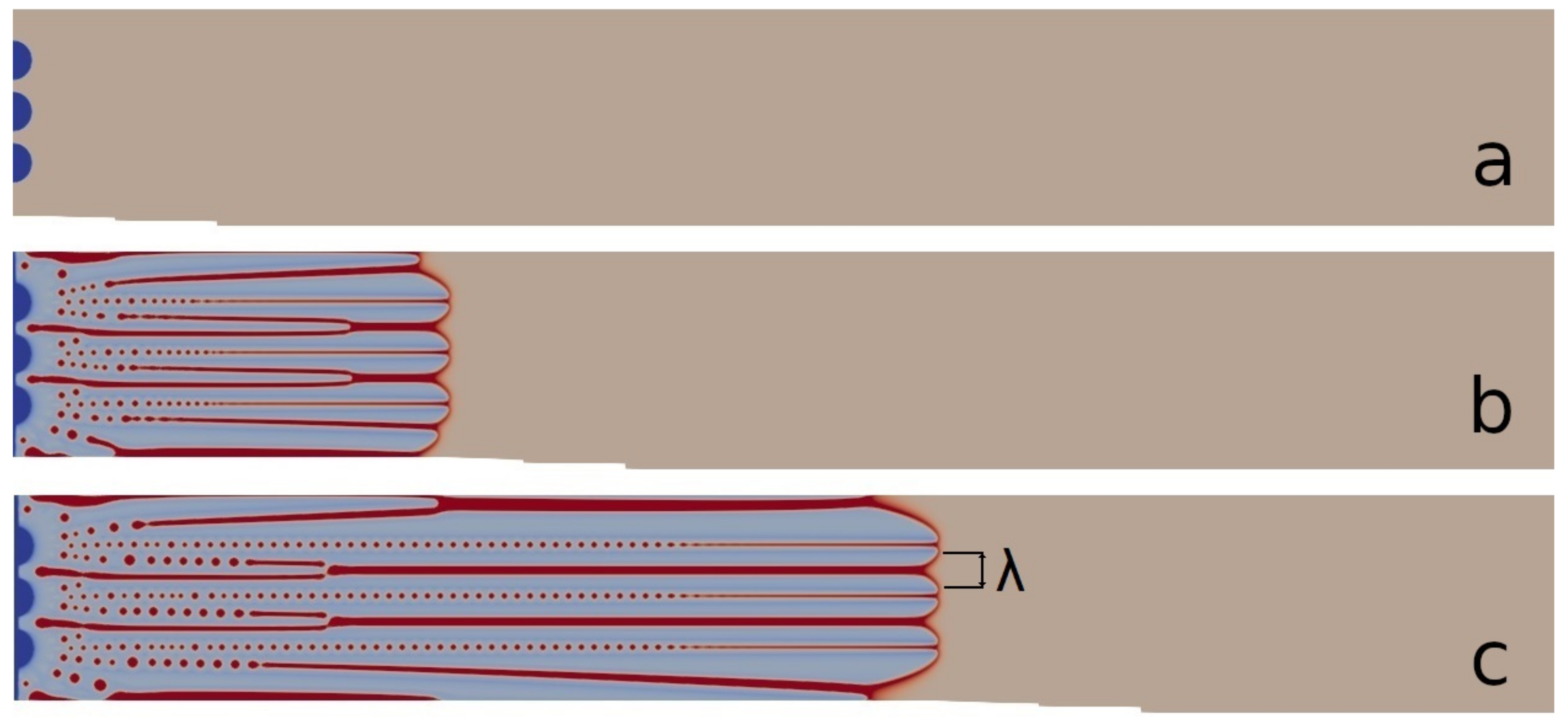
- Dendrite arms spacing in the dendritic structure;
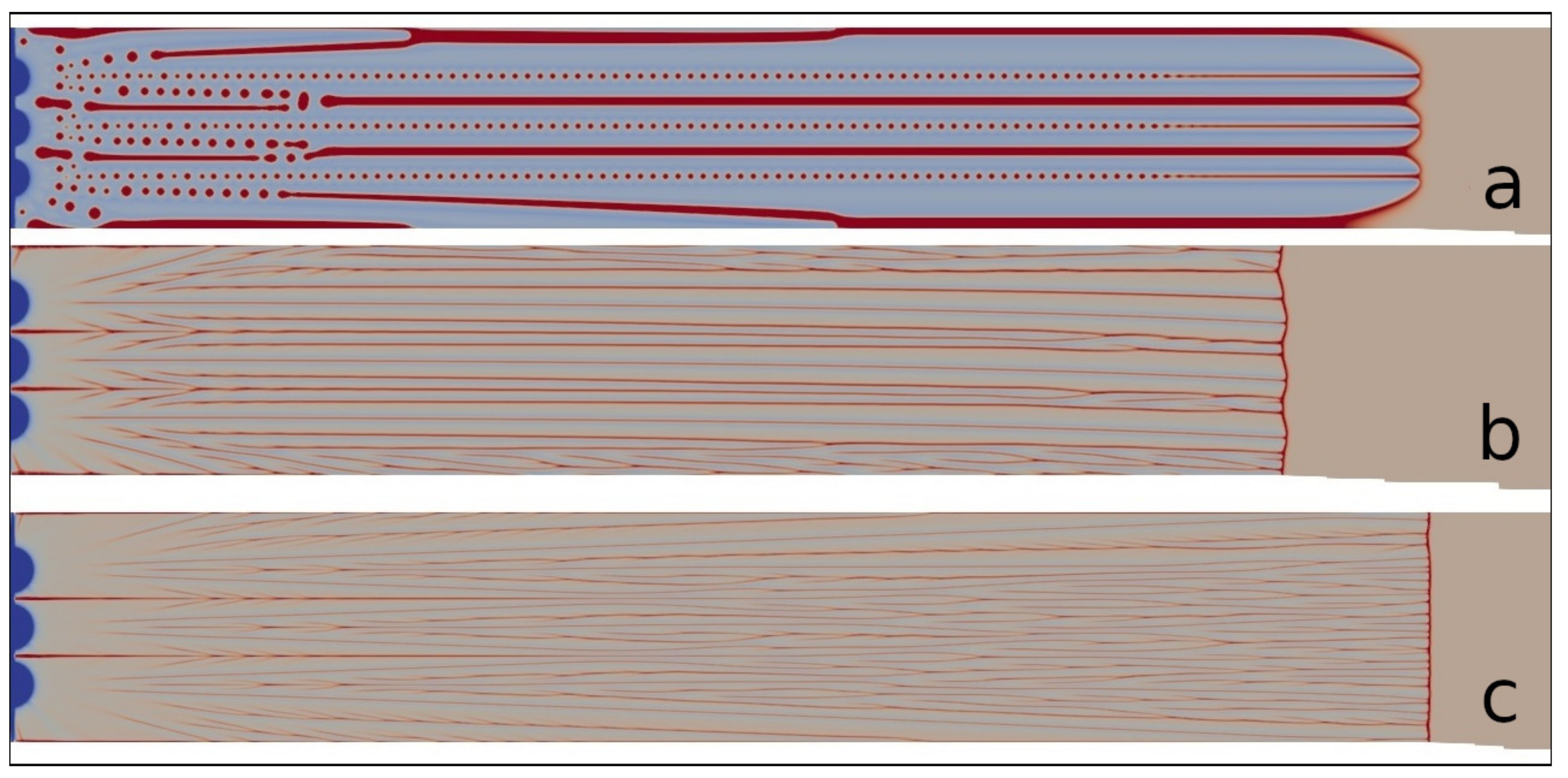
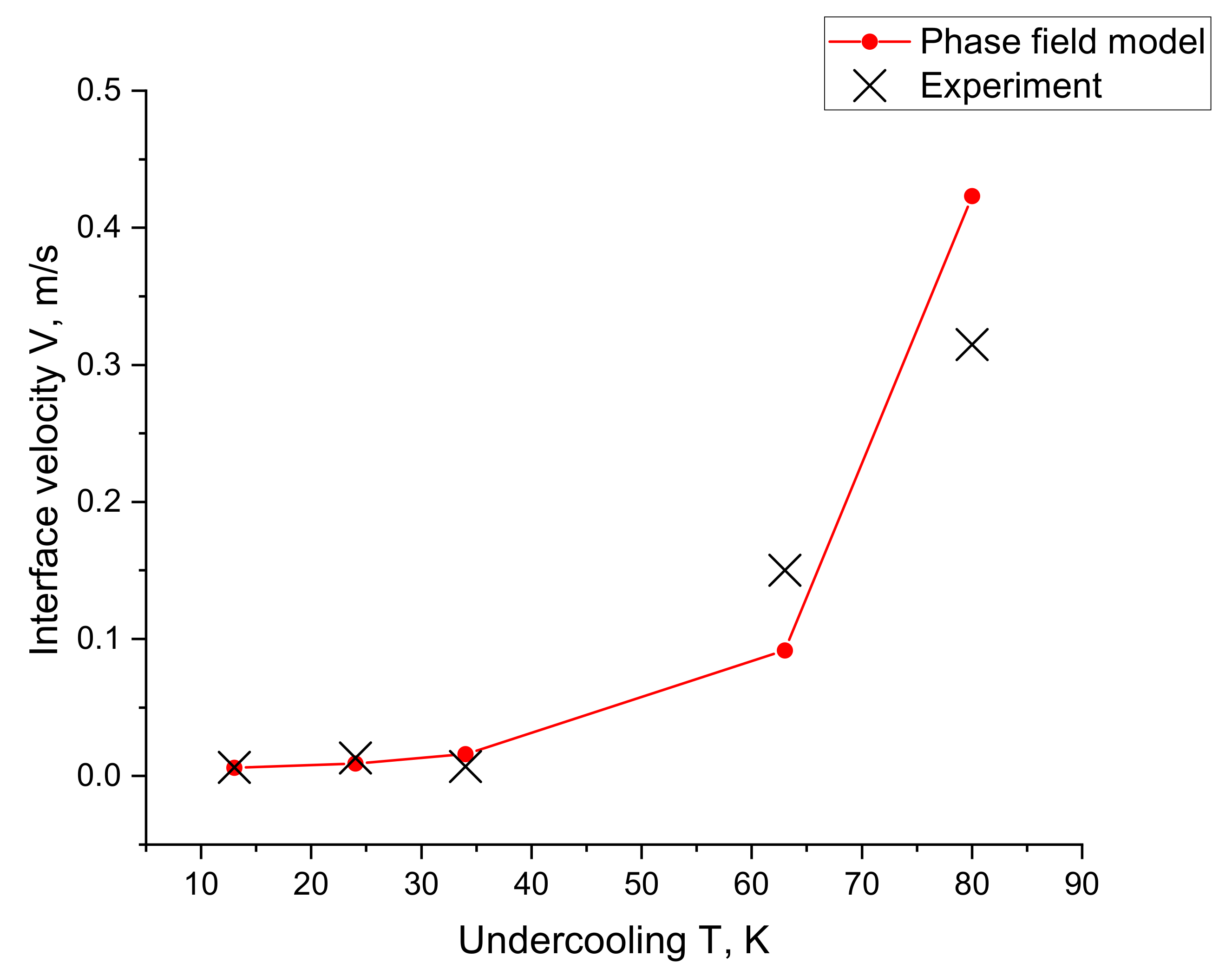
- Quantitative estimation of dendrite growth kinetics for samples solidified from different undercoolings.
2. Modeling
2.1. Phase Field Model

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Phase Field Model | Ref. |
|---|---|---|
| Equilibrium partition coefficient, | present work | |
| Equilibrium liquidus slope, | K/wt% | [37] |
| Melting point of pure Ni, | 1728 K | present work |
| Alloy concentration, | 5 wt% | present work |
| Gibbs–Thomson coefficient, | K· m | [38] |
| Adiabatic temperature of solidification, | K | present work |
| Liquid diffusion coefficient, | m2/s | [39] |
| Solid diffusion coefficient, | m2/s | [39] |
| Kinetic growth coefficient, | s/m | present work |
| Capillary anisotropy strength, | present work | |
| Kinetic anisotropy strength, | present work | |
| Interface width, | 0.6 m | present work |
2.2. Tests
2.3. Simulation Procedures
3. Results and Discussion
3.1. Dendrite Microstructure and Concentration Profiles
3.2. Dendrite Arm Spacing
3.3. Dendritic Growth Velocity
- -
- -
- Based on the Ni–Nb mixture, a quasi-binary approximation to model chemical composition and crystal growth velocity in IN718 can be a reasonable approach for predicting the microstructure upon primary solidification of IN718 in diffusion-limited regime.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AM | Additive manufacturing |
| AMR | Adaptive mesh refinement |
| CGM | Continuous growth model |
| EML | Electromagnetic levitation |
| FCC | Face-centered cubic latticle |
| IN718 | Inconel 718 |
| PFM | Phase field model |
| SEM | Scanning electron microscopy |
References
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar] [CrossRef]
- Barker, J.F. The initial years of alloy 718—A GE perspective. In Superalloy 718 Metallurgy and Applications; TMS: Pittsburgh, PA, USA, 1989; pp. 269–277. [Google Scholar]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Kundin, J.; Mushongera, L.; Emmerich, H. Phase-field modeling of microstructure formation during rapid solidification in Inconel 718 superalloy. Acta Mater. 2015, 95, 343–356. [Google Scholar] [CrossRef]
- Fleck, M.; Querfurth, F.; Glatzel, U. Phase field modeling of solidification in multi-component alloys with a case study on the Inconel 718 alloy. J. Mater. Res. 2017, 32, 4605–4615. [Google Scholar] [CrossRef]
- Radhakrishnan, B.; Gorti, S.B.; Turner, J.A.; Acharya, R.; Sharon, J.A.; Staroselsky, A.; El-Wardany, T. Phase Field Simulations of Microstructure Evolution in IN718 Using a Surrogate Ni–Fe–Nb Alloy during Laser Powder Bed Fusion. Metals 2019, 9, 14. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Liu, P.; Ji, Y.; Liu, Y.; Horstemeyer, M.; Chen, L. Investigation on Microsegregation of IN718 Alloy During Additive Manufacturing via Integrated Phase-Field and Finite-Element Modeling. J. Mater. Eng. Perform. 2018, 28, 657–665. [Google Scholar] [CrossRef]
- Li, Y.; Olmedilla, A.; Založnik, M.; Zollinger, J.; Dembinski, L.; Mathieu, A. Solidification microstructure during selective laser melting of Ni based superalloy: Experiment and mesoscopic modelling. IOP Conf. Ser. Mater. Sci. Eng. 2019, 529, 012004. [Google Scholar] [CrossRef]
- Wang, X.; Chou, K. Microstructure simulations of Inconel 718 during selective laser melting using a phase field model. Int. J. Adv. Manuf. Technol. 2019, 100, 2147–2162. [Google Scholar] [CrossRef]
- Kumara, C.; Segerstark, A.; Hanning, F.; Dixit, N.; Joshi, S.; Moverare, J.; Nylén, P. Microstructure modelling of laser metal powder directed energy deposition of alloy 718. Addit. Manuf. 2019, 25, 357–364. [Google Scholar] [CrossRef]
- Nabavizadeh, S.A.; Eshraghi, M.; Felicelli, S.D. Three-dimensional phase field modeling of columnar to equiaxed transition in directional solidification of Inconel 718 alloy. J. Cryst. Growth 2020, 549, 125879. [Google Scholar] [CrossRef]
- Keller, T.; Lindwall, G.; Ghosh, S.; Ma, L.; Lane, B.M.; Zhang, F.; Kattner, U.R.; Lass, E.A.; Heigel, J.C.; Idell, Y.; et al. Application of finite element, phase-field, and CALPHAD-based methods to additive manufacturing of Ni-based superalloys. Acta Mater. 2017, 139, 244–253. [Google Scholar] [CrossRef]
- Guillemot, G.; Senninger, O.; Hareland, C.A.; Voorhees, P.W.; Gandin, C.A. Thermodynamic coupling in the computation of dendrite growth kinetics for multicomponent alloys. Calphad 2022, 77, 102429. [Google Scholar] [CrossRef]
- Pinomaa, T.; Provatas, N. Quantitative phase field modeling of solute trapping and continuous growth kinetics in quasi-rapid solidification. Acta Mater. 2019, 168, 167–177. [Google Scholar] [CrossRef]
- Fang, Y.; Yu, C.; Kropotin, N.; Seyring, M.; Freiberg, K.; Lippmann, S.; Kolbe, M.; Galenko, P.K. Crystalline microstructure, microsegregation, and mechanical properties of Inconel 718 alloy samples processed in electromagnetic levitation facility. Metals 2023. to be submitted. [Google Scholar]
- Herlach, D.M.; Galenko, P.; Holland-Moritz, D. Metastable Solids from Undercooled Melts; Pergamon Materials Series; Elsevier: Amsterdam, The Netherlands, 2007. [Google Scholar]
- Herlach, D.M.; Burggraf, S.; Reinartz, M.; Galenko, P.K.; Rettenmayr, M.; Gandin, C.A.; Henein, H.; Mullis, A.; Ilbagi, A.; Valloton, J. Dendrite growth in undercooled Al-rich Al-Ni melts measured on Earth and in Space. Phys. Rev. Mater. 2019, 3, 073402. [Google Scholar] [CrossRef] [Green Version]
- Fang, Y.; Galenko, P.K.; Liu, D.; Hack, K.; Rettenmayr, M.; Lippmann, S. Thermodynamic description of metastable fcc/liquid phase equilibria and solidification kinetics in Al-Cu alloys. Philos. Trans. R. Soc. Math. Phys. Eng. Sci. 2022, 380, 20200327. [Google Scholar] [CrossRef]
- Fang, Y.; Liu, D.; Zhu, Y.; Galenko, P.K.; Lippmann, S. Observation of Pattern Formation during Electromagnetic Levitation Using High-Speed Thermography. Crystals 2022, 12, 1691. [Google Scholar] [CrossRef]
- Karma, A. Phase-Field Formulation for Quantitative Modeling of Alloy Solidification. Phys. Rev. Lett. 2001, 87, 115701. [Google Scholar] [CrossRef] [Green Version]
- Echebarria, B.; Folch, R.; Karma, A.; Plapp, M. Quantitative phase-field model of alloy solidification. Phys. Rev. E 2004, 70, 061604. [Google Scholar] [CrossRef] [Green Version]
- Aziz, M.; Boettinger, W. On the transition from short-range diffusion-limited to collision-limited growth in alloy solidification. Acta Metall. Mater. 1994, 42, 527–537. [Google Scholar] [CrossRef]
- Aziz, M.J.; Kaplan, T. Continuous growth model for interface motion during alloy solidification. Acta Metall. 1988, 36, 2335–2347. [Google Scholar] [CrossRef]
- Wang, Y.; Li, K.; Li, P.; Sun, J.; Ye, L.; Dai, Y.; Tang, A.; Jiang, J.; Chen, C.; Tong, Z.; et al. Community-based comprehensive measures to prevent severe fever with thrombocytopenia syndrome, China. Int. J. Infect. Dis. 2018, 73, 63–66. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nastac, L. Numerical modeling of solidification morphologies and segregation patterns in cast dendritic alloys. Acta Mater. 1999, 47, 4253–4262. [Google Scholar] [CrossRef]
- Nastac, L.; Stefanescu, D. Macrotransport-solidification kinetics modeling of equiaxed dendritic growth: Part II. Computation problems and validation on Inconel 718 superalloy castings. Metall. Mater. Trans. A 1996, 27, 4075–4083. [Google Scholar] [CrossRef]
- Knorovsky, G.A.; Cieslak, M.J.; Headley, T.J.; Romig, A.D.; Hammetter, W.F. INCONEL 718: A solidification diagram. Metall. Trans. A 1989, 20, 2149–2158. [Google Scholar] [CrossRef]
- DuPont, J.; Robino, C.; Marder, A. Modeling solute redistribution and microstructural development in fusion welds of Nb-bearing superalloys. Acta Mater. 1998, 46, 4781–4790. [Google Scholar] [CrossRef]
- Liu, X.; Hu, H.; Han, J.; Lu, Y.; Wang, C. Assessment of the diffusional mobilities in fcc Ni–Nb and fcc Ni–Mo alloys. Calphad 2012, 38, 140–145. [Google Scholar] [CrossRef]
- Shi, X.; Duan, S.; Yang, W.; Guo, H.; Guo, J. Solidification and Segregation Behaviors of Superalloy IN718 at a Slow Cooling Rate. Materials 2018, 11, 2398. [Google Scholar] [CrossRef] [Green Version]
- Jung, S.B.; Yamane, T.; Minamino, Y.; Hirao, K.; Araki, H.; Saji, S. Interdiffusion and its size effect in nickel solid solutions of Ni-Co, Ni-Cr and Ni-Ti systems. J. Mater. Sci. Lett. 1992, 11, 1333–1337. [Google Scholar] [CrossRef]
- Karma, A.; Rappel, W.J. Quantitative phase-field modeling of dendritic growth in two and three dimensions. Phys. Rev. E 1998, 57, 4323–4349. [Google Scholar] [CrossRef] [Green Version]
- Barbieri, A.; Langer, J.S. Predictions of dendritic growth rates in the linearized solvability theory. Phys. Rev. A 1989, 39, 5314–5325. [Google Scholar] [CrossRef]
- Samarskii, A.A.; Gulin, A.V. Stability of Difference Schemes; Nauka: Moscow, Russia, 1973. [Google Scholar]
- Provatas, N.; Goldenfeld, N.; Dantzig, J. Efficient Computation of Dendritic Microstructures Using Adaptive Mesh Refinement. Phys. Rev. Lett. 1998, 80, 3308–3311. [Google Scholar] [CrossRef] [Green Version]
- Greenwood, M.; Shampur, K.; Ofori-Opoku, N.; Pinomaa, T.; Wang, L.; Gurevich, S.; Provatas, N. Quantitative 3D phase field modelling of solidification using next-generation adaptive mesh refinement. Comput. Mater. Sci. 2018, 142, 153–171. [Google Scholar] [CrossRef]
- Nie, P.; Ojo, O.; Li, Z. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Ferreira, D.; Bezerra, B.; Collyer, M.; Garcia, A.; Ferreira, I.L. The use of computational thermodynamics for the determination of surface tension and Gibbs–Thomson coefficient of multicomponent alloys. Contin. Mech. Thermodyn. 2018, 30, 1145–1154. [Google Scholar] [CrossRef]
- Connétable, D.; Ter-Ovanessian, B.; Andrieu, É. Diffusion and segregation of niobium in fcc-nickel. J. Phys. Condens. Matter 2012, 24, 095010. [Google Scholar] [CrossRef]
- Trivedi, R.; Kurz, W. Morphological stability of a planar interface under rapid solidification conditions. Acta Metall. 1986, 34, 1663–1670. [Google Scholar] [CrossRef]
- Galenko, P.K.; Danilov, D.A. Linear morphological stability analysis of the solid–liquid interface in rapid solidification of a binary system. Phys. Rev. E 2004, 69, 051608. [Google Scholar] [CrossRef] [Green Version]
- Galenko, P.K.; Jou, D. Rapid solidification as non-ergodic phenomenon. Phys. Rep. 2019, 818, 1–70. [Google Scholar] [CrossRef]





| Element | ||||||
|---|---|---|---|---|---|---|
| Sample concentration | 53–53.02 | 19.4 | 5.16–5.22 | 2.92–2.94 | 0.95 | |
| Used in this work 1 | 55 | 20 | 5 | 0 | 0 |
| Number of Seeds | Initial State | Intermediate State | Final State |
|---|---|---|---|
| 1 seed |  |  |  |
| 3 seeds |  |  |  |
| 9 seeds |  |  |  |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kropotin, N.; Fang, Y.; Yu, C.; Seyring, M.; Freiberg, K.; Lippmann, S.; Pinomaa, T.; Laukkanen, A.; Provatas, N.; Galenko, P.K. Modelling of the Solidifying Microstructure of Inconel 718: Quasi-Binary Approximation. Modelling 2023, 4, 323-335. https://doi.org/10.3390/modelling4030018
Kropotin N, Fang Y, Yu C, Seyring M, Freiberg K, Lippmann S, Pinomaa T, Laukkanen A, Provatas N, Galenko PK. Modelling of the Solidifying Microstructure of Inconel 718: Quasi-Binary Approximation. Modelling. 2023; 4(3):323-335. https://doi.org/10.3390/modelling4030018
Chicago/Turabian StyleKropotin, Nikolai, Yindong Fang, Chu Yu, Martin Seyring, Katharina Freiberg, Stephanie Lippmann, Tatu Pinomaa, Anssi Laukkanen, Nikolas Provatas, and Peter K. Galenko. 2023. "Modelling of the Solidifying Microstructure of Inconel 718: Quasi-Binary Approximation" Modelling 4, no. 3: 323-335. https://doi.org/10.3390/modelling4030018