
Output-Only Time-Varying Modal Parameter Identification Method Based on the TARMAX Model for the Milling of a Thin-Walled Workpiece
Abstract
:1. Introduction
2. TARMAX Model Modal Identification Algorithm
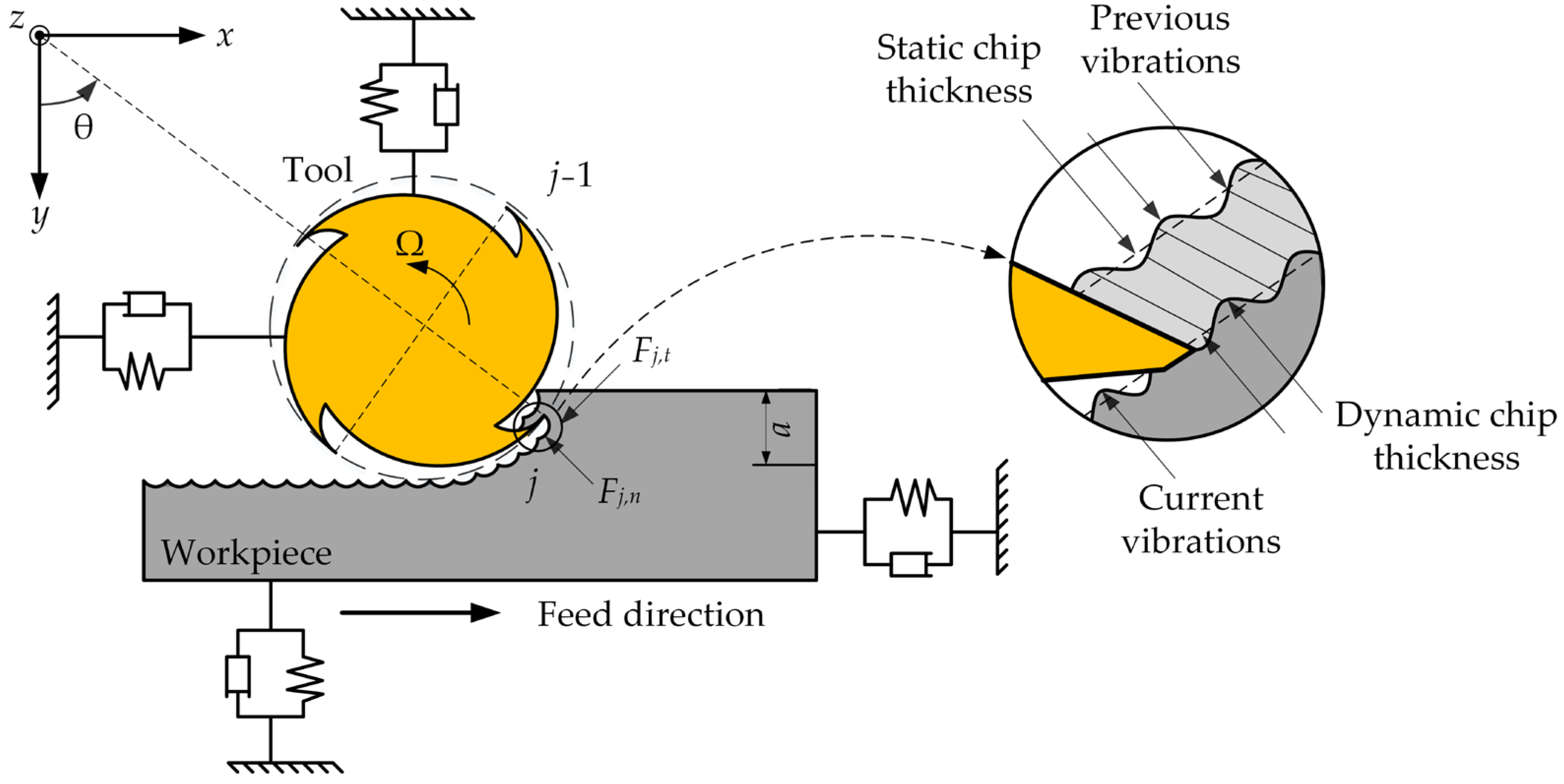
2.1. TARMAX Model Considering Actual Milling Force Excitation
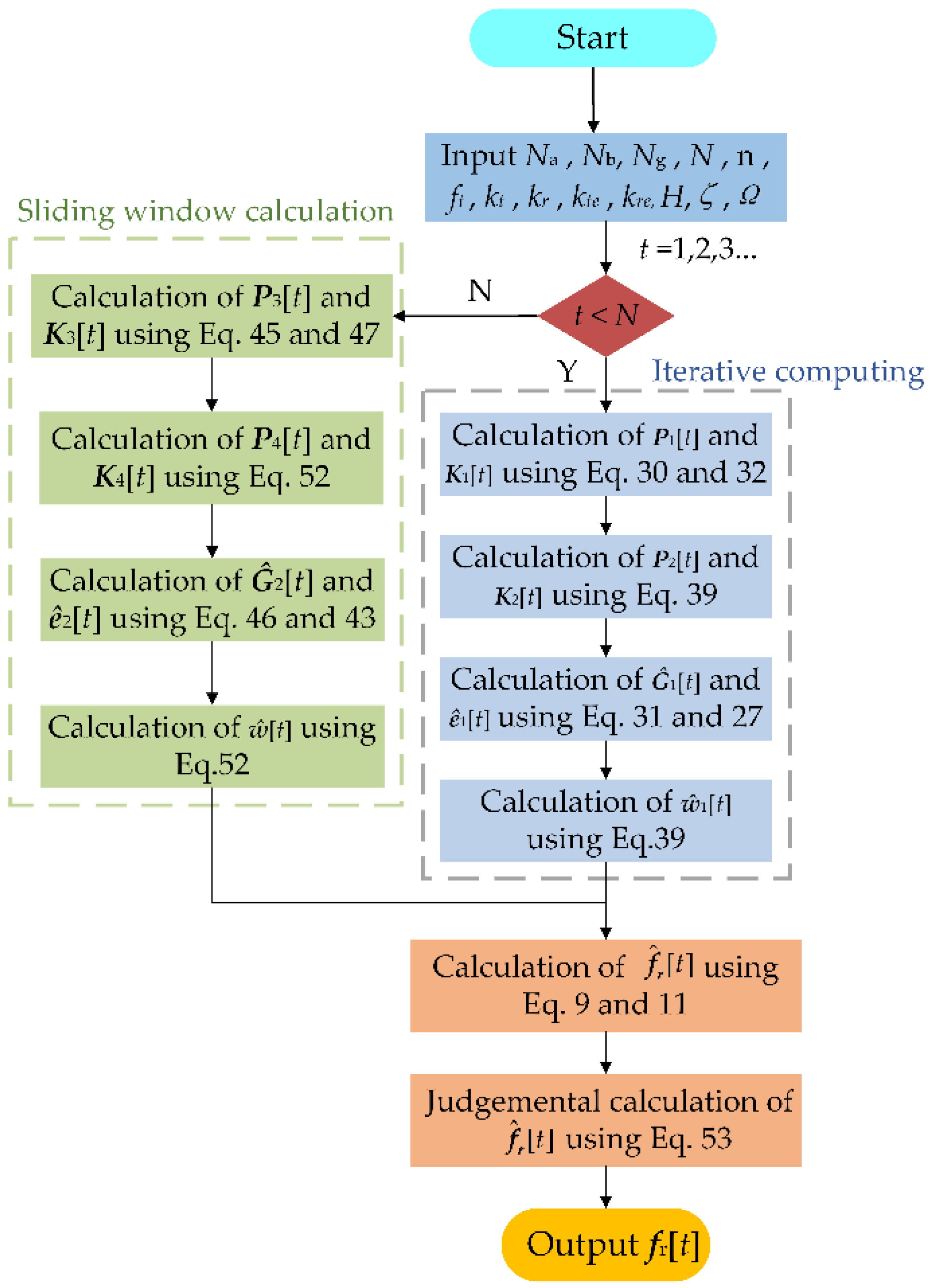
2.2. TARMAX Model Parameters Recursive Estimation
2.2.1. Theoretical Milling Force Model
2.2.2. Estimating Environmental Excitation ê1[t]
2.2.3. Estimating Coefficient Matrices ŵ1[t]
2.3. TARMAX Model Parameters Sliding Windows Recursive Estimation
2.3.1. Estimating Environmental Excitation ê2[t]
2.3.2. Estimating Coefficient Matrices ŵ2[t]
3. Numerical Simulation Verification
4. Experimental Validation and Discussion
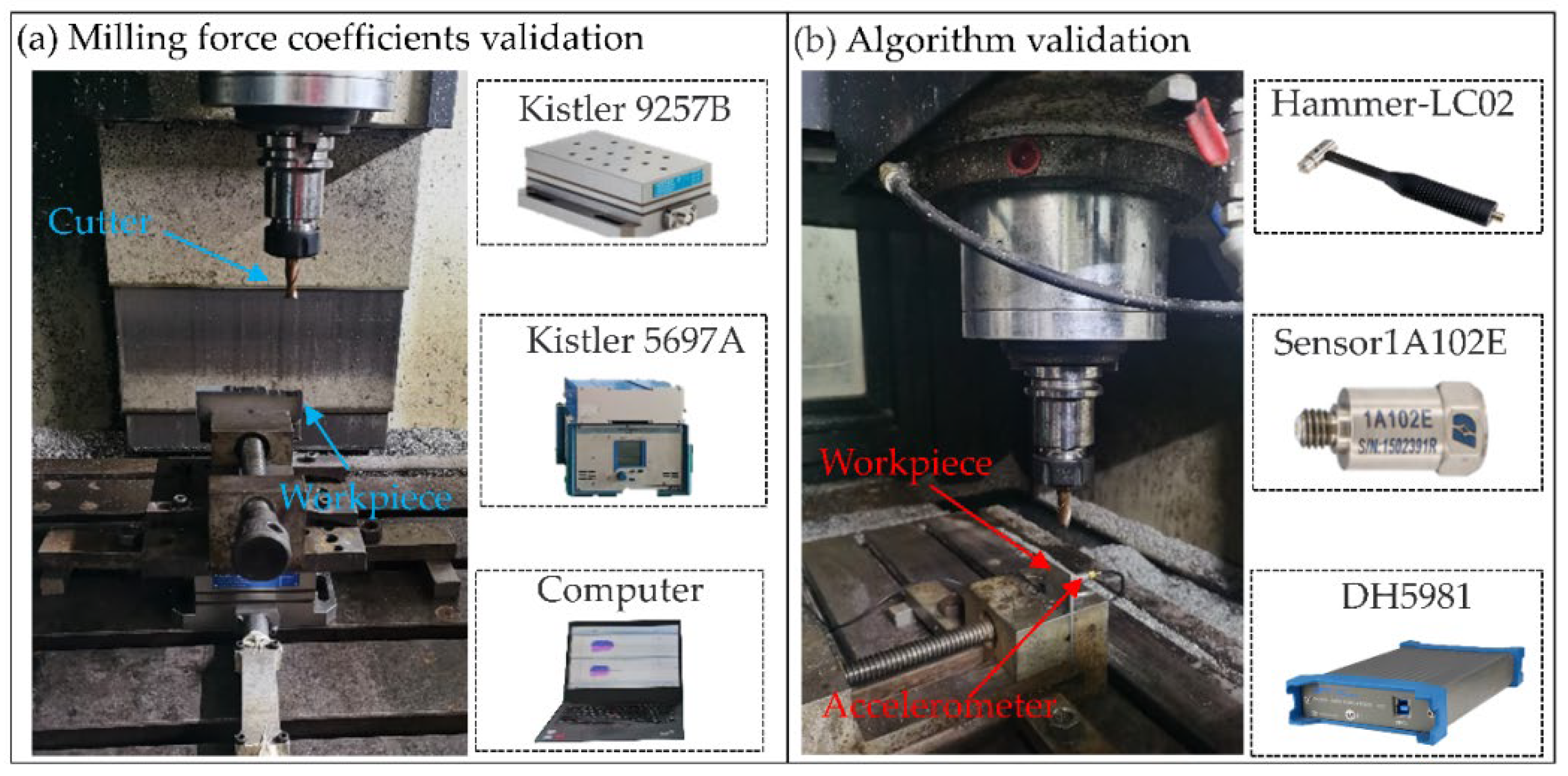
4.1. Milling Force Coefficients Identification
4.2. Modal Parameters Evolution Considering Material Removal
4.3. Model Validation and Discussion
5. Conclusions
- (1)
- The TARMAX modal parameter identification method under external excitation was proposed. In this process, the dynamic modal parameters are estimated through the measured vibration response in milling using the recursive estimation method or sliding windows recursive estimation.
- (2)
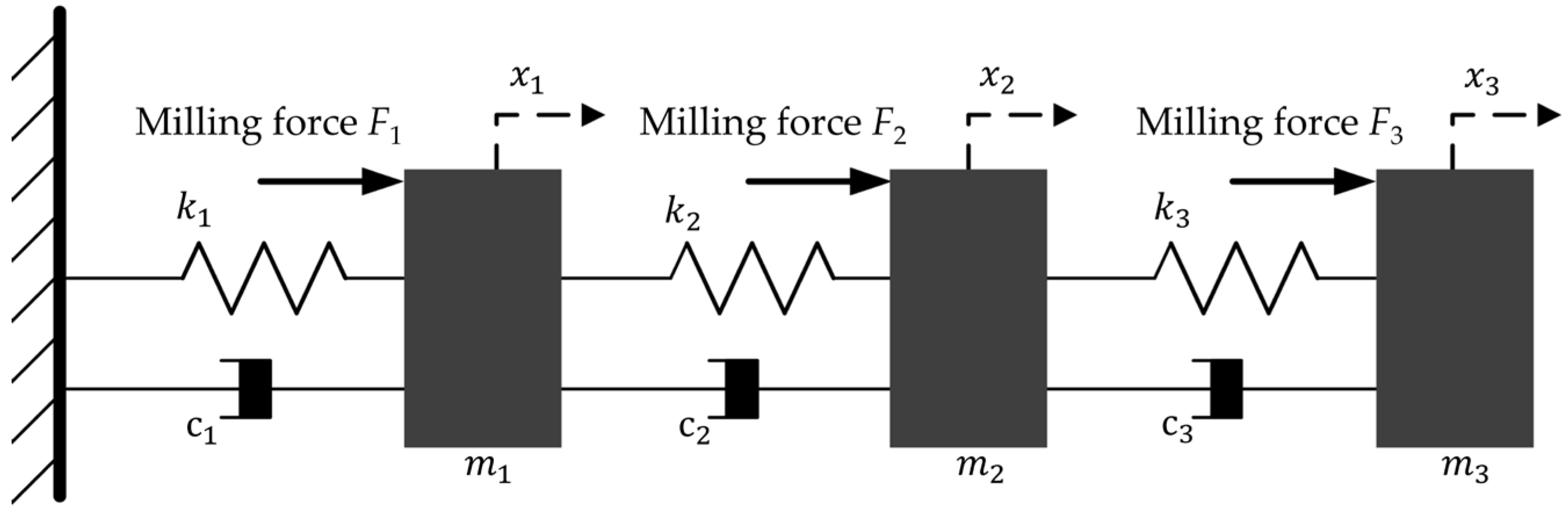
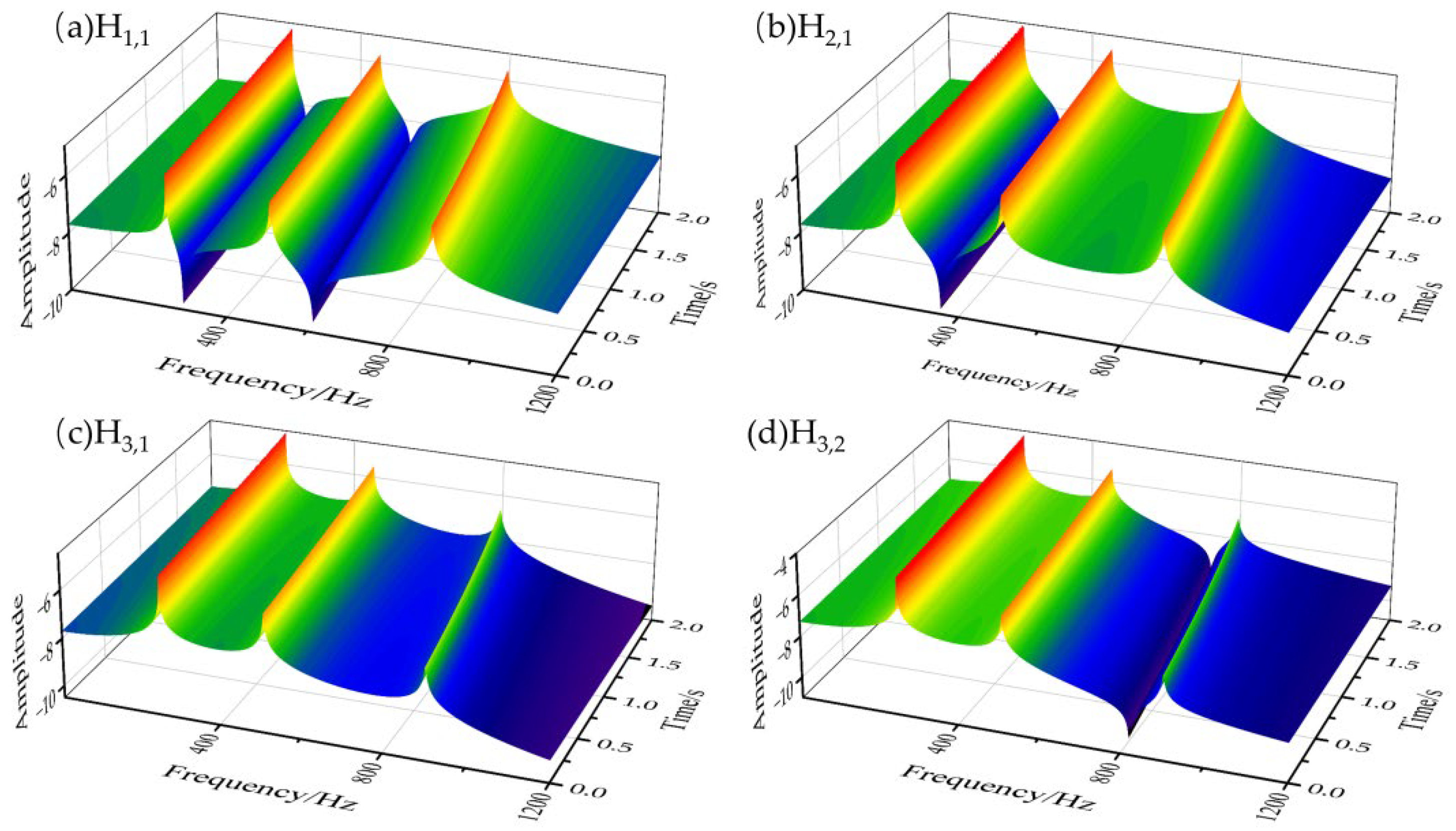
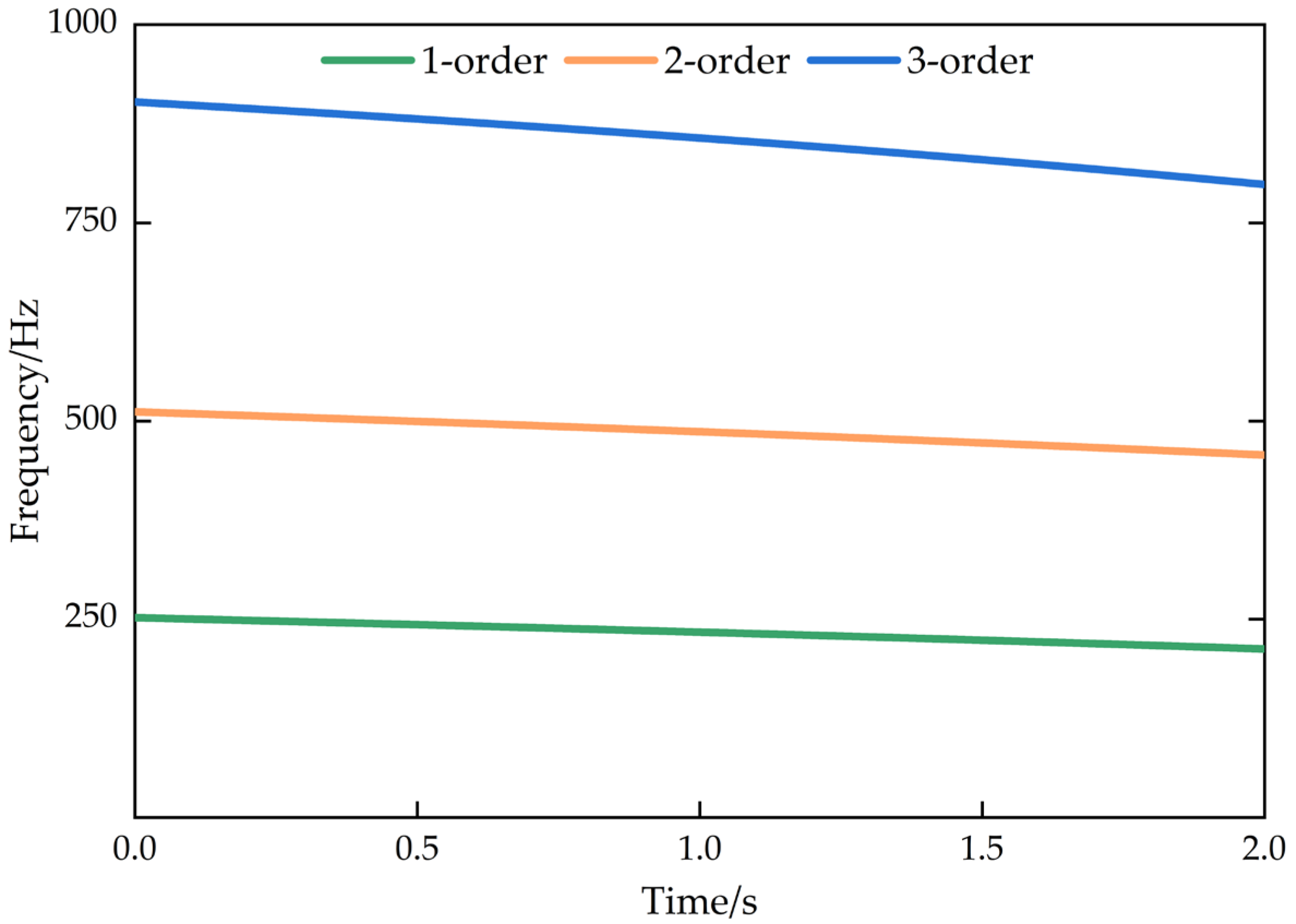
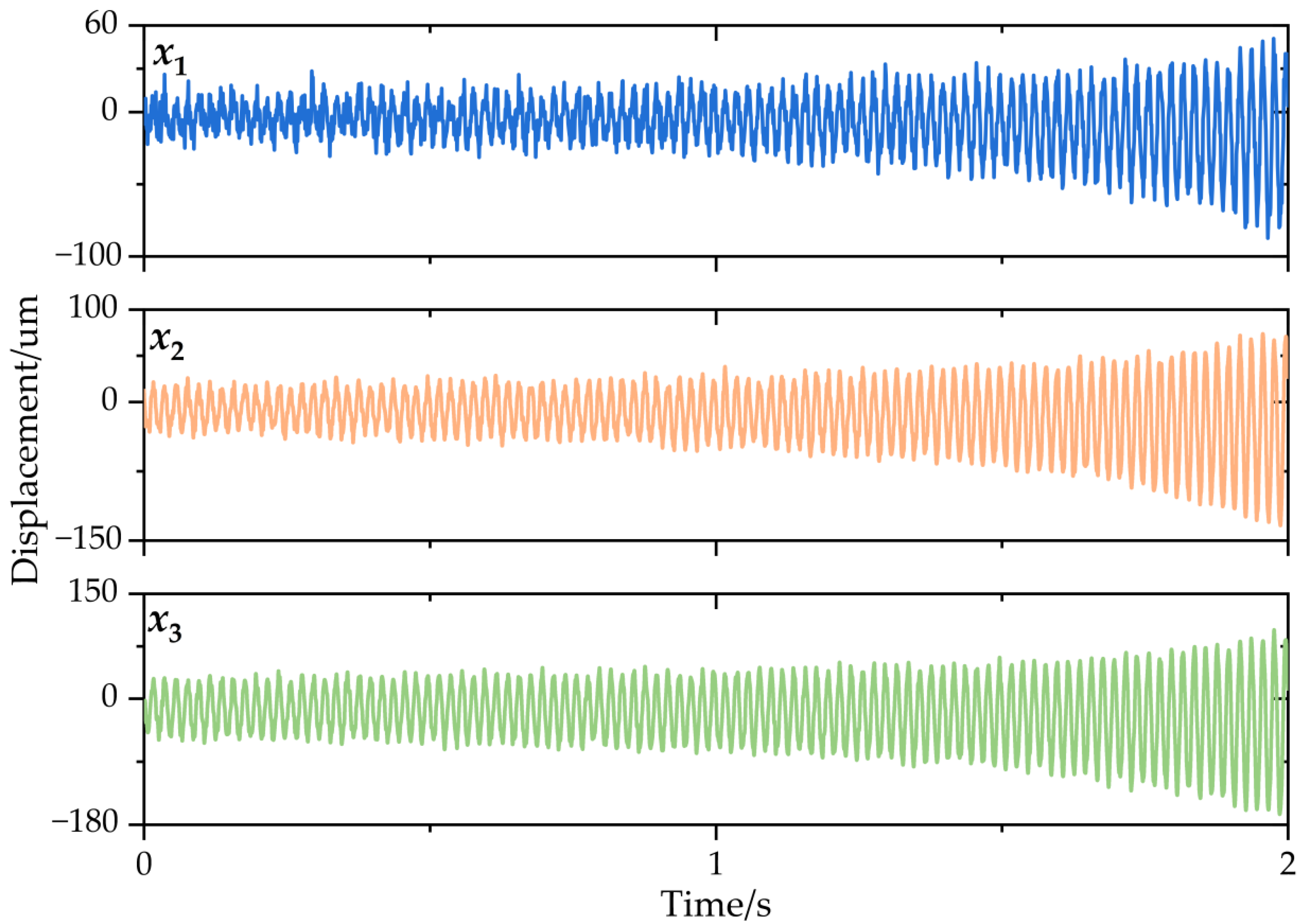
- A 3-DOF time-varying structure model under milling forces and white noise excitation was established. The predicted natural frequencies using the proposed method were in close agreement with the simulated values.
- (3)
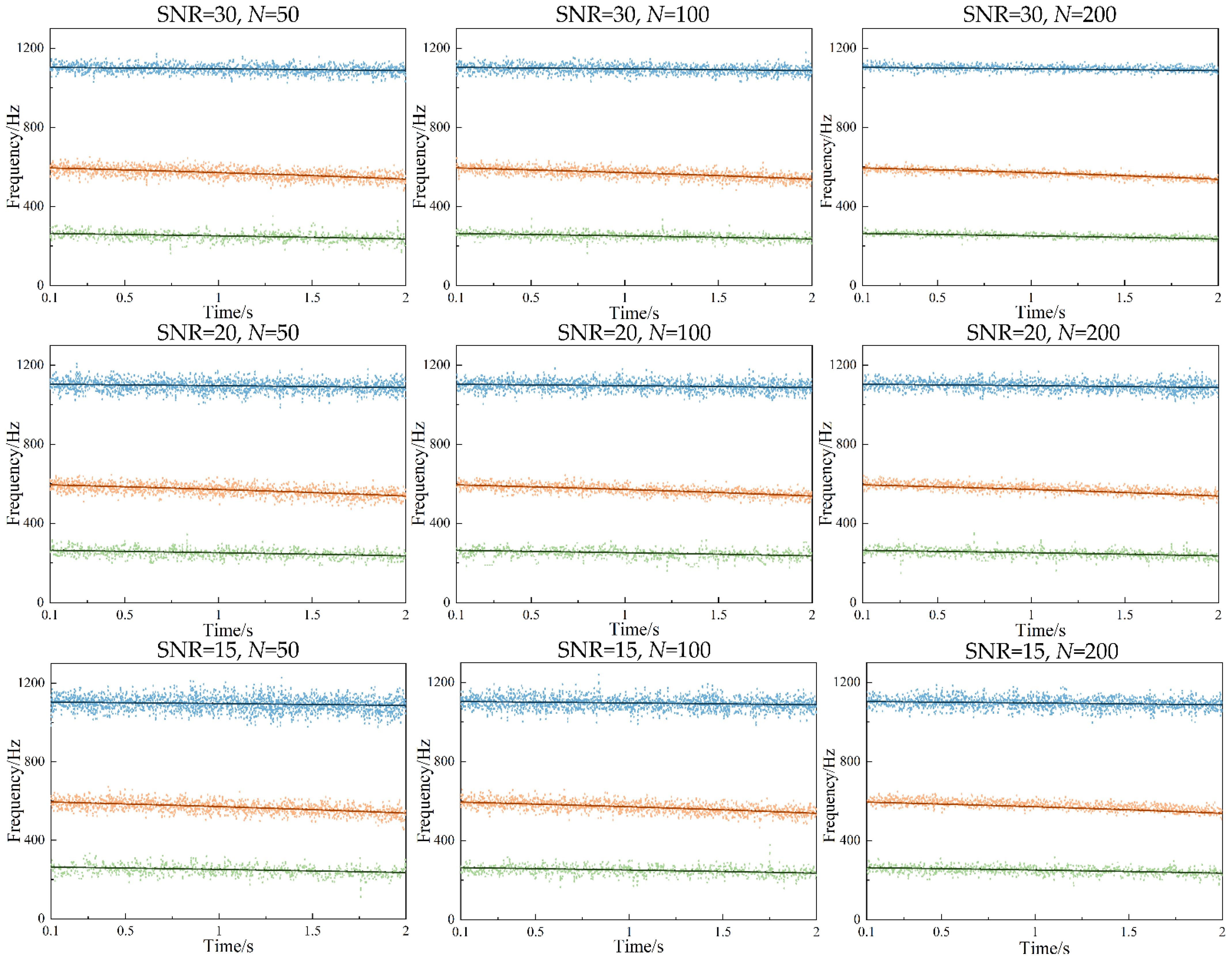
- The proposed model is validated by the numerical simulation and machining experiments. Moreover, the prediction accuracy of the TARMAX identification method was 95.68%, and good agreement was drawn in the numerical simulation and machining experiments. Our further research objectives will focus on the prediction of damping ratios, modal stiffness, and modal mass.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, J.; Xu, Y.; Pan, B.; Zhang, J.; Kang, R.; Huang, W.; Du, D. A New Method for Precision Measurement of Wall-Thickness of Thin-Walled Spherical Shell Parts. Micromachines 2021, 12, 467. [Google Scholar] [CrossRef] [PubMed]
- Bao, Y.; Wang, B.; He, Z.X.; Kang, R.; Guo, J. Recent progress in flexible supporting technology for aerospace thin-walled parts: A review. Chin. J. Aeronaut. 2021, 35, 10–26. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Zheng, K.; He, Z.; Politis, D.J.; Liu, G.; Yuan, S. High-efficiency forming processes for complex thin-walled titanium alloys components: State-of-the-art and perspectives. Int. J. Extrem. Manuf. 2020, 2, 032001. [Google Scholar] [CrossRef]
- Itoh, M.; Hayasaka, T.; Shamoto, E. High-efficiency smooth-surface high-chatter-stability machining of thin plates with novel face-milling cutter geometry. Precis. Eng. 2020, 64, 165–176. [Google Scholar] [CrossRef]
- Zhao, X.; Zheng, L.; Wang, Y.; Zhang, Y. Services-oriented intelligent milling for thin-walled parts based on time-varying information model of machining system. Int. J. Mech. Sci. 2022, 219, 107125. [Google Scholar] [CrossRef]
- Sun, L.; Liao, W.; Zheng, K.; Tian, W.; Liu, J.; Feng, J. Stability analysis of robotic longitudinal-torsional composite ultrasonic milling. Chin. J. Aeronaut. 2020, 35, 249–264. [Google Scholar] [CrossRef]
- Mou, W.; Zhu, S.; Jiang, Z.; Song, G. Vibration signal-based chatter identification for milling of thin-walled structure. Chin. J. Aeronaut. 2022, 35, 204–214. [Google Scholar] [CrossRef]
- Wang, P.; Bai, Q.; Cheng, K.; Zhang, Y.; Zhao, L.; Ding, H. Investigation on an in-process chatter detection strategy for micro-milling titanium alloy thin-walled parts and its implementation perspectives. Mech. Syst. Signal Process. 2023, 183, 109617. [Google Scholar] [CrossRef]
- Yu, Y.-Y.; Zhang, D.; Zhang, X.-M.; Peng, X.-B.; Ding, H. Online stability boundary drifting prediction in milling process: An incremental learning approach. Mech. Syst. Signal Process. 2022, 173, 109062. [Google Scholar] [CrossRef]
- Li, D.; Cao, H.; Zhang, X.; Chen, X.; Yan, R. Model predictive control based active chatter control in milling process. Mech. Syst. Signal Process. 2019, 128, 266–281. [Google Scholar] [CrossRef]
- Yan, Z.; Zhang, C.; Jiang, X.; Ma, B. Chatter stability analysis for milling with single-delay and multi-delay using combined high-order full-discretization method. Int. J. Adv. Manuf. Technol. 2020, 111, 1401–1413. [Google Scholar] [CrossRef]
- Du, X.; Ren, P.; Zheng, J. Predicting Milling Stability Based on Composite Cotes-Based and Simpson’s 3/8-Based Methods. Micromachines 2022, 13, 810. [Google Scholar] [CrossRef] [PubMed]
- Thévenot, V.; Arnaud, L.; Dessein, G.; Cazenave-Larroche, G. Influence of material removal on the dynamic behavior of thin-walled structures in peripheral milling. Mach. Sci. Technol. 2006, 10, 275–287. [Google Scholar] [CrossRef]
- Kersting, P.; Biermann, D. Modeling workpiece dynamics using sets of decoupled oscillator models. Mach. Sci. Technol. 2012, 16, 564–579. [Google Scholar] [CrossRef]
- Li, B.; Luo, B.; Mao, X.; Cai, H.; Peng, F.; Liu, H. A new approach to identifying the dynamic behavior of CNC machine tools with respect to different worktable feed speeds. Int. J. Mach. Tools Manuf. 2013, 72, 73–84. [Google Scholar] [CrossRef]
- Eynian, M. In-process identification of modal parameters using dimensionless relationships in milling chatter. Int. J. Mach. Tools Manuf. 2019, 143, 49–62. [Google Scholar] [CrossRef]
- Wu, L.; Yang, Y.; Maheshwari, M. Location identification of line supports using experimental modal analysis. Measurement 2020, 149, 106996. [Google Scholar] [CrossRef]
- Liu, D.; Luo, M.; Zhang, Z.; Hu, Y.; Zhang, D. Operational modal analysis based dynamic parameters identification in milling of thin-walled workpiece. Mech. Syst. Signal Process. 2022, 167, 108469. [Google Scholar] [CrossRef]
- Liang, Z.; Wang, S.; Qin, C.; Li, C.; Jiang, X.; Peng, Y. A time-synchronous-subtraction method for harmonics elimination in the operational modal analysis of machine tools. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 6099–6111. [Google Scholar] [CrossRef]
- Kiss, A.K.; Hajdu, D.; Bachrathy, D.; Stepan, G. Operational stability prediction in milling based on impact tests. Mech. Syst. Signal Process. 2018, 103, 237–339. [Google Scholar] [CrossRef] [Green Version]
- Yuan, J.; Li, J.; Wei, W.; Liu, P. Operational modal identification of ultra-precision fly-cutting machine tools based on least-squares complex frequency-domain method. Int. J. Adv. Manuf. Technol. 2022, 119, 4385–4394. [Google Scholar] [CrossRef]
- Weijtjens, W.; Lataire, J.; Devriendt, C.; Guillaume, P. Dealing with periodical loads and harmonics in operational modal analysis using time-varying transmissibility functions. Mech. Syst. Signal Process. 2014, 49, 154–164. [Google Scholar] [CrossRef]
- Wan, M.; Feng, J.; Ma, Y.-C.; Zhang, W.-H. Identification of milling process damping using operational modal analysis. Int. J. Mach. Tools Manuf. 2017, 122, 120–131. [Google Scholar] [CrossRef]
- Li, B.; Cai, H.; Mao, X.; Huang, J.; Luo, B. Estimation of CNC machine–tool dynamic parameters based on random cutting excitation through operational modal analysis. Int. J. Mach. Tools Manuf. 2013, 71, 26–40. [Google Scholar] [CrossRef]
- Yan, R.; Gao, R.X.; Zhang, L. In-process modal parameter identification for spindle health monitoring. Mechatronics 2015, 31, 42–49. [Google Scholar] [CrossRef]
- Burney, F.A.; Pandit, S.M.; Wu, S.M. A Stochastic Approach to Characterization of Machine Tool System Dynamics Under Actual Working Conditions. J. Eng. Ind. 1976, 98, 614–619. [Google Scholar] [CrossRef]
- Kim, K.; Yang, S. Identification of modal parameters of base pad in milling machine based on multi-input modal analysis in time domain. Comput. Struct. 1991, 39, 95–103. [Google Scholar] [CrossRef]
- Zaghbani, I.; Songmene, V. Estimation of machine-tool dynamic parameters during machining operation through operational modal analysis. Int. J. Mach. Tools Manuf. 2009, 49, 947–957. [Google Scholar] [CrossRef]
- Ma, Z.-S.; Liu, L.; Zhou, S.-D.; Yu, L.; Naets, F.; Heylen, W.; Desmet, W. Parametric output-only identification of time-varying structures using a kernel recursive extended least squares TARMA approach. Mech. Syst. Signal Process. 2018, 98, 684–701. [Google Scholar] [CrossRef]
- Kang, J.; Liu, L.; Shao, Y.-P.; Ma, Q.-G. Non-stationary signal decomposition approach for harmonic responses detection in operational modal analysis. Comput. Struct. 2021, 242, 106377. [Google Scholar] [CrossRef]
- Zhuo, Y.; Han, Z.; Duan, J.; Jin, H.; Fu, H. Estimation of vibration stability in milling of thin-walled parts using operational modal analysis. Int. J. Adv. Manuf. Technol. 2021, 115, 1259–1275. [Google Scholar] [CrossRef]
- Poulimenos, A.G.; Fassois, S.D. Output-only stochastic identification of a time-varying structure via functional series TARMA models. Mech. Syst. Signal Process. 2009, 23, 1180–1204. [Google Scholar] [CrossRef]
- Spiridonakos, M.; Fassois, S. Non-stationary random vibration modelling and analysis via functional series time-dependent ARMA (FS-TARMA) models—A critical survey. Mech. Syst. Signal Process. 2014, 47, 175–224. [Google Scholar] [CrossRef]
- Haykin, S.; Sayed, A.; Zeidler, J.; Yee, P.; Wei, P. Adaptive tracking of linear time-variant systems by extended RLS algorithms. IEEE Trans. Signal Process. 1997, 45, 1118–1128. [Google Scholar] [CrossRef]
- Yang, W.; Liu, L.; Zhou, S.-D.; Ma, Z.-S.; Yang, W.; Liu, L.; Zhou, S.-D.; Ma, Z.-S. Moving Kriging shape function modeling of vector TARMA models for modal identification of linear time-varying structural systems. J. Sound Vib. 2015, 354, 254–277. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Variations, and Cnc Design, 2nd ed.; Cambridge University Press: Cambridge, UK, 2000; pp. 44–47, 149–157. [Google Scholar]
- Yu, L.; Liu, L.; Yue, Z.; Kang, J. A maximum correntropy criterion based recursive method for output-only modal identification of time-varying structures under non-Gaussian impulsive noise. J. Sound Vib. 2019, 448, 178–194. [Google Scholar] [CrossRef]
- Guan, W.; Dong, L.; Zhou, J.; Han, Y. Data-driven methods for operational modal parameters identification: A comparison and application. Measurement 2019, 132, 238–251. [Google Scholar] [CrossRef]
- Ma, J.; Li, Y.; Zhang, D.; Zhao, B.; Wang, G.; Pang, X. A Novel Updated Full-Discretization Method for Prediction of Milling Stability. Micromachines 2022, 13, 160. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Mass, stiffness and damping | m1 = 3 − 0.3t, m2 = 3 − 0.1t, m3 = 2 k1 = 5 × 107 − 107t, k2 = 3 × 107 − 5 × 106t, k3 = 107 − 106t, c1 = 200, c2 = 100, c3 = 50, |
| Variances of white noise signal | = 4, = 2, = 1 |
| Process parameters | Ω = 1500, m = 40, ϕex = 0, ϕts = π, n1 = 2, a = 2 × 10 − 4, ft = 10 − 3 |
| Milling force coefficients | ktc1 = 6 × 107, krc1 = 2 × 107, kte1 = 3 × 103, kre1 = 103, Ktc2 = ktc3 = 8 × 107, kte2 = kte3 = 6 × 103, Krc2 = krc3 = 3 × 107, kre2 = kre3 = 4 × 103 |
| Noise | Mean Absolute Error/Hz | ||
|---|---|---|---|
| N = 50 | N = 100 | N = 200 | |
| SNR = 30 | 18.9807 | 16.3046 | 10.2242 |
| SNR = 20 | 22.2530 | 20.2492 | 16.0250 |
| SNR = 15 | 26.1829 | 22.6237 | 19.0390 |
| Workpiece | Density | Poisson Ratio | Young’s Modulus | Materials |
|---|---|---|---|---|
| 4.6 g/cm3 | 0.34 | 108 GPa | TC4 | |
| Cutter | Diameter | Number of teeth | Spiral angle | Length |
| 12 mm | 2 | 30° | 75 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, J.; Yan, X.; Li, Y.; Li, H.; Li, Y.; Pang, X. Output-Only Time-Varying Modal Parameter Identification Method Based on the TARMAX Model for the Milling of a Thin-Walled Workpiece. Micromachines 2022, 13, 1581. https://doi.org/10.3390/mi13101581
Ma J, Yan X, Li Y, Li H, Li Y, Pang X. Output-Only Time-Varying Modal Parameter Identification Method Based on the TARMAX Model for the Milling of a Thin-Walled Workpiece. Micromachines. 2022; 13(10):1581. https://doi.org/10.3390/mi13101581
Chicago/Turabian StyleMa, Junjin, Xinhong Yan, Yunfei Li, Haoming Li, Yujie Li, and Xiaoyan Pang. 2022. "Output-Only Time-Varying Modal Parameter Identification Method Based on the TARMAX Model for the Milling of a Thin-Walled Workpiece" Micromachines 13, no. 10: 1581. https://doi.org/10.3390/mi13101581