Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering
by
 , ,
, ,
Nguyen Hoang Viet
1 ,
,
Nguyen Thi Hoang Oanh
1,* ,
,
Ji-Soon Kim
2 and
Alberto Moreira Jorge, Jr.
3,4,5,6,7 1
School of Materials Science and Engineering, Hanoi University of Science and Technology, Hanoi 100000, Vietnam
2
School of Materials Science and Engineering, University of Ulsan, 55-12, Technosanup-ro, Nam-Gu, Ulsan 44776, Korea
3
Department of Materials Science and Engineering, Federal University of São Carlos, Via Washington Luiz, km 235, São Carlos, SP 13565-905, Brazil
4
University of Grenoble Alpes, Science et Ingénierie des Matériaux et Procédés (SIMAP), F-38000 Grenoble, France
5
Centre National de la Recherche Scientifique (CNRS), Science et Ingénierie des Matériaux et Procédés (SIMAP), F-38000 Grenoble, France
6
University of Grenoble Alpes, Laboratoire d’Electrochimie et de Physico-chimie des Matériaux et des Interfaces (LEPMI), F-38000 Grenoble, France
7
Centre National de la Recherche Scientifique (CNRS), Laboratoire d’Electrochimie et de Physico-chimie des Matériaux et des Interfaces (LEPMI), F-38000 Grenoble, France
*
Author to whom correspondence should be addressed.
Metals 2018, 8(10), 812; https://doi.org/10.3390/met8100812
Submission received: 15 September 2018
/
Revised: 6 October 2018
/
Accepted: 8 October 2018
/
Published: 11 October 2018
Abstract
:The mechanically alloyed Al82La10Ni4Fe4 glassy powder displays a two-step devitrification characterized by the precipitation of fcc-Al together with small amounts of the intermetallic Al11La3 phase in the first crystallization. The interface-controlled growth mechanism governed the first crystallization event. Calculations of the activation energy, using the methods of Kissinger, Ozawa, and Augis-Bennett gave values of 432.33, 443.2, and 437.76 kJ/mol, respectively. The calculated Avrami exponent (n) for the first crystallization peak was about 1.41, suggesting an almost zero nucleation rate. On the other hand, the value of n for the second peak related to the residual amorphous phase completely transformed into the intermetallic phase Al11La3 was about 3.61, characterizing diffusion controlled three-dimensional crystal growth with an increasing nucleation rate. Samples sintered at 573 K kept an amorphous structure and exhibited a high compressive strength of 650 MPa with a maximum elongation of 2.34% without any plastic deformation. The failure morphology of the sintered sample surface presented a transparticle fracture mechanism, indicating the efficiency of the sintering processing.
1. Introduction
To date, several multicomponent bulk metallic glasses (BMGs) with outstanding mechanical, as well as corrosion properties, have been developed. Among these novel materials, Al-RE (La, Y, Ce)-TM (Fe, Co, Ni) alloys [1,2,3,4] have been found to exhibit a particularly valuable combination of high strength and low density, which make them viable candidates for engineering applications, especially for the aerospace industry [5]. Scudino et al. reported a bulk Al87Ni8La5 alloy was prepared by spark plasma sintering (SPS) of gas atomized powders exhibits a high compression strength of 930 MPa with a multiphase structure consisting of fcc-Al, Al11La3 and Al3Ni phases [4]. Fracture strength of about 1260 MPa has been reported for an amorphous Al85Y5Ni7Co3 alloy [6] that is more than twice the one for ordinary Al alloys. Mechanical resistance of some Al-RE-TM alloys may be enhanced by partial crystallization, where nanoscale fcc-Al precipitates are uniformly distributed in the amorphous matrix [7,8,9,10].
Metallic glasses are amid the most enthusiastically studied metallic materials. Whichever has thin ribbons or bulk pieces, they are bringing up several new and applicable properties, running very well inside the mechanical, physical, and chemical domains [11,12,13,14,15]. The fundamental knowledge of glass forming ability (GFA) in multicomponent alloys is based on some criteria (summarized by Suryanarayana and Inoue [15]) to select compositions that could improve GFA.
Either by direct melt cooling or through solid-state amorphization techniques, a huge number of glass-forming alloys have been produced from binary to multicomponent alloy systems since its viability demonstration came in 1959 [16]. However, so far, only a few multicomponent alloys [17,18,19] are likely to be cast at relatively low cooling rates into the large thickness glassy state pieces, the bulk metallic glass (BMG). In these alloys, instead of the cooling rate, as it is the case for ordinary metallic glasses, the critical condition for glass formation is the undercooling level [16,20]. Combined to the ease of viscous flow, this should enable near net shape processes to be used for producing exceptional technological components. BMG alloys produced by rapid solidification techniques are size limited (from few millimeters to few centimeters) due to the critical cooling rate necessary for lengthening the time the molten metal staying in the supercooled state, thus restricting their potential application fields [21,22].
Powder metallurgy (PM) methods, such as mechanical alloying (MA) followed by SPS, have been used to produce bulk Al-based alloys. MA is the most popular to synthesize amorphous alloy powders [23,24]. Generally, there are no so many studies performed systematically to recognize factors that may contribute to the formation of an amorphous phase by MA. Probably, one may say that such lack of research is due to MA, which is a complicated process and comprises several processing parameters, including, amongst others, composition, particle size, type of mill machine and milling means, ball-to-powder weight ratio, time, temperature, milling environment, type and quantity of the agent controlling the process. As a consequence, there are solely some studies regarding parameters that can describe the GFA, which are related to the total energy, impact energy, power absorption, and ball-to-powder weight ratio [15]. The greatest advantage of MA in the synthesis of BMG alloys is that powders may be produced in the amorphous state and are subsequently consolidated in the supercooled liquid region to any section thickness [25,26]. The properties of the liquid defining the GFA of the alloy is not restricted to deep eutectics in the phase diagram, as is frequently the case for melt spinning, but wide glass-forming ranges exist in the central composition range in alloys proceeded by MA [27]. The SPS is a highly effective method to densify hard-to-sinter materials in a rather short time at much lower sintering temperatures than those required in conventional consolidation processes. Numerous experimental and theoretical investigations on the process suggest the ability of SPS to provide highly dense compacted powder products with the potential of retaining amorphous structure [28,29]. Specifically, in the case of Al-RE (La, Y, Ce)-TM (Fe, Co, Ni), several works have been reported in the literature on SPS consolidation (see for instance [30,31,32] and references therein). However, even potentially maintaining the amorphous state, the risk of a possible crystallization during high-temperature exposure continues to be the most significant problem of the consolidation of glassy powders. Therefore, to take advantage of the PM approach for fabricating bulks from Al-based amorphous powder, an in-depth study of the crystallization kinetics of such powders is necessary. Crystallization studies of amorphous alloys play a fundamental role in the area of amorphous and nanostructured alloys. The control of the microstructure evolution of glassy precursors requires a detailed understanding of specific mechanisms influencing the structural transformation [30]. Moreover, crystallization studies are essential for the proper choice of specific consolidation parameters (i.e., time and temperature) to maximize the densification, and at the same time, retaining the amorphous structure [33,34]. However, detailed information on the crystallization kinetics of the ball-milled Al82La10Ni4Fe4 alloy has not been obtained yet and needs a deep investigation.
In this study, besides complete characterization of Al82La10Ni4Fe4 amorphous powders produced by ball milling, the crystallization kinetics of such mechanically alloyed powders has been investigated using differential scanning calorimetry (DSC) in the non-isothermal mode using several techniques of analysis. In addition, the study of SPS consolidated amorphous powders for preparing bulk amorphous samples at different temperatures was also performed, among them is densification tests and mechanical behavior of consolidated specimens, which were evaluated by micro-hardness and compression tests followed by failure analysis.
2. Materials and Methods
Pure powders of Al (purity ≥ 99.7%, −100 + 325 mesh, CERACTM, Milwaukee, WI, USA), Fe (purity ≥ 99.5%, Junsei Chemical Co., Ltd., Tokyo, Japan), Ni (purity ≥ 99.99%, −100 mesh, Aldrich Chem. Co, Inc., Milwaukee, WI, USA) and La (purity ≥ 99.9%, 40 mesh, CERACTM) were mixed with the desired nominal composition of Al82La10Fe4Ni4 and loaded into stainless steel vials with stainless steel balls. The powder to ball weight ratio was 1:20. The vials were evacuated and filled with the protective Ar gas, under a pressure of 3 × 105 Pa. Mechanical alloying was performed with a high-energy planetary ball-mill (AGO-2) at a rotational speed of 300 rpm, where the vials were water-cooled. Without using a process control agent (PCA), there was a substantial agglomeration of powders and their sticking on the milling tools. Therefore, milling was carried out with an addition of 50 mL hexane as PCA. After milling, powders were dried in a vacuum furnace at 353 K to vaporize hexane in as-milled powders.
Particle size distribution of the sample was measured using a Malvern Panalyticals’s Mastersizer 2000 laser diffractometer (Malvern Panalytical, Malvern, UK). The thermal stability of amorphous powders was studied by differential scanning calorimetry (DSC) in a non-isothermal mode with a NETZSCH STA 409C under a continuous flow of purified argon gas. The non-isothermal DSC studies were carried out at different heating rates of 5, 10, 20, and 40 K/min.
The consolidation of amorphous powders was performed by spark plasma sintering (SPS), using a pulsed current using the SPS-515 Sumitomo Coal Mining spark plasma sintering equipment (Sumitomo Coal Mining Co., Ltd., Tokyo, Japan). The chamber was evacuated to a pressure <5 Pa. The mold and punches (10 mm diameter) are made of the WC-Co alloy. An amount of 1.5 g of amorphous powders were spark plasma sintered at various sintering temperatures from 543 to 623 K, at a heating rate of 10 K/min and applied pressures of 500 MPa during 3 min of holding time.
Phase analysis was performed by X-ray diffraction (XRD) in a SIEMENS D5000 diffractometer (Siemens, Berlin, Germany) using Cu Kα radiation (λ = 1.5405 Å). The XRD parameters were: 2θ range of 20 to 80°, a step size of 0.03°, scanning speed 1° per min. The morphology of the powders and fracture analyses of bulk samples were characterized by field-emission scanning electron microscopy (FE-SEM) using a JEOL JSM-7600F (JEOL Ltd., Tokyo, Japan). SPS samples were mechanically polished using coarse and fine grinding by abrasive papers and finally fine polishing by using Al2O3 powder. Pore distribution on the surface and relative densities of bulk samples was performed by Olympus PMG3 optical microscope (Olympus Corporation, Tokyo, Japan) with computerized image analysis with a magnification of 100×. Density of bulk composites was determined by Archimedes method. Vickers microhardness measurements were performed using a Mitutoyo MVK-H1 Hardness Testing Machine (Mitutoyo Corporation, Kanagawa, Japan) under a load of 100 g. Compression tests of sintered samples were performed with a normal displacement rate of 0.1 mm/min in an Instron 4469 Advanced Tensile Tester (Instron®, Norwood, CO, USA).
Possible contamination by carbon and oxygen after long milling time was determined by inductively coupled plasma (ICP) spectroscopy (Varian, Vista-Megapixel MPX, Mulgrave, Australia). Such measurements gave values of 3.3 ± 0.7 at. % for carbon and less than 100 ppm for oxygen.
3. Results and Discussion
3.1. Crystallization Kinetics
Figure 1 shows an X-ray diffraction pattern of the Al82La10Fe4Ni4 amorphous powder alloy after MA during 350 h. The XRD trace shows a broad diffuse diffraction peak at about 36 degrees, characterizing an X-ray amorphous structure.
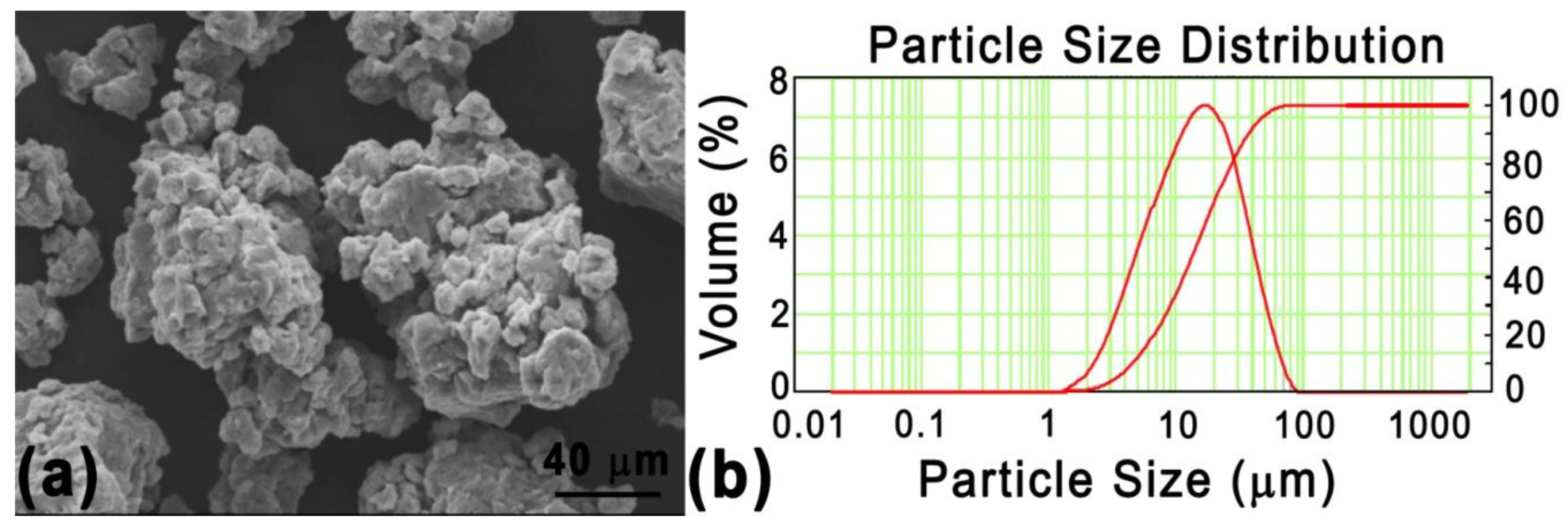
Figure 2a presents a SEM observation of the as-milled Al82La10Fe4Ni4 amorphous powder, where it can be seen agglomerates of fine powder particles whose sizes are far below 15 µm. The particle shape appears to be more spherical than flake-like, indicating that sliding events dominated during ball-collisions. Particle size distribution of the sample is shown in Figure 2b, where it is possible to observe a unimodal distribution. Measurements gave an average particle size (d0.5) of about 14.42 µm.
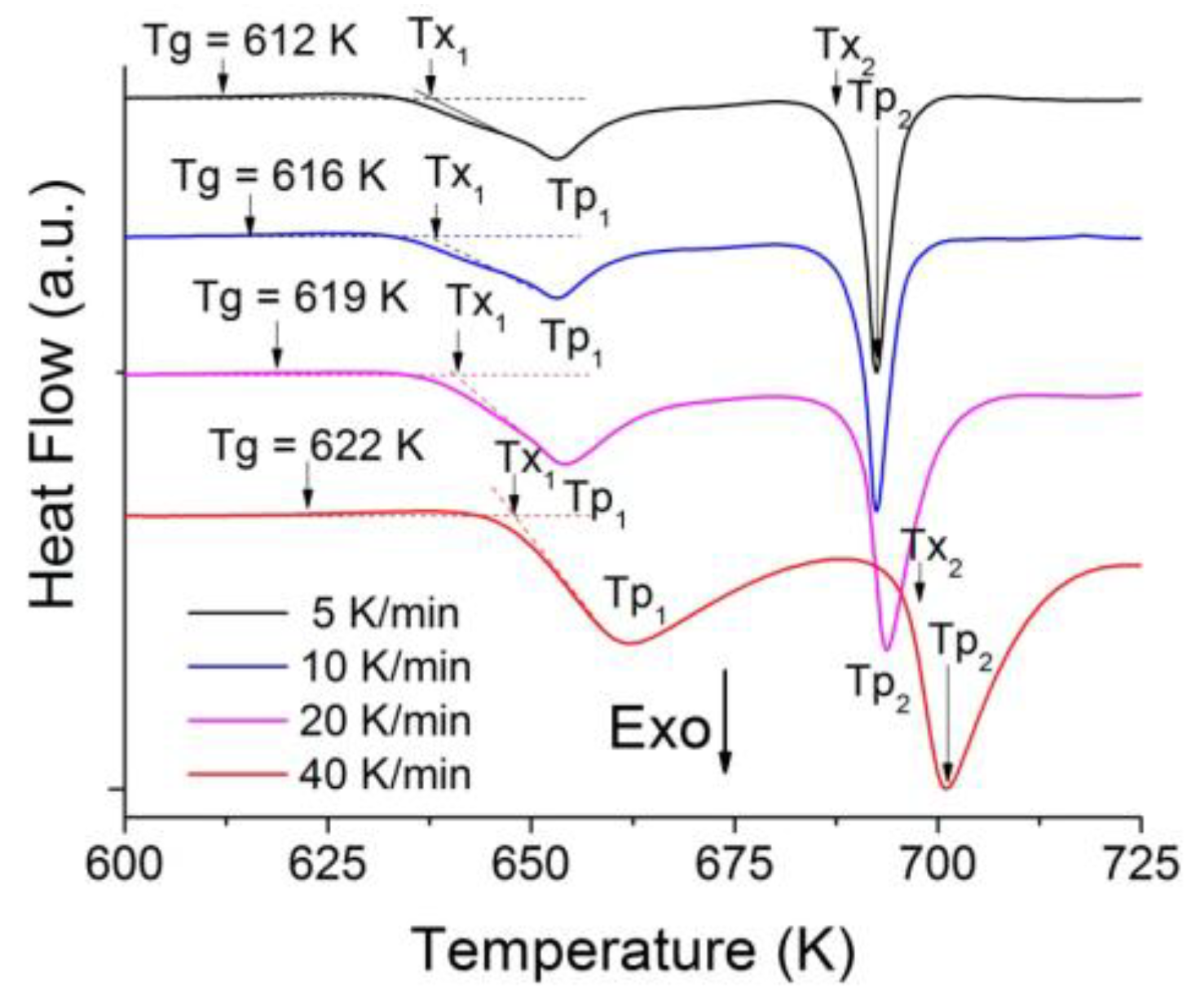
Figure 3 presents DSC scans at different heating rates (β) for the as-milled Al82La10Fe4Ni4 amorphous powders. DSCs show two large exothermic events, probably indicating two-step crystallization. Before the first peak, every DSC curve exhibits a small endothermic event, thermally manifesting a slight rise in specific heat (Cp) and characterizing a glass transition temperature (Tg), whose values are roughly indicated in the figure. The two exothermic peaks are characteristically determined by onset (Tx1 and Tx2) and peak (Tp1 and Tp2) temperatures. Table 1 summarizes values of Tx and Tp, as well as the supercooled liquid region value (ΔTx = Tx1 − Tg), at different heating rates. As expected, the characteristic temperatures shift towards higher temperatures as the heating rate is increased from 5 to 40 K/min. The super-cooled liquid region is similar for all the conditions having an average value of about 24 K.
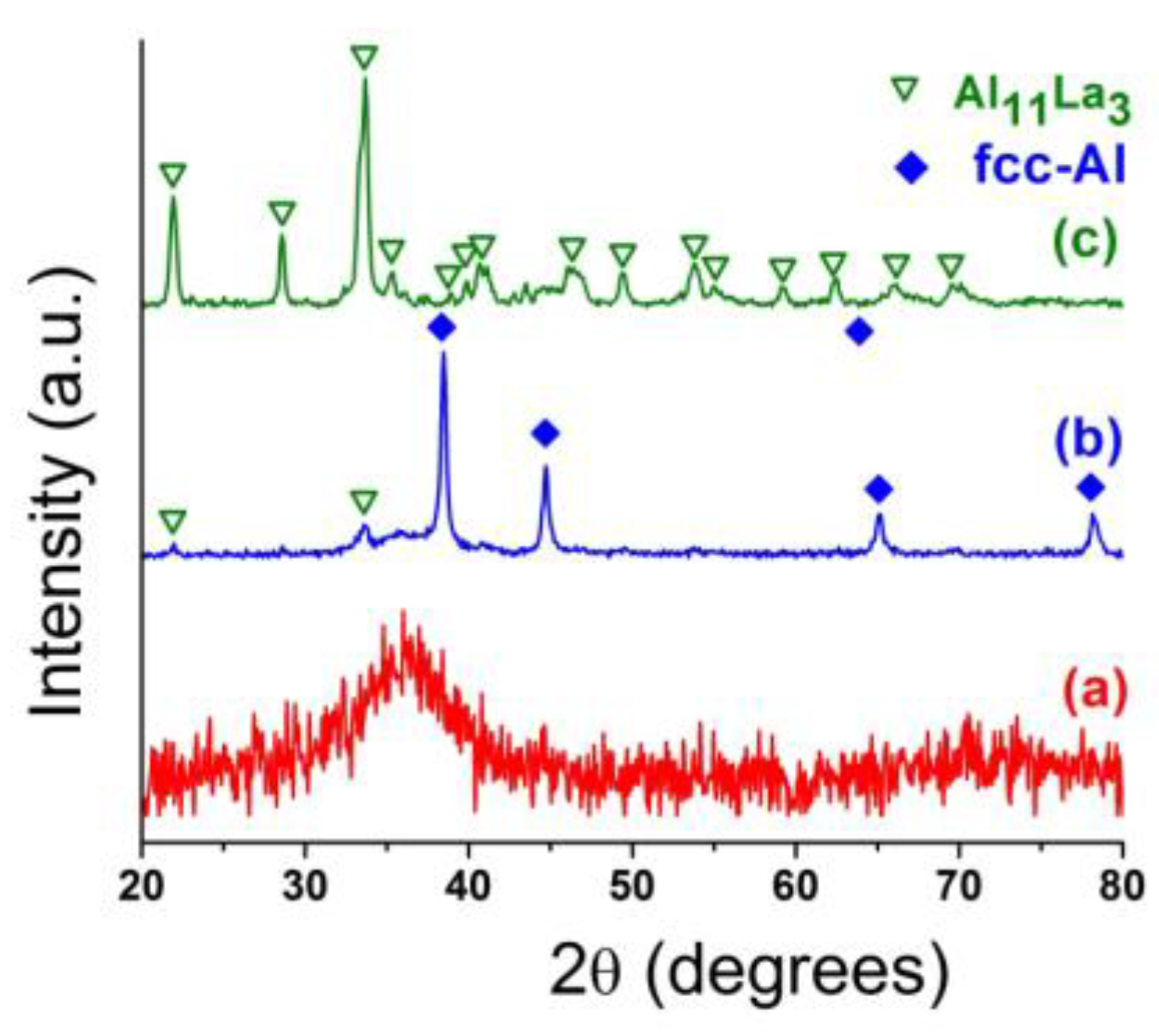
To study structural changes of the Al82La10Fe4Ni4 amorphous powders during heating, they were annealed in the DSC under continuous heating at 40 K/min up to different temperatures throughout exothermic peaks and then cooled down to room temperature at 100 K/min. Figure 4 presents XRD patterns of crystallized samples in comparison with the amorphous one. Figure 4b displays the result after heating the sample up to the completion of the first exothermic DSC peak (at 682 K). As one can observe, both the fcc-Al and the intermetallic phase Al11La3 have precipitated, and are superimposed to a small amorphous halo. Indeed, due to the very small amount of the intermetallic phase, this result indicates that the first crystallization is composed by nanocrystals of fcc-Al. After annealing at 758 K, full crystallization occurs (Figure 4c). In this case, only the intermetallic phase Al11La3 is present and fcc-Al is entirely transformed in Al11La3. No other phase is observed at any annealing temperature, which may be due to the minimal amount of Fe and Ni elements. In this way, it is believed that the large second exothermic peak in Figure 3 is due to phase transformation from fcc-Al to Al11La3.
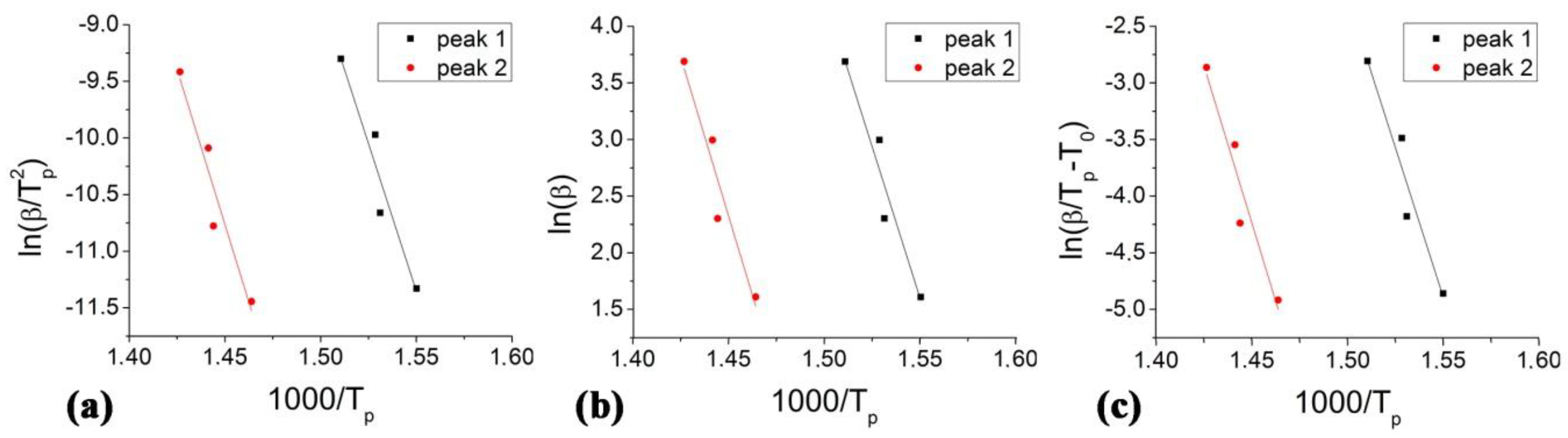
The activation energy (Ea) for the crystallization process gives valuable information regarding the thermal stability of the sample. Such activation energy can be evaluated from constant-rate heating DSC curves taken at different heating rates using the Kissinger, Ozawa, and Augis-Bennett equations, as given by Equations (1)–(3), respectively: [35,36]
where β is the heating rate, Tp is the temperature at the exothermal peak, R is the gas constant, and Ea is the activation energy of crystallization. Figure 5a–c show the Kissinger plot ln(β/Tp2) versus 1000/Tp, Ozawa plot ln(β) versus 1000/Tp, Augis-Bennett plot ln(β/Tp − To) versus 1000/Tp, respectively. All plots yield straight lines with a good fit.
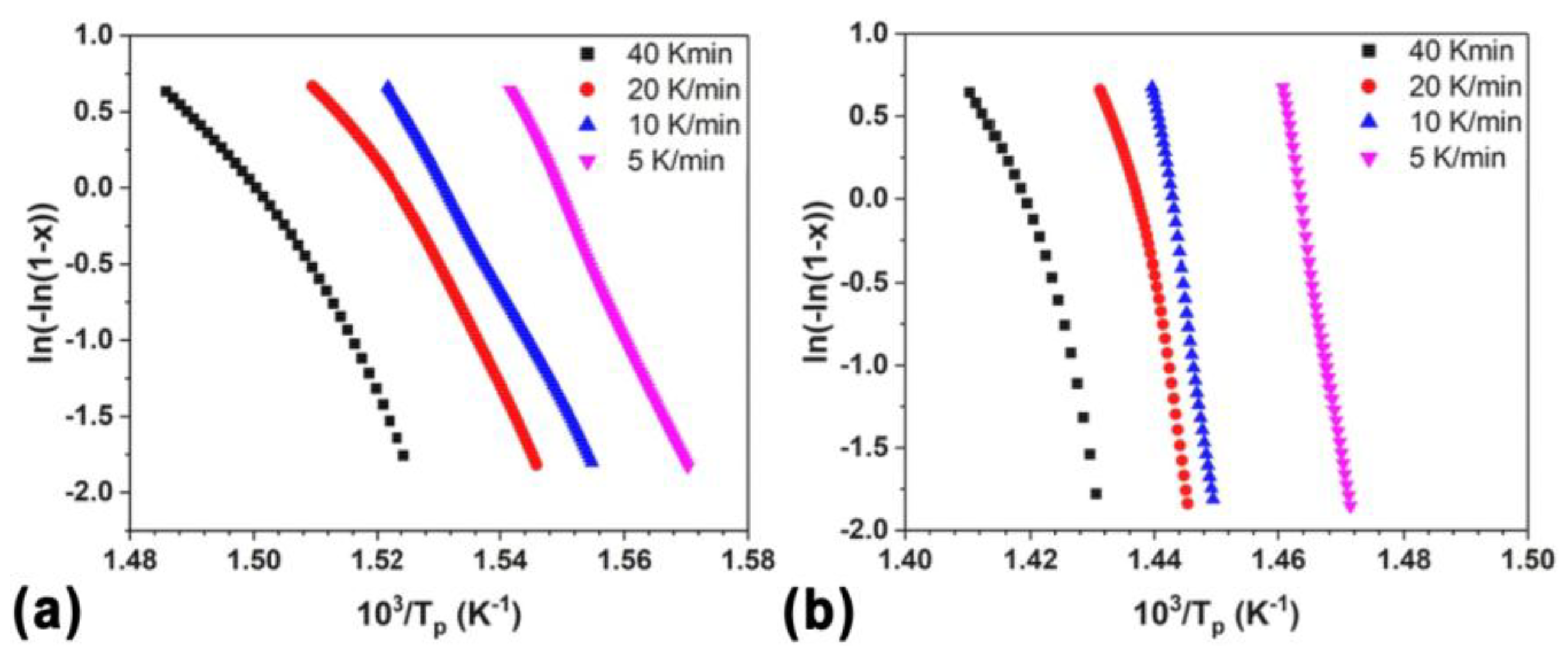
The Avrami exponent (n) gives detailed information on the nucleation and growth mechanism of new crystalline grains during the phase transition, which can be obtained by Johnson-Mehl-Avrami (JMA) equation [37,38]:
where x is the crystallized volume fraction at the time t, n is the Avrami exponent, and k is the reaction rate constant related to the absolute temperature described by the Arrhenius equation:
where ko a constant, is the activation energy, R is the gas constant and T is the absolute temperature.
Table 2 presents results of the activation energy calculated through the three methods, which shows very similar values for any method. The apparent activation energy Ea1 of amorphous alloys is strongly dependent on the type of the primary phase. The greater the complexity of the primary phase the longer the distance of atom’s diffusion, and as a consequence, the higher the value of Ea1. The obtained values of Ea1 are almost three times the value for the self-diffusion of aluminum [39]. For the glassy Al82La10Fe4Ni4 alloy melt-spun at 40 ms−1, the crystallization takes place in three overlapping heat events. The activation energies for three main peaks crystallization events are 290, 302 and 298 kJ/mol by Kissinger method and 286, 298 and 295 kJ/mol by Ozawa method [40]. These activation energies values are lower than those of mechanical alloyed Al82La10Fe4Ni4 glassy powder, as seen in Table 2. The high values of Ea1 are related to the stability of the amorphous phase, which may bring beneficial consequences for the additional hot consolidation of the alloy, so that the amorphous alloy prepared by MA is difficult to crystallize compares to that of melt spinning one.
The crystallized volume fraction (x) was determined by measuring the corresponding partial area of the exothermic peak. The parameters of the JMA equation can be calculated by plotting ln[−ln(1 − x)] versus ln(1/T) with x between the range of 15% to 85% of transformed fractions, the JMA plots at different heating rates are presented in Figure 6. By measuring the slopes of these plots, the values of the Avrami exponents were evaluated and are summarized in Table 3. The average values were 1.41 and 3.61 in the first and the second crystallization process, respectively, as shown in Table 3.
It is noteworthy that the anomalously small value of the Avrami exponent is related to some unique features of mechanisms involved in nanocrystals’ formation such as the increase in the quenched-in nucleation sites, which accelerates the nucleation rate of the primary phase, blocking the growth process, and giving a quasi-stable grain size.
Average values of n of about 1.41 suggest almost zero nucleation rate [2]. This behavior can be understood by considering the phase formation during crystallization. The first crystallization event is mainly characterized by the formation of fcc-Al mostly through a nucleation and growth mechanism. However, each formed fcc-Al nanocrystal rejects solute elements Ni, Fe, and La into the residual amorphous matrix, thus reducing the driving force for the formation of additional fcc-Al and significantly reducing the nucleation rate, according to the small value of the Avrami exponent (n = 1.41). Values of n of about 3.61 confirm the above observation regarding phase transformation when discussing Figure 4. In other words, it may be related to a transformation mechanism characterized by diffusion controlled three-dimensional growth and increasing nucleation rate [41], related to the conversion of fcc-Al into Al11La3.
In this section, it was shown that the production of powders of the amorphous Al82La10Fe4Ni4 alloy after 350 h of milling in a planetary mill. Such powders had a unimodal distribution and an average particle size of about 14.42 μm. After thermal analysis, two exothermic peaks during heating being the first related mainly to the precipitation of fcc-Al, and the second was attributed to phase transformation from fcc-Al to the intermetallic Al11La3 phase were observed. The Avrami exponent (n) calculated for the first peak was about 1.41, suggesting almost a zero nucleation rate. Such value was about 3.61 for the second peak, characterizing a diffusion controlled three-dimensional growth and increasing the nucleation rate. Activation energies calculated by three different methods were found to be similar. A high value for the activation energy for the first crystallization was observed, indicating high stability of the amorphous phase.
In the next section, the sintering behavior of the amorphous Al82La10Fe4Ni4 powders sintered at different temperatures by SPS to obtain bulks will be analyzed in addition to densification, final microstructural, and structural features, and relate them to mechanical and fracture behaviors.
3.2. Consolidation and Mechanical Properties
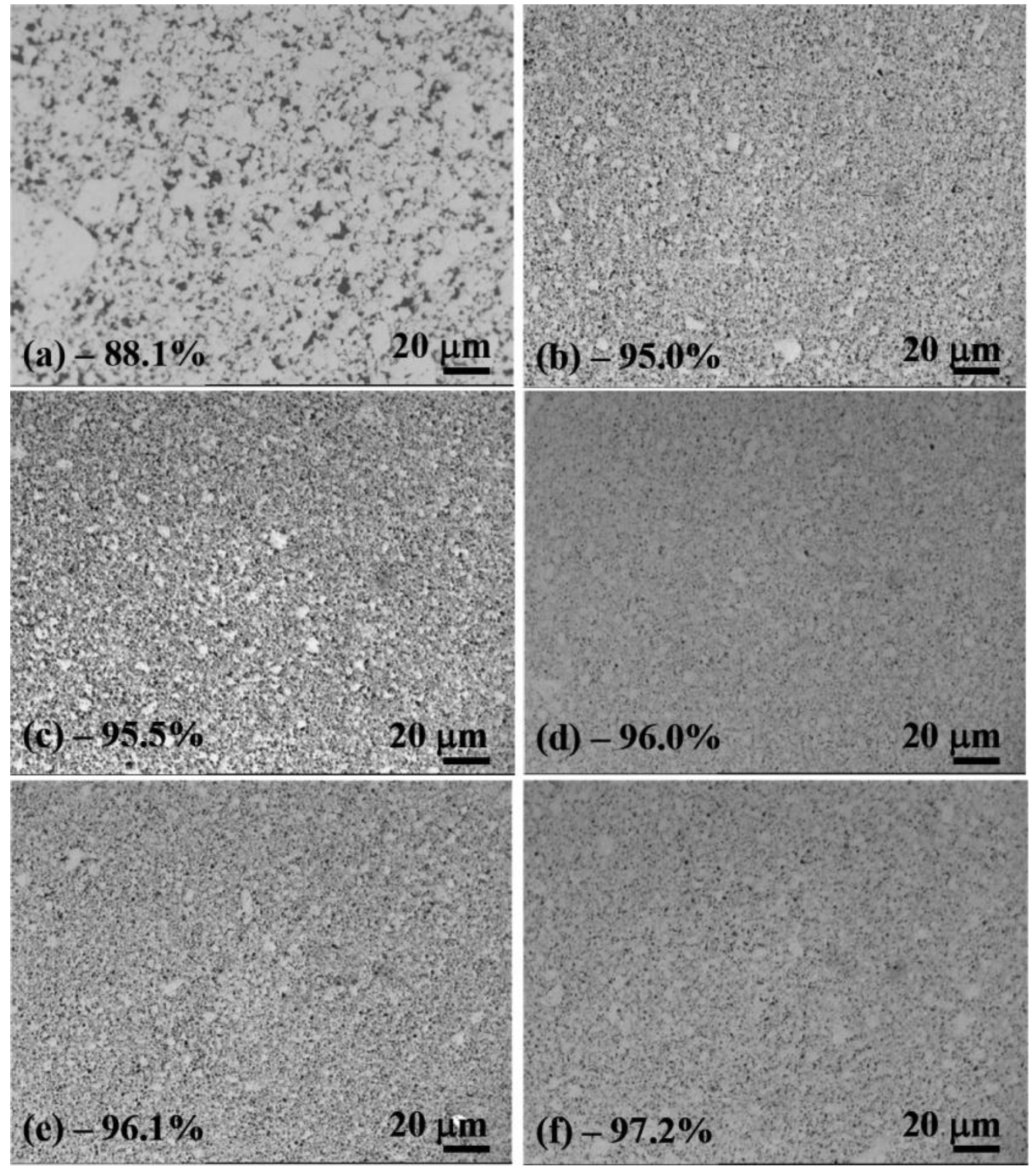
The amorphous Al82La10Fe4Ni4 powder was consolidated by SPS at temperatures just below the first crystallization event to produce bulk samples with retained amorphous structure. Figure 7a–f illustrates OM images of the polished surface of amorphous Al82La10Fe4Ni4 bulk samples sintered at different temperatures between 543 and 623 K, under a pressure of 500 MPa with 3 min of holding time.
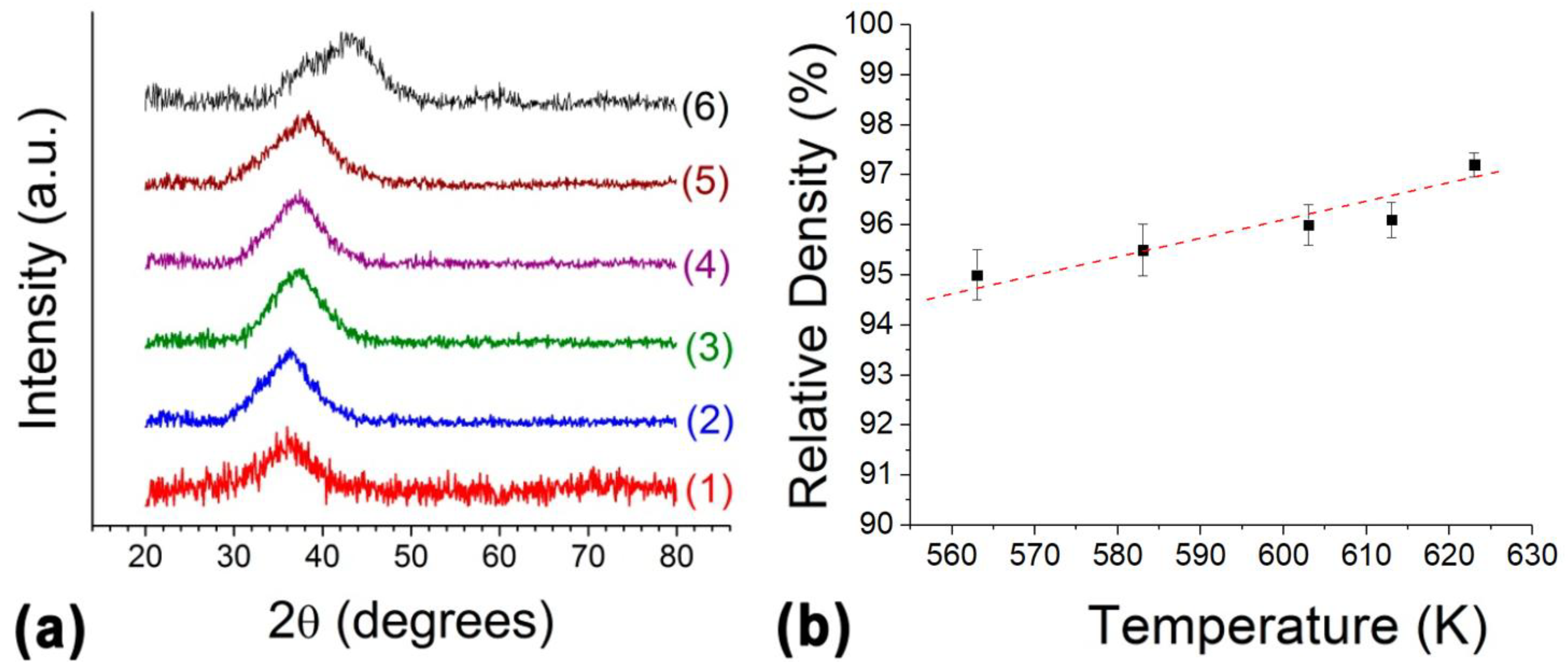
Large porosity (dark-gray contrast in Figure 7a) appears clearly throughout the samples sintered at 543 K, whose relative density was measured to be about 88.1%. However, with the increase of the sintering temperature, pores were gradually and rapidly removed such in 563, 583, 603, 613, and 623 K (Figure 7b–f, respectively). The values found for the relative density in the above sequence of temperatures were 95.0, 95.5, 96.0, 96.1, and 97.2% (Figure 8b). In other words, higher densities are obtained at the higher sintering temperature.
Figure 8a presents XRD patterns of amorphous powder and sintered samples at various sintering temperatures. Certainly, the amorphous structure is retained at sintering temperatures below 603 K. Broad peaks correspond to amorphous structures and shift towards higher scattering angle values, from about 36° in the as-milled condition, to 38° at 603 K. The peak shift could be due the release of internal stresses.
At the highest sintering temperature of 623 K, the peak shifts to the higher diffraction angle of about 43°. However, clearly, there is a shoulder on the left side of the major peak, corresponding to about 38°, which is the same as for the condition of 603 K. This behavior means that there is a contribution of an amorphous phase and another from a possible nanocrystals’ precipitation. Additionally, confirming this last statement is the appearance of a second broad peak on the righter side of the first peak at about 60° and the sudden increase the relative density of the sample sintered at 623 K as shown in Figure 8b, which is the highest at about 97.2%. This relative density value is lower than that of Petersen et al. for amorphous Ni-based alloy (> 99%) due to using the high pressure of 1 GPa and sintering after the first crystallization peak of 948 K together with screened ball-milled powder volume fractions of 60% with diameters 53 ÷ 106 µm and 40% with diameters <53 µm [42]. Figure 9 presents the results of density and micro-hardness measurements for the bulk amorphous Al82La10Fe4Ni4 samples at various sintering temperatures. As for the relative densities, the density of bulk amorphous Al82La10Fe4Ni4 samples was strongly dependent on the sintering temperatures, which grows almost linearly with the temperature. The highest density was observed for the sample sintered at approximately 623 K, reaching about 3.29 g·cm−3, as shown in Figure 9a. In the same sense as for densities, the micro-hardness of bulk samples increased almost linearly with the temperature. The dashed line is a linear fitting considering the instrumental error. In this way, considering such an instrumental error, the highest hardness was also acquired by the sample sintered at 623 K, where the micro-hardness was, on average ~350 HV0.25 (Figure 9b). This behavior may be attributed to the risen densification of the samples, as shown in Figure 7, Figure 8b, and Figure 9a.
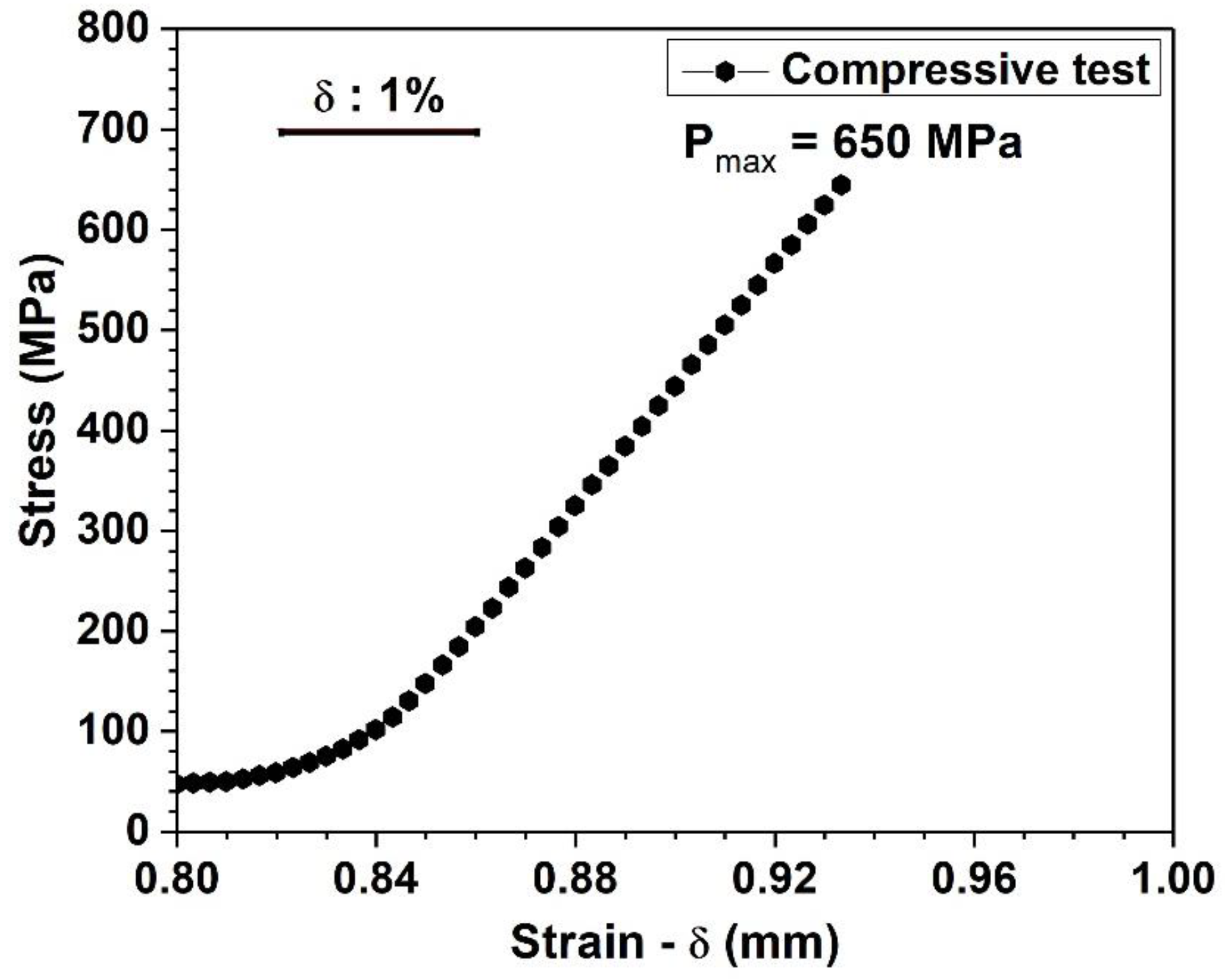
Figure 10 shows the compressive stress-strain curve for such condition. The fracture strength of the sintered sample reached 650 MPa with a nominal strain of about 2.34%, but without plastic strain before the catastrophic failure. In spite of having strength higher than the hardenable 7XXX series aluminum alloys [43,44], it should be expected greater strength for the amorphous condition. However, as stated above, the condition of 573 K was not fully densified. Thus, porosity played the role by accelerating the failure.
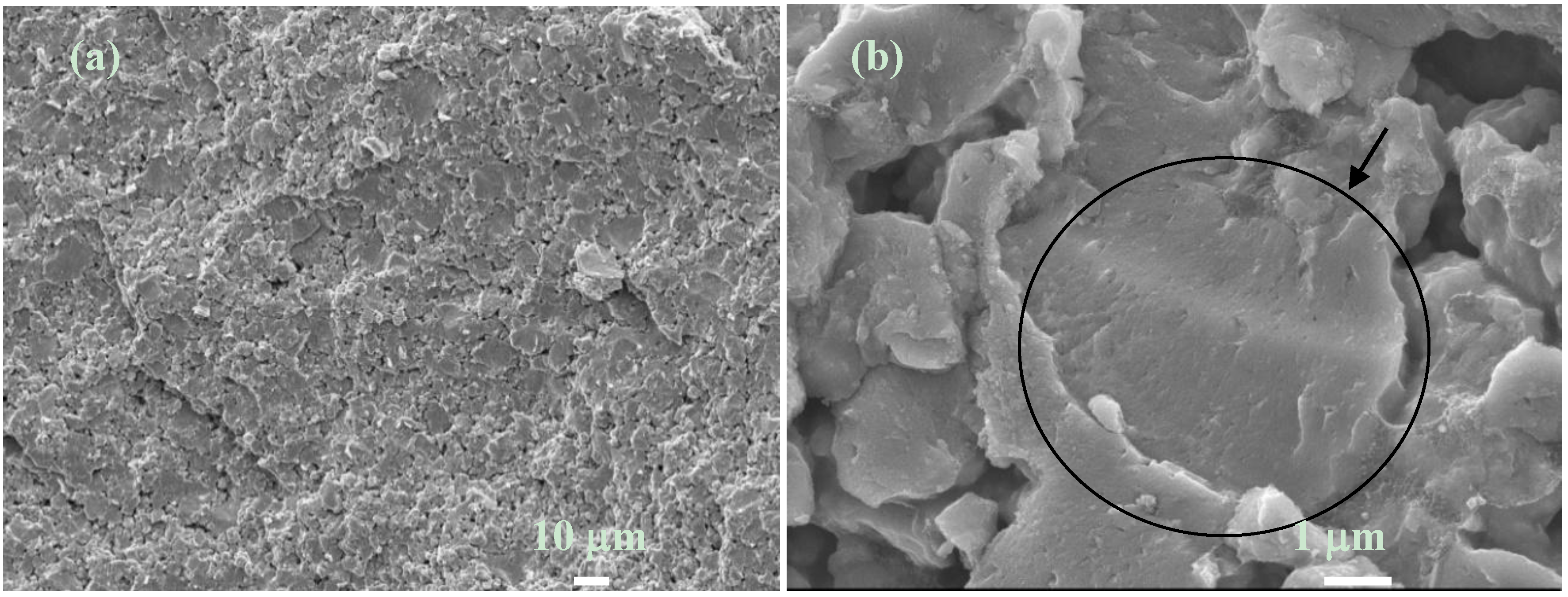
Figure 11 shows FE-SEM images of the Al82La10Fe4Ni4 sample sintered at 573 K after the compression test. As stated above, porosity was the main reason behind the failure, as it can be observed in Figure 11a. However, the trans-particle fracture mechanism observed in Figure 11b indicates the efficiency of the sintering condition, which, if fully densified, both strength and strain-to-failure could be even higher.
4. Conclusions
Fully amorphous Al82La10Fe4Ni4 alloy powder has a unimodal distribution and an average particle size (d0.5) of about 14.42 μm obtained after 350 h of milling using a planetary ball mill. Thermal analysis revealed two exothermic peaks during heating. The first is due to crystallization, where mainly fcc-Al is precipitating, and the second was attributed to phase transformation from fcc-Al to the intermetallic Al11La3 phase. The precipitation of fcc-Al and intermetallic Al11La3 phase progresses with an Avrami exponent (n) for the first peak of about 1.41, suggesting almost a zero nucleation rate. However, the value of n of about 3.61 is related to the phase transformation mechanism, which is characterized by diffusion controlled three-dimensional growth and increasing nucleation rate. The values of activation energies calculated by three different methods are very similar. The high activation energy for the first crystallization indicates mainly the stability of the amorphous state. The sintering behavior of the amorphous Al82La10Fe4Ni4 powder alloy shows two maximum in shrinkage rate around 423 and 573 K. After sintering below 603 K, bulk samples retained amorphous structure as seen from XRD patterns. The highest density was observed for sample sintered at approximately 623 K, which was about 3.29 g·cm−3. The hardness value of compact sample reaches a maximum value of ~350 HV0.25 at a sintering temperature of 623 K. The consolidated bulk material exhibits a high compressive strength of 650 MPa with maximum elongation of 2.34%, but without plastic deformation. Porosity was ascertained as being the responsible for this behavior. The morphology of the failure surface of the bulk amorphous Al82La10Fe4Ni4 alloy shows the transparticle-fracture mechanism, indicating the efficiency of the sintering condition. Further research in the specific subject of crystallization of bulks and comparison with the results from ribbons will be performed in a future work.
Author Contributions
N.H.V and N.T.H.O. performed research, analyzed the data and wrote the paper; J.-S.K. and A.M.J.J assisted in the data analysis and revised manuscript.
Funding
This research is funded by Vietnam National Foundation for Science and Technology Development (NAFOSTED) under grant number 103.02-2017.366.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Inoue, A.; Kita, K.; Ohtera, K.; Kimura, H.; Masumoto, T. Al-Y-Ni amorphous powders prepared by high-pressure gas atomization. J. Mater. Sci. Lett. 1988, 7, 1287–1290. [Google Scholar] [CrossRef]
- Ye, F.; Lu, K. Crystallization kinetics of Al–La–Ni amorphous alloy. J. Non Cryst. Solids 2000, 262, 228–235. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Witkin, D.; Lavernia, E.J. Crystallization behavior of a gas atomized Al85Ni10La5 amorphous alloy. J. Non Cryst. Solids 2005, 351, 1646–1652. [Google Scholar] [CrossRef]
- Scudino, S.; Surreddi, K.B.; Nguyen, H.V.; Liu, G.; Gemming, T.; Sakaliyska, M.; Kim, J.S.; Vierke, J.; Wollgarten, M.; Eckert, J. High-strength Al87Ni8La5 bulk alloy produced by spark plasma sintering of gas atomized powders. J. Mater. Res. 2011, 24, 2909–2916. [Google Scholar] [CrossRef]
- Zhuo, L.-C.; Pang, S.-J.; Wang, H.; Zhang, T. Ductile Bulk Aluminum-Based Alloy with Good Glass-Forming Ability and High Strength. Chin. Phys. Lett. 2009, 26, 066402. [Google Scholar]
- Inoue, A.; Matsumoto, N.; Masumoto, T. Al-Ni-Y-Co Amorphous Alloys with High Mechanical Strengths, Wide Supercooled Liquid Region and Large Glass-Forming Capacity. Mater. Trans. JIM 1990, 31, 493–500. [Google Scholar] [CrossRef]
- Kim, Y.-H.; Inoue, A.; Masumoto, T. Mechanical properties of Al88(Y1−xCex)2Ni9Fe1(x = 0, 0.5, 1) amorphous alloys containing nanoscale fcc-Al particles. J. Jpn. Inst. Met. 1992, 42, 217–223. [Google Scholar] [CrossRef]
- Zhong, Z.C.; Jiang, X.Y.; Greer, A.L. Nanocrystallization in Al-based amorphous alloys. Philos. Mag. B 1997, 76, 505–510. [Google Scholar] [CrossRef]
- Tsai, A.P.; Kamiyama, T.; Kawamura, Y.; Inoue, A.; Masumoto, T. Formation and precipitation mechanism of nanoscale Al particles in Al-Ni base amorphous alloys. Acta Mater. 1997, 45, 1477–1487. [Google Scholar] [CrossRef]
- Gloriant, T.; Greer, A.L. Al-based nanocrystalline composites by rapid solidification of Al-Ni-Sm alloys. Nanostruct. Mater. 1998, 10, 389–396. [Google Scholar] [CrossRef]
- Johnson, W.L. Bulk Glass-Forming Metallic Alloys: Science and Technology. MRS Bull. 2013, 24, 42–56. [Google Scholar] [CrossRef]
- Wang, W.H. Bulk Metallic Glasses with Functional Physical Properties. Adv. Mater. 2009, 21, 4524–4544. [Google Scholar] [CrossRef]
- Eckert, J.; Das, J.; Pauly, S.; Duhamel, C. Mechanical properties of bulk metallic glasses and composites. J. Mater. Res. 2011, 22, 285–301. [Google Scholar] [CrossRef]
- Xu, J.; Ramamurty, U.; Ma, E. The fracture toughness of bulk metallic glasses. JOM 2010, 62, 10–18. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Bulk Metallic Glasses; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Masumoto, T. Recent progress in amorphous metallic materials in Japan. Mater. Sci. Eng. A 1994, 179–180, 8–16. [Google Scholar] [CrossRef]
- Peker, A.; Johnson, W.L. A highly processable metallic glass: Zr41.2Ti13.8Cu12.5Ni10.0Be22.5. Appl. Phys. Lett. 1993, 63, 2342–2344. [Google Scholar] [CrossRef]
- Schroers, J.; Johnson, W.L. Highly processable bulk metallic glass-forming alloys in the Pt–Co–Ni–Cu–P system. Appl. Phys. Lett. 2004, 84, 3666–3668. [Google Scholar] [CrossRef]
- Inoue, A.; Zhang, T.; Nishiyama, N.; Ohba, K.; Masumoto, T. Preparation of 16 mm Diameter Rod of Amorphous Zr65Al7.5Ni10Cu17.5 Alloy. Mater. Trans. JIM 1993, 34, 1234–1237. [Google Scholar] [CrossRef]
- Perepezko, J.H.; Smith, J.S. Glass formation and crystallization in highly undercooled Te-Cu alloys. J. Non Cryst. Solids 1981, 44, 65–83. [Google Scholar] [CrossRef]
- Si, P.; Bian, X.; Li, W.; Zhang, J.; Yang, Z. Relationship between intermetallic compound formation and glass forming ability of Al–Ni–La alloy. Phys. Lett. A 2003, 319, 424–428. [Google Scholar] [CrossRef]
- Tavoosi, M.; Karimzadeh, F.; Enayati, M.H.; Kim, H.S. Consolidation of amorphous Al80Fe10Ti5Ni5 powders by hot pressing. J. Nanomater. 2012, 2012. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Johnson, W.L. Thermodynamic and kinetic aspects of the crystal to glass transformation in metallic materials. Prog. Mater. Sci. 1986, 30, 81–134. [Google Scholar] [CrossRef]
- Choi, P.P.; Kim, J.S.; Nguyen, O.T.H.; Kwon, D.H.; Kwon, Y.S.; Kim, J.C. Al-La-Ni-Fe bulk metallic glasses produced by mechanical alloying and spark-plasma sintering. Mater. Sci. Eng. A 2007, 449–451, 1119–1122. [Google Scholar] [CrossRef]
- Nguyen, V.H.; Nguyen, O.T.H.; Dudina, D.V.; Le, V.V.; Kim, J.-S. Crystallization Kinetics of Al-Fe and Al-Fe-Y Amorphous Alloys Produced by Mechanical Milling. J. Nanomater. 2016, 2016. [Google Scholar] [CrossRef]
- Schultz, L. Formation of amorphous metals by mechanical alloying. Mater. Sci. Eng. 1988, 97, 15–23. [Google Scholar] [CrossRef]
- Dudina, D.V.; Mukherjee, A.K. Reactive Spark Plasma Sintering: Successes and Challenges of Nanomaterial Synthesis. J. Nanomater. 2013, 2013. [Google Scholar] [CrossRef]
- Yurlova, M.S.; Demenyuk, V.D.; Lebedeva, L.Y.; Dudina, D.V.; Grigoryev, E.G.; Olevsky, E.A. Electric pulse consolidation: An alternative to spark plasma sintering. J. Mater. Sci. 2014, 49, 952–985. [Google Scholar] [CrossRef]
- Kim, S.-Y.; Lee, G.-Y.; Park, G.-H.; Kim, H.-A.; Lee, A.Y.; Scudino, S.; Prashanth, K.G.; Kim, D.-H.; Eckert, J.; Lee, M.-H. High strength nanostructured Al-based alloys through optimized processing of rapidly quenched amorphous precursors. Sci. Rep. 2018, 8, 1090. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, X.P.; Yan, M.; Ji, G.; Qian, M. Applied pressure on altering the nano-crystallization behavior of Al86Ni6Y4.5Co2La1.5 metallic glass powder during spark plasma sintering and its effect on powder consolidation. J. Nanomater. 2013, 2013. [Google Scholar] [CrossRef]
- Vidyasagar, C.S.; Karunakar, D.B. Development of 2024 AA-Yttrium composites by Spark Plasma Sintering. IOP Conf. Ser. Mater. Sci. Eng. 2018, 346, 012050. [Google Scholar] [CrossRef] [Green Version]
- Surreddi, K.B.; Srivastava, V.C.; Scudino, S.; Sakaliyska, M.; Uhlenwinkel, V.; Kim, J.S.; Eckert, J. Production of high-strength Al85Y8Ni5Co2 bulk alloy by spark plasma sintering. J. Phys. Conf. Ser. 2010, 240, 012155. [Google Scholar] [CrossRef]
- Surreddi, K.B.; Scudino, S.; Sakaliyska, M.; Prashanth, K.G.; Sordelet, D.J.; Eckert, J. Crystallization behavior and consolidation of gas-atomized Al84Gd6Ni7Co3 glassy powder. J. Alloys Compd. 2010, 491, 137–142. [Google Scholar] [CrossRef]
- Heireche, L.; Belhadji, M. The methods Matusita, Kissinger and Ozawa in the study of the crystallization of glasses. The case of Ge-Sb-Te alloys. Chalcogenide Lett. 2007, 4, 23–33. [Google Scholar]
- Mehta, N.; Agarwal, P.; Kumar, A. A study of the crystallization kinetics in Se68Ge22Pb10 chalcogenide glass. Indian J. Eng. Mater. Sci. 2004, 11, 511–515. [Google Scholar]
- Roy, D.; Raghuvanshi, H. Study on crystallization kinetics of Al65Cu20Ti15 amorphous alloy. J. Non Cryst. Solids 2011, 357, 1701–1704. [Google Scholar] [CrossRef]
- Sahoo, K.L.; Rao, V.; Mitra, A. Crystallization Kinetics in an Amorphous Al-Ni-Mm-Fe Alloy. Mater. Trans. 2003, 44, 1075–1080. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Wang, D.; Zhu, B.; Li, Y.; Han, F. Crystallization kinetics and thermal stability of mechanically alloyed Al76Ni8Ti8Zr4Y4 glassy powder. J. Non Cryst. Solids 2014, 385, 111–116. [Google Scholar] [CrossRef]
- Basu, J.; Ranganathan, S. Crystallisation in Al–ETM–LTM–La metallic glasses. Intermetallics 2004, 12, 1045–1050. [Google Scholar] [CrossRef]
- Mohammadi Rahvard, M.; Tamizifar, M.; Boutorabi, S.M.A. Non-isothermal crystallization kinetics and fragility of Zr56Co28Al16 and Zr56Co22Cu6Al16 bulk metallic glasses. J. Therm. Anal. Calorim. 2018. [Google Scholar] [CrossRef]
- Petersen, A.S.; Cheung, A.M.; Neilson, H.J.; Poon, S.J.; Shiflet, G.J.; Lewandowski, J.J. Processing and Properties of Ni-Based Bulk Metallic Glass via Spark Plasma Sintering of Pulverized Amorphous Ribbons. MRS Adv. 2017, 2, 3815–3820. [Google Scholar] [CrossRef]
- Rometsch, P.A.; Zhang, Y.; Knight, S. Heat treatment of 7xxx series aluminium alloys—Some recent developments. Trans. Nonferrous Met. Soc. China 2014, 24, 2003–2017. [Google Scholar] [CrossRef]
- Sheng, X.; Lei, Q.; Xiao, Z.; Wang, M. Hot Deformation Behavior of a Spray-Deposited Al-8.31Zn-2.07Mg-2.46Cu-0.12Zr Alloy. Metals 2017, 7, 299. [Google Scholar] [CrossRef]
Figure 1.
XRD (X-ray diffraction) pattern of the mechanically alloyed Al82La10Fe4Ni4 powder.

Figure 2.
(a) FE-SEM (field-emission scanning electron microscopy) image and (b) particle size distribution of Al82La10Fe4Ni4 amorphous powder.
Figure 2.
(a) FE-SEM (field-emission scanning electron microscopy) image and (b) particle size distribution of Al82La10Fe4Ni4 amorphous powder.

Figure 3.
DSC (differential scanning calorimetry) curves of Al82La10Fe4Ni4 amorphous powder at various heating rates.
Figure 3.
DSC (differential scanning calorimetry) curves of Al82La10Fe4Ni4 amorphous powder at various heating rates.

Figure 4.
XRD trace of amorphous Al82La10Fe4Ni4 MA powder: (a) as-milled powder and heat treatment for (b) first and (c) second crystallization peak temperatures of 682 and 758 K, respectively.
Figure 4.
XRD trace of amorphous Al82La10Fe4Ni4 MA powder: (a) as-milled powder and heat treatment for (b) first and (c) second crystallization peak temperatures of 682 and 758 K, respectively.

Figure 5.
(a) Kissinger plot of the Al82La10Fe4Ni4 amorphous powder. (b) Ozawa plot of the Al82La10Fe4Ni4 amorphous powder. (c) Augis-Bennett plot of the Al82La10Fe4Ni4 amorphous powder.
Figure 5.
(a) Kissinger plot of the Al82La10Fe4Ni4 amorphous powder. (b) Ozawa plot of the Al82La10Fe4Ni4 amorphous powder. (c) Augis-Bennett plot of the Al82La10Fe4Ni4 amorphous powder.

Figure 6.
JMA plots for 1st (a) and 2nd (b) crystallization peaks of Al82La10Fe4Ni4 amorphous alloys at different heating rates.
Figure 6.
JMA plots for 1st (a) and 2nd (b) crystallization peaks of Al82La10Fe4Ni4 amorphous alloys at different heating rates.

Figure 7.
Optical micrographs of polished surface of Al82La10Fe4Ni4 bulk samples after spark-plasma sintered at (a) 543, (b) 563, (c) 583, (d) 603, (e) 613, and (f) 623 K.
Figure 7.
Optical micrographs of polished surface of Al82La10Fe4Ni4 bulk samples after spark-plasma sintered at (a) 543, (b) 563, (c) 583, (d) 603, (e) 613, and (f) 623 K.

Figure 8.
(a) XRD patterns of amorphous Al82La10Fe4Ni4 samples: (1) as-milled powder and sintered at SPS at (2) 543, (3) 563, (4) 583, (5) 603 and (6) 623 K, under pressure of 500 MPa, 3 min holding. (b) Relative densities as a function of the SPS temperature.
Figure 8.
(a) XRD patterns of amorphous Al82La10Fe4Ni4 samples: (1) as-milled powder and sintered at SPS at (2) 543, (3) 563, (4) 583, (5) 603 and (6) 623 K, under pressure of 500 MPa, 3 min holding. (b) Relative densities as a function of the SPS temperature.

Figure 9.
(a) Density and (b) micro-hardness of amorphous Al82La10Fe4Ni4 samples at various sintering temperatures.
Figure 9.
(a) Density and (b) micro-hardness of amorphous Al82La10Fe4Ni4 samples at various sintering temperatures.

Figure 10.
Compression test of sintered samples at 573 K.

Figure 11.
The fracture surface of Al82La10Fe4Ni4 compact sintered at 573 K at different magnification of (a) 500× and (b) 10,000×.
Figure 11.
The fracture surface of Al82La10Fe4Ni4 compact sintered at 573 K at different magnification of (a) 500× and (b) 10,000×.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Thermal parameters of the amorphous Al82La10Fe4Ni4 alloy at different heating rates.
| Heating Rate β, K/min | ΔTx (K) | Tx1 (K) | Tp1 (K) | Tx2 (K) | Tp2 (K) |
|---|---|---|---|---|---|
| 5 | 24.3 | 636.6 | 651.6 | 686.2 | 689.3 |
| 10 | 23.5 | 638.9 | 652.6 | 690.5 | 693.0 |
| 20 | 23.1 | 641.1 | 653.7 | 690.8 | 694.3 |
| 40 | 24.1 | 648.2 | 662 | 695.6 | 701.0 |
Table 2.
Activation energy (Ea (kJ/mol)) of Al82La10Fe4Ni4 amorphous powder for the crystallization stages determined via three methods.
Table 2.
Activation energy (Ea (kJ/mol)) of Al82La10Fe4Ni4 amorphous powder for the crystallization stages determined via three methods.
| Peak | Methods | ||
|---|---|---|---|
| Kissinger | Ozawa | Augis-Bennett | |
| 1 | 432.33 | 443.20 | 437.76 |
| 2 | 456.75 | 468.25 | 462.50 |
Table 3.
The Avrami exponent in the first and the second crystallization peaks.
| Peak | n | 40 K/min | 20 K/min | 10 K/min | 5 K/min |
|---|---|---|---|---|---|
| 1 | 1.41 | 1.16 | 1.33 | 1.42 | 1.71 |
| 2 | 3.61 | 2.07 | 3.12 | 4.84 | 4.41 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Viet, N.H.; Oanh, N.T.H.; Kim, J.-S.; Jorge, A.M., Jr. Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering. Metals 2018, 8, 812. https://doi.org/10.3390/met8100812
AMA Style
Viet NH, Oanh NTH, Kim J-S, Jorge AM Jr. Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering. Metals. 2018; 8(10):812. https://doi.org/10.3390/met8100812
Chicago/Turabian StyleViet, Nguyen Hoang, Nguyen Thi Hoang Oanh, Ji-Soon Kim, and Alberto Moreira Jorge, Jr. 2018. "Crystallization Kinetics and Consolidation of Al82La10Fe4Ni4 Glassy Alloy Powder by Spark Plasma Sintering" Metals 8, no. 10: 812. https://doi.org/10.3390/met8100812
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.