Investigation of Copper-Aluminium Composite Materials Produced by Explosive Welding


Faculty of Technology, Karabük University, Karabük 78050, Turkey
Metals 2018, 8(10), 780; https://doi.org/10.3390/met8100780
Submission received: 10 September 2018
/
Revised: 24 September 2018
/
Accepted: 26 September 2018
/
Published: 29 September 2018
Abstract
:Aluminium and copper are two metals frequently used in the automotive and aerospace industries due to their properties of lightness and high conductivity. In this study, copper and aluminium plates were joined using the explosive welding method. The effects of the explosive ratio on the properties of the bonding interface were investigated. Results of the experimental studies showed that the bonding interface changed from a slightly wavy structure to a completely wavy structure as the explosive ratio was increased. It was found that due to the cold deformation resulting from the collision of the flyer and parent plates during the explosion, there was an increase in the hardness values near the bonding interface and on the outer surfaces of the plates. The increase in deformation hardening along with the increasing explosive ratios led to the reduced impact toughness of the composites. In the results of the tensile-shear and bending tests, no separation or fracturing was seen in the bonding interfaces at any of the explosive ratios. As a result, it was seen that the explosive welding method can be used in combining copper and aluminium materials.
1. Introduction
Emerging technology has led to the need to use composite materials with different properties or to produce composite materials with new properties [1]. One of the most frequently used methods of producing composite materials is the welded bonding method. The use of conventional arc welding methods such as tungsten inert gas (TIG), metal inert gas (MIG) and metal active gas (MAG) during the welding of materials with different properties can lead to problems resulting from the effect of heat, including loss of hardness and reduction of corrosion resistance due to hot and cold fracturing [2]. In addition, materials like copper and aluminium which have very different metallurgical properties and melting temperatures (Cu = 1083 °C, Al = 657 °C) are often joined by solid-state welding methods since they cannot be easily bonded by fusion welding [3].
Aluminium and copper are two materials which are frequently joined by solid state welding in the industrial sector. Aluminium materials are lightweight and have high corrosion resistance, conductivity and formability [4]. Copper materials, in addition to their high conductivity, are easily shaped using a forging technique [5]. Because of these superior properties, the two materials are commonly favoured by the automotive and aeronautics industries [2]. A large number of copper-aluminium connectors are produced at affordable prices to be used with batteries for electric vehicles [6]. In addition, many enterprises are using a copper-aluminium bimetallic combination in place of solely copper, thus reducing cost and total weight by utilising the lower-priced aluminium material [1].
Explosive welding is one of the solid-state welding methods used in the production of copper-aluminium composite materials with superior properties. In previous studies [7,8,9], different investigations have been made on copper-aluminium composite material production using the explosive welding method. Explosive welding is a joining process that occurs at high velocity with the help of the high pressure achieved by the explosive, resulting in an inclined collision collapse. In the explosive welding method, when the metallurgical bond between the two parts is formed, there is very little or no melting at the interface [10].
Copper-aluminium composites have been successfully produced in previous studies by using the explosive welding method [11,12,13,14] and the bonding interface with microstructure and various mechanical tests has been examined. However, in previous studies, research was not conducted on the notch impact tests to determine the impact toughness of copper-aluminium composites. The purpose of this work was to use the copper and aluminium materials in common industrial use to produce copper-aluminium bimetallic composites via the explosive welding method using different explosive ratios and to investigate the effect of the explosive ratio on the microstructure (optical microscopy) and mechanical properties (microhardness, notch impact, tensile-shear and bending tests) of the produced composites.
2. Experimental Procedure
In this study, electrolytic copper supplied as hard (temper) ASTM C11000 series copper (parent plate) and hot rolled AA 1050 (pure) aluminium (flyer plate) were joined at different explosive ratios using the explosive welding method. Copper and aluminium materials in dimensions of 250 × 150 × 2 mm3 were joined using parallel geometry (Figure 1).
The chemical composition of the parent (copper) and flyer (aluminium) plates employed in the study is given in Table 1. During the joining process, the Elbar-5 explosive, consisting of 92% ammonium nitrate, 5% Motorin (diesel fuel) and 3% trinitrotoluene (TNT) produced by MKE Barutsan Company (Ankara, Turkey) was used. Pilot experiments were carried out to determine the explosive ratios to be used in the experimental studies and three different explosive ratios were determined (R = 1.5, R = 2 and R = 2.5, R being the weight of the explosive/the weight of the flyer plate). The velocity of flyer plate was calculated using the following equation:
where Vp is the flyer plate velocity (m/s), m the flyer plate weight (g), 2E the Gurney energy (2E = 2,560,000 m/s) and c the explosive amount (g). The impact angle (β) was calculated using the following equation:
where Vp is the flyer plate velocity (m/s), Vd is the explosive velocity (Elbar-5 = 3200 m/s) and α is the arrangement angle (parallel arrangement = 0°). Table 2 gives the welding parameters used in the experiments.
Welding operations were carried out on a steel base (anvil) measuring 2000 × 1500 × 150 mm3. A cardboard box containing the explosive was positioned on the top plate. A detonator was placed in this cardboard box to start the explosion. The box was closed and then the detonator was fired by remote control and the explosive operation was carried out.
Samples for microstructure and mechanical tests were taken from the produced bimetallic composite materials via the wire erosion cutting method. After being mounted in bakelite, the samples taken for use in the microstructure studies were subjected to standard sanding and polishing, respectively. The copper side was then etched using Kroll’s reagent and the aluminium side using Keller’s solution. Microstructure studies of the prepared samples were carried out using a Nikon Epiphot 200 optical microscope (Nikon, Melville, NY, USA).
The microhardness analysis was conducted on a Shimadzu HMV hardness tester (MCT-W, Shimadzu, Tokyo, Japan) with a load of 300 g and an average of three measurements was taken for each region. Three samples were used for each mechanical test and the average of the results was used. Charpy (V-notch) impact tests, as shown schematically in Figure 2, were applied to the samples at room temperature to determine the impact toughness of the produced composite materials.
Tensile-shear tests of the samples prepared according to ASTM D3165-07 (Figure 3) were carried out at a drawing velocity of 0.5 mm/min in a Shimadzu tester (Shimadzu, Tokyo, Japan). The bending tests were performed in two directions according to ASTM A 263-12. Tests were carried out in such a way that in the first, the aluminium-clad metal was on the inside, while in the other, the aluminium-clad metal was on the outside.
3. Results and Discussions
3.1. Optical Microscopy Examination
In Figure 4, microstructure images of the copper-aluminium composites produced using explosive welding are shown at different magnification rates.
Figure 4 shows the effect of the explosive ratio on the copper-aluminium composites bonding interface. When the explosive ratio was increased, the collision velocity of the flyer plate (aluminium) was increased and accordingly, the impact pressure occurring at the bonding interface was increased. Along with the rising impact pressure, the deformation rate of the plates and the rippling occurring at the bonding interface increased. When the microstructure images are examined, a slightly wavy bonding interface can be seen at the explosive ratio (R) of 1.5. At the explosive ratio of R = 2, due to the ripple effect, a bond interface formed of islands and ripple folding was observed. At the highest explosive ratio used in the experimental studies (R = 2.5), the bonding interface was found to be composed almost entirely of small islands due to the increased rippling. When the microstructure images are compared with each other, it is determined that the increase of the explosive rate increases the rippling and with this increase, the shape and dimensions of the rippling occurring in the bond interface are also changed. Miao et al. [15] reported that the collision velocity of the flyer plate increased with an increase in the explosive ratio, and the rippling in the bonding interface also increased. In Figure 5, the combined microstructure images of the bonding interface at the R = 2.5 explosive ratio are shown.
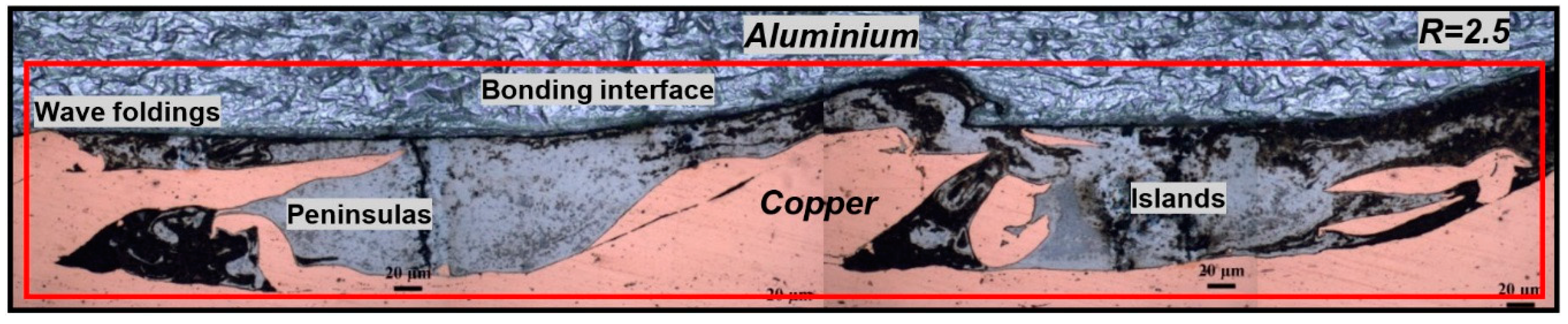
When the image (Figure 5) of the bonding interfaces is examined, there are ripple folds in the parent plate (copper) at the bonding interface resulting from the greater impact pressure from the increased explosive ratio (from R = 1.5 to R = 2.5). These ripples have mechanically locked with the flyer plate (aluminium) by way of the peninsula-like structures. At the same time, it was found that these ripples in the bonding interface and the peninsula-like structures had increased the bonding interface surface area. It has been reported in the literature [16] that in explosive welding, a wavy interface is generally preferable because it provides a greater interface area and higher durability than a flat interface. In addition, it was observed that there were peninsular and island-like structures on the copper side of the bonding interface. It is believed that these structures in the bonding interface were affected by the impact of the collision during the explosive welding. Fronczek et al. [17] have reported that during high explosive welding, the formation of peninsular and island-like morphologies at the bonding interface could result as an effect of the explosive force and metal vortex flow.
3.2. Microhardness Results
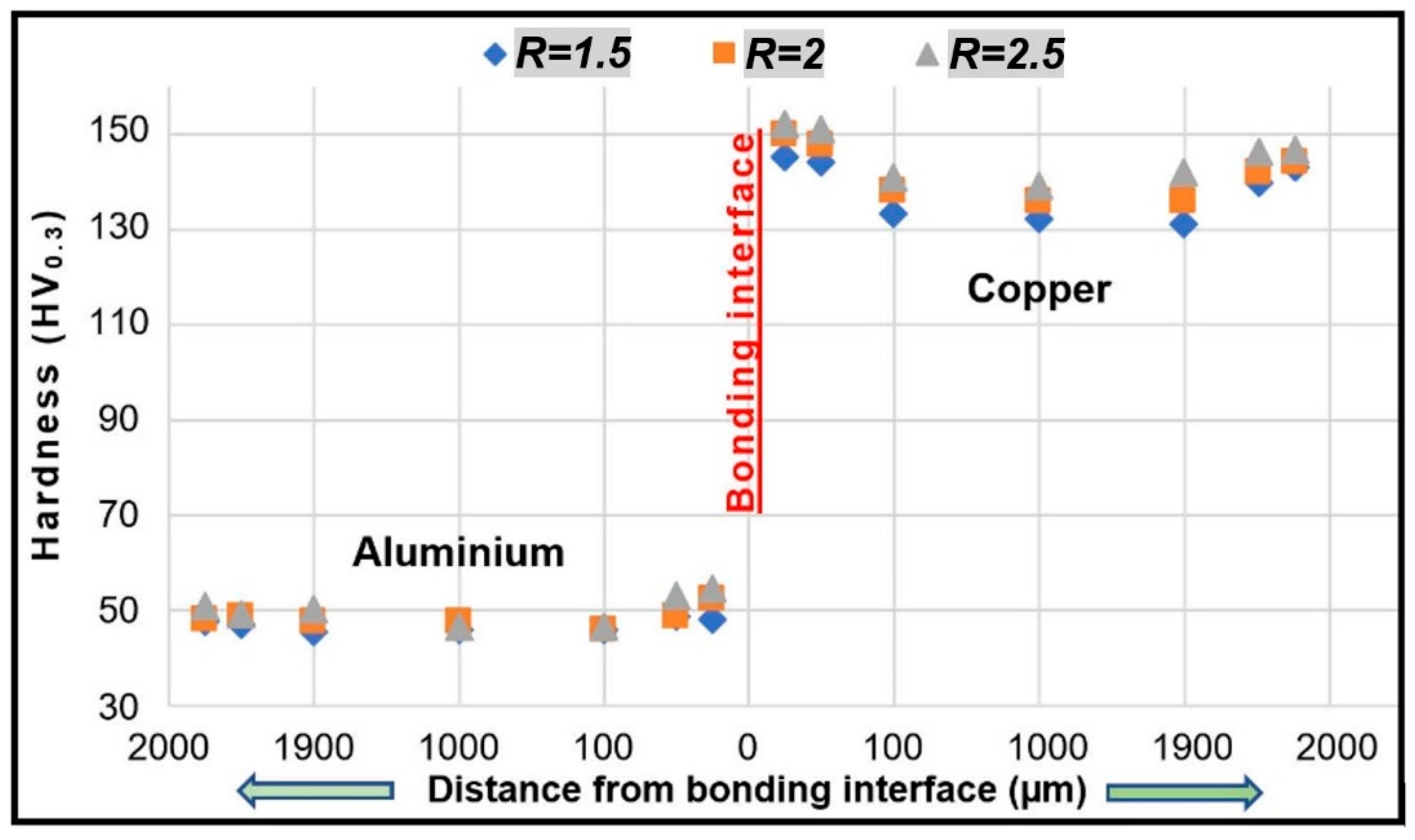
Figure 6 shows the results of the microhardness tests applied to the copper-aluminium composites to determine the effect of different explosive ratios on hardness values. The hardness graph shows that the hardness values increased on both sides of the copper-aluminium bonding interface (~100 μm for copper and aluminium) and on the outer surfaces of the composite copper and aluminium plates, depending on the increase in the explosive ratio. It was found that the hardness values near the thickness centres of the plates were similar to those of the original plate materials. The increase in hardness in the regions close to the bonding interface of the plates was due to the deformation of the plates resulting from the collision at high velocities. The increase in hardness of the outer surface of the aluminium (flyer) plate is due to the cold deformation caused by the shock waves that occur during the explosion, while the increase in hardness of the outer surface of the copper (parent) plate is thought to be due to the cold deformation with the reflection of the pressure from the base (anvil).
When the increased hardness values (Figure 6) are examined, greater increases in hardness can be seen near the bonding interface than on the outer surfaces of the plates. In explosive welding, the explosive ratio determines the collision velocity and hence the amount of deformation. The increasing amount of deformation affected the hardness value on the outer surfaces of the materials and near the bonding interface. For example, the hardness value of the original copper plate was ~130 HV, and at the ratio of R = 1.5, the value was 145 HV at the closest distance to the bonding interface of 25 μm, while it was 144 HV at a distance of 50 μm. The hardness values at 100, 1000 (plate thickness centre) and 1900 μm were found to be 132, 133, 131 HV, respectively. When approaching the outer surface of the plate from the bonding interface, the value of 140 HV was found and at a distance of 1950 μm (the outermost surface of the plate), a hardness value of 143 HV was detected. Similar hardness values were determined at the same distances for the R = 2 and R = 2.5 explosive ratios. On the other (aluminium) side of the composite material, moving away from the bonding interface, the hardness values decreased. In the central thickness area of the plate, the original aluminium hardness value (~46 HV) was nearly reached and moving toward the outer surface of the plate, the hardness values again increased.
Durgutlu et al. [18] joined copper with stainless steel via explosive welding and reported that the results of microhardness tests showed increases in hardness at the bonding interface and on the outer surfaces of the plates, as a result of the high velocity collision during explosion and cold deformation, but that cold deformation was not effective on the thickness center of the plates. It was also reported that the outer surface of the parent plate was hardened due to the base used, while the outer surface of the flyer plate was hardened as a result of the sudden high velocity impact of the explosion. Similar results after microhardness tests were reported by Acarer [19] for aluminium-copper plates combined via explosive welding.
3.3. Charpy Impact Toughness Results
Table 3 shows the results for the notch impact test conducted at room temperature on the copper-aluminium composite samples, and Figure 7 shows the macro images after the tests.
As a result of the notch impact tests, it was found that as the explosive ratio increased, the impact toughness of the composite samples decreased. Along with the increase in explosive ratio, the amount of deformation in the materials increased with the collision pressure, and the hardness values, at the bonding interface of the composite materials, increased (Figure 6). Due to this increase, there was a decrease in impact toughness of the composite samples. In a study by Kaya and Kahraman [20], Grade A ship steel-AISI 316L plates were joined using explosive welding using different explosive amounts, and the findings of the notch impact tests showed an increase in hardness. It was stated that the increase in the hardness was due to the increase in the rate of deformation together with the increase in the amount of explosive, causing a decrease in the impact toughness of the composites.
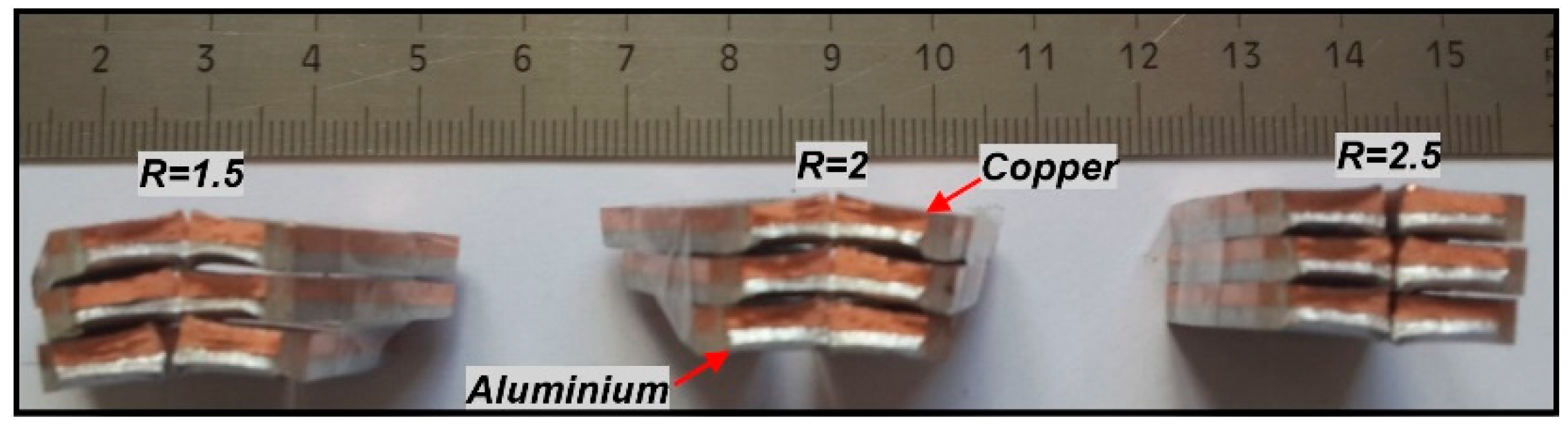
The macro images given in Figure 7 show that after the notch impact test, bending occurred at the ratios of R = 1.5 and R = 2; however, separation did not occur. In the case of the R = 2.5 explosive ratio, the samples were bent and separated. It was thought that the increasing hardness values (Figure 6) and, accordingly, the decreasing impact toughness at this explosive ratio were effective in the detachment at the composite bonding interface. Kaçar and Acarer [21] joined duplex stainless steel and pressure vessel steel via explosion welding and applied notch impact tests at different temperatures. After the tests, they reported similar results.
3.4. Tensile-Shear Test Results
The tensile-shear test results produced from the copper-aluminium composite samples are shown in Table 4 and the macro images after the tests are shown in Figure 8.
From the results of the tensile-shear test (Table 4), it was determined that the increase in the explosive ratio increased the tensile-shear strength. The flyer plate reaches a collision velocity of 1120 m/s at the R = 1.5 explosive rate, 1300 m/s at the R = 2 explosive rate and 1453 m/s at the R = 2.5 explosive ratio. The impact pressure increases dependent on the collision velocity, and impact pressure affects the amount of deformation. As a result of these interactions, the increasing explosive ratio increases the tensile-shear strength in composite materials by deformation hardening. The tensile-shear strength increases from 27.8 MPa to 29.5 MPa with the increase in the explosive ratio. This is due to the increase in the hardness values (Figure 6) resulting from the deformation occurring with the shock rippling during the explosive welding. Hoseini Athar and Tolaminejad [1] reported that, in the explosive welding method, the increased explosive rate increases the impact pressure and the increasing impact pressure increases the tensile-shear strength by sudden shock hardening.
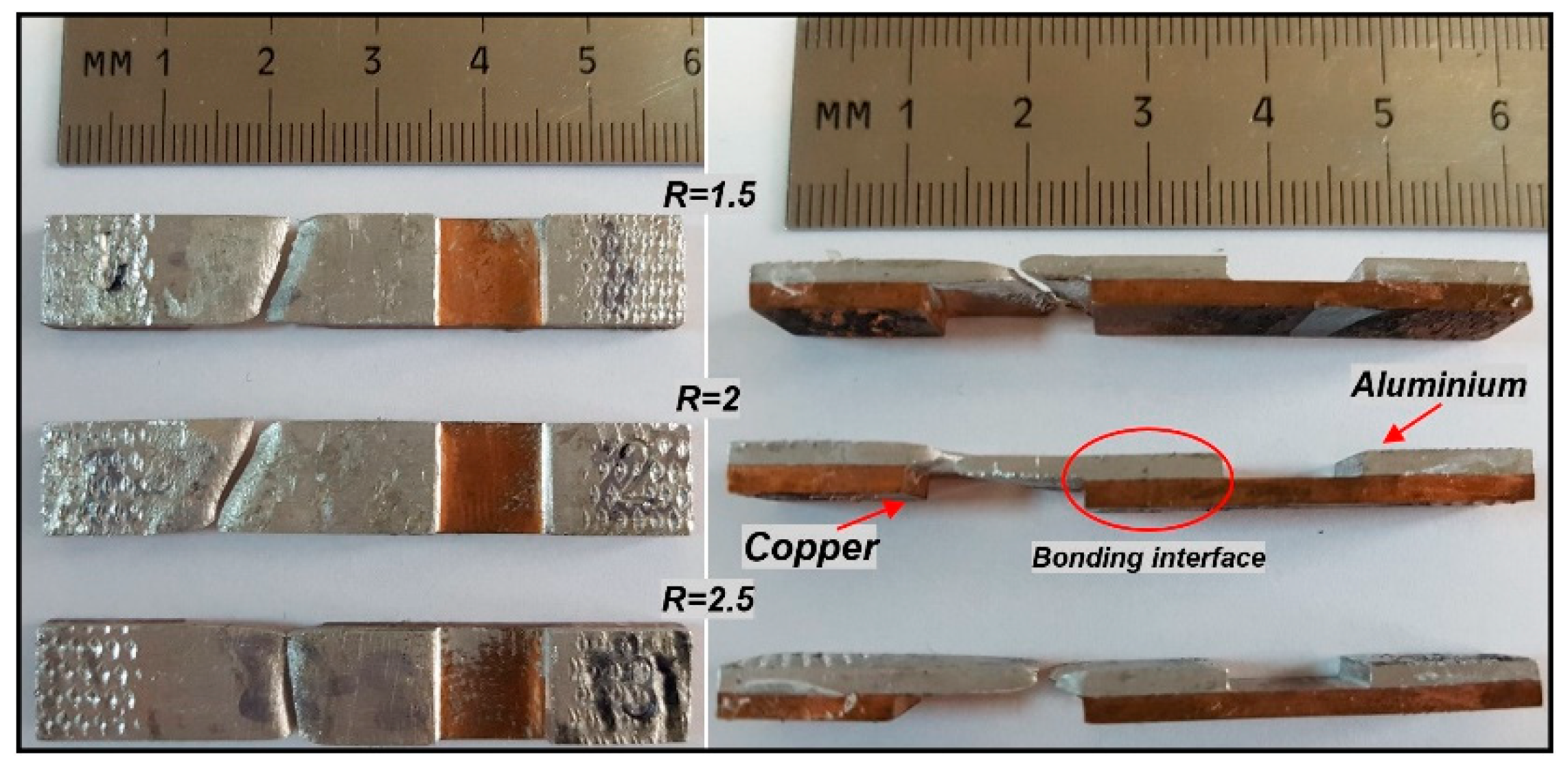
In Figure 8, the images of the samples after the tensile-shear test show that there was no damage at the bonding interface and that the separation occurred in the aluminium material. The absence of any damage at the bonding interface indicated the success of the bonding method used. Asemabadi et al. [9] produced aluminium-copper composites via explosive welding and found no separation from the bonding interface after the applied shear-shear tests.
3.5. Bending Test Results
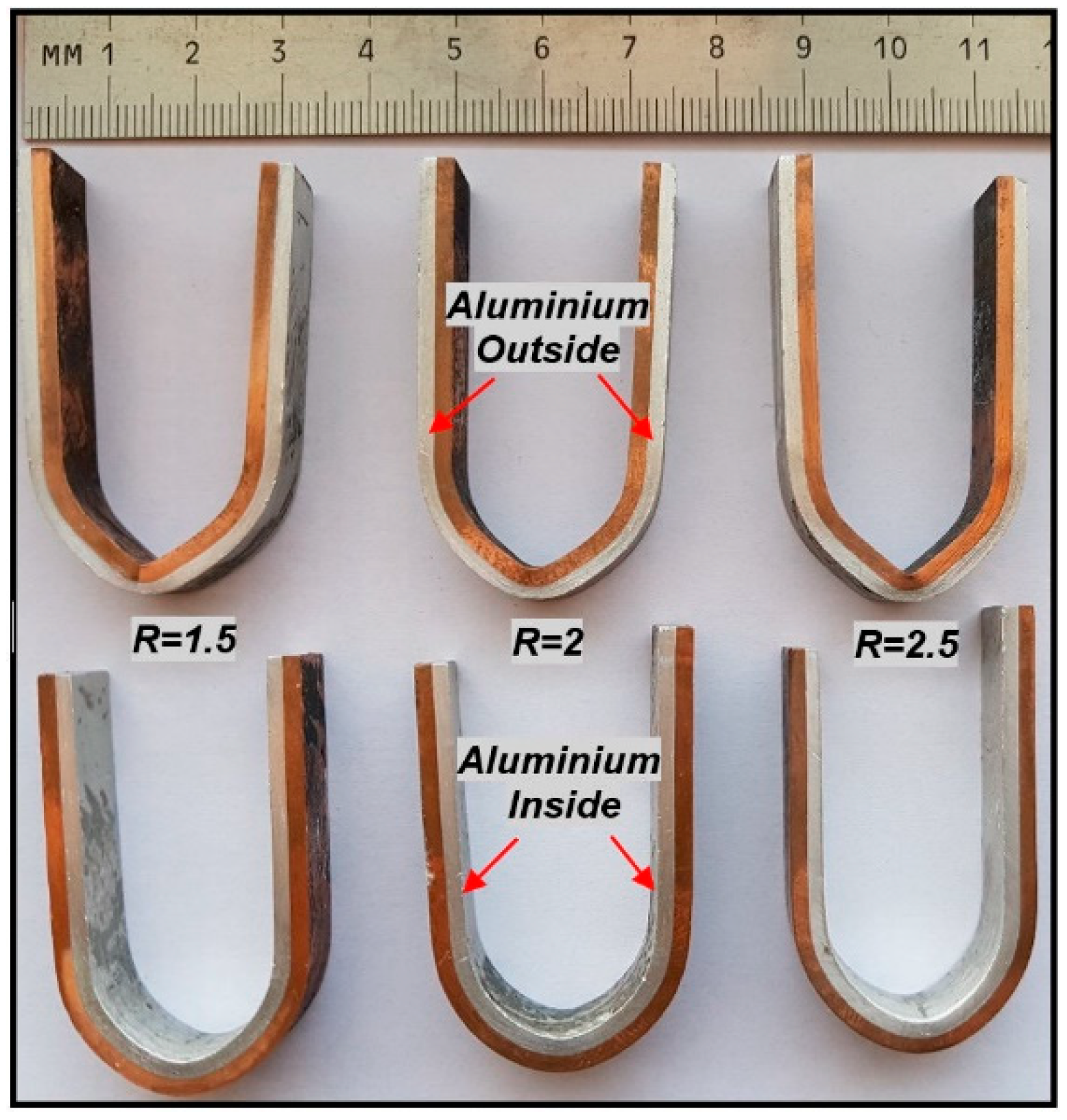
Macro images of the copper-aluminium composite samples after application of bidirectional (aluminium inner and outer) bending tests are given in Figure 9.
It can be seen in Figure 9 that, after the bidirectional 180° bending test, there were no visible cracks or rifts in the bonding interface of the copper-aluminium composite samples. The absence of any defects in the samples indicated that the bonding with the explosive welding method was secure and that these samples could also be employed for bending applications. Likewise, Gülenç et al. [22] and Gülenç [23] joined aluminium-aluminium and aluminium-copper, respectively, via explosive welding and found no cracks or faults in their bonds.
4. Conclusions
This study examined the microstructural and mechanical properties of copper-aluminium composites produced via the explosive welding method using different explosive ratios. The following conclusions can be drawn from this present study:
- Aluminium plate onto copper plates was cladded by the explosive welding method successfully when the appropriate parameters were used and copper-aluminium composite materials were produced.
- In the microstructure studies, it was found that the rippling in the bonding interface increased due to the increase in the explosive ratio and the ripple shape and dimensions of the bonding interface changed with this increase.
- The results of the hardness tests showed that the hardness values increased on both sides of the copper-aluminium bonding interface and on the outer surfaces of the composite plates due to the explosive rate increase, whereas the hardness values towards the thickness centres of the plates did not change.
- The results of the impact tests showed that the impact toughness of copper-aluminium composites decreased due to the effect of deformation hardening, which rose in relation to the increase in the explosive ratio. In addition, the macro images of the samples after the test showed that bending had occurred at the R = 1.5 and R = 2 explosive ratios due to the increasing hardness and decreasing impact toughness resulting from the explosive ratio increase, and in the case of the R = 2.5 explosive ratio, the samples were separated.
- After tensile-shear tests, increases in interfacial tensile-shear strength were detected related to increases in the explosive ratio. These increases were due to the sudden shock resulting from the rising impact pressure caused by the increased explosive ratio. In addition, macro images of the composites after the tests showed that there had been no damage at the bond interface.
- After the bidirectional 180° bending tests, no cracks, fractures, or separation failures were detected at the bond interfaces of the samples.
Funding
This research received no external funding.
Acknowledgments
We wish to thank to the MKE Barutsan Company (Ankara, Turkey) for providing the explosives and facilities for the explosive welding process.
Conflicts of Interest
The author declares no conflict of interest.
References
- Hoseini Athar, M.M.; Tolaminejad, B. Weldability window and the effect of interface morphology on the properties of Al/Cu/Al laminated composites fabricated by explosive welding. Mater. Des. 2015, 86, 516–525. [Google Scholar] [CrossRef]
- Loureiro, A.; Mendes, R.; Ribeiro, J.B.; Leal, R.M.; Galvão, I. Effect of explosive mixture on quality of explosive welds of copper to aluminium. Mater. Des 2016, 95, 256–267. [Google Scholar] [CrossRef]
- ASM Handbook, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: New York, NY, USA, 1990; Volume 2, pp. 1–1328. ISBN 978-0-87170-378-1.
- Mathers, G. The Welding of Aluminium and Its Alloys, Woodhead Publishing Limited, 1st ed.; Woodhead Publishing: Cambridge, UK, 2002; pp. 1–248. ISBN 9781855735675. [Google Scholar]
- Chen, S.Y.; Wu, Z.W.; Liu, K.X.; Li, X.J.; Luo, N.; Lu, G.X. Atomic diffusion behavior in Cu-Al explosive welding process. J. Appl. Phys. 2013, 113, 044901. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Petzoldt, F.; Schürer, R.; Schneider, S. Solid-state welding of aluminum to copper-case studies. Weld World 2013, 57, 541–550. [Google Scholar] [CrossRef]
- Carvalho, G.H.S.L.; Mendes, R.; Leal, R.M.; Galvão, I.; Loureiro, A. Effect of the flyer material on the interface phenomena in aluminium and copper explosive welds. Mater. Des. 2017, 122, 172–183. [Google Scholar] [CrossRef]
- Loureiro, A.; Mendes, R.; Ribeiro, J.B.; Leal, R.M. Effect of explosive ratio on explosive welding quality of copper to aluminium. Ciênc Tecnol. Mater. 2017, 29, e46–e50. [Google Scholar] [CrossRef]
- Asemabadi, M.; Sedighi, M.; Honarpisheh, M. Investigation of cold rolling influence on the mechanical properties of explosive-welded Al/Cu bimetal. Mater. Sci. Eng. A 2012, 558, 144–149. [Google Scholar] [CrossRef]
- Akbari-Mousavi, S.A.A.; Barrett, L.M.; Al-Hassani, S.T.S. Explosive welding of metal plates. J. Mater. Process. Technol. 2008, 202, 224–239. [Google Scholar] [CrossRef]
- Carvalho, G.H.S.F.L.; Galvão, I.; Mendes, R.; Leal, R.M.; Loureiro, A. Influence of base material properties on copper and aluminium–copper explosive welds. Sci. Technol. Weld. Join. 2018, 23, 501–507. [Google Scholar] [CrossRef]
- Denisov, V.; Saykov, I.V.; Kapustin, R.D. Explosion welding of Al + Cu bimetallic joints for electrical contacts. Weld. Int. 2017, 31, 773–776. [Google Scholar] [CrossRef]
- Saravanan, S.; Raghukandan, K. Influence of interlayer in explosive cladding of dissimilar metals. Mater. Manuf. Processes 2013, 28, 589–594. [Google Scholar] [CrossRef]
- Paul, H.; Lityńska-Dobrzyńska, L.; Prażmowski, M. Microstructure and phase constitution near the interface of explosively welded aluminum/copper plates. Metall. Mater. Trans. A 2013, 44, 3836–3851. [Google Scholar] [CrossRef]
- Miao, G.; Ma, H.; Shen, Z.; Yu, Y. Research on honeycomb structure explosives and double sided explosive cladding. Mater. Des. 2014, 63, 538–543. [Google Scholar] [CrossRef]
- Chu, Q.L.; Zhang, M.; Li, J.H.; Jin, Q.; Fan, Q.Y.; Xie, W.W.; Luo, H.; Bi, Z.Y. Experimental investigation of explosion-welded Cp-Ti/Q345 bimetallic sheet filled with Cu/V based flux-cored wire. Mater. Des. 2015, 67, 606–614. [Google Scholar] [CrossRef]
- Fronczek, D.M.; Chulist, R.; Litynska-Dobrzynska, L.; Szulc, Z.; Zieba, P.; Wojewoda-Budka, J. Microstructure changes and phase growth occurring at the interface of the Al/Ti explosively welded and annealed joints. J. Mater. Eng. Perf. 2016, 25, 3211–3217. [Google Scholar] [CrossRef]
- Durgutlu, A.; Okuyucu, H.; Gülenç, B. Investigation of effect of the stand-off distance on interface characteristics of explosively welded copper and stainless steel. Mater. Des. 2008, 29, 1480–1484. [Google Scholar] [CrossRef]
- Acarer, M. Electrical, corrosion, and mechanical properties of aluminum-copper joints produced by explosive welding. J. Mater. Eng. Perf. 2012, 21, 2375–2379. [Google Scholar] [CrossRef]
- Kaya, Y.; Kahraman, N. An investigation into the explosive welding/cladding of Grade A ship steel/AISI 316L austenitic stainless steel. Mater. Des. 2013, 52, 367–372. [Google Scholar] [CrossRef]
- Kaçar, R.; Acarer, M. Microstructure-property relationship in explosively welded duplex stainless steel-steel. Mater. Sci. Eng. A 2003, 363, 290–296. [Google Scholar] [CrossRef]
- Gülenç, B.; Kaya, Y.; Durgutlu, A.; Gülenç, İ.T.; Yıldırım, M.S.; Kahraman, N. Production of wire reinforced composite materials through explosive welding. Arch. Civ. Mech. Eng. 2016, 16, 1–8. [Google Scholar] [CrossRef]
- Gülenç, B. Investigation of interface properties and weldability of aluminium and copper plates by explosive welding method. Mater. Des. 2008, 29, 275–278. [Google Scholar] [CrossRef]
Figure 1.
Parallel arrangement of experimental setup for explosive welding process.

Figure 2.
Schematic representation of Charpy impact test samples.

Figure 3.
Schematic representation of tensile-shear test samples.

Figure 4.
Images of copper-aluminium composites bonding interfaces according to explosive ratios (R).
Figure 4.
Images of copper-aluminium composites bonding interfaces according to explosive ratios (R).

Figure 5.
Microstructure image of copper-aluminium composite bonding interface at R = 2.5 explosive ratio.
Figure 5.
Microstructure image of copper-aluminium composite bonding interface at R = 2.5 explosive ratio.

Figure 6.
Hardness test results of copper-aluminium composite samples.

Figure 7.
Macro images of copper-aluminium samples after the notch impact toughness test.

Figure 8.
Macro images of copper-aluminium samples after the tensile-shear test.

Figure 9.
Macro images of Copper-Aluminium samples after the bending test.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The chemical composition (wt.%) of copper and aluminium.
| Elements % Weight | Si | Zn | Al | Cu | Mn | Sn | Mg | Fe | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Copper | 0.001 | 0.001 | 0.0021 | Balance | - | - | - | - | - |
| Aluminium | 0.27 | 0.07 | Balance | 0.06 | 0.04 | 0.05 | 0.04 | 0.38 | 0.04 |
Table 2.
Explosive welding parameters.
| Stand-off Distance, s (mm) | Flyer Plate Weight (g) | Explosive Ratio (R) | Explosive Amount (g) | Velocity of Flyer Plate (m/s) | Impact Angle, β (°) |
|---|---|---|---|---|---|
| 2 | 200 ± 5 | 1.5 | 300 | 1120 | 20.15 |
| 2 | 400 | 1300 | 23.07 | ||
| 2.5 | 500 | 1453 | 25.41 |
Table 3.
Charpy impact test results of copper-aluminium composite samples.
| Charpy Impact Test (Joule) | |||
|---|---|---|---|
| Copper-aluminium | R = 1.5 | R = 2 | R = 2.5 |
| 7.9 ± 0.3 | 7.5 ± 0.3 | 7.1 ± 0.3 | |
Table 4.
Tensile-shear test results of copper-aluminium composite samples.
| Tensile-Shear Strength (MPa) | |||
|---|---|---|---|
| R = 1.5 | R = 2 | R = 2.5 | Ruptured Material |
| 27.8 ± 0.5 | 28.4 ± 0.5 | 29.5 ± 0.5 | Aluminium |
© 2018 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Kaya, Y. Investigation of Copper-Aluminium Composite Materials Produced by Explosive Welding. Metals 2018, 8, 780. https://doi.org/10.3390/met8100780
AMA Style
Kaya Y. Investigation of Copper-Aluminium Composite Materials Produced by Explosive Welding. Metals. 2018; 8(10):780. https://doi.org/10.3390/met8100780
Chicago/Turabian StyleKaya, Yakup. 2018. "Investigation of Copper-Aluminium Composite Materials Produced by Explosive Welding" Metals 8, no. 10: 780. https://doi.org/10.3390/met8100780
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.