
Optimization of High-Alumina Blast Furnace Slag Based on Exergy Analysis

1
School of Metallurgy, Northeastern University, Shenyang 110819, China
2
Key Laboratory for Ecological Metallurgy of Multimetallic Mineral (Ministry of Education), Northeastern University, Shenyang 110819, China
*
Author to whom correspondence should be addressed.
Metals 2024, 14(4), 465; https://doi.org/10.3390/met14040465
Submission received: 15 March 2024
/
Revised: 9 April 2024
/
Accepted: 10 April 2024
/
Published: 15 April 2024
Abstract
:Raw material with a high Al2O3 content has led to an increase in the Al2O3 content in blast furnace slag, which has affected the normal operation of a blast furnace. The exergy analysis method is an important method for studying the energy utilization of high-alumina blast furnace smelting. In this paper, to investigate the impact of slag composition on exergy efficiency and optimize exergy efficiency during the smelting process of high Al2O3 iron ore, a gray box exergy analysis model of blast furnace smelting and an objective function for minimizing the total exergy loss were developed. The results indicated that the blast furnace smelting process had an exergy efficiency (η) of 28.29% for hot metal and slag; the exergy efficiency of the blast furnace did not significantly increase with the increasing w(MgO)/w(Al2O3) and R (w(CaO)/w(SiO2)), but the exergy efficiency of the blast furnace declined with increasing w(Al2O3). The regional optimal solution for the objective function method was 7129.42 MJ with slag compositions of R = 1.295, w(MgO)/w(Al2O3) = 0.545, and w(Al2O3) = 15%.
1. Introduction
China has progressively increased its imports of iron ore in recent years, with 61.65% of imports originating from Australia (2021) [1,2]. Australian ores have a high Al2O3 content (w(Al2O3)), which results in a high w(Al2O3) in the blast furnace smelting process [3,4,5,6,7,8,9,10,11,12]. The operation of the blast furnace is impacted, and the quality of the hot metal is reduced due to the high w(Al2O3) content in the smelting process [13,14]. In addition, the energy used by China’s steel industry was shown to constitute approximately 11% of the country’s total energy consumption, and the energy used by the blast furnace smelting process constituted approximately 59% of that total by 2022. Therefore, reducing energy consumption in the blast furnace smelting process has emerged as a key strategy for achieving energy conservation and consumption reduction in Chinese iron production [15,16,17].
The exergy analysis method, which is more objective and thorough than conventional energy use theories, can evaluate energy in terms of its amount and quality. Exergy analysis was first used in the metallurgical industry by Szargut J. [18]. Brauer H. et al. applied the exergy analysis method to the thermodynamic study of the blast furnace smelting process, analyzing the efficiency of the smelting process and providing methods for energy conservation and consumption reduction in the entire steel industry [19]. Akiyama et al. used exergy analysis methods to evaluate the energy usage in direct reduction‒electric furnace, smelting reduction, and blast furnace smelting processes [20,21,22]. Computational research on boiler heat balance and exergy balance was established by Liu et al. [23]. A mass balance and an exergy balance for ladle refining (LF) were created by Min et al. using the exergy analysis method to analyze the energy utilized throughout the refining process in an LF furnace [24]. Exergy flow analysis was devised by Zhang et al. at the process and system levels [25]. To investigate the effects of adding iron coke on the material consumption and energy usage efficiency of blast furnaces, Guo et al. [26] developed an exergy balance model for the use of iron coke in blast furnaces. After adding iron coke, the indirect reduction degree in the furnace is increased, the carbon utilization rate is improved, and the carbon consumption and slag amount per unit of hot metal in smelting are reduced. Qiu et al. [27] established a material and energy optimization model including intermolecular chemical reactions and analyzed the direct reduction process of a hydrogen metallurgical shaft furnace. The gas-based shaft furnace was optimized with the goal of increasing the gas utilization ratio, and the optimized intensity was reduced by 8796.43 MJ/t. Sun et al. [28] found that the intensity and exergy loss of the iron and steel industrial production processes were the focus of the study. The flue gas of coking and sintering caused a large amount of exergy loss, which was 233.887 MJ/t and 182.233 MJ/t, respectively, accounting for 15.32% and 8.79% of the total exergy loss of the corresponding process.
The structure of the blast furnace burden affects the smooth operation of blast furnace smelting and the quality of the final products. However, due to the complex changes in burden structure, slag compositions with relatively small changes were taken as the variables to explore the changes in the overall efficiency of blast furnace smelting. In this paper, an exergy analysis model for blast furnace smelting with high Al2O3 content iron ore was established. The transmission and conversion of exergy flow during the smelting process of a high-alumina blast furnace were analyzed, and the effects of the slag composition (the ratio of basicity (R, w(CaO)/w(SiO2)), w(MgO)/w(Al2O3)), and w(Al2O3)) on the furnace’s total exergy efficiency were discussed. Additionally, an objective function was established based on the gray box exergy analysis model with the goal of decreasing exergy loss to find a suitable slag composition. This study provides a theoretical basis for the changes in the burden structure, energy conservation, and consumption reduction of the blast furnace during the smelting process.
2. Establishment of an Exergy Analysis Model for Blast Furnace Smelting
2.1. Exergy Analysis Model
In this study, an exergy analysis of a blast furnace was conducted by using the Chinese national standard GB/T 14909‒2021 “Technical Guidelines for Exergy Analysis of Energy Systems” [29].
There are three types of exergy analysis models: the black box exergy analysis model, the gray box exergy analysis model, and the white box exergy analysis model. A comparison of their characteristics is shown in Table 1. As shown in Table 1, the gray box exergy analysis model is an analysis model that lies between the black box and white box exergy analysis models. This model avoids the simple analysis of system energy consumption by the black box exergy analysis model, and its calculation process and data acquisition are relatively simple compared to those of the white box exergy analysis model. Therefore, considering all factors, the gray box exergy analysis model was selected to analyze the overall energy consumption of the blast furnace in this study.
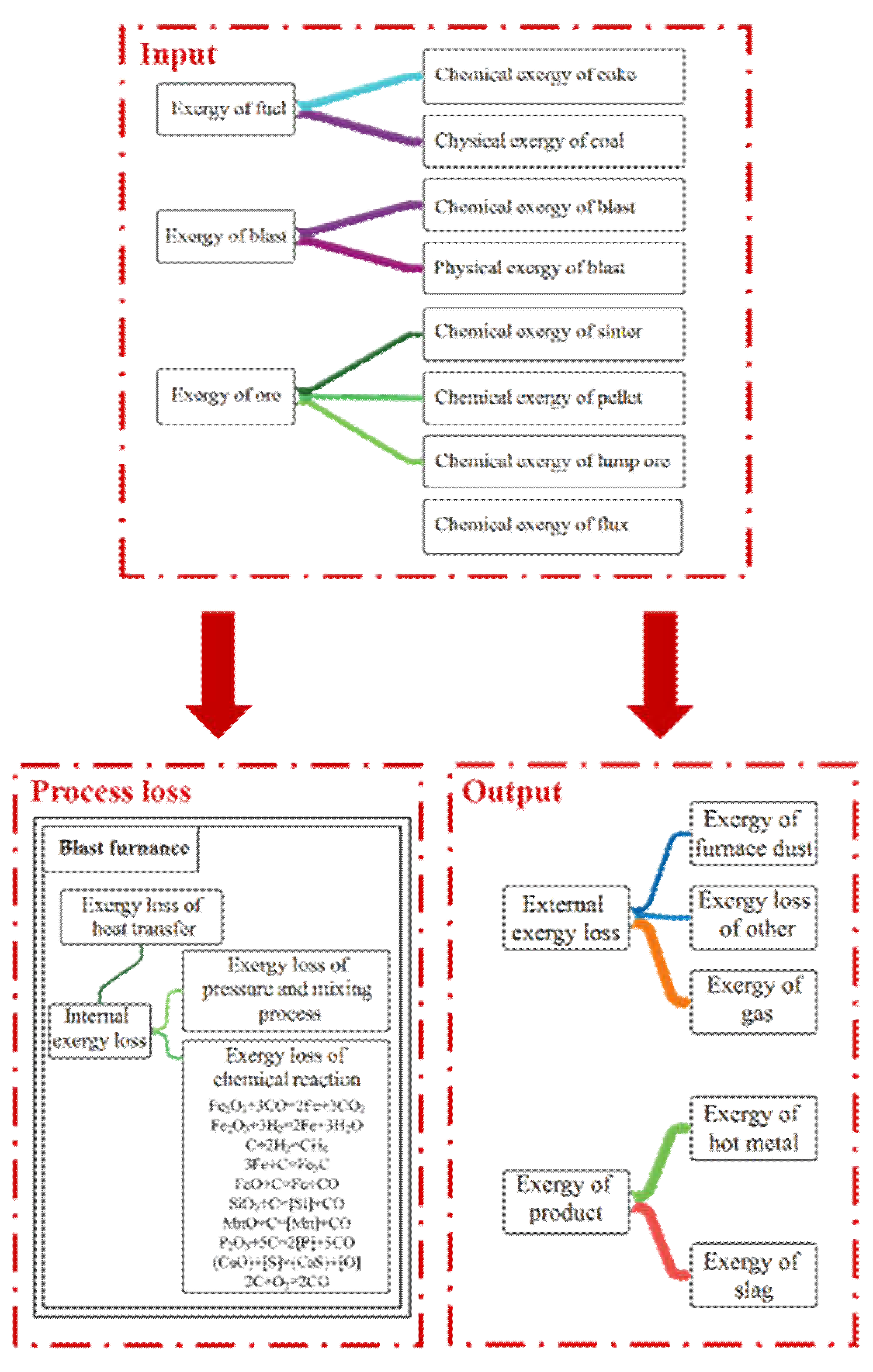
The gray box exergy analysis model for blast furnace smelting in this study is shown in Figure 1. The exergy input in the blast furnace includes the chemical exergy of the fuel (coke and coal), the exergy of the blast (the chemical exergy of the blast and the physical exergy of the blast), the chemical exergy of the ore (sinter, pellet, and lump ore), and the chemical exergy of the flux. The internal exergy losses (i.e., process losses) include the exergy loss of chemical reactions, the exergy loss of heat transfer, the exergy loss of gas pressure, and the mixing process. The exergy of the product (hot metal and slag) and the external exergy losses (such as the exergy of gas, the exergy lost during furnace dust, and other exergy losses) are components of the output. The exergy input is equal to the sum of the process loss and exergy output.
2.2. Material Balance Calculation
Some assumptions are necessary before the calculation: (1) This study considered solely the primary chemical processes occurring in the blast furnace. (2) Raw materials and products, such as ore and flux, coke, and gas, were considered ideal mixtures. (3) The temperatures of the ore and flux and fuel were equal to the environmental temperature.
In this paper, only the main chemical reactions in the blast furnace smelting process are considered: indirect reduction reactions of iron oxides (the reducing agent is CO) and methane (CH4) generation that occurred in the block zone; direct reduction reactions of iron oxides (the reducing agent is C) and carburizing reduction that occurred in the cohesive zone; direct reduction reactions of silicon (Si), phosphorus (P), and manganese (Mn) oxides (the reducing agent is C) and desulfurization reactions that occurred in the dropping zone; and the combustion reaction of carbon, which occurred in the tuyere zone.
When calculating the material balance, the main raw materials for blast furnace smelting include sinter, pellet, lump ore, coke, coal, and flux, and the main products of blast furnace smelting include molten iron, slag, gas, and a small amount of furnace dust. At the same time, certain blast operation parameters are required during smelting. All the information on the above-mentioned process are listed in
Table A1, Table A2, Table A3, Table A4 and Table A5 of Appendix A at the end of this paper.
Table 4 shows the calculation conditions of the exergy model of the blast furnace used in this study. It includes the fuel ratio (coke ratio and coal ratio), blast conditions (blast pressure, blast humidity, and blast temperature), and furnace top conditions (temperature and pressure).
The calculation of the material balance constitutes the fundamental theoretical calculations of blast furnace smelting. Table 5 shows the variables required for optimization in this study, which are the ore (sinter, pellet, and lump ore), flux, fuel ratio (coke and coal), blast, gas, slag, and components of hot metals (Fe, S, Si, P, Mn and C).
The range of changes in slag composition involved in this study was based on the on-site slag of a domestic steel enterprise in China and the possible range of changes. Among them, the range of w(MgO)/w(Al2O3) in slag is 0.45 to 0.55, the range of R in slag is 1.20 to 1.30, and the range of w(Al2O3) in slag is 15% to 20%.
A typical material balance of the blast furnace was calculated based on the given conditions (w(MgO)/w(Al2O3) = 0.55, R = 1.30, and w(Al2O3) = 15%). In this study, the input items included ore, coke, coal, flux, and blast, and the output items included hot metal, slag, gas, and dust. The established material balance of the blast furnace is shown in Table 6. Due to the relative error ( as shown in Equation (18), the established material balance is reasonable.
2.3. Exergy Balance Calculation
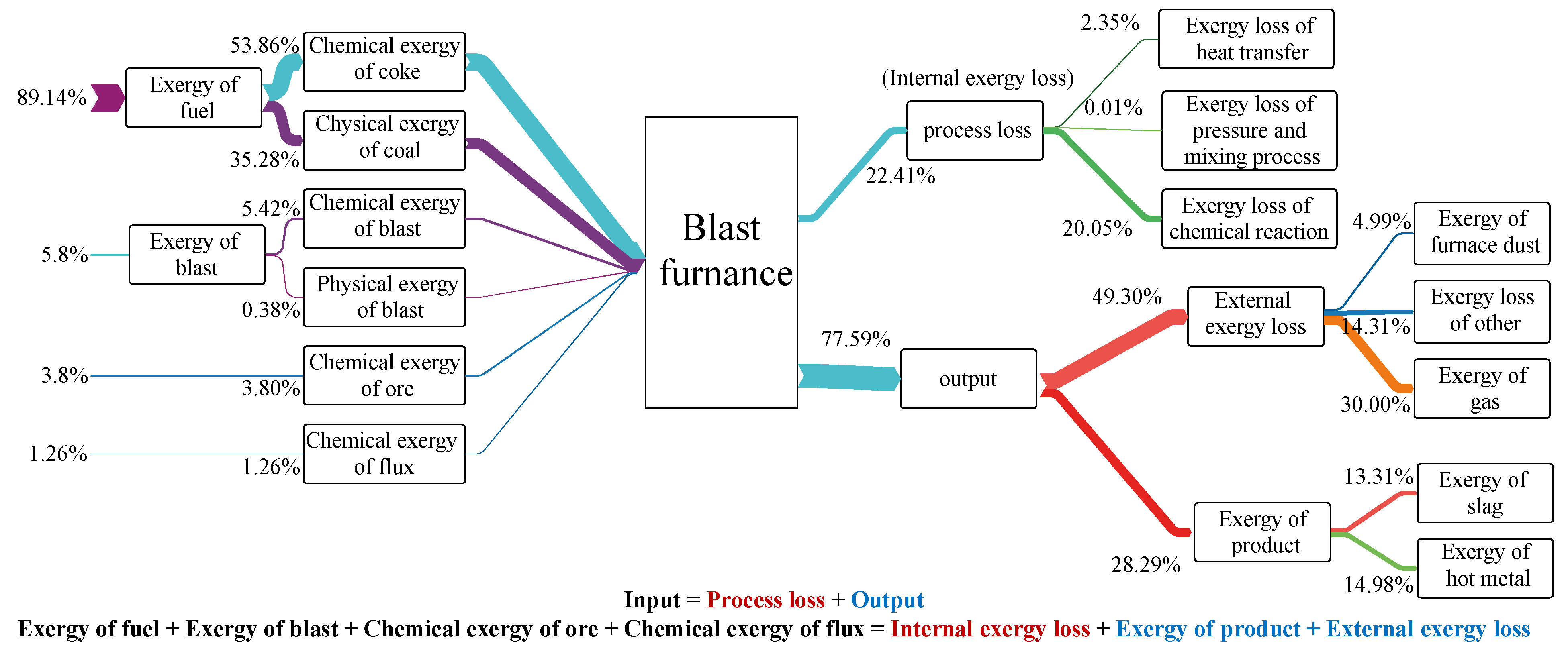
Figure 2 shows the exergy balance of the blast furnace smelting process, which consists of an exergy input item and an exergy output item. As shown in Figure 2, the process loss and external exergy loss of the blast furnace account for 71.71% of Etotal, which is a significant percentage. Furthermore, the internal exergy loss accounted for 22.41% (31.25% of the total exergy loss) of the entire exergy output, while the external exergy loss accounted for 49.30% (68.75% of the total exergy loss) of the entire exergy output. Therefore, it is necessary to consider how to decrease the exergy loss of blast furnaces and increase their exergy efficiency. As shown in Figure 2, because the exergy of gas accounts for 30% of the total exergy, there is great significance for the utilization of gas.
3. Result and Discussion
The composition of blast furnace slag was evaluated based on the gray box exergy analysis model by discussing the influence of blast furnace slag compositions, including R, w(MgO)/w(Al2O3) and w(Al2O3), on the blast furnace exergy efficiency (η). In addition, an objective function for minimizing the total exergy loss was developed, and its feasibility was verified by comparing the results of the objective function, gray box model, and actual production data.
3.1. Analysis of Blast Furnace Slag Composition Based on Exergy Analysis
Based on the gray box exergy analysis model, the influence of the blast furnace slag components R, w(MgO)/w(Al2O3) and w(Al2O3) on the blast furnace exergy efficiency (η) was explored.
3.1.1. Effect of R on Exergy Efficiency (η)
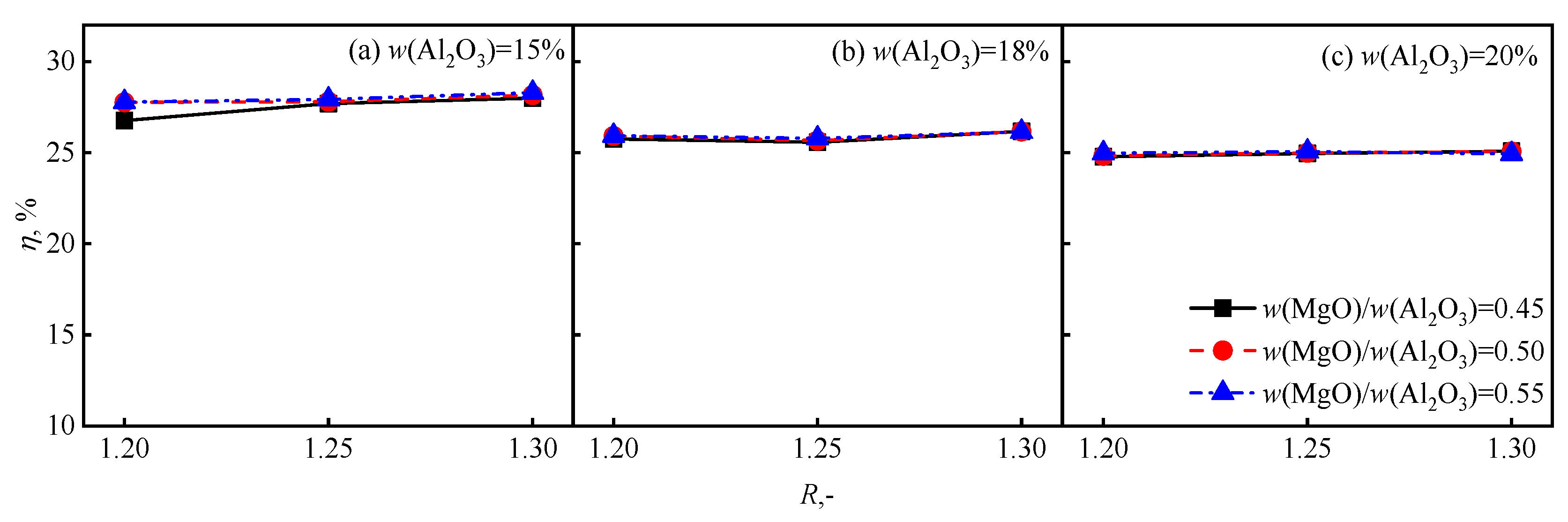
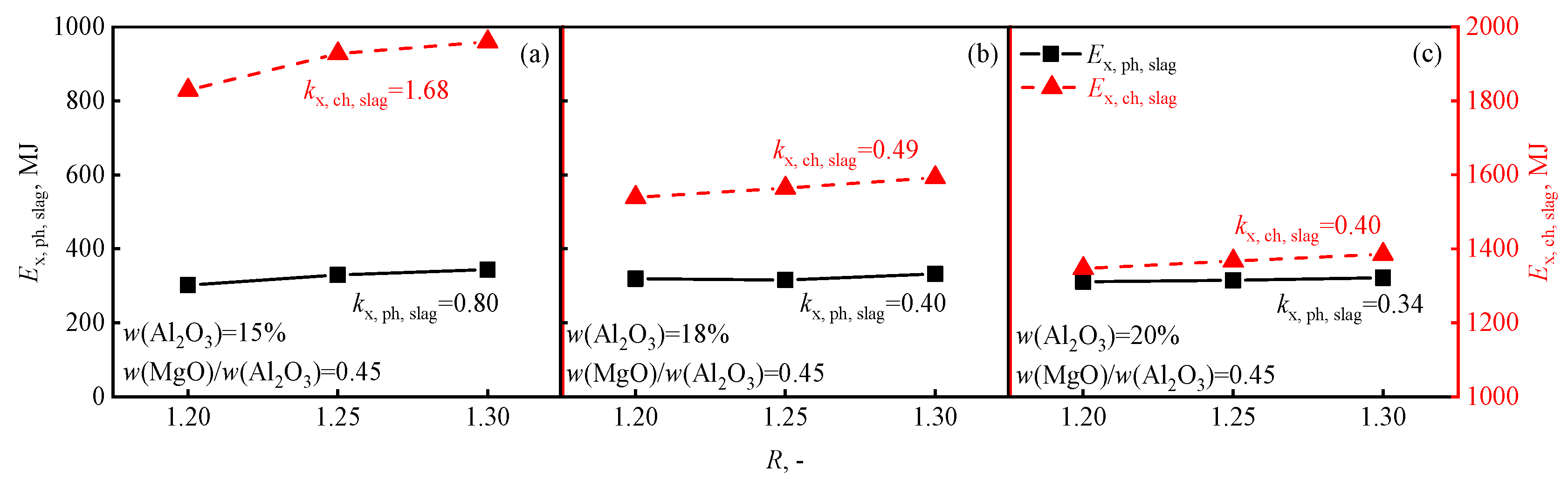
According to the established gray box exergy analysis model, the effect of R on the η of the blast furnace is obtained in Figure 3. As shown in Figure 3a, the η of the blast furnace smelting process exhibited a slightly upward tendency with an increase in R when w(Al2O3) = 15%. Nevertheless, Figure 3b,c show that there was no discernible change in η with an increase in R when w(Al2O3) = 18% or 20%. As shown in Figure 3, when w(MgO)/w(Al2O3) is constant, η gradually decreases as w(Al2O3) increases from 15% to 20%. The reason for this phenomenon was that when w(Al2O3) = 15%, Ex, ph, slag and Ex, ch, slag exhibited a slightly upward tendency (Figure 4a), but there was no discernible change in Ex, ph, slag and Ex, ch, slag with an increase in R when w(Al2O3) = 18% or 20% (Figure 4b,c). Based on Equation (17), there was a positive correlation between Ex, ch, slag and η. Therefore, the results in Figure 4 were obtained. On the other hand, as shown in Figure 4a, when w(Al2O3) = 15%, the relative slope (k = ((y2 − y1)·y1)/((x2 − x1)·x1), x: The abscissa of a point, y: The vertical axis of a point) of the change curve for Ex, ph, slag and Ex, ch, slag was kx, ph, slag = 1.68 and kx, ch, slag = 0.8, which was higher than the k for Ex, ph, slag and Ex, ch, slag when w(Al2O3) = 18% and 20% (Figure 4b,c). As a result of k, the η of the blast furnace smelting process exhibited a slightly upward tendency with an increase in R when w(Al2O3) =15%, but there was no discernible change in η with an increase in R when w(Al2O3) = 18% or 20%.
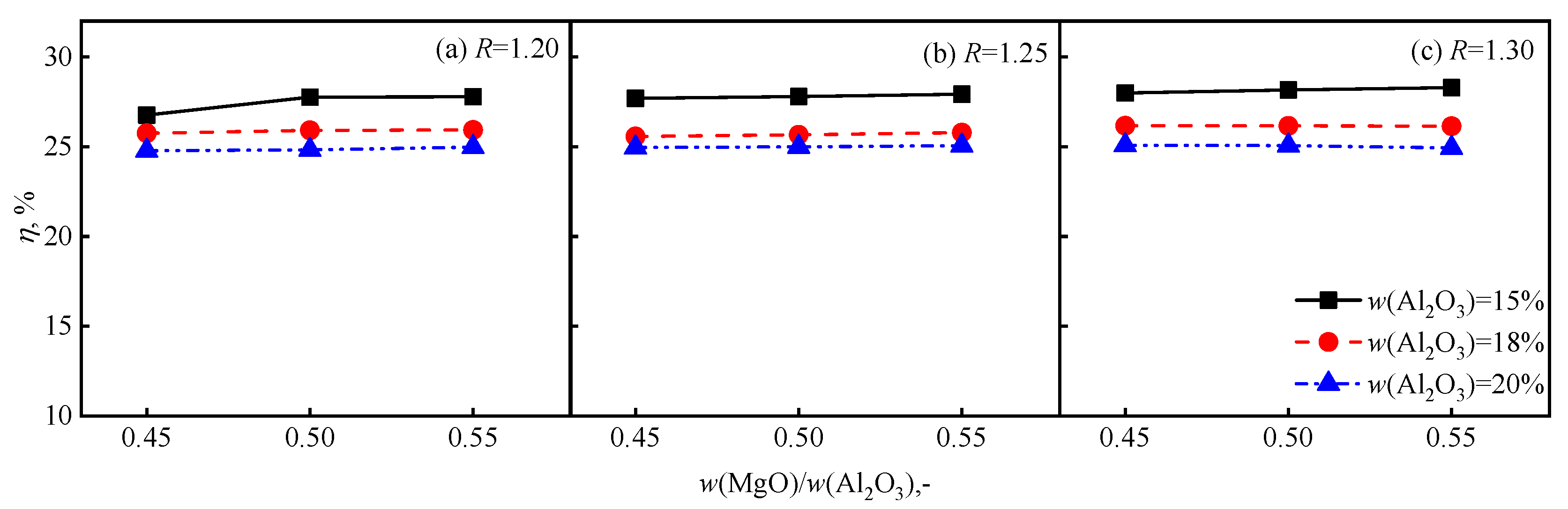
3.1.2. Effect of w(MgO)/w(Al2O3) on Exergy Efficiency (η)
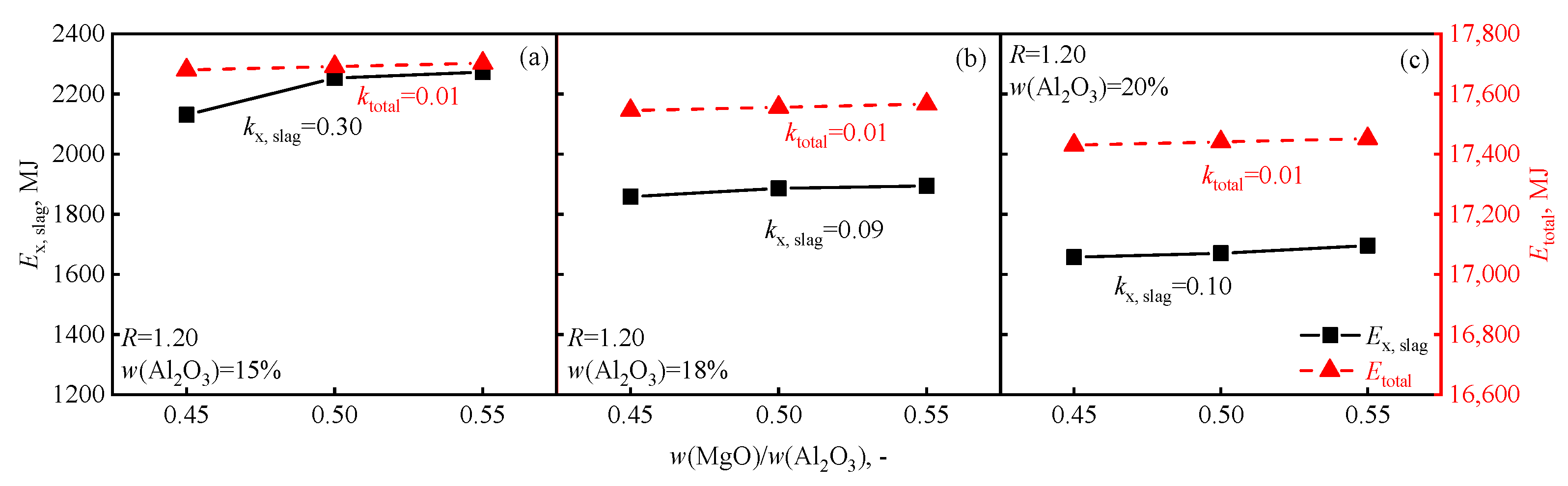
The effect of w(MgO)/w(Al2O3) on the η of the blast furnace is shown in Figure 5. As shown in Figure 5a, with the increase in w(MgO)/w(Al2O3), the η of the blast furnace shows a slight upward trend at w(Al2O3) =15%. However, Figure 5b,c show that there is no discernible change at w(Al2O3) = 18% or 20%. As shown in Figure 5, w(MgO)/w(Al2O3) is constant when w(Al2O3) = 15%, and as R increases from 1.20 to 1.25, η increases, and R increases from 1.25 to 1.30, while η shows no discernible change. When w(Al2O3) = 18% and 20%, with the increase in R, η shows no discernible change. The reason for this change was that when w(MgO)/w(Al2O3) decreases from 0.45 to 0.25, the viscosity of the slag increases from 0.32 Pa·s to 0.35 Pa·s under the condition of w(Al2O3) < 15%; when w(MgO)/w(Al2O3) decreases from 0.45 to 0.25, the viscosity of the slag increases from 0.32 Pa·s to 0.48 Pa·s under the condition of w(Al2O3) > 18% [30]. Therefore, the increase in w(MgO)/w(Al2O3) will lead to a decrease in the viscosity of the blast furnace slag, which is beneficial for the smooth operation of the blast furnace, reducing the energy consumption during the smelting process and indirectly improving the exergy efficiency of the blast furnace smelting process. In addition, with the increase in w(MgO)/w(Al2O3), the total exergy (Etotal) of the blast furnace underwent no discernible change, while the exergy of the slag (Ex, slag = Ex, ph, slag + Ex, ch, slag) gradually increased, as shown in Figure 6a. As shown in Figure 6b,c, when w(Al2O3) = 18% or 20%, Etotal and Ex, slag underwent no discernible change. The relative slope (kx, slag) of the change curve in Ex, slag was greater than the relative slope (ktotal) of the change curve in Etotal, and based on Equation (17), η increased. However, as shown in Figure 6b,c, when w(Al2O3) = 18% or 20%, there was no discernible change in η with an increase in w(MgO)/w(Al2O3) due to the low k.
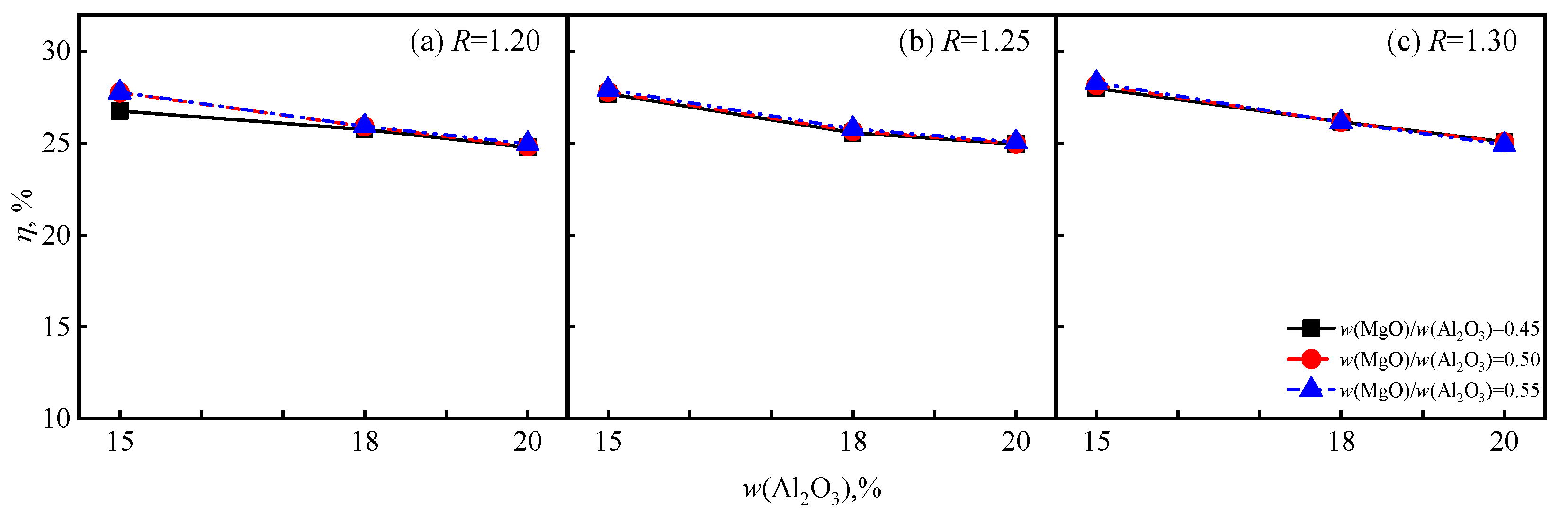
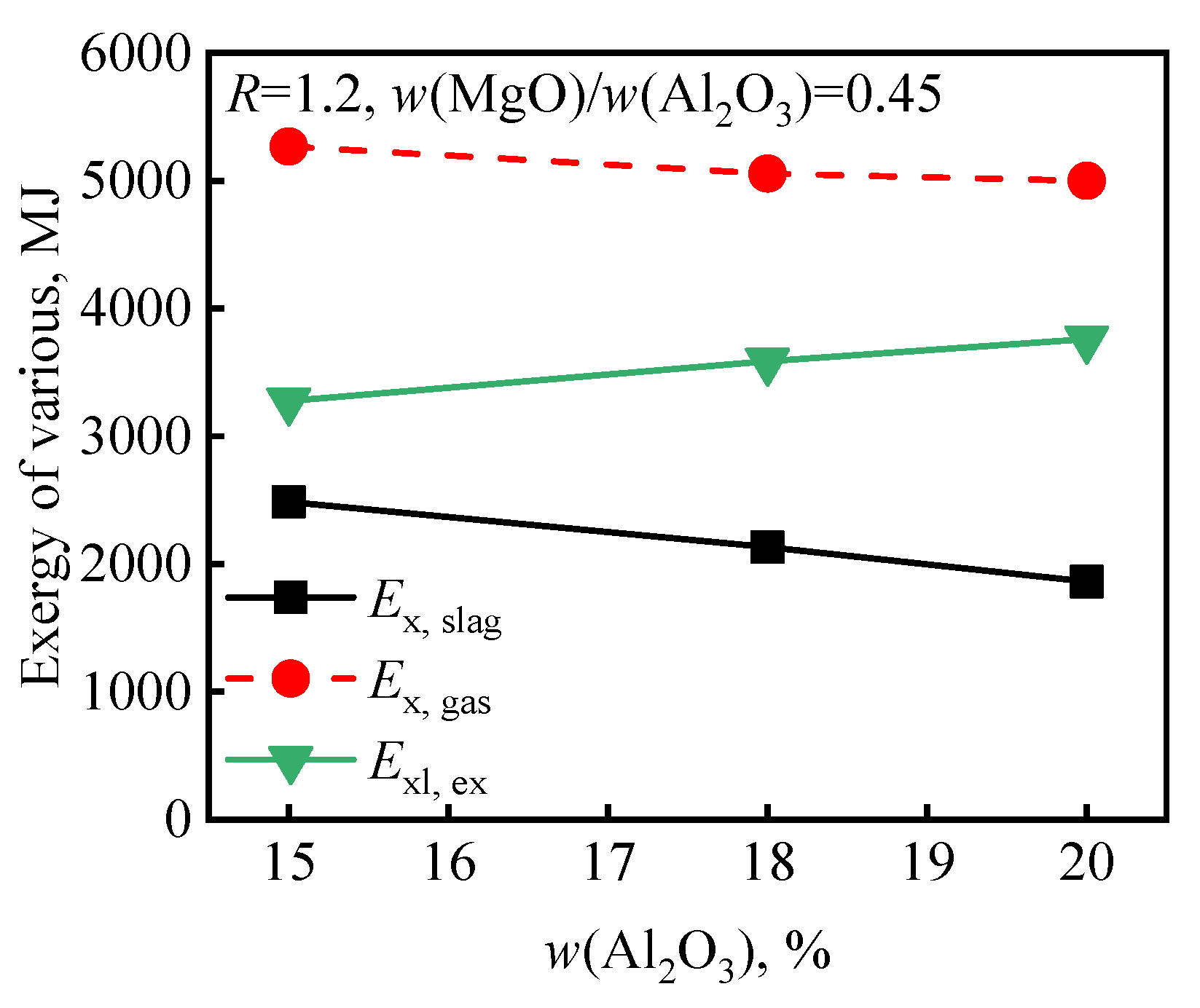
3.1.3. Effect of w(Al2O3) on Exergy Efficiency (η)
Figure 7 shows the effect of w(Al2O3) on the η of the blast furnace. As shown in Figure 7, the η of blast furnace slag decreased as w(Al2O3) increased from 15% to 20%. The reason was that when R = 1.15, w(MgO)/w(Al2O3) = 0.25, w(Al2O3) increased from 15% to 18%, and the slag viscosity increased from 0.37 to 0.45. When R = 1.15, w(MgO)/w(Al2O3) = 0.35, w(Al2O3) increased from 15% to 18%, and the slag viscosity increased from 0.37 to 0.42. When R = 1.15, w(MgO)/w(Al2O3) = 0.45, w(Al2O3) increased from 15% to 18%, and the slag viscosity increased from 0.26 to 0.36 [31]. Therefore, the increase in w(Al2O3) led to an increase in slag viscosity, hindered the smooth operation of the blast furnace, and the exergy of gas (Ex, gas = Ex, ph, D gas + Ex, ch, D gas + Ex, ph, w + Ex, ch, w) decreased, which led to an increase in the external exergy loss (Exl, ex) of the blast furnace. On the other hand, with the increase in the w(Al2O3) content of the blast furnace slag, the exergy of the slag (Ex, slag = Ex, ph, slag + Ex, ch, slag) decreased; according to Equation (17), the η of the blast furnace decreased. Thus, the exergy efficiency of the blast furnace decreased with increasing w(Al2O3). Ex, slag and Ex, gas decreased with increasing w(Al2O3), while Exl, ex increased with increasing w(Al2O3), as shown in Figure 8. This is because that with the increase in w(Al2O3), Exl, ex increases, resulting in an increase in the blast furnace exergy loss (Exl) and a decrease in the exergy efficiency (η). On the other hand, according to Equation (17), Ex, slag is positively correlated with η, so the decrease in Ex, slag will lead to a decrease in η. Therefore, as shown in Figure 7, with the increase in w(Al2O3), η decreases.
Based on the above results, the η of the blast furnace smelting process was 28.29%, and the minimal exergy loss (Exl, min) was 7395.45 MJ with slag compositions of R = 1.30, w(MgO)/w(Al2O3) =0.55, and w(Al2O3) = 15%.
3.2. Optimization of Blast Furnace Slag Composition Based on Exergy Analysis
In order to minimize the exergy loss and optimize the composition of the blast furnace slag, an objective function based on a gray box exergy analysis model of the blast furnace was constructed. This function was solved using LINGO, considering operating variables, constraints on product parameters, and balancing constraints.
3.2.1. Establishment of the Objective Function
Table 7 and Table 8 are the constraints on the product composition and the balance constraints for establishing the objective function, including constraints on product parameters, respectively. The primary variables (ore, fuel ratio, blast volume, blast temperature, flux, quality criteria of hot metal, blast furnace gas, and slag) are listed in Table 5. Using the above constraints and variables, an objective function of min was established by combining the nonlinear programming method and gray box exergy analysis model, which is shown in Equation (19).
3.2.2. Solution of the Objective Function
The objective function was resolved by combining the established constraints with LINGO software (LINGO 18). The obtained optimal solution is 7129.42 MJ with a slag composition of R = 1.295, w(MgO)/w(Al2O3) = 0.545, and w(Al2O3) = 15%. It was demonstrated that the established objective function converges in the feasible domain because the infeasibility of the function was 1.84525 × 10−11, which is close to zero. In other words, the calculation of the result by the objective function was logical.
3.2.3. Verification of the Objective Function
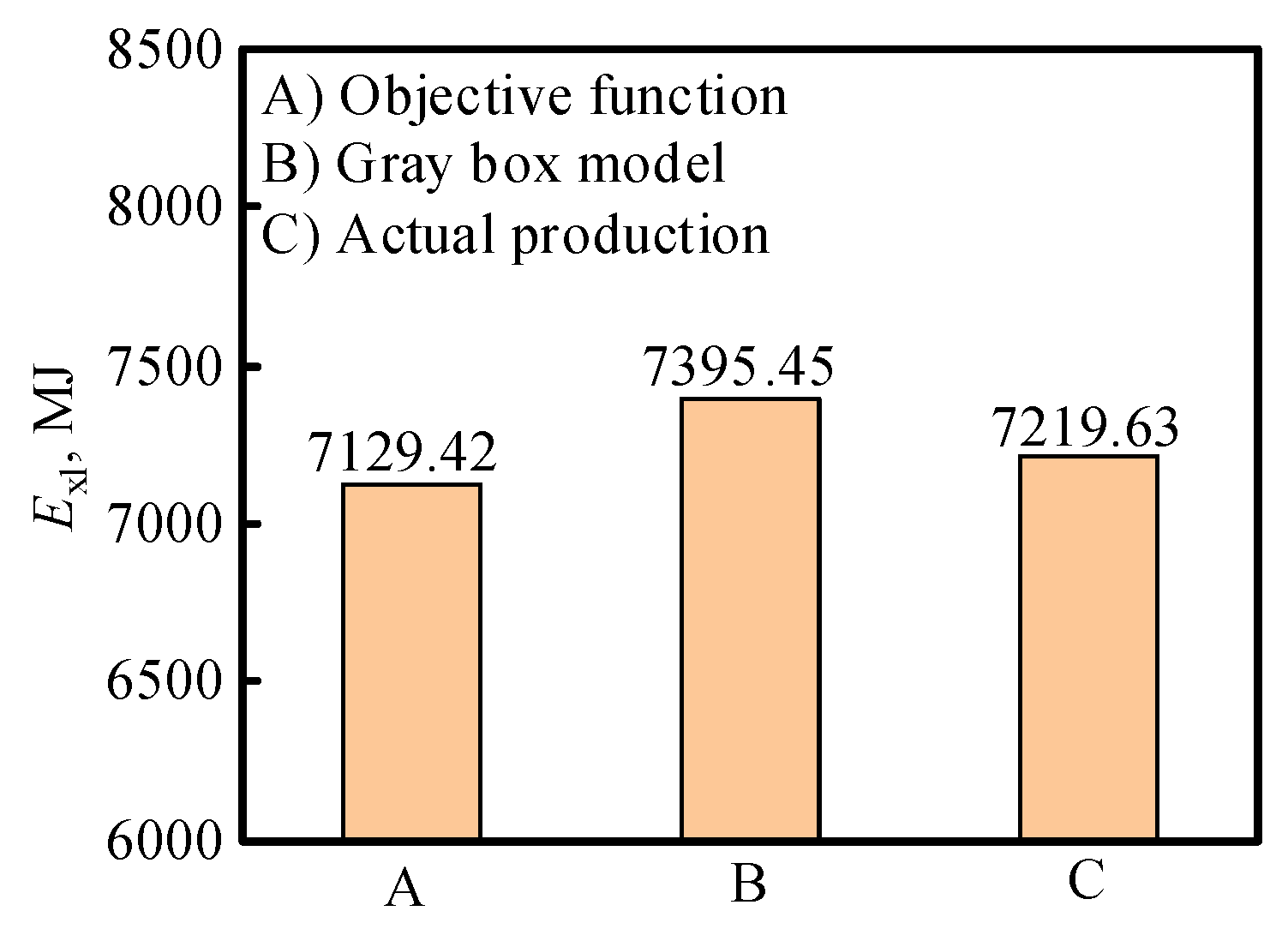
A data comparison of the objective function, gray box model, and actual production results [32] is shown in Figure 9.
Using the actual results as a benchmark, the accuracy of the results of the objective function and the gray box model was verified by comparing them with the structure of the objective function and the gray box model. As shown in Figure 9, the objective function was more accurate than the gray box exergy analysis model because the error between the objective function and the actual results (1.2%) was lower than that between the model calculation results and the actual production results (2.4%). Based on comparison, it can be concluded that the objective function was more accurate than the gray box exergy analysis model. Therefore, the results of the objective function are relatively accurate over the range of this study and the objective function can be used for optimizing the blast furnace slag from the view of exergy efficiency.
4. Conclusions
The objectives of exergy reduction and blast furnace consumption reduction can be accomplished by reducing energy loss and increasing η. For the smelting of a blast furnace, a gray box exergy analysis model was constructed. The effect of the composition of the blast furnace slag, including R, w(MgO)/w(Al2O3) and w(Al2O3), on η was investigated. An objective function for the minimum exergy loss was established. The analysis results are as follows:
- The total exergy loss of the blast furnace accounted for a relatively high proportion of the exergy expenditure, approximately 71.71% of Etotal. Of this, the internal exergy loss (Exl, in) accounted for 22.41% (31.25% of the total exergy loss) of Etotal, while the external exergy loss (Exl, ex) accounted for 49.30% (68.75% of the total exergy loss) of Etotal. At the same time, because the exergy of the gas accounts for 30% of Etotal, there is great significance for gas utilization.
- Based on the established gray box exergy analysis model, when w(Al2O3) = 15%, the exergy efficiency (η) of the blast furnace exhibited an upward trend with increasing slag R and w(MgO)/w(Al2O3). However, there was no discernible change in the exergy efficiency of the slag with an increase in R and w(MgO)/w(Al2O3) when w(Al2O3) = 18% or 20%. The exergy efficiency (η) of the blast furnace decreased with increasing w(Al2O3). The exergy efficiency (η) of the blast furnace smelting process was 28.29%, and the minimal exergy loss (Exl, min) was 7395.45 MJ with slag compositions of R = 1.30, w(MgO)/w(Al2O3) = 0.55, and w(Al2O3) = 15%.
- An objective function based on the gray box exergy analysis model of the blast furnace was constructed and solved using LINGO. For the calculation, the calculation of the result with the objective function was logical. The obtained optimal solution was 7129.42 MJ with a slag composition of R = 1.295, w(MgO)/w(Al2O3) = 0.545, and w(Al2O3) = 15%. The calculation results of the model and the objective function are compared with the actual production results, respectively. Because the error between the objective function and the actual result (1.2%) is lower than the error between the model calculation result and the actual result (2.4%), the result of the objective function is more accurate within the experimental range.
Author Contributions
Conceptualization, Z.W. and H.Z.; methodology, Z.W.; software, Z.W. and H.Z.; validation H.Z., Y.Z. and L.G.; formal analysis, Z.W.; investigation, Z.W. and Y.Z.; resources, H.Z.; data curation, Z.W.; writing—original draft preparation, Z.W.; writing—review and editing Z.W., H.Z., Y.Z., and L.G.; visualization, Z.W. and H.Z.; project administration, H.Z.; funding acquisition, H.Z. All authors have read and agreed to the published version of the manuscript.
Funding
Financial support from the National Natural Science Foundation of China (NSFC52074072, NSFC51774071) under grants is gratefully acknowledged.
Data Availability Statement
The original contributions presented in the study are included in the article, and further inquiries can be directed to the corresponding authors.
Acknowledgments
The authors are grateful to X.J. (Xin Jiang), Q.G. (Qiangjian Gao), and F.S. (Fengman Shen) at the Northeastern University of China for valuable discussions and suggestions throughout this study.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table A1.
Compositions of iron-bearing materials for blast furnace smelting, %.
| TFe * | FeO | SiO2 | Al2O3 | CaO | MgO | MnO | FeS | P2O5 | H2O | CO2 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Sinter | 51.45 | 18.18 | 7.76 | 3.00 | 13.70 | 3.74 | 0.12 | 0.09 | 0.11 | 0.00 | 0.00 |
| Pellet | 63.88 | 4.11 | 3.50 | 2.80 | 2.50 | 0.04 | 0.16 | 0.11 | 0.08 | 0.00 | 0.00 |
| Lump ore | 48.57 | 6.20 | 10.84 | 2.32 | 2.12 | 0.40 | 0.16 | 0.00 | 0.05 | 6.110 | 9.30 |
* TFe: The total content of iron element determined by chemical analysis of the ore.
Table A2.
Composition of coke, %.
| C | Ash Content | Volatile Matter | Organic Matter | Free Water, % | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | MgO | FeO | FeS | MnO | CO2 | CO | CH4 | H2 | N2 | H2 | N2 | S | ∑ | ||
| 84.46 | 6.36 | 5.42 | 0.87 | 0.12 | 0.85 | 0.03 | 0.01 | 0.26 | 0.27 | 0.03 | 0.04 | 0.14 | 0.3 | 0.3 | 0.54 | 100 | 5.66 |
Table A3.
Composition of coal, %.
| C | H | O | N | S | H2O | SiO2 | Al2O3 | CaO | MgO | FeO | ∑ |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 75.3 | 3.26 | 3.16 | 0.34 | 0.36 | 0.8 | 9.39 | 5.82 | 0.2 | 0.16 | 1.21 | 100 |
Table A4.
Composition of flux, %.
| T.Fe | FeO | SiO2 | Al2O3 | CaO | MgO | MnO | FeS | P2O5 | H2O | CO2 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| flux | 0.00 | 0.00 | 0.00 | 0.13 | 54.11 | 1.16 | 0.00 | 0.07 | 0.01 | 0.00 | 43.79 |
Table A5.
Element distribution ratio.
| Fe | Mn | P | S | |
|---|---|---|---|---|
| Hot metal | 0.9975 | 0.5 | 1 | |
| Slag | 0.0025 | 0.5 | 0 | |
| Gas | 0 | 0 | 0 | 0.05 |
References
- Yu, J.Y.; Xu, R.S.; Zhang, J.L.; Zheng, A.Y. A review on reduction technology of air pollutant in current China’s iron and steel industry. J. Clean. 2023, 414, 137659. [Google Scholar] [CrossRef]
- Li, Z.X.; Andersson, F.N.G.; Nilsson, L.J.; Åhman, M. Steel decarbonization in China—A top-down optimization model for exploring the first steps. J. Clean. 2023, 384, 135550. [Google Scholar] [CrossRef]
- Wang, G.; Xue, G.Q.; Wang, S.J. Effect of mixing charge of highly reactive semicoke nut on the reaction of high Al2O3 ferrous burden in blast furnace. Ironmak. Steelmak. 2019, 46, 477–484. [Google Scholar] [CrossRef]
- Talapaneni, T.; Yedla, N.; Sarkar, S. Study on desulfurization capacity of high alumina blast furnace slag at 1773K using slag−metal equilibrium technique. Metall. Res. Technol. 2018, 115, 8. [Google Scholar] [CrossRef]
- Wang, C.L.; Lu, Q.; Zhang, S.H.; Li, F.M. Study on sulphide capacity of CaO–SiO2–Al2O3–MgO–FetO slags. J. Univ. Sci. Technol. Beijing Miner. Met. Mater. 2006, 13, 213–217. [Google Scholar] [CrossRef]
- Wu, S.L.; Lu, Y.N.; Hong, Z.B.; Zhou, H. Improving the Softening and Melting Properties of Ferrous Burden with High Al2O3 Content for Blast Furnace by Ore Blending. ISIJ Int. 2020, 60, 1504–1511. [Google Scholar] [CrossRef]
- Pang, Z.D.; Lv, X.W.; Ling, J.W.; Jiang, Y.Y.; Yan, Z.M.; Dang, J. Blast Furnace Ironmaking Process with Super−High TiO2 in the Slag: Sulfide Capacity. Metall. Mater. Trans. B 2021, 29, 1170–1178. [Google Scholar] [CrossRef]
- Trinath, T.; Vatsala, C. Proposing a suitable slag composition by estimating the fusion behavior, viscosity and desulphurization ability for blast furnaces running with high alumina. Mater. Today Proc. 2022, 67, 558–565. [Google Scholar] [CrossRef]
- Lu, Y.; Ren, S.; Wang, X.Q.; Dong, L.Y.; Yang, J.F.; Liu, J.B. Effect of Al2O3, MgO and CaO/SiO2 on Viscosity of High Alumina Blast Furnace Slag. Steel Res. Int. 2016, 87, 241–249. [Google Scholar] [CrossRef]
- Wang, S.; Jiang, Y.; Guo, Y.F.; Yang, Z.; Chen, F.; Yang, L.Z.; Li, G. Effects of Basicity and Al2O3 Content on Viscosity and Crystallization Behavior of Super-High-Alumina Slag. Crystals 2022, 12, 851. [Google Scholar] [CrossRef]
- Kim, H.; Wan, H.K.; Sohn, I.; Dong, J.M. The Effect of MgO on the Viscosity of the CaO‒SiO2‒20wt%Al2O3‒MgO Slag System. Steel Res. Int. 2010, 81, 261–264. [Google Scholar] [CrossRef]
- Lv, X.W.; Yan, Z.M.; Pang, Z.D.; Bai, C.G.; Liang, D.; Xie, H. Effect of Al2O3 on physicochemical properties and structure of blast furnace slag: Reviewed. Iron Steel 2020, 55, 1–10. [Google Scholar] [CrossRef]
- Shen, F.M. Discussion on the smelting process of high Al2O3 content slag-based blast furnace. Angang Technol. 2005, 6, 1–4. [Google Scholar]
- Zheng, H.Z.; Liang, L.S.; Du, J.L.; Zhou, S.F.; Jiang, X.; Gao, Q.J.; Shen, F.M. Mineral Transform and Specific Heat Capacity Characterization of Blast Furnace Slag with High Al2O3 in Heating Process. Steel Res. Int. 2020, 92, 2000448. [Google Scholar] [CrossRef]
- Hu, A.G. China’s goal of achieving carbon peak by 2030 and its main approaches. J. Beijing Tech. Univ. Soc. Sci. 2021, 21, 1–15. [Google Scholar]
- Liu, Z.J.; Wang, J.B.; Zhang, J.L.; Wang, Y.Z.; Niu, L.L.; Zhu, W. Status of energy consumption and prospect of consumption reduction technology in blast furnace. J. Iron. Steel Res. 2023, 35, 1–10. [Google Scholar]
- Wang, X.D.; Qie, Y.N.; Lv, Q.; Wang, Y.F. Analysis and comparison of energy saving and emission reduction of blast furnace injection with different hydrogen-rich mediums. Iron Steel 2023, 58, 34–41. [Google Scholar]
- Szargut, J. Exergetic balance of metallurgical processes. Arch. Hut. 1961, 6, 23–60. [Google Scholar]
- Brauer, H.; Jeschar, R. The significance of exergy for the thermodynamic study of the blast‒furnace process. Arch. Eisenhuettenwesen 1963, 34, 9–16. [Google Scholar]
- Akiyama, T.; Yagi, J.I. Exergy analysis of conventional ironmaking, direct reduction‒electric furnace and smelting reduction systems. Tetsu Hagane 1988, 74, 2270–2277. [Google Scholar] [CrossRef]
- Akiyama, T. Preface to the “Special Issue on Science and Technologies for the Effective Use of Unrecovered Energy in Steelworks”. ISIJ Int. 2010, 50, 1221–1228. [Google Scholar] [CrossRef]
- Akiyama, T.; Takahashi, R.; Yagi, J.I. Exergy evaluation on the pellets production and direct reduction processes for the fired and cement bonded pellets. Tetsu Hagane 1987, 73, 2108–2115. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.G.; Li, L.; Li, Z.J.; Fan, H.; Qin, J.; Qi, J.L. Exergy analysis of a 240 t/h gas fired boiler in a panzhihua steel company: Energy and thermal engineering branch of China metal society. In Proceedings of the 10th National Annual Conference on Energy and Thermal Engineering Energy and Thermal Engineering Branch of China Metal Society, Northeast University, Energy and Thermal Engineering Branch of China Metal Society, Dalian, China, 8–10 July 2019; pp. 170–176.
- Min, Y.; Zhang, Q.; Jiang, M.F.; Huang, J.; Zhang, D. Exergy analysis of LF refining process. Ind. Heat. 2008, 37, 49. [Google Scholar]
- Wang, Y.; Zhao, X.; Xu, J.; Zhang, Q. Energy and exergy analyses of an integrated iron and steel making process. Int. J. Exergy 2018, 26, 454. [Google Scholar] [CrossRef]
- Guo, J.; Chu, M.S.; Tang, J.; Li, F.; Liu, Z.G.; Bao, J.W. Exergy Analysis of Iron Coke Used in Blast Furnace. Iron Steel 2022, 57, 30–38. [Google Scholar]
- Qiu, Z.Y.; Yue, Q.; Yan, T.Y.; Wang, Q.; Sun, J.C.; Yuan, Y.X.; Che, Z.C.; Wang, Y.S.; Du, T. Gas utilization optimization and exergy analysis of hydrogen metallurgical shaft furnace. Energy 2023, 263, 125847. [Google Scholar] [CrossRef]
- Sun, J.C.; Na, H.M.; Yan, T.Y.; Qiu, Z.Y.; Yuan, Y.X.; He, J.F.; Li, Y.N.; Wang, Y.S.; Du, T. A comprehensive assessment on material, exergy and emission networks for the integrated iron and steel industry. Energy 2021, 235, 121429. [Google Scholar] [CrossRef]
- GB/T14909‒2021; Technical Guidelines for Exergy Analysis in Energy Systems. National Energy Foundation and Management Standardization Technical Committee: Washington, DC, USA, 2021.
- Shen, F.M.; Jiang, X.; Gao, Q.J.; Zheng, H.Y. Theoretical Basis for Suitable Magnesium Aluminum Ratio of Blast Furnace Slag. Ironmaking 2019, 38, 17–21. [Google Scholar]
- Hu, Y.P. Effect of Al2O3 on Metallurgical Properties of Blast Furnace Slag and Viscosity Prediction Model. Master’s Thesis, Northeast University, Shenyang, China, 2017. [Google Scholar]
- Guo, T.L. Basic Research on a New Low Carbon Iron Making Process by Injecting Coke Oven Gas into Blast Furnace. Ph.D. Thesis, Northeast University, Shenyang, China, 2015. [Google Scholar]
Figure 1.
Exergy analysis model diagram of blast furnace smelting.

Figure 2.
Exergy flows of the whole blast furnace.

Figure 3.
Effect of R on η.

Figure 4.
Effect of R on Ex, ph, slag and Ex, ch, slag.

Figure 5.
Effect of w(MgO)/w(Al2O3) on η.

Figure 6.
Effect of w(MgO)/w(Al2O3) on Ex, slag and Etotal.

Figure 7.
Effect of w(Al2O3) on η.

Figure 8.
Effect of w(Al2O3) on Ex, slag, Ex, gas, and Exl, ex: R = 1.20 and w(MgO)/w(Al2O3) = 0.45.
Figure 8.
Effect of w(Al2O3) on Ex, slag, Ex, gas, and Exl, ex: R = 1.20 and w(MgO)/w(Al2O3) = 0.45.

Figure 9.
The objective function, gray box model, and actual production exergy loss are compared.

Table 1.
The characteristics of the three exergy analysis models.
| Exergy Analysis Model | Implication | Characteristics | ||
|---|---|---|---|---|
| Calculate Complexity | Analysis Accuracy | Data Acquisition | ||
| Black box exergy analysis model | The structure of the model is simple: macro-analysis system energy consumption. | Simple | Fuzzy | Easy to obtain, but not accurate |
| Gray box exergy analysis model | An analysis model between the black box analysis model and the white box analysis model, which can analyze the system energy consumption in detail. | Relatively complex | Relatively accurate | Easy to obtain and relatively accurate |
| White box exergy analysis model | The structure is complex, and the energy consumption of each part in the system is analyzed in detail. | Complex | Accurate | Difficulty in obtaining |
Table 2.
Calculation method of exergy.
| Calculation Method | No. |
|---|---|
| Chemical exergy of fuel (MJ) | |
| (1) | |
| Physical exergy of blast (MJ) | |
| (2) | |
| Chemical exergy of blast (MJ) | |
| (3) | |
| Chemical exergy of iron ore (MJ) | |
| (4) | |
| Chemical exergy of flux (MJ) | |
| (5) | |
| Physical exergy of hot metal (MJ) | |
| (6) | |
| Chemical exergy of hot metal (MJ) | |
| (7) | |
| Physical exergy of slag (MJ) | |
| (8) | |
| Chemical exergy of slag (MJ) | |
| (9) | |
| Physical exergy of dry gas (MJ) | |
| (10) | |
| Chemical exergy of dry gas (MJ) | |
| (11) | |
| Physical exergy of water in gas (MJ) | |
| (12) | |
| Chemical exergy of water in gas (MJ) | |
| (13) | |
| Exergy loss of chemical reaction (MJ) | |
| (14) | |
| Exergy loss during heat transfer (MJ) | |
| (15) | |
| Exergy loss of pressure and mixing process (MJ) | |
| (16) | |
| Exergy efficiency (%) | |
| (17) |
Table 3.
Definition of symbols contained in Table 2.
Table 3.
Definition of symbols contained in Table 2.
| Variable | Definition | Unit |
|---|---|---|
| Ex, ch, i | Chemical exergy of i (i = fuel, blast, iron ore, flux, hot metal (HM), slag, dry gas, and water in gas) | MJ |
| Ex, ph, i | Physical exergy of i (i = fuel, blast, iron ore, flux, hot metal (HM), slag, dry gas, and water in gas) | MJ |
| Ex, ch, i, j | Chemical exergy of each component (j) in i (i = blast, iron ore, flux, hot metal (HM), slag, dry gas, and water in gas) (j = each component in i) | MJ |
| xi, j | Molar composition of each component (j) in i (i = blast, iron ore, flux, hot metal (HM), slag, dry gas, and water in gas) (j = each component in i) | % |
| Vg | Volume of gas | m³ |
| Specific heat capacity of i (i = blast, hot metal, slag, dry gas, and water in gas) | MJ·kg−1·K−1 | |
| Ti | Temperature of i (i = blast, hot metal, slag, dry gas, and water in gas) | K |
| T0 | Temperature of reference state | K |
| p0 | Pressure of reference state | Pa |
| Tc, i | Phase transition temperature of i (i = hot metal, slag, and water in gas) | K |
| mi | Mass of i(i = blast, hot metal, slag, fuel, dry gas, and water in gas) | kg |
| vi | Velocity of i (i = blast and gas) | m·s−1 |
| ni | Mole of i (i = blast and dry gas) | mol |
| pi | Pressure of gas i (i = blast, dry gas; position: furnace top and hearth) | Pa |
| Qlow | Standard low calorific value of fuel | MJ·kg−1 |
| w | Mass fraction of water in fuel | % |
| r | Gasification latent heat of water: the heat for water to change from a liquid to a gaseous state | MJ·kg−1 |
| ∆H | Melting heat during slag melting | MJ·kg−1 |
| ∆S | Entropy changes of chemical reaction | kJ·mol−1 |
| ξi | The reaction limit of reaction i | mol |
| Qtans | Heat Transfer Quantity | MJ |
| TL | Low temperature | K |
| TH | High temperature | K |
| Etotal | Total exergy input | MJ |
| Exl,i | Exergy loss of i (i = chemical reaction, heat transfer, pressure, and mixing process) | MJ |
| η | Exergy efficiency | % |
Table 4.
Calculation conditions of the exergy model of a blast furnace.
| Parameter | Calculation Conditions | |
|---|---|---|
| Fuel ratio * | Coke ratio | 310 kg |
| Coal ratio | 180 kg | |
| Blast | Pressure | 0.4 MPa |
| Humidity | 1.55% | |
| Temperature | 1373 K | |
| Furnace top | Temperature | 473.15 K |
| Pressure | 0.25 MPa | |
* The fuel ratio (coke ratio or coal ratio) is denoted as the mass ratio of fuel (coke and coal) to hot metal.
Table 5.
Variables required for optimization in this study.
| Variable | Unit | Definition | Variable | Unit | Definition |
|---|---|---|---|---|---|
| kg | Consumption of sinter | % | Content of S in hot metal | ||
| kg | Consumption of pellet | % | Content of Si in hot metal | ||
| kg | Consumption of lump ore | % | Content of P in hot metal | ||
| kg | Consumption of coke | % | Content of Mn in hot metal | ||
| kg | Consumption of coal | % | Content of C in hot metal | ||
| m³ | Blast volume | kg | Quantity of slag | ||
| m³ | Gas volume | kg | Amount of flux A | ||
| % | Content of Fe in hot metal | kg | Amount of flux B |
Table 6.
Material balance table.
| Input | Output | ||||
|---|---|---|---|---|---|
| Parameter | Quantity (kg) | Percent (%) | Parameter | Quantity (kg) | Percent (%) |
| Ore | 1825.82 | 47.34 | Hot metal | 1000.00 | 25.94 |
| Coke | 338.46 | 8.78 | Slag | 518.47 | 13.44 |
| Coal | 180.00 | 4.67 | Gas | 2307.30 | 59.84 |
| Flux | 198.40 | 5.14 | Dust | 29.90 | 0.78 |
| Blast | 1314.24 | 34.07 | ∑ | 3855.67 | 100.00 |
| ∑ | 3856.92 | 100.00 | |||
Table 7.
Constraints on product compositions.
| Parameter | Definition | Constraint Condition |
|---|---|---|
| Product composition constraints | Constraints on hot metal composition | |
| Constraints on Si content in hot metal | ||
| Constraints on coal injection volume |
Table 8.
Material balancing constraints.
| Parameter | Constraint Condition |
|---|---|
| R constraint | |
| w(MgO)/w(Al2O3) constraint | |
| w(Al2O3) constraint | |
| Fe | |
| C | |
| P | |
| S | |
| Mn | |
| Slag balance constraint | |
| Blast balance constraint | |
| Gas balance constraint | |
| Material balance constraint |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Wang, Z.; Zheng, H.; Zhang, Y.; Ge, L. Optimization of High-Alumina Blast Furnace Slag Based on Exergy Analysis. Metals 2024, 14, 465. https://doi.org/10.3390/met14040465
AMA Style
Wang Z, Zheng H, Zhang Y, Ge L. Optimization of High-Alumina Blast Furnace Slag Based on Exergy Analysis. Metals. 2024; 14(4):465. https://doi.org/10.3390/met14040465
Chicago/Turabian StyleWang, Zhen, Haiyan Zheng, Yan Zhang, and Liang Ge. 2024. "Optimization of High-Alumina Blast Furnace Slag Based on Exergy Analysis" Metals 14, no. 4: 465. https://doi.org/10.3390/met14040465
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.