
Evolution of the Heterogeneous Microstructure of a 12Cr1MoV Welded Joint after Post-Weld Heat Treatment and Its Effect on Mechanical Properties

Abstract
:1. Introduction
2. Materials Preparation and Experimental Procedure
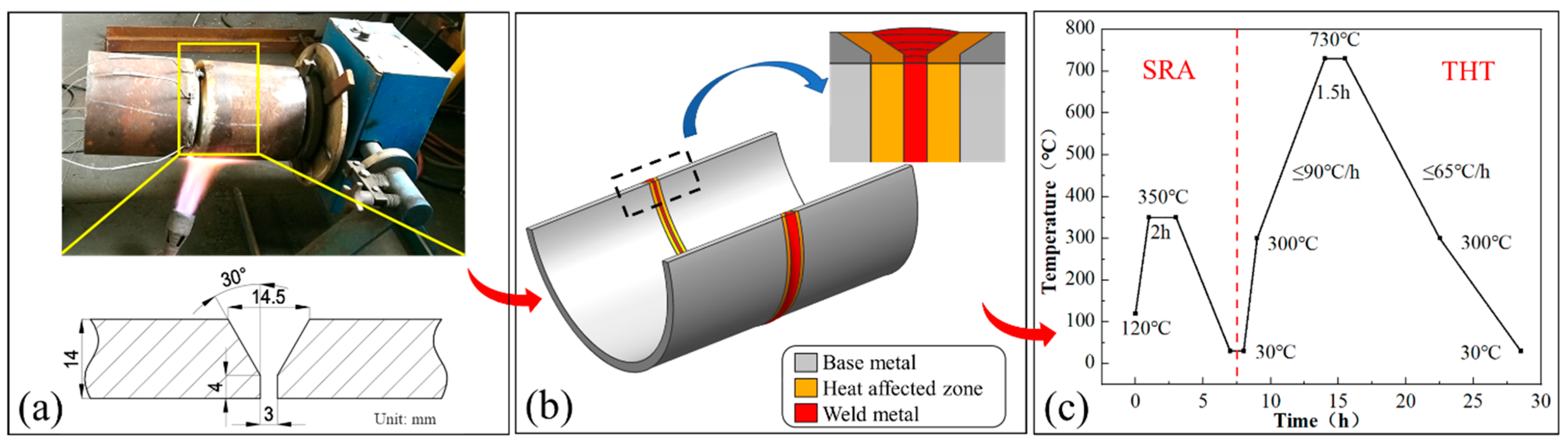
2.1. Materials and Welding Process
2.2. Post-Weld Heat Treatment Process
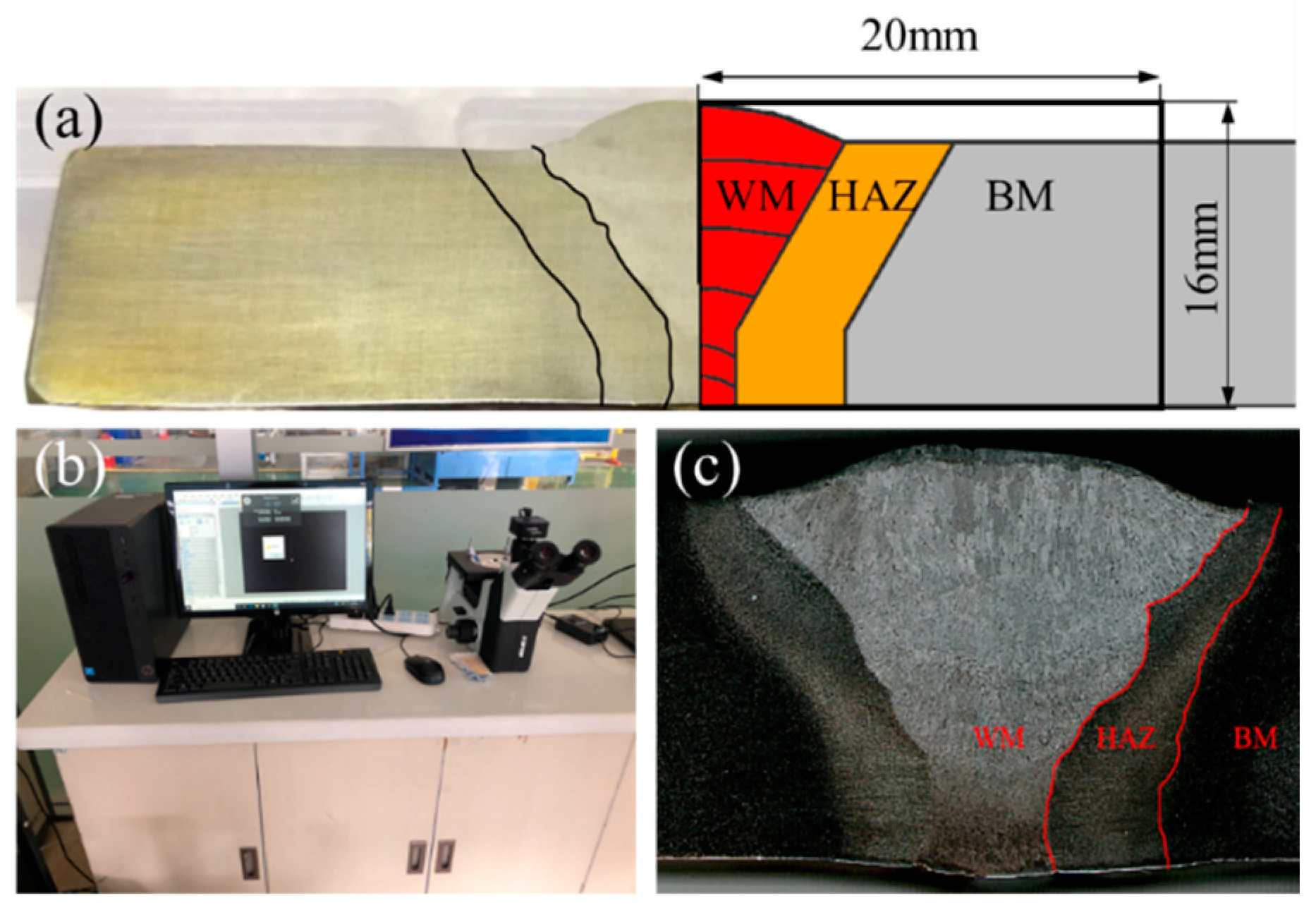
2.3. Microstructure Observation
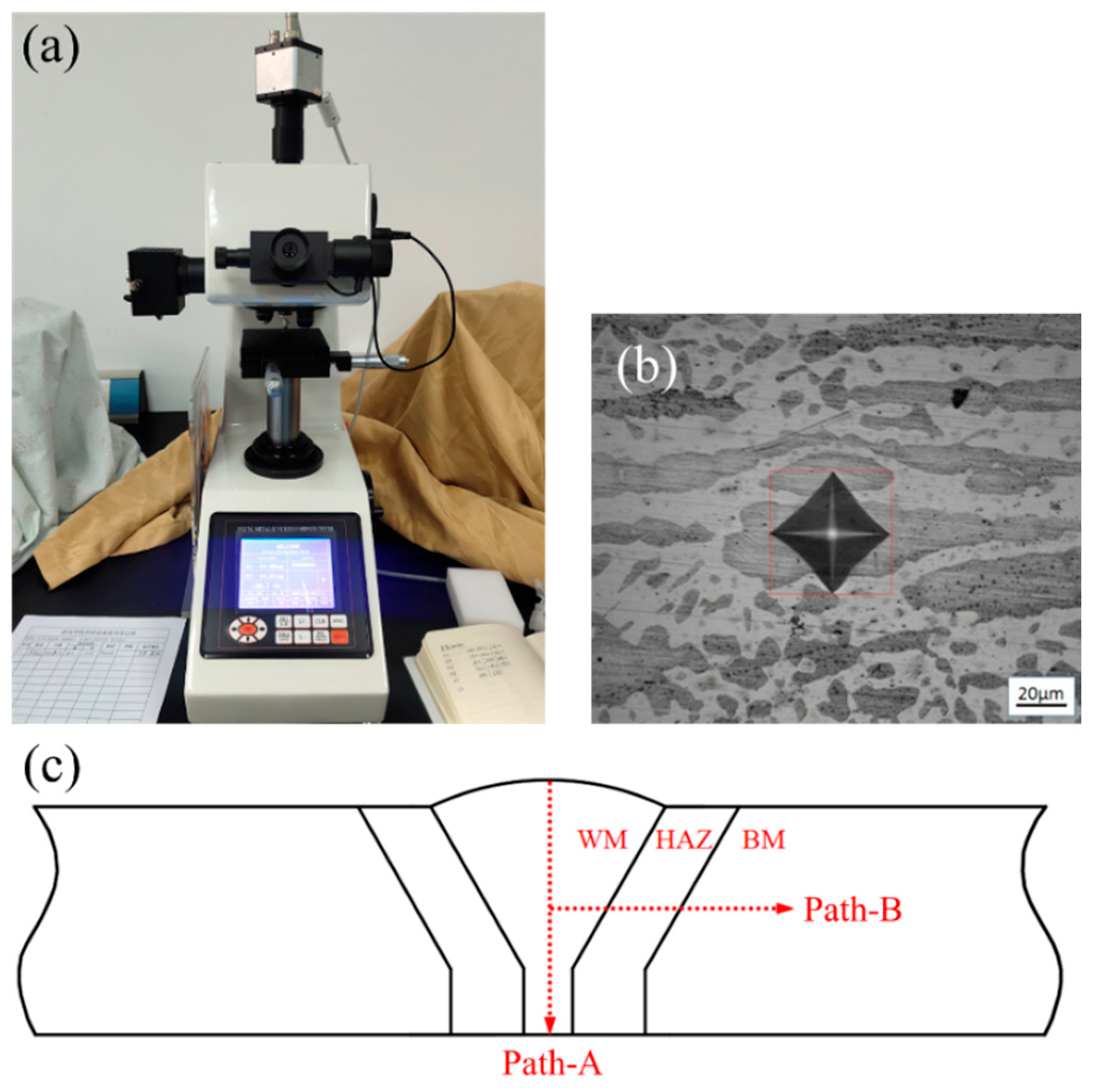
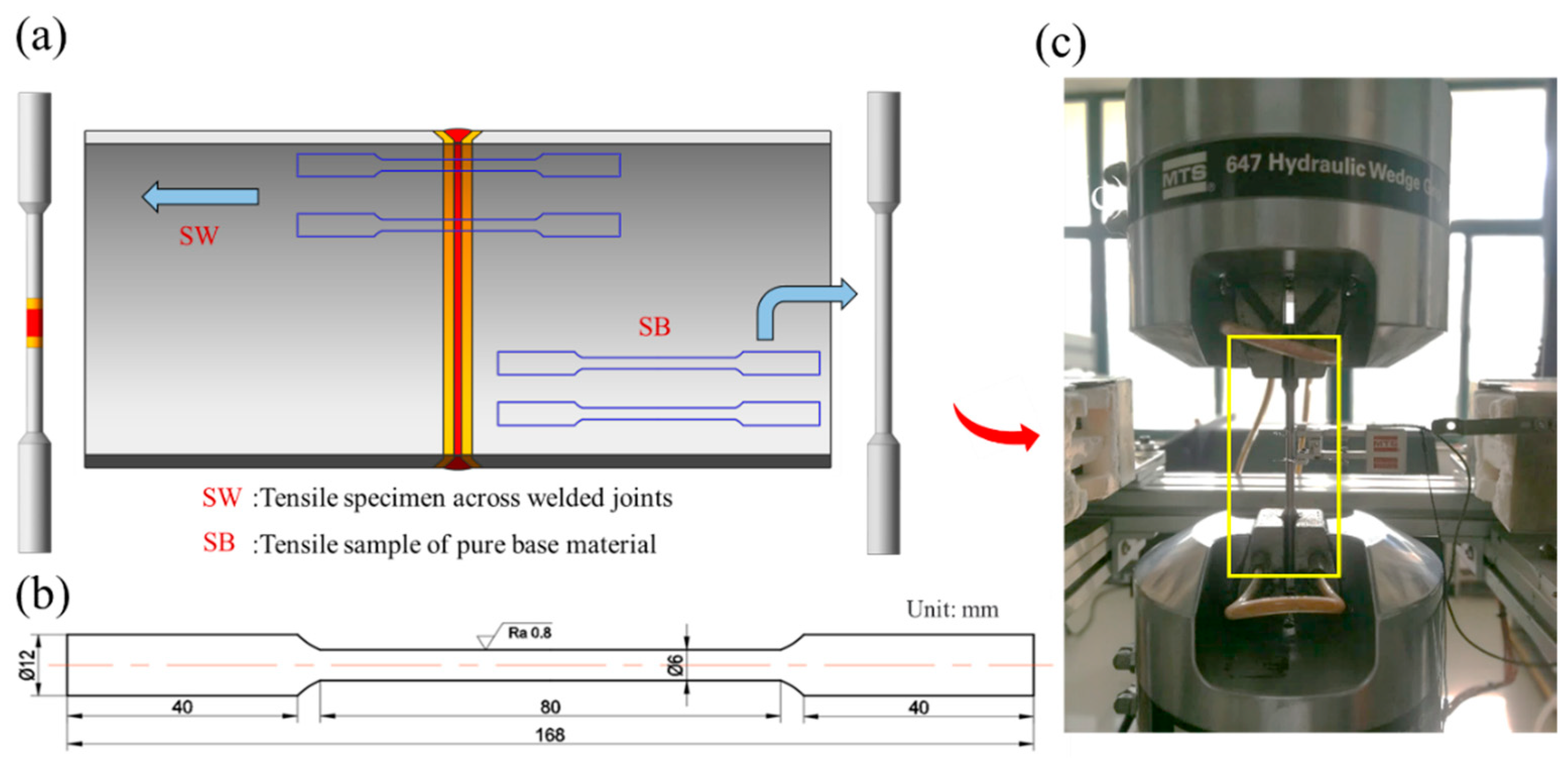
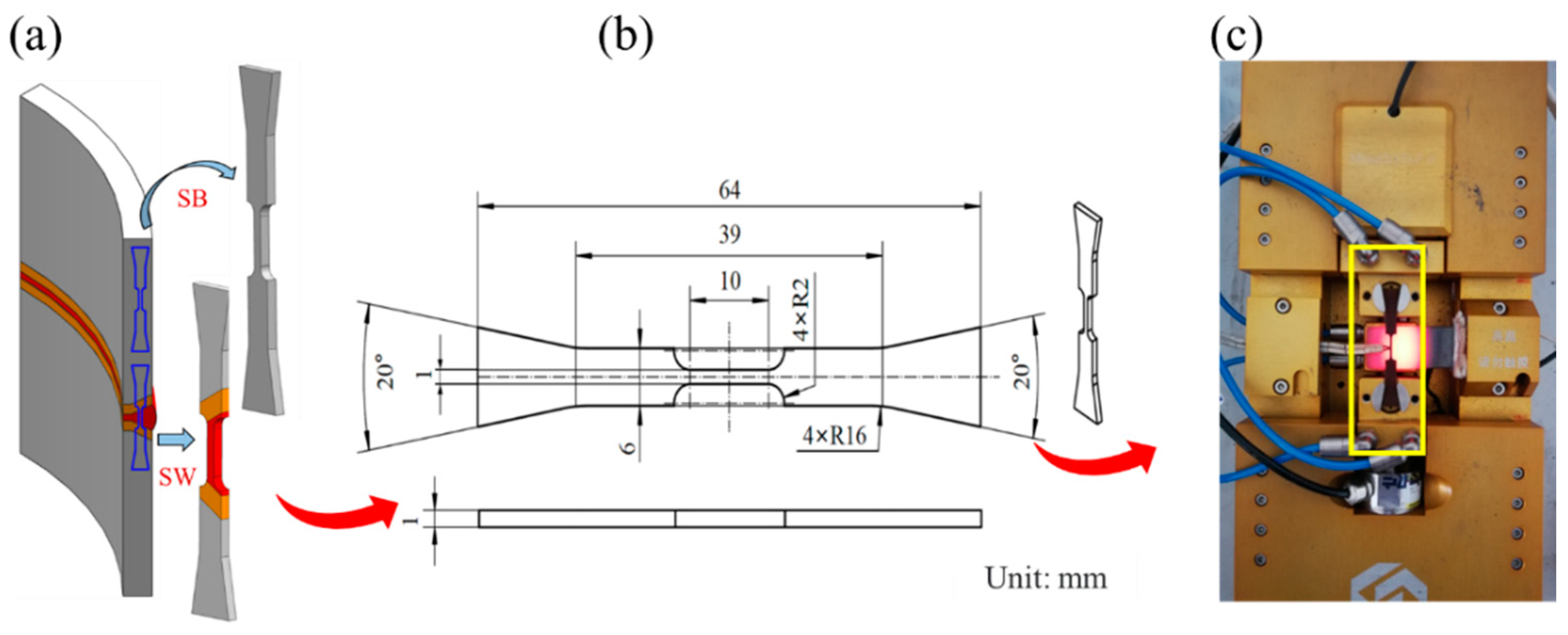
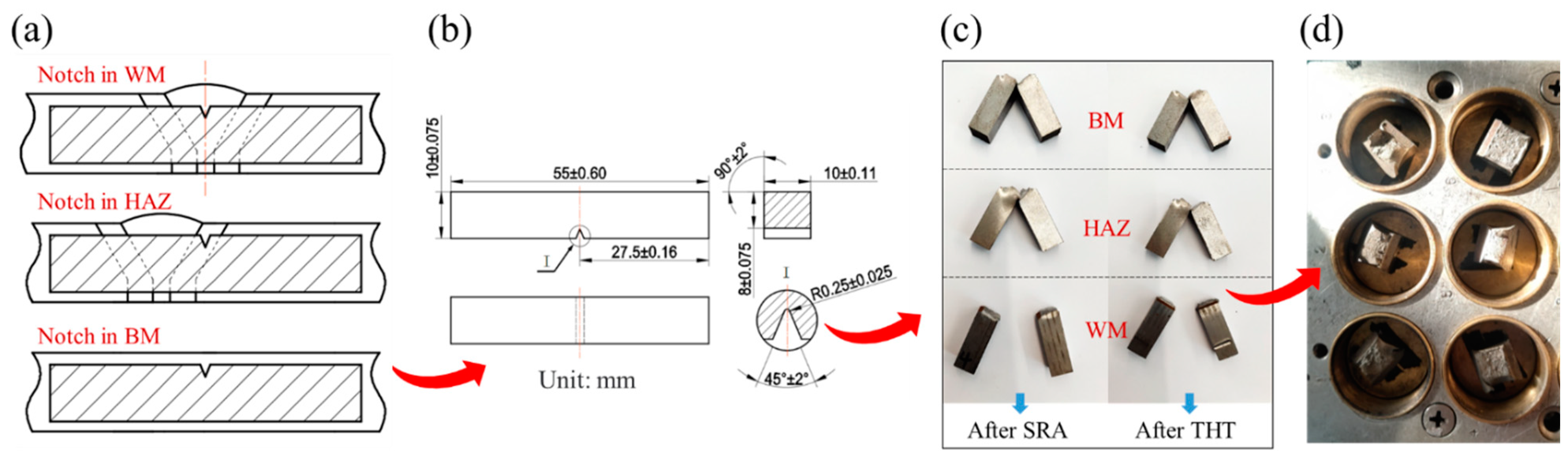
2.4. Measurement of Mechanical Properties
3. Results and Discussion
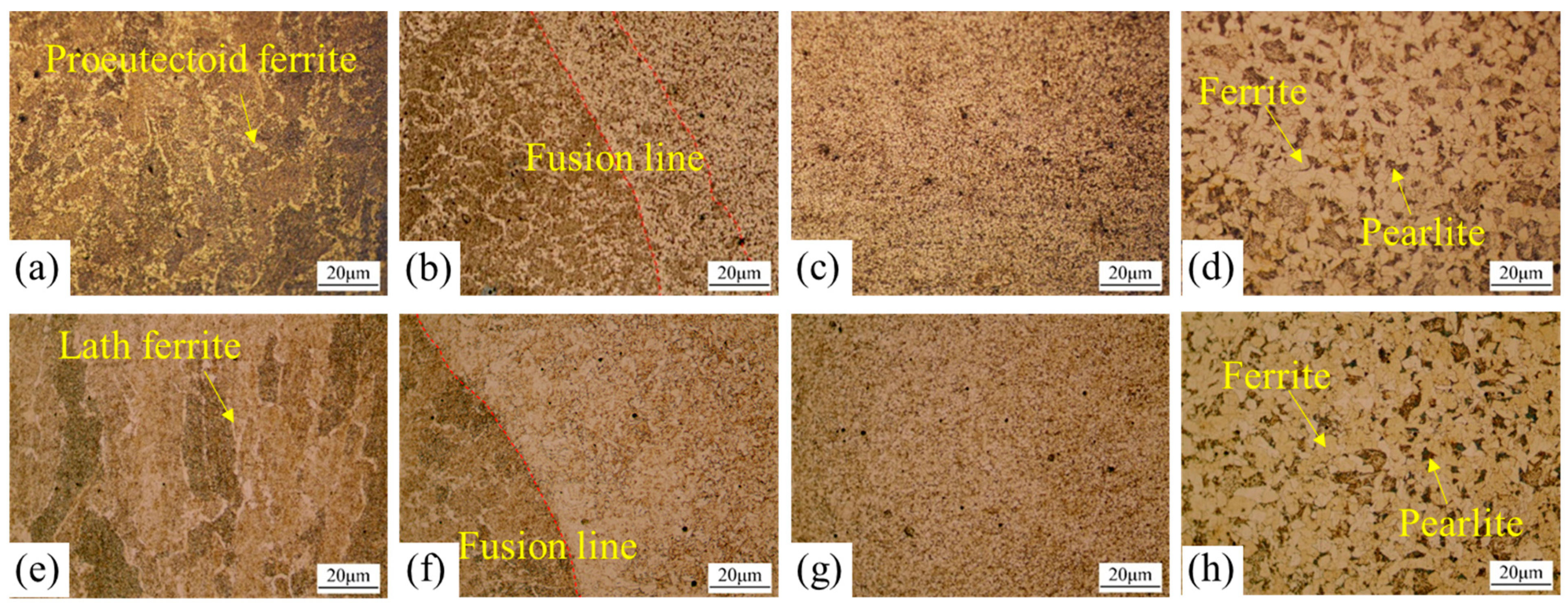
3.1. Evolution of Heterogeneous Microstructure
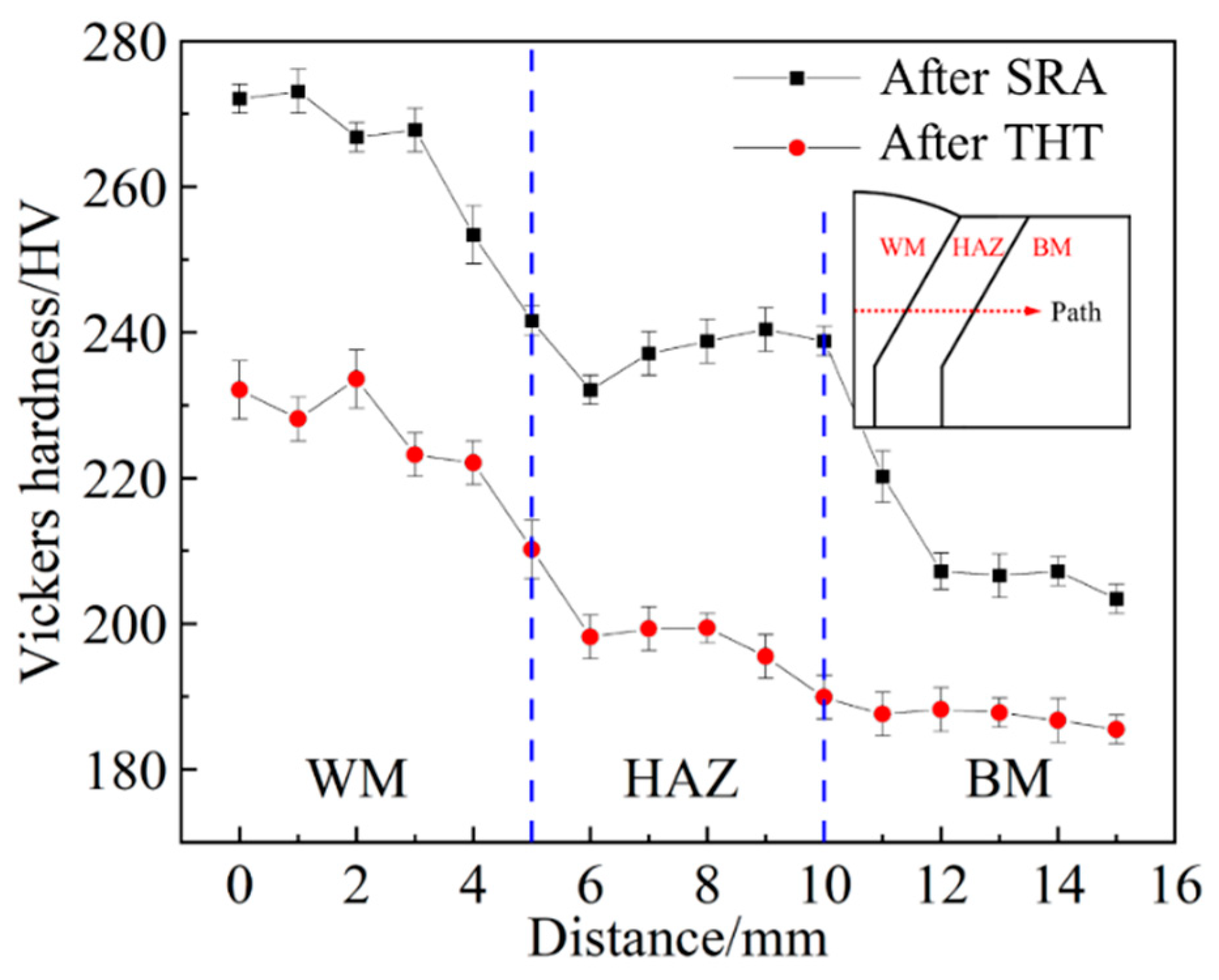
3.2. Evolution of Microhardness
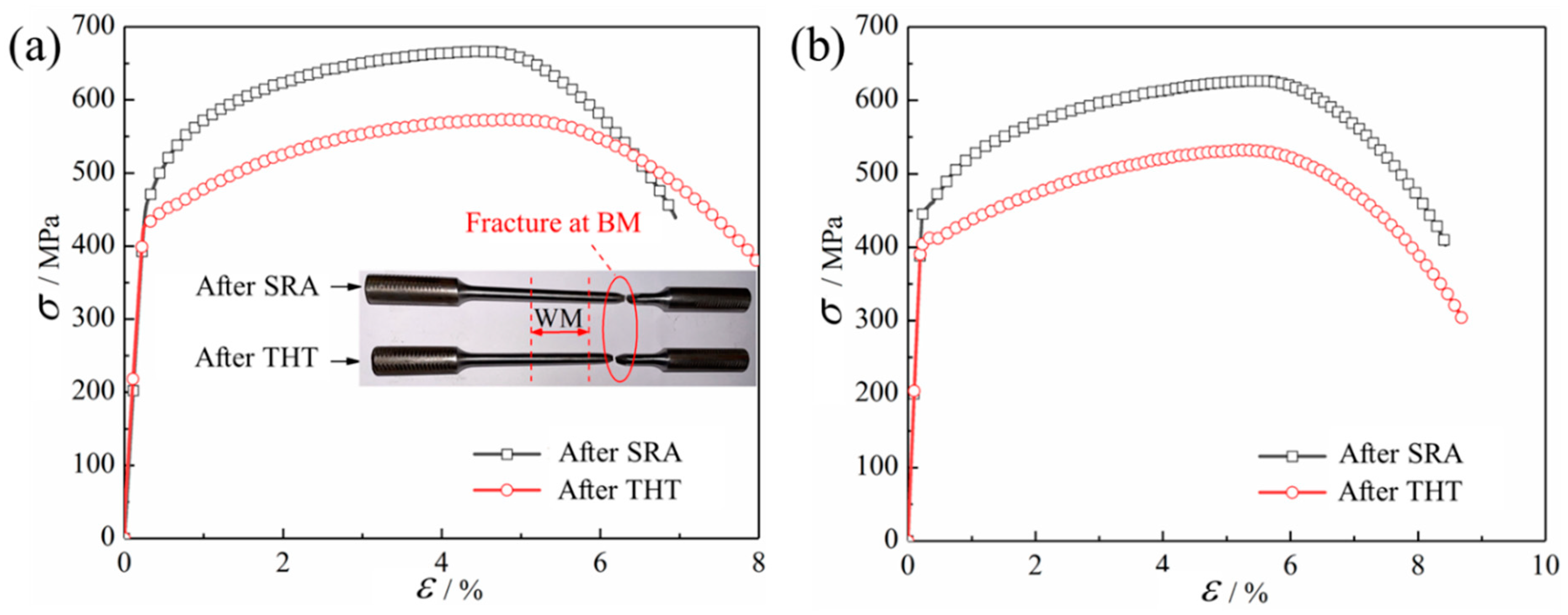
3.3. Evolution of Tensile Properties of Cross-Welded Joint by Standard Specimens
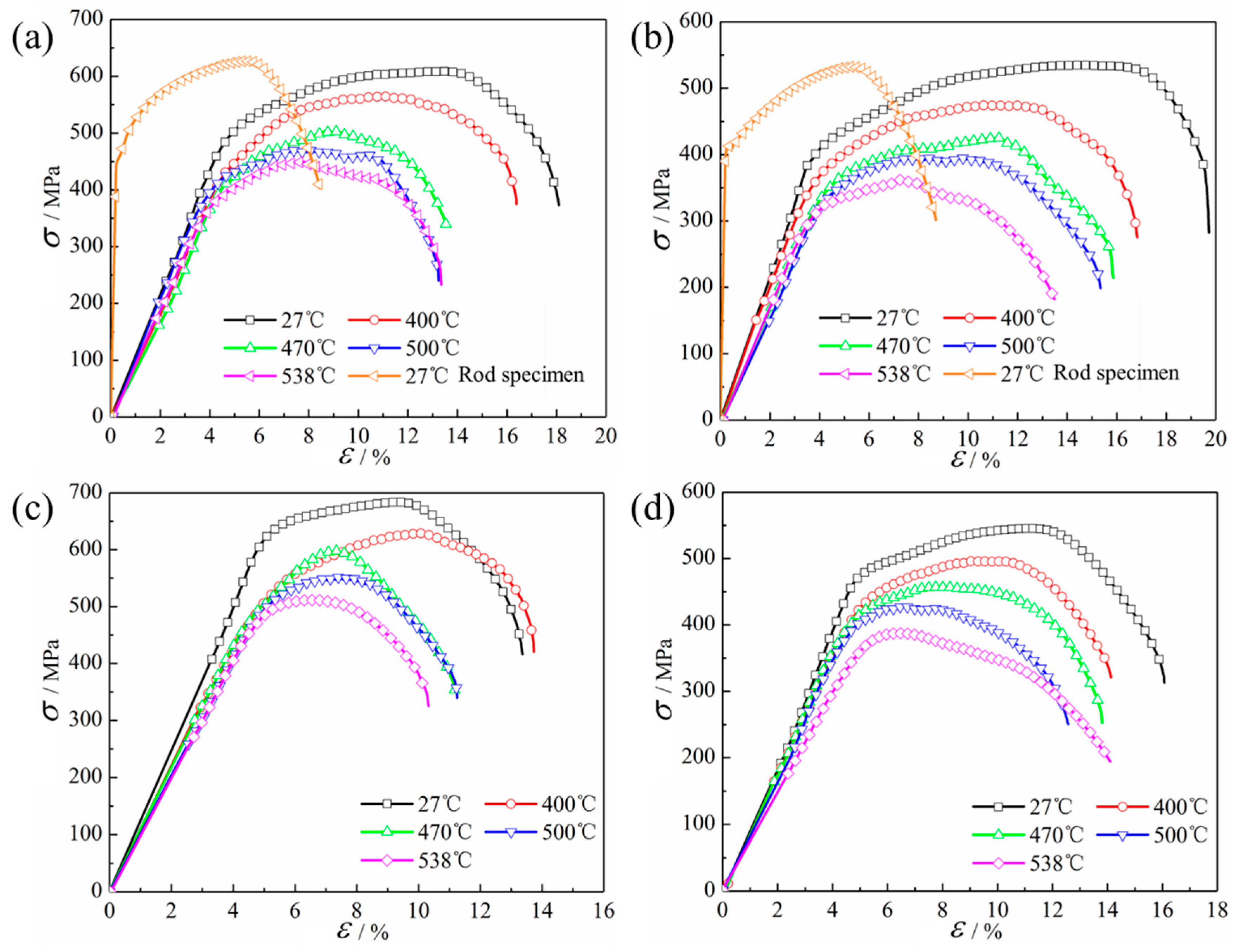
3.4. Evolution of Tensile Properties at Different Temperatures
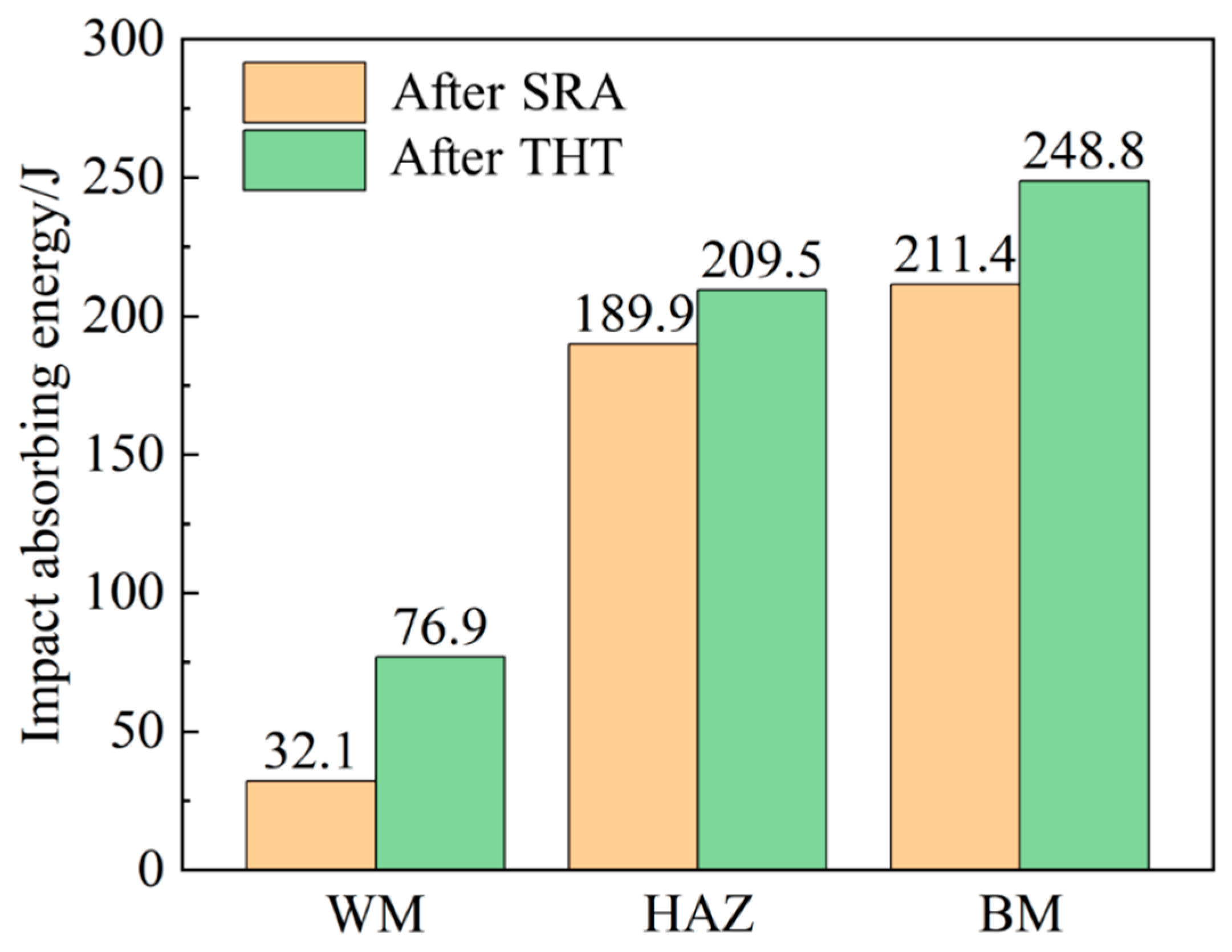
3.5. Evolution of Impact Properties
4. Concluding Remarks
- (1)
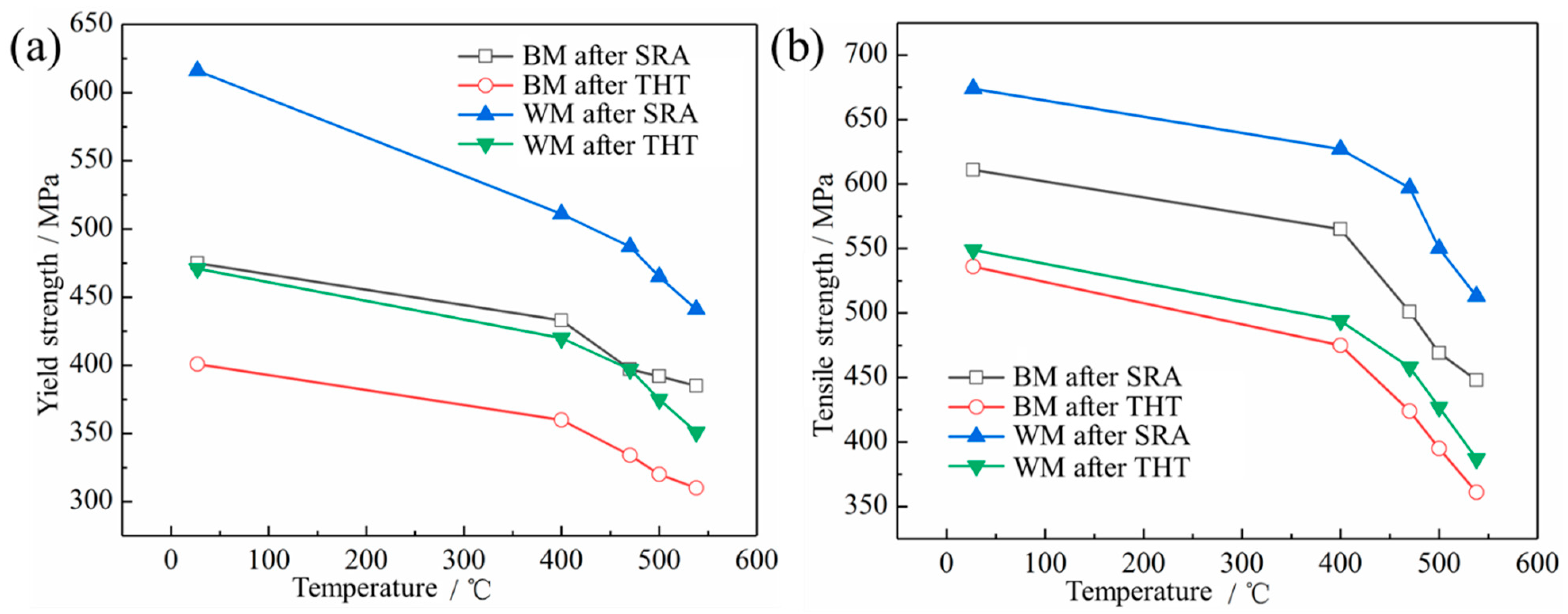
- After tempering heat treatment, there is a consistent change in the macro-mechanical performance of various subzones, i.e., the hardness and strength are reduced by 10–20%, but the ductility is increased, especially in the weld zone. The impact toughness in the weld zone is increased by 58.2%, which changes are primarily attributed to the significant reduction in the content of coarsely coarsening ferrite.
- (2)
- Regardless of heat treatment, the weld zone of the 12Cr1MoV joint always shows the lowest ductility among all micro-zones and is prone to brittle fracture in practical applications. In contrast, the heat-affected zone demonstrates relatively balanced performance, while the base metal exhibits lower tensile properties at both room temperature and high temperatures.
- (3)
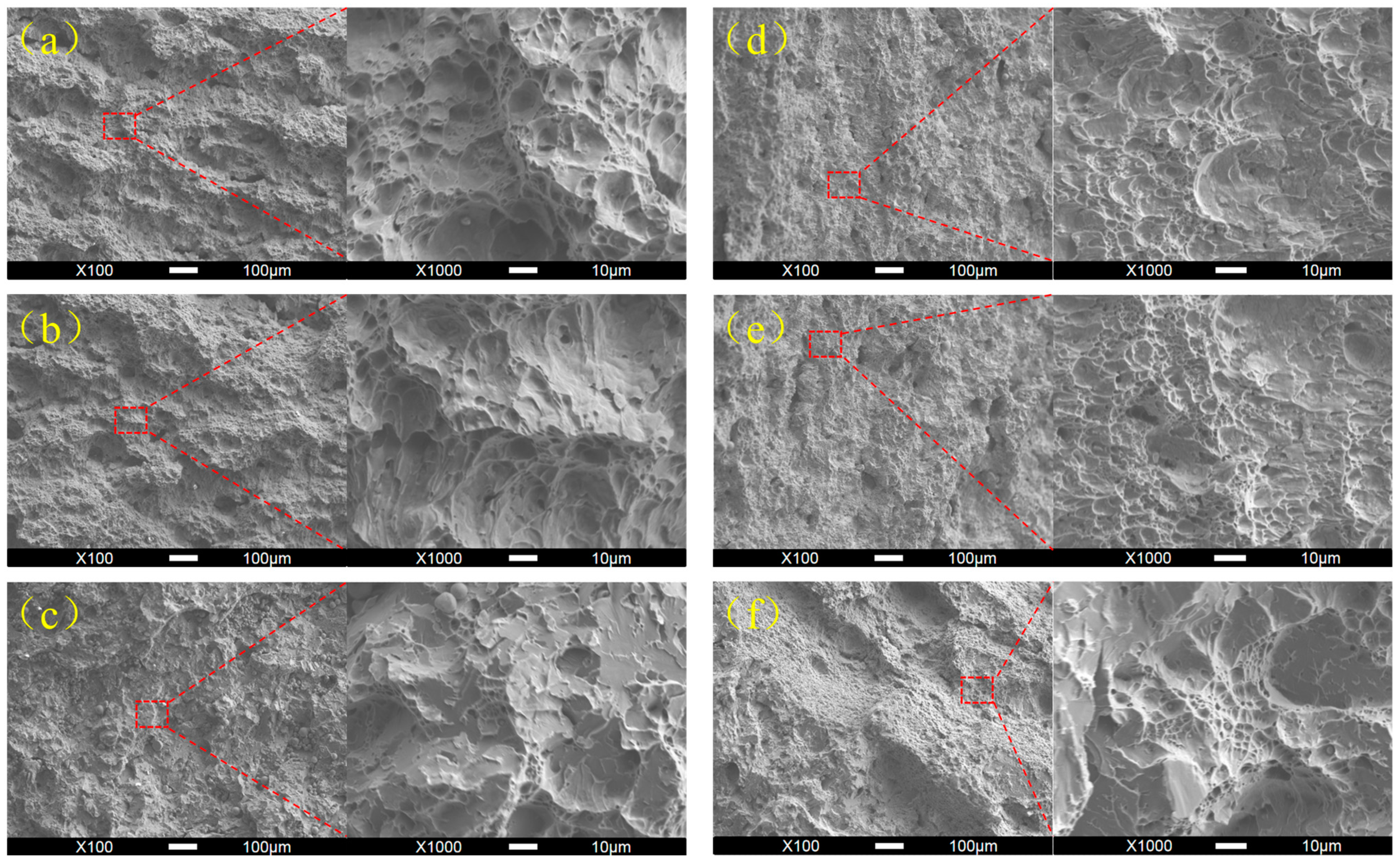
- The enhancement in ductility in the weld zone is most significant after tempering heat treatment. Prior to heat treatment, the fracture mode in the weld zone is brittle cleavage. After heat treatment, the fracture mode shifts to quasi-cleavage and dimple-like ductile features. Therefore, tempering heat treatment can greatly enhance the toughness of the weld zone.
- (4)
- Hardness is found to be a suitable indicator to reflect changes in microstructure. Changes in strength show a positive correlation with hardness changes, while changes in ductility exhibit a negative correlation with hardness changes. Therefore, hardness testing can be used at engineering sites to assess the effectiveness of post-weld heat treatment in increasing welded joint properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, Y.; Zhu, B.; Li, Z.; Wang, T.; Zhang, J.; Xiong, J.; Zhao, P. Research on the micro zone strength and strain hardening behavior in the 30Cr2Ni4MoV rotor welded joint. Mater. Sci. Eng. A 2023, 862, 144456. [Google Scholar] [CrossRef]
- Jovanović, M.; Čamagić, I.; Sedmak, S.; Sedmak, A.; Burzić, Z. Effect of material heterogeneity and testing temperature on fatigue behaviour of Cr-Mo steel welded joints. Eng. Fail. Anal. 2022, 141, 106542. [Google Scholar] [CrossRef]
- Thakare, J.G.; Pandey, C.; Gupta, A.; Taraphdar, P.K.; Mahapatra, M.M. Role of the heterogeneity in microstructure on the mechanical performance of the Autogenous Gas Tungsten Arc (GTA) welded dissimilar joint of F/M P91 and SS304L steel. Fusion Eng. Des. 2021, 168, 112616. [Google Scholar] [CrossRef]
- Gong, H.C.; Fan, Q.B.; Zhang, H.M.; Wang, D.D.; Yu, H.; Yang, L.; Zhu, X.J.; Wang, L. Effects of microstructure heterogeneity on tensile properties and failure mechanism of GTAW joint of as-cast Ti2531. Mater. Charact. 2022, 194, 112258. [Google Scholar] [CrossRef]
- Dak, G.; Pandey, C.A. A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application. J. Manuf. Process. 2020, 58, 377–406. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.C.; Song, M.; Huang, Y.L.; Li, J.; Sun, G.A.; Shi, Y.; Zhai, X.N.; Zhao, X.; Ren, L.C. Distribution and formation mechanism of residual stress in duplex stainless steel weld joint by neutron diffraction and electron backscatter diffraction. Mater. Des. 2019, 181, 108086. [Google Scholar] [CrossRef]
- Peng, W.; Jiang, W.C.; Sun, G.H.; Yang, B.; Shao, X.M.; Tu, S.T. Biaxial residual stress measurement by indentation energy difference method: Theoretical and experimental study. Int. J. Press. Vessel. Pip. 2022, 195, 104573. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.M.; Kumar, P.; Kumar, S.; Sirohi, S. Effect of post weld heat treatments on microstructure evolution and type IV cracking behavior of the P91 steel welds joint. J. Mater. Process. Technol. 2019, 266, 140–154. [Google Scholar] [CrossRef]
- Peng, W.; Jiang, W.C.; Yang, B.; Sun, G.H.; Shao, X.M. An indentation method for measuring welding residual stress: Estimation of stress-free indentation curve using BP neural network prediction model. Int. J. Press. Vessel. Pip. 2023, 206, 105070. [Google Scholar] [CrossRef]
- Kumar, R.; Varma, A.; Kumar, Y.R.; Neelakantan, S.; Jain, J. Enhancement of mechanical properties through modified post-weld heat treatment processes of T91 and Super304H dissimilar welded joint. J. Manuf. Process. 2022, 78, 59–70. [Google Scholar] [CrossRef]
- Guo, Y.; Li, Z.; Dong, Z.; Xiong, J.; Xu, J.; Xu, D.; Zhang, J. Influence of microstructure on the micro-region fracture toughness of the 30Cr2Ni4MoV turbine rotor welded joint. Int. J. Press. Vessel. Pip. 2023, 201, 104877. [Google Scholar] [CrossRef]
- Seo, W.G.; Suh, J.Y.; Shim, J.H.; Lee, H.; Yoo, K.; Choi, S.H. Effect of post-weld heat treatment on the microstructure and hardness of P92 steel in IN740H/P92 dissimilar weld joints. Mater. Charact. 2020, 160, 110083. [Google Scholar] [CrossRef]
- Tan, L.; Li, S.; Zhao, L.; Wang, L.; Zhao, X. The effect of mechanical inhomogeneity in microzones of welded joints on CTOD fracture toughness of nuclear thick-walled steel. Nucl. Eng. Technol. 2023, 55, 4112–4119. [Google Scholar] [CrossRef]
- Kromm, A.; Lausch, T.; Schröpfer, D.; Rhode, M.; Kannengießer, T. Influence of welding stresses on relief cracking during heat treatment of a creep-resistant 13CrMoV steel: Part I—Effect of heat control on welding stresses and stress relief cracking. Weld. World 2020, 64, 807–817. [Google Scholar] [CrossRef]
- Xie, P.; Zhao, H.; Wu, B.; Gong, S. Evaluation of Residual Stresses Relaxation by Post Weld Heat Treatment Using Contour Method and X-ray Diffraction Method. Exp. Mech. 2015, 55, 1329–1337. [Google Scholar] [CrossRef]
- Wang, Z.L. Control of microstructure and properties of welded joints of heavy structures of low alloy high strength steels. Key Eng. Mater. 2019, 814, 171–175. [Google Scholar] [CrossRef]
- Rhode, M.; Nietzke, J.; Richter, T.; Mente, T.; Mayr, P.; Nitsche, A. Hydrogen effect on mechanical properties and cracking of creep-resistant 9% Cr P92 steel and P91 weld metal. Weld. World 2023, 67, 183–194. [Google Scholar] [CrossRef]
- Du, C.; Wang, X.; Luo, C. Effect of post-weld heat treatment on the microstructure and mechanical properties of the 2205DSS/Q235 laser beam welding joint. J. Mater. Process. Technol. 2019, 263, 138–150. [Google Scholar] [CrossRef]
- Schönmaier, H.; Fleißner-Rieger, C.; Krein, R.; Schmitz-Niederau, M.; Schnitzer, R. On the impact of post weld heat treatment on the microstructure and mechanical properties of creep resistant 2.25 Cr–1Mo–0.25 V weld metal. J. Mater. Sci. 2021, 56, 20208–20223. [Google Scholar] [CrossRef]
- Khalaj, G.; Pouraliakbar, H.; Jandaghi, M.R.; Gholami, A. Microalloyed steel welds by HF-ERW technique: Novel PWHT cycles, microstructure evolution and mechanical properties enhancement. Int. J. Press. Vessel. Pip. 2017, 152, 15–26. [Google Scholar] [CrossRef]
- Dey, H.C.; Albert, S.K.; Bhaduri, A.K.; Roy, G.G.; Balakrishnan, R.; Panneerselvi, S. Effect of post-weld heat treatment (PWHT) time and multiple PWHT on mechanical properties of multi-pass TIG weld joints of modified 9Cr-1Mo steel. Weld. World 2014, 58, 389–395. [Google Scholar] [CrossRef]
- Sun, Q.; Li, X.; Li, K.; Cai, Z.; Han, C.; Li, S.; Pan, J. Effects of long-term service on microstructure and impact toughness of the weld metal and heat-affected zone in CrMoV steel joints. Metals 2022, 12, 278. [Google Scholar] [CrossRef]
- Tomerlin, D.; Marić, D.; Kozak, D.; Samardžić, I. Post-Weld Heat Treatment of S690QL1 Steel Welded Joints: Influence on Microstructure, Mechanical Properties and Residual Stress. Metals 2023, 13, 999. [Google Scholar] [CrossRef]
- Taheri, M.; Halvaee, A.; Kashani-Bozorg, S.F. Effect of Pre- and Post-weld Heat Treatment on Microstructure and Mechanical Properties of GTD-111 Superalloy Welds. Met. Mater. Int. 2021, 27, 1173–1192. [Google Scholar] [CrossRef]
- Kromm, A.; Lausch, T.; Schröpfer, D.; Rhode, M.; Kannengießer, T. Influence of welding stresses on relief cracking during heat treatment of a creep-resistant 13CrMoV steel part II: Mechanisms of stress relief cracking during post weld heat treatment. Weld. World 2020, 64, 819–829. [Google Scholar] [CrossRef]
- Chen, Z.M. Comparative analysis of hydrogen and stress relief heat treatment of welded joint of SUMITEN610F-TMC steel. Mech. Electr. Tech. Hydropower Stn. 2016, 39, 49–52, 61. [Google Scholar] [CrossRef]
- Zhang, S.M.; Tang, C.P.; Wang, P.; Sun, Z.Q.; Zhou, L.; Zhang, Y.; Jiang, D.Y.; Lü, Y.S.; Chen, Z.B. Analysis on welding crack of 12Cr1MoV steel water wall and its countermeasures. Heat Treat. Met. 2016, 41, 180–184. [Google Scholar] [CrossRef]
- Zhang, C.Z.; Yang, S.H.; Gong, B.M.; Deng, C.Y.; Wang, D.P. Effects of post weld heat treatment (PWHT) on mechanical properties of C-Mn weld metal: Experimental observation and microstructure-based simulation. Mater. Sci. Eng. A 2018, 712, 430–439. [Google Scholar] [CrossRef]
- Jiang, F.; Zhao, J.; Jian, H.G.; He, Z.B.; Lei, X.F. Influence of post-weld heat treatment on microstructures and mechanical properties of welded joints for al-mg-sc alloy sheets. Acta Metall. Sin. 2008, 10, 1277–1280. [Google Scholar] [CrossRef]
- Wang, J.J.; Sun, J.; Yu, X.H.; Chen, G.C.; Fu, Q.H.; Gao, C.; Tang, W.M. Microstructures and mechanical properties of 12cr1movg tube welded joints with/without post-weld heat treatment. J. Mater. Eng. Perform. 2017, 26, 4659–4666. [Google Scholar] [CrossRef]
- GB/T 2651-2008; Tensile Test Method on Welded Joints. GB/T: Beijing, China, 2008.
- GB/T 228.1-2010; Metallic Materials-Tensile Testing—Part 1: Method of Test at Room Temperature. GB/T: Beijing, China, 2010.
- GB/T 229-2007; Metallic Materials Charpy Pendulum Impact Test Method. GB/T: Beijing, China, 2007.
- GB/T 2650-2008; Impact Test Methods on Welded Joints. GB/T: Beijing, China, 2007.
- Yang, B.; Sun, W.Q.; Jiang, W.C.; Wang, M.L.; Li, M.C.; Chen, J.K. Comparative study of the tensile properties of a 1.25Cr-0.5Mo steel characterized by the miniature specimen and the standard specimen. Int. J. Press. Vessel. Pip. 2019, 177, 103990. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Fe | C | Mn | Si | Cr | Mo | V | S | P |
|---|---|---|---|---|---|---|---|---|---|
| 12Cr1MoV | Balance | 0.13 | 0.55 | 0.34 | 1.08 | 0.31 | 0.23 | 0.018 | 0.017 |
| R317 | Balance | 0.12 | 0.90 | 0.60 | 1.50 | 0.65 | 0.35 | 0.020 | 0.020 |
| Weld Pass | Current (A) | Voltage (V) | Time (s) | Cooling Time (s) | Heat Input (kJ/mm) | Electrode Diameter (mm) |
|---|---|---|---|---|---|---|
| 1 | 150 | 22 | 100 | 1100 | 0.438 | 3.2 |
| 2 | 120 | 22 | 120 | 780 | 0.418 | 3.2 |
| 3 | 140 | 25 | 115 | 785 | 0.525 | 4.0 |
| 4 | 140 | 25 | 130 | 900 | 0.583 | 4.0 |
| 5 | 140 | 25 | 140 | 910 | 0.628 | 4.0 |
| 6 | 150 | 25 | 145 | Cooled to 120 °C | 0.675 | 4.0 |
| Heat Treatment Process | Initial Temperature | Holding Temperature | Holding Time | Heating Rate | Cooling Rate | Cooling Method |
|---|---|---|---|---|---|---|
| Stress Relief Annealing | 120 °C | 350 °C | 2 h | Unrestricted | Unrestricted | Air-cooled |
| Tempering Heat Treatment | 30 °C | 730 °C | 1.5 h | <300 °C: Unrestricted ≥300 °C: ≤90 °C/h | <300 °C: Unrestricted ≥300 °C: ≤65 °C/h | Furnace cooling |
| Heat Treatment Condition | σy/MPa | σu/MPa | E/GPa |
|---|---|---|---|
| Annealing cross-welded joints | 487 | 665 | 211 |
| Tempered cross-welded joints | 427 | 574 | 202 |
| Annealing base metal | 455 | 629 | 205 |
| Tempered base metal | 415 | 532 | 208 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, B.; Sun, G.; Hu, X.; Liu, Z.; Xie, X.; Peng, W.; Shao, X. Evolution of the Heterogeneous Microstructure of a 12Cr1MoV Welded Joint after Post-Weld Heat Treatment and Its Effect on Mechanical Properties. Metals 2023, 13, 1998. https://doi.org/10.3390/met13121998
Yang B, Sun G, Hu X, Liu Z, Xie X, Peng W, Shao X. Evolution of the Heterogeneous Microstructure of a 12Cr1MoV Welded Joint after Post-Weld Heat Treatment and Its Effect on Mechanical Properties. Metals. 2023; 13(12):1998. https://doi.org/10.3390/met13121998
Chicago/Turabian StyleYang, Bin, Guanghua Sun, Xiaodong Hu, Zichen Liu, Xuefang Xie, Wei Peng, and Xiaoming Shao. 2023. "Evolution of the Heterogeneous Microstructure of a 12Cr1MoV Welded Joint after Post-Weld Heat Treatment and Its Effect on Mechanical Properties" Metals 13, no. 12: 1998. https://doi.org/10.3390/met13121998