Pre–Placed Metal Laser–Additive Manufacturing on Grade 5 Titanium Substrate: Layer Formation, Oxidation Resistance, and Wear Resistance


Abstract
:1. Introduction
2. Materials and Methods
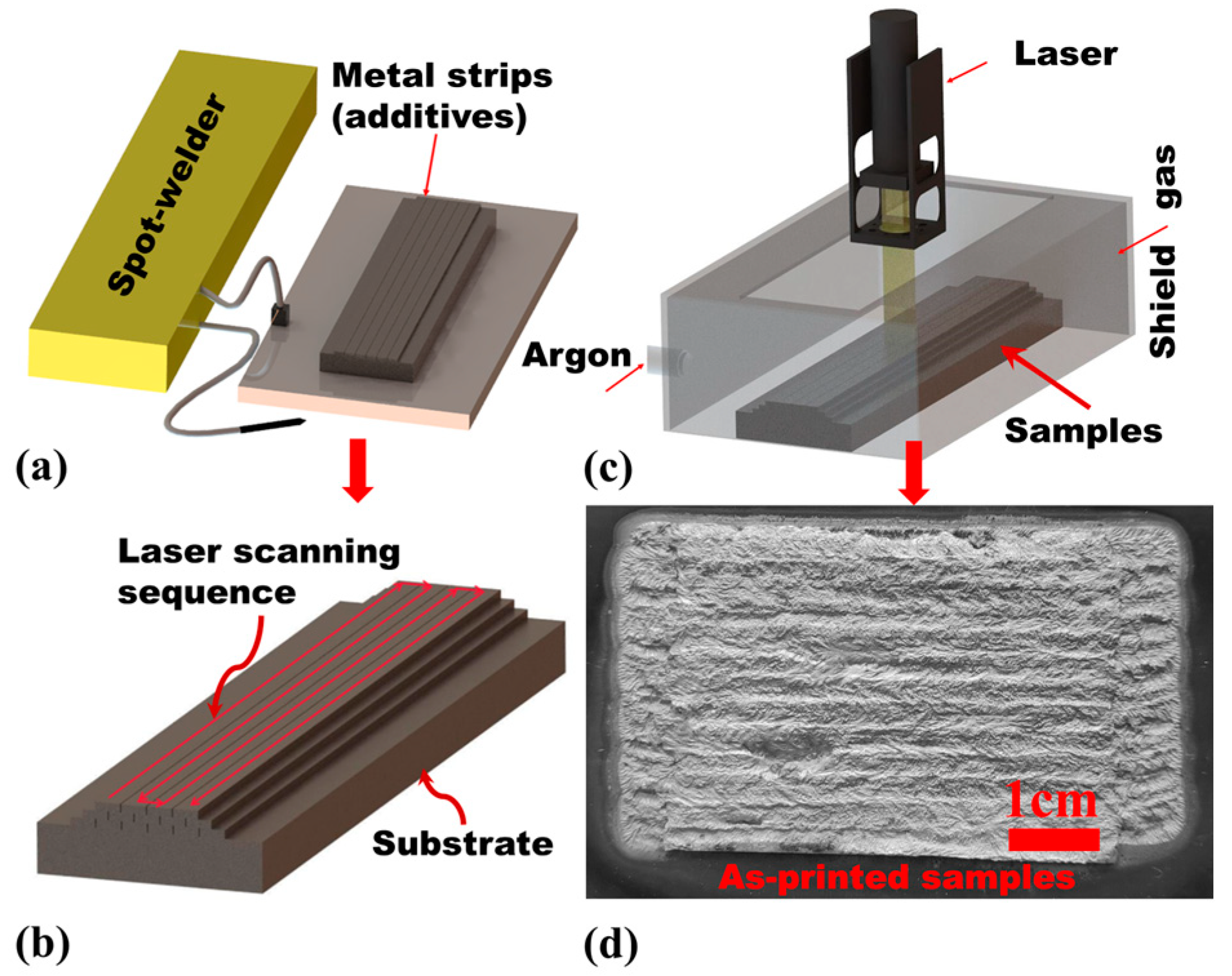
- The Grade 5 alloy substrate was placed on a conductive metal plate.
- One pole of a Hotspot II Heavy Duty Welder (DCC, DCC Corporation, Camden County, NJ, USA) was connected to the conductive metal plate. The strip–shaped additive materials were pre–placed side by side on the substrate and clamped.
- Resistance spot welding of the additive layer was conducted using the other pole of the spot welder. The distance between two adjacent welding spots was 300 mm, and the energy was 180 J per pulse.
- Different passes, layers, and laser parameters—as shown in Table 2—were chosen as the main variables to assess how these factors affect the structure and properties of the resulting specimens.
3. Results
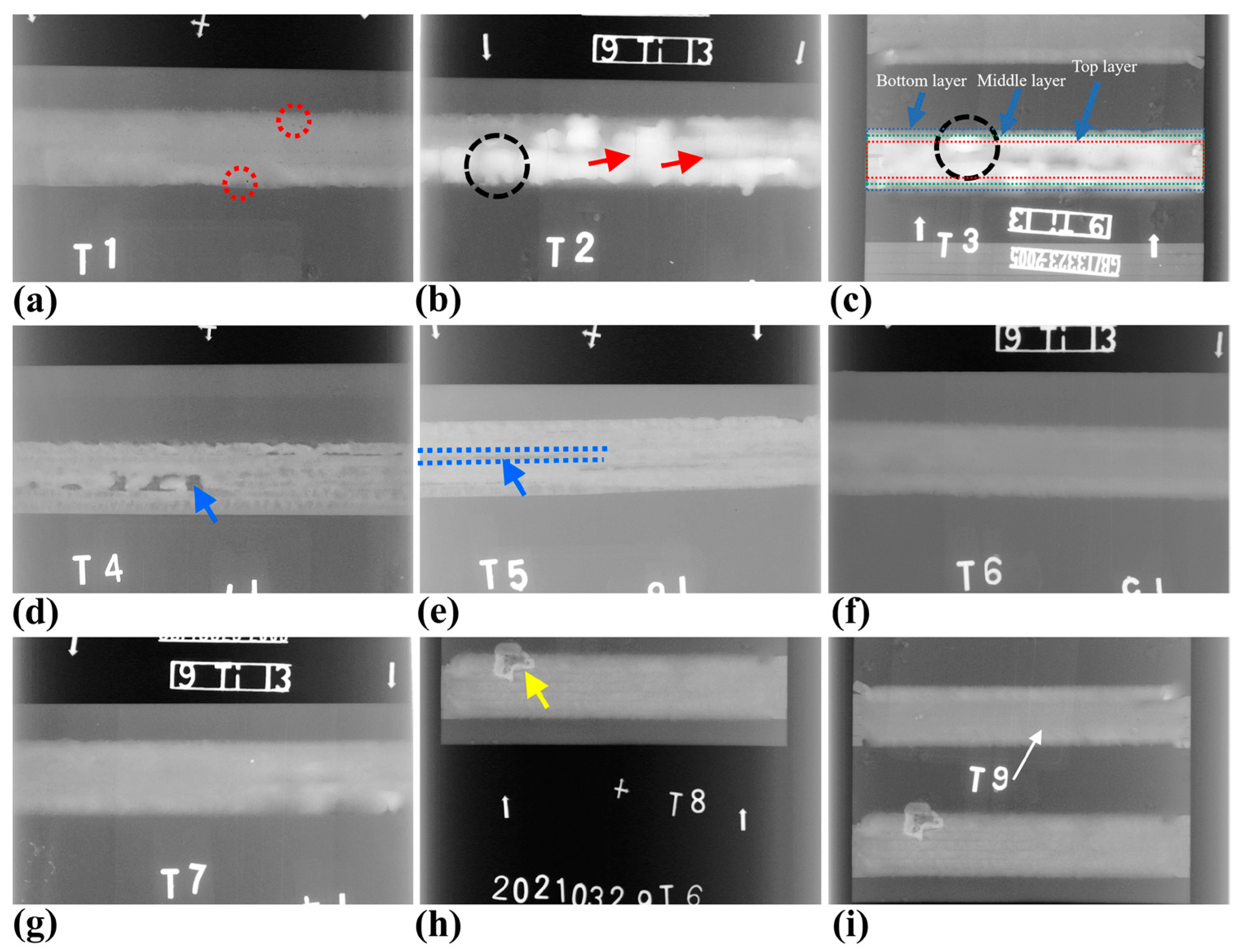
3.1. Geometry Formation and Defects
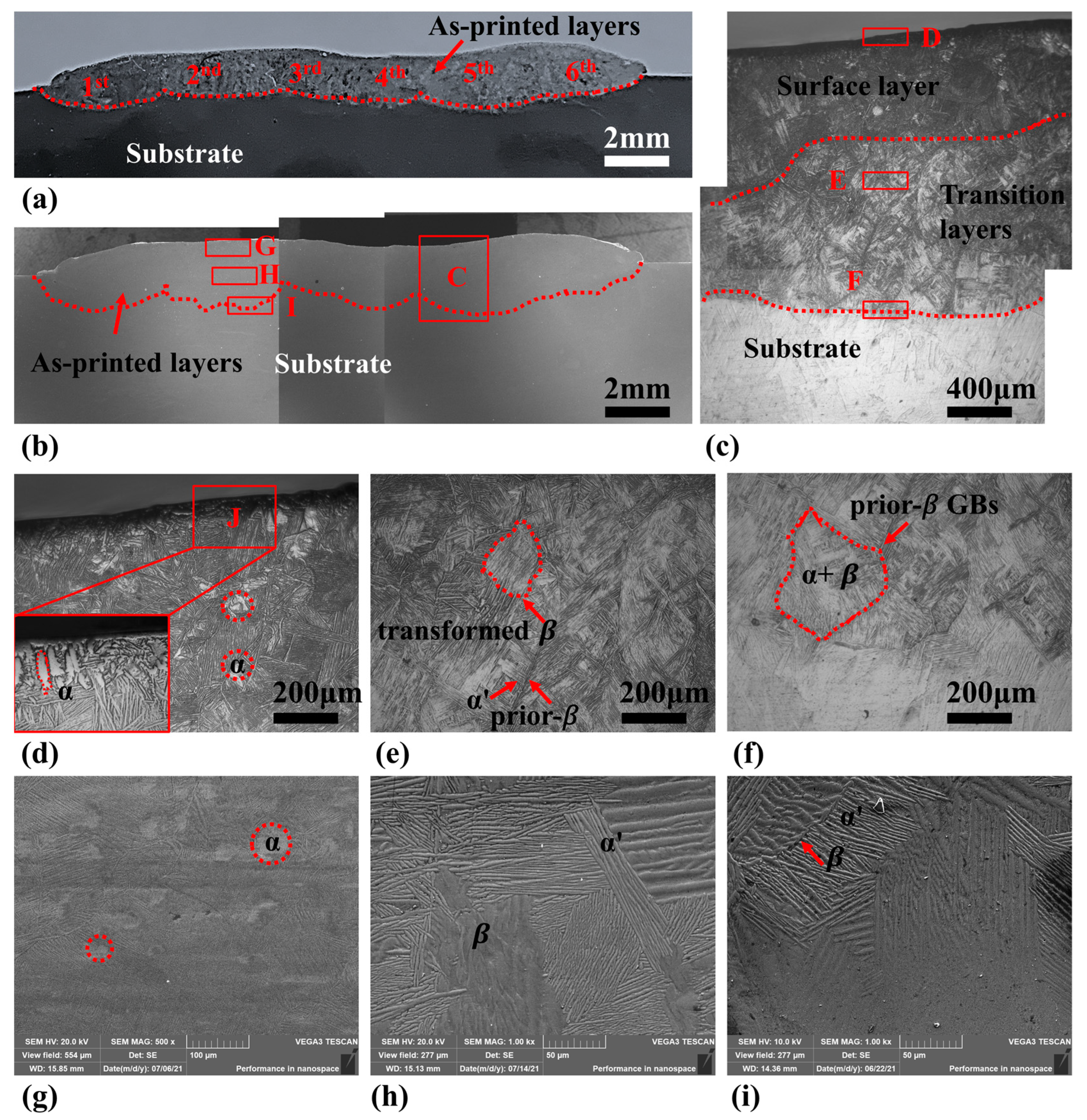
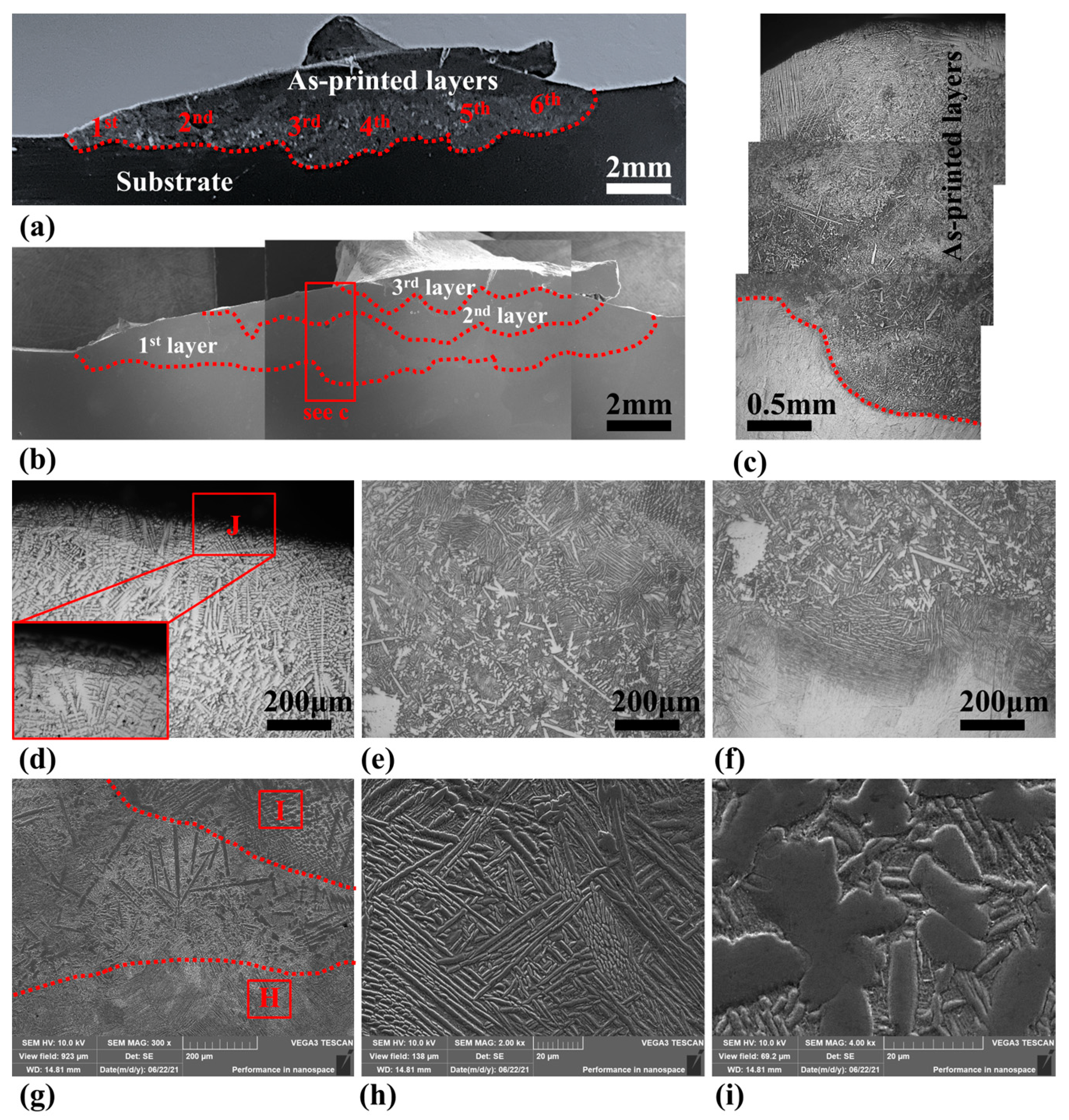
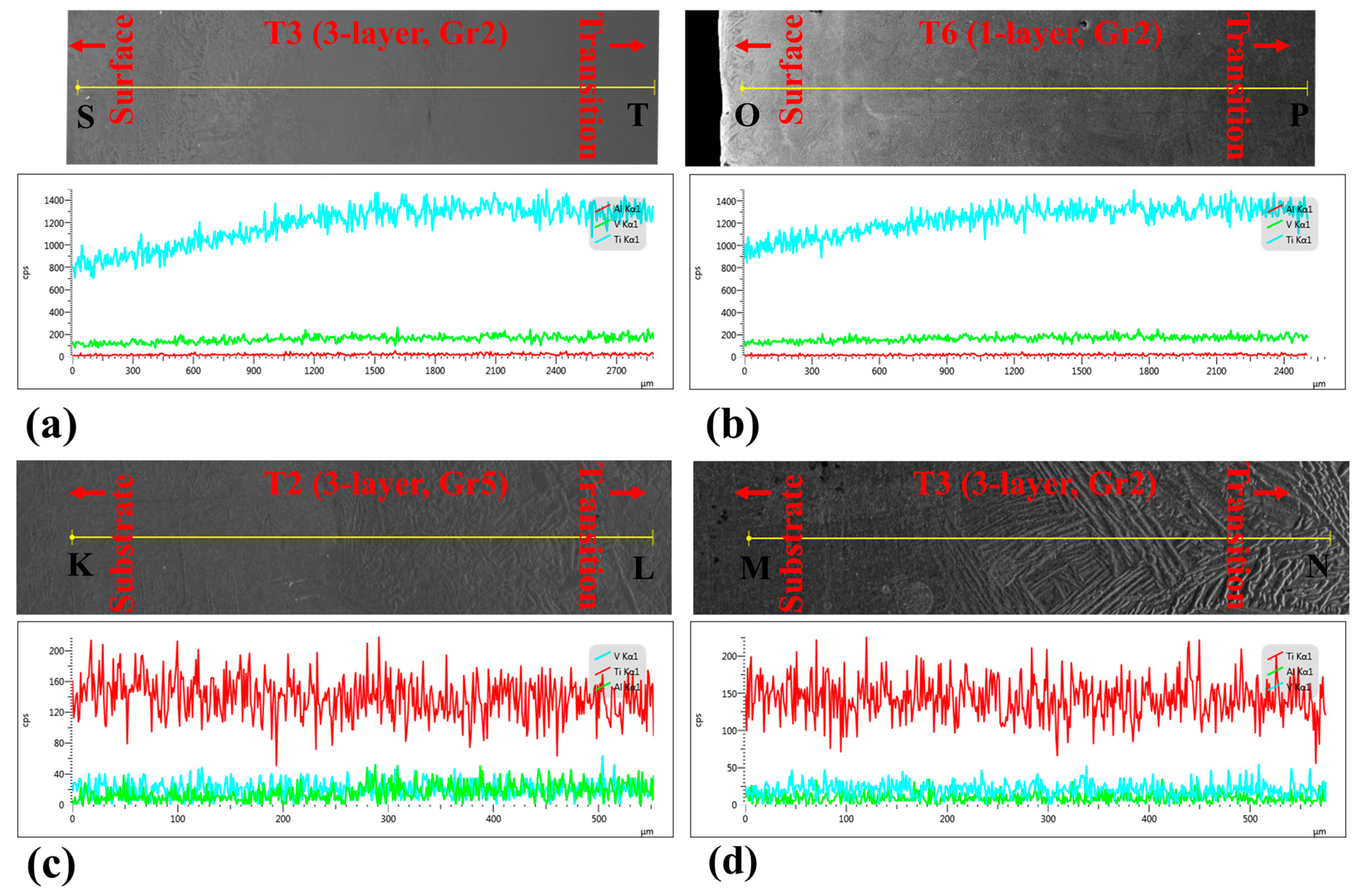
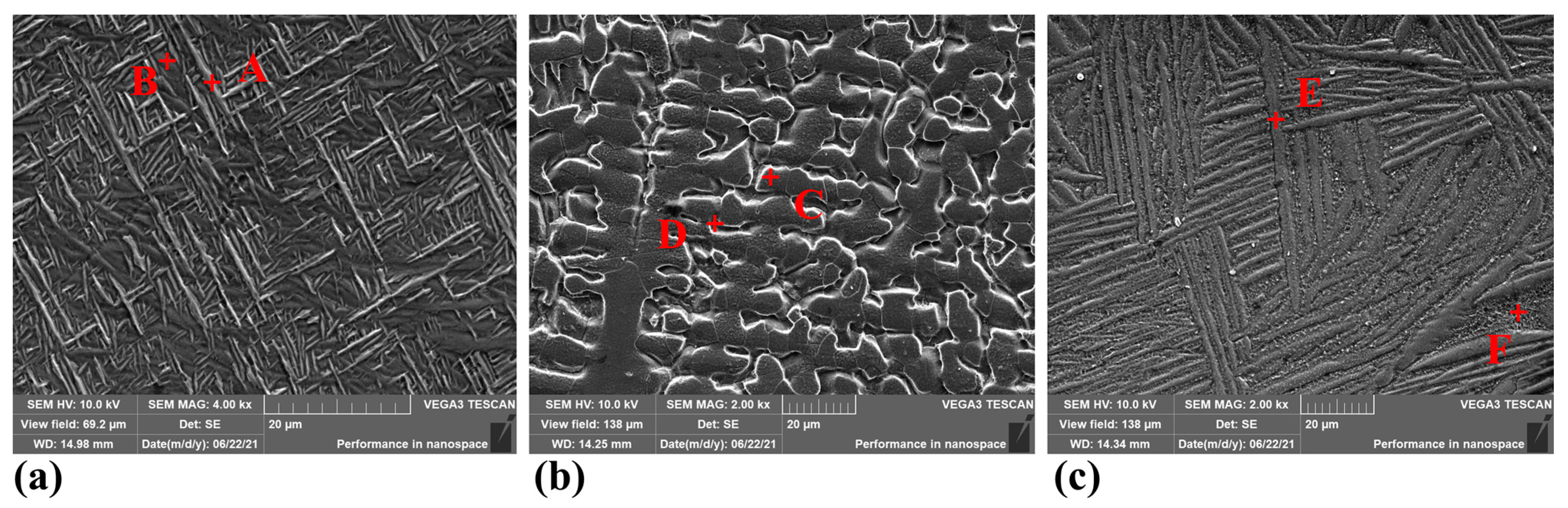
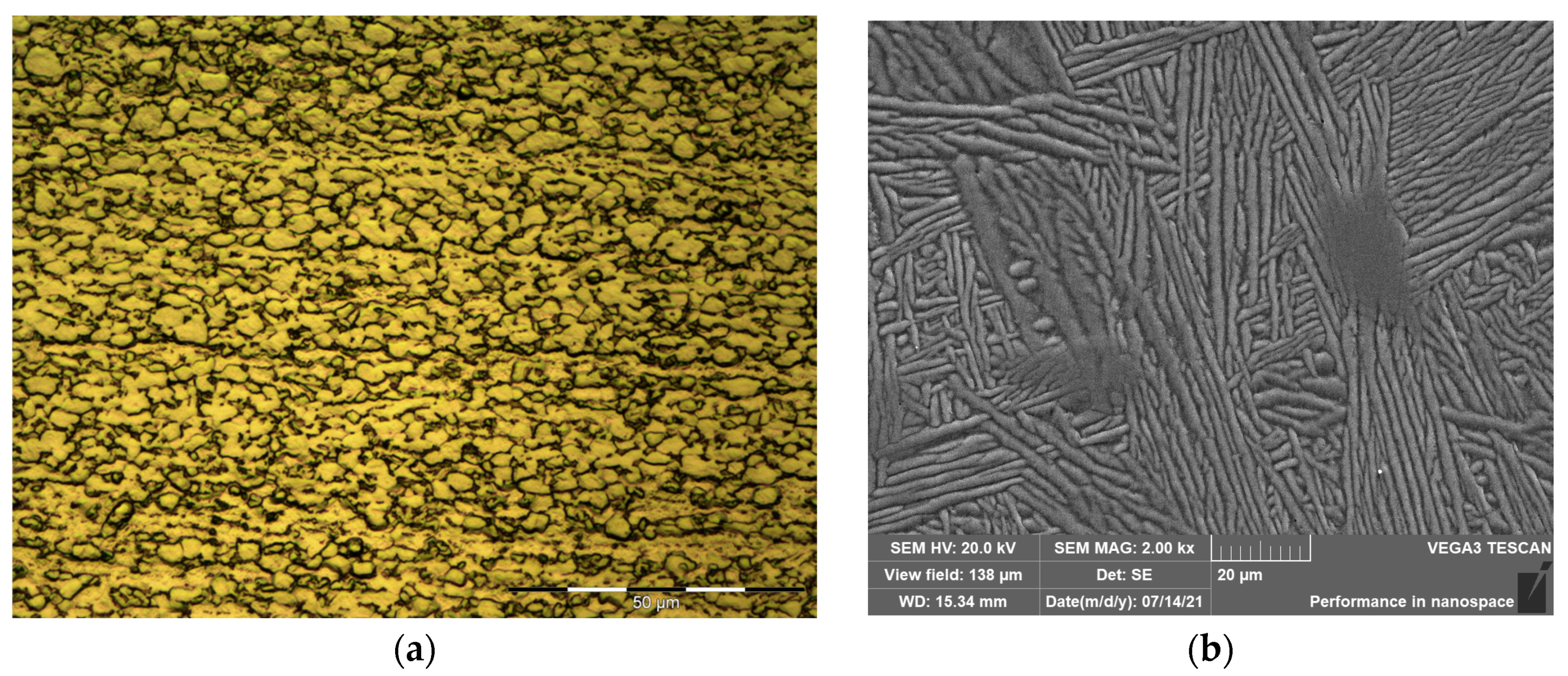
3.2. Microstructures and Phase Constituents
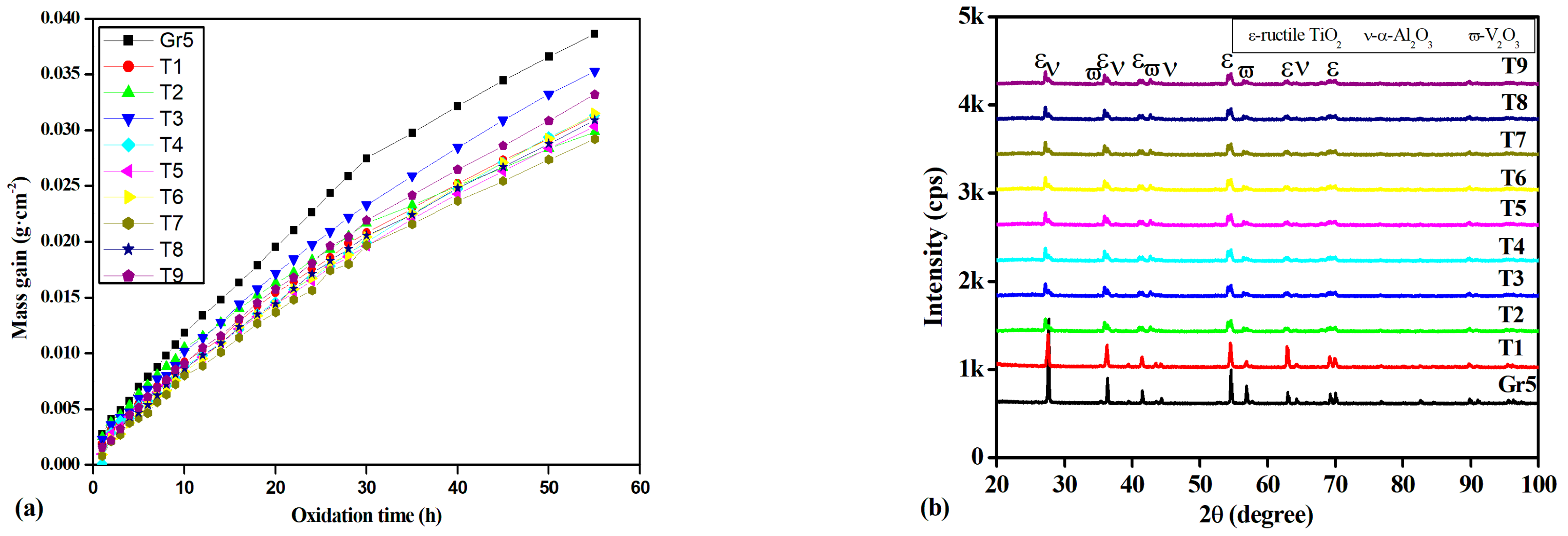
3.3. Oxide Resistance at 800 °C
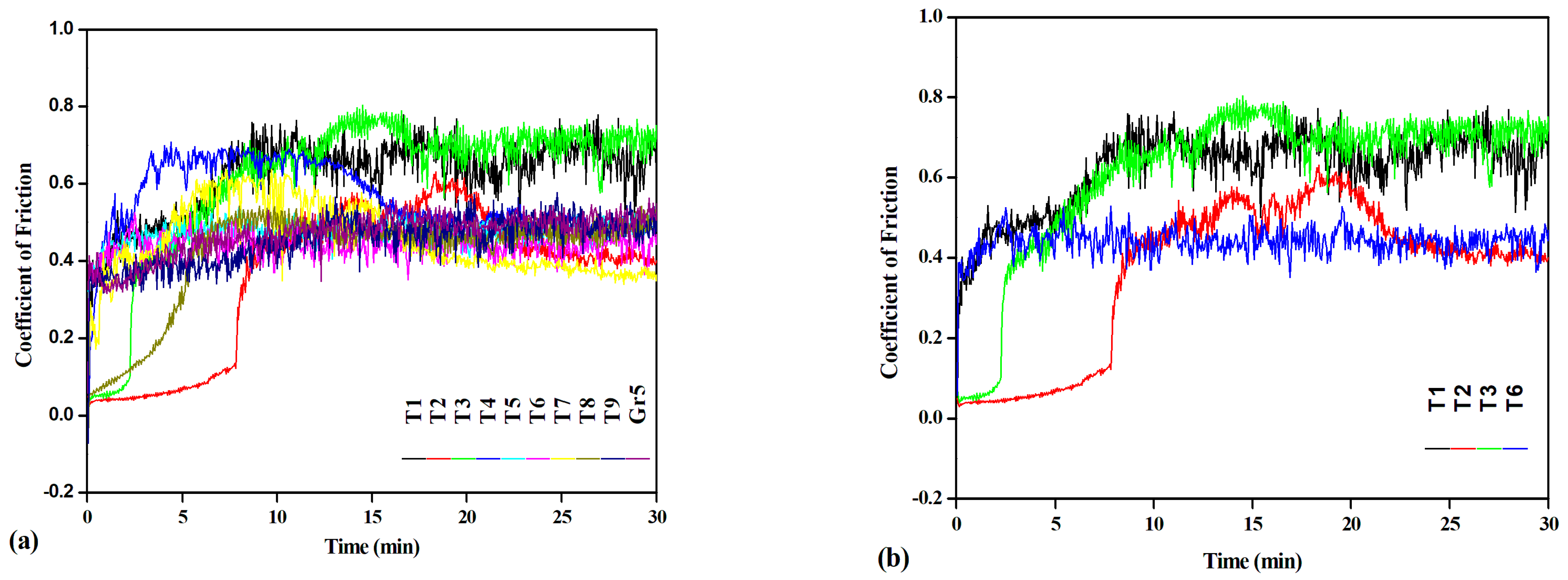
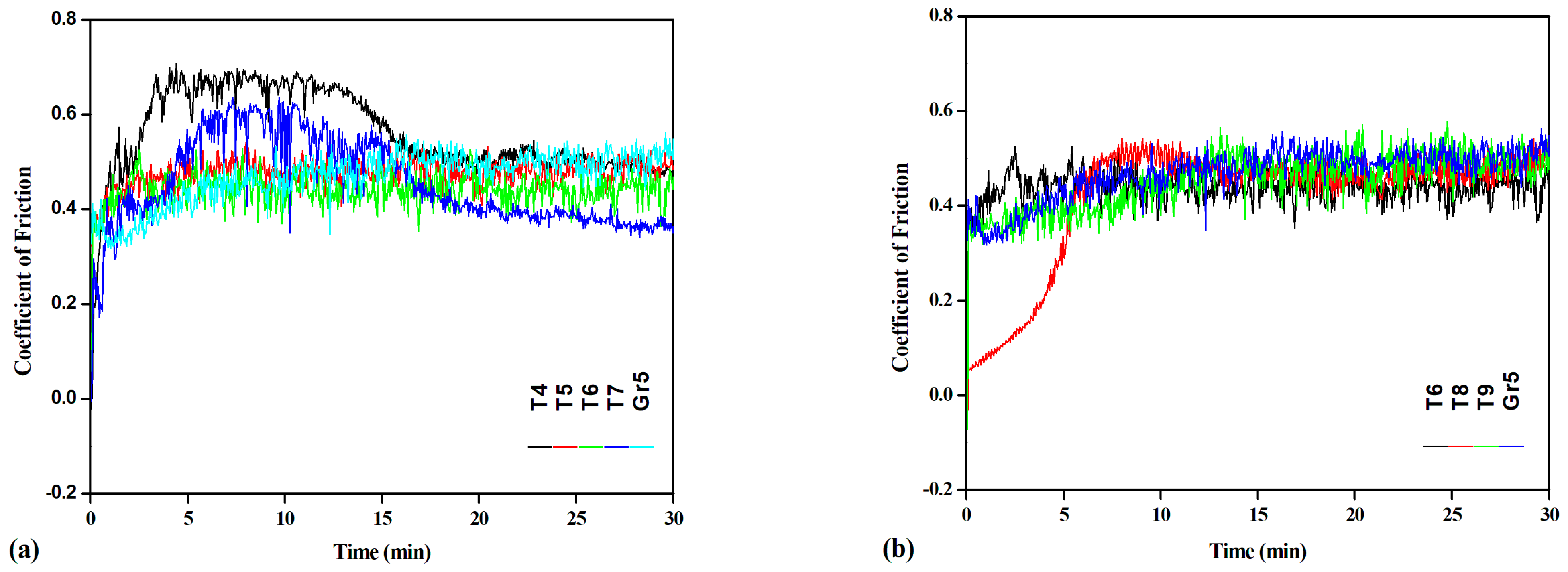
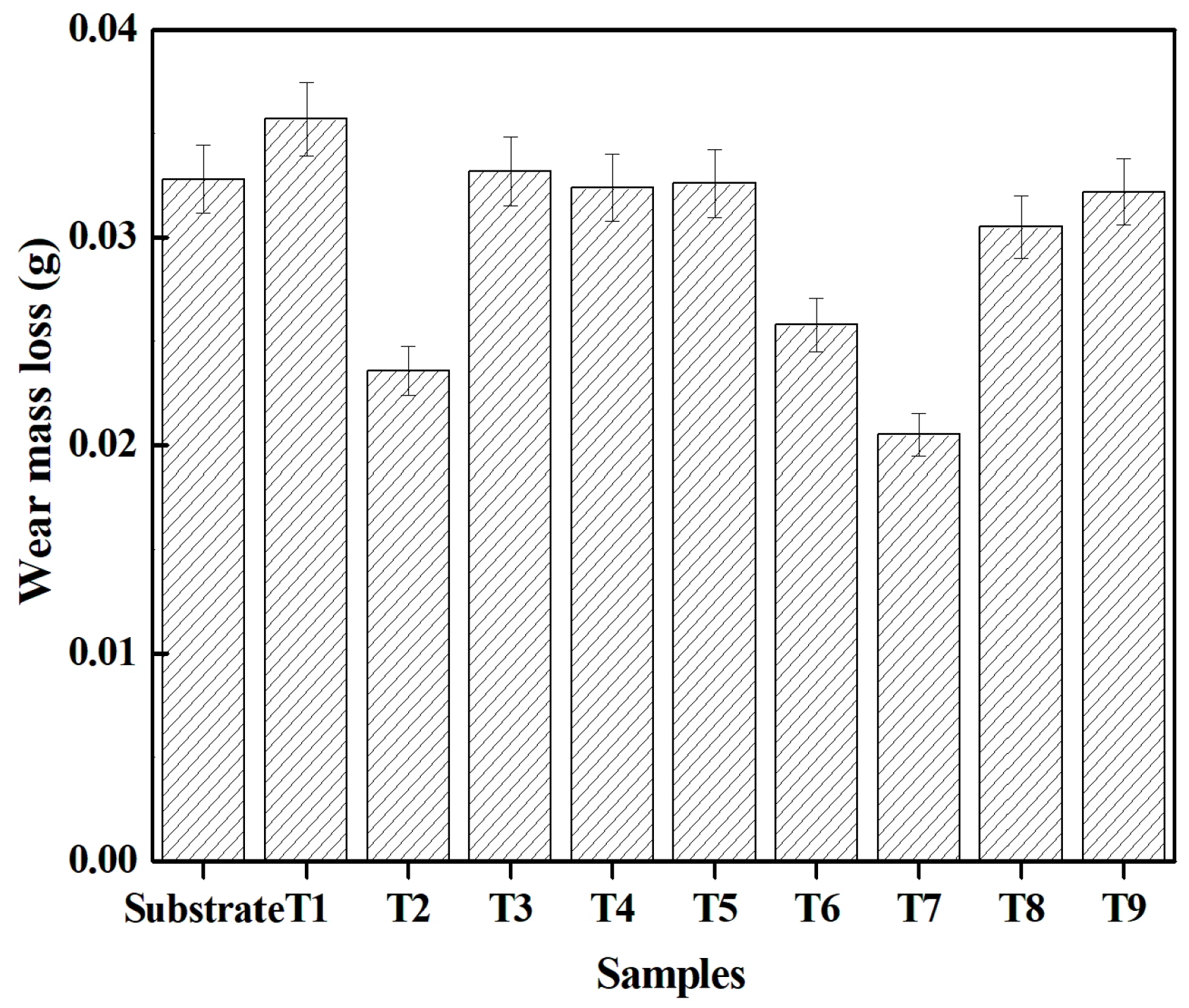
3.4. Wear Resistance
4. Discussion
4.1. Effect of Processing Conditions on the Oxidation Resistance
4.2. Effect of Processing Conditions on the Wear Resistance
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.; Yang, S.; Peng, Z.; Gao, Z. Effect of defects in laser selective melting of Ti–6Al–4V alloy on microstructure and mechanical properties after heat treatment. Opt. Laser Technol. 2022, 156, 108522. [Google Scholar] [CrossRef]
- Zhang, Z.; Ma, P.; Fang, Y.; Yang, Z.; Zhang, N.; Prashanth, K.G.; Jia, Y. Effect of NiCoFeAlTi high entropy intermetallic reinforcement particle size on the microstructure and mechanical properties of CoCrFeMnNi high–entropy alloy composites fabricated by selective laser melting. J. Alloys Compd. 2023, 947, 169417. [Google Scholar] [CrossRef]
- Zhao, F.; Qin, Y.; Zhang, D.; Liang, M. Effect of filler wire on laser lap welding of Al–Si coated 22MnB5 hot stamping steel. J. Mater. Eng. Perform. 2022, 31, 9670–9680. [Google Scholar] [CrossRef]
- Liang, M.; Qin, Y.; Zhang, D.; Zhao, F. Microstructural evolution and mechanical properties of vacuum brazed TC4 titanium alloy joints with Ti–Zr–Ni filler metal. J. Mater. Eng. Perform. 2022, 31, 9340–9348. [Google Scholar] [CrossRef]
- Ma, S.; Li, B.; Ma, Y.; Zhang, P.; Xu, P. Effect of brazing filler metals and welding parameters on laser welding–brazing joints of WC–Co to S1045. Metals 2022, 12, 1780. [Google Scholar] [CrossRef]
- Ji, J.; Zhang, Z.; Chen, J.; Zhang, H.; Zhang, Y.; Lu, H. Effect of refractory elements M (=Re, W, Mo or Ta) on the diffusion properties of boron in nickel–based single crystal superalloys. Vacuum 2023, 211, 111923. [Google Scholar] [CrossRef]
- Zhang, T.; Yu, H.; Li, Z.; Kou, S.; Kim, H.J.; Tillmann, W. Progress on effects of alloying elements on bainite formation and strength and toughness of high strength steel weld metal. Mater. Res. Express 2021, 8, 032002. [Google Scholar] [CrossRef]
- Zhang, T.; Wang, W.; Ma, Y.; Fang, N.; Lin, S.; Li, Z.; Kou, S. In situ observation of microstructural and inclusions evolution in high–strength steel deposited metals with various rare earth Pr contents. Materials 2022, 15, 1257. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, J.; Zhang, W.; Li, C.; Qiu, C.; Ding, J.; Lu, H.; Zhang, K. Study of spatter net forming mechanism and penetration mode under flexible ring mode laser welding. J. Mater. Res. Technol. 2023, 24, 2213–2225. [Google Scholar] [CrossRef]
- Fan, C.; Yang, S.; Duan, C.; Zhu, M.; Bai, Y. Microstructure and mechanical properties of 6061 aluminum alloy laser–MIG hybrid welding joint. J. Cent. South Univ. 2022, 29, 898–911. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, J.; Zhang, F.; Xu, P.; Li, L.; Li, B. Design and analysis of welding inspection robot. Sci. Rep. 2022, 12, 22651. [Google Scholar] [CrossRef] [PubMed]
- Hartbower, C.E.; Orner, G.M. Technical Report: Feasibility of Titanium for Welded Missiles; Report No.: WAL–TR–401/301; United States Department of Energy, Office of Scientific and Technical Information: Washington, DC, USA, 1958.
- Afanas’ev, V.A.; Nikitin, P.V.; Tushavina, O.V. Behavior of titanium alloys in aerodynamic heating of hypersonic airplanes. Russ. Eng. Res. 2019, 39, 25–30. [Google Scholar] [CrossRef]
- Tobe, H.; Matsuki, Y.; Takeuchi, S.; Sato, E. Deployable rocket nozzle utilizing superelastic titanium alloy sheet. Mater. Trans. 2020, 61, 68–71. [Google Scholar] [CrossRef]
- Prestat, M.; Thierry, D. Corrosion of titanium under simulated inflammation conditions: Clinical context and in vitro investigations. Acta Biomater. 2021, 136, 72–87. [Google Scholar] [CrossRef] [PubMed]
- Bai, H.Q.; Zhong, L.S.; Kang, L.; Liu, J.B.; Zhuang, W.J.; Lv, Z.L.; Xu, Y.H. A review on wear–resistant coating with high hardness and high toughness on the surface of titanium alloy. J. Alloys Compd. 2021, 882, 160645. [Google Scholar] [CrossRef]
- Kruth, J.P.; Leu, M.C.; Nakagawa, T. Progress in additive manufacturing and rapid Prototyping. CIRP Ann.–Manuf. Technol. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Beese, A.M.; Carroll, B.E. Review of mechanical properties of Ti–6Al–4V made by laser–based additive manufacturing using powder feedstock. JOM 2016, 68, 724–734. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of inter–layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process. Technol. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Ghouse, S.; Babu, S.; Nai, K.; Hooper, P.A.; Jeffers, J.R.T. The influence of laser parameters, scanning strategies and material on the fatigue strength of a stochastic porous structure. Addit. Manuf. 2018, 22, 290–301. [Google Scholar] [CrossRef]
- Wang, C.; Suder, W.; Ding, J.; Williams, S. The effect of wire size on high deposition rate wire and plasma arc additive manufacture of Ti–6Al–4V. J. Mater. Process. Technol. 2021, 288, 116842. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Juechter, V.; Scharowsky, T.; Singer, R.F.; Körner, C. Processing window and evaporation phenomena for Ti–6Al–4V produced by selective electron beam melting. Acta Mater. 2014, 76, 252–258. [Google Scholar] [CrossRef] [Green Version]
- Karlsson, J.; Norell, M.; Ackelid, U.; Engqvist, H.; Lausmaa, J. Surface oxidation behavior of Ti–6Al–4V manufactured by Electron Beam Melting (EBM®). J. Manuf. Process. 2015, 17, 120–126. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Sydow, B.; Hemes, S.; Meiners, F. Hybrid manufacturing of components from Ti–6Al–4V by metal forming and wire–arc additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116689. [Google Scholar] [CrossRef]
- Soro, N.; Saintier, N.; Attar, H.; Dargusch, M.S. Surface and morphological modification of selectively laser melted titanium lattices using a chemical post treatment. Surf. Coat. Technol. 2020, 393, 125794. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Hollander, D.A.; Walter, M.; Wirtz, T.; Sellei, R.; Schmidt–Rohlfing, B.; Paar, O.; Erli, H.J. Structural, mechanical and in vitro characterization of individually structured Ti–6Al–4V produced by direct laser forming. Biomaterials 2006, 27, 955–963. [Google Scholar] [CrossRef] [PubMed]
- Verma, P.K.; Warghane, S.; Nichul, U.; Kumar, P.; Dhole, A.; Hiwarkar, V. Effect of boron addition on microstructure, hardness and wear performance of Ti–6Al–4V alloy manufactured by laser powder bed fusion additive manufacturing. Mater. Charact. 2021, 172, 110848. [Google Scholar] [CrossRef]
- Lu, L.; Fuh, J.Y.H.; Chen, Z.D.; Leong, C.C.; Wong, Y.S. In situ formation of TiC composite using selective laser melting. Mater. Res. Bull. 2000, 35, 1555–1561. [Google Scholar] [CrossRef]
- Guo, W.; Wang, H.; Peng, P.; Song, B.W.; Zhang, H.Q.; Shao, T.W.; Huan, H.; Qiao, H.C.; Qu, G.D.; Zhu, D.Z.; et al. Effect of laser shock processing on oxidation resistance of laser additive manufactured Ti6Al4V titanium alloy. Corros. Sci. 2020, 170, 108655. [Google Scholar] [CrossRef]
- Fox, P.; Pogson, S.; Sutcliffe, C.J.; Jones, E. Interface interactions between porous titanium/tantalum coatings, produced by Selective Laser Melting (SLM), on a cobalt–chromium alloy. Surf. Coat. Technol. 2008, 202, 5001–5007. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H.S. 24–The additive manufacturing (AM) of titanium alloys. In Titanium Powder Metallurgy; Qian, M., Froes, F.H.S., Eds.; Butterworth–Heineman: Oxford, UK, 2015; pp. 447–468. [Google Scholar]
- Trevisan, F.; Calignano, F.; Aversa, A.; Marchese, G.; Lombardi, M.; Biamino, S.; Ugues, D.; Manfredi, D. Additive manufacturing of titanium alloys in the biomedical field: Processes, properties and applications. J. Appl. Biomater. Func. 2018, 16, 57–67. [Google Scholar] [CrossRef] [PubMed]
- Tapoglou, N.; Clulow, J.; Curtis, D. Increased shielding of a direct energy deposition process to enable deposition of reactive materials; an investigation into deposition of 15–5 PH stainless steel, Inconel 718 and Ti–6Al–4V. CIRP J. Manuf. Sci. Technol. 2022, 36, 227–235. [Google Scholar] [CrossRef]
- Kelly, C.N.; Kahra, C.; Maier, H.J.; Gall, K. Processing, structure, and properties of additively manufactured titanium scaffolds with gyroid–sheet architecture. Addit. Manuf. 2021, 41, 101916. [Google Scholar] [CrossRef]
- Moghimian, P.; Poirié, T.; Habibnejad–Korayem, M.; Zavala, J.A.; Kroeger, J.; Marion, F.; Larouche, F. Metal powders in additive manufacturing: A review on reusability and recyclability of common titanium, nickel and aluminum alloys. Addit. Manuf. 2021, 43, 102017. [Google Scholar] [CrossRef]
- Amado, J.M.; Rodríguez, A.; Montero, J.N.; Tobar, M.J.; Yáñez, A. A comparison of laser deposition of commercially pure titanium using gas atomized or Ti sponge powders. Surf. Coat. Technol. 2019, 374, 253–263. [Google Scholar] [CrossRef]
- Chakraborty, D.; Tirumala, T.; Chitral, S.; Sahoo, B.N.; Kiran, D.V.; Kumar, P.A. The state of the art for wire arc additive manufacturing process of titanium alloys for aerospace applications. J. Mater. Eng. Perform. 2022, 31, 6149. [Google Scholar] [CrossRef]
- Tshephe, T.S.; Akinwamide, S.O.; Olevsky, E.; Olubambi, P.A. Additive manufacturing of titanium–based alloys—A review of methods, properties, challenges, and prospects. Heliyon 2022, 8, e09041. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Voloshko, S.M.; Zakiev, V.I.; Burmak, A.P.; Mohylko, V.V. Enhanced resistance of Ti6Al4V alloy to high–temperature oxidation and corrosion by forming alumina composite coating. J. Mater. Eng. Perform. 2021, 30, 1780. [Google Scholar] [CrossRef]
- Pitchi, C.S.; Priyadarshini, A.; Narala, S.K.R. Influence of cooling kinetics on surface texture, hydrophilicity and scratch resistance of the oxide layers produced by thermal oxidation on Ti–6Al–4V. Surf. Coat. Technol. 2022, 450, 128956. [Google Scholar] [CrossRef]
- Xu, P.Q.; Li, L.; Zhang, C.S. Microstructure characterization of laser welded Ti–6Al–4V fusion zones. Mater. Charact. 2014, 87, 179–185. [Google Scholar] [CrossRef]
- Zykova, A.; Vorontsov, A.; Nikolaeva, A.; Chumaevskii, A.; Kalashnikov, K.; Gurianov, D.; Savchenko, N.; Nikonov, S.; Kolubaev, E. Structural design and performance evaluation of Ti6Al4V/5%Cu produced by electron–beam additive technology with simultaneous double–wire feeding. Mater. Lett. 2022, 312, 131586. [Google Scholar] [CrossRef]
- Obadele, B.A.; Olubambi, P.A.; Andrews, A.; Pityana, S.; Mathew, M.T. Electrochemical behaviour of laser–clad Ti6Al4V with CP Ti in 0.1 M oxalic acid solution. J. Alloys Compd. 2015, 646, 753–759. [Google Scholar] [CrossRef]
- Wang, Y.; Hao, E.; Zhao, X.; Xue, Y.; An, Y.; Zhou, H. Effect of microstructure evolution of Ti6Al4V alloy on its cavitation erosion and corrosion resistance in artificial seawater. J. Mater. Sci. Technol. 2022, 100, 169–181. [Google Scholar] [CrossRef]
- Deepak, J.R.; Joy, N.; Krishnamoorthy, A.; Jaswanth, C.P.; Harish, G. Gas nitriding of CP grade–2 commercially pure titanium and Ti6Al4V grade–5 titanium alloy. Mater. Today Proc. 2021, 44, 3744–3750. [Google Scholar] [CrossRef]
- Farabi, E.; Babaniaris, S.; Barnett, M.R.; Fabijanic, D.M. Microstructure and mechanical properties of Ti6Al4V alloys fabricated by additive friction stir deposition. Addit. Manuf. Lett. 2022, 2, 100034. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Substrate | Additives (Metal Strips) | |
|---|---|---|---|
| Gr5 | Gr2 | Gr5 | |
| Iron (Fe) | 0.4 | 0.30 max | 0.4 |
| Oxygen (O) | 0.2 | 0.25 max | 0.2 |
| Carbon (C) | 0.1 | 0.08 max | 0.1 |
| Aluminum (Al) | 5.5–6.75 | − | 5.5–6.75 |
| Nitrogen (N) | 0.05 | 0.03 max | 0.05 |
| Vanadium (V) | 3.5–4.5 | − | 3.5–4.5 |
| Hydrogen (H) | 0.0125 | 0.015 max | 0.0125 |
| Titanium (Ti) | Remainder | Remainder | Remainder |
| Samples | Substrate | Additive (Metal Strips) | Layers | Passes | Laser Power (kW) | Scanning Speed (mm·s−1) |
|---|---|---|---|---|---|---|
| P1 | Gr5 | Gr2 | 1 | 12 | 1.5 | 6 |
| P2 | 1 | 12 | 2.5 | 6 | ||
| P3 | 1 | 1 | 2.5 | 6 | ||
| P4 | 1 | 1 | 2.5 | 8 | ||
| P5 | 1 | 1 | 2.5 | 6 | ||
| P6 | 1 | 1 | 2.5 | 8 | ||
| T1 | Gr5 | Gr5 | 1 | 6 | 2.5 | 6 |
| T2 | Gr5 | Gr5 | 1 | 6 | 2.5 | 6 |
| 2 | 6 | 2.5 | 6 | |||
| 3 | 6 | 2.5 | 6 | |||
| T3 | Gr5 | Gr2 | 1 | 6 | 2.5 | 6 |
| 2 | 6 | 2.5 | 6 | |||
| 3 | 6 | 2.5 | 6 | |||
| T4 | Gr5 | Gr2 | 1 | 6 | 1.5 | 6 |
| T5 | 1 | 6 | 2.0 | 6 | ||
| T6 | 1 | 6 | 2.5 | 6 | ||
| T7 | 1 | 6 | 3.0 | 6 | ||
| T8 | 1 | 6 | 2.5 | 3 | ||
| T9 | 1 | 6 | 2.5 | 9 |
| Samples | Titanium | Aluminum | Vanadium | Carbon | Silicon | Oxygen | Omitted | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (at %) | (wt %) | (at %) | (wt %) | (at %) | (wt %) | (at %) | (wt %) | (at %) | (wt %) | (at %) | (wt %) | ||
| A–T1 | (85.15) | (91.68) | (6.26) | (3.80) | (2.52) | (2.89) | (6.07) | (1.64) | — | — | — | — | — |
| B–T1 | (77.84) | (89.32) | (6.34) | (4.10) | (1.24) | (1.51) | (5.36) | (1.54) | — | — | (9.22) | (3.53) | — |
| C–T3 | (99.93) | (99.96) | (0.07) | (0.04) | — | — | — | — | — | — | — | — | — |
| D–T3 | (98.99) | (98.96) | (0.06) | (0.03) | (0.95) | (1.01) | — | — | — | — | — | — | — |
| E–T6 | (74.33) | (90.05) | (0.15) | (0.10) | (0.11) | (0.14) | (8.42) | (2.56) | (0.90) | (0.64) | (16.09) | (6.51) | — |
| F–T6 | (60.73) | (85.64) | (0.40) | (0.32) | — | — | (37.95) | (13.42) | — | — | — | — | Na |
| KL–T2 | (83.46) | (92.95) | (2.01) | (1.26) | (0.97) | (1.15) | (4.39) | (1.22) | — | — | (9.17) | (3.41) | — |
| MN–T3 | (93.68) | (97.71) | (0.37) | (0.22) | (0.61) | (0.68) | (5.33) | (1.40) | — | — | — | — | — |
| OP–T6 | (90.87) | (97.16) | (0.47) | (0.28) | (0.27) | (0.31) | (8.4) | (2.25) | — | — | — | — | — |
| ST–T3 | (86.39) | (95.96) | (0.35) | (0.22) | (0.14) | (0.16) | (13.12) | (3.66) | — | — | — | — | — |
| Substrate | Deposited Metals | Methods of Preparation | Mechanical Properties | Performance | References |
|---|---|---|---|---|---|
| Gr5 | Gr5 Gr2 | Laser DED | Wear and oxidation | The lowest COF of laser DED sample decreased by 22.4% compared with substrate. The mass gain per unit area of most samples was 26.3% lower than that of the substrate at 800 °C. | This work |
| Gr5 | Gr5 | Laser DED | Residual stress and distortion | Longer dwell times led to greater residual stress and deformation. | (Ref. [8]) |
| Gr2 | Gr5 with 5% Cu | EBAM | Strength | The tensile strength increased by about 20%, and the tensile strain decreased by 3 times. | (Ref. [32]) |
| Gr5 | Gr2 | Laser cladding | Hardness and corrosion resistance | Within the scanning speed range of 0.4–0.8 m/min, the hardness value increased, and the corrosion current densities decreased as scan speed decreased. | (Ref. [33]) |
| Gr5 | — | Heat treatment | Microhardness and corrosion resistance | Furnace–cooling–TC4 microhardness: 28% higher Air–cooling–TC4 microhardness: 75% higher Corrosion resistance: air–cooling–TC4 > TC4 > furnace–cooling–TC4. | (Ref. [34]) |
| Gr2 Gr5 | — | Nitrogen treatment | Hardness | Gr2 hardness increased by 3 times, and Gr5 hardness was 11% higher. Gr2 nitrided thickness: 2.001 µm. Gr5 nitrided thickness: 2.604 µm. | (Ref. [35]) |
| Gr5 | Gr5 | Additive friction stir deposition | Strength | Ductility: 20%. Yield strength: 1010 MPa. Tensile strength: 1233 MPa. | (Ref. [36]) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, J.; Wang, J.; Xu, C.; Li, B.; Chen, B.; Xu, P.; Li, L. Pre–Placed Metal Laser–Additive Manufacturing on Grade 5 Titanium Substrate: Layer Formation, Oxidation Resistance, and Wear Resistance. Metals 2023, 13, 1372. https://doi.org/10.3390/met13081372
Lin J, Wang J, Xu C, Li B, Chen B, Xu P, Li L. Pre–Placed Metal Laser–Additive Manufacturing on Grade 5 Titanium Substrate: Layer Formation, Oxidation Resistance, and Wear Resistance. Metals. 2023; 13(8):1372. https://doi.org/10.3390/met13081372
Chicago/Turabian StyleLin, Junyu, Ji Wang, Chang Xu, Benben Li, Bin Chen, Peiquan Xu, and Leijun Li. 2023. "Pre–Placed Metal Laser–Additive Manufacturing on Grade 5 Titanium Substrate: Layer Formation, Oxidation Resistance, and Wear Resistance" Metals 13, no. 8: 1372. https://doi.org/10.3390/met13081372