
Study of Process Parameters on Solidification Structure and Centre Grain Size of 2311 in 420 mm Extra-Thick Continuously Cast Slabs
Abstract
:1. Introduction
2. Model Descriptions
2.1. Solidification Heat Transfer Model
- Heat transfer along the casting direction is ignored.
- The heat exchange of the slab in the secondary cooling zone is described by the heat transfer coefficient.
- The influence of mold vibration and protective slag film on heat transfer is ignored.
- The effect of fluid flow on heat transfer is described by adjusting the thermal conductivity.
2.2. Nucleation Model
2.3. Dendrite Tip Growth Kinetics Model
3. Solution Conditions and Model Validation
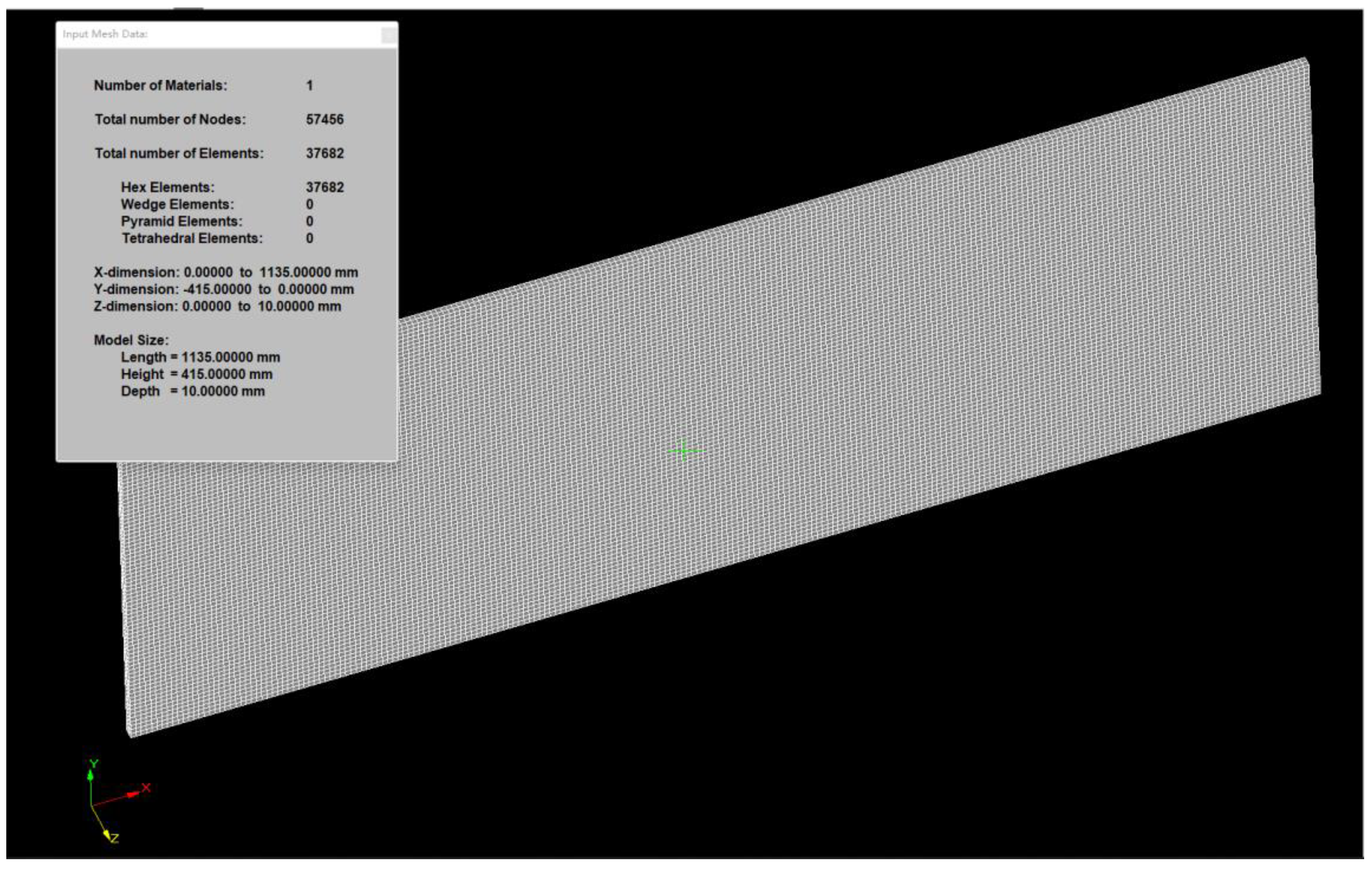
3.1. Geometric Model
3.2. Initial and Boundary Conditions
3.2.1. Initial Condition
3.2.2. Boundary Condition
3.3. Model Validation
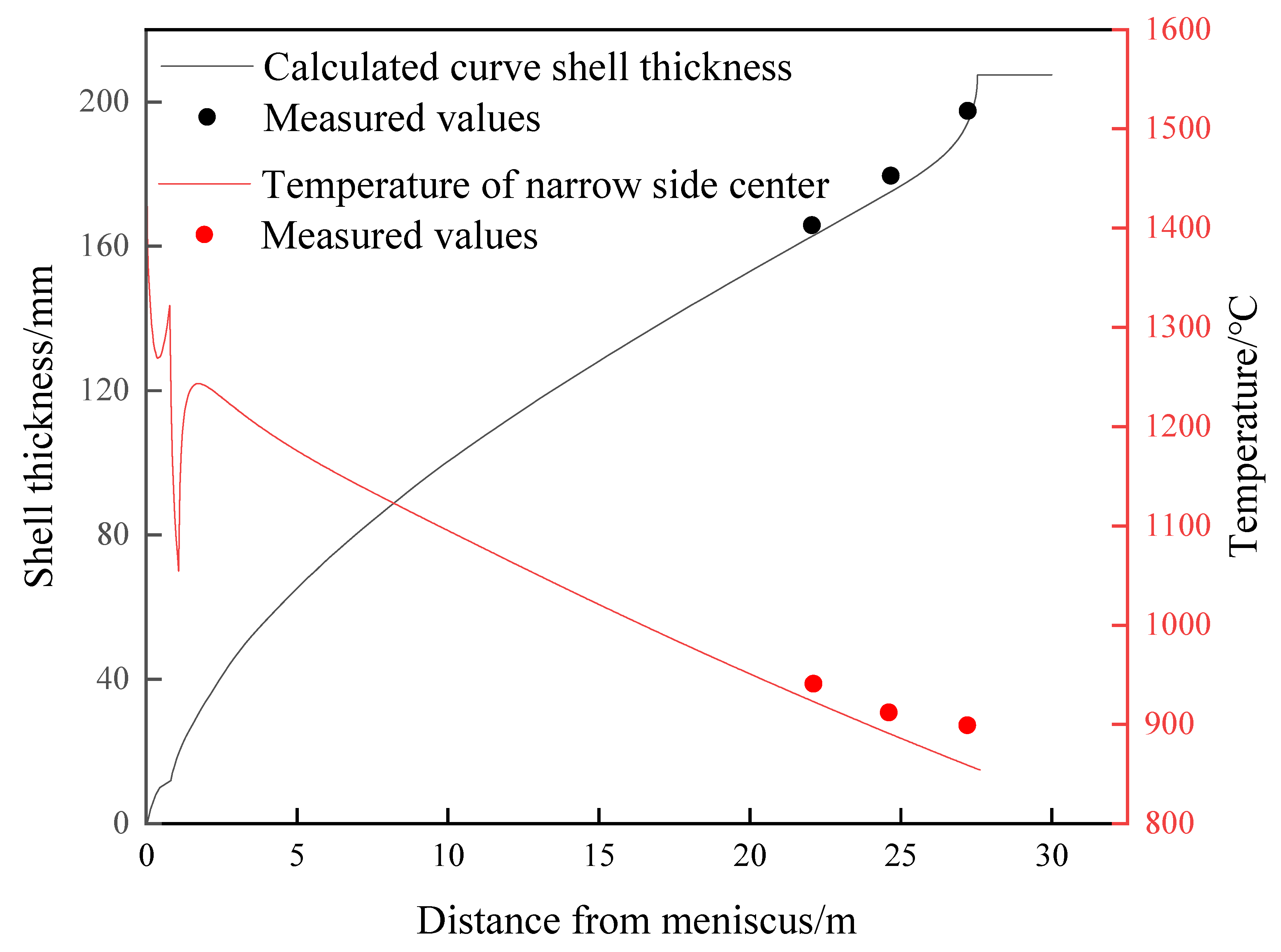
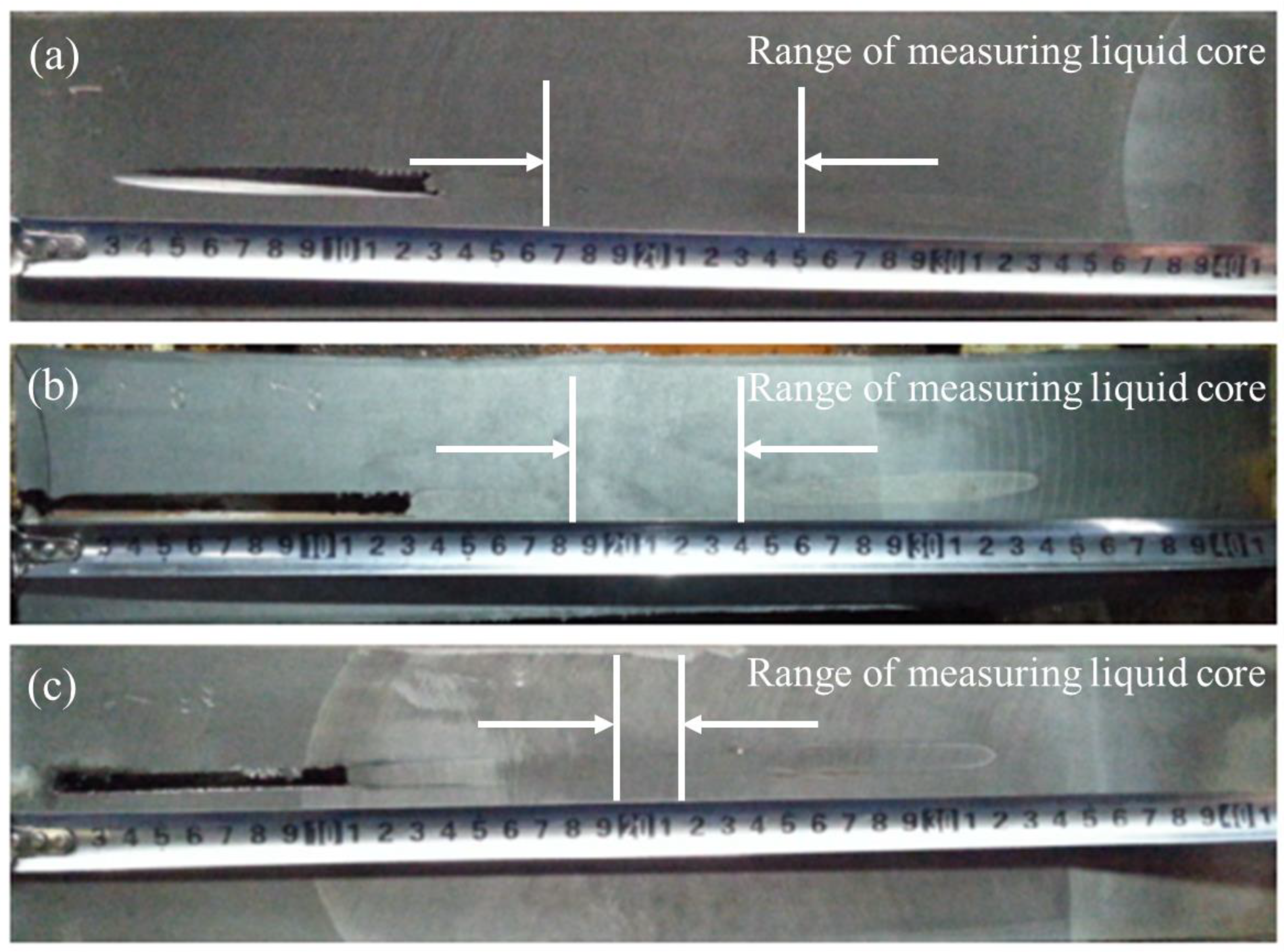
3.3.1. Validation of Heat Transfer
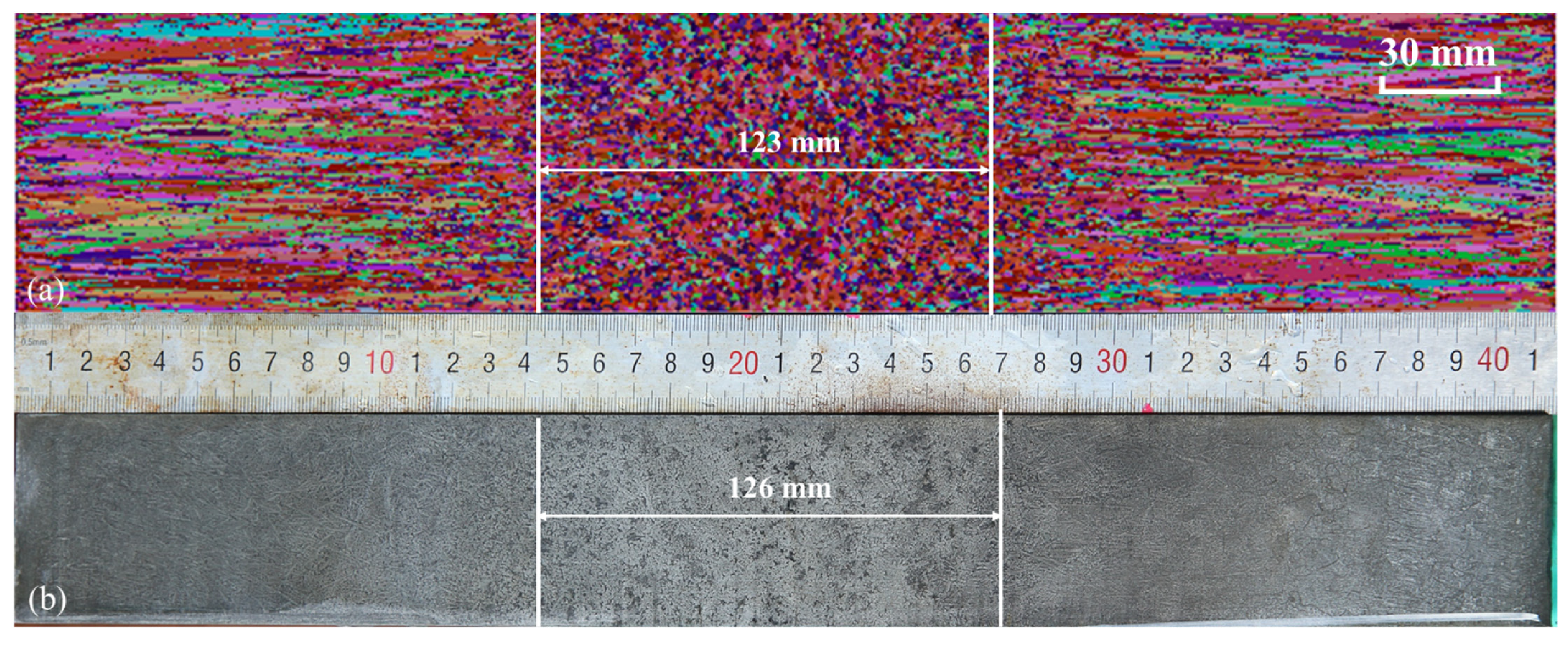
3.3.2. Validation of Solidification Structure
4. Results and Discussion
4.1. Effect of Superheat on Solidification Structure
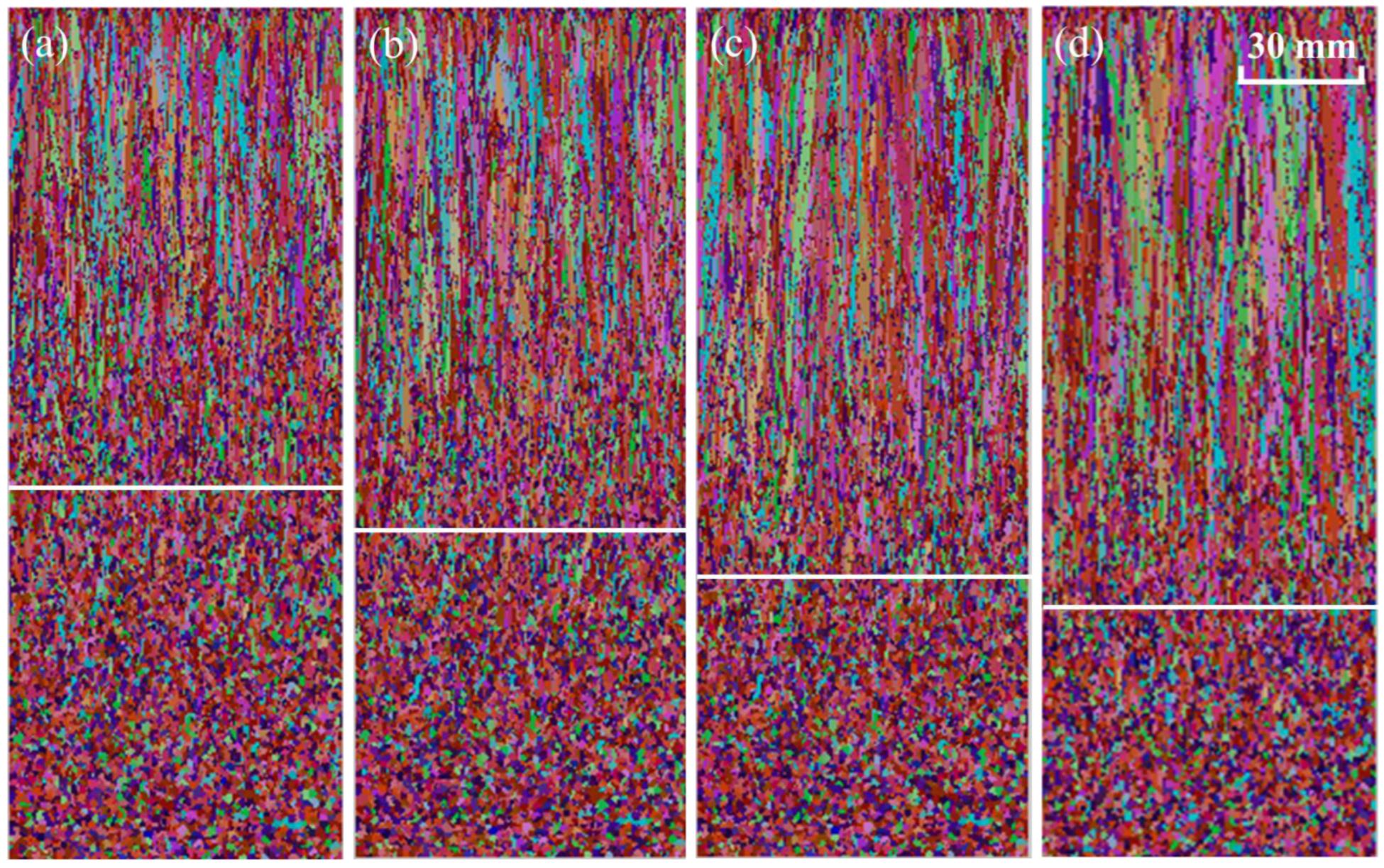
4.2. Effect of Casting Speed on Solidification Structure
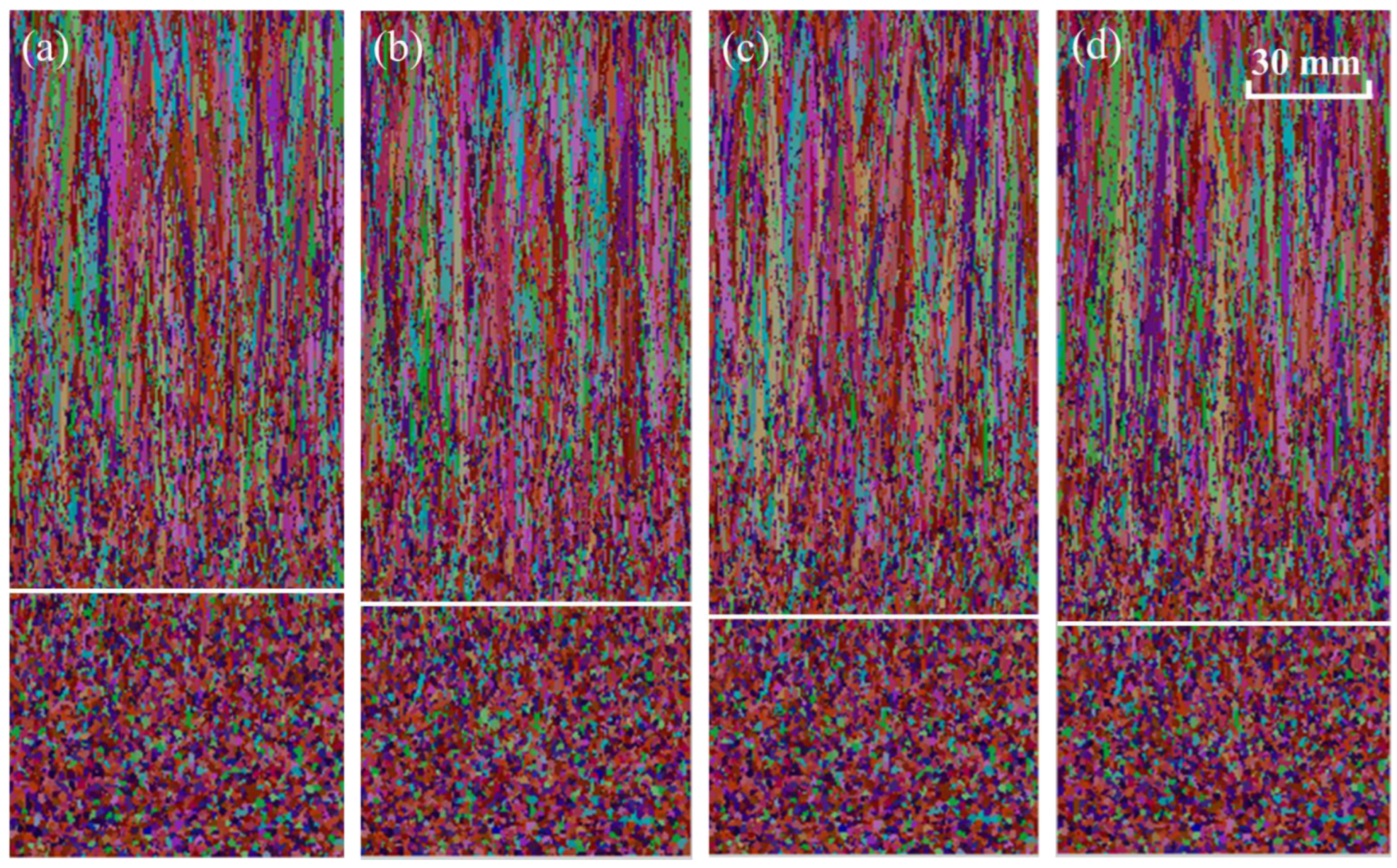
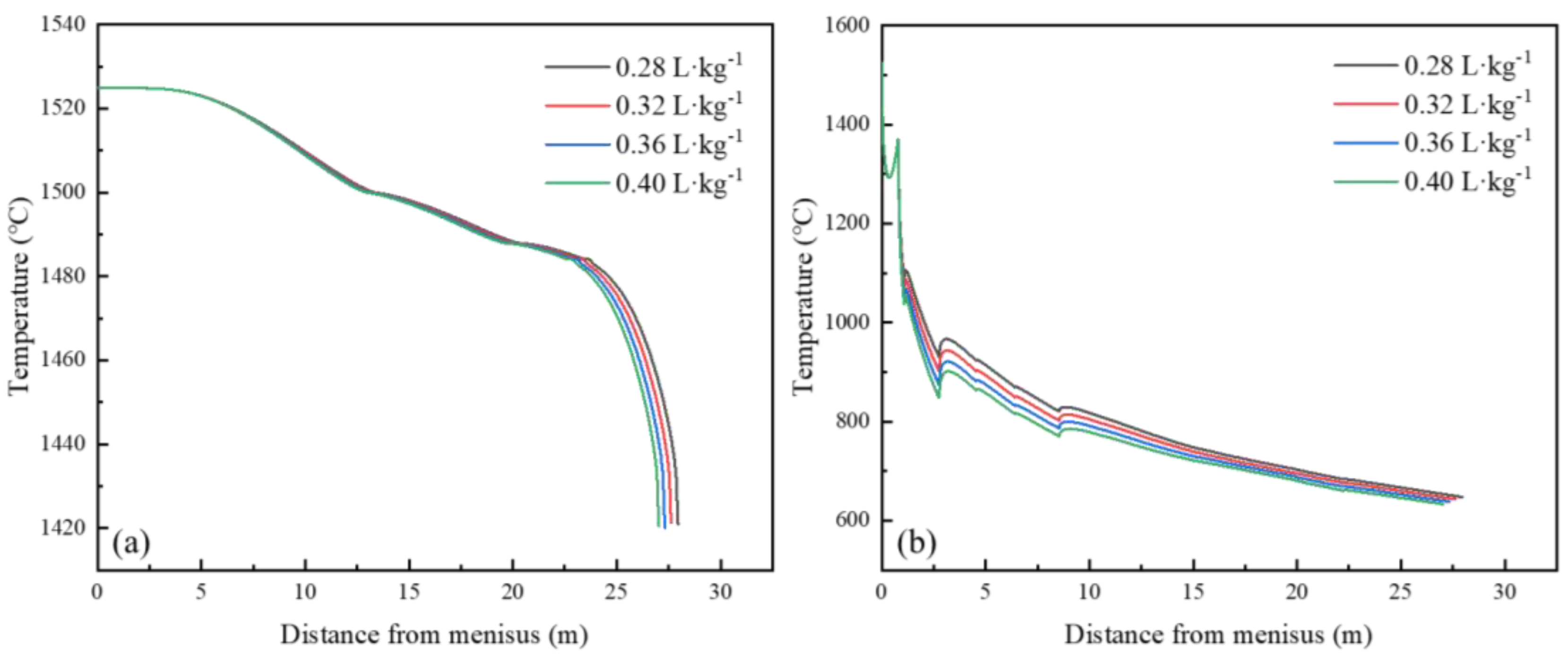
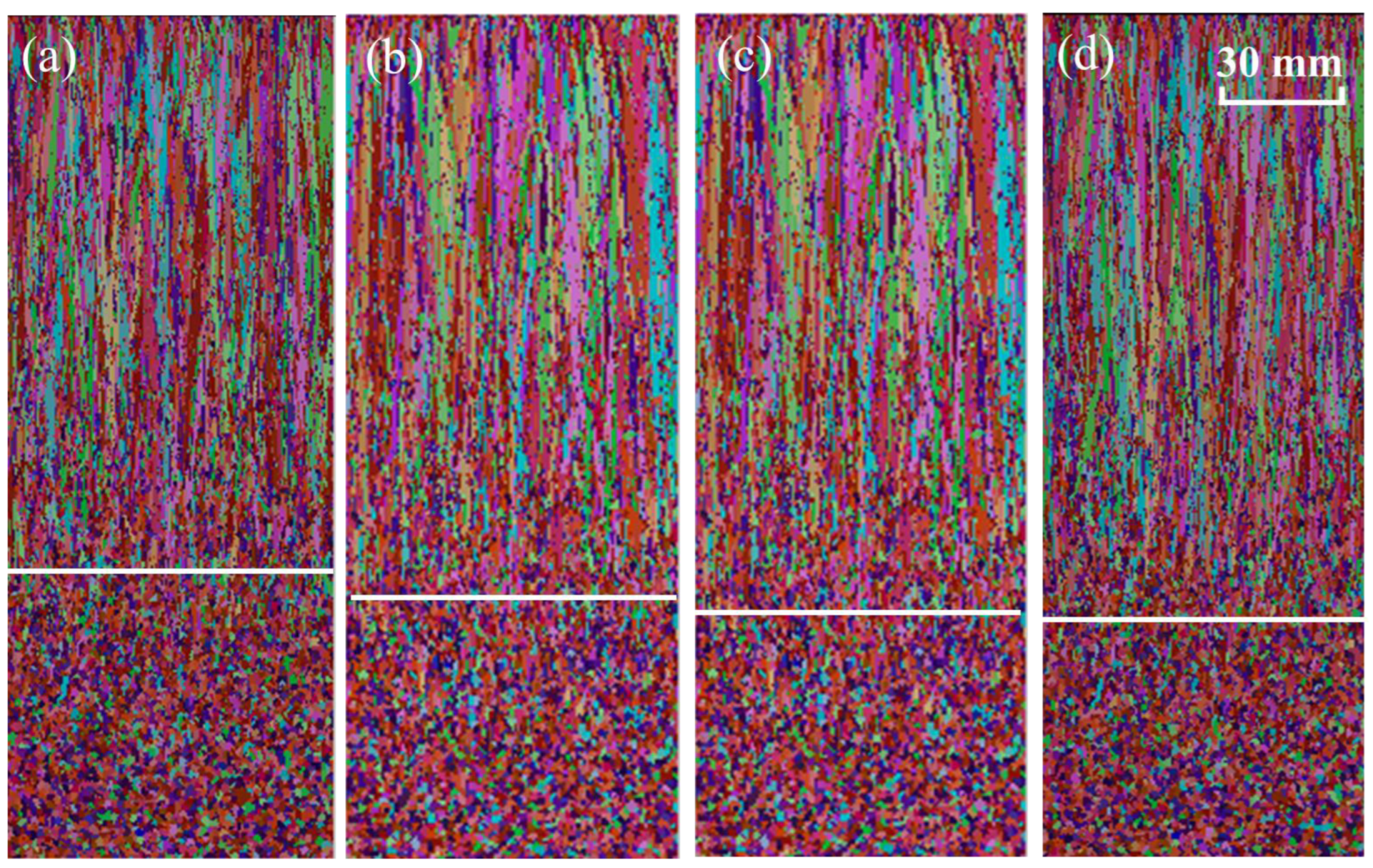
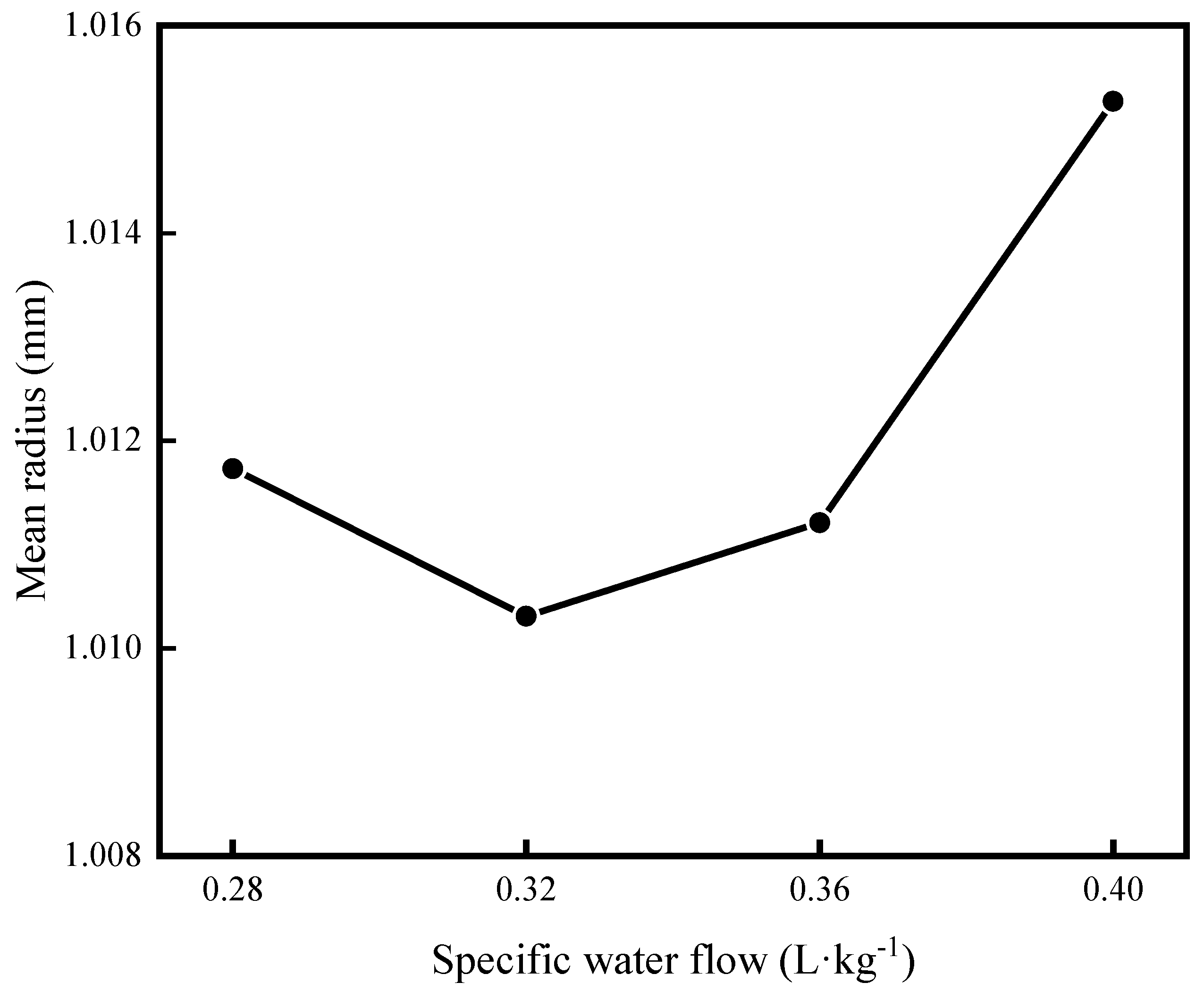
4.3. Effect of Specific Water Flow on Solidification Structure
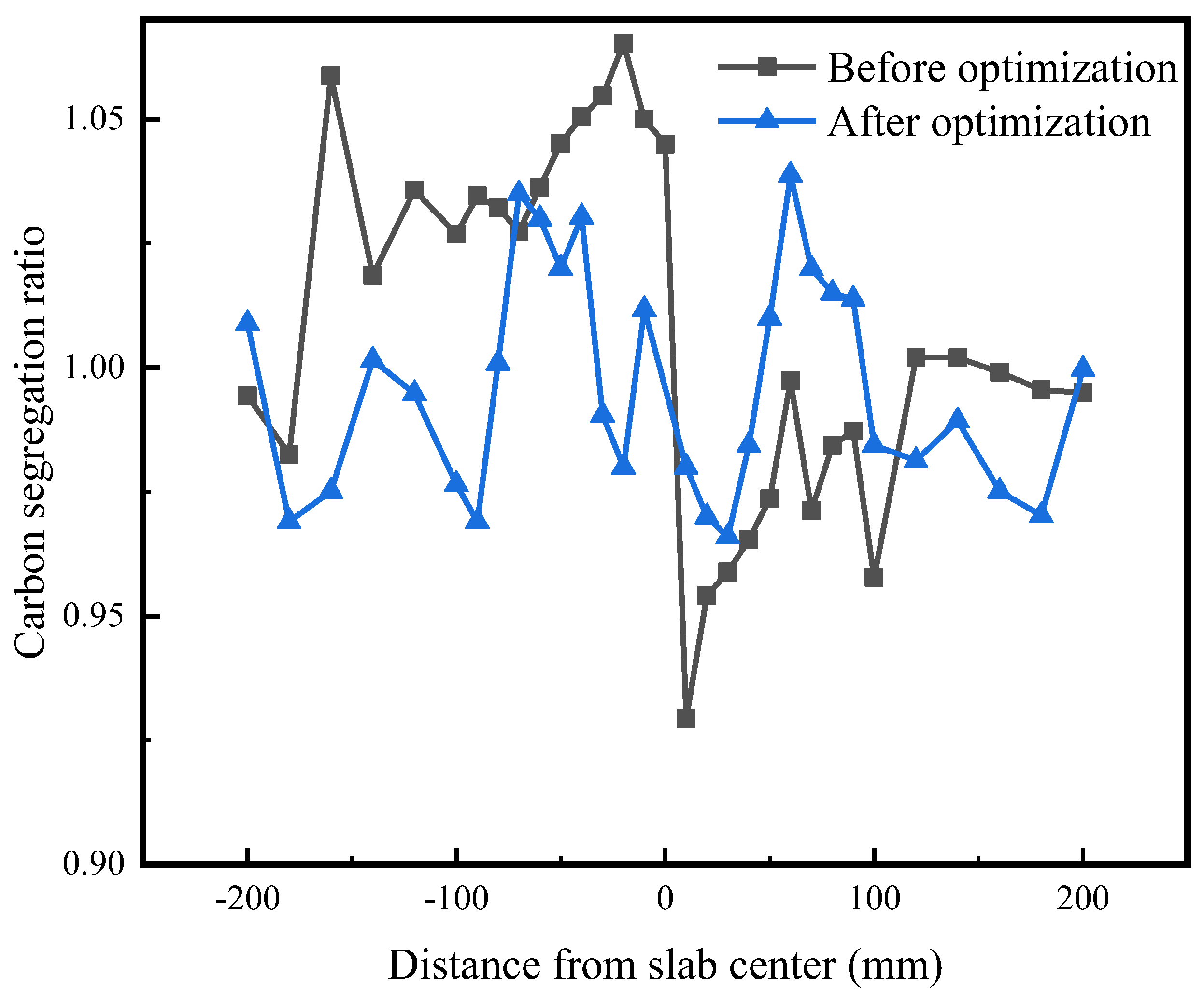
4.4. Optimization of CC Process Parameter
5. Conclusions
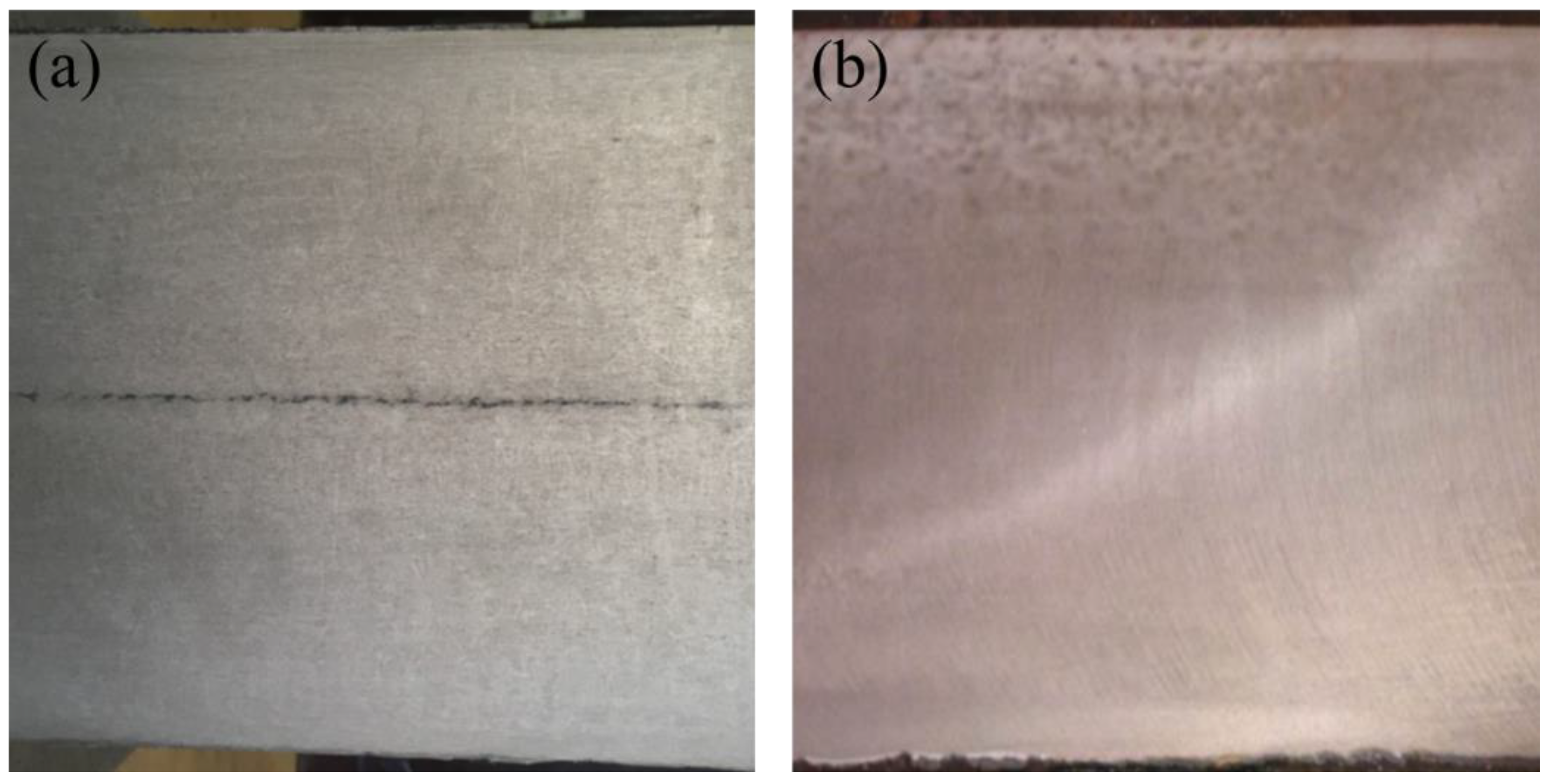
- The simulation results are verified by a nail-shooting experiment, acid etching and a surface temperature measurement. The error of the shell thickness and surface temperature is controlled within 5 %.
- The ECR decreases with the increase in the casting speed and the specific water flow. Superheat has a great influence on the ECR, which is mainly because the nucleation amount in the molten steel decreases with the increase in superheat.
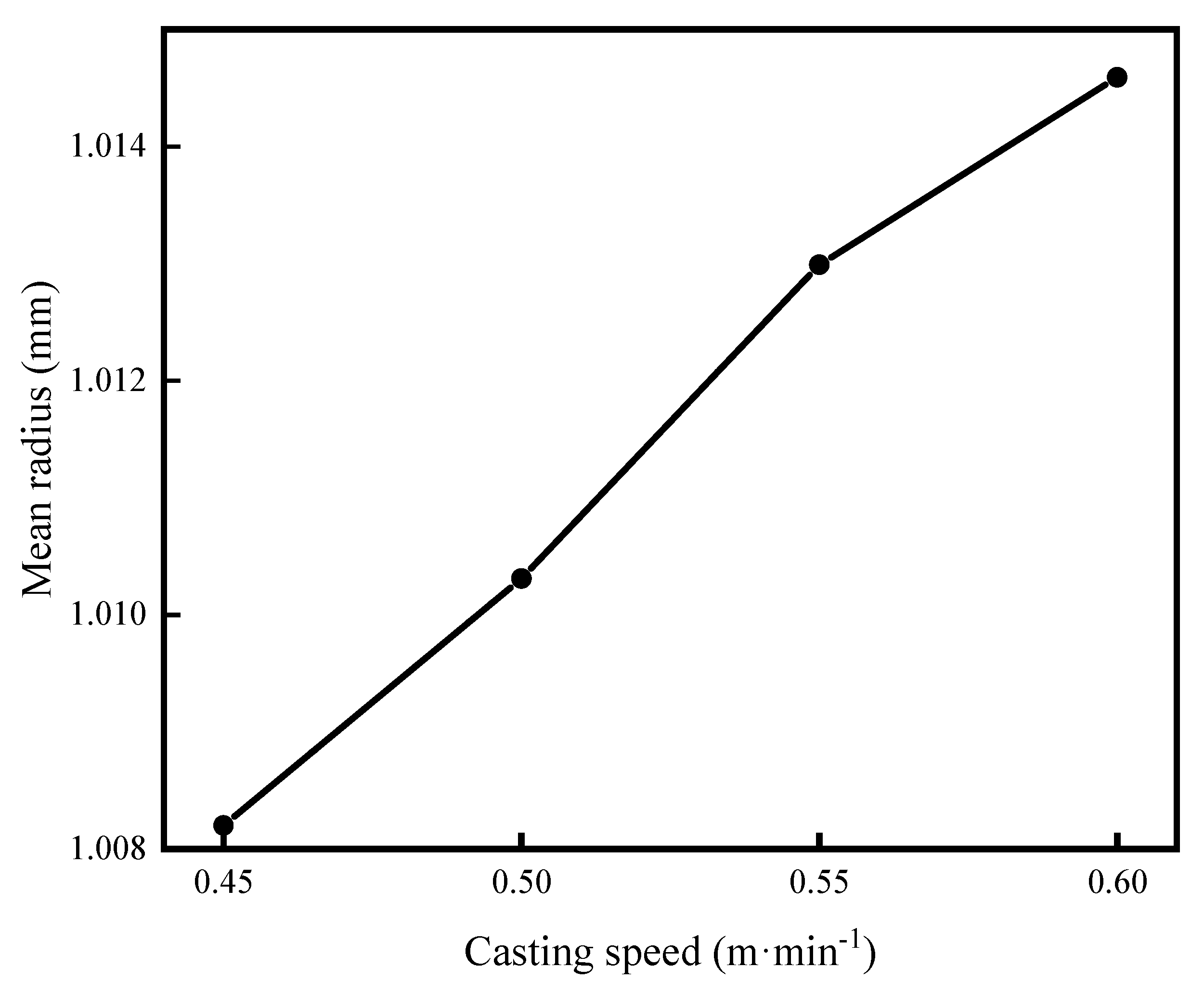
- The average grain radius increases with the increase in the casting speed and superheat. As the specific water flow increases from 0.28 L·kg−1 to 0.40 L·kg−1, the average grain radius decreases first and then increases. When the specific water flow is 0.32 L·kg−1, the average grain radius reaches the minimum.
- With the optimized the position of soft reduction, the central carbon segregation is weakened.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zhen, X.; Zhu, Z.; Jiang, H.; Li, J.; Wang, Y.; Bai, Z.; Zhao, J.; Sun, B. Effect of the positon on the central segregation of 400 mm ultra-thick slabs. Steelmaking 2012, 28, 20–23. [Google Scholar]
- Miao, J.; Ruan, X.; Han, Z.; Kong, K.; Liu, Q. Control of susceptible quality defects in heavy plate continuous casting process. Contin. Cast. 2015, 40, 25–28. [Google Scholar]
- Ma, R.; Zhen, X. Especially thick slab continuous casting quality defects and the control. Contin. Cast. 2011, 1, 67–75. [Google Scholar] [CrossRef]
- Li, Y.J.; Li, L.; Zhang, J.Q. Study and application of a simplified soft reduction amount model for improved internal quality of continuous casting bloom. Steel Res. Int. 2017, 88, 170–176. [Google Scholar] [CrossRef]
- Jiang, D.B.; Zhu, M.Y. The fluid flow and solidification phenomenon in billet continuous casting process with mold and final electromagnetic stirrings. In Advances in the Science and Engineering of Casting Solidification; Nastac, L., Fredriksson, H., Lacaze, J., Hong, C.-P., Catalina, A.V., Buhrig-Polaczek, A., Monroe, C., Sabau, A.S., Ruxanda, R.E.L., Luo, A., et al., Eds.; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Li, J.; Wu, H.; Liu, Y.; Sun, Y. Solidification structure simulation and casting process optimization of GCr15 bloom alloy. China Foundry. 2022, 19, 63–74. [Google Scholar] [CrossRef]
- Cenanovic, M.B.; Maureira, H.A.; Ng, M.K.C. Electromagnetic technology for continuous casting in the steel industry. Direct Roll. Hot Charg. Strand Cast Billets 1989, 139–148. [Google Scholar] [CrossRef]
- Guo, L.L.; Tian, Y.; Yao, M.; Shen, H.F. Temperature distribution and dynamic control of secondary cooling in slab continuous casting. Int. J. Miner. Metall. Mater. 2009, 16, 626–631. [Google Scholar]
- Yong, C.H.E.N.; Xiao, M.F.; Wu, G.R. Dynamic Soft Reduction Technology for Bloom Casting. J. Iron Steel Res. Int. 2010, 17, 1–5. [Google Scholar]
- Chu, R.-S.; Li, Z.-J.; Liu, J.-G.; Fan, Y.; Liu, Y.; Ma, C.-W. Effect of soft reduction process on segregation of a 400 mm thick high-alloy steel slab. J. Iron Steel Res. Int. 2021, 28, 272–278. [Google Scholar] [CrossRef]
- Rogberg, B.; Ek, L. Influence of Soft Reduction on the Fluid Flow, Porosity and Center Segregation in CC High Carbon- and Stainless Steel Blooms. ISIJ Int. 2018, 58, 478–487. [Google Scholar] [CrossRef] [Green Version]
- Feng, L. Research on Soft Reduction Theory and Internal Quality Improvement for Continuous Casting Slab; Northeastern University: Shenyang, China, 2018. [Google Scholar]
- Chen, Y.K.; Feng, F. Improvement of center segregation for high carbon steel bloom. In Proceedings of the Seventy Ninth Conference of the Steelmaking Division of the Iron and Steel Society, Pittsburgh, PA, USA, 24–27 March 1996; pp. 505–512. [Google Scholar]
- Matsumiya, T. Recent Topics of Research and Development in Continuous Casting. ISIJ Int. 2006, 46, 1800–1804. [Google Scholar] [CrossRef] [Green Version]
- Cherepanov, A.N.; Popov, V.N.; Komshukov, V.P. Flow structure in solidifying continuous-cast steel ingot. Steel Transl. 2007, 37, 842–846. [Google Scholar] [CrossRef]
- Ludlow, V.; Normanton, A.; Anderson, A. Strategy to minimize central segregation in high carbon steel grades during billet casting. Ironmak. Steelmak. 2005, 32, 68–74. [Google Scholar] [CrossRef]
- Ayata, K.; Mori, T.; Fujimoto, T.; Ohnishi, T.; Wakasugi, I. Improvement of macrosegregation in continuously cast bloom and billet by electromagnetic stirring. Trans. ISIJ 1984, 24, 931–939. [Google Scholar] [CrossRef]
- Flemings, M.C.; Nereo, G.E. Macrosegregation: Part I. Trans. AIME 1967, 239, 1449. [Google Scholar]
- Flemings, M.C. Our Understanding of Macrosegregation: Past and Present. ISIJ Int. 2000, 40, 833–841. [Google Scholar] [CrossRef]
- Lesoult, G. Macrosegregation in steel strands and ingots: Characterisation, formation and consequences. Mater. Sci. Eng. A 2005, 19, 413–414. [Google Scholar] [CrossRef]
- Apelian, D.; Flemings, M.C.; Mehrabian, R. Specific permeability of partially solidified dendritic networks of Al-Si alloys. Metall. Trans. 1974, 5, 2533–2537. [Google Scholar] [CrossRef]
- Streat, N.; Weinberg, F. Interdendritic fluid flow in a lead-tin alloy. Metall. Trans. B 1976, 7, 417. [Google Scholar] [CrossRef]
- Poirier, D.R. Permeability for flow of interdendritic liquid in columnar-dendritic alloys. Metall. Trans. B 1987, 18, 245. [Google Scholar] [CrossRef]
- Lally, B.; Biegler, L.; Henein, H. Finite difference heat transfer modeling for continuous casting. Metall. Mater. Trans. B 1990, 21, 761–770. [Google Scholar] [CrossRef]
- Rappaz, M.; Gandin, C.A. Probabilistic modelling of microstructure formation in solidification processes. Acta Metall. Mater. 1993, 41, 345–360. [Google Scholar] [CrossRef]
- Kurz, W.; Giovanola, B.; Trivedi, R. Theory of microstructural development during rapid solidification. Acta Metallurgica 1986, 34, 823–830. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundaments of Solidification, 4th revised ed.; Trans Tech Publishers: Aedermannsdorf, Switzerland, 1998; p. 77. [Google Scholar]
- Bai, L.; Wang, B.; Zhong, H.; Ni, J.; Zhai, Q.; Zhang, J. Experimental and numerical simulations of the solidification process in continuous casting of slab. Metals 2016, 6, 53. [Google Scholar] [CrossRef] [Green Version]
- Li, W.C. Metallurgy and Physical Chemistry of Materials; Metallurgical Industry Press: Beijing, China, 2001; pp. 531–533. (In Chinese) [Google Scholar]
- Fang, Q.; Ni, H.W.; Zhang, H.; Wang, B.; Lv, Z.A. The effects of a submerged entry nozzle on flow and initial solidification in a continuous casting bloom mold with electromagnetic stirring. Metals 2017, 7, 146. [Google Scholar] [CrossRef]
- Savage, J.; Pritchard, W.H. The problem of rupture of the billet in the continuous casting of steel. J. Iron Steel Inst. 1954, 178, 269–277. [Google Scholar]
- Hardin, R.A.; Liu, K.; Beckermann, C.; Kapoor, A. A transient simulation and dynamic spray cooling control model for continuous steel casting. Metall. Mater. Trans. B 2003, 34, 297–306. [Google Scholar] [CrossRef]
- Shuai, Y. Solidification Structure Control and Process Optimization of Ultra thick Slab; Central Iron and Steel Research Institute: Beijing, China, 2020. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | P | S | Cr | Al | Ni |
|---|---|---|---|---|---|---|---|---|
| 95.4 | 0.398 | 0.2881 | 1.43 | 0.0178 | 0.0018 | 1.89 | 0.02 | 0.0155 |
| Parameters | ΔTS,max, K | ΔTS,σ, K | nS | ΔTV,max, K | ΔTV,σ, K | nV |
|---|---|---|---|---|---|---|
| Values | 1 | 0.1 | 2.5 × 106 | 2.5 | 1 | 3.0 × 109 |
| Element | K | m/K·(wt.%)−1 | D/m2·s−1 | Γ/m·K |
|---|---|---|---|---|
| C | 0.16 | −87.14 | 1.1 × 10−8 | 3 × 10−7 |
| Si | 0.61 | −44.93 | 3.5 × 10−9 | |
| Mn | 0.71 | −5.32 | 2.4 × 10−9 | |
| P | 0.25 | −32.39 | 1.9 × 10−9 | |
| S | 0.06 | −44.93 | 3.9 × 10−9 | |
| Cr | 0.9 | −1.73 | 3.5 × 10−9 | |
| Al | 1.22 | −4.9 | 3.0 × 10−9 |
| Secondary Cooling Zone | Length, m | Distance from the Meniscus, m | Water Flow Rate, L·min−1 |
|---|---|---|---|
| Foot roller section (W) | 0.29 | 0.8–1.09 | 93.4 |
| Foot roller section (N) | 0.89 | / | 161.9 |
| L2 | 1.68 | 1.09–2.77 | 188.2 |
| L3 | 1.77 | 2.77–4.54 | 84.1 |
| L4 | 1.87 | 4.54–6.41 | 75.0 |
| L5 | 2.13 | 6.41–8.54 | 73.8 |
| L6 | 2.13 | 8.54–10.64 | 35.6 |
| L7 | 4.49 | 10.67–15.16 | 71.4 |
| L8 | 4.71 | 15.16–19.87 | 68.9 |
| L9 | 2.36 | 19.87–22.23 | 37.6 |
| L10 | 5.16 | 22.23–27.39 | 63.6 |
| L11 | 4.75 | 27.39–32.14 | 60.2 |
| L12 | 5.00 | 32.14–37.61 | 53.2 |
| L13 | 7.00 | 37.61–44.91 | 64.2 |
| ΔT | No. Grains | Mean Surf/m2 | Nl/m | Na/m2 | Mean Radius/m |
|---|---|---|---|---|---|
| 23 | 20,509 | 0.8260 × 10−6 | 1.6934921 × 103 | 1.2106648 × 106 | 0.89051 × 10−3 |
| 28 | 19,239 | 0.8802 × 10−6 | 1.6720469 × 103 | 1.1356956 × 106 | 0.93727 × 10−3 |
| 33 | 18,061 | 0.9379 × 10−6 | 1.6245649 × 103 | 1.0664572 × 106 | 0.97005 × 10−3 |
| 38 | 17,025 | 0.9950 × 10−6 | 1.5949357 × 103 | 1.0050000 × 106 | 1.01031 × 10−3 |
| Reduction Position | Reduction Amount/mm |
|---|---|
| Segment 8 | 4 |
| Segment 9 | 4 |
| Segment 10 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Zhang, P.; Shuai, Y.; Shi, P.; Zhan, Z.; Wang, M. Study of Process Parameters on Solidification Structure and Centre Grain Size of 2311 in 420 mm Extra-Thick Continuously Cast Slabs. Metals 2023, 13, 47. https://doi.org/10.3390/met13010047
Xu L, Zhang P, Shuai Y, Shi P, Zhan Z, Wang M. Study of Process Parameters on Solidification Structure and Centre Grain Size of 2311 in 420 mm Extra-Thick Continuously Cast Slabs. Metals. 2023; 13(1):47. https://doi.org/10.3390/met13010047
Chicago/Turabian StyleXu, Lijun, Pan Zhang, Yong Shuai, Pengzhao Shi, Zhonghua Zhan, and Minglin Wang. 2023. "Study of Process Parameters on Solidification Structure and Centre Grain Size of 2311 in 420 mm Extra-Thick Continuously Cast Slabs" Metals 13, no. 1: 47. https://doi.org/10.3390/met13010047