

Formation and Removal Mechanism of Nonmetallic Inclusions in 42CrMo4 Steel during the Steelmaking Process
1
State Key Laboratory of Advanced Metallurgy, University of Science and Technology Beijing, Beijing 100083, China
2
Jiangsu Yonggang Group Co., Ltd., Zhang Jiagang 215628, China
*
Author to whom correspondence should be addressed.
Metals 2022, 12(9), 1505; https://doi.org/10.3390/met12091505
Submission received: 13 August 2022
/
Revised: 6 September 2022
/
Accepted: 9 September 2022
/
Published: 11 September 2022
(This article belongs to the Special Issue Inclusion Metallurgy)
Abstract
:Nonmetallic inclusions are harmful to the quality of 42CrMo4 steel. Therefore, the formation and removal mechanism of inclusions in 42CrMo4 steel during the steelmaking process is investigated by industrial trials. The characteristics of inclusions in specimens were analyzed by scanning electron microscopy and energy dispersive spectroscopy. The main type of inclusions in molten steel in the early stage of ladle furnace (LF) refining is MgO-Al2O3 inclusions of irregular shape. CaO begins to appear in MgO-Al2O3 inclusions in the middle and late stages of LF. In the vacuum degassing (VD) refining stage, the inclusions in molten steel completely change into low-melting-point CaO-MgO-Al2O3 inclusions. The existence of [Mg] in molten steel is the fundamental reason for the formation of a large number of MgO-Al2O3 inclusions. Thermodynamic calculation shows that the refractory mainly transfers [Mg] to the liquid steel in the LF refining stage, whereas the slag mainly transfers [Mg] to the liquid steel in the VD refining stage. Kinetic calculation indicates that MgO-Al2O3 inclusions could be removed from molten steel faster than low-melting-point CaO-MgO-Al2O3 inclusions. The fundamental reason for the different removal behavior of the two types of inclusions is that the interfacial tension between the low-melting-point CaO-MgO-Al2O3 inclusions and the liquid steel is 50% lower than that of the MgO-Al2O3 inclusions.
1. Introduction
The 42CrMo4 type of steel is a medium carbon alloy structural steel that has high strength, hardenability, toughness, creep strength, and endurance strength at high temperatures [1,2,3,4,5]. It is commonly used to prepare pitch and yaw bearings in wind power steel. Because of the harsh working environment, complex load-bearing conditions, and the high cost of lifting and replacing bearings, wind power equipment needs longer service life and higher stability. Inclusions in steel are the key factor affecting fatigue life [6,7,8]. Therefore, it is important to study the formation and removal mechanism of inclusions in 42CrMo4 steel during smelting to reasonably control inclusions in molten steel and improve the final product quality of 42CrMo4 steel.
Aluminum deoxidizes 42CrMo4 steel, and the deoxidized product is Al2O3 [9,10]. However, the main inclusions found in the smelting process are MgO-Al2O3 inclusions, which will change into CaO- MgO-Al2O3 inclusions along with the smelting process. The presence of [Mg] in liquid steel leads to the transformation of Al2O3 inclusions into MgO-Al2O3, but there is still controversy about the source of [Mg] in molten steel. Some authors [11,12,13,14] have pointed out that slag containing MgO and magnesia refractory reacted with liquid steel and transferred [Mg] to liquid steel together. Increasing [Mg] content in liquid steel promotes inclusion change from simple Al2O3 inclusions to MgO-Al2O3 inclusions. However, some authors [15,16] have noted that the transfer of [Mg] from slag to molten steel was dominant, and refractory materials had little effect on it. There are also authors [17,18,19] who have pointed out that the displacement reaction between [Al] in molten steel and MgO in refractories was the main reason for the increase in [Mg] in molten steel, which further determined the formation of MgO-Al2O3 inclusions. As for the transformation mechanism of MgO-Al2O3 inclusions to CaO-MgO-Al2O3 inclusions, a large number of authors [20,21,22,23,24] have reported that [Ca] reduced MgO in MgO-Al2O3 inclusions to CaO and eventually formed low-melting-point CaO-MgO-Al2O3 inclusions. However, compared with solid inclusions, low-melting-point liquid inclusions are more difficult to remove from molten steel [25,26,27,28,29,30,31]. As a result, the main type of inclusions observed in molten steel at the later stage of smelting is low-melting-point liquid inclusions, which will be unfavorable to the final product quality. For 42CrMo4 steel, which uses the Al deoxidation process and the smelting route is Electric furnace (EAF) → Ladle refining furnace (LF) → Vacuum refining furnace (VD) → Continuous casting (CC), the source of [Mg] in molten steel during smelting, the transformation process of inclusions from MgO-Al2O3 to liquid CaO-MgO-Al2O3, and the removal mechanism of inclusions have never been specifically studied.
In the present work, the samples were taken at ladle furnace (LF) and vacuum degassing (VD) in a plant trial to reveal the source of [Mg] in liquid steel and the formation mechanism of CaO-MgO-Al2O3 inclusions. The removal mechanism of low-melting-point CaO-MgO-Al2O3 inclusions was studied by kinetic calculation. The morphology, composition, and numbers of inclusions in samples were determined by scanning electron microscopy and energy dispersive spectroscopy.
2. Methodology
2.1. Experimental Procedures
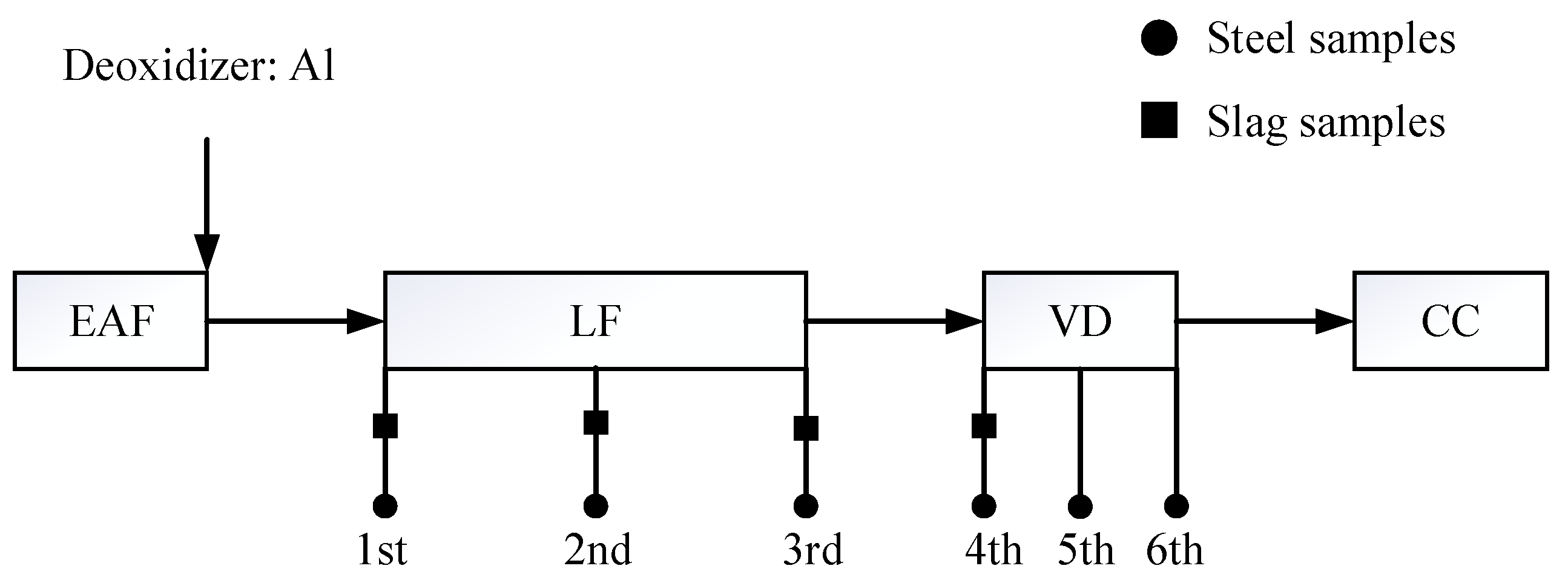
The industrial trials of 42CrMo4 steel were carried out in a steel plant. The steelmaking route is Electric furnace (EAF) → Ladle refining furnace (LF) → Vacuum refining furnace (VD) → Continuous casting (CC), as shown in Figure 1. Al blocks are used as deoxidizers for strong deoxidation after steel tapping in the electric furnace, Si-Mn alloy and ferrochrome alloy are used for alloying, and then lime is added for slagging. The slag used in the LF stage has high basicity and strong reducing properties, and its binary basicity can reach around 7. In vacuum treatment in the VD stage at vacuum degrees below 66.7 pa, argon gas is passed through for stirring to promote rapid removal of hydrogen from the steel under vacuum conditions. At the end of the vacuum, to make the steel composition qualified, Al wire is added to increase the Al content in the molten steel to about 0.021%. The argon blowing pressure and flow rate are adjusted for a soft blowing operation, which lasts a total of 20 min. Finally, the liquid steel is transported to the continuous casting platform for casting. The entire sampling process was carried out for a certain furnace: LF refining in the early stage, LF refining in the middle stage, LF refining at the end, VD vacuum at the end (sampling immediately after VD vacuum), soft blowing for 10 min, and soft blowing at the end (for 20 min), respectively marked as samples 1~6. The slag was sampled at the beginning of LF refining, the middle of LF refining, the end of LF refining and the end of VD vacuum, respectively marked as samples 1~4. Since the composition of the slag after VD vacuum was basically unchanged, the slag at the soft blowing stage was not sampled.
2.2. Composition Analysis and Inclusion Observation
The steel sample is processed into a round bar (Φ 5 × 50 mm), and the total oxygen content (T.O) in the sample is detected by the inert gas fusion-infrared absorptiometry method. The contents of Ca and Mg in steel were determined by the inductively coupled plasma optical emission spectrometry method (ICP-OES, Thermo Fisher, Waltham, MA, USA) and other alloy elements using the direct reading spectrometer ARL8860 (Thermo Fisher, Waltham, MA, USA) for testing; the main components of the sample were as shown in Table 1. The chemical composition of the slag was detected by X-ray fluorescence analysis (XRF, PANalytical B.V., Almelo, The Netherlands); the results were as shown in Table 2, which shows the slag basicity was around 7. In order to facilitate observation and statistics, the obtained steel samples were cut to obtain metallographic samples of 10 mm × 10 mm × 10 mm. After grinding and polishing, scanning electron microscopy (FEI, Hillsboro, OR, USA) and energy dispersive spectrometry (FEI, Hillsboro, OR, USA) were used for scanning statistics under fixed magnification, and the types and chemical components of inclusions obtained were analyzed.
3. Results
3.1. Characterization of Inclusions
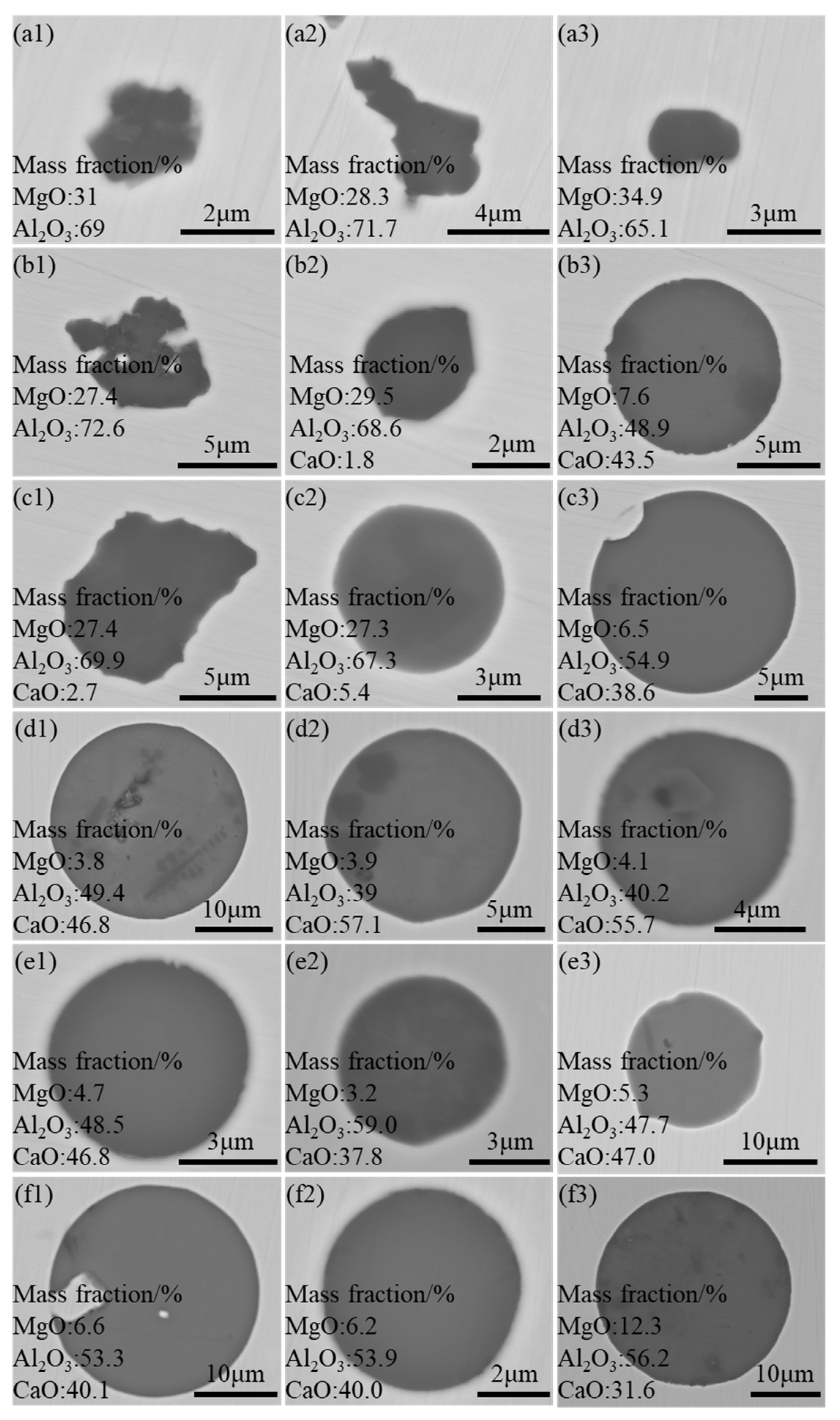
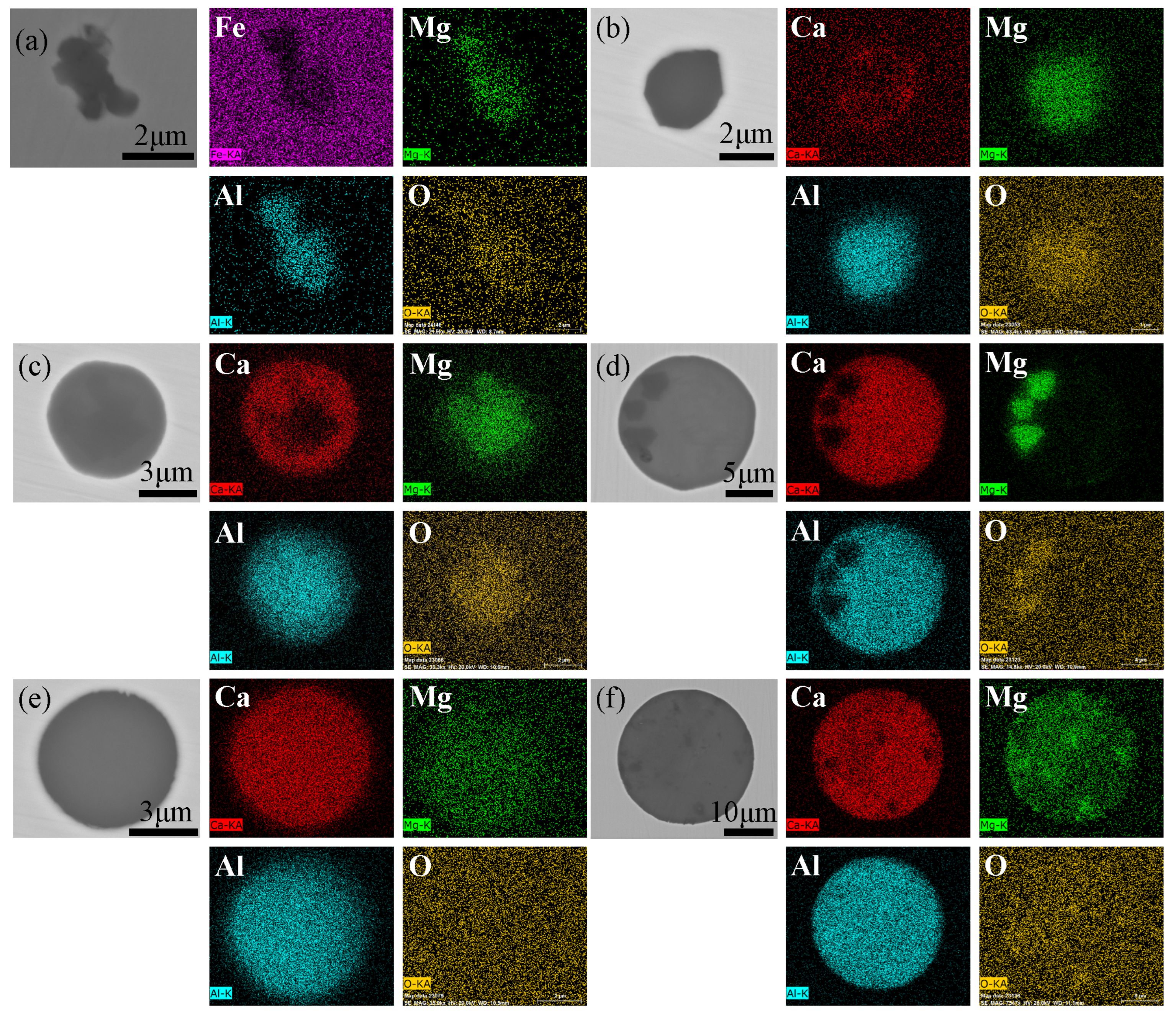
By scanning the surface of each sample, it was found that the main inclusions in the steel were MgO-Al2O3 inclusions with irregular shapes in the early stage of LF smelting, as shown in Figure 2a. The mass fraction of each component of the inclusions is marked in the figure, and the mass fraction of MgO was lower than that of Al2O3. The elemental mapping of typical MgO-Al2O3 inclusions is shown in Figure 3a. Mg, Al, and O elements were evenly distributed in the inclusions. In the middle stage of LF smelting, the main types of inclusions remained unchanged and were still MgO-Al2O3 inclusions, but CaO began to appear in some inclusions, as shown in Figure 2(b2). The elemental mapping of typical inclusions is shown in Figure 3b. The distribution of Mg and Al was relatively uniform, whereas Ca was unevenly distributed in the outer layer of inclusion. In this smelting stage, a small number of spherical inclusions with high CaO content also began to appear in the molten steel, as shown in Figure 2(b3). At the end of LF smelting, CaO generally appeared in inclusions, and the shape of CaO-MgO-Al2O3 inclusions containing a small amount of CaO was irregular, as shown in Figure 2(c1). With the further increase in CaO content in inclusions, the morphology of inclusions began to change from irregular shape to spherical inclusions with smooth external contour, as shown in Figure 2(c2). The elemental mapping of typical inclusions is shown in Figure 3c. In the outer layer of the inclusions, the Ca element further accumulated, whereas the Mg element disappeared, and the distribution of the Al element decreased slightly. In the center of inclusion, the distribution of Mg and Al was more concentrated, but the Ca element was not present. At the end of VD vacuum refining, the main type of inclusions in molten steel was CaO-MgO-Al2O3 inclusions with a spherical shape, and the content of MgO in the inclusions decreased obviously, as shown in Figure 2d. The elemental mapping of typical CaO-MgO-Al2O3 inclusions is shown in Figure 3d. It can be seen that the distribution of Ca and Al elements in the inclusion is uniform. After 10 and 20 min of VD soft blowing, the main types of inclusions were the same as those at the end of the VD vacuum. The main inclusions were CaO-MgO-Al2O3 inclusions containing a small amount of MgO, as shown in Figure 2. The elemental mapping of typical CaO-MgO-Al2O3 inclusions is shown in Figure 3e,f. It can be seen that the distribution of Ca and Al elements in the inclusions was uniform, but the distribution of Mg elements was uniform or a with small amount of aggregation.
3.2. Composition Distribution of Inclusions
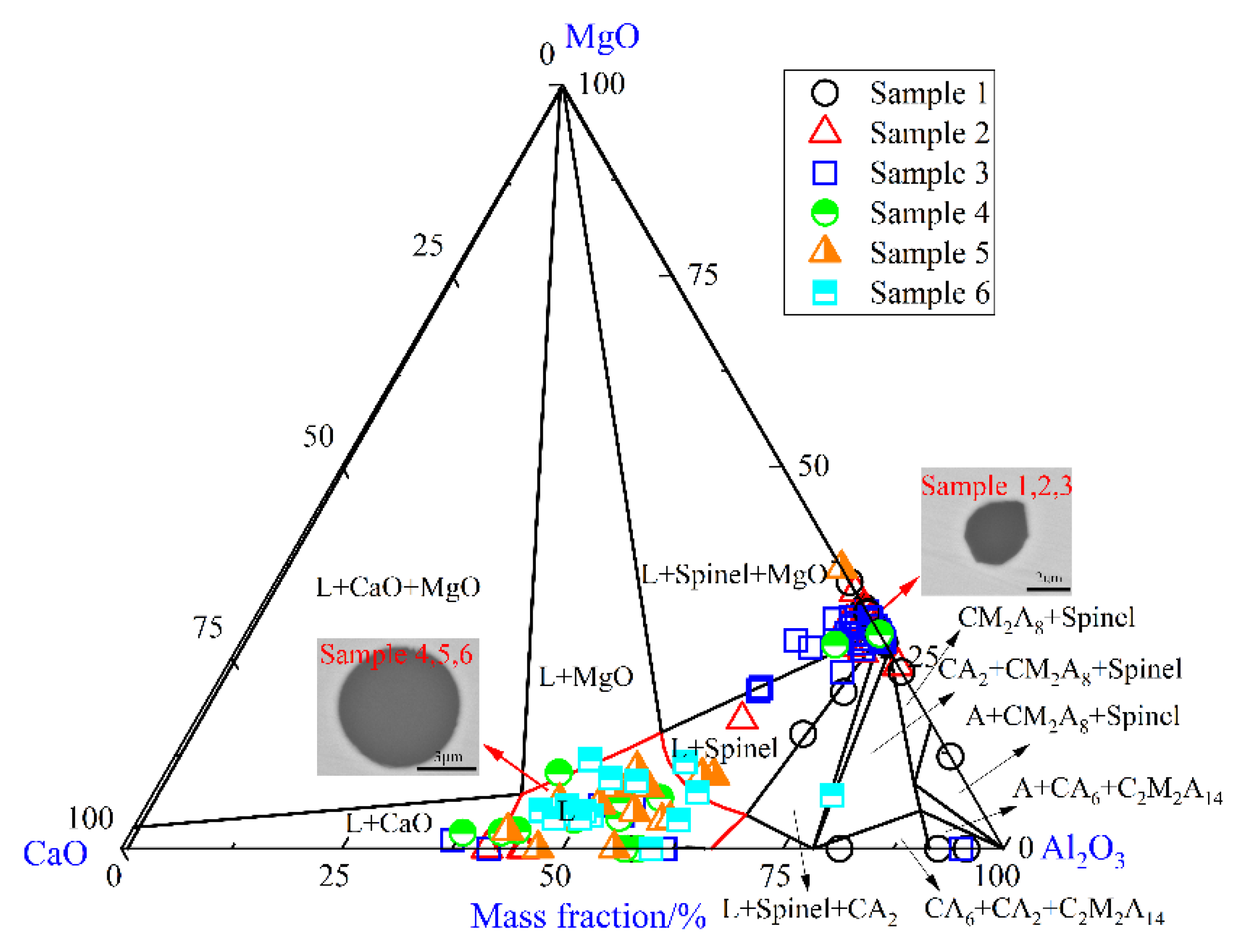
The inclusion compositions observed at each stage were marked in the CaO-MgO-Al2O3 ternary phase diagram, as shown in Figure 4. The ternary phase diagram of CaO-MgO-Al2O3 at 1600 °C was calculated by FactSage8.0 thermodynamics software (version 8.0, CRCT, Montreal, Canada), and the red line area denotes the pure liquid oxide area. Aluminum blocks were used for deoxidation in the smelting process, and Al2O3 inclusions would be rapidly formed in the molten steel. However, at the initial stage of LF refining, the main type of inclusions in liquid the steel was MgO-Al2O3 inclusions. With the development of LF refining, a new component, CaO, began to appear in the MgO-Al2O3 inclusions. Many studies have found that the impure alloys [32] and the reaction between slag and steel [33,34] transfer [Ca] to the steel, resulting in the appearance of CaO elements in the inclusions of the non-calcium-treated LF stage. As can be seen from Figure 4, the composition of the inclusions approached the liquid oxide region as the smelting proceeded, and the morphology of the inclusions also changed from irregular to a spherical shape. After the end of the VD vacuum treatment, MgO-Al2O3 inclusions in liquid steel were mostly transformed into spherical liquid low-melting-point CaO-MgO-Al2O3 inclusions, which were principally in the pure liquid oxide region. After soft blowing, the main type of inclusions remained unchanged.
3.3. Quantity Distribution of Inclusions
It can be seen from Figure 4 that the inclusions are mainly divided into three types: MgO-Al2O3 inclusions without CaO, CaO-MgO-Al2O3 inclusions in the solid–liquid two-phase region, and CaO-MgO-Al2O3 inclusions in the pure liquid phase region. The content of CaO in the CaO-MgO-Al2O3 inclusions in the solid–liquid two-phase region ranged from 0 to 30%. The number of inclusions of different types in the samples was further analyzed, as shown in Figure 5. In this paper, all inclusions larger than 3 μm on the surface of each sample were counted, so the total number of inclusions in each sample was different. In samples 1~3, the main type of inclusions was MgO-Al2O3 inclusions, but four CaO-containing inclusions were found in sample 1, and the CaO content was less than 30%. The number of inclusions in sample 2 increased to 10 and included two liquid CaO-MgO-Al2O3 inclusions. In sample 3, the number of liquid CaO-MgO-Al2O3 inclusions increased to 7, whereas the number of MgO-Al2O3 inclusions decreased slightly. In samples 4–6, the main inclusions changed into liquid CaO-MgO-Al2O3 inclusions. In sample 4, the number of MgO-Al2O3 inclusions decreased to 1. The number of CaO-MgO-Al2O3 inclusions containing less than 30% CaO also decreased significantly. The number of liquid CaO-MgO-Al2O3 inclusions increased significantly to 17. As for samples 5 and 6, the number of liquid CaO-MgO-Al2O3 inclusions was basically unchanged, at 17 and 15, respectively, whereas the number of other types of inclusions was very small, and no MgO-Al2O3 inclusions were found in sample 6.
4. Discussion
4.1. Thermodynamic Analysis of [Mg] Sources in Molten Steel
After the reaction of [Al] with refractory and slag in steel, the refractory and slag will transfer [Mg] to the steel, which is the fundamental cause of the formation of MgO-Al2O3 inclusions in this experiment. During the smelting process, the reactions between liquid steel and refractory, liquid steel, and slag are as follows [10]:
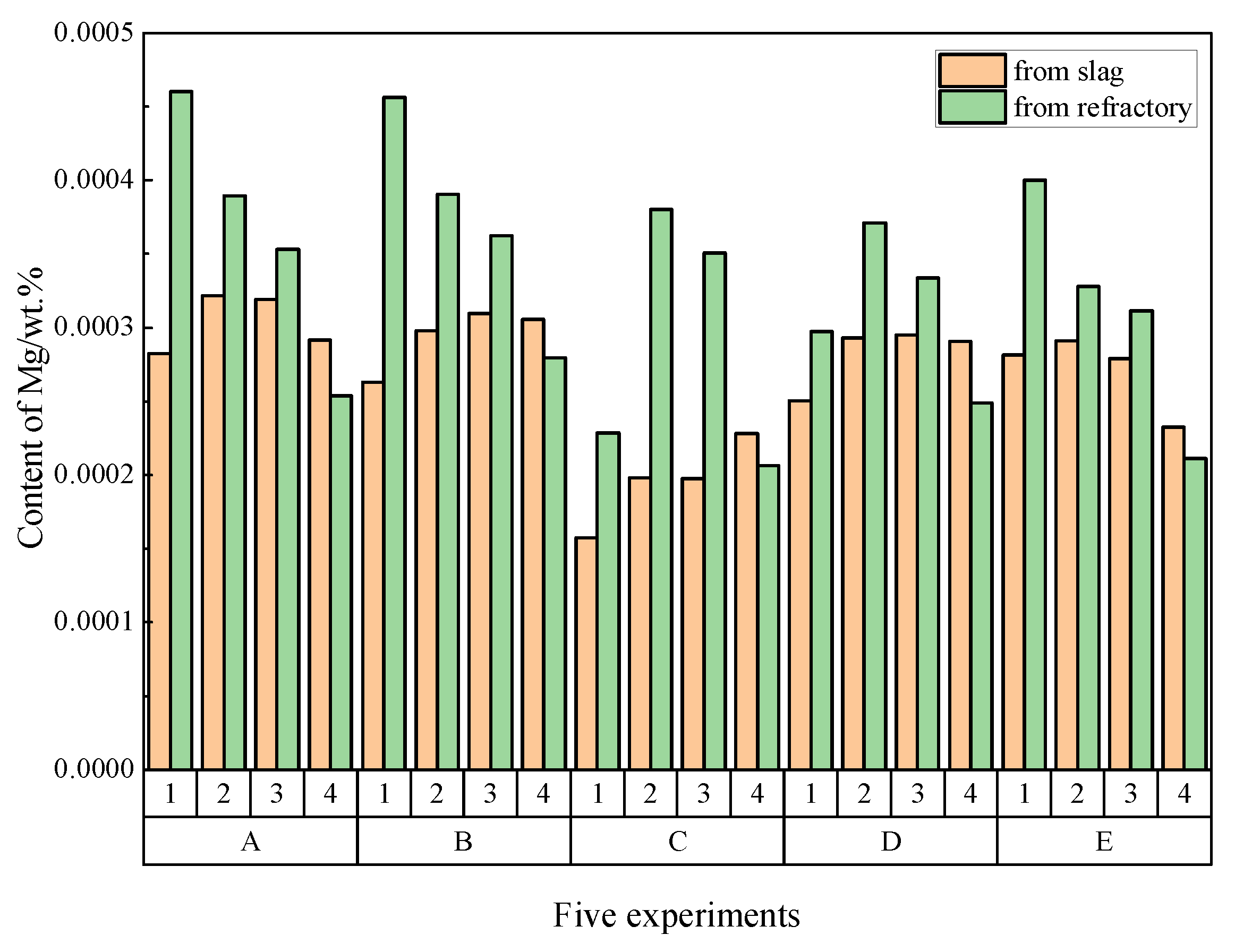
The reaction between steel and slag and refractory erosion in 42CrMo4 steel was theoretically calculated by using FactSage8.0 thermodynamic software. The actual composition of liquid steel detected in Table 1 was adopted. In order to simplify the calculation, the following model assumptions were used: (1) the reaction between molten steel and slag reached equilibrium; (2) the reaction between liquid steel and refractory was balanced; (3) the temperature was constant at 1600 °C; (4) the erosion of refractory by slag was not considered. The mass fraction ratio of molten steel to slag and molten steel to refractory was 100:1 during calculation. The calculation results are shown in Figure 6. To increase the number of samples and thus improve the accuracy of the model, we conducted five experiments under the same conditions, and full-process sampling was performed for each experiment. A~E are the five experiments conducted, and 1~4 are the sampling numbers for LF refining in the early stage, LF refining in the middle stage, LF refining at the end, and VD vacuum at the end for each experiment. It can be seen that both slag and refractory transferred [Mg] to liquid steel. In the LF refining process, the transfer of [Mg] from refractory to molten steel was more than slag, which played a major role. With the progress of smelting, the content of [Mg] transferred by refractory gradually decreased, which was related to the decrease in [Al] content in molten steel. The decrease in [Al] content reduced the corrosion ability of liquid steel to refractory. The transfer of [Mg] content from slag to molten steel gradually increased to a stable level. In the VD refining process, molten steel and slag were fully stirred. Slag-transferred [Mg] content to molten steel was higher than that transferred by refractory, which played a major role.
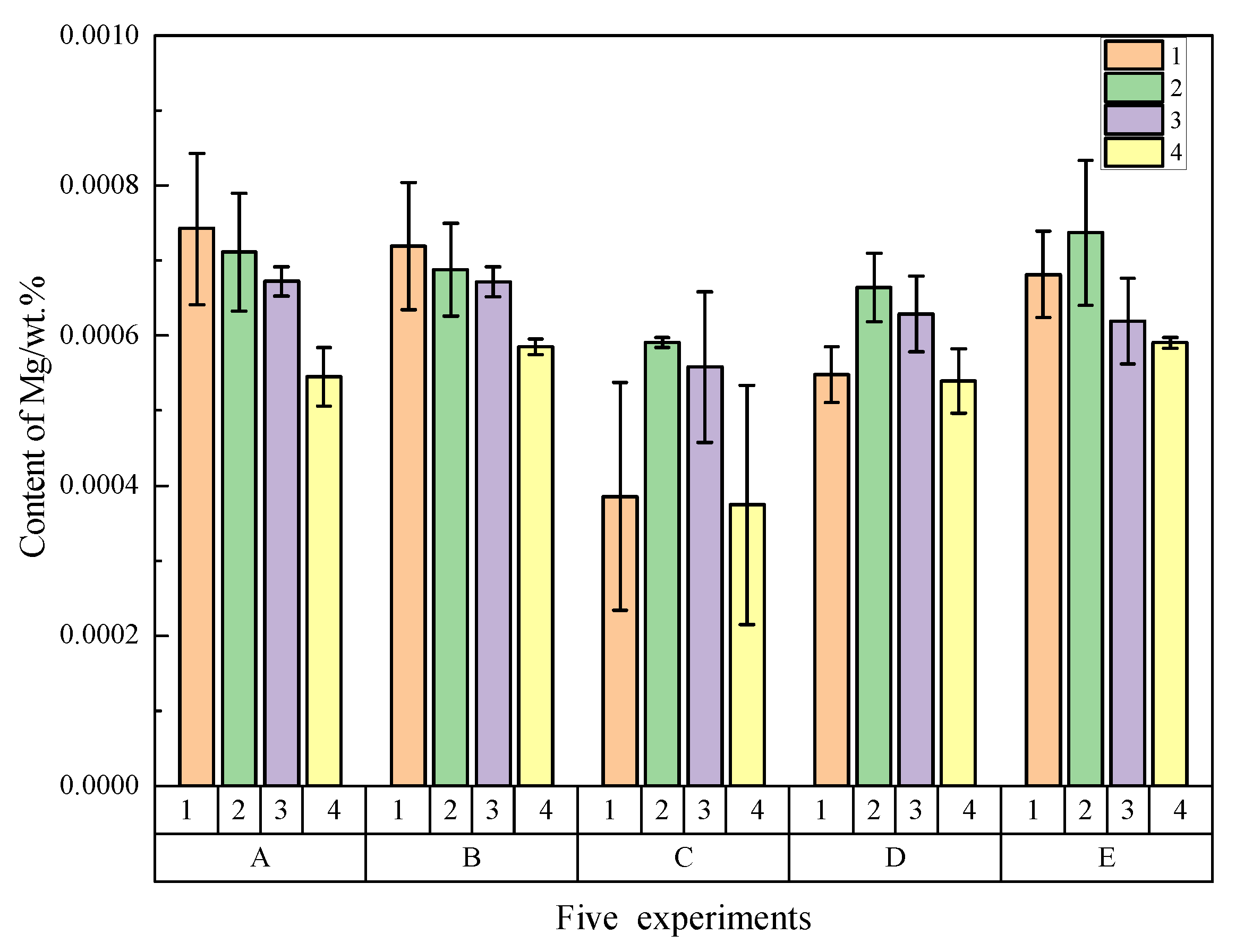
In order to verify the accuracy of the thermodynamic calculation, error analysis was conducted on the calculation results of the five furnace experiments, as shown in Figure 7. Mg is a trace element, and Kang [35] pointed out that there is 0.0001–0.0002% error in the determination of Mg content by the ICP method. The result of thermodynamic calculation is compared with the result of experimental detection, and the fluctuation of the value is not more than 0.00015%. Therefore, the thermodynamic calculation results can reflect the content of [Mg] in molten steel well.
4.2. Formation Mechanism of CaO-MgO-Al2O3 Inclusions
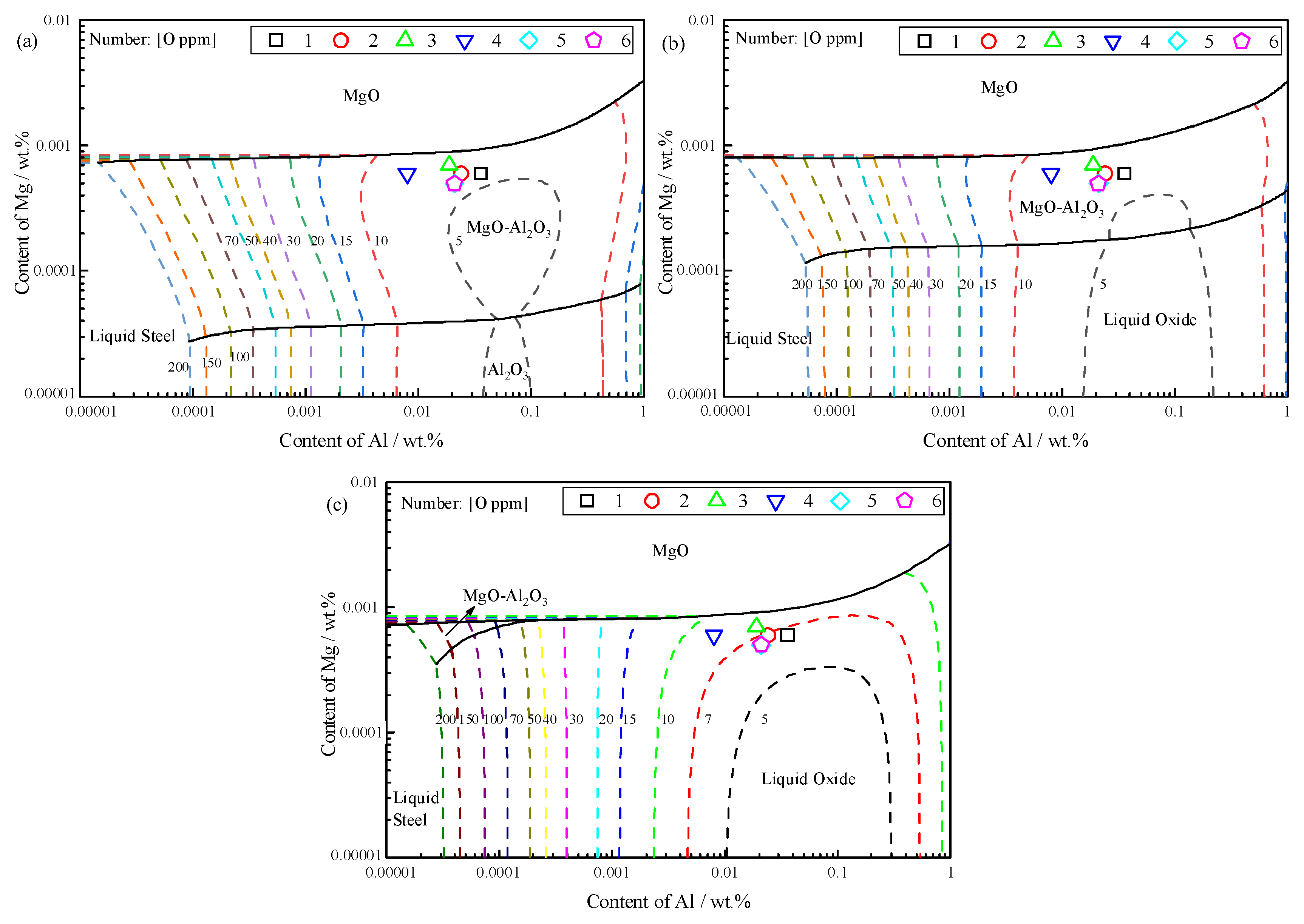
After slag and refractories transferred [Mg] into liquid steel, MgO-Al2O3 inclusions were rapidly generated in liquid steel, so a large number of such inclusions were observed in the early stage of LF refining. The Mg-Al-O equilibrium phase diagram of 42CrMo4 steel at 1600 °C was calculated by FactSage8.0 software, as shown in Figure 8. The dotted line shows the dissolved oxygen contents in molten steel. Figure 9a contains four areas: the upper part is the MgO inclusion generation area, the middle part is the MgO-Al2O3 inclusion generation area, the lower part is the Al2O3 inclusion generation area, and the lower-left corner is the liquid steel area. It can be seen that the formation area of MgO-Al2O3 inclusions is the largest. A small amount of [Mg] contents in liquid steel could form MgO-Al2O3 inclusions. Figure 8b,c shows the effect of adding 1 ppm and 3 ppm [Ca] to liquid steel on inclusions, respectively. There are four areas: the upper part is the MgO inclusion generation area, the middle part is the MgO-Al2O3 inclusion generation area, the lower part is the CaO-MgO-Al2O3 liquid oxide generation area, and the lower-left corner is the liquid steel area.
The composition of liquid steel in LF and VD is marked in Figure 8. Without [Ca], as shown in Figure 8a, the composition points are all located in the formation area of MgO-Al2O3 inclusions, indicating that a large number of MgO-Al2O3 inclusions were formed in the molten steel under this smelting condition. When 1 ppm [Ca] existed in the liquid steel, as shown in Figure 8b, the composition points were still all located in the area of MgO-Al2O3 inclusions. However, the Al2O3 inclusion formation region disappeared. The CaO-MgO-Al2O3 liquid oxide formation region appeared. The MgO-Al2O3 inclusion region became smaller. It can be found that 1 ppm [Ca] was not enough to convert inclusions in 42CrMo4 steel to CaO-MgO-Al2O3 liquid oxide. When 3 ppm [Ca] existed in the liquid steel, as shown in Figure 8c, the MgO-Al2O3 inclusion formation area in the phase diagram almost disappeared and only occurred when the dissolved oxygen in the liquid steel was high. The formation area of CaO-MgO-Al2O3 liquid oxide in the phase diagram was further expanded. The composition points of liquid steel are all located in this region, indicating that CaO-MgO-Al2O3 liquid oxide was stably generated in 42CrMo4 steel when there was 3 ppm [Ca] in liquid steel. It can be found that increasing different calcium content in molten steel had no effect on the MgO inclusion formation region, but increasing only 1 ppm calcium significantly affected the MgO-Al2O3 inclusion and Al2O3 inclusion formation area. Thus, a slight increase in calcium could change the type of inclusions in molten steel.
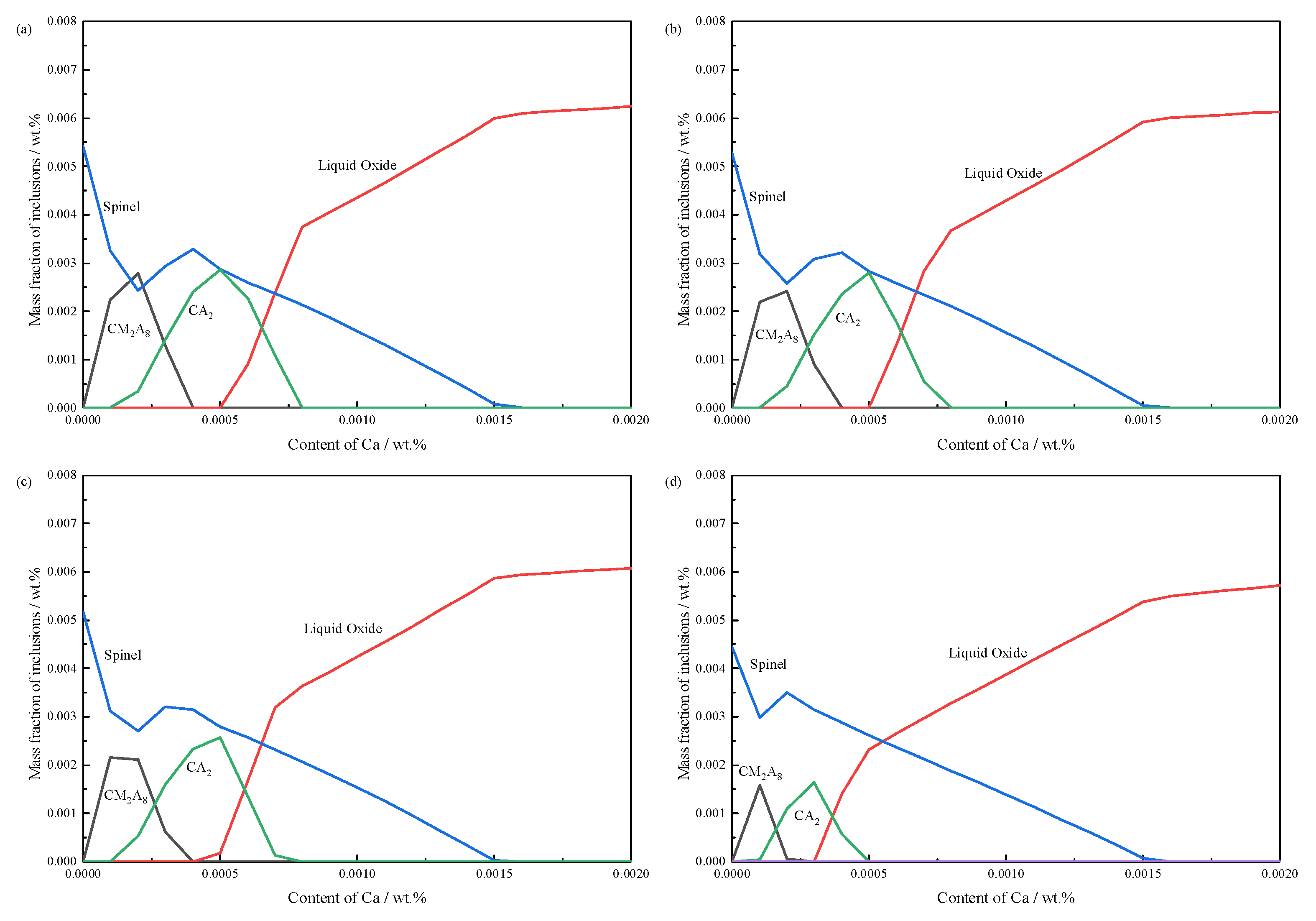
According to the observed inclusions distribution, MgO-Al2O3 inclusions gradually changed to CaO-MgO-Al2O3 inclusions from LF to VD. The CaO content in the inclusions increased gradually until the end of VD soft blowing, and most of the inclusions were in the liquid oxide region. The calcium and aluminum in the liquid steel fluctuated greatly according to the composition of the liquid steel detected. Therefore, in order to explore the effect of calcium content on inclusion transformation in liquid steel, FactSage8.0 software was used to calculate the effect of calcium content on inclusions in liquid steel under different aluminum content conditions, as shown in Figure 9. The calculation range of calcium content was 0~0.004%; Mg content was 0.0006%; the total oxygen content was 0.003%. It can be seen from Figure 9a that with the increase in calcium content, the content of MgO-Al2O3 inclusions in molten steel gradually decreased, and CaO-2MgO-8Al2O3 and CaO-2Al2O3 inclusions began to appear. The content of CaO-2MgO-8Al2O3 inclusions began to decrease when the calcium content increased to 2 ppm, whereas the content of CaO-2Al2O3 inclusions continued to increase. When the calcium content increased to 5 ppm, the content of CaO-2Al2O3 inclusions began to decrease and liquid oxides began to appear. When the calcium content reached 16ppm, the MgO-Al2O3 inclusions disappeared completely and only liquid low-melting-point oxides remained in the molten steel. The transition route of inclusions was: MgO-Al2O3 → CaO-2MgO-8Al2O3 → CaO-2MgO-8Al2O3 + CaO-2Al2O3 → Liquid CaO-MgO-Al2O3. The content of CaO in inclusions increased gradually. The inclusions in Figure 9b–d had the same transition route as Figure 9a, except that the quality of inclusions generated under different aluminum contents was different.
4.3. Removal Mechanism of Inclusions
According to the observation and analysis of inclusions in 42CrMo4 steel, it was shown that low-melting-point CaO-MgO-Al2O3 inclusions became the main inclusions in liquid steel after LF, VD, and soft blowing. Soft blowing treatment could not effectively promote the removal of such inclusions. The solid MgO-Al2O3 inclusions disappeared after refining, indicating that the removal effects of different types of inclusions in molten steel were different. The removal process of inclusions was divided into three steps: polymerization growth, floating, and separation at the interface between steel and slag. The third step determines whether the inclusion could be removed from the liquid steel [26]. This section discusses the displacement, velocity, and force variation of different inclusions at the interface between steel and slag.
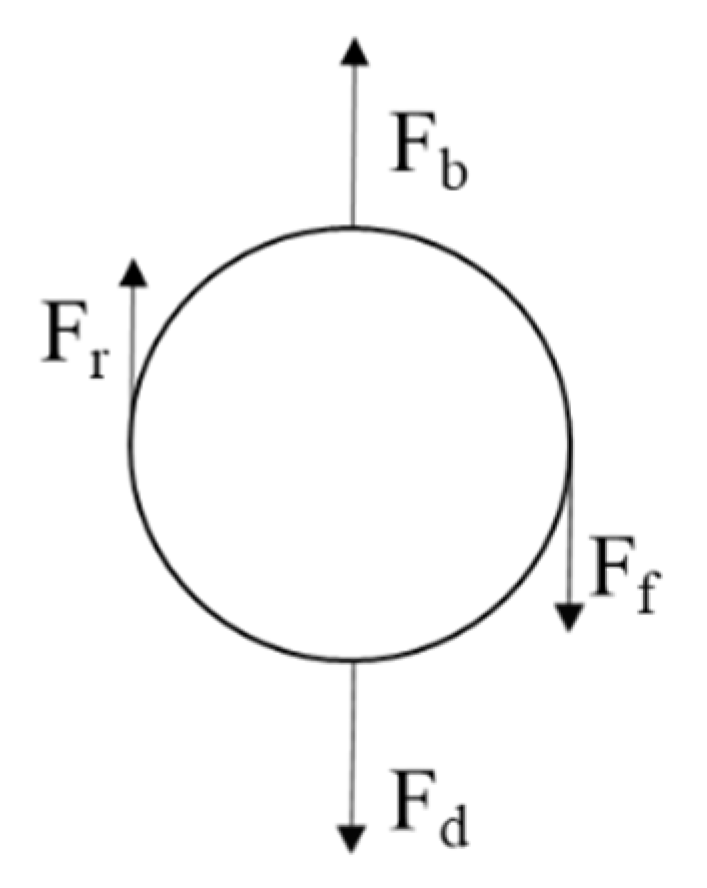
Based on the Strandh model [28,29], the force analysis diagram of inclusions at the interface between steel and slag is shown in Figure 10. Inclusion in the interface between steel and slag sported by the four forces worked together: the buoyancy force Fb, the drag force
Fd, the added mass force Ff, and the rebound force Fr. Inclusions of movement followed Newton’s second law:
The size of the buoyancy force, the drag force, the added mass force, and the rebound force could be calculated according to Equations (4)–(7):
where R is the radius of inclusion, σMS is the interfacial tension between molten steel and slag, σIM is the interfacial tension between inclusions and liquid steel, σIS is the interfacial tension between inclusions and slag, μM is the viscosity of liquid steel, μS is the viscosity of slag, ρM is the density of liquid steel, ρS is the slag density, ρI is the density of inclusions, Z is the displacement of inclusions at the interface between steel and slag, and t is time. In this model, it was assumed that the initial position of the inclusions was below the interface. When the displacement value reached twice the radius of the inclusions, it was considered that the inclusions broke away from the interface and completely entered the slag.
According to Newton’s second law, a second-order differential equation could be obtained by simultaneous operation of Equations (3)–(6), as shown in Equation (8). The change in inclusion displacement with time could be obtained by solving the equation.
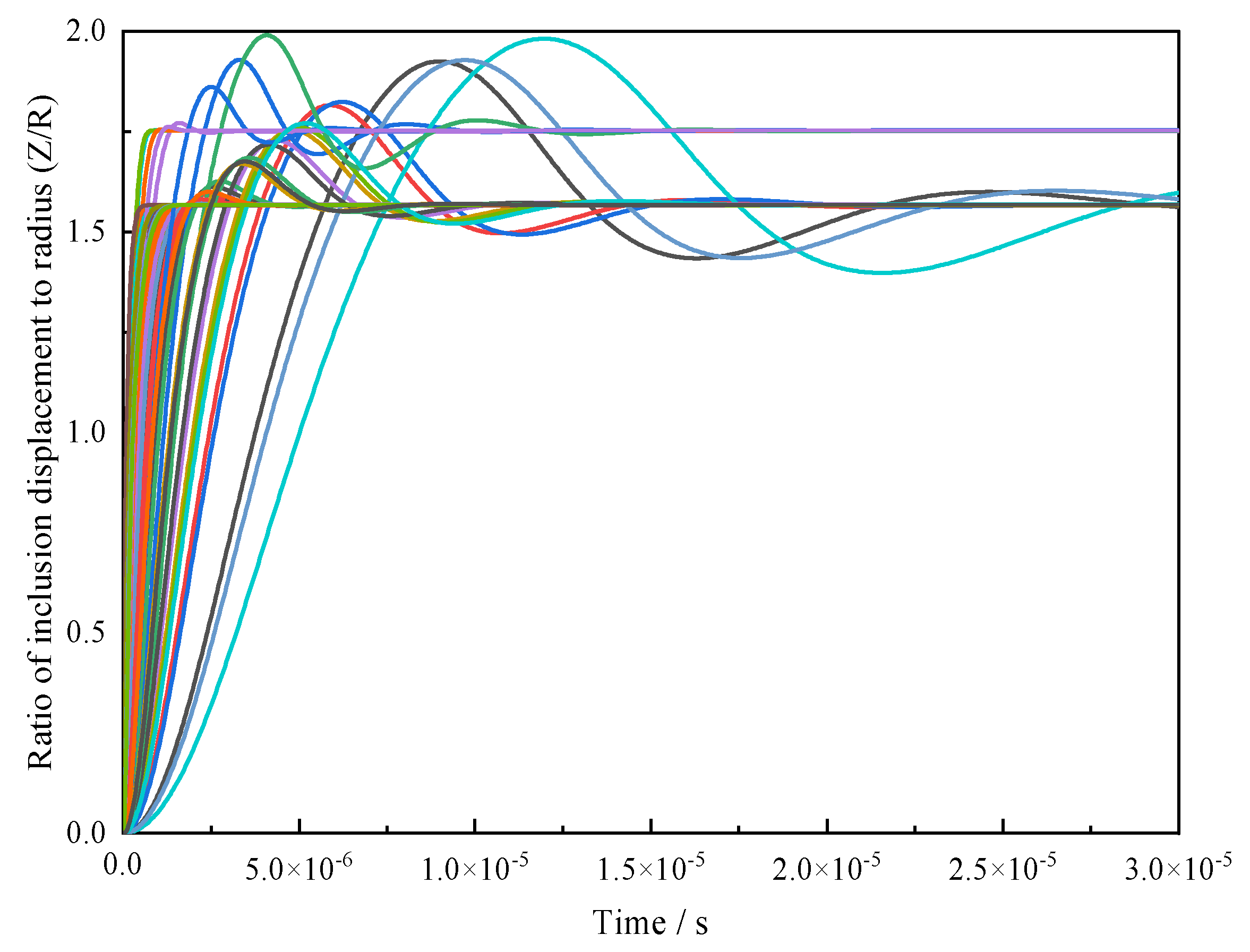
The low-melting-point CaO-MgO-Al2O3 inclusions detected in the smelting process were substituted into Equation (7) for solution, as shown in Figure 11. It can be seen that the displacement of the low-melting-point CaO-MgO-Al2O3 inclusions generated in the smelting process at the interface between steel and slag was less than 2R. This kind of inclusion could not be removed from the molten steel, but oscillated at the interface between steel and slag, and finally stayed there. In actual production, the inclusions were likely to return to the molten steel due to the fluctuation of the interface.
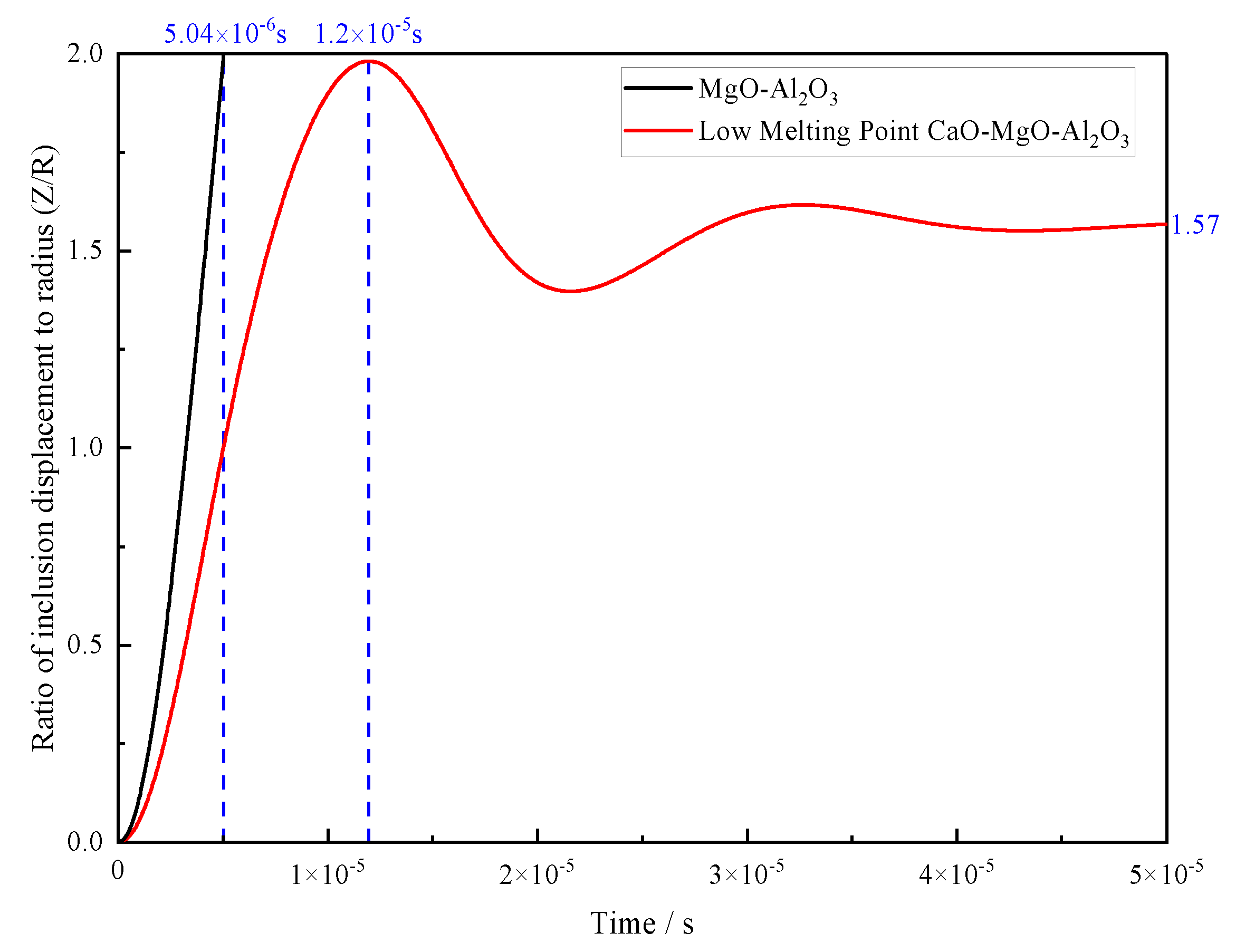
Since a large number of MgO-Al2O3 inclusions were observed in the LF refining process, the removal process of such inclusions at the interface was calculated, as shown in Figure 12. The displacement changes of MgO-Al2O3 inclusion and low-melting-point CaO-MgO-Al2O3 inclusion at the interface were compared under the same radius (15 μm), molten steel and slag conditions. The values of interfacial tension, density, and viscosity data required for the calculations were calculated according to the study by Xuan et al. [27], as shown in Table 3. The displacement of the MgO-Al2O3 inclusion reached 2R at 5.04 × 10−6 s, whereupon it could completely separate from the molten steel and entered the slag. The displacement of the low-melting-point CaO-MgO-Al2O3 inclusion was obviously smaller than that of the MgO-Al2O3 inclusion at the same time, and reached the maximum displacement at 1.2 × 10−5 s. However, at this time, the inclusion could not completely break away from the molten steel. Then, the displacement decreased, and the inclusion oscillated at the interface until it stayed at the interface. Finally, the displacement of the inclusion was 1.57 R. The MgO-Al2O3 inclusion separated from the liquid steel and entered the slag phase faster than the low-melting-point CaO-MgO-Al2O3 inclusions. Therefore, the low-melting-point CaO-MgO-Al2O3 inclusion was not easily removed from liquid steel, which was also the reason why a large number of such inclusions were still seen after VD.
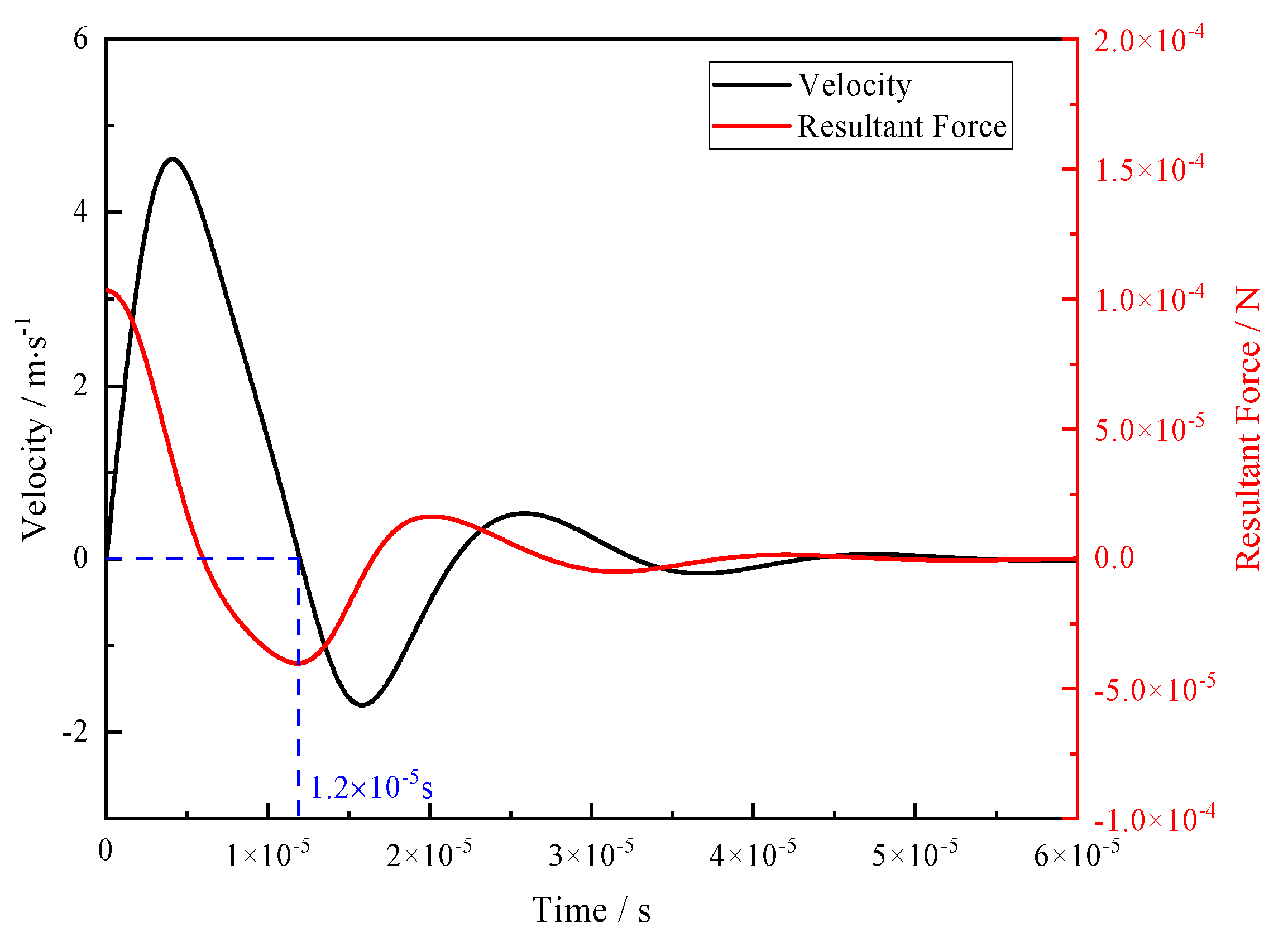
The velocity and resultant force changes of the low-melting-point CaO-MgO-Al2O3 inclusion in Figure 12 were further calculated and analyzed, as shown in Figure 13. It can be seen that the inclusion velocity decreased to 0 at 1.2 × 10−5 s, when the inclusion had the maximum displacement. As the resultant force on the inclusion was the resistance to inclusion removal, the value is −4 × 10−5 N. Under the action of the resultant force, the inclusion began to change from moving out of liquid steel to moving into liquid steel. Then, it oscillated until the velocity and resultant force changed to zero and stayed at the interface.
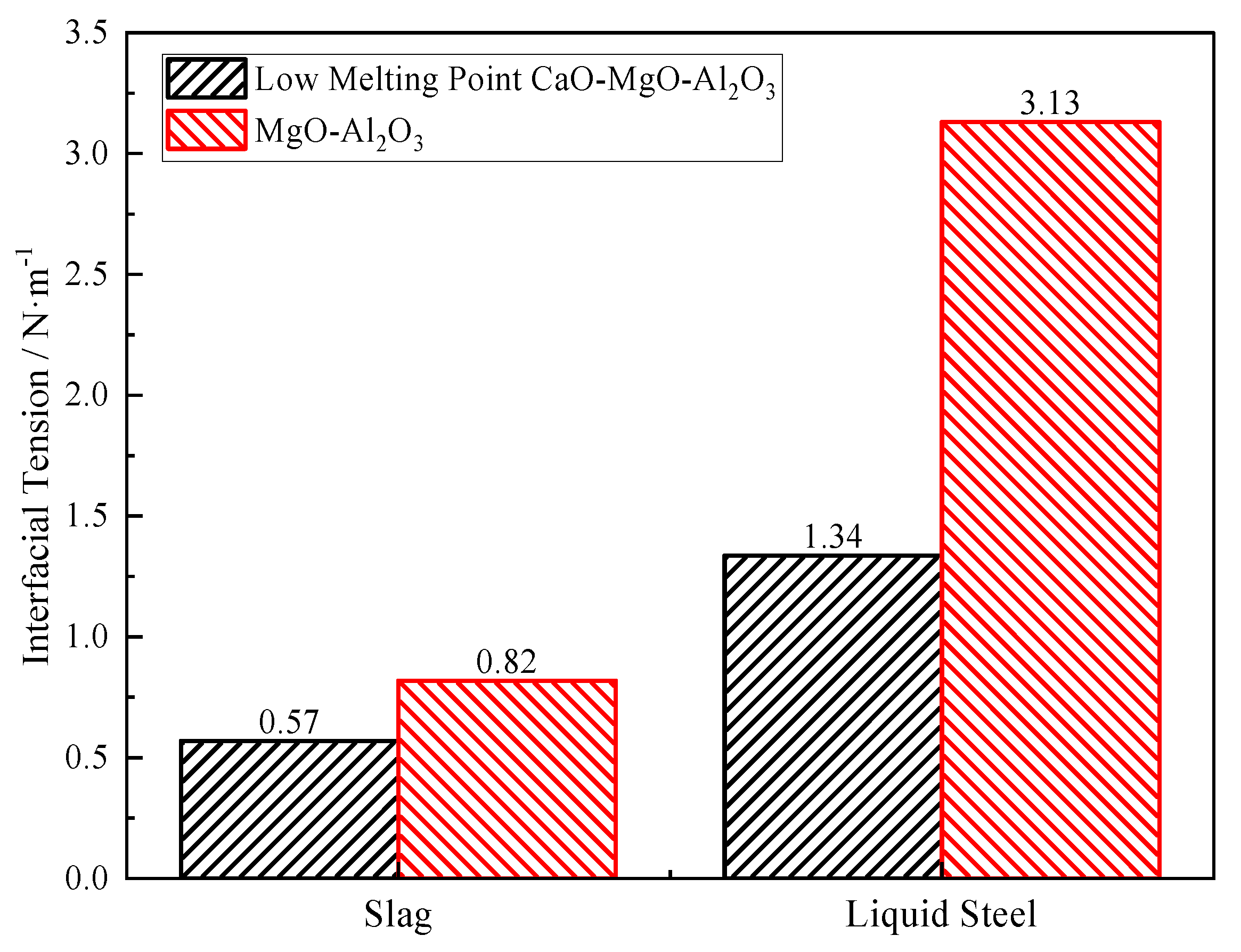
Under the same conditions of steel and slag, the low-melting-point CaO-MgO-Al2O3 inclusions and MgO-Al2O3 inclusions exhibited completely different movement behaviors at the interface of steel and slag, which was related to their interfacial tension [26]. Therefore, the interfacial tension of the two inclusions was calculated, as shown in Figure 14. The low-melting-point CaO-MgO-Al2O3 inclusions in the liquid oxide region had similar physical properties, so the mean value was used to represent them. It can be seen that the interfacial tension between low-melting-point CaO-MgO-Al2O3 inclusions and slag was slightly smaller than that between MgO-Al2O3 inclusions and slag under the same conditions. However, the interfacial tension between low-melting-point CaO-MgO-Al2O3 inclusions and molten steel was much less than that between MgO-Al2O3 inclusions and molten steel, which was less than 50% of the former. The large difference in the interfacial tension of the two inclusions resulted in different movement behaviors at the interface between steel and slag, which was the reason why the low-melting-point inclusions could not be removed from molten steel and became the main type of inclusions in molten steel.
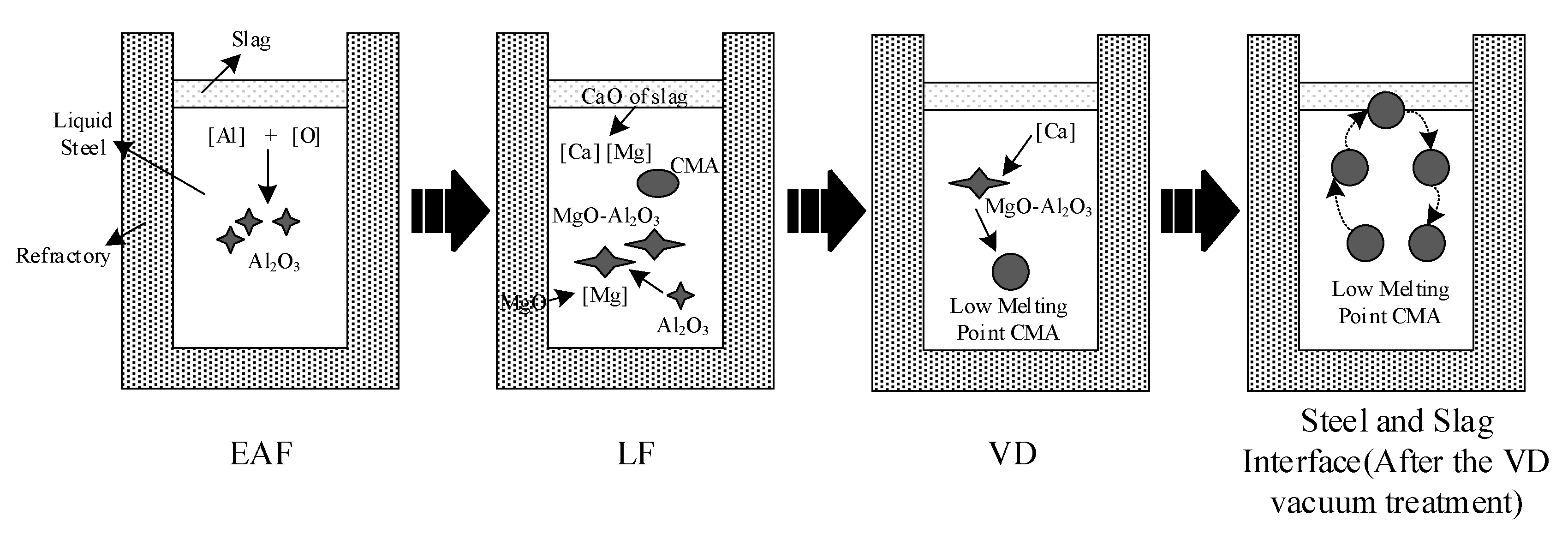
According to the above calculation and analysis, the inclusion generation and removal mechanism in 42CrMo4 steel could be summarized as the following process, as shown in Figure 15. In the EAF, aluminum blocks were used for deoxidation, and Al2O3 inclusions were formed in the molten steel. In the LF, [Mg] was transferred to the molten steel by [Al] reducing refractory and slag, and MgO-Al2O3 inclusions began to appear in the molten steel. With the transfer of [Ca] from slag to molten steel, the MgO-Al2O3 inclusions were transformed into CaO-MgO-Al2O3 inclusions. In the VD, the content of [Ca] in molten steel continued to increase, and then the content of CaO in CaO-MgO-Al2O3 inclusions increased, which was transformed into low-melting-point CaO-MgO-Al2O3 inclusions. A fraction of the MgO-Al2O3 inclusions was removed from the molten steel during smelting. The unremoved inclusions were converted into CaO-MgO-Al2O3 inclusions. Because of the low interfacial tension between the low-melting-point CaO-MgO-Al2O3 inclusions and the liquid steel, such inclusions were not removed but remained at the interface. The interface between steel and slag fluctuated constantly during smelting. Therefore, the low-melting-point CaO-MgO-Al2O3 inclusions had the risk of being involved in liquid steel, which would pollute the liquid steel.
5. Conclusions
In order to investigate the formation and removal mechanism of oxide inclusion in 42CrMo4 steel, molten steel specimens were taken at different stages in industrial trials. According to the analysis of inclusions in samples, combined with thermodynamic and kinetic calculation, the following conclusions were obtained:
- The MgO-Al2O3 inclusions were the main inclusions generated in aluminum-deoxidized liquid steel in the LF. With the progress of smelting, CaO components began to appear in MgO-Al2O3 inclusions. After VD, the main type of inclusions was CaO- MgO-Al2O3 inclusions, and the proportion of CaO components in inclusions increased significantly. Combined with the phase diagram, it was found that all the inclusions were located in the liquid phase area and belonged to low-melting-point CaO-MgO-Al2O3 inclusions.
- The existence of [Mg] in molten steel was the fundamental reason for the formation of MgO-Al2O3 inclusions. The thermodynamic calculation of the [Mg] transfer capacity of slag and refractory to liquid steel indicated that [Mg] in liquid steel at LF was mainly provided by refractory, whereas [Mg] in liquid steel at VD was mainly provided by slag.
- Thermodynamic calculation indicated that the mass fraction of [Ca] in molten steel increased to 3 × 10−4%, and the dominant area of liquid oxide in the Mg-Al-O phase diagram would be significantly expanded, which made a large number of CaO-MgO-Al2O3 inclusions form in liquid steel. During this period, the theoretical transition route of MgO-Al2O3 inclusions was as follows: MgO-Al2O3 → CaO-2MgO-8Al2O3 → CaO-2MgO-8Al2O3 + CaO-2Al2O3 → Liquid CaO-MgO-Al2O3, and the content of CaO in the inclusions increased gradually.
- Kinetic calculation indicates that MgO-Al2O3 inclusions with a radius of 15 μm can be removed at 5.04 × 10−6 s under the same steel and slag conditions, whereas the low-melting-point CaO-MgO-Al2O3 inclusions with a radius of 15 μm oscillate at the interface of steel and slag, and finally stay at the interface, which is in accordance with the characteristics of inclusions in industrial trials. The low interfacial tension between the low-melting-point CaO-MgO-Al2O3 inclusions and the liquid steel is only 1.34 N·m−1, but the interfacial tension of MgO-Al2O3 inclusions is 3.13 N·m−1, which causes the low-melting-point CaO-MgO-Al2O3 inclusions not to be removed.
Author Contributions
Conceptualization, T.Q.; methodology, T.Q. and Y.H.; software, T.Q. and Y.L.; validation, T.Q., Y.H. and Z.L.; formal analysis, T.Q. and G.C.; investigation, T.Q.; supervision, T.Q.; project administration, G.C. and Y.Z. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China, grant numbers U196021 and 51874034.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
The authors would like to express appreciation to the National Natural Science Foundation of China for the financial support, the State Key Laboratory of Advanced Metallurgy at the University of Science and Technology Beijing, and to Jiangsu Yonggang Group Co., Ltd., for academic and experimental assistance.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| Fa | The combined force on the inclusions (N) |
| Fb | The buoyancy force (N) |
| Fd | The drag force (N) |
| Ff | The added mass force (N) |
| Fr | The rebound force (N) |
| RI | The radius of inclusions (μm) |
| σMS | The interfacial tension between molten steel and slag (N/m) |
| σIM | The interfacial tension between inclusions and liquid steel (N/m) |
| σIS | The interfacial tension between inclusions and slag (N/m) |
| μM | The viscosity of liquid steel (Pa•s) |
| μS | The viscosity of slag (Pa•s) |
| ρM | The density of liquid steel (kg/m3) |
| ρS | The slag density (kg/m3) |
| ρI | The density of inclusions (kg/m3) |
| Z | The displacement of inclusions at the interface between steel and slag (μm) |
| t | The time (s) |
References
- He, P.; Hong, R.; Wang, H.; Lu, C. Fatigue life analysis of slewing bearings in wind turbines. Int. J. Fatigue 2018, 111, 233–242. [Google Scholar] [CrossRef]
- Seleznev, M.; Wong, K.Y.; Stoyan, D.; Weidner, A.; Biermann, H. Cluster detection of non-metallic inclusions in 42CrMo4 steel. Steel Res. Int. 2018, 89, 1800216. [Google Scholar] [CrossRef]
- Zhang, H.; Zhu, M.; Ji, S.; Zhang, J.; Fan, H. Numerical simulation and experimental study on laser hardening process of the 42CrMo4 Steel. Adv. Mech. Eng. 2021, 13, 16878140211044648. [Google Scholar] [CrossRef]
- Escalero, M.; Blasón, S.; Zabala, H.; Torca, I.; Urresti, I.; Muniz-Calvente, M.; Fernández-Canteli, A. Study of alternatives and experimental validation for predictions of hole-edge fatigue crack growth in 42CrMo4 steel. Eng. Struct. 2018, 176, 621–631. [Google Scholar] [CrossRef]
- Cubillas, D.; Olave, M.; Llavori, I.; Ulacia, I.; Larrañaga, J.; Zurutuza, A.; Lopez, A. Numerical analysis of the wind turbine pitch bearing raceway tribo-contact due to cyclic loading under constant pitch angle. In Proceedings of the 8th International Conference on Fracture, Fatigue and Wear; Abdel Wahab, M., Ed.; Springer: Singapore, 2021; pp. 757–769. [Google Scholar]
- Yang, Z.G.; Li, S.X.; Zhang, J.M.; Zhang, J.F.; Li, G.Y.; Li, Z.B.; Hui, W.J.; Weng, Y.Q. The fatigue behaviors of zero-inclusion and commercial 42CrMo steels in the super-long fatigue life regime. Acta Mater. 2004, 52, 5235–5241. [Google Scholar] [CrossRef]
- Zhang, J.; Li, S.; Yang, Z.; Li, G.; Hui, W.; Weng, Y. Influence of inclusion size on fatigue behavior of high strength steels in the gigacycle fatigue regime. Int. J. Fatigue 2007, 29, 765–771. [Google Scholar] [CrossRef]
- Tsunekage, N.; Hashimoto, K.; Fujimatsu, T.; Hiraoka, K.; Beswick, J.; Dean, S.W. Initiation behavior of crack originated from non-metallic inclusion in rolling contact fatigue. J. ASTM Int. 2010, 7, 97–110. [Google Scholar] [CrossRef]
- Liu, C.; Gao, X.; Ueda, S.; Guo, M.; Kitamura, S. Composition changes of inclusions by reaction with slag and refractory: A review. ISIJ Int. 2020, 60, 1835–1848. [Google Scholar] [CrossRef]
- Park, J.H.; Todoroki, H. Control of MgO·Al2O3 spinel inclusions in stainless steels. ISIJ Int. 2010, 50, 1333–1346. [Google Scholar] [CrossRef]
- Kumar, D.; Pistorius, P.C. A study on calcium transfer from slag to steel and its effect on modification of alumina and spinel inclusions. In Advances in Molten Slags, Fluxes, and Salts: Proceedings of the 10th International Conference on Molten Slags, Fluxes and Salts 2016; Reddy, R.G., Chaubal, P., Pistorius, P.C., Pal, U., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 145–153. [Google Scholar]
- Yang, S.; Wang, Q.; Zhang, L.; Li, J.; Peaslee, K. Formation and modification of MgO·Al2O3-based inclusions in alloy steels. Metall. Mater. Trans. B 2012, 43, 731–750. [Google Scholar] [CrossRef]
- Yin, X.; Sun, Y.H.; Yang, Y.D.; Bai, X.F.; Deng, X.X.; Barati, M.; McLean, A. Inclusion Evolution during refining and continuous casting of 316L stainless steel. Ironmak. Steelmak. 2016, 43, 533–540. [Google Scholar] [CrossRef]
- Park, J.H.; Kang, Y. Inclusions in stainless steels—A review. Steel Res. Int. 2017, 88, 1700130. [Google Scholar] [CrossRef]
- Verma, N.; Pistorius, P.C.; Fruehan, R.J.; Potter, M.S.; Oltmann, H.G.; Pretorius, E.B. Calcium modification of spinel inclusions in aluminum-killed steel: Reaction steps. Metall. Mater. Trans. B 2012, 43, 830–840. [Google Scholar] [CrossRef]
- Okuyama, G.; Yamaguchi, K.; Takeuchi, S.; Sorimachi, K. Effect of slag composition on the kinetics of formation of Al2O3-MgO inclusions in aluminum killed ferritic stainless steel. ISIJ Int. 2000, 40, 121–128. [Google Scholar] [CrossRef]
- Zhang, L. Several important scientific research points of non-metallic inclusions in steel. Steelmaking 2016, 32, 1–16. [Google Scholar]
- Alhussein, A.; Yang, W.; Zhang, L. Effect of interactions between Fe–Al alloy and MgO-based refractory on the generation of MgO·Al2O3 spinel. Ironmak. Steelmak. 2020, 47, 424–431. [Google Scholar] [CrossRef]
- Huang, F.; Zhang, L.; Zhang, Y.; Ren, Y. Kinetic modeling for the dissolution of MgO lining refractory in Al-killed steels. Metall. Mater. Trans. B 2017, 48, 2195–2206. [Google Scholar] [CrossRef]
- Wang, X.; Li, X.; Li, Q.; Huang, F.; Li, H.; Yang, J. Control of stringer shaped non-metallic inclusions of CaO-Al2O3 System in API X80 linepipe steel plates. Steel Res. Int. 2014, 85, 155–163. [Google Scholar] [CrossRef]
- Deng, Z.; Zhu, M. Evolution mechanism of non-metallic inclusions in Al-killed alloyed steel during secondary refining process. ISIJ Int. 2013, 53, 450–458. [Google Scholar] [CrossRef]
- Jing, G.; Shu-Sen, C.; Zi-Jian, C. Mechanism of non-metallic inclusion formation and modification and their deformation during compact strip production (CSP) process for aluminum-killed steel. ISIJ Int. 2013, 53, 2142–2151. [Google Scholar] [CrossRef]
- Jiang, M.; Wang, X.; Chen, B.; Wang, W. Laboratory study on evolution mechanisms of non-metallic inclusions in high strength alloyed steel refined by high basicity slag. ISIJ Int. 2010, 50, 95–104. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; Gao, X.; Ueda, S.; Kitamura, S. Change in composition of inclusions through the reaction between Al-killed steel and the slag of CaO and MgO saturation. ISIJ Int. 2019, 59, 268–276. [Google Scholar] [CrossRef]
- Strandh, J.; Nakajima, K.; Eriksson, R.; Jönsson, P. Solid inclusion transfer at a steel-slag interface with focus on tundish conditions. ISIJ Int. 2005, 45, 1597–1606. [Google Scholar] [CrossRef]
- Strandh, J.; Nakajima, K.; Eriksson, R.; Jönsson, P. A mathematical model to study liquid inclusion behavior at the steel-slag interface. ISIJ Int. 2005, 45, 1838–1847. [Google Scholar] [CrossRef]
- Shannon, G.N.; Sridhar, S. Modeling Al2O3 inclusion separation across steel-slag interfaces. Scand. J. Metall. 2005, 34, 353–362. [Google Scholar] [CrossRef]
- Xuan, C.; Persson, E.S.; Sevastopolev, R.; Nzotta, M. Motion and detachment behaviors of liquid inclusion at molten steel–slag interfaces. Metall. Mater. Trans. B 2019, 50, 1957–1973. [Google Scholar] [CrossRef]
- Liu, C.; Yang, S.; Li, J.; Zhu, L.; Li, X. Motion behavior of nonmetallic inclusions at the interface of steel and slag. Part I: Model development, validation, and preliminary analysis. Metall. Mater. Trans. B 2016, 47, 1882–1892. [Google Scholar] [CrossRef]
- Liu, W.; Yang, S.; Li, J.; Wang, F.; Yang, H. Numerical model of inclusion separation from liquid metal with consideration of dissolution in slag. J. Iron Steel Res. Int. 2019, 26, 1147–1153. [Google Scholar] [CrossRef]
- Lee, S.H.; Tse, C.; Yi, K.W.; Misra, P.; Chevrier, V.; Orrling, C.; Sridhar, S.; Cramb, A.W. Separation and dissolution of Al2O3 inclusions at slag/metal interfaces. J. Non-Cryst. Solids 2001, 282, 41–48. [Google Scholar] [CrossRef]
- Liu, C.; Jia, Y.; Hao, L.; Han, S.; Huang, F.; Yu, H.; Gao, X.; Ueda, S.; Kitamura, S. Effects of slag composition and impurities of alloys on the inclusion transformation during industrial ladle furnace refining. Metals 2021, 11, 763. [Google Scholar] [CrossRef]
- Liu, L.; Fan, J.; Wang, P.; Wang, L. Generation mechanism of large inclusions during bearing steels refining process by tracer method. Iron Steel 2017, 52, 34–41. [Google Scholar]
- Xu, J.; Wang, K.; Wang, Y.; Qu, Z.; Tu, X.; Meng, X. Influence mechanism of silicon content in al-killed steel on compositions of inclusions during LF refining. Ironmak. Steelmak. 2021, 48, 127–132. [Google Scholar] [CrossRef]
- Kang, D.; Yu, Y. Determination of Content of Trace Magnesium and Calcium in Iron and Steel by Inductively Coupled Plasma Mass Spectrometry. Angang Technol. 2013, 5, 37–40. [Google Scholar]
- Howie, R.A.; Zussman, J.; Deer, W. An Introduction to the Rock-Forming Minerals; Longman: London, UK, 1992. [Google Scholar]
Figure 1.
Schematic illustration of smelting process and sampling locations.

Figure 2.
Morphology and composition of typical inclusions encountered in samples: (a1) a MgO-Al2O3 inclusion in sample 1; (a2) a MgO-Al2O3 inclusion in sample 1; (a3) a MgO-Al2O3 inclusion in sample 1; (b1) a MgO-Al2O3 inclusion in sample 2; (b2) a CaO-MgO-Al2O3 inclusion in sample 2; (b3) a CaO-MgO-Al2O3 inclusion in sample 2; (c1) a CaO-MgO-Al2O3 inclusion in sample 3; (c2) a CaO-MgO-Al2O3 inclusion in sample 3; (c3) a CaO-MgO-Al2O3 inclusion in sample 3; (d1) a CaO-MgO-Al2O3 inclusion in sample 4; (d2) a CaO-MgO-Al2O3 inclusion in sample 4; (d3) a CaO-MgO-Al2O3 inclusion in sample 4; (e1) a CaO-MgO-Al2O3 inclusion in sample 5; (e2) a CaO-MgO-Al2O3 inclusion in sample 5; (e3) a CaO-MgO-Al2O3 inclusion in sample 5; (f1) a CaO-MgO-Al2O3 inclusion in sample 6; (f2) a CaO-MgO-Al2O3 inclusion in sample 6; (f3) a CaO-MgO-Al2O3 inclusion in sample 6.
Figure 2.
Morphology and composition of typical inclusions encountered in samples: (a1) a MgO-Al2O3 inclusion in sample 1; (a2) a MgO-Al2O3 inclusion in sample 1; (a3) a MgO-Al2O3 inclusion in sample 1; (b1) a MgO-Al2O3 inclusion in sample 2; (b2) a CaO-MgO-Al2O3 inclusion in sample 2; (b3) a CaO-MgO-Al2O3 inclusion in sample 2; (c1) a CaO-MgO-Al2O3 inclusion in sample 3; (c2) a CaO-MgO-Al2O3 inclusion in sample 3; (c3) a CaO-MgO-Al2O3 inclusion in sample 3; (d1) a CaO-MgO-Al2O3 inclusion in sample 4; (d2) a CaO-MgO-Al2O3 inclusion in sample 4; (d3) a CaO-MgO-Al2O3 inclusion in sample 4; (e1) a CaO-MgO-Al2O3 inclusion in sample 5; (e2) a CaO-MgO-Al2O3 inclusion in sample 5; (e3) a CaO-MgO-Al2O3 inclusion in sample 5; (f1) a CaO-MgO-Al2O3 inclusion in sample 6; (f2) a CaO-MgO-Al2O3 inclusion in sample 6; (f3) a CaO-MgO-Al2O3 inclusion in sample 6.

Figure 3.
Elemental mapping of typical inclusions in samples: (a) a typical MgO-Al2O3 inclusion in sample 1; (b) a typical MgO-Al2O3 inclusion in sample 2; (c) a typical CaO-MgO-Al2O3 inclusion in sample 3; (d) a typical CaO-MgO-Al2O3 inclusion in sample 4; (e) a typical CaO-MgO-Al2O3 inclusion in sample 5; (f) a typical CaO-MgO-Al2O3 inclusion in sample 6.
Figure 3.
Elemental mapping of typical inclusions in samples: (a) a typical MgO-Al2O3 inclusion in sample 1; (b) a typical MgO-Al2O3 inclusion in sample 2; (c) a typical CaO-MgO-Al2O3 inclusion in sample 3; (d) a typical CaO-MgO-Al2O3 inclusion in sample 4; (e) a typical CaO-MgO-Al2O3 inclusion in sample 5; (f) a typical CaO-MgO-Al2O3 inclusion in sample 6.

Figure 4.
Composition distributions (mass fraction) of inclusions in CaO-MgO-Al2O3 phase diagrams. (L: Liquid Oxide; CA2: CaO-2Al2O3; CM2A8: CaO-2MgO-8Al2O3; CM2A14: CaO-2MgO-14Al2O3; CA6: CaO-6Al2O3; Spinel:MgO-Al2O3).
Figure 4.
Composition distributions (mass fraction) of inclusions in CaO-MgO-Al2O3 phase diagrams. (L: Liquid Oxide; CA2: CaO-2Al2O3; CM2A8: CaO-2MgO-8Al2O3; CM2A14: CaO-2MgO-14Al2O3; CA6: CaO-6Al2O3; Spinel:MgO-Al2O3).

Figure 5.
Number of inclusions of different types in all samples.

Figure 6.
The content of magnesium provided by slag and refractory to molten steel at 1600 °C.

Figure 7.
Error analysis of calculation results of five furnaces.

Figure 8.
Effect of different calcium content on MgO-Al2O3 inclusions: (a) no calcium; (b) 1 ppm [Ca]; (c) 3 ppm [Ca] (C: 0.4%-Cr: 0.98%-Mo: 0.16%).
Figure 8.
Effect of different calcium content on MgO-Al2O3 inclusions: (a) no calcium; (b) 1 ppm [Ca]; (c) 3 ppm [Ca] (C: 0.4%-Cr: 0.98%-Mo: 0.16%).

Figure 9.
Effect of calcium content on inclusions in smelting process at 1600 °C: (a) Al: 0.036%; (b) Al: 0.024%; (c) Al: 0.02%; (d) Al: 0.008%; C: 0.4%; Cr: 0.98%; Mo: 0.16%; Mg: 0.0006%; O: 0.003%; Spinel: MgO-Al2O3; CM2A8: CaO-2MgO-8Al2O3; CA2: CaO-2Al2O3; C2S: CaO-2SiO2.
Figure 9.
Effect of calcium content on inclusions in smelting process at 1600 °C: (a) Al: 0.036%; (b) Al: 0.024%; (c) Al: 0.02%; (d) Al: 0.008%; C: 0.4%; Cr: 0.98%; Mo: 0.16%; Mg: 0.0006%; O: 0.003%; Spinel: MgO-Al2O3; CM2A8: CaO-2MgO-8Al2O3; CA2: CaO-2Al2O3; C2S: CaO-2SiO2.

Figure 10.
The force analysis diagram of inclusions.

Figure 11.
Displacement variation of low-melting-point CaO-MgO-Al2O3 inclusions at the interface between steel and slag.
Figure 11.
Displacement variation of low-melting-point CaO-MgO-Al2O3 inclusions at the interface between steel and slag.

Figure 12.
The displacement of different inclusions at the interface between steel and slag.

Figure 13.
The velocity and resultant force changes of the low-melting-point CaO-MgO-Al2O3 inclusions.
Figure 13.
The velocity and resultant force changes of the low-melting-point CaO-MgO-Al2O3 inclusions.

Figure 14.
Comparison of interfacial tension between low-melting-point CaO-MgO-Al2O3 inclusions and MgO-Al2O3 inclusions.
Figure 14.
Comparison of interfacial tension between low-melting-point CaO-MgO-Al2O3 inclusions and MgO-Al2O3 inclusions.

Figure 15.
Schematic of inclusion formation and removal mechanism.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compositions of 42CrMo4 steel (mass percent).
| Sample No. | C | Si | Mn | S | Cr | Mo | Al | Ca | Mg | T.O |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.280 | 0.158 | 0.618 | 0.0040 | 0.879 | 0.132 | 0.036 | 0.0015 | 0.0006 | 0.0024 |
| 2 | 0.403 | 0.204 | 0.678 | 0.0022 | 0.985 | 0.156 | 0.024 | 0.0009 | 0.0006 | 0.0029 |
| 3 | 0.408 | 0.213 | 0.677 | 0.0019 | 0.982 | 0.155 | 0.019 | 0.0014 | 0.0007 | 0.0036 |
| 4 | 0.418 | 0.208 | 0.670 | 0.0018 | 0.986 | 0.154 | 0.008 | 0.0017 | 0.0006 | 0.0027 |
| 5 | 0.415 | 0.209 | 0.675 | 0.0017 | 0.986 | 0.156 | 0.021 | 0.0019 | 0.0005 | 0.0023 |
| 6 | 0.404 | 0.208 | 0.672 | 0.0017 | 0.978 | 0.155 | 0.021 | 0.0010 | 0.0005 | 0.0014 |
Table 2.
Chemical compositions of slag (mass percent).
| Sample No. | CaO | SiO2 | Al2O3 | MgO |
|---|---|---|---|---|
| 1 | 58.6 | 8.57 | 24.2 | 5.33 |
| 2 | 56.4 | 7.92 | 26.5 | 5.87 |
| 3 | 55.4 | 8.26 | 27.2 | 5.93 |
| 4 | 54.2 | 8.7 | 28.2 | 6.31 |
Table 3.
Calculated values of inclusion radius, interfacial tension, density, and viscosity.
| Inclusion Type | RI (μm) | σMS (N/m) | σIM (N/m) | σIS (N/m) | μM (Pa•s) | μS (Pa•s) | ρM (kg/m3) | ρS (kg/m3) | ρI (kg/m3) |
|---|---|---|---|---|---|---|---|---|---|
| Liquid CaO-MgO-Al2O3 | 15 | 1.36 | 1.34 | 0.57 | 0.0049 | 0.089 | 7001.65 | 2809.42 | 3055.52 |
| Solid MgO-Al2O3 | 15 | 1.36 | 3.13 | 0.82 | 0.0049 | 0.089 | 7001.65 | 2809.42 | 3550 [36] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Qiao, T.; Cheng, G.; Huang, Y.; Li, Y.; Zhang, Y.; Li, Z. Formation and Removal Mechanism of Nonmetallic Inclusions in 42CrMo4 Steel during the Steelmaking Process. Metals 2022, 12, 1505. https://doi.org/10.3390/met12091505
AMA Style
Qiao T, Cheng G, Huang Y, Li Y, Zhang Y, Li Z. Formation and Removal Mechanism of Nonmetallic Inclusions in 42CrMo4 Steel during the Steelmaking Process. Metals. 2022; 12(9):1505. https://doi.org/10.3390/met12091505
Chicago/Turabian StyleQiao, Tong, Guoguang Cheng, Yu Huang, Yao Li, Yanling Zhang, and Zhanchun Li. 2022. "Formation and Removal Mechanism of Nonmetallic Inclusions in 42CrMo4 Steel during the Steelmaking Process" Metals 12, no. 9: 1505. https://doi.org/10.3390/met12091505
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.