
Ultrasonically Stir Cast SiO2/A356 Metal Matrix Nanocomposites


1
Department of Mechanical Engineering, Isfahan University of Technology, Isfahan 84156-83111, Iran
2
Department of Materials Engineering, Isfahan University of Technology, Isfahan 84156-83111, Iran
3
Department of Mechanical Engineering, Amirkabir University of Technology, Tehran 15875-4413, Iran
*
Author to whom correspondence should be addressed.
Metals 2021, 11(12), 2004; https://doi.org/10.3390/met11122004
Submission received: 15 November 2021
/
Revised: 9 December 2021
/
Accepted: 10 December 2021
/
Published: 12 December 2021
(This article belongs to the Special Issue New Developments in Dispersion Strengthening of Metals and Alloys)
Abstract
:Metal matrix nanocomposites are a newly developed materials with promising applications in a wide variety of areas, ranging from medical to aerospace structures, owing to their lightweight high-strength properties. A light metal like aluminum is usually strengthened by a reinforcing agent of carbides, nitrides, oxides, carbon-based materials, or even elementals to boost the mechanical performance without sacrificing lightweight; however, almost all reinforcing nanomaterials are commonly poorly wetted by metals leading to agglomerations, clusterings, among other problems, with diminished ductility and overall mechanical performance. To tackle the mentioned problems, a number of strategies including coatings, thermal, mechanical, or chemical treatments may be followed. In the present study, a particular focus is paid on the mechanical dispersion of nano-silica particles in a molten A356 alloy through applying high-intensity ultrasonic agitations in order to improve dispersibility, wettability, and interfacial affinity. Nano-silica being an inexpensive high-strength nanomaterial is added to an A356 aluminum alloy melt and then dispersed and distributed by a 2-kW power ultrasonic system. Experimental results including microscopic observations and those mechanical experimentations revealed that the ultrasonication of the aforesaid solid–liquid system may greatly improve the affinity between the de-agglomerated nano-silica particles and the host aluminum matrix with enhanced ductility.
1. Introduction
Metal matrix composites (MMCs) and nanocomposites (MMNCs), especially those produced by casting, are a class of advanced materials and structures with great potentials to be used in critical applications. A reinforcing agent is deliberately added to a host metal matrix to improve targeted properties. Size, shape, weight fraction, and dispersion/distribution quality as well as the chemical and physical properties are important parameters in any reinforcement–matrix system [1,2,3]. Stir-cast MMCs or MMNCs are of those lightweight, high-strength composite materials with common applications in automotive and aerospace structures; they basically are referred to a type of composite materials with at least two constituents: (i) a light metal such as aluminum or magnesium and (ii) a reinforcing agent like carbon-based nanomaterials, ceramics, or carbides, to name a few [3]. Owing to the enhanced properties of nano-sized materials, such as extremely high aspect ratio, the use of nano-reinforcement (instead of micron-size reinforcement) seems to be highly promising in composite manufacturing and technology. Many disadvantages with conventional composites, i.e., MMCs, including inferior mechanical performance, poor machinability, insignificant wear resistance, and microstructural inhomogeneity can be circumvented if nano-sized reinforcing material is properly employed [4,5]. It was revealed, for example, that the values of hardness, yield strength (YS), and ultimate tensile strength (UTS) can be respectively improved by ~40%, 35%, and 21.5% only if the host Inconel 625 metal matrix is filled with 2.5 wt.% nano-TiB2 [6]. However, one of the greatest issues in MMNCs manufacturing is originated from an insufficient affinity (with subsequent agglomeration/clustering) between the metal matrix and its reinforcing agents [2,7]. Owing to interparticle forces, such as van der Waals, as well as poor wetting conditions, the mentioned solid particles usually tend to agglomerate in a liquid or semi-liquid host material leading to a sharp reduction in mechanical properties of the fabricated composites; the problem is even more pronounced if the composite is aimed to work in dynamic fatigue loading conditions as most of the cracks is usually originated, grown, and propagated from the agglomerated sites where the dispersion quality is not adequate; further, most of the strengthening nanoparticles, particularly carbides and ceramics, have poor wettability in metal matrices owing to hydrophobic nature of their surface and hence the homogeneously dispersion/distribution of filler materials in a metal matrix has always been a challenging effort [8].
While there exist a number of reinforcement-metal pairs with good incorporation properties, many other composite systems have poor interfacial affinity [9,10,11,12,13]. To deal with the wettability/affinity in reinforcement–matrix interfacial region as well as to enhance the dispersion quality of the filler materials, strategies ranging from chemical treatments, coatings techniques, hybridizations, or a series of thermal or mechanical methods can be followed [7]. As discussed below, each of the aforesaid methods have their own advantages and disadvantages.
One of the earliest methods in improving the solid-liquid affinity is those chemical treatments where the wetting behavior can be considerably affected by reactive wetting using the alloying elements such as Ti [14,15], Mg [16], Cr [17,18,19], Ca [20], Sr [21,22], Mn [23], Ce [14], Cu [24,25], and Zr [26] added to molten metal leading to reduced interfacial energy [27]. Although extensive research has been performed on a variety of composite systems, still the effect of such reactive agents has not yet been fully understood due to complicated nature of the chemically wetting improving techniques [27,28,29]. The interfacial reactions among the reinforcement, matrix material as well as the alloying agent are to be carefully designed and controlled [13]. The other important drawback with the reactive wetting methods is that they usually change the chemical composition of the fabricated composite and hence sometimes cannot be employed [13,30,31,32,33]. The selection criteria of reactive elements are of great importance as well since some elements positively influencing a given reinforcement–matrix system while they may have an adverse effect in other composites. According to the literature, a reactive agent like magnesium may boost the solid surface energy, deoxidize the contact surface, diminish the interfacial energy, shorten the incorporation time, and decrease the surface tension of aluminum-based MMCs or MMNCs to a great extent, reducing the contact angle of SiC reinforced aluminum-based MMCs from ~92° to ~78° at 1173 K [14,16]. While optimum weight fraction of an alloying element may deoxidize the surface and sometimes produce new readily wetted compounds, those excessive amounts may result in unwanted products adversely affecting the overall mechanical performance [16,34,35,36,37,38]. According to previous research efforts, it is seen that the addition of other elements such as La [39], Si [13,40], Ti [41], Zr [42], Cr [43], and Mo [44] could positively affect the interfacial affinity and dispersion quality in different metal matrix systems. As seen, the application of reactive wetting agents has a few main challenges as its nature is very complicated.
The second category of interfacial affinity improvement methods is coating wherein the reinforcing particles, especially those non-metal reinforcements like carbon-based nanomaterials, are usually coated by something else as a diffusion barrier protecting the reinforcement surface from the melt attack. Materials such as Co [45], Cu [46], Sn [47], Ni [48], Ag [49], Sb [50], or Cr usually wet other metals so they can be considered as a coating agent [51]. However, the coating-based methods may also alter the chemical composition and hence they cannot be considered when the composition cannot be changed.
The third strategy to enhance dispersion quality and improve the wetting behavior is thermal treatments wherein the reinforcing particles are first heated at elaborated temperature to change their surface chemistry [52,53,54,55,56]. For instance, the research reports of Tekmen et al. and Hashim et al. indicate that the heat treatment of SiC nano-particles may produce a layer of SiO2 on the surface which has a lower contact angel with aluminum melt [52,54]. Unlike those reactive wetting processes, like coating, those processes based thermal treatment do not considerably change the composition as no external element is added to the melt; they may also modify particle surfaces [57], decrease contaminants or surface impurities, and improve particles retention [58]. It is repeatedly reported that the contact angle is greatly dependent on melt treating temperature and time of contact [27]. However, excessive temperature or overheat treatment may result in unwanted intermetallics/compounds, e.g., brittle carbides like Al4C3 in aluminum matrix composites, being detrimental for mechanical and microstructural properties [27,59]. Finally, one of the most promising categories of improving dispersion quality and reinforcement-melt affinity is based on mechanical strategies such as the application of high-power ultrasonication or mechanical stirring [2]. Using a mechanical impeller, Naher et al. [60] and Moon [61] observed that stirring with higher amounts of shear rates could result in finer microstructural grains while manufacturing MMCs. Impeller position, size, geometry, stirring time, and speed are all the most important parameters in the stir casting of MMCs/MMNCs [62,63,64,65,66,67,68,69]. When a high-intensity ultrasonic irradiation is applied to a given melt composite slurry, a cloud of cavitation bubbles is formed in a solid-liquid system owing to the pressure differences occurred in the entire of melt volume [7,70,71]. Upon the collapse of each ultrasonic cavitation bubble, a high-speed microjet is developed through which the particles are de-agglomerated, and an effective heterogenous nucleation is provided in the melt, all leading to severe grain refinement with homogenously dispersed reinforcing particles [72]. According to the literature, such a mechanical agitation promotes degassing [73] and acoustic streaming [74] with significant improvement in mass transport and diffusion phenomena [75,76], de-agglomerates particles [72], cleans the surfaces from contaminants [54,77], enhances the surface energy of solid reinforcement [7], distributes the solid phase evenly throughout the composite bulk [78], prevents segregation [74], and lowers those thermal residual stresses [2], among others. Unlike some other techniques, mechanical agitation is relatively inexpensive, simple, easy to use with high performance especially in MMNCs manufacturing wherein the de-agglomeration of nano-scale particles are problematic by other methods [79].
The present study aimed to fabricate a novel ultrasonically stir-cast MMNCs using inexpensive raw materials, namely A356 aluminum alloy as matrix as well as nano-silica powder as reinforcement. To this end, a high-power piezoelectric ultrasonic system is designed, simulated, and then fabricated to de-agglomerate silica nanomaterial in the metal matrix. Upon the fabrication process, a series of experimental tests has been carried out in order to microstructurally and mechanically characterize the properties. It was seen that ultrasonication could significantly improve the overall mechanical features by refining the grains and de-agglomerating the particles throughout the matrix materials.
2. Ultrasonic Dispersion System
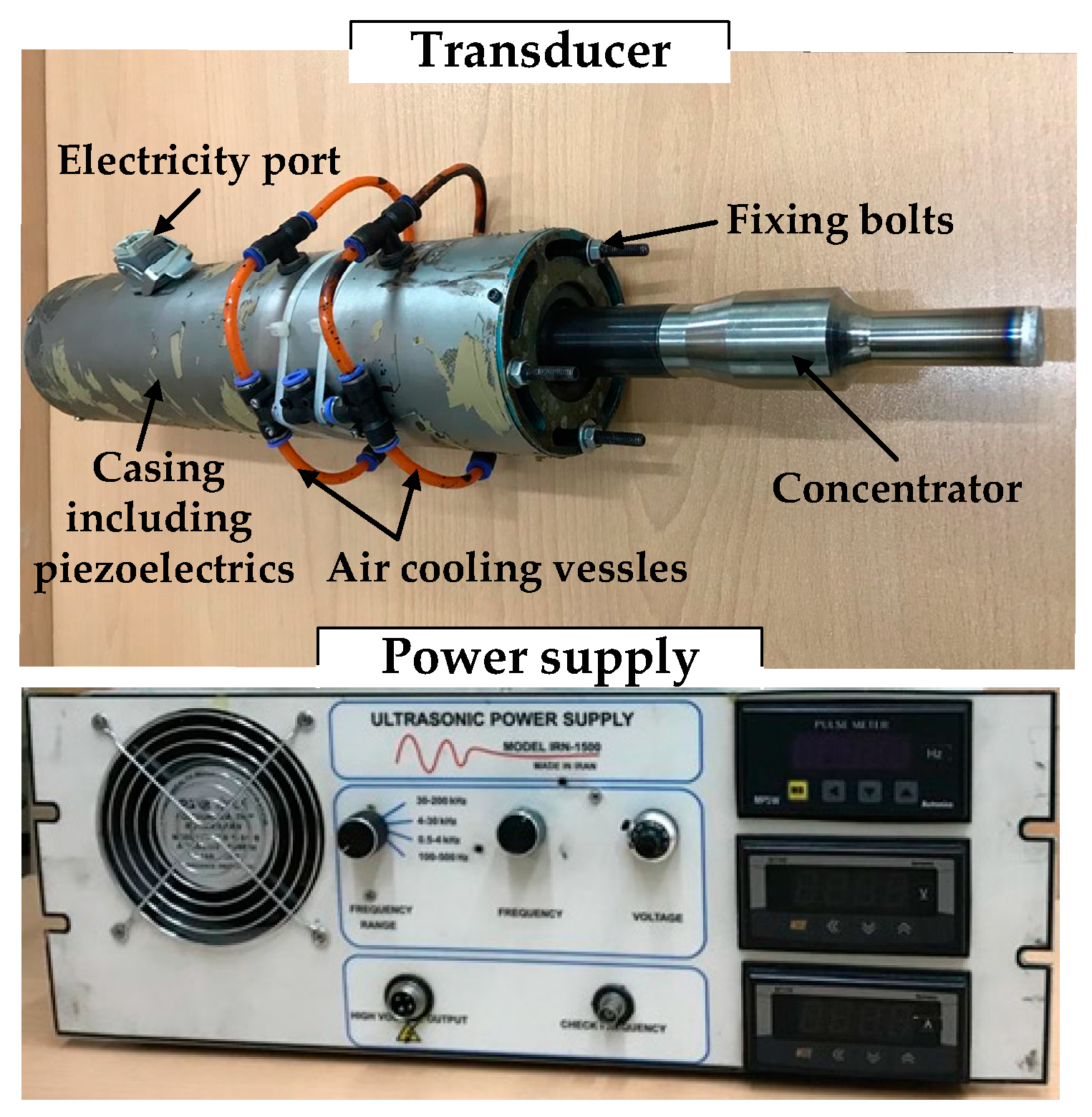
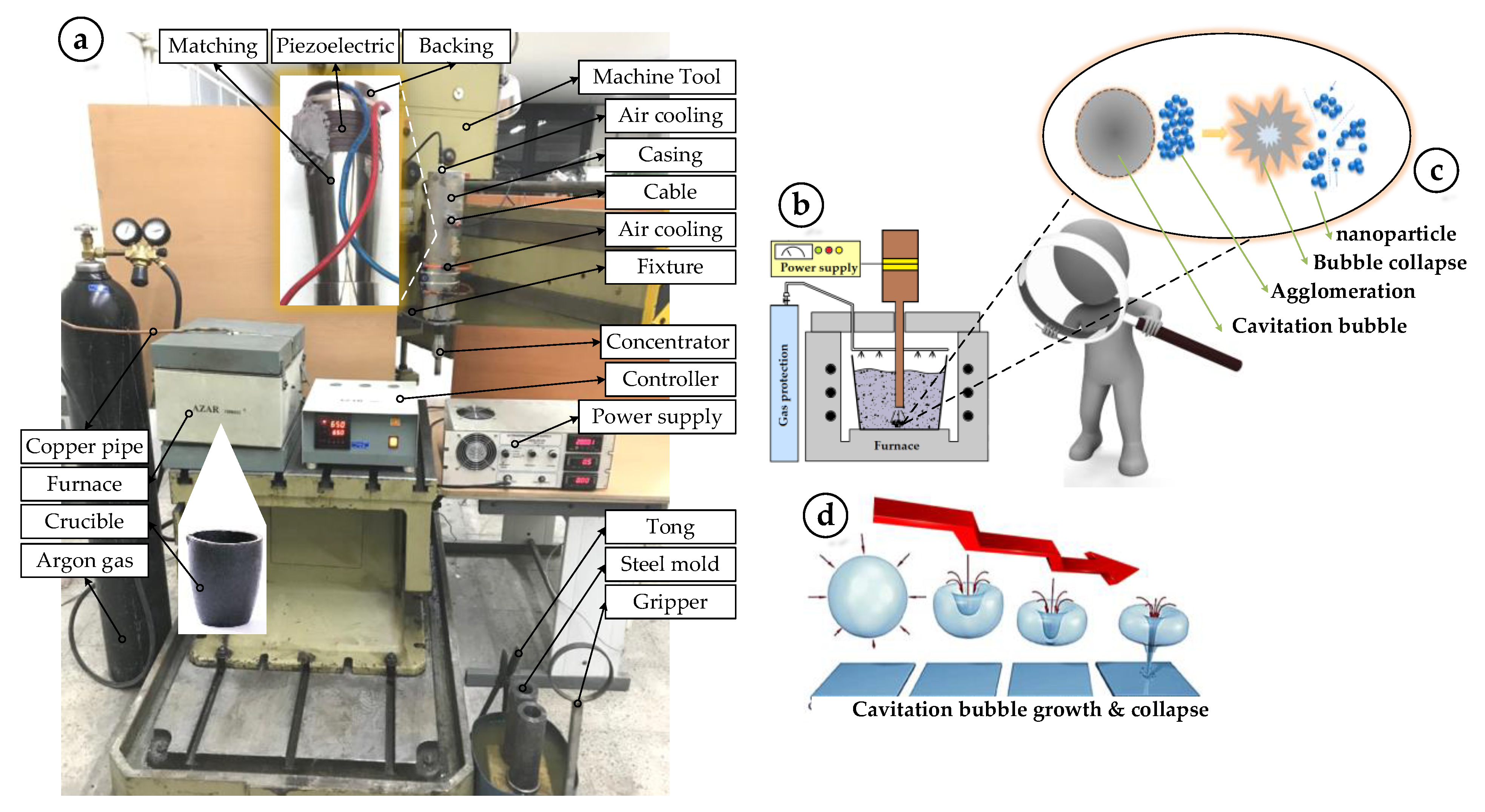
A 2-kW high-power piezoelectric ultrasonic system vibrating at 20 kHz frequency was designed, simulated, and then fabricated to use for composite manufacturing. Shown in Figure 1, the transducer consists of six piezoelectric rings tighten between a steel backing and titanium matching by a steel bolt. This type of transducer can be used in a variety of manufacturing techniques ranging from machining to welding processes [80,81,82]. The whole transducer was kept in a cylindrical casing with air cooling system purging fresh air onto the piezoelectric rings to avoid thermal damages. Made of a titanium alloy Ti6Al4V, 2.0 cm of the transducer tip was placed into the melt for 5 min to mix the composite slurries under argon protection atmosphere. Figure 2a demonstrates the whole composite manufacturing setup including transducer, power supply, electrical furnace and its controller, crucible, and steel mold. Figure 2b,c schematically depicts how the cavitation bubbles may initiate, grow and collapse to develop high-speed micro-jets in the melts, de-agglomerating solid particles in composite melt. Moreover, this technology has a great capacity to produce an acoustic streaming with the flow patterns shown in Figure 2d mixing the composite slurry effectively and efficiently.
According to our observations, the affinity of reinforcement–matrix increased because of a few important results. Silica particles usually agglomerate in A356 metal matrix and micro/macro agglomerates are usually appeared in the resultant composite when no treatment is applied on the melt slurries. Owing to differences in inherent properties, such as density values between the silica particles and the molten A356, the particles greatly tend to be floated on the top of melt, right after the addition of reinforcing particles, indicating very poor wettability in the mentioned pairs. However, we did not see obvious macro or even micro agglomerates in the microstructure of the ultrasonicated composites. No floatation was observed since the composite slurries were agitated by high-intensity ultrasonic vibrations, activating a cloud of high-pressure high-temperature cavitation bubbles in the melt volume, together with an effective melt streaming for mixing the particles and the liquid melts. It should be noted that without applying ultrasonication, nearly nothing could be incorporated in the host matrix. All these notes indicate the affinity in interfacial region may improve when treated by ultrasonics.
3. Materials and Methods
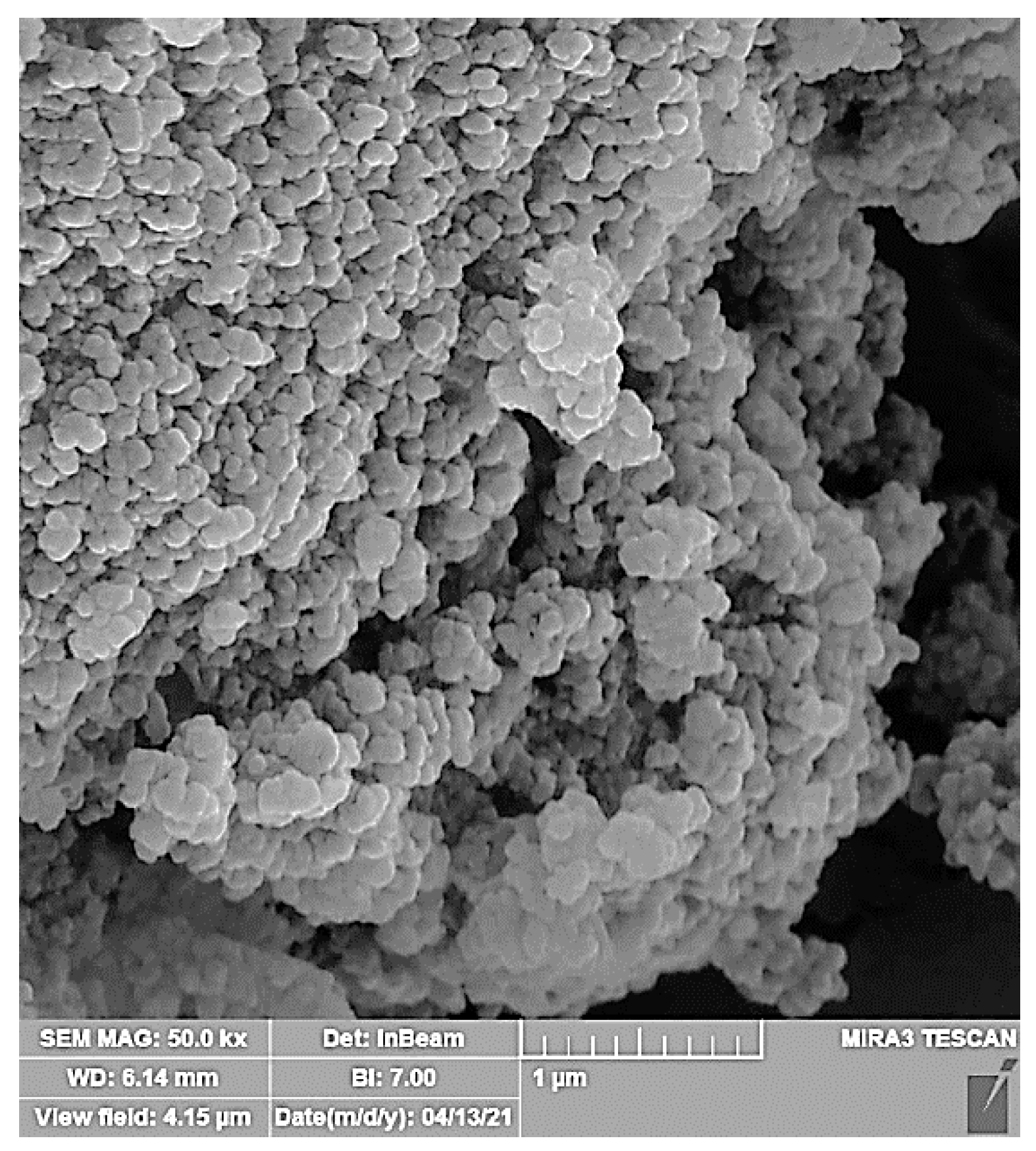
Commercial silica nanomaterials were provided by NanoMat Co., Isfahan, Iran, with a mean particle diameter of 30 nm and the following scanning electron microscopy image (see Figure 3). The amounts of 2.0, 4.0, and 6.0 gr silica nano-powder were added to a 1600 gr A356 aluminum alloy with the chemical composition given in Table 1 being supplied by the Materials Engineering Department, Isfahan University of Technology, Iran. The values of 2.0, 4.0, and 6.0 gr nano-silica are respectively equivalent to 0.125, 0.25, and 0.375 wt.%.
First of all, A356 raw material was weighted and then melted in a crucible under inert argon gas protection. The reinforcing powder was heated up to remove moisture and contaminant and then gradually added to the melt matrix. Figure 3 shows the SEM image of the silica particles. The mixture of Silica/A356 was then processed by ultrasonic treatment at 750 °C for 5 min; longer treatment may result in the dissolution of Ti tip with subsequent contamination as well as the thermal damages to the transducer while shorter treatments may not provide effective de-agglomeration and homogenous dispersion. Upon ultrasonication, the melt slurry was immediately poured in a steal mold with the wall thickness of 10 mm and the cavity volume of 60 mm × 60 mm × 200 mm to avoid re-agglomeration. After casting, a series of standard samples were cut from the cast composites using wire electro discharge machining (Wire-EDM, Tabriz Machines Co., Tabriz, Iran). From now on, COMP0 is referred to the monolithic alloy where no reinforcement has been added. COMP2, COMP4, and COMP6 are also respectively named as the composites with 2.0, 4.0, and 6.0 gr nano-reinforcement.
For microstructural observations, the cut specimens were mounted in a plastic body such that the cut face was polished by SiC emery clothes meshed 120, 220, 400, 600, 800, 1000, 1200, 1500, 2000, 2500, and 3000 on an inclined surface with flowing water. Afterward, Al2O3 suspension (provided by Bohler Co., Seal Beach, CA, USA), was utilized on a rotary disk part with 250 rpm rotating speed. According to ASM handbook, vol. 9, the samples were first submerged in a 40% HF solution for 30 s and then washed by deionized water and alcohol. The samples were also gold plated by sputter coater to reach a 10 nm gold thickness under 10−5 mbar atmosphere. The optical microscope as well as scanning electrone microscope were respectively Olympus PME-3 (LECO Co., Michigan, MI, USA) and Philips XL30 (FEI Co., Hillsboro, OR, USA).
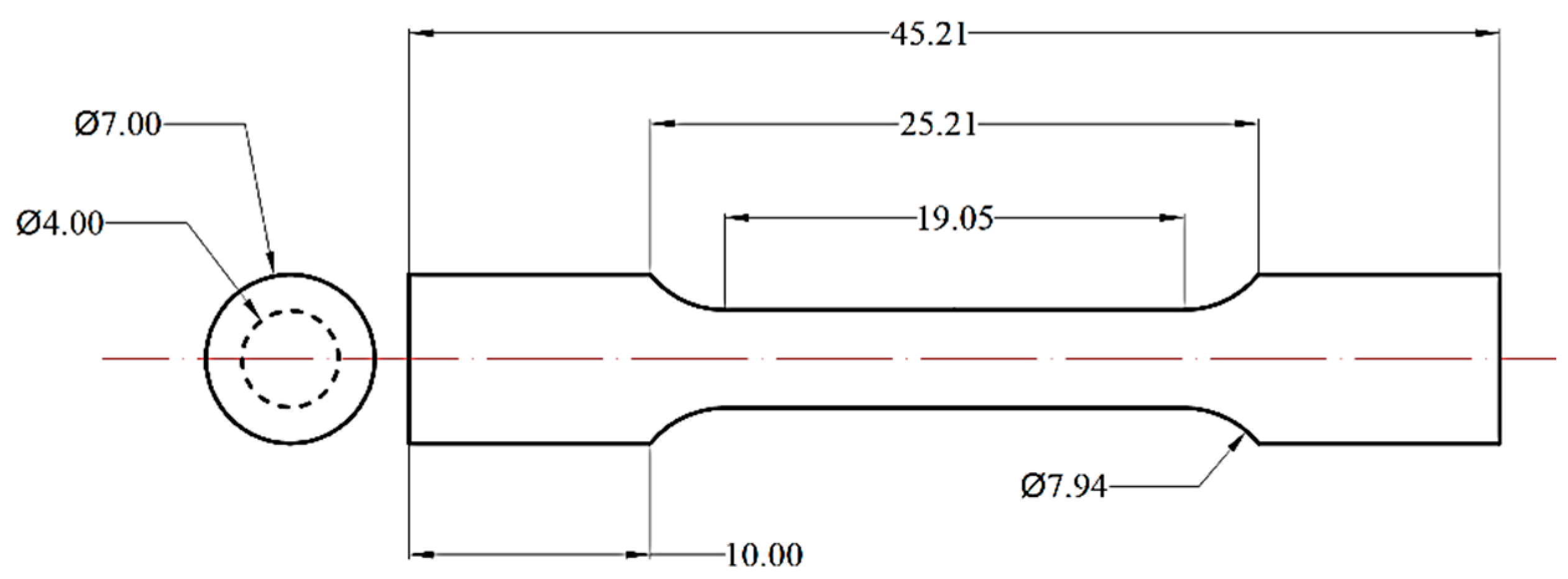
The tensile stress tests were done based on the instructions given by ASTM E8. Based on the obtained stress–strain curves, the value of yield stress, tensile strength, elongation, and fracture toughness were determined. Further, each test was repeated three times to obtain reliability. Figure 4 shows the geometry of tensile test specimens.
4. Microstructural Studies
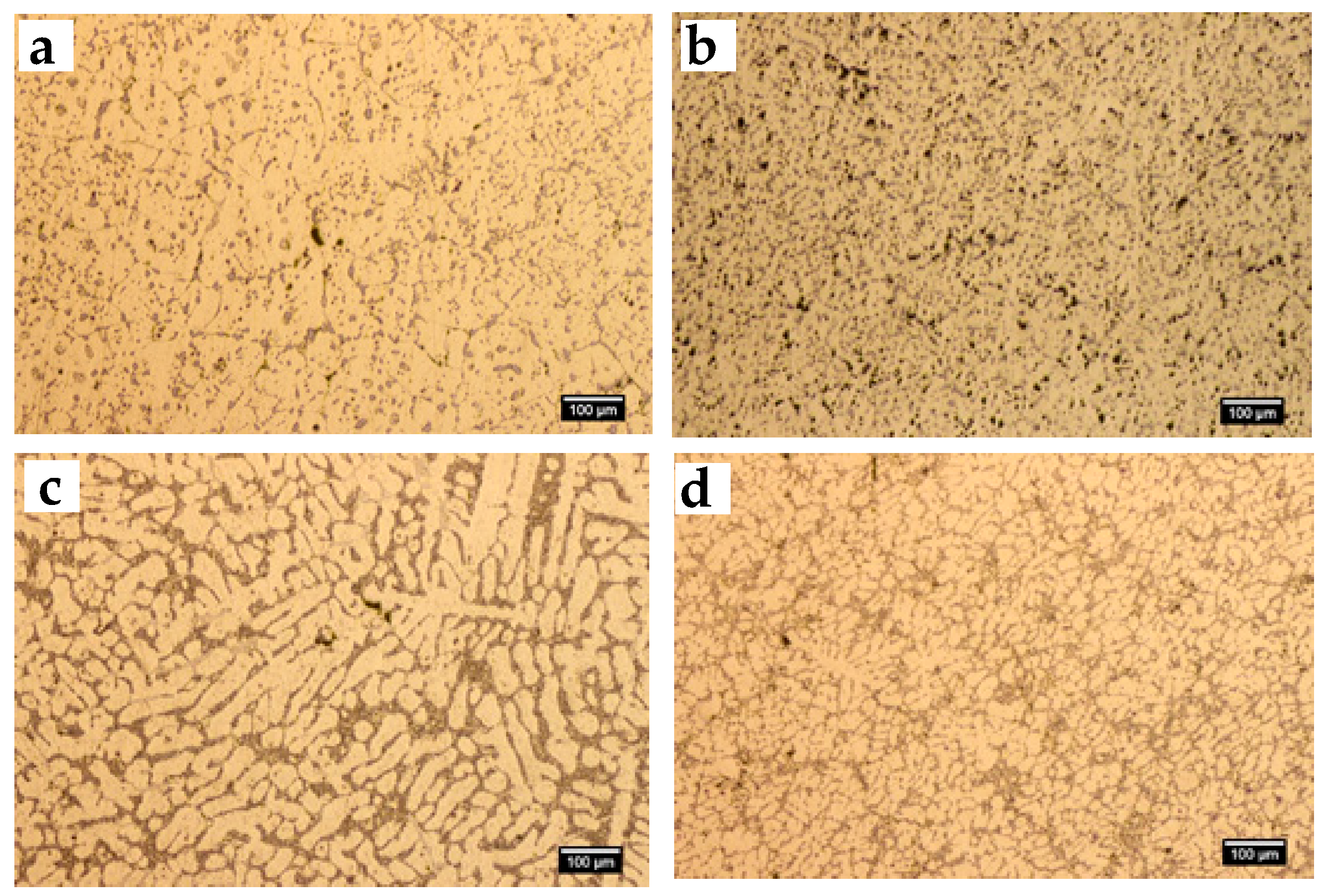
Agglomeration has almost always been a great challenge in MMCs/MMNCs manufacturing as most of reinforcements, such as carbide/oxides/nitrides/carbon-based nanomaterials, have poor wetting with metals. As a result, inadequate dispersion in metals leads to the agglomerated phases and poor mechanical performance. Microstructural observation indicates that ultrasonic melt treatments not only de-agglomerate the silica particles but also refine the microstructure of A356 nanocomposites to a great extent. As discussed later, COMP2 exhibited the best mechanical performance. Figure 5 shows the optical microscopy (OM) results with severely refined grains of the composite materials.
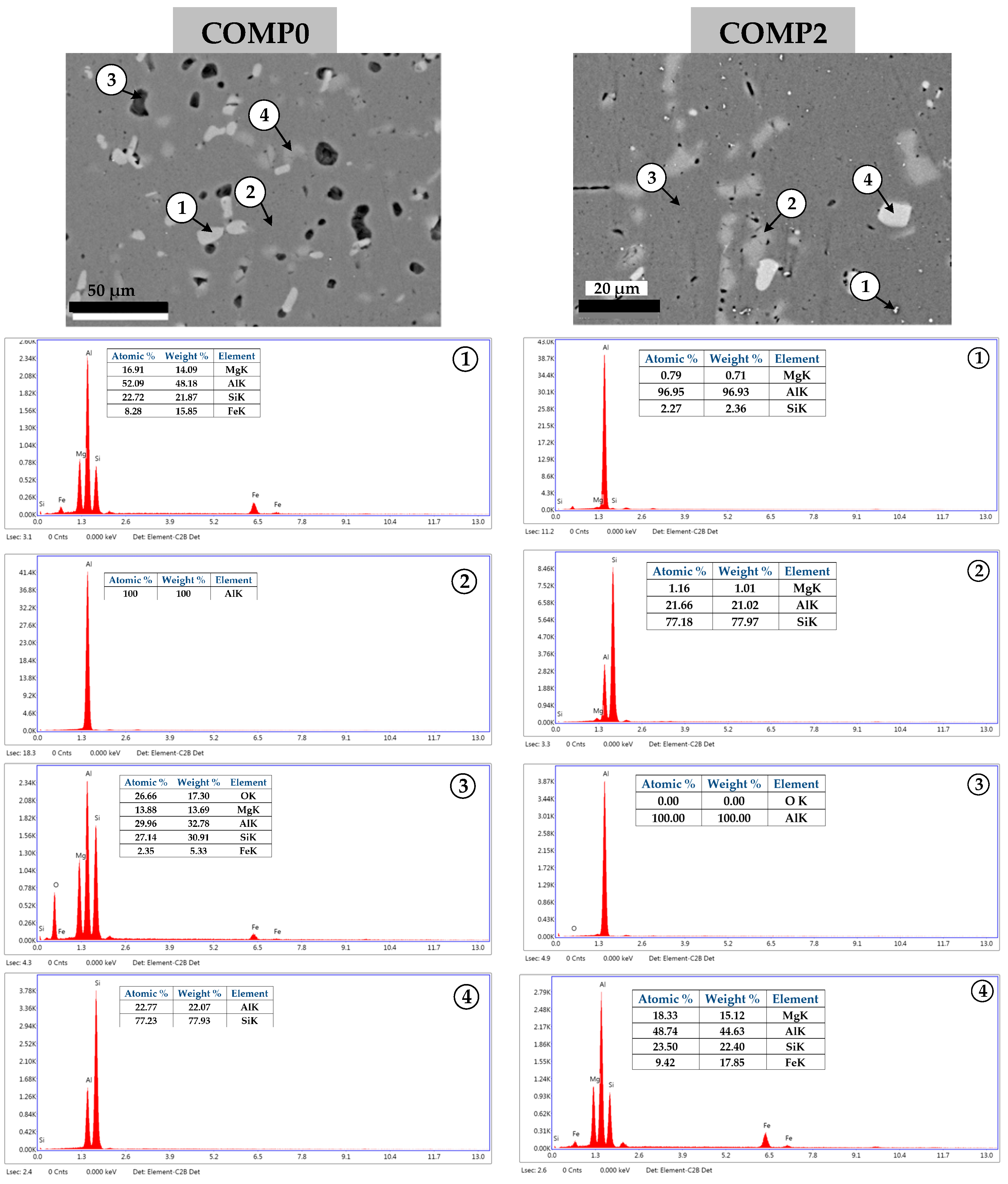
The results of scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS) results are presented in the following figure. Fortunately, no trace of agglomeration, neither in OM nor in SEM results, has been detected, indicating the efficiency of ultrasonic dispersion of nano-silica particles within the A356 host aluminum matrix.
According to Figure 6, the possible phases in COMP0 are α-aluminum, Al-Si-Fe-Mg intermetallics, and those eutectic phases consisting O, Mg, Al, Si, and Fe [83]; the phase of Al5FeSi is also found in the microstructure of the composite samples being previously reported by others in the literature [83,84,85].
As shown in the OM results, the sample having 2.0 gr nano reinforcing agent (COMP2) has the finest grains compared to the other composite materials with different weight fractions of nano-silica particles. As discussed later, this sample has also the highest ductility and fracture toughness values being significant for those applications wherein both high static strength and enhanced fatigue performance are simultaneously demanded.
5. Mechanical Strength
The main goal of composite manufacturing is enhancing mechanical performance. While higher static strength values are demanded in some applications, the superior fatigue behavior is needed in some other special structures. In the case of automotive, aerospace or any other structures wherein the material is subjected to fatigue loading conditions, ductility is of crucial importance as it directly dictates the dynamic strength response. To best of our knowledge, the addition of reinforcing particles, e.g., SiC, to aluminum or magnesium melts usually resulted in lower ductility and fracture toughness, regardless of their effects on the static strength values; it is reportedly published in the literature that the addition of reinforcing agent might enhance static strength but greatly diminish the ductility and hence reduced fatigue behavior is expected [8,86,87,88]. To find a composite with simultaneously enhanced static and dynamic strengths, both tensile and compression tests were conducted based on which the values of fracture toughness and ductility together with yield strength (YS), compression strength (US), and ultimate tensile strength (UTS) were measured.
5.1. Tensile Strength
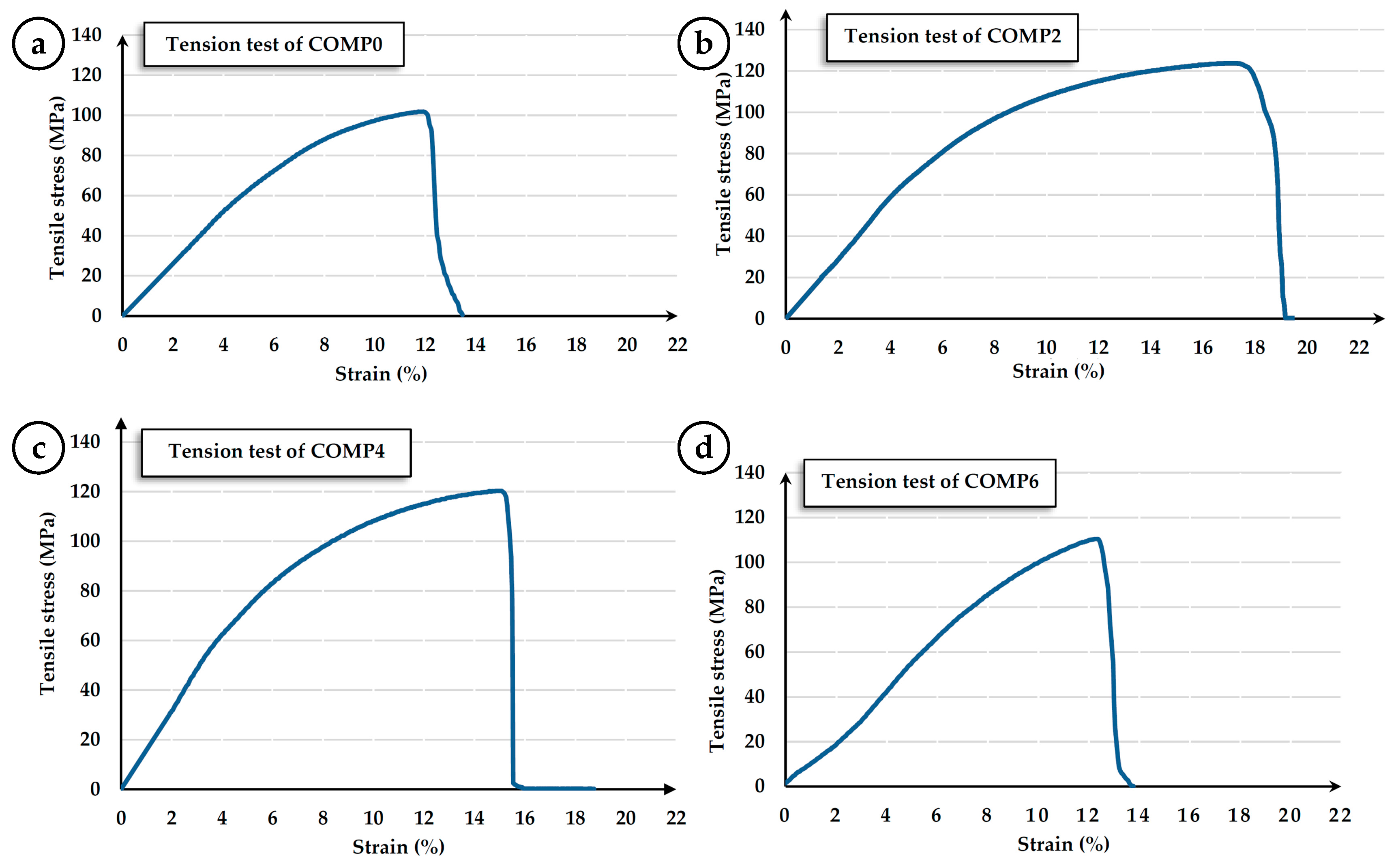
The tensile strength tests were done based on the instructions presented by ASTM E8, at the room temperature of 20 ± 1.0 °C. The samples were cut by Wire-EDM from the cast aluminum sample. Figure 7 demonstrates the stress–strain behavior of the fabricated samples.
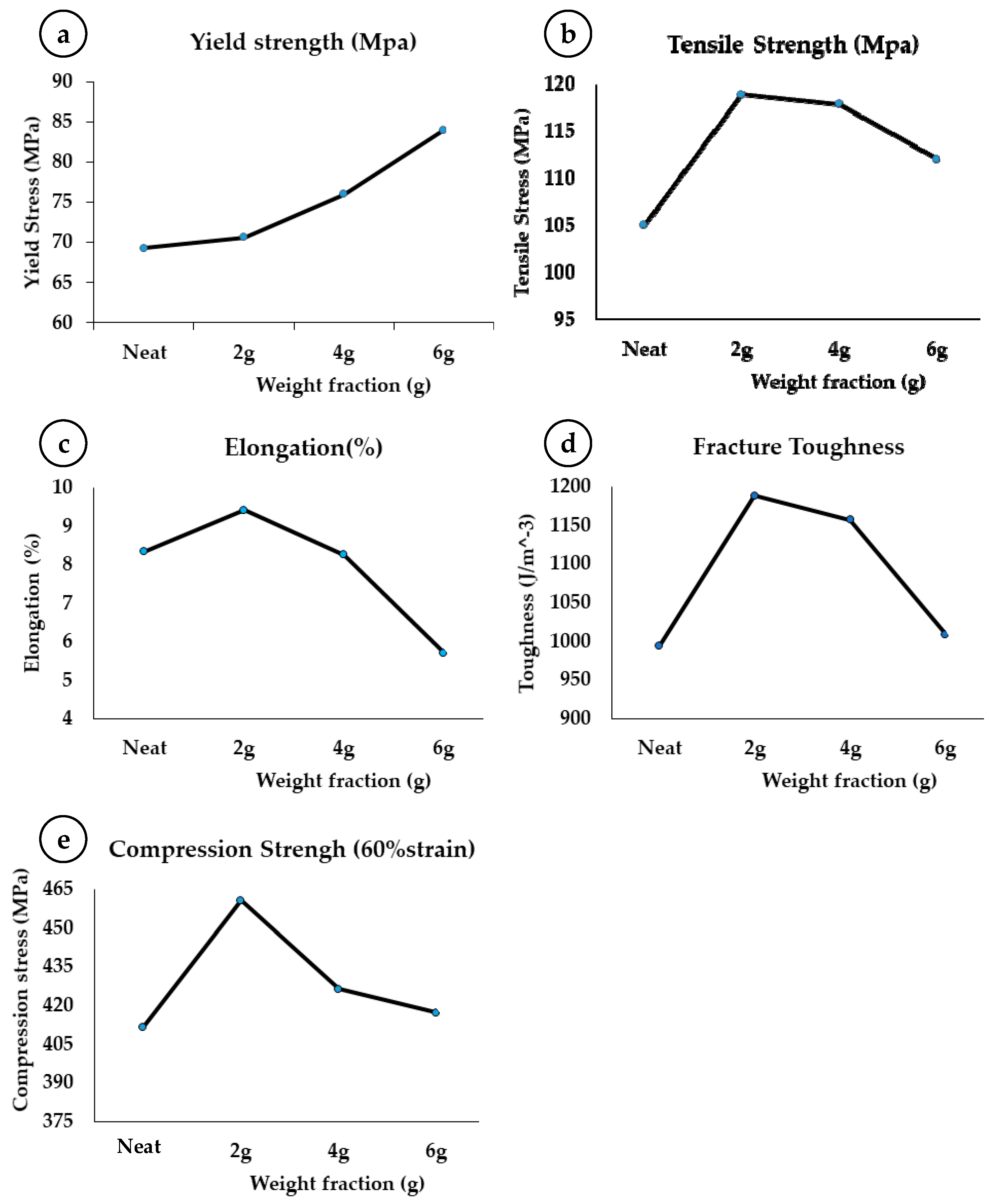
As shown in the abovementioned tension test results (Figure 7 and Table 2), the composites with 0, 2.0, 4.0, and 6.0 gr nano-silica particles have respectively the yield strengths of 69.3, 70.66, 76, and 84 MPa, and the UTS values of 105.03, 118.9, 117.86, and 112.03 MPa. As seen, the yield strength improves gradually when the weight fractions increase, indicating the positive influence of reinforcing agent on the static mechanical strength. However, the addition of reinforcement does not always necessarily lead to a ductility improvement. The values of elongation at break are 8.33, 9.41, 8.25, and 5.71 respectively for the samples having 0, 2.0, 4.0, and 6.0 gr nanoparticles wherein COMP2 exhibited the best ductility performance compared to the other specimens; COMP2 is particularly expected to demonstrate the highest mechanical performance in dynamic loading conditions since the fatigue fracture response is greatly influenced by ductility and flexibility of the component. According to the obtained fracture toughness values, COMP2 exhibited the value of 1188.3 J/m−3 while they are 994.276, 1156.61, 1008.969 for COMP0, COMP4, and COMP6, respectively, which is confirming the superiority of COMP2 compared to the other test materials.
As seen, although the wt.% of reinforcing particles goes up from the monolithic alloy to COMP6, the mechanical performance of the COMP2 is better than COMP4 and that COMP4 is greater than COMP6, owing probably to a degree of agglomerations appeared in the COMP4 and 6. In fact, owing to nanometric dimension of the reinforcing silica, it is believed the excessive addition of nanoparticles to the melt matrix may greatly affect the viscosity, surface tension as well as other fluid flow characteristics. Therefore, the same ultrasonication efficiency in COMP2 may not be obtained in a composite with higher filler loadings, such as COMP4 and COMP6 wherein the double and triple amount of filler materials are respectively incorporated. As a consequence, those composites with lower ultrasonic efficiency may have lower mechanical strength as well as coarse microstructural grains.
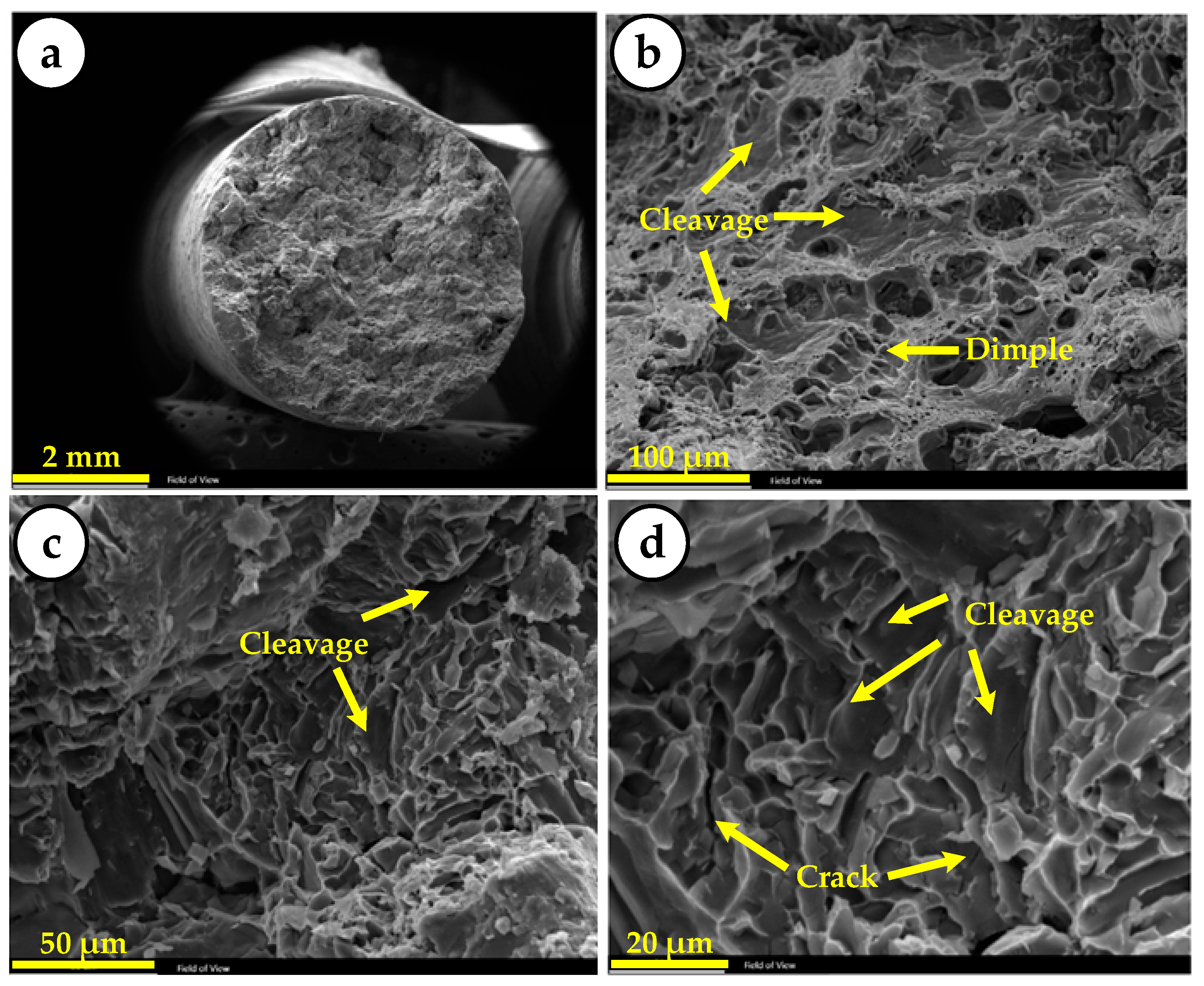
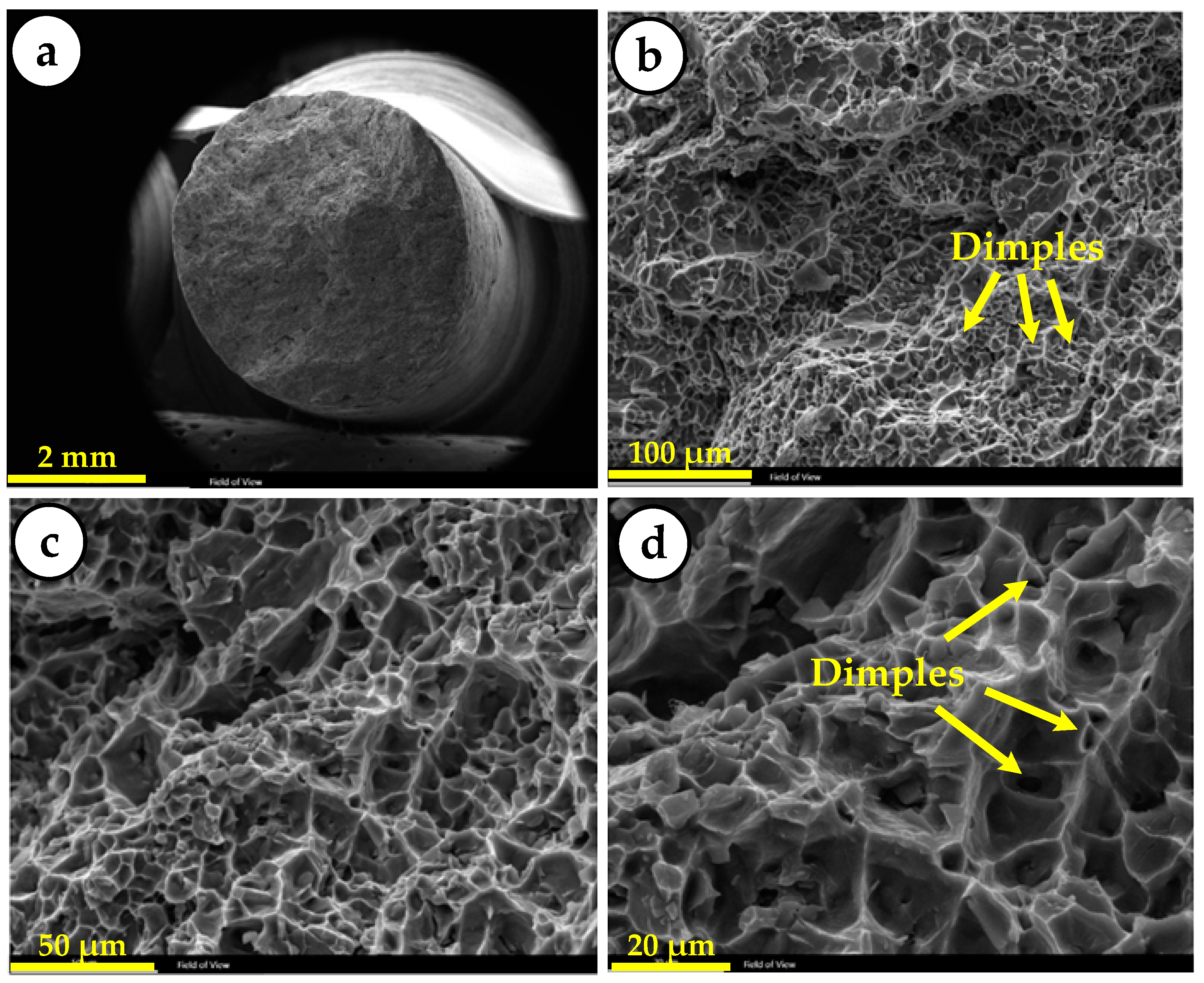
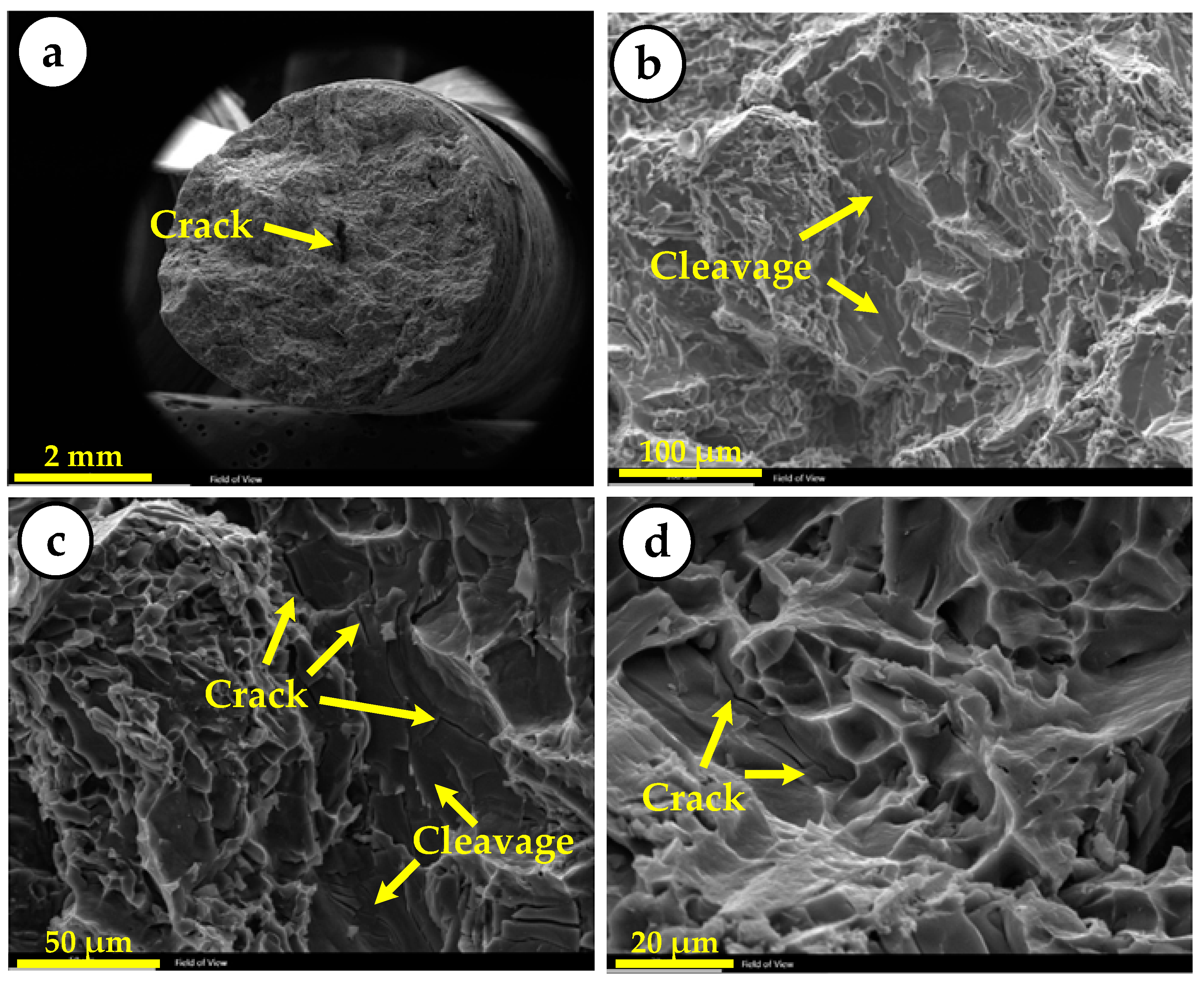
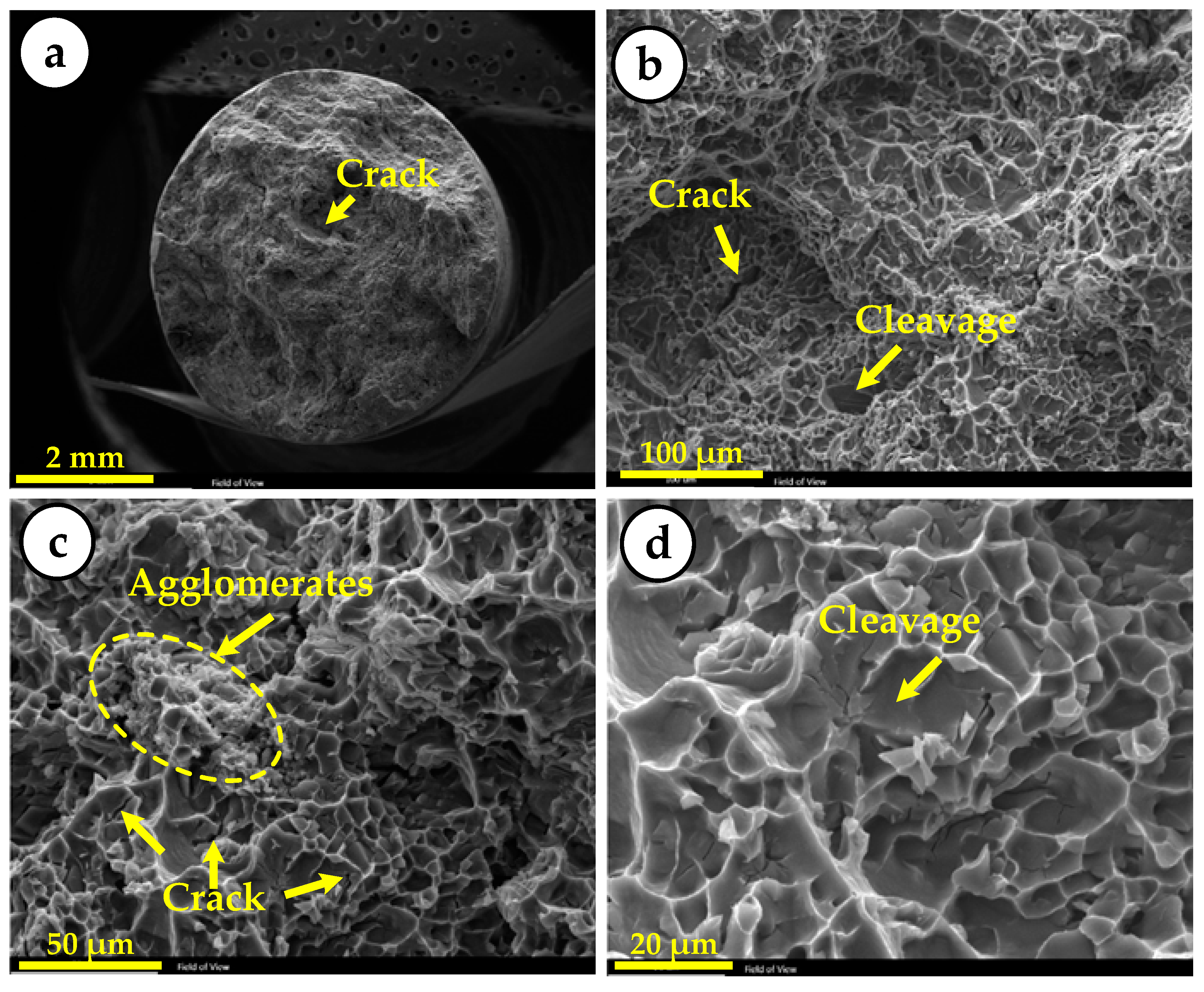
Analyzing the fracture surface of the mechanical tests given in Figure 8, Figure 9, Figure 10 and Figure 11, it is seen that the sample with 2.0 gr reinforcement (COMP2) has the cup and cone fracture surface with many dimples on the fracture surface being the indicator of ductile fracture behavior [83]. However, brittle cleavage fracture surface with no apparent plastic deformation is detected in COMP4 and COMP6 based on the SEM results. The presence of micro-voids and cracks in the fracture surface of COMP4 and 6 may result in a reduced mechanical strength. Finally, those agglomerated phases observed in composites (e.g., COMP6) with the higher amounts of silica additives may greatly contribute in lower mechanical strength.
Since no visible agglomerates is detected by OM and SEM on the fractured surfaces, it is believed the main influencing strengthening mechanisms are: (i) as a direct strengthening effect, load transfer from the aluminum matrix to high modulus silica nano-reinforcements can be a strengthening mechanism, (ii) as indirect mechanisms, Orowan strengthening and Hall–Petch effects are also thought to be important strengthening mechanisms. In other words, hard and non-shearable silica nanoparticles may pin and block the dislocations and therefore the composite can benefit from the Orowan effect; further, the presence of nano-reinforcing particles could greatly refine the microstructure and therefore improve the mechanical strength.
Later in the next section, we will compare the results of compression strength values to obtain which weight fraction is better for both static and dynamic loading conditions. We will see the higher amounts of ductility and fracture toughness of COMP2 can also be attributed to the ductile fracture behavior.
5.2. Compression Strength
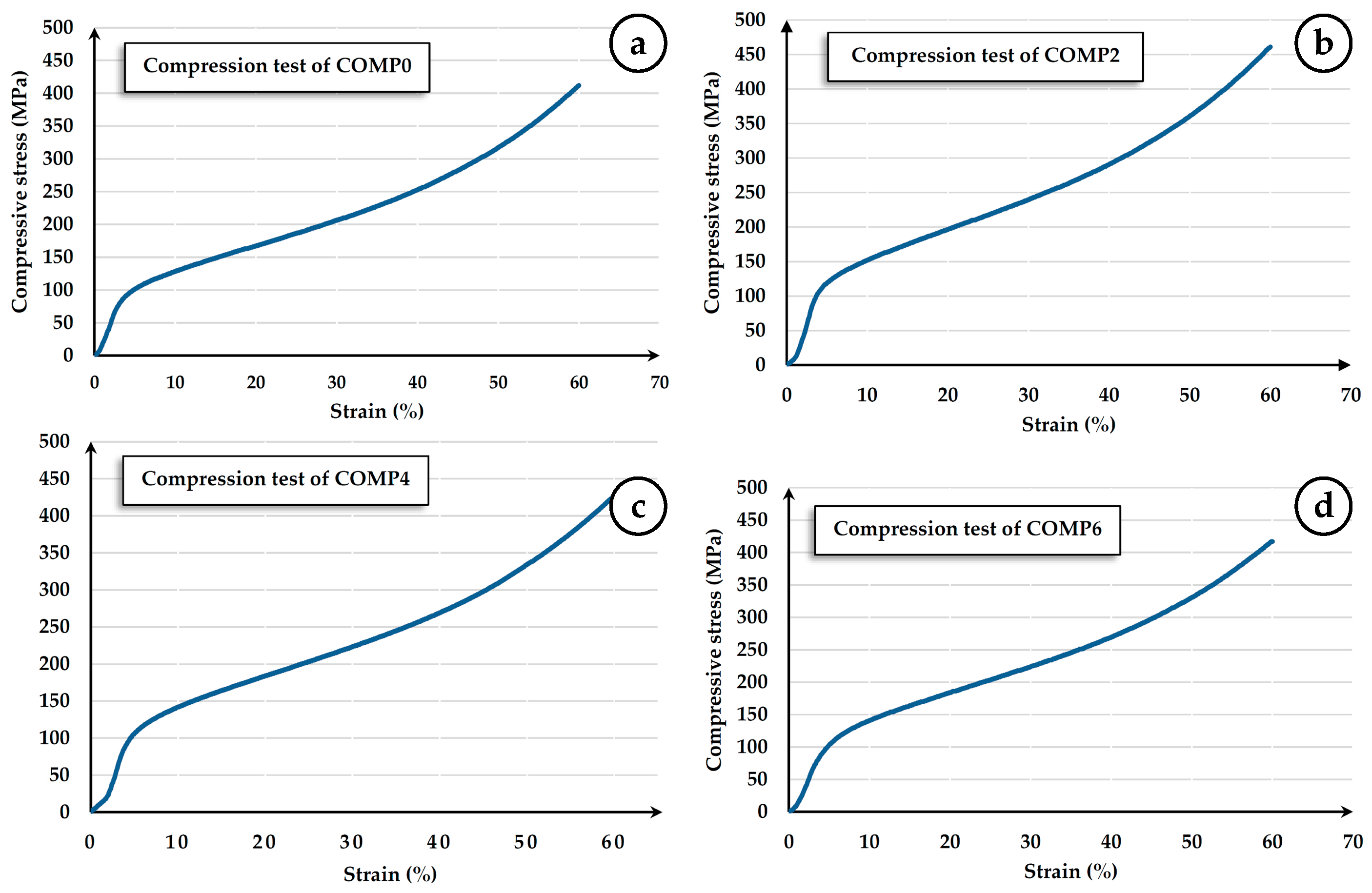
Compression test samples were wire-EDM cut from the cast materials according to the instruction of ASTM-E8. The cylindrical samples with the diameter of 4 mm and the height of 6 mm were tested in room temperature. Figure 12 presents the results taken from the compression experiments with 60% strain.
According to the above stress–strain curves, it was found that the compression strength (at 60% strain) are 411.7, 460.6, 426.4, and 417.2, respectively for COMP0, COMP2, COMP4, and COMP6 wherein the composite material with 2.0 gr nano-silica reinforcement exhibited the highest compression strength of 460.6 MPa, indicating the superiority of COMP2 compared to the other weight fractions.
Taking into account all the experimental results obtained from different mechanical characterizations, Figure 13 shows that the yield strength value gradually increases from the monolithic sample to the composite sample with the highest reinforcement additives (COMP6); however, it is clear that COMP2 has the optimum value of reinforcing particles as all tensile strength, elongation at break, fracture toughness as well as compression strength values are the highest with this sample. It is believed that ultrasonication could de-agglomerate the strengthening particles in COMP2, increasing the aspect ratio and hence providing higher surface contacts between the solid materials and the melt aluminum alloy; further, ultrasonic cleaning of the particles’ surface could facilitate strong bonding with the lowest interfacial imperfections and detachments. Ultrasonic might also greatly help with well-dispersion and distribution of nano-silica particles within the matrix alloy promoting heterogeneous nucleation throughout the composite volume. Therefore, an enhanced mechanical response is expected in COMP2. However, as the results of mechanical experiments show, the UTS, elongation and fracture toughness start to decrease when the amount of silica nano-reinforcements is higher than 2 gr, most probably owing to increasing the degree of agglomerations. In COMP4 and 6, we see lower ductility and fracture toughness as compared to COMP2, being probably due to agglomerates even if it is hard to be detected in SEM images. In the other words, COMP4 and COMP6 are not free of agglomerates being the responsible for diminishing mechanical properties, namely ductility and toughness values. Although ultrasonication has a great potential to deagglomerate solid particles, it seems the efficiency has not been good enough to disperse excessive amount of solid loadings in COMP2 and COMP6 samples. Therefore, it is observed that such agglomerates could sharply decrease ductility in COMP6.
6. Conclusions
One of the greatest challenges in fabricating the cast metal matrix composites (MMCs) or nanocomposites (MMNCs) is poor affinity/wetting conditions. Due to strong interparticle forces such as van der Waals as well as a very high aspect ratios of the nano-sized particles, the reinforcing materials usually tend to significantly agglomerate especially when the fabrication route is based on a liquid state method like casting. Furthermore, the addition of solid reinforcements to the melt usually degrades ductility and fracture toughness, restricting the cast MMCs/MMNCs in some critical applications like automotive or aerospace applications.
In the present paper, we aimed to produce inexpensive lightweight high-strength aluminum matrix nanocomposite through ultrasonically stir-casting of A356 aluminum alloys filled by different weight fractions of nano-silica powders. It is found that a properly used ultrasonication could effectively de-agglomerate the strengthening particles and homogenously distribute them throughout the matrix alloy which subsequently leads to a significantly refined grain microstructures, improved tensile strength and compression behavior. The fabricated composite material exhibited a higher ductility and fracture toughness values as compared to monolithic alloy; such finding has rarely been reported in the literature. Based on the results obtained, it is concluded that ultrasonication is able to considerably affect the mechanical and microstructural properties of the cast aluminum matrix nanocomposites. In addition, still further characterization techniques, such as TEM, Atom probe, XAS, and neutron diffraction, can be used to unequivocally identify the ultrafine nanometric dispersion of the strengthening phase.
Author Contributions
Conceptualization, M.M., A.F.T. and B.N.; methodology, M.M., A.F.T., A.A. and B.N.; validation, M.M., B.N.; formal analysis, M.M., B.N., A.A.; investigation, M.M.; writing—original draft preparation, M.M.; writing—review and editing, M.M., B.N.; supervision, A.F.T., B.N., A.A.; project administration, A.F.T., B.N., A.A. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applied.
Informed Consent Statement
Not applied.
Data Availability Statement
Data is contained within the article.
Acknowledgments
We would like to take the opportunity to thank Ahmad Ghahramani, Rezvan Abedini, Zahra Aghayar, and Mehran Zare for their kind supports and invaluable comments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Chawla, K.K. Metal Matrix Composites. In Composite Materials; Springer: New York, NY, USA, 2012. [Google Scholar] [CrossRef]
- Malaki, M.; Xu, W.; Kasar, A.K.; Menezes, P.L.; Dieringa, H.; Varma, R.S.; Gupta, M. Advanced Metal Matrix Nanocomposites. Metals 2019, 9, 330. [Google Scholar] [CrossRef] [Green Version]
- Srivatsan, T.; Al-Hajri, M.; Lam, P. The quasi-static, cyclic fatigue and final fracture behavior of a magnesium alloy metal-matrix composite. Compos. Part. B Eng. 2005, 36, 209–222. [Google Scholar] [CrossRef]
- Ceschini, L.; Dahle, A.; Gupta, M.; Jarfors, A.E.W.; Jayalakshmi, S.; Morri, A.; Rotundo, F.; Toschi, S.; Singh, R.A. Metal Matrix Nanocomposites: An Overview. In Supplementary Cementin: Aluminum and Magnesium Metal Materix Nanocompositels; Springer: Singapore, 2017; pp. 1–17. [Google Scholar]
- Zhang, Z.; Chen, D. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 2008, 483, 148–152. [Google Scholar] [CrossRef]
- Zhang, B.; Bi, G.; Wang, P.; Bai, J.; Chew, Y.; Nai, M.S. Microstructure and mechanical properties of Inconel 625/nano-TiB2 composite fabricated by LAAM. Mater. Des. 2016, 111, 70–79. [Google Scholar] [CrossRef]
- Malaki, M.; Tehrani, A.F.; Niroumand, B.; Gupta, M. Wettability in Metal Matrix Composites. Metals 2021, 11, 1034. [Google Scholar] [CrossRef]
- Malaki, M.; Tehrani, A.F.; Niroumand, B. Fatgiue behavior of metal matrix nanocomposites. Ceram. Int. 2020, 46, 23326–23336. [Google Scholar] [CrossRef]
- Sokoluk, M.; Cao, C.; Pan, S.; Li, X. Nanoparticle-enabled phase control for arc welding of unweldable aluminum alloy 7075. Nat. Commun. 2019, 10, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Cao, C.; Yao, G.; Sokoluk, M.; Li, X. Molten salt-assisted processing of nanoparticle-reinforced Cu. Mater. Sci. Eng. A 2020, 785, 139345. [Google Scholar] [CrossRef]
- Cuevas, A.C.; Bercerril, E.; Martínez, M.S. Metal Matric Composites: Wetting and Infiltration; Springer: Cham, Switzerland, 2018; p. 221. [Google Scholar]
- Chatain, D. Anisotropy of Wetting. Annu. Rev. Mater. Res. 2008, 38, 45–70. [Google Scholar] [CrossRef]
- Nakae, H.; Fujii, H.; Sato, K. Reactive Wetting of Ceramics by Liquid Metals. Mater. Trans. JIM 1992, 33, 400–406. [Google Scholar] [CrossRef] [Green Version]
- Kobashi, M.; Choh, T. The wettability and the reaction for SiC particle/Al alloy system. J. Mater. Sci. 1993, 28, 684–690. [Google Scholar] [CrossRef]
- Glass, S.J.; RolfWaesche, K.U.; Naito, M. Effects of titanium on wettability and interfaces in aluminum/ceramic systems. In Characterization & Control of Interfaces for High Quality Advanced Materials; The American Ceramic Society: Columbus, OH, USA, 2005; p. 83. [Google Scholar]
- Pai, B.C.; Ramani, G.; Pillai, R.M.; Satyanarayana, K.G. Role of magnesium in cast aluminium alloy matrix composites. J. Mater. Sci. 1995, 30, 1903–1911. [Google Scholar] [CrossRef]
- Mao, Y.; Mombello, D.; Baroni, C. Wettability of Ni–Cr filler on SiC ceramic and interfacial reactions for the SiC/Ni–51Cr system. Scr. Mater. 2011, 64, 1087–1090. [Google Scholar] [CrossRef]
- Xiong, H.-P.; Chen, B.; Kang, Y.-S.; Mao, W.; Kawasaki, A.; Okamura, H.; Watanabe, R. Wettability of Co–V, and PdNi–Cr–V system alloys on SiC ceramic and interfacial reactions. Scripta Mater. 2007, 56, 173–176. [Google Scholar] [CrossRef]
- Tao, Z.; Guo, Q.; Gao, X.; Liu, L. The wettability and interface thermal resistance of copper/graphite system with an addition of chromium. Mater. Chem. Phys. 2011, 128, 228–232. [Google Scholar] [CrossRef]
- Nosko, M.; Nagy, Š.; Weber, L.; Maťko, I.; Mihalkovič, M.; Iždinský, K.; Orovčík, Ľ. Effect of Ca addition on interface formation in Al(Ca)/Al2O3 composites prepared by gas pressure assisted infiltration. Mater. Des. 2016, 108, 618–623. [Google Scholar] [CrossRef]
- Garcia-Hinojosa, J.A.; Gonzalez, C.R.; Juárez, J.I.; Surappa, M.K. Effect of Sr addition on an Al–7Si–10 vol.% SiCp cast composites. Mater. Sci. Eng. A 2004, 382, 315–320. [Google Scholar] [CrossRef]
- Lashgari, H.; Sufizadeh, A.; Emamy, M. The effect of strontium on the microstructure and wear properties of A356–10%B4C cast composites. Mater. Des. 2010, 31, 2187–2195. [Google Scholar] [CrossRef]
- Abedi, K.; Emamy, M. The effect of Fe, Mn and Sr on the microstructure and tensile properties of A356–10% SiC composite. Mater. Sci. Eng. A 2010, 527, 3733–3740. [Google Scholar] [CrossRef]
- Agarwala, V.; Dixit, D. Fabrication of Aluminium Base Composite by Foundry Technique. Trans. Jpn. Inst. Met. 1981, 22, 521–526. [Google Scholar] [CrossRef] [Green Version]
- Cao, C.; Chen, L.; Xu, J.; Choi, H.; Li, X. Strengthening Al–Bi–TiC0.7N0.3 nanocomposites by Cu addition and grain refinement. Mater. Sci. Eng. A 2016, 651, 332–335. [Google Scholar] [CrossRef]
- Wójcik-Grzybek, D.; Frydman, K.; Sobczak, N.; Nowak, R.; Piątkowska, A.; Pietrzak, K. Effect of Ti and Zr additions on wettability and work of adhesion in Ag/c system. Mater. Elektron. 2017, 45, 4–11. [Google Scholar]
- An, Q.; Cong, X.-S.; Shen, P.; Jiang, Q.-C. Roles of alloying elements in wetting of SiC by Al. J. Alloy. Compd. 2019, 784, 1212–1220. [Google Scholar] [CrossRef]
- Cong, X.; Shen, P.; Wang, Y.; Jiang, Q. Wetting of polycrystalline SiC by molten Al and Al–Si alloys. Appl. Surf. Sci. 2014, 317, 140–146. [Google Scholar] [CrossRef]
- Shen, P.; Wang, Y.; Ren, L.; Li, S.; Liu, Y.; Jiang, Q. Influence of SiC surface polarity on the wettability and reactivity in an Al/SiC system. Appl. Surf. Sci. 2015, 355, 930–938. [Google Scholar] [CrossRef]
- Kumar, G.; Prabhu, K.N. Review of non-reactive and reactive wetting of liquids on surfaces. Adv. Colloid Interface Sci. 2007, 133, 61–89. [Google Scholar] [CrossRef]
- Liu, G.; Muolo, M.; Valenza, F.; Passerone, A. Survey on wetting of SiC by molten metals. Ceram. Int. 2010, 36, 1177–1188. [Google Scholar] [CrossRef]
- Rado, C.; Drevet, B.; Eustathopoulos, N. The role of compound formation in reactive wetting: The Cu/SiC system. Acta Mater. 2000, 48, 4483–4491. [Google Scholar] [CrossRef]
- Ru, J.; He, H.; Jiang, Y.; Zhou, R.; Hua, Y. Wettability and interaction mechanism for Ni-modified ZTA particles reinforced iron matrix composites. J. Alloy. Compd. 2019, 786, 321–329. [Google Scholar] [CrossRef]
- Kumar, B.A.; Murugan, N. Metallurgical and mechanical characterization of stir cast AA6061-T6–AlNp composite. Mater. Des. 2012, 40, 52–58. [Google Scholar] [CrossRef]
- Han, D.S.; Jones, H.; Atkinson, H.V. The wettability of silicon carbide by liquid aluminium: The effect of free silicon in the carbide and of magnesium, silicon and copper alloy additions to the aluminium. J. Mater. Sci. 1993, 28, 2654–2658. [Google Scholar] [CrossRef]
- McLeod, A.D.; Gabryel, C.M. Kinetics of the growth of spinel, MgAl2O4, on alumina particulate in aluminum alloys containing magnesium. Met. Mater. Trans. A 1992, 23, 1279–1283. [Google Scholar] [CrossRef]
- Sukumaran, K.; Pillai, S.; Pillai, R.; Kelukutty, V.; Pai, B.; Satyanarayana, K.; Ravikumar, K. The effects of magnesium additions on the structure and properties of Al–7 Si–10 SiC p composites. J. Mater. Sci. 1995, 30, 1469–1472. [Google Scholar] [CrossRef]
- Sangghaleh, A.; Halali, M. Effect of magnesium addition on the wetting of alumina by aluminium. Appl. Surf. Sci. 2009, 255, 8202–8206. [Google Scholar] [CrossRef]
- Shao, N.; Dai, J.; Li, G.; Nakae, H.; Hane, T. Effect of La on the wettability of Al2O3 by molten aluminum. Mater. Lett. 2004, 58, 2041–2044. [Google Scholar] [CrossRef]
- Nakae, H.; Yamamoto, K.; Sato, K. Measurement of Wetting of Graphite by Al and Al–Si Alloys Using Meniscography. Mater. Trans. JIM 1991, 32, 531–538. [Google Scholar] [CrossRef] [Green Version]
- Zhao, B.; Cai, Q.; Li, X.; Li, B.; Cheng, J. Effect of TiC Nanoparticles Supported by Ti Powders on the Solidification Behavior and Microstructure of Pure Aluminum. Met. Mater. Int. 2018, 24, 945–954. [Google Scholar] [CrossRef]
- Xu, Q.-G.; Guo, L.-W.; Zhang, L.; Liu, H. Wettability of zirconium-coated alumina by molten aluminum. Surf. Coat. Technol. 2016, 302, 150–157. [Google Scholar] [CrossRef]
- Kennedy, A.; Wood, J.D.; Weager, B.M. The wetting and spontaneous infiltration of ceramics by molten copper. J. Mater. Sci. 2000, 35, 2909–2912. [Google Scholar] [CrossRef]
- Pan, S.; Guan, Z.; Yao, G.; Yuan, J.; Li, X. Mo-enhanced chemical stability of TiC nanoparticles in molten Al. J. Alloy. Compd. 2021, 856, 158169. [Google Scholar] [CrossRef]
- Mousavian, R.T.; Damadi, S.R.; Khosroshahi, R.A.; Brabazon, D.; Mohammadpour, M. A comparison study of applying metallic coating on SiC particles for manufacturing of cast aluminum matrix composites. Int. J. Adv. Manuf. Technol. 2015, 81, 433–444. [Google Scholar] [CrossRef] [Green Version]
- Ko, Y.J.; Yoon, J.; Lee, J.; Han, J.H. Effects of Cu interlayer on the wettability of aluminum on carbon. J. Alloy. Compd. 2013, 574, 526–531. [Google Scholar] [CrossRef]
- Auger, J.-M.; Martin, S.; Gruy, F. Wettability-enabling coating on oxide particles through controlled milling. Powder Technol. 2019, 344, 302–306. [Google Scholar] [CrossRef]
- León, C.; Drew, R. The influence of nickel coating on the wettability of aluminum on ceramics. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1429–1432. [Google Scholar] [CrossRef]
- Warrier, S.G.; Blue, C.A.; Lin, R.Y. Control of interfaces in Al–C fibre composites. J. Mater. Sci. 1993, 28, 760–768. [Google Scholar] [CrossRef]
- Bardal, A. The effect of antimony on the interfaces of cast AlSi–SiC composites. J. Mater. Sci. 1993, 28, 2699–2705. [Google Scholar] [CrossRef]
- Rajan, T.P.D.; Pillai, R.M.; Pai, B.C. Reinforcement coatings and interfaces in aluminium metal matrix composites. J. Mater. Sci. 1998, 33, 3491–3503. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M. The wettability of SiC particles by molten aluminium alloy. J. Mater. Process. Technol. 2001, 119, 324–328. [Google Scholar] [CrossRef]
- Prabu, S.B.; Karunamoorthy, L.; Kathiresan, S.; Mohan, B. Influence of stirring speed and stirring time on distribution of particles in cast metal matrix composite. J. Mater. Process. Technol. 2006, 171, 268–273. [Google Scholar] [CrossRef]
- Tekmen, C.; Saday, F.; Cocen, U.; Ljungberg, L. An Investigation of the Effect of SiC Reinforcement Coating on the Wettability of Al/SiC System. J. Compos. Mater. 2008, 42, 1671–1679. [Google Scholar] [CrossRef]
- Wang, X.; Wang, L.; Gao, X.; Hu, Q.-g.; Talha, M.; Liu, H.; Chai, S. Study on Interface Behavior of SiC/SiO2/Al and SiC/Ni/Al. Transact. Ind. Inst. Metals 2019, 72, 3171–3178. [Google Scholar] [CrossRef]
- Nowak, R.; Sobczak, N.; Bruzda, G.; Wojewoda-Budka, J.; Lityńska-Dobrzyńska, L.; Homa, M.; Kaban, I.; Xi, L.; Jaworska, L. Wettability and Reactivity of ZrB2 Substrates with Liquid Al. J. Mater. Eng. Perform. 2016, 25, 3310–3316. [Google Scholar] [CrossRef] [Green Version]
- Thanh, L.N.; Suéry, M. Influence of oxide coating on chemical stability of SiC particles in liquid aluminium. Scr. Met. Mater. 1991, 25, 2781–2786. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M. The enhancement of wettability of SiC particles in cast aluminium matrix composites. J. Mater. Process. Technol. 2001, 119, 329–335. [Google Scholar] [CrossRef]
- Zhang, W.Y.; Du, Y.H.; Zhang, P.; Wang, Y.J. Air-isolated stir casting of homogeneous Al-SiC composite with no air entrapment and Al4C3. J. Mater. Process. Technol. 2019, 271, 226–236. [Google Scholar] [CrossRef]
- Naher, S.; Brabazon, D.; Looney, L. Development and assessment of a new quick quench stir caster design for the production of metal matrix composites. J. Mater. Process. Technol. 2005, 166, 430–439. [Google Scholar] [CrossRef]
- Moon, H.-K. Rheological Behavior and Microstructure of Ceramic Particulate/Aluminum Alloy Composites; Massachusetts Institute of Technology: Cambridge, MA, USA, 1990. [Google Scholar]
- Krishnan, P.K.; Arunachalam, R.; Husain, A.; Al-Maharbi, M. Studies on the Influence of Stirrer Blade Design on the Microstructure and Mechanical Properties of a Novel Aluminum Metal Matrix Composite. J. Manuf. Sci. Eng. 2020, 143, 143. [Google Scholar] [CrossRef]
- Jebeen Moses, J.; Joseph Sekhar, S. Investigation on the Tensile Strength and Microhardness of AA6061/TiC Composites by Stir Casting. Transact. Ind. Inst. Metals 2017, 70, 1035–1046. [Google Scholar] [CrossRef]
- Bui, R.T.; Ouellet, R.; Kocaefe, D. A two-phase flow model of the stirring of Al-SiC composite melt. Metallurgic. Mater. Transact. B 1994, 25, 607–618. [Google Scholar] [CrossRef]
- Yamamoto, T.; Suzuki, A.; Komarov, S.V.; Ishiwata, Y. Investigation of impeller design and flow structures in mechanical stirring of molten aluminum. J. Mater. Process. Technol. 2018, 261, 164–172. [Google Scholar] [CrossRef]
- Torotwa, I.; Ji, C. A Study of the Mixing Performance of Different Impeller Designs in Stirred Vessels Using Computational Fluid Dynamics. Design 2018, 2, 10. [Google Scholar] [CrossRef] [Green Version]
- Wu, J.; Pullum, L. Performance analysis of axial-flow mixing impellers. AIChE J. 2000, 46, 489–498. [Google Scholar] [CrossRef]
- Mehta, V.R.; Sutaria, M.P. Investigation on the Effect of Stirring Process Parameters on the Dispersion of SiC Particles Inside Melting Crucible. Met. Mater. Int. 2021, 27, 2989–3002. [Google Scholar] [CrossRef]
- Naher, S.; Brabazon, D.; Looney, L. Computational and experimental analysis of particulate distribution during Al–SiC MMC fabrication. Compos. Part A Appl. Sci. Manuf. 2007, 38, 719–729. [Google Scholar] [CrossRef] [Green Version]
- Abdullah, A.; Malaki, M.; Baghizadeh, E. On the impact of ultrasonic cavitation bubbles. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2011, 226, 681–694. [Google Scholar] [CrossRef]
- Abdullah, A.; Pak, A.; Abdullah, M.M.; Shahidi, A.; Malaki, M. Study of the behavior of ultrasonic piezo-ceramic actuators by simulations. Electron. Mater. Lett. 2014, 10, 37–42. [Google Scholar] [CrossRef]
- Yang, Y.; Li, X. Ultrasonic Cavitation-Based Nanomanufacturing of Bulk Aluminum Matrix Nanocomposites; ASME: New York, NY, USA, 2007. [Google Scholar]
- Puga, H.; Barbosa, J.; Teixeira, J.C.; Prokic, M. A New Approach to Ultrasonic Degassing to Improve the Mechanical Properties of Aluminum Alloys. J. Mater. Eng. Perform. 2014, 23, 3736–3744. [Google Scholar] [CrossRef]
- Eskin, G.I.; Eskin, D.G. Ultrasonic Treatment of Light Alloy Melts, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2014; p. 346. [Google Scholar]
- Eskin, G.; Eskin, D. Production of natural and synthesized aluminum-based composite materials with the aid of ultrasonic (cavitation) treatment of the melt. Ultrason. Sonochem. 2003, 10, 297–301. [Google Scholar] [CrossRef]
- Tzanakis, I.; Xu, W.; Eskin, D.; Lee, P.; Kotsovinos, N. In situ observation and analysis of ultrasonic capillary effect in molten aluminium. Ultrason. Sonochem. 2015, 27, 72–80. [Google Scholar] [CrossRef]
- Feng, A.; McCoy, B.J.; Munir, Z.A.; Cagliostro, D. Wettability of transition metal oxide surfaces. Mater. Sci. Eng. A 1998, 242, 50–56. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Xu, J.-Q.; Choi, H.; Pozuelo, M.; Ma, X.; Bhowmick, S.; Yang, J.-M.; Mathaudhu, S.; Li, X.-C. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nat. Cell Biol. 2015, 528, 539–543. [Google Scholar] [CrossRef] [PubMed]
- Gallego-Juárez, J.A.; Graff, K.F. Power Ultrasonics: Applications of High-Intensity Ultrasound; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Hampa, P.S.; Razfar, M.R.; Malaki, M.; Maleki, A. The Role of Dry Aero-acoustical Lubrication and Material Softening in Ultrasonically Assisted Milling of Difficult-to-Cut AISI 304 Steels. Trans. Indian Inst. Met. 2015, 68, 43–49. [Google Scholar] [CrossRef]
- Malaki, M.; Ding, H. A review of ultrasonic peening treatment. Mater. Des. 2015, 87, 1072–1086. [Google Scholar] [CrossRef]
- Abdullah, A.; Malaki, M.; Eskandari, A. Strength enhancement of the welded structures by ultrasonic peening. Mater. Des. 2012, 38, 7–18. [Google Scholar] [CrossRef]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Mazahery, A.; Shabani, M.O. Plasticity and microstructure of A356 matrix nano composites. J. King Saud Univ. Eng. Sci. 2013, 25, 41–48. [Google Scholar] [CrossRef] [Green Version]
- Cui, G.R.; Ni, D.R.; Ma, Z.Y.; Li, S.X. Effects of Friction Stir Processing Parameters and In Situ Passes on Microstructure and Tensile Properties of Al-Si-Mg Casting. Met. Mater. Trans. A 2014, 45, 5318–5331. [Google Scholar] [CrossRef]
- Harris, S. Cast metal matrix composites. Mater. Sci. Technol. 1988, 4, 231–239. [Google Scholar] [CrossRef]
- Goh, C.; Wei, J.; Lee, L.; Gupta, M. Ductility improvement and fatigue studies in Mg-CNT nanocomposites. Compos. Sci. Technol. 2008, 68, 1432–1439. [Google Scholar] [CrossRef]
- Srivatsan, T.; Godbole, C.; Paramsothy, M.; Gupta, M. The role of aluminum oxide particulate reinforcements on cyclic fatigue and final fracture behavior of a novel magnesium alloy. Mater. Sci. Eng. A 2012, 532, 196–211. [Google Scholar] [CrossRef]
Figure 1.
The fabricated ultrasonic piezoelectric transducer and power supply.

Figure 2.
(a) The experimental setup to fabricate ultrasonically stir cast SiO2/A356 nanocomposites with (b) schematic ultrasonic dispersion of reinforcing particles in a molten metal, (c) wherein the ultrasonic bubbles are severely squeezed, and then collapse to facilitates high-intensity shock waves. The streaming flow patterns will generate when the bubbles are squeezed enough and collapsedto produce shock waves (d).
Figure 2.
(a) The experimental setup to fabricate ultrasonically stir cast SiO2/A356 nanocomposites with (b) schematic ultrasonic dispersion of reinforcing particles in a molten metal, (c) wherein the ultrasonic bubbles are severely squeezed, and then collapse to facilitates high-intensity shock waves. The streaming flow patterns will generate when the bubbles are squeezed enough and collapsedto produce shock waves (d).

Figure 3.
SEM image of nano-silica particles used in the study.

Figure 4.
Geometry of tensile samples (unit: mm).

Figure 5.
(a) The optical microscopy results of the A356 aluminum matrix nanocomposites reinforced by different weight fractions of silica nanoparticles, i.e., (a) 0.0, (b) 2.0, (c) 4.0, and (d) 6.0 gr reinforcing materials.
Figure 5.
(a) The optical microscopy results of the A356 aluminum matrix nanocomposites reinforced by different weight fractions of silica nanoparticles, i.e., (a) 0.0, (b) 2.0, (c) 4.0, and (d) 6.0 gr reinforcing materials.

Figure 6.
The EDS results of the samples with different values of additives.


Figure 7.
The stress–strain behavior of the fabricated composites taken at room temperature and strain rate of 0.5 mm/mine. (a) Tension test of COMP0; (b) Tension test of COMP2; (c) Tension test of COMP4; (d) Tension test of COMP6.
Figure 7.
The stress–strain behavior of the fabricated composites taken at room temperature and strain rate of 0.5 mm/mine. (a) Tension test of COMP0; (b) Tension test of COMP2; (c) Tension test of COMP4; (d) Tension test of COMP6.

Figure 8.
SEM micrographs of the fractured surface of COMP0 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).
Figure 8.
SEM micrographs of the fractured surface of COMP0 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).

Figure 9.
SEM micrographs of the fractured surface of COMP2 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).
Figure 9.
SEM micrographs of the fractured surface of COMP2 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).

Figure 10.
SEM micrographs of the fractured surface of COMP4 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).
Figure 10.
SEM micrographs of the fractured surface of COMP4 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).

Figure 11.
SEM micrographs of the fractured surface of COMP6 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).
Figure 11.
SEM micrographs of the fractured surface of COMP6 (a), at different scales of 100 µm (b), 50 µm (c), and 20 µm (d).

Figure 12.
The compression strength (60% strain) behavior of the fabricated composites taken at room temperature and strain rate of 0.5 mm/min. (a) Tension test of COMP0; (b) Tension test of COMP2; (c) Tension test of COMP4; (d) Tension test of COMP6.
Figure 12.
The compression strength (60% strain) behavior of the fabricated composites taken at room temperature and strain rate of 0.5 mm/min. (a) Tension test of COMP0; (b) Tension test of COMP2; (c) Tension test of COMP4; (d) Tension test of COMP6.

Figure 13.
The values of (a) yield strength, (b) tensile strength, (c) elongation at break, (d) fracture toughness, as well as (e) compression strength for all monolithic and composite samples.
Figure 13.
The values of (a) yield strength, (b) tensile strength, (c) elongation at break, (d) fracture toughness, as well as (e) compression strength for all monolithic and composite samples.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of A356 taken by Spark Optical Emission Spectrometry.
| Al | Ti | Zn | Fe | Si | Mn | Mg | Cu |
|---|---|---|---|---|---|---|---|
| Bal. | 0.2 | 0.03 | 0.15 | 7.5 | 0.05 | 0.3 | 0.1 |
Table 2.
Result summary of mechanical experiments.
| Type | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation at Break (%) | Fracture Toughness (J/m−3) | Compression Strength (60% Strain) (MPa) |
|---|---|---|---|---|---|
| COMP0 | 69.3 | 105.03 | 8.33 | 994.2 | 411.7 |
| COMP2 | 70.66 | 118.9 | 9.41 | 1188.3 | 460.6 |
| COMP4 | 76 | 117.86 | 8.25 | 1156.6 | 426.4 |
| COMP6 | 84 | 112.03 | 5.71 | 1008.9 | 417.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Malaki, M.; Tehrani, A.F.; Niroumand, B.; Abdullah, A. Ultrasonically Stir Cast SiO2/A356 Metal Matrix Nanocomposites. Metals 2021, 11, 2004. https://doi.org/10.3390/met11122004
AMA Style
Malaki M, Tehrani AF, Niroumand B, Abdullah A. Ultrasonically Stir Cast SiO2/A356 Metal Matrix Nanocomposites. Metals. 2021; 11(12):2004. https://doi.org/10.3390/met11122004
Chicago/Turabian StyleMalaki, Massoud, Alireza Fadaei Tehrani, Behzad Niroumand, and Amir Abdullah. 2021. "Ultrasonically Stir Cast SiO2/A356 Metal Matrix Nanocomposites" Metals 11, no. 12: 2004. https://doi.org/10.3390/met11122004
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.