
Effect of Nano-Y2O3 Addition on Microstructure and Tensile Properties of High-Nb TiAl Alloy Prepared by Spark Plasma Sintering


1
State Key Laboratory for Advanced Metals and Materials, University of Science and Technology Beijing, Beijing 100083, China
2
Waikato Centre of Advanced Materials and Manufacturing, School of Engineering, The University of Waikato, Hamilton 3240, New Zealand
*
Author to whom correspondence should be addressed.
Metals 2021, 11(7), 1048; https://doi.org/10.3390/met11071048
Submission received: 8 June 2021
/
Revised: 28 June 2021
/
Accepted: 28 June 2021
/
Published: 30 June 2021
(This article belongs to the Special Issue Synthesis, Process, Structure, and Properties of Titanium-Based Alloys)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Nano-Y2O3 reinforced Ti-47.7Al-7.1Nb-(V, Cr) alloy was fabricated by a powder metallurgy route using spark plasma sintering (SPS), and the influence of nano-Y2O3 contents on the microstructure and mechanical properties were investigated systematically. The results revealed that the ultimate tensile strength and elongation of the alloy were 570 ± 28 MPa and 1.7 ± 0.6% at 800 °C, 460 ± 23 MPa and 6.1 ± 0.4% at 900 °C with no nano-Y2O3, 662 ± 24 MPa and 5.5 ± 0.5% at 800 °C, and 466 ± 25 MPa and 16.5 ± 0.8% at 900 °C with 0.05 at% nano-Y2O3 addition, respectively. Due to the fine-grain strengthening and the second-phase strengthening, both tensile strength and elongation of the high-Nb TiAl alloy were enhanced with the addition of nano-Y2O3.
1. Introduction
With the low density, good elevated-temperature strength, high resistance to oxidation, and excellent creep properties, TiAl alloys are one of the most important aerospace materials widely used in turbine blades, powerplant turbines, turbochargers rotors, and so on [1,2,3,4]. Nevertheless, compared with conventional TiAl alloy, high-Nb-containing TiAl alloys demonstrate high strength levels and good oxidation resistance between 800 °C and 900 °C, extending the application temperature of TiAl alloys [5,6].
However, metal matrix composites (MMCs) have been investigated worldwide in recent years because the MMCs can show greatly enhanced ambient and high-temperature strength and stiffness compared with the matrix alloys [7,8,9]. TiAl metal matrix composites are mainly composed by the addition of ceramic particles, such as Y2O3 [10,11,12,13], Ti2AlC [14,15,16,17,18,19], TiB2 [20,21,22,23,24], Al2O3 [25], WC [26], and B4C [27,28], and etc. in the TiAl metal matrix. As one kind of rare earth oxide, the thermodynamic characteristics of Y2O3 are the most stable [29].
Ding et al. [30] investigated the effect of the Y2O3 particles on the fracture toughness of the directionally solidified Ti-45Al-2Cr-2Nb, and the results showed that the fracture toughness reduced with the increase of Y2O3 particles, and the cracking along the bonding interface and the ceramic particles. Tian et al [12] fabricated the Y2O3 particles reinforced Ti-48Al-2Cr-2Nb alloy by induction skull melting (ISM), and it demonstrated that within a certain range, adding nano-Y2O3 could refine the microstructure and improve strength and elongation of TiAl alloy. Guo et al. [11] found that the content γ phase increased with the addition of nano-Y2O3, and the solidification pathway of TiAl alloy into high-Al side. The ultimate tensile strength (UTS) and elongation were 561 MPa and 1.49% for T4822-Y2O3 and 611 MPa and 0.79% for the T486-Y2O3 alloy. Xiao et al. [10] reported 0.15 at% nano-Y2O3 addition could increase ultimate tensile strength (UTS) and elongation of the TNV alloy. The TNV-Y2O3 alloy displayed lower steady-state creep rates and longer creep life, and the stress exponent was 3.09 lower than the 4.03 of the TNV alloy. Gu et al. [31] prepared the β-solidifying TiAl alloy with YAl2 and Y2O3 precipitates by spark plasma sintering, and the sintered specimen at 1150 °C had an ultimate tensile strength of 1113.1 MPa, yield strength of 881 MPa, and elongation of 1.41%. Due to the Y2O3 and YAl2 precipitates, the grains and lamellar spacing were refined, dragged the grain boundary migration, and hindered the dislocation movement, leading to the improvement of the mechanical properties.
Therefore, adding Y2O3 powders is a feasible way to adjust the microstructure and properties, and there are rarely studies on the addition of nano-Y2O3 through the powder metallurgy method. This research concentrated on the high-temperature tensile properties and fractures behavior of high-Nb TiAl alloy with Y2O3 addition. The influence on microstructure and elevated-temperature tensile properties with different contents of Y2O3 addition was investigated.
2. Materials and Methods
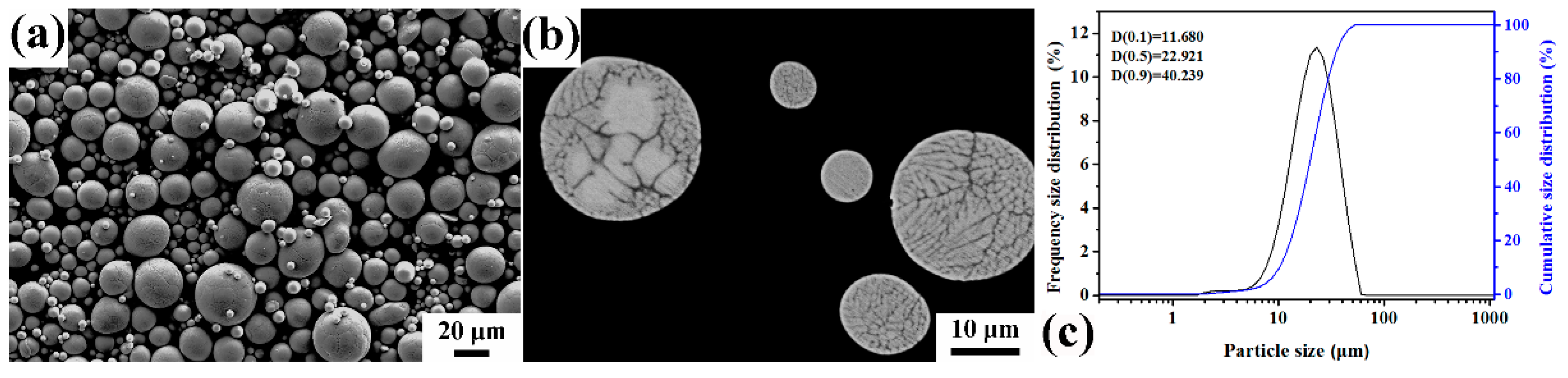
The pre-alloyed powders of high-Nb TiAl alloy with chemical compositions of Ti-47.7Al-7.1Nb-1.1Cr-2.3V (at%) were prepared by plasma-rotating electrode process. As shown in Figure 1a, most of the pre-alloyed powder is spherical and a small part is satellite powder. The interior morphology exhibits a dendrite appearance and the particle sizes of pre-alloyed powders range from 11.68 μm to 40.24 μm, as shown in Figure 1b,c. The Y2O3 powders were supplied by Shanghai Naiou Nanotechnology Co. Ltd with an average particle size of 80 nm. The pro-alloyed powders and nano-Y2O3 powders were mixed in an argon atmosphere by ball milling with the weight ratio of balls to powders of 5:1, and a speed of 250 r/min for 6 h. After the mixed powders were sintered using the spark plasma sintering furnace (SPS-20 T-10 V, Shanghai Chen Hua Technology Co. Ltd., Shanghai, China), they were held for 3 min at 1350 °C under uniaxial stress of 45 MPa.
The SEM samples were first ground with SiC papers to 1500 grit, then electron-polished in a solution of 60 vol% methanol, 35 vol% butanol, and 5 vol% perchloric acid. The fracture specimens were prepared by mechanical polishing with grounding up to 5000 mesh. The microstructure was characterized by scanning electron microscopy (SEM, Carl Zeiss AG, Jena, Germany), and the lamellar colony size and its volume fraction were measured by image-pro plus. A uniaxial tensile test was performed using the CMT4105 (Changchun Institute of Testing Machines, Changchun, China ) machine at 800 °C and 900 °C with a constant displacement rate of 5 × 10−4 s−1. The tensile specimens had a gauge length of 10 mm, width of 2.5 mm, and thickness of 1.2 mm, and the surfaces of the tensile specimen were ground to 1500-grit SiC papers before testing.
3. Results and Discussion
3.1. Microstructure
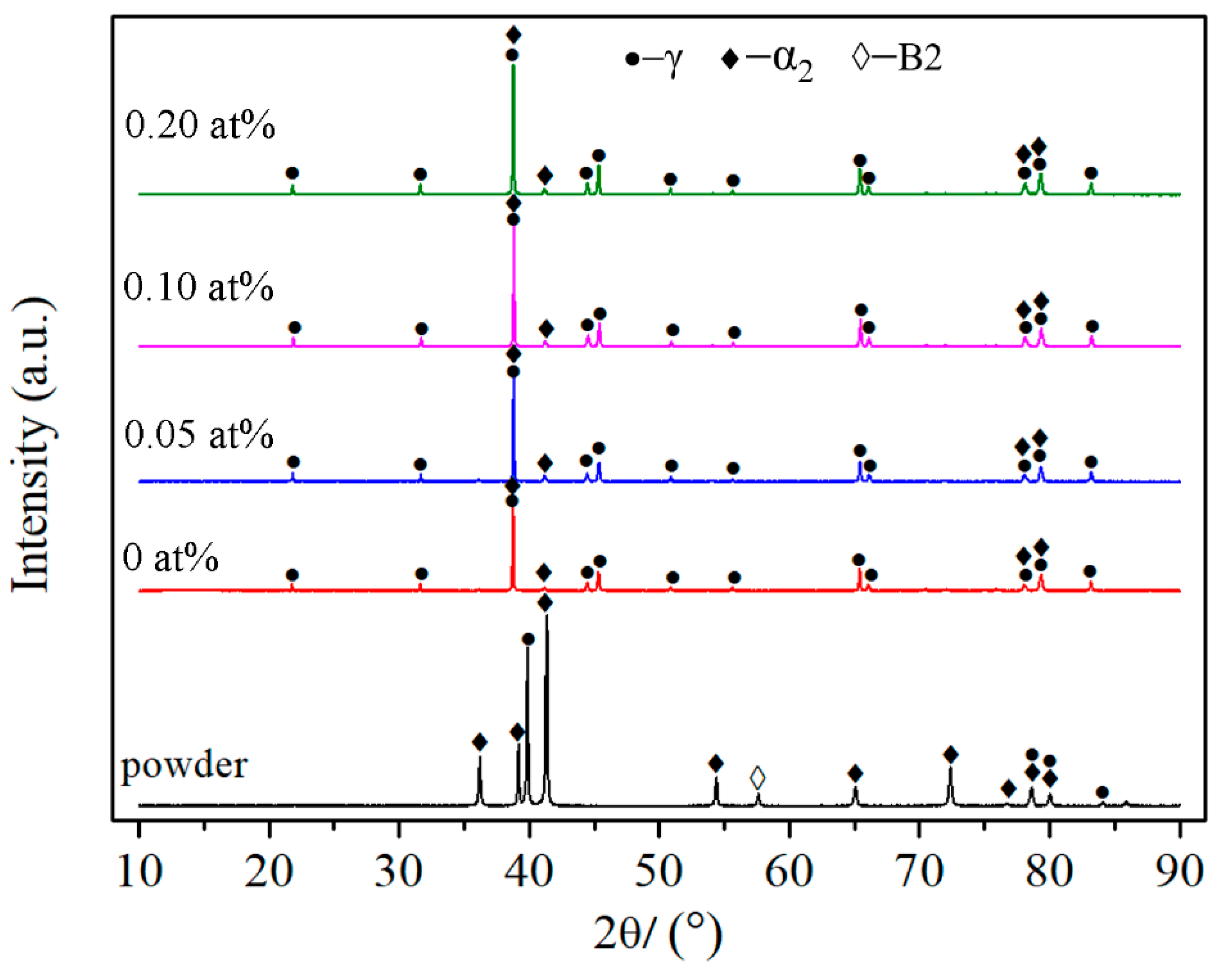
The XRD pattern of Ti-47.7Al-7.1Nb-1.1Cr-2.3V (at%) pre-alloyed powders and four alloys with different content of nano-Y2O3 are shown in Figure 2. It can be seen that the spectrum of pre-alloyed powders contained α2-Ti3Al, γ-TiAl, and B2 peaks, but was dominated by the peaks of the α2 phase. This was due to the high cooling rate of droplets about 104–106 K s−1 during the atomization, leading to the decrease of transformation α→γ replaced by α→α2 ordering transformation [32]. After sintering, the high-Nb TiAl alloys with different content of nano-Y2O3 addition were mainly including γ-TiAl and α2-Ti3Al phases but no obvious peaks of Y2O3 due to the small addition.
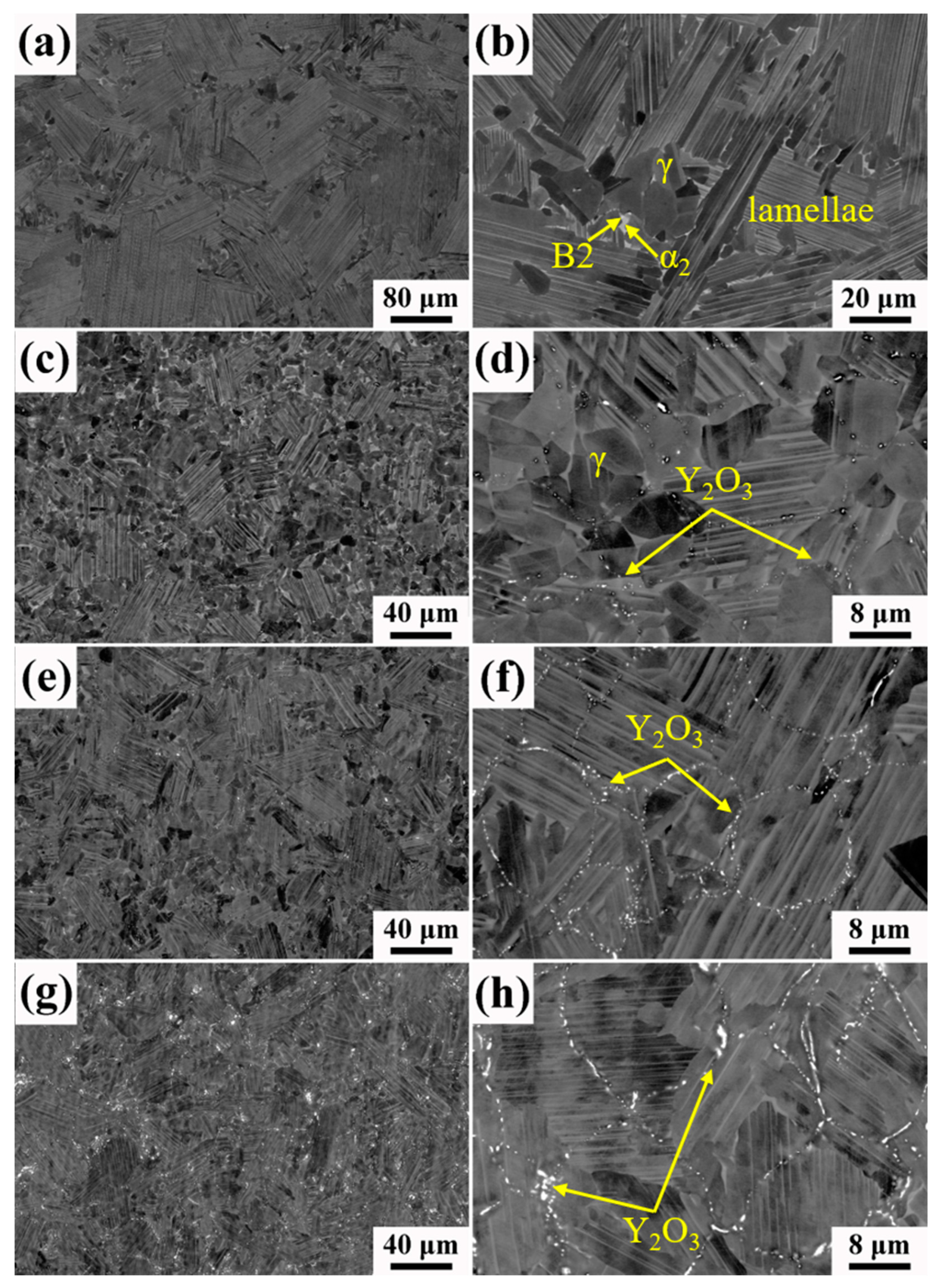
Figure 3 shows the SEM-BSE microstructures of the experimental alloys with different content of nano-Y2O3 addition. It was found that the microstructure of Ti-47.7Al-7.1Nb-1.1Cr-2.3V alloy consisted of γ+α2 lamellar and a few γ, α2, and B2 phases around the boundaries of the lamellar colonies or in the γ+α2 lamellar without addition nano-Y2O3 as shown in Figure 3a,b. With 0.05 at% of Y2O3 addition, the sample showed a duplex microstructure including half approximately of the lamellar colony and more equiaxed γ phase exhibited in Figure 3c. Due to the nano-Y2O3 particles being distributed on the surface of pre-alloyed powders after ball milling, the Y2O3 particles displayed an obvious network structure in the TiAl matrix. It can be seen from Figure 3d that most of the still Y2O3 nanoparticles and a few of the micro-scale precipitates were in the TiAl matrix with the 0.05 at% nano-Y2O3 addition. The Y2O3 particles were dispersed in the γ phase, lamellar colony, and colony boundary. Obviously, with the content of Y2O3 increasing from 0.05 to 0.20 at%, the microstructure of the sintered sample changed from duplex to near lamellar as shown in Figure 3c,e,g. However, more micro-scale Y2O3 particles were observed, as shown in Figure. After 3 h, the content of nano-Y2O3 increased to 0.20 at%, due to the additional Y2O3 particles distributed on the surface of the pre-alloyed powders after ball milling during the sintering process and additional particle agglomeration and grow up.
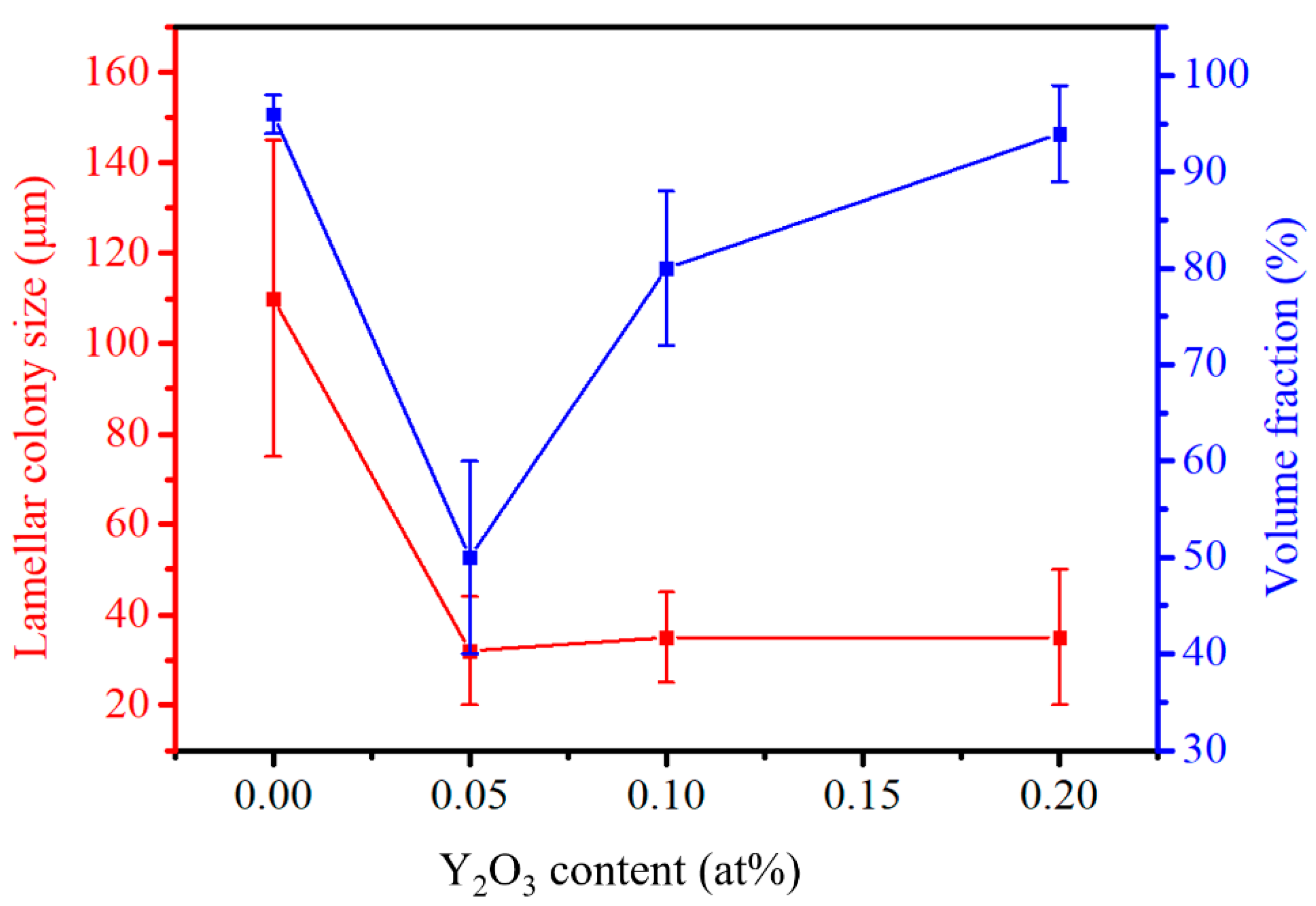
Figure 4 displays the lamellar colony size and its volume fraction with different content of nano-Y2O3 addition using the Image-pro plus measurement. It can be seen that the mean lamellar colony size was 110 ± 35 μm and its volume fraction was about 95 ± 2% without Y2O3 addition. With the content increase from 0.05% to 0.20%, the volume fractions of lamellar colony raised from 50 ± 10% to 93 ± 5%. However, the average lamellar colony sizes with 0.05 at%, 0.1 at%, and 0.2 at% addition were 32 ± 12 μm, 35 ± 10 μm, 35 ± 15 μm, and not significantly different.
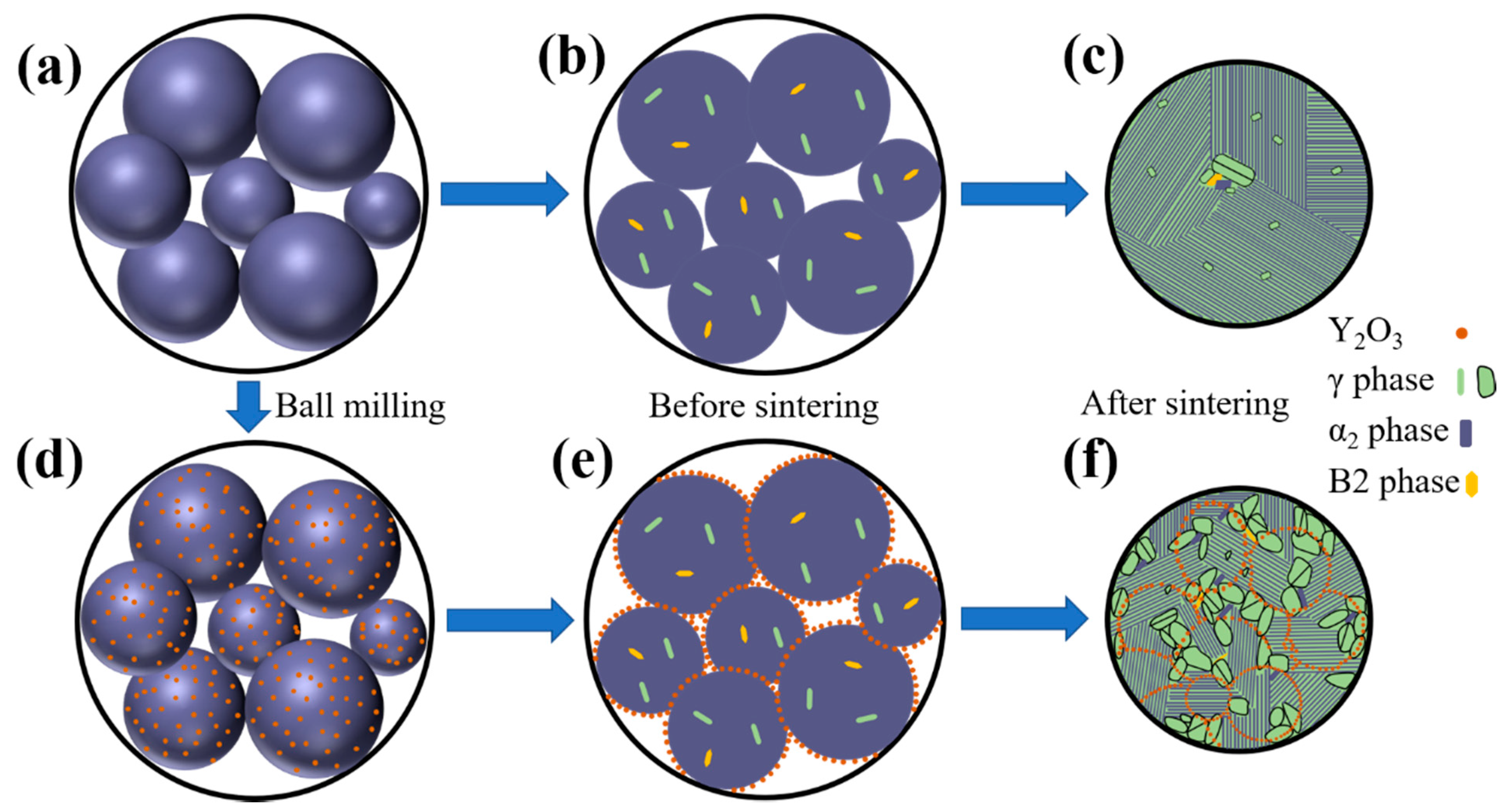
The schematic diagrams of microstructure evolution before and after sintering is exhibited in Figure 5 without and with the addition of Y2O3. According to the Ti-Al quasi-binary phase diagram containing 8Nb (at%) in Ref. [33], the sintering temperature at 1350 °C was in the α+γ phase region. Furthermore, the pre-alloyed powder mainly consisted of α2 phase and a few γ and B2 phases, and the lamellar microstructure was probably transformed by α→α + γ→L(α2/γ) after the sintering holding 3 min at 1350 °C as shown in Figure 5a–c [33,34]. With the addition of nano-Y2O3, most particles were relatively uniformly distributed on the surface of the pre-alloyed powder after ball milling. Due to the ball milling speed not being too high, most of the pre-alloyed powders were still spherical before sintering. Figure 5d–f exhibits the microstructure evolution of the pre-alloyed powder mixing nano-Y2O3 particles before and after sintering. The Y2O3 particles seemed to limit the grain growth and played a prominent role in retaining a fine microstructure.
3.2. Tensile Properties and Fractography
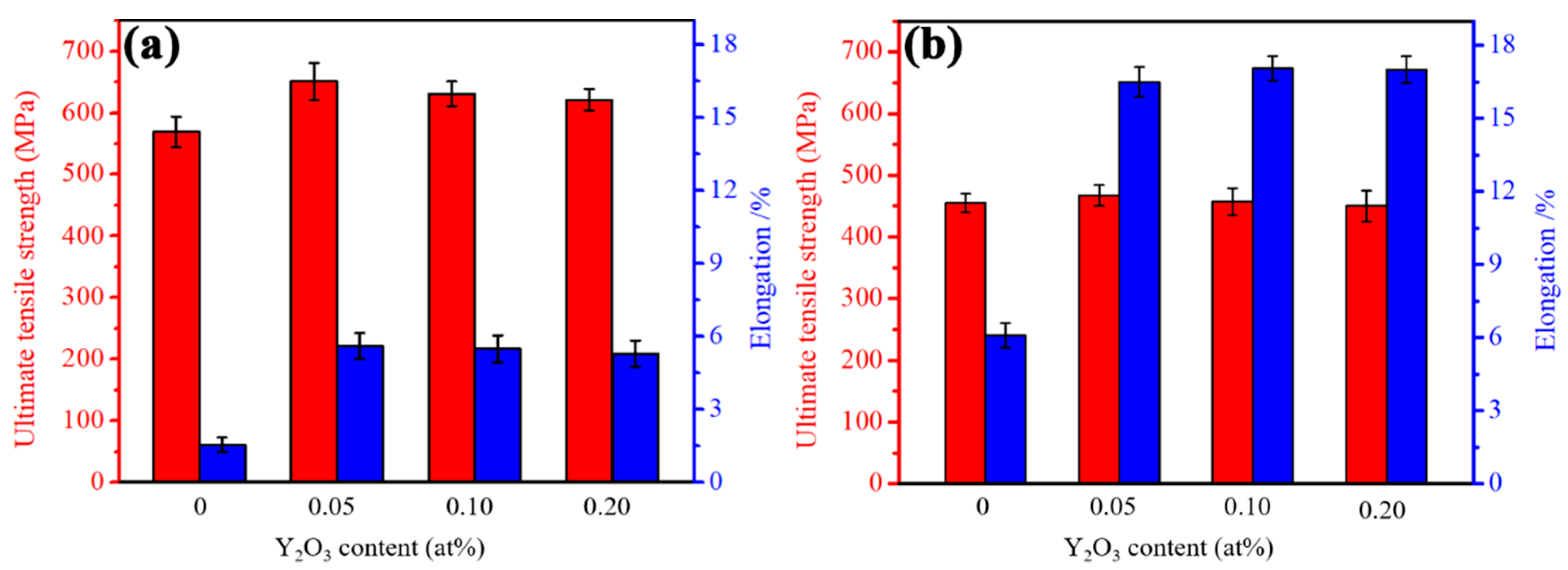
Tensile properties of the alloys at 800 °C and 900 °C with different content of nano-Y2O3 addition are illustrated in Figure 6. It is can be seen from the results that the ultimate tensile strength (UST) increased with the Y2O3 addition and decreased with the improvement of the test temperature. At 800 °C, the ultimate tensile strength (UST) and elongation of Ti-47.7Al-7.1Nb-1.1Cr-2.3V (at%) alloy were 569 ± 25 MPa and 1.55 ± 0.3 % without adding Y2O3. Compared with the high-Nb TiAl alloy matrix, adding 0.05 at% nano-Y2O3, the UST increased about 82 MPa and the elongation improved about 4.05%. However, the UST had reduced with the increment of Y2O3 from 0.05 at% to 0.2 at%, and elongation was slightly different. Increasing the test temperature to 900 °C, the UST of the high-Nb TiAl alloy was 455 ± 15 MPa and did not change significantly with the addition of Y2O3 particles, but the elongation rose from 6.1 ± 0.5 % to 16.5 ± 0.6% with the 0.05 at% addition. Moreover, the alloys with 0.1 at% and 0.2 at% addition did not have a significant influence on the high-temperature tensile properties as shown in Figure 6. Nano-Y2O3 addition improved both the ultimate tensile strength (UST) and elongation at elevated temperatures, and it mainly consists of two kinds of strengthening mechanisms. On the one hand, the lamellar colony size significantly reduced with the addition of Y2O3 particles. According to the Hall-Petch relationship, the refinement of the grain has a critical influence on the increase of mechanical property, and the interface of the fine lamellar can hinder the movement of the substructure [11,31,35]. On the other hand, most of the Y2O3 second phase is still nano size, and in a few parts of the particle agglomeration with 0.05 at% addition, the particles can block the movement of dislocation and promote the nucleation of twins both in the lamellar colonies and in the γ phase [31,35]. Due to the presence of Y2O3 particles, it forms dislocation loops and tangles when the dislocation moves through the particles by bending around, and the lattice dislocation energy increases with the bending of dislocation, leading to the improved strength [11].
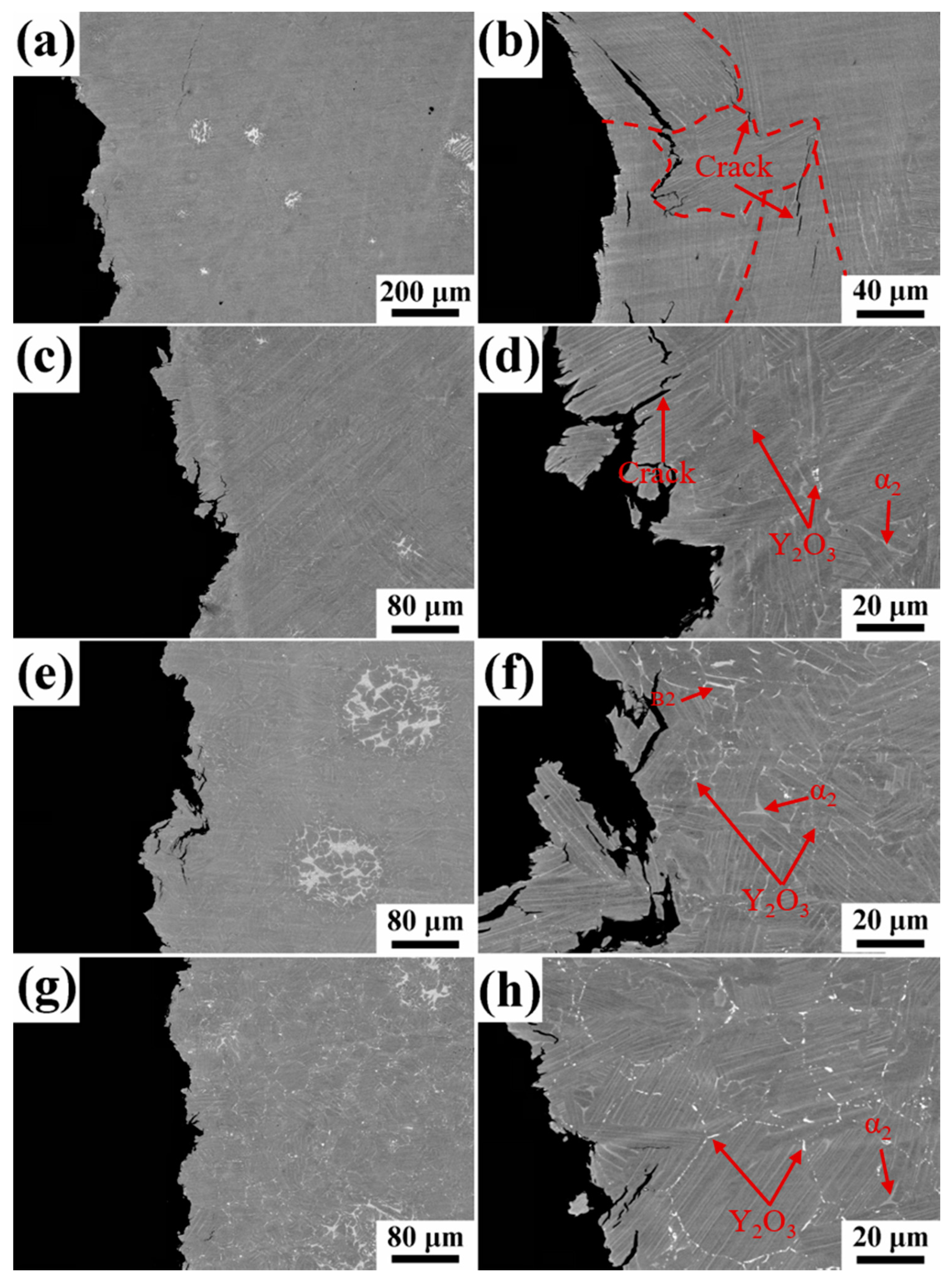
Figure 7 exhibits the fracture side face after the tensile test at 800 °C with different content of Y2O3 addition. It was observed that the secondary cracks appeared in the inter-lamellar or lamellar boundaries, mainly concentrated near the fracture after tensile testing. During the tensile test, the micro-crack frequently nucleated at the interface of γ/α2 lamellae due to the poor bonding strength between α2 and γ lamellae [11]. Figure 7a,b exhibits the secondary crack propagates along the lamellar and changing of the direction in the boundaries of the lamellar without nano-Y2O3 addition. Owing to the addition of Y2O3 particles, the lamellar colony sizes were decreased and the fine lamellar microstructure restricted the growth of cracks as shown in Figure 7c–h. The combination of the nano-Y2O3 and the matrix worked very well, and there were no cracks or holes between the interfaces after tensile testing at 800 °C.
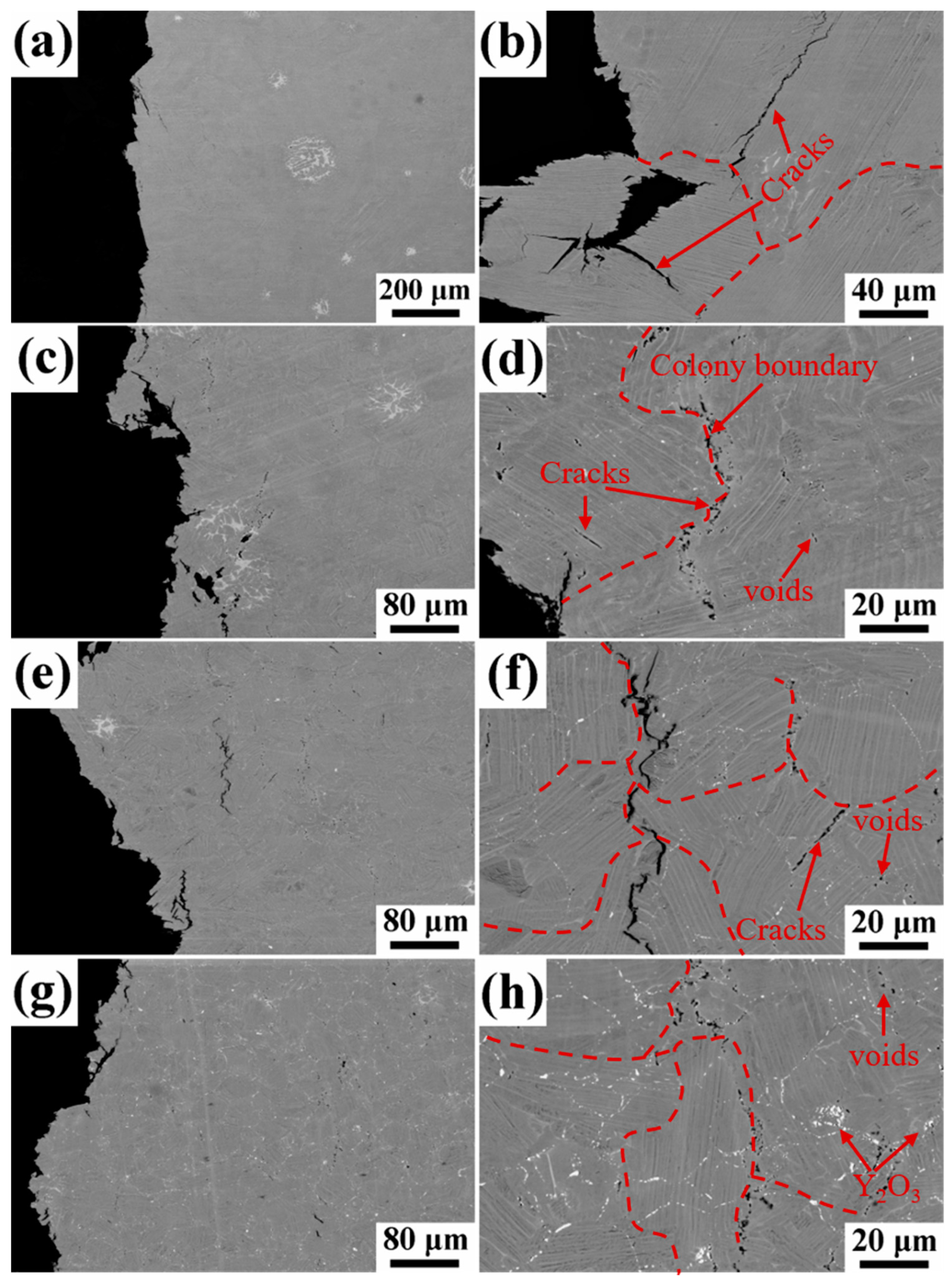
The microstructure of the fracture side face after the tensile test at 900 °C is illustrated in Figure 8. The secondary cracks also extended along the direction of the lamellar or perpendicular to the lamellar without the addition of Y2O3. Compared with the tensile test at 800 °C, there were significant second cracks and voids in the interface of the lamellar boundaries or the grain boundaries. The reason for this result was mainly due to the massive γ phase between the lamellar colonies in the duplex microstructure and near-lamellar microstructure. However, there were no obvious microcracks between the interfaces of Y2O3 particles and the matrix, which proves the good bonding strength of the Y2O3 and matrix. After the tensile test at 900 °C, it was observed that the lamellae curved in the alloys with different contents of nano-Y2O3 addition.
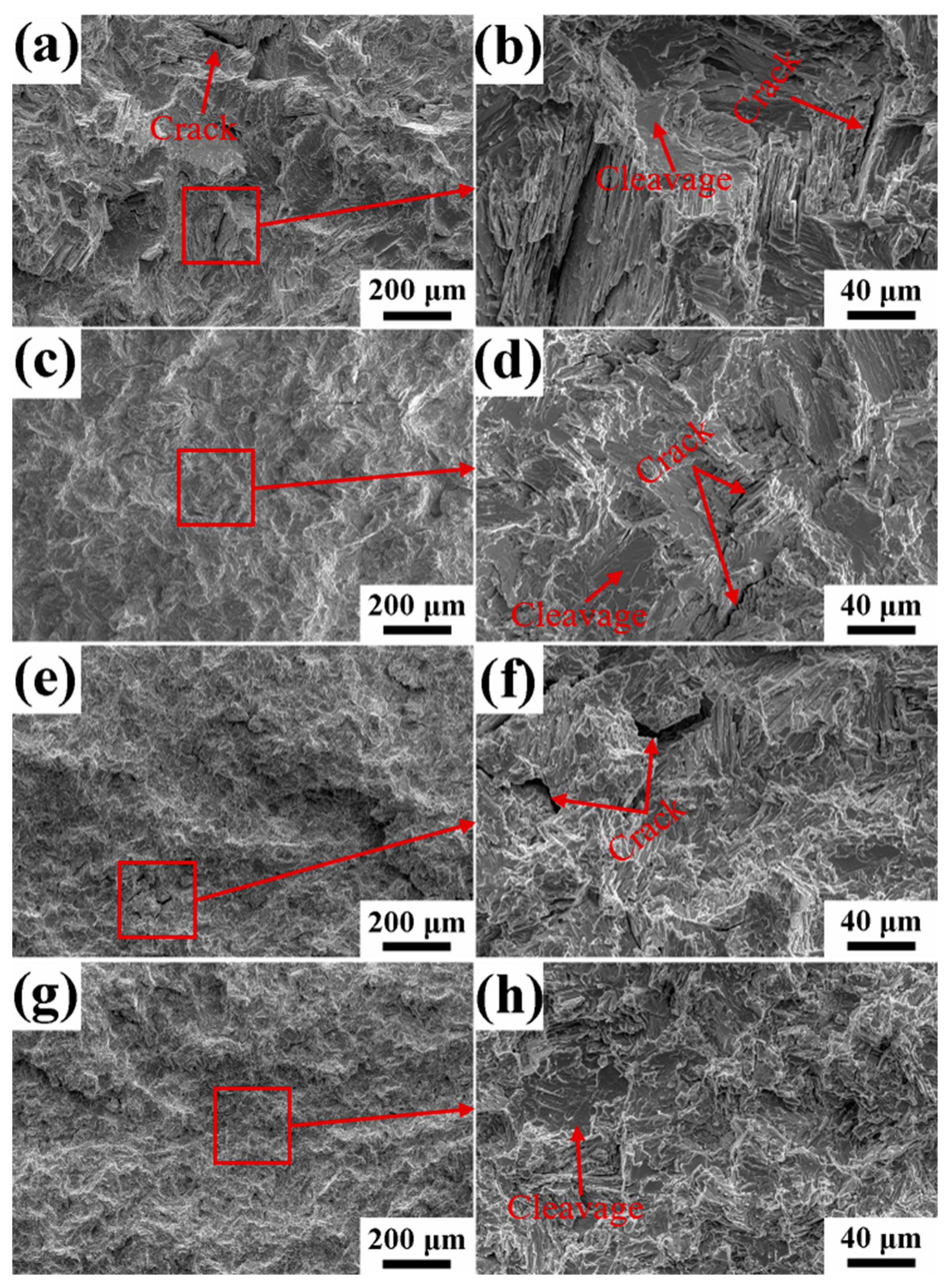
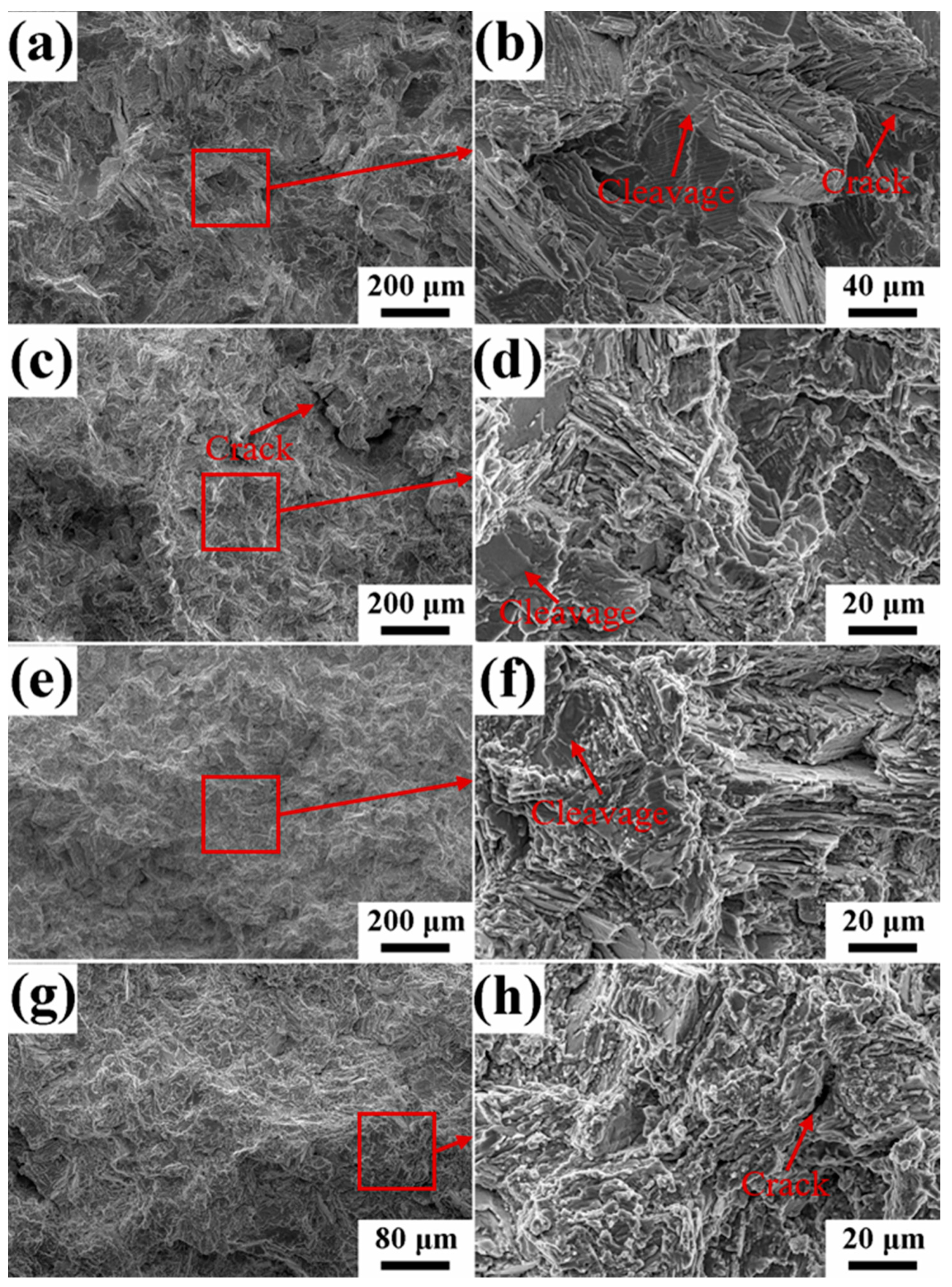
Figure 9 and Figure 10 exhibit the tensile fracture morphology at 800 °C and 900 °C with different content of Y2O3 addition. The fracture morphology of the alloy without adding Y2O3 was similar with no obvious dimples at both 800 °C and 900 °C, with the secondary crack, tearing ridges, and cleavage face as shown in Figure 9a,b and Figure 10a,b, and the fracture mechanisms still exhibited cleavage fractures. With the addition of nano-Y2O3, the main reason for the failure of alloys at 800 °C and 900 °C was still cleavage cracks, and no obvious dimples were found in the fracture morphology. Therefore, the increase of the elongation at 900 °C was mainly caused by the second cracks and voids in the interface of the lamellar boundaries and the grain boundaries. Additionally, due to the fine grain strengthening and the second phase reinforcement, the mechanical property was improved.
4. Conclusions
The present work mainly concentrated on the influence of adding different content of nano-Y2O3 on the high temperature tensile properties. The conclusions are summarized as follows.
(1) With the 0.05 at% addition of Y2O3, the sample showed duplex microstructure including approximately half of the lamellar colony and a more equiaxed γ phase. Most of the particles were still nano-size, and the average lamellar colonies size decreased from 110 ± 35 μm to 32 ± 12 μm.
(2) The ultimate tensile strength (UST) and elongation of the alloy were 569 ± 25 MPa and 1.55 ± 0.3% without adding Y2O3. Compared with the high-Nb TiAl alloy matrix, the UST increased about 82 MPa and the elongation improved about 4.05% when adding 0.05 at% nano-Y2O3.
(3) The enhancement of the high-temperature tensile property contributed to fine grain strengthening and the second-phase reinforcement. The interface of the fine lamellar can hinder the movement of the substructure and the second phase of Y2O3 can block the movement of dislocation.
Author Contributions
Y.G.: Conceptualization, methodology, investigation, writing original manuscript. J.L.: design guide, writing assistance, funding acquisition, supervision. Y.L.: design guide, writing assistance. F.Y.: design guide, writing assistance. All authors have read and agreed to the published version of the manuscript.
Funding
Financial supports by the National Natural Science Foundation of China (No.51831001), the Funds for Creative Research Groups of China (No. 51921001) and the Fundamental Research Funds for the Central Universities (FRF-MP-20-44) are gratefully acknowledged.
Institutional Review Board Statement
The study did not involve humans or animals.
Informed Consent Statement
The study is not involving humans.
Data Availability Statement
The data used in this article are presented in the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Kim, Y.-W. Intermetallic alloys based on gamma titanium aluminide. JOM 1989, 41, 24–30. [Google Scholar] [CrossRef]
- Appel, F.; Brossmann, U.; Christoph, U.; Eggert, S.; Janschek, P.; Lorenz, U.; Müllauer, J.; Oehring, M.; Paul, J.D.H. Recent progress in the development of gamma titanium aluminide alloys. Adv. Eng. Mater. 2000, 2, 699–720. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, Processing, Microstructure, Properties, and Applications of Advanced Intermetallic TiAl Alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Pflumm, R.; Friedle, S.; Schütze, M. Oxidation protection of γ-TiAl-based alloys—A review. Intermetallics 2015, 56, 1–14. [Google Scholar] [CrossRef]
- Xu, X.; Lin, J.; Teng, Z.; Wang, Y.; Chen, G. On the microsegregation of Ti–45Al–(8–9)Nb–(W, B, Y) alloy. Mater. Lett. 2007, 61, 369–373. [Google Scholar] [CrossRef]
- Lin, J.; Xu, X.; Wang, Y.; He, S.; Zhang, Y.; Song, X.; Chen, G. High temperature deformation behaviors of a high Nb containing TiAl alloy. Intermetallics 2007, 15, 668–674. [Google Scholar] [CrossRef]
- Ward-Close, C.; Minor, R.; Doorbar, P. Intermetallic-matrix composites—A review. Intermetallics 1996, 4, 217–229. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel Nanoparticle-Reinforced Metal Matrix Composites with Enhanced Mechanical Properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A Review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Xiao, S.; Guo, Y.; Liang, Z.; Wang, X.; Yang, J.; Wang, X.; Xu, L.; Tian, J.; Chen, Y. The effect of nano-Y2O3 addition on tensile properties and creep behavior of as-cast TiAl alloy. J. Alloys Compd. 2020, 825, 153852. [Google Scholar] [CrossRef]
- Guo, Y.; Chen, Y.; Xiao, S.; Tian, J.; Zheng, Z.; Xu, L. Influence of nano-Y2O3 addition on microstructure and tensile properties of high-Al TiAl alloys. Mater. Sci. Eng. A 2020, 794, 139803. [Google Scholar] [CrossRef]
- Tian, J.; Zhang, D.; Chen, Y.; Zhang, G.; Sun, J. Effect of nano Y2O3 addition on microstructure and room temperature tensile properties of Ti–48Al–2Cr–2Nb alloy. Vacuum 2019, 170, 108779. [Google Scholar] [CrossRef]
- Guo, Y.; Tian, J.; Xiao, S.; Xu, L.; Chen, Y. Enhanced creep properties of Y2O3-bearing Ti-48Al-2Cr-2Nb alloys. Mater. Sci. Eng. A 2021, 809, 140952. [Google Scholar] [CrossRef]
- Gao, B.; Peng, H.; Liang, Y.; Lin, J.; Chen, B. Electron beam melted TiC/high Nb–TiAl nanocomposite: Microstructure and mechanical property. Mater. Sci. Eng. A 2021, 811, 141059. [Google Scholar] [CrossRef]
- Gu, D.; Wang, Z.; Shen, Y.; Li, Q.; Li, Y. In-situ TiC particle reinforced Ti–Al matrix composites: Powder preparation by mechanical alloying and Selective Laser Melting behavior. Appl. Surf. Sci. 2009, 255, 9230–9240. [Google Scholar] [CrossRef]
- Yun-Long, Y.; Yan-Sheng, G.; Hai-Tao, W.; Chuan-Bin, W.; Lian-Meng, Z. Fabrication and mechanical properties of TiC/TiAl composites. J. Wuhan Univ. Technol. Sci. Ed. 2004, 19, 1–4. [Google Scholar] [CrossRef]
- Zhu, D.; Liu, L.; Dong, D.; Wang, X.; Liu, Y.; Chen, Z.; Wei, Z. Microstructure and compression behavior of in-situ synthesized Ti2AlC reinforced Ti-48Al-2Cr alloy with carbon nanotubes addition. J. Alloys Compd. 2021, 862, 158646. [Google Scholar] [CrossRef]
- Lapin, J.; Klimová, A.; Gabalcová, Z.; Pelachová, T.; Bajana, O.; Štamborská, M. Microstructure and mechanical properties of cast in-situ TiAl matrix composites reinforced with (Ti,Nb)2AlC particles. Mater. Des. 2017, 133, 404–415. [Google Scholar] [CrossRef]
- Lapin, J.; Štamborská, M.; Pelachová, T.; Bajana, O. Fracture behaviour of cast in-situ TiAl matrix composite reinforced with carbide particles. Mater. Sci. Eng. A 2018, 721, 1–7. [Google Scholar] [CrossRef]
- Jia, Y.; Liu, Z.-D.; Li, S.; Yao, H.-M.; Ren, Z.-K.; Wang, T.; Han, J.-C.; Xiao, S.-L.; Chen, Y.-Y. Effect of cooling rate on solidification microstructure and mechanical properties of TiB2-containing TiAl alloy. Trans. Nonferrous Metals Soc. China 2021, 31, 391–403. [Google Scholar] [CrossRef]
- Li, W.; Yang, Y.; Li, M.; Liu, J.; Cai, D.; Wei, Q.; Yan, C.; Shi, Y. Enhanced mechanical property with refined microstructure of a novel γ-TiAl/TiB2 metal matrix composite (MMC) processed via hot isostatic press. Mater. Des. 2018, 141, 57–66. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, J.; He, Y.; Chen, G. Microstructural characteristics of Ti–45Al–8.5Nb/TiB2 composites by powder metallurgy. J. Alloys Compd. 2009, 468, 505–511. [Google Scholar] [CrossRef]
- Gosslar, D.; Günther, R.; Hecht, U.; Hartig, C.; Bormann, R. Grain refinement of TiAl-based alloys: The role of TiB2 crystallography and growth. Acta Mater. 2010, 58, 6744–6751. [Google Scholar] [CrossRef]
- Mirshams, R.A.; Li, Z.X.; Mohamadian, H.P. High-temperature tensile properties and fracture characteristics in a monolithic gamma TiAl alloy and a TiB2 particle-reinforced TiAl alloy. J. Mater. Sci. Lett. 1997, 16, 715–718. [Google Scholar] [CrossRef]
- Lu, X.; Li, J.; Chen, X.; Ran, C.; Wang, Y.; Liu, B.; Liu, Y.; Rashad, M.; Pan, F. Grinding mechanism and mechanical properties of the in-situ synthesized Al2O3/TiAl composites. Ceram. Int. 2019, 45, 12113–12121. [Google Scholar] [CrossRef]
- Li, W.; Li, M.; Liu, J.; Yang, Y.; Cai, D.; Wei, Q.; Yan, C.; Shi, Y. Microstructures and mechanical properties of nano-WC reinforced Ti-44.5Al-5Nb-0.5W-0.5C-0.2B alloy prepared by hot isostatic pressing. J. Alloys Compd. 2019, 770, 640–648. [Google Scholar] [CrossRef]
- Shu, S.; Qiu, F.; Lin, Y.; Wang, Y.; Wang, J.; Jiang, Q. Effect of B4C size on the fabrication and compression properties of in situ TiB2–Ti2AlC/TiAl composites. J. Alloys Compd. 2013, 551, 88–91. [Google Scholar] [CrossRef]
- Montealegre-Meléndez, I.; Arévalo, C.; Pérez-Soriano, E.M.; Kitzmantel, M.; Neubauer, E. Microstructural and XRD Analysis and Study of the Properties of the System Ti-TiAl-B4C Processed under Different Operational Conditions. Metals 2018, 8, 367. [Google Scholar] [CrossRef] [Green Version]
- Gao, M.; Cui, R.; Ma, L.; Zhang, H.; Tang, X.; Zhang, H. Physical erosion of yttria crucibles in Ti–54Al alloy casting process. J. Mater. Process. Technol. 2011, 211, 2004–2011. [Google Scholar] [CrossRef]
- Ding, H.; Zhang, H.; Wang, Q.; Chen, R.; Guo, J.; Fu, H. Effect of Y2O3 particles on the fracture toughness of directionally solidified TiAl-based alloys. Mater. Sci. Eng. A 2017, 703, 108–115. [Google Scholar] [CrossRef]
- Gu, X.; Jiang, S.; Cao, F.; Zhang, G.; Yang, D.; Guo, S.; Song, H.; Sun, J. A β-solidifying TiAl alloy reinforced with ultra-fine Y-rich precipitates. Scr. Mater. 2021, 192, 55–60. [Google Scholar] [CrossRef]
- Yang, D.-Y.; Guo, S.; Peng, H.-X.; Cao, F.-Y.; Liu, N.; Sun, J. Size dependent phase transformation in atomized TiAl powders. Intermetallics 2015, 61, 72–79. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, J.; He, Y.; Wang, Y.; Chen, G. Fabrication and SPS microstructures of Ti–45Al–8.5Nb–(W,B,Y) alloying powders. Intermetallics 2008, 16, 215–224. [Google Scholar] [CrossRef]
- Hsiung, L.; Nieh, T. Microstructures and properties of powder metallurgy TiAl alloys. Mater. Sci. Eng. A 2004, 364, 1–10. [Google Scholar] [CrossRef]
- Guo, Y.; Xiao, S.; Chen, Y.; Tian, J.; Zheng, Z.; Xu, L. High temperature tensile properties and fracture behavior of Y2O3-bearing Ti-48Al-2Cr-2Nb alloy. Intermetallics 2020, 126, 106933. [Google Scholar] [CrossRef]
Figure 1.
(a,b) SEM images of pre-alloyed powder; (c) particle size distribution.

Figure 2.
XRD pattern of pre-alloyed powders and four alloys with different content of nano-Y2O3.

Figure 3.
SEM-BSE images of samples adding difference content of nano-Y2O3 (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.
Figure 3.
SEM-BSE images of samples adding difference content of nano-Y2O3 (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.

Figure 4.
Lamellar colony size and its volume fraction with different content of Y2O3 addition.

Figure 5.
Schematic diagrams of the sintering process: (a–c) no addition nano-Y2O3; (d–f) addition nano-Y2O3.
Figure 5.
Schematic diagrams of the sintering process: (a–c) no addition nano-Y2O3; (d–f) addition nano-Y2O3.

Figure 6.
Ultimate tensile strength and elongation at elevated temperatures with different content of nano-Y2O3 addition: (a) 800 °C; (b) 900 °C.
Figure 6.
Ultimate tensile strength and elongation at elevated temperatures with different content of nano-Y2O3 addition: (a) 800 °C; (b) 900 °C.

Figure 7.
Fracture side face after tensile test at 800 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.
Figure 7.
Fracture side face after tensile test at 800 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.

Figure 8.
Fracture side face after tensile test at 900 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.
Figure 8.
Fracture side face after tensile test at 900 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.

Figure 9.
Tensile fracture morphology at 800 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.
Figure 9.
Tensile fracture morphology at 800 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.

Figure 10.
Tensile fracture morphology at 900 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.
Figure 10.
Tensile fracture morphology at 900 °C: (a,b) 0 at%; (c,d) 0.05 at%; (e,f) 0.10 at%; (g,h) 0.20 at%.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Guo, Y.; Liang, Y.; Lin, J.; Yang, F. Effect of Nano-Y2O3 Addition on Microstructure and Tensile Properties of High-Nb TiAl Alloy Prepared by Spark Plasma Sintering. Metals 2021, 11, 1048. https://doi.org/10.3390/met11071048
AMA Style
Guo Y, Liang Y, Lin J, Yang F. Effect of Nano-Y2O3 Addition on Microstructure and Tensile Properties of High-Nb TiAl Alloy Prepared by Spark Plasma Sintering. Metals. 2021; 11(7):1048. https://doi.org/10.3390/met11071048
Chicago/Turabian StyleGuo, Yingchao, Yongfeng Liang, Junpin Lin, and Fei Yang. 2021. "Effect of Nano-Y2O3 Addition on Microstructure and Tensile Properties of High-Nb TiAl Alloy Prepared by Spark Plasma Sintering" Metals 11, no. 7: 1048. https://doi.org/10.3390/met11071048
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.