
Effect of Post-Heat Treatment Cooling Conditions on Microstructures and Fatigue Properties of Cobalt Chromium Molybdenum Alloy Fabricated through Selective Laser Melting

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
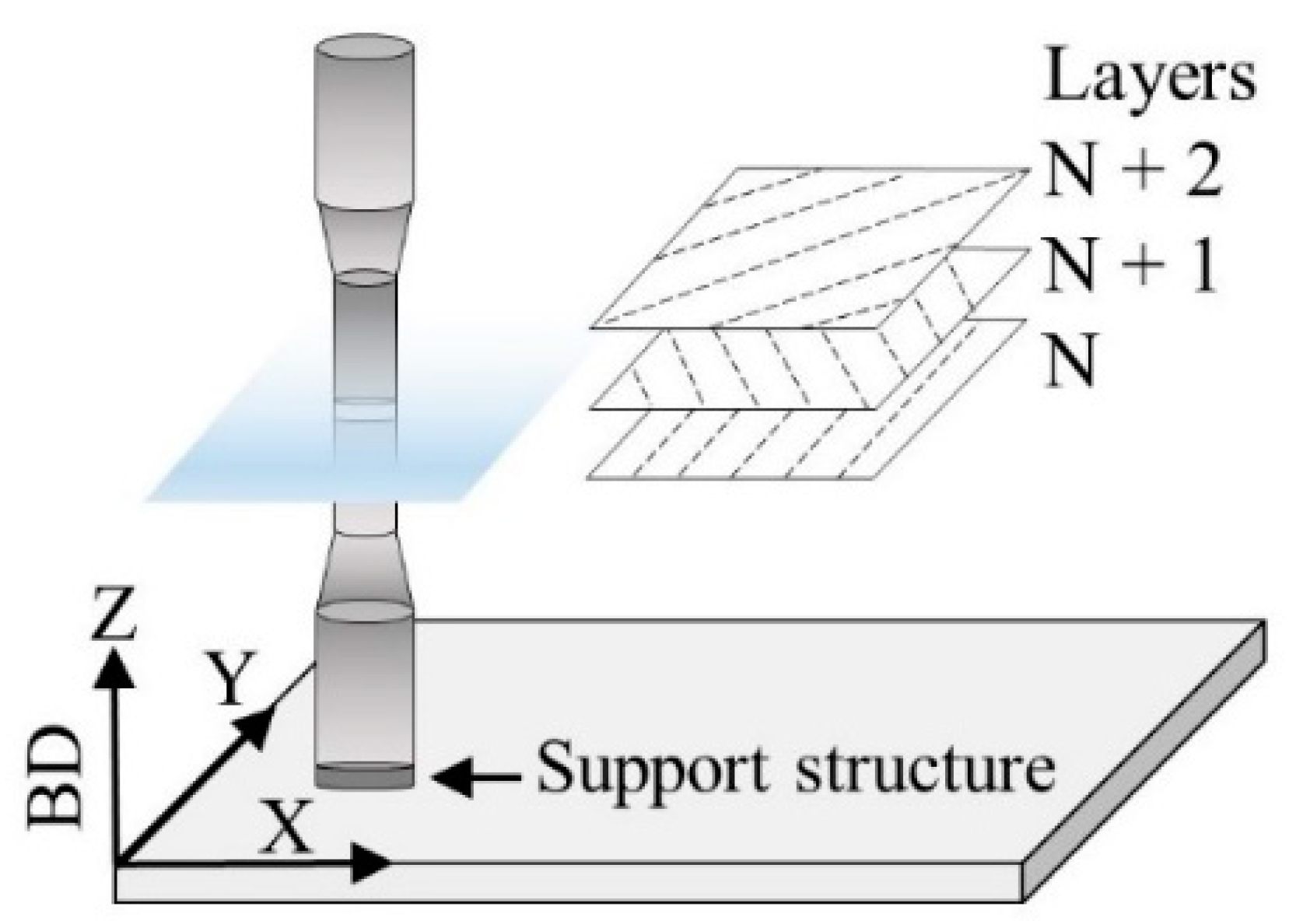
2.1. Specimen Preparation
2.2. Microstructural Analysis
2.3. Mechanical Properties
2.4. Fatigue Test
2.5. Statistical Evaluation
3. Results
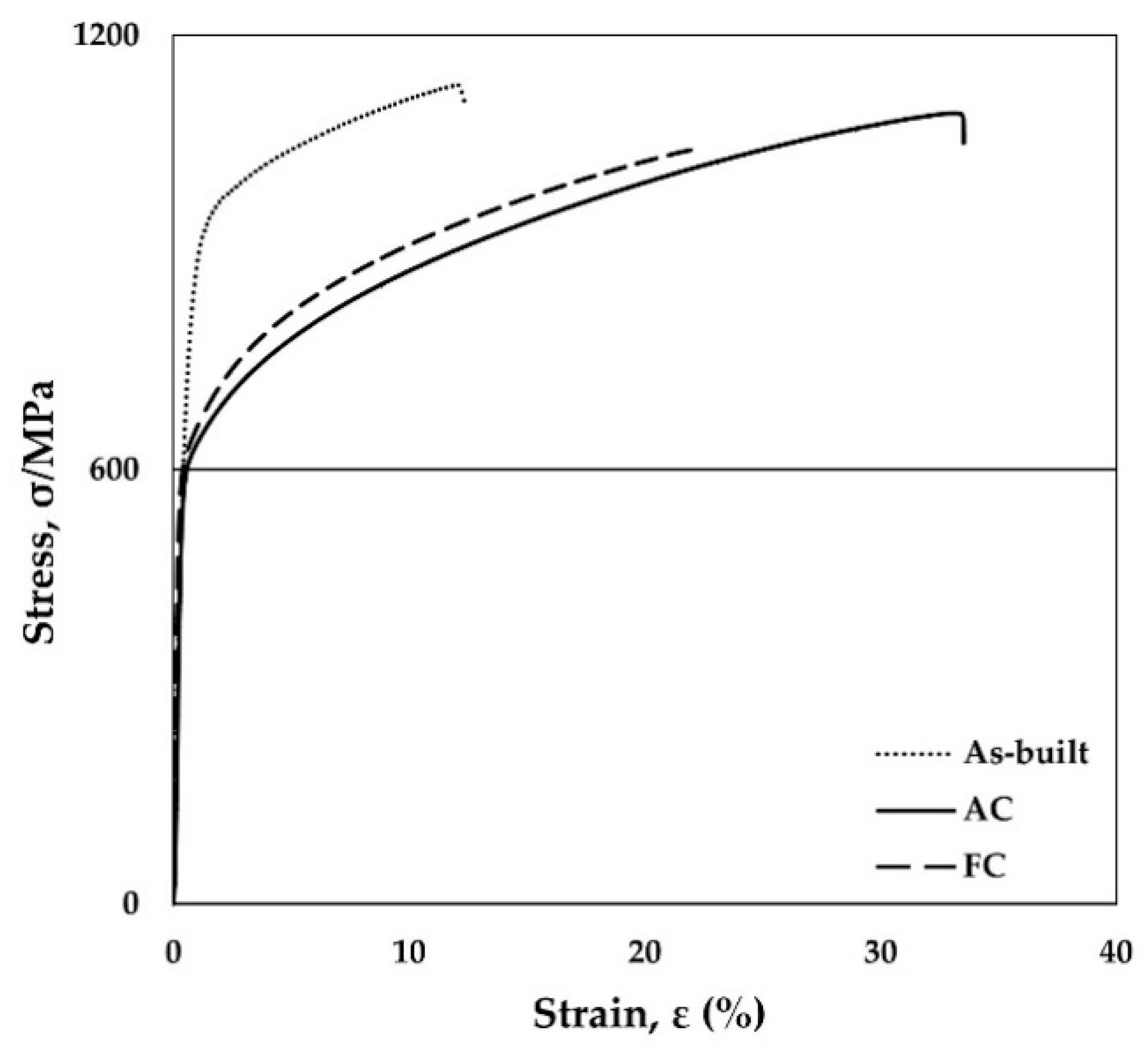
3.1. Mechanical Properties
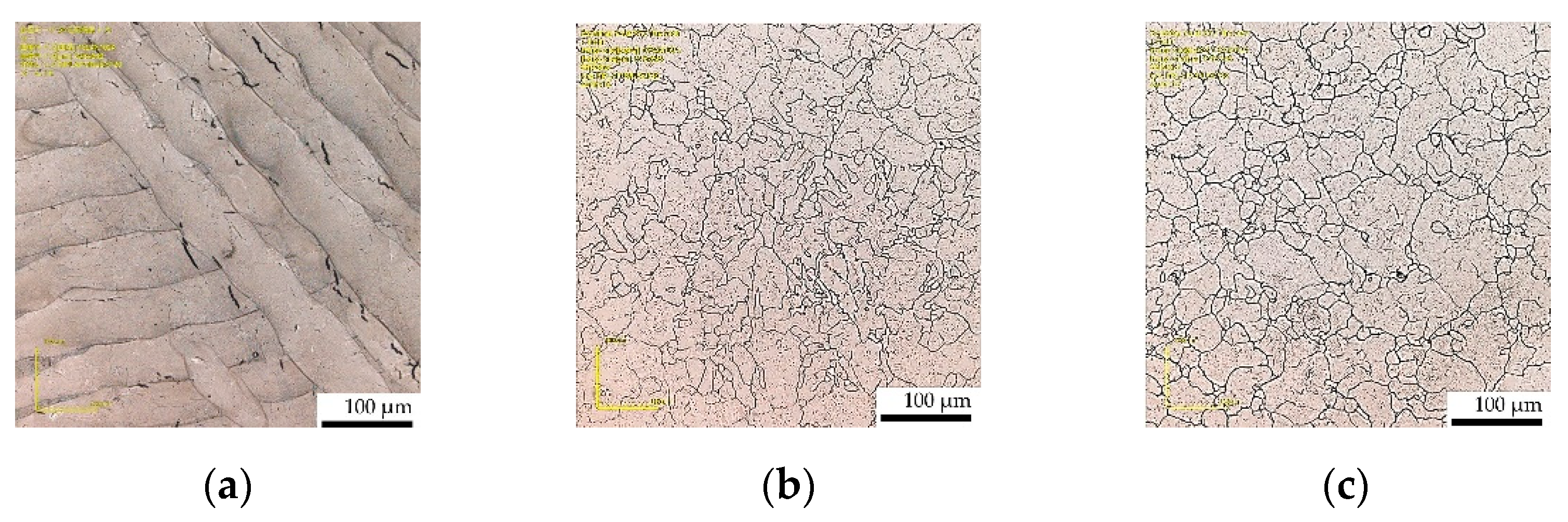
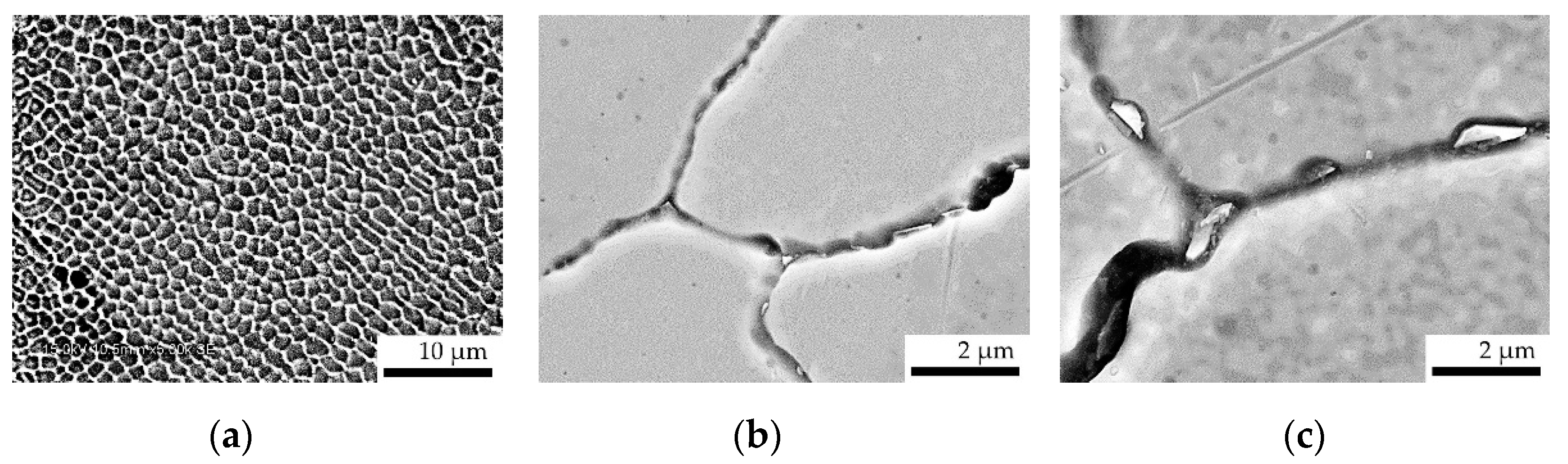
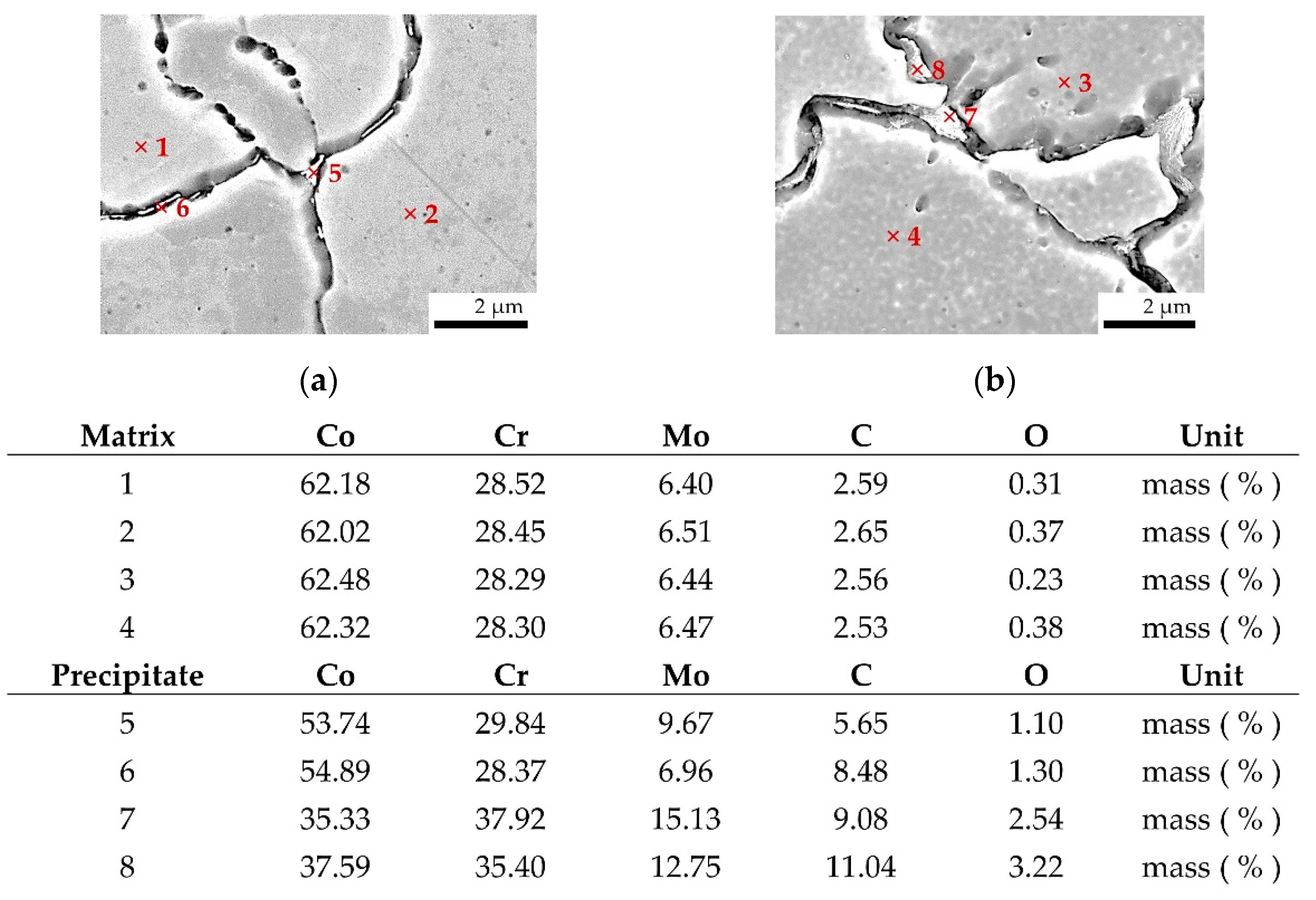
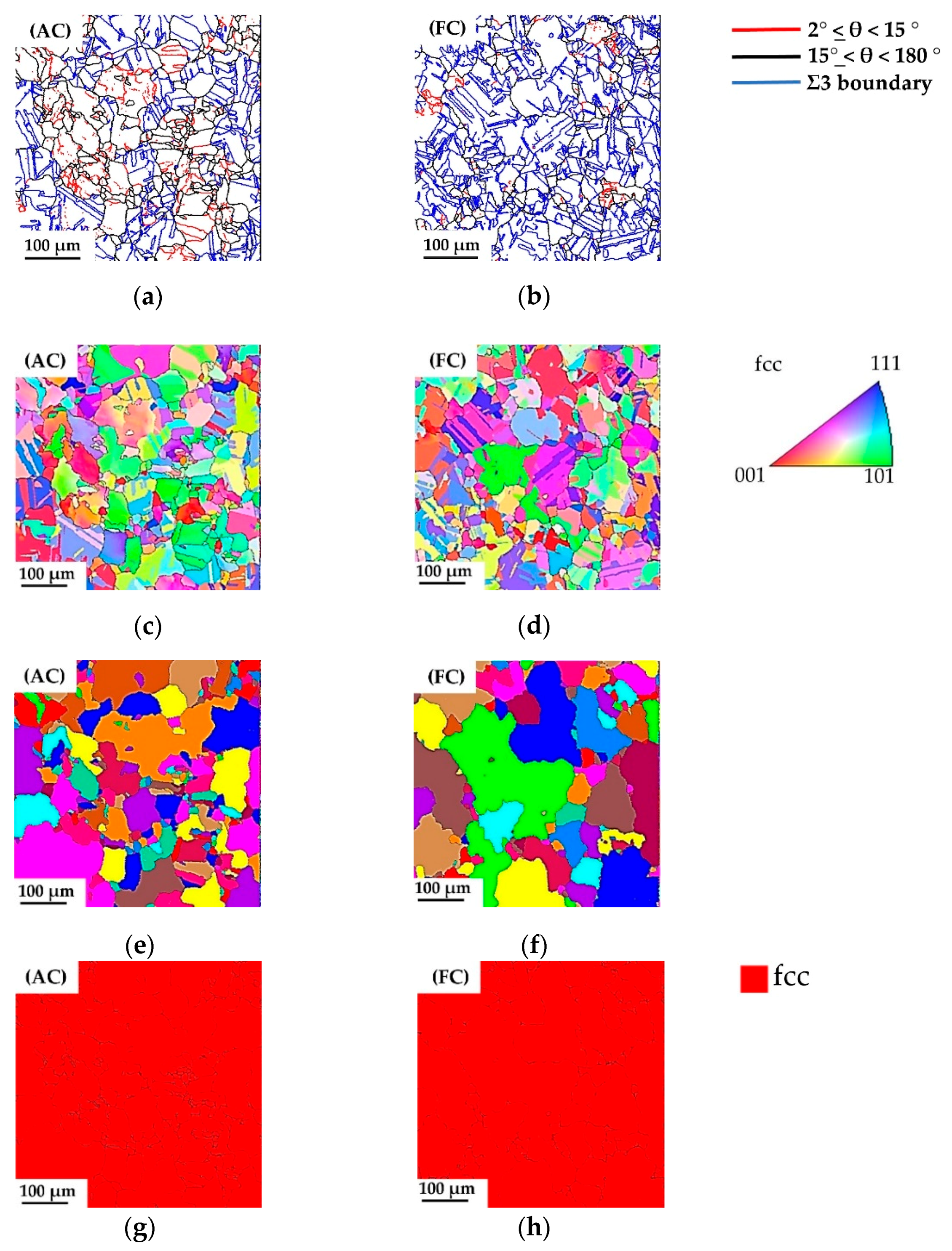
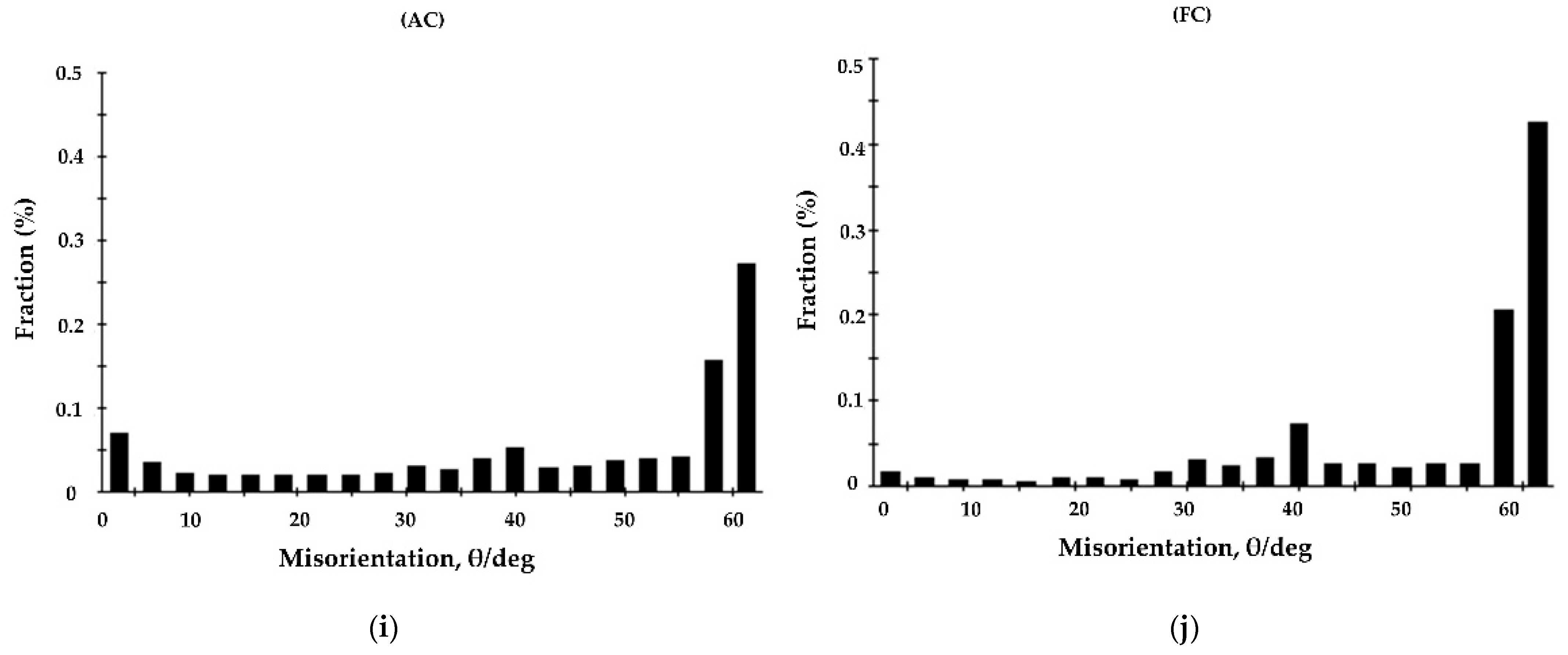
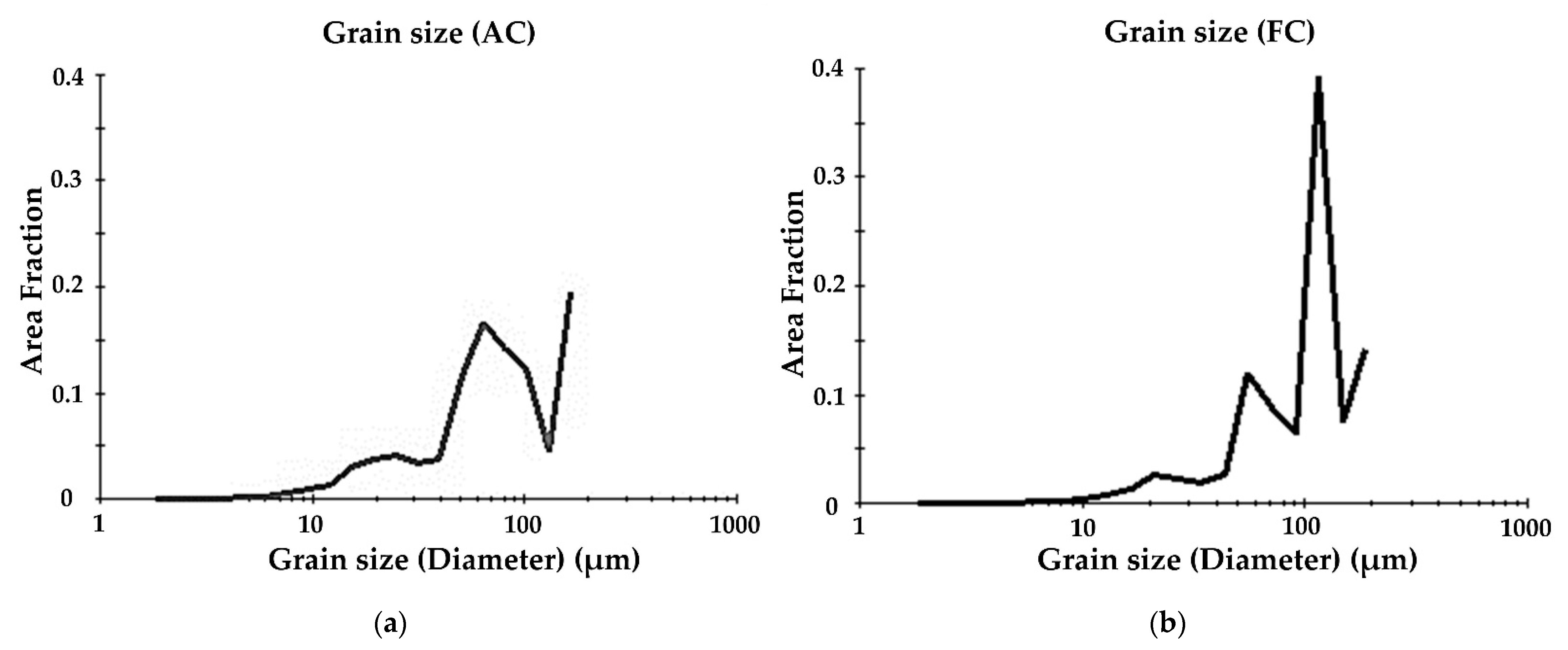
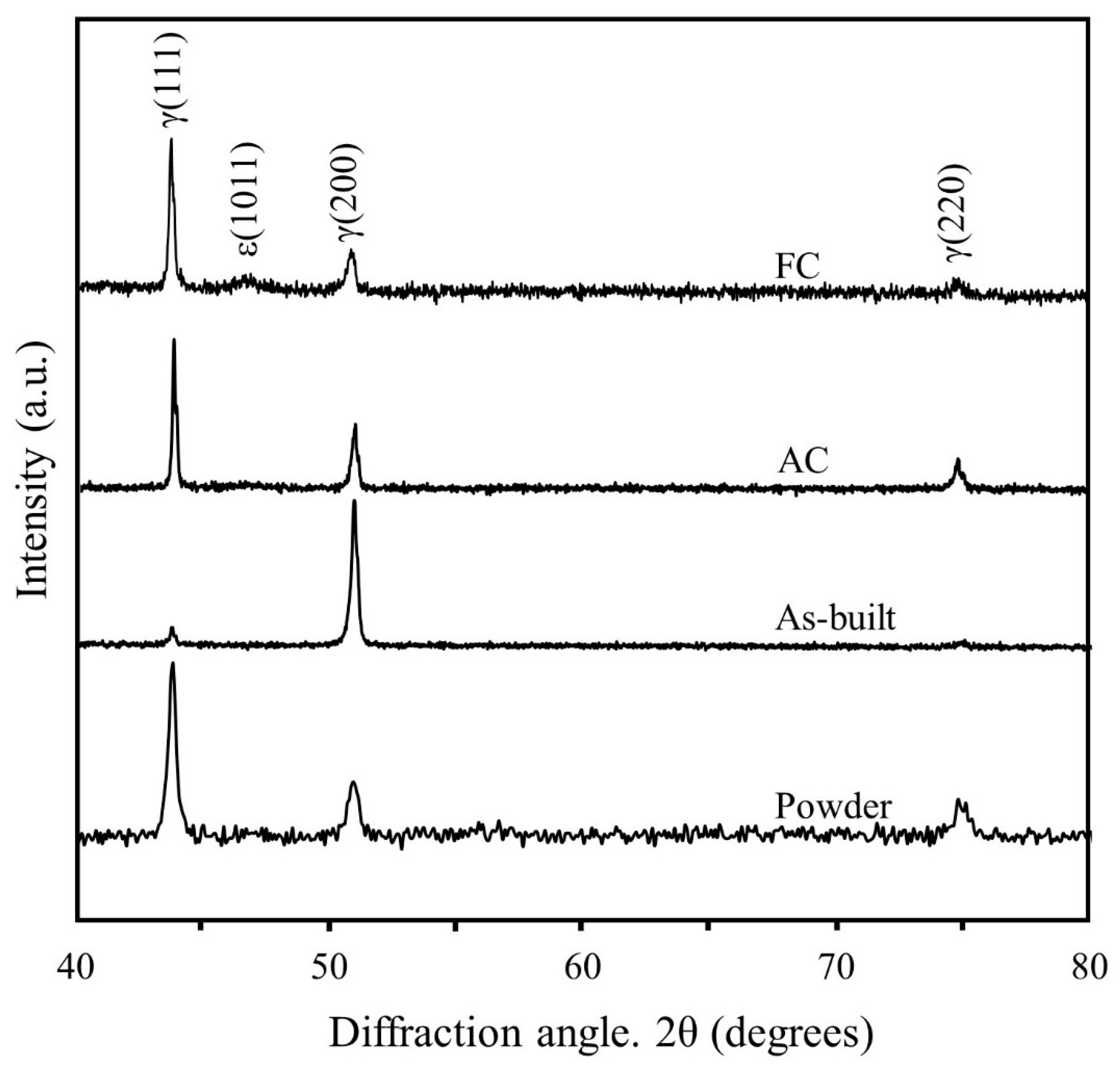
3.2. Microstructure Analysis
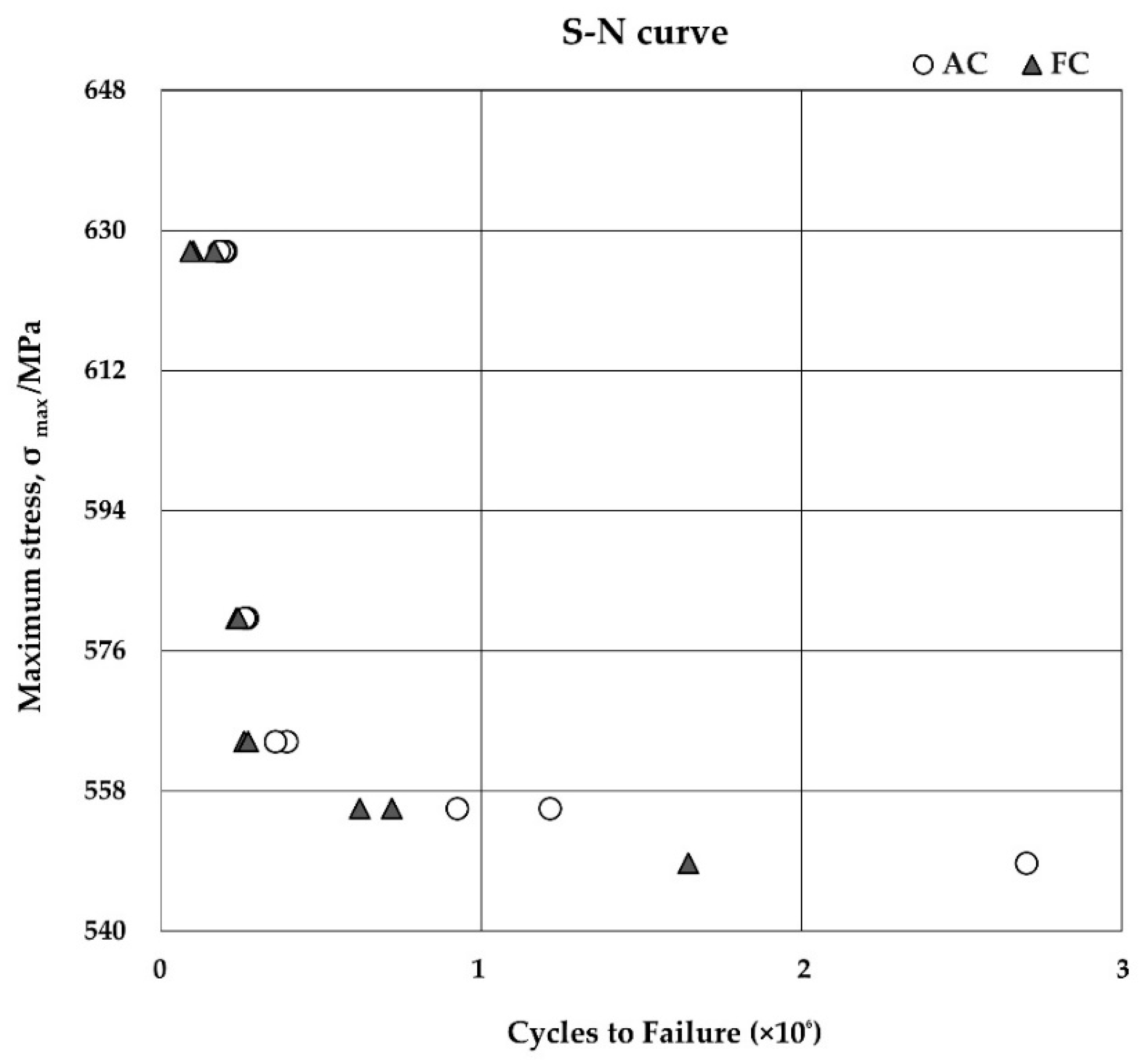
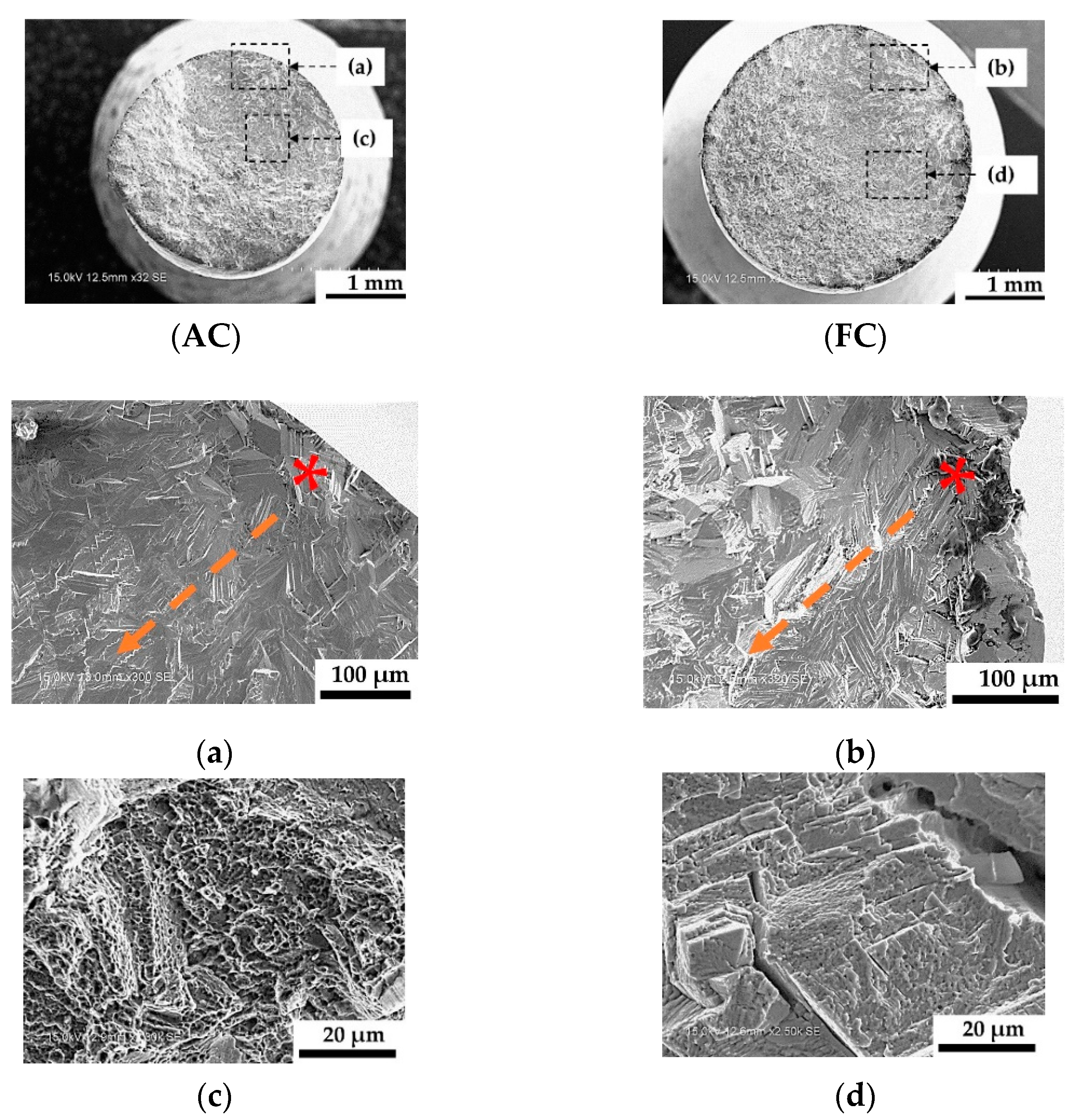
3.3. Fatigue Result
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- De Castro Girão, D.; Béreš, M.; Jardini, A.L.; Filho, R.M.; Silva, C.C.; de Siervo, A.; Gomes de Abreu, H.F.; Araújo, W.S. An assessment of biomedical CoCrMo alloy fabricated by direct metal laser sintering technique for implant applications. Mater. Sci. Eng. C 2020, 107, 110305. [Google Scholar] [CrossRef]
- Dos Santos, C.; Habibe, A.F.; Simba, B.G.; Lins, J.F.C.; de Freitas, B.X.; Nunes, C.A. CoCrMo-base Alloys for Dental Applications Obtained by Selective laser melting (SLM) and CAD/CAM Milling. Mater. Res. 2020, 23, 1–6. [Google Scholar] [CrossRef]
- Shiri, S.; Zhang, C.; Odeshi, A.; Yang, Q. Growth and characterization of tantalum multilayer thin fi lms on CoCrMo alloy for orthopedic implant applications. Thin Solid Film. 2018, 645, 405–408. [Google Scholar] [CrossRef]
- Yoda, K.; Suyalatu; Takaichi, A.; Nomura, N.; Tsutsumi, Y.; Doi, H.; Kurosu, S.; Chiba, A.; Igarashi, Y.; Hanawa, T. Effects of chromium and nitrogen content on the microstructures and mechanical properties of as-cast Co-Cr-Mo alloys for dental applications. Acta Biomater. 2012, 8, 2856–2862. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Tang, S.Y.; Scudino, S.; Ivanov, Y.P.; Qu, R.T.; Wang, D.; Yang, C.; Zhang, W.; Greer, A.L.; Eckert, J.; et al. Additive manufacturing of a martensitic Co-Cr-Mo alloy: Towards circumventing the strength—Ductility trade-off. Addit. Manuf. 2021, 37, 1–14. [Google Scholar] [CrossRef]
- Wang, Z.; Xie, M.; Li, Y.; Zhang, W.; Yang, C.; Kollo, L.; Eckert, J.; Prashanth, K.G. Premature failure of an additively manufactured material. NPG Asia Mater. 2020. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.D.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Des. 2020, 193, 1–12. [Google Scholar] [CrossRef]
- Song, C.; Yang, Y.; Wang, Y.; Wang, D.; Yu, J. Research on rapid manufacturing of CoCrMo alloy femoral component based on selective laser melting. Int. J. Adv. Manuf. Technol. 2014, 75, 445–453. [Google Scholar] [CrossRef]
- Takaichi, A.; Nakamoto, T.; Joko, N.; Nomura, N. Microstructures and mechanical properties of Co-29Cr-6Mo alloy fabricated by selective laser melting process for dental applications. J. Mech. Behav. Biomed. Mater. 2013, 21, 67–76. [Google Scholar] [CrossRef] [PubMed]
- Kajima, Y.; Takaichi, A.; Nakamoto, T.; Kimura, T.; Yogo, Y.; Ashida, M.; Doi, H.; Nomura, N.; Takahashi, H.; Hanawa, T.; et al. Fatigue strength of Co-Cr-Mo alloy clasps prepared by selective laser melting. J. Mech. Behav. Biomed. Mater. 2016, 59, 446–458. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Wang, M.; Lou, D.; Xia, W.; Fang, X. Microstructural features of biomedical cobalt–chromium–molybdenum (CoCrMo) alloy from powder bed fusion to aging heat treatment. J. Mater. Sci. Technol. 2020, 45, 146–156. [Google Scholar] [CrossRef]
- Roudnicka, M.; Bigas, J.; Molnarova, O.; Palousek, D.; Vojtech, D. Different response of cast and 3d-printed co-cr-mo alloy to heat treatment: A thorough microstructure characterization. Metals 2021, 11, 687. [Google Scholar] [CrossRef]
- Wei, W.; Zhou, Y.; Sun, Q.; Li, N.; Yan, J.; Li, H.; Liu, W.; Huang, C. Microstructures and Mechanical Properties of Dental Co-Cr-Mo-W Alloys Fabricated by Selective Laser Melting at Different Subsequent Heat Treatment Temperatures. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2020, 51, 3205–3214. [Google Scholar] [CrossRef]
- Takaichi, A.; Kajima, Y.; Kittikundecha, N.; Htat, H.L.; Wai Cho, H.H.; Hanawa, T.; Yoneyama, T.; Wakabayashi, N. Effect of heat treatment on the anisotropic microstructural and mechanical properties of Co–Cr–Mo alloys produced by selective laser melting. J. Mech. Behav. Biomed. Mater. 2020, 102. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, Y.; Wang, D. A study on the residual stress during selective laser melting (SLM) of metallic powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Kittikundecha, N.; Nakamoto, T.; Kimura, T.; Nomura, N.; Kawasaki, A.; Hanawa, T.; Takahashi, H.; Wakabayashi, N. Effect of heat-treatment temperature on microstructures and mechanical properties of Co–Cr–Mo alloys fabricated by selective laser melting. Mater. Sci. Eng. A 2018, 726, 21–31. [Google Scholar] [CrossRef]
- Seki, E.; Kajima, Y.; Takaichi, A.; Kittikundecha, N.; Cho, H.H.W.; Htat, H.L.; Doi, H.; Hanawa, T.; Wakabayashi, N. Effect of heat treatment on the microstructure and fatigue strength of CoCrMo alloys fabricated by selective laser melting. Mater. Lett. 2019, 245, 53–56. [Google Scholar] [CrossRef]
- Kittikundecha, N.; Kajima, Y.; Takaichi, A.; Wai Cho, H.H.; Htat, H.L.; Doi, H.; Takahashi, H.; Hanawa, T.; Wakabayashi, N. Fatigue properties of removable partial denture clasps fabricated by selective laser melting followed by heat treatment. J. Mech. Behav. Biomed. Mater. 2019, 98, 79–89. [Google Scholar] [CrossRef] [PubMed]
- Razavi, S.M.J.; Avanzini, A.; Cornacchia, G.; Giorleo, L.; Berto, F. Effect of heat treatment on fatigue behavior of as-built notched Co-Cr-Mo parts produced by Selective Laser Melting. Int. J. Fatigue 2021, 142. [Google Scholar] [CrossRef]
- Cui, X.; Zhang, S.; Wang, C.; Zhang, C.H.; Chen, J.; Zhang, J.B. Effects of stress-relief heat treatment on the microstructure and fatigue property of a laser additive manufactured 12CrNi2 low alloy steel. Mater. Sci. Eng. A 2020, 791. [Google Scholar] [CrossRef]
- Elangeswaran, C.; Cutolo, A.; Muralidharan, G.K.; Vanmeensel, K.; Van Hooreweder, B. Microstructural analysis and fatigue crack initiation modelling of additively manufactured 316L after different heat treatments. Mater. Des. 2020, 194. [Google Scholar] [CrossRef]
- Dong, X.; Zhou, Y.; Sun, Q.; Qu, Y.; Shi, H.; Liu, W.; Peng, H.; Zhang, B.; Xu, S.; Yan, J.; et al. Fatigue behavior of biomedical Co–Cr–Mo–W alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 795, 140000. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Zhang, S.; Guo, S.; Lin, J.; Lin, J. Microstructure, mechanical property and metal release of As-SLM CoCrW alloy under different solution treatment conditions. J. Mech. Behav. Biomed. Mater. 2016, 55, 179–190. [Google Scholar] [CrossRef]
- Mp, C.C.; Performance, M.P.; Original, E.O.S.; Set, P.; Surface, M.P. Material data sheet EOS CobaltChrome MP1. Mater. Data Sheet Tech. Data 2011, 49, 1–6. [Google Scholar]
- Sage, M.; Guillaud, C. Méthode d’analyse quantitative des variétés allotropiques du cobalt par les rayons X. Rev. Metall. 1950, 47, 139–145. [Google Scholar] [CrossRef]
- Japanese Industrial Standards Committee. Test method for notch sensitivity and fatigue crack growth properties of metallic biomaterials. JIS T 0310 2009, 9. [Google Scholar]
- Okazaki, Y. Comparison of fatigue properties and fatigue crack growth rates of various implantable metals. Materials 2012, 5, 2981–3005. [Google Scholar] [CrossRef] [Green Version]
- Nakanishi, K.; Suzuki, H. Analysis of the grain size dependence of the yield stress in copper-aluminum and copper-nickel alloys. Trans. Jpn. Inst. Met. 1974, 15, 435–440. [Google Scholar] [CrossRef] [Green Version]
- Schneider, M.; Werner, F.; Langenkämper, D.; Reinhart, C. Effect of Temperature and Texture on Hall—Petch Strengthening by Grain and Annealing Twin Boundaries in the MnFeNi Medium-Entropy Alloy. Metals 2019, 1, 84. [Google Scholar] [CrossRef] [Green Version]
- Slone, C.E.; Larosa, C.R.; Zenk, C.H.; George, E.P.; Ghazisaeidi, M.; Mills, M.J. Scripta Materialia Deactivating deformation twinning in medium-entropy CrCoNi with small additions of aluminum and titanium. Scr. Mater. 2020, 178, 295–300. [Google Scholar] [CrossRef]
- Kaiser, R.; Williamson, K.; O’Brien, C.; Ramirez-Garcia, S.; Browne, D.J. The influence of cooling conditions on grain size, secondary phase precipitates and mechanical properties of biomedical alloy specimens produced by investment casting. J. Mech. Behav. Biomed. Mater. 2013, 24, 53–63. [Google Scholar] [CrossRef] [PubMed]
- Van Hooreweder, B.; Moens, D.; Boonen, R.; Kruth, J.P.; Sas, P. Analysis of fracture toughness and crack propagation of Ti6Al4V produced by selective laser melting. Adv. Eng. Mater. 2012, 14, 92–97. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Seely, D.W. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]
- Zhuang, L.Z.; Langer, E.W. Study on fatigue threshold behaviour and fatigue crack propagation in a cast Co-Cr-Mo alloy used for surgical implants. Fatigue Fract. Eng. Mater. Struct. 1989, 12, 283–293. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N.M. Improving the fatigue behaviour of a selectively laser melted aluminium alloy: Influence of heat treatment and surface quality. Mater. Des. 2016, 104, 174–182. [Google Scholar] [CrossRef]
- Vasudevan, A.K.; Doherty, R.D. Grain boundary ductile fracture in precipitation hardened aluminum alloys. Acta Metall. 1987, 35, 1193–1219. [Google Scholar] [CrossRef]
- Song, C.B.; Park, H.B.; Seong, H.G.; Lopez, H.F. Development of athermal ε-martensite in atomized Co–Cr–Mo–C implant alloy powders. Acta Biomater. 2006, 2, 685–691. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Chiba, A. Mechanical properties of as-forged Ni-free Co-29Cr-6Mo alloys with ultrafine-grained microstructure. Mater. Sci. Eng. A 2011, 528, 5961–5966. [Google Scholar] [CrossRef]
- Dolgov, N.A.; Tsanka, D.; Dzhendo, D.; Pavlova, D.; Simov, M. Mechanical properties of dental Co-Cr alloys fabricated via casting and selective laser melting. Mater. Sci. Non Equilib. Phase Transform. 2016, 2, 3–7. [Google Scholar]
- Yamanaka, K.; Mori, M.; Chiba, A. Effects of carbon concentration on microstructure and mechanical properties of as-cast nickel-free Co-28Cr-9W-based dental alloys. Mater. Sci. Eng. C 2014, 40, 127–134. [Google Scholar] [CrossRef]
- Santecchia, E.; Gatto, A.; Bassoli, E.; Denti, L.; Rutkowski, B.; Mengucci, P.; Barucca, G. Precipitates formation and evolution in a Co-based alloy produced by powder bed fusion. J. Alloy. Compd. 2019, 797, 652–658. [Google Scholar] [CrossRef]
- Rajan, K.; Vander Sande, J.B. Room temperature strengthening mechanisms in a Co-Cr-Mo-C alloy. J. Mater. Sci. 1982, 17, 769–778. [Google Scholar] [CrossRef]
- Kurosu, S.; Matsumoto, H.; Chiba, A. Isothermal phase transformation in biomedical Co-29Cr-6Mo alloy without addition of carbon or nitrogen. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2010, 41, 2613–2625. [Google Scholar] [CrossRef]
- Cai, S.; Daymond, M.R.; Ren, Y. Materials Science & Engineering A Stress induced martensite transformation in Co-28Cr-6Mo alloy during room temperature deformation. Mater. Sci. Eng. A 2013, 580, 209–216. [Google Scholar] [CrossRef]
- Bére, M.; Silva, C.C.; Sarvezuk, P.W.C.; Wu, L.; Antunes, L.H.M.; Jardini, A.L.; Feitosa, A.L.M.; Žilková, J.; De Abreu, H.F.G.; Filho, R.M. Materials Science & Engineering A Mechanical and phase transformation behaviour of biomedical Co-Cr-Mo alloy fabricated by direct metal laser sintering. Mater. Sci. Eng. A 2018, 714, 36–42. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A mechanism for the strain-induced nucleation of martensitic transformations. J. Less Common Met. 1972, 28, 107–118. [Google Scholar] [CrossRef]
- AlMangour, B.; Luqman, M.; Grzesiak, D.; Al-Harbi, H.; Ijaz, F. Effect of processing parameters on the microstructure and mechanical properties of Co–Cr–Mo alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 792, 139456. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Li, J.; Zhao, C.; Zhuo, D.; Lin, J. Investigation on the microstructure, mechanical property and corrosion behavior of the selective laser melted CoCrW alloy for dental application. Mater. Sci. Eng. C 2015, 49, 517–525. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Co | Cr | Mo | Si | Mn | Fe | C | Ni | |
|---|---|---|---|---|---|---|---|---|
| MP1 | 60–65 | 26–30 | 5–7 | <1.0 | <1.0 | <0.75 | <0.16 | <0.1 |
| Stress Ratio (R) | Maximum Stress (MPa) | Minimum Stress (MPa) | Number of Air Cooling Samples | Number of Furnace Cooling Samples |
|---|---|---|---|---|
| 0.1 | 627.33 | 35.48 | 3 | 3 |
| 0.1 | 580.15 | 38.14 | 2 | 2 |
| 0.1 | 564.30 | 38.03 | 2 | 2 |
| 0.1 | 555.70 | 37.03 | 2 | 2 |
| 0.1 | 548.70 | 40.57 | 1 | 1 |
| Mechanical Properties | AC | FC |
|---|---|---|
| UTS (MPa) | 1118 | 1110 |
| 0.2%YS (MPa) | 622.87 | 635.30 |
| Elongation (%) | 33.11 * | 23.37 |
| Group | Mean (HV) | Standard Deviation |
|---|---|---|
| As-built | 536.80 a | 7.12 |
| AC | 365.30 b | 4.32 |
| FC | 371.98 b | 3.92 |
| Group | Mean (μm) | Standard Deviation |
|---|---|---|
| AC | 0.27 a | 0.10 |
| FC | 0.31 a | 0.85 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wai Cho, H.H.; Takaichi, A.; Kajima, Y.; Htat, H.L.; Kittikundecha, N.; Hanawa, T.; Wakabayashi, N. Effect of Post-Heat Treatment Cooling Conditions on Microstructures and Fatigue Properties of Cobalt Chromium Molybdenum Alloy Fabricated through Selective Laser Melting. Metals 2021, 11, 1005. https://doi.org/10.3390/met11071005
Wai Cho HH, Takaichi A, Kajima Y, Htat HL, Kittikundecha N, Hanawa T, Wakabayashi N. Effect of Post-Heat Treatment Cooling Conditions on Microstructures and Fatigue Properties of Cobalt Chromium Molybdenum Alloy Fabricated through Selective Laser Melting. Metals. 2021; 11(7):1005. https://doi.org/10.3390/met11071005
Chicago/Turabian StyleWai Cho, Hla Htoot, Atsushi Takaichi, Yuka Kajima, Hein Linn Htat, Nuttaphon Kittikundecha, Takao Hanawa, and Noriyuki Wakabayashi. 2021. "Effect of Post-Heat Treatment Cooling Conditions on Microstructures and Fatigue Properties of Cobalt Chromium Molybdenum Alloy Fabricated through Selective Laser Melting" Metals 11, no. 7: 1005. https://doi.org/10.3390/met11071005