
Tribological Properties of a Sliding Joint with an a-C:H:W Coating under Lubrication Conditions with PAO8 Oil and the Addition of 2% MoS2 Nanoparticles
 , and
, and
Abstract
:1. Introduction
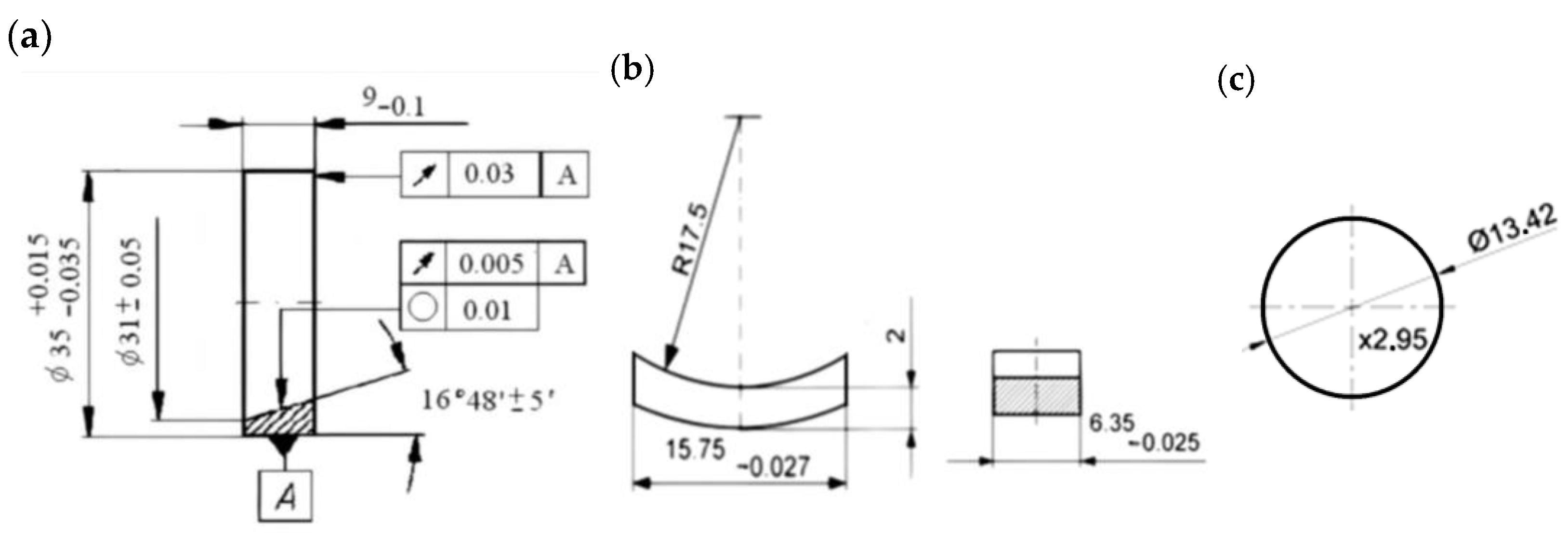
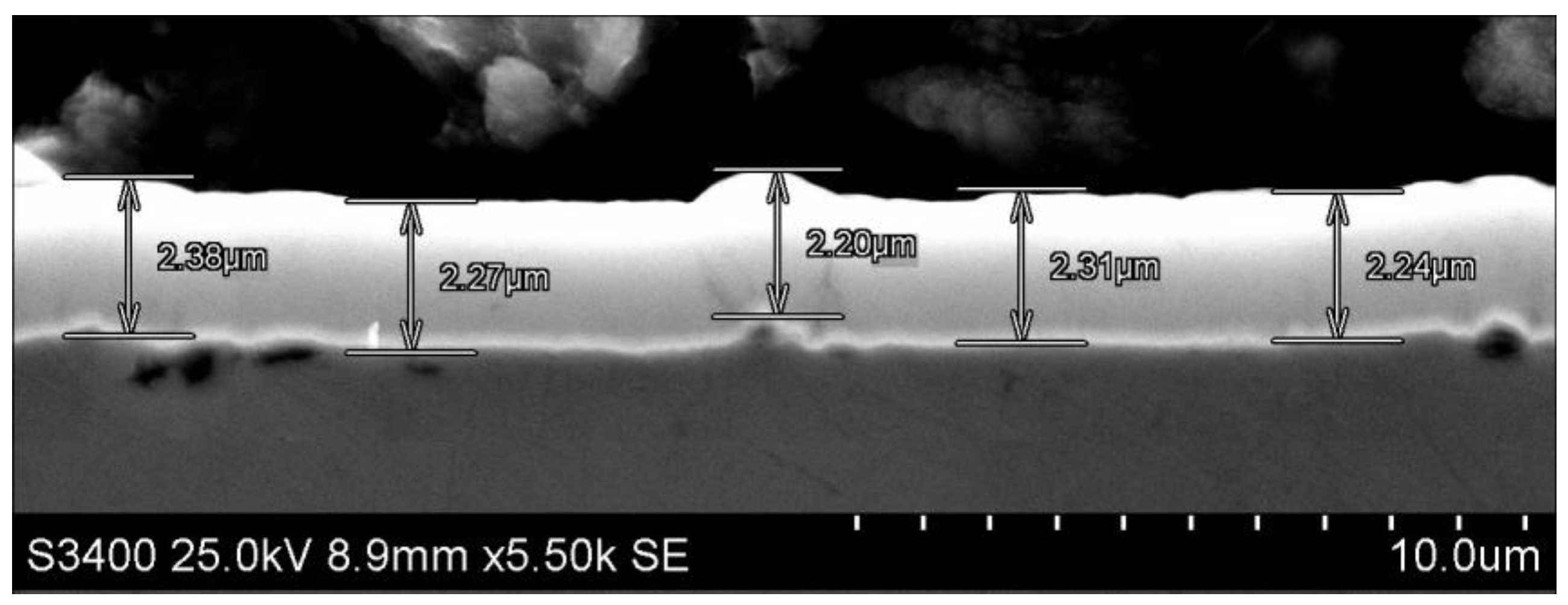
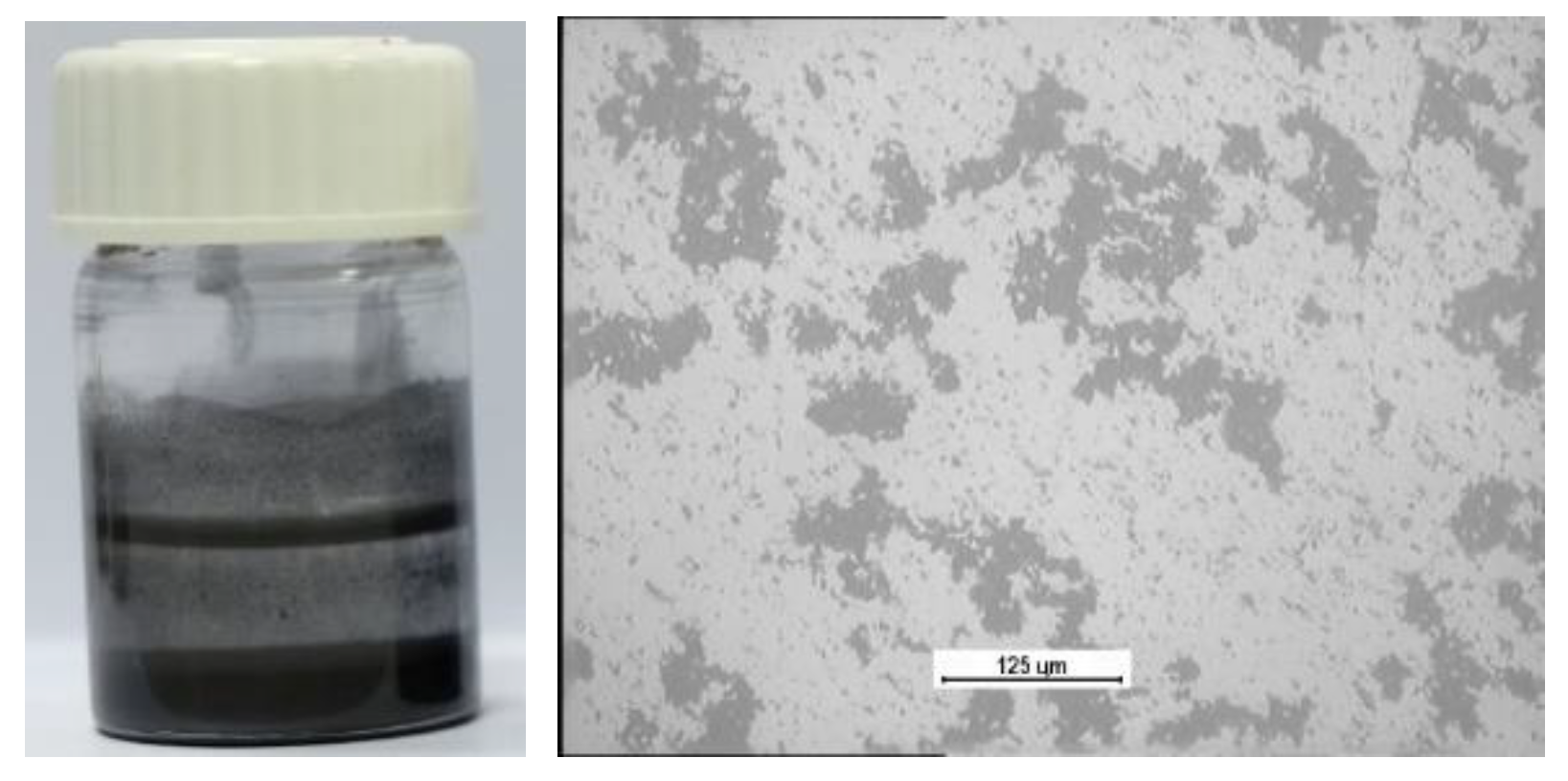
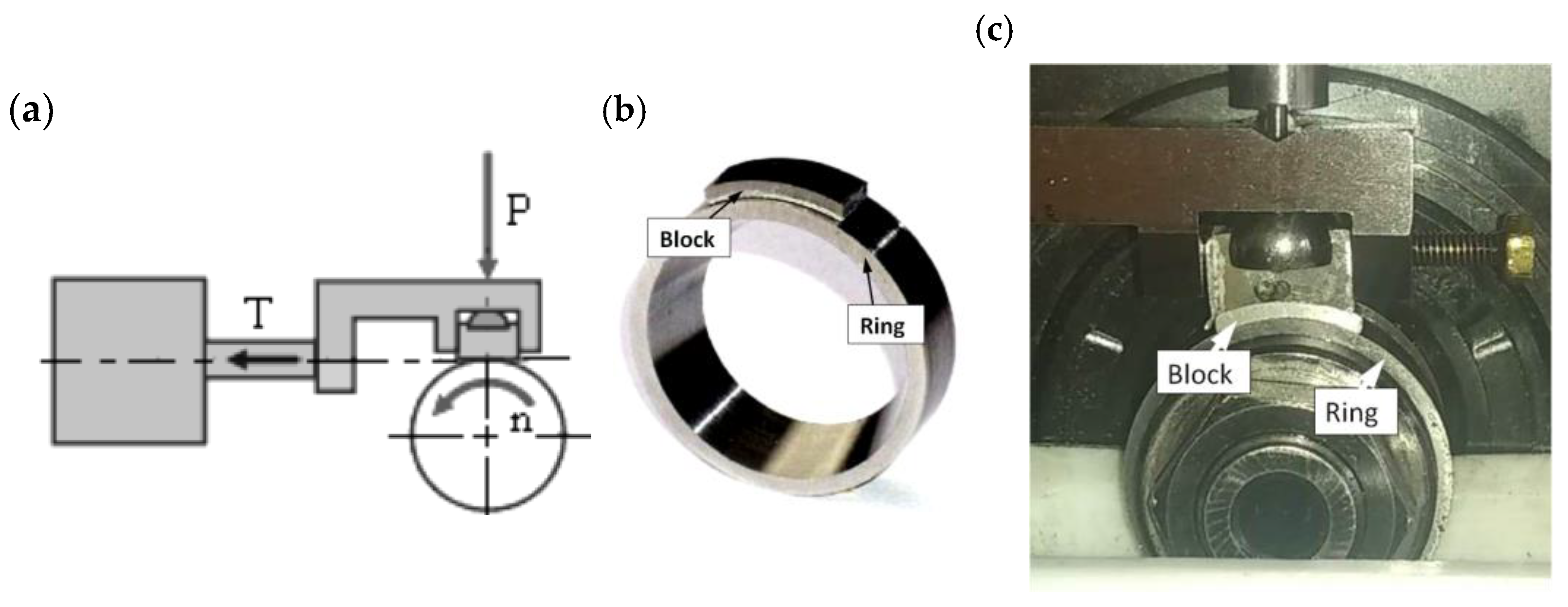
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
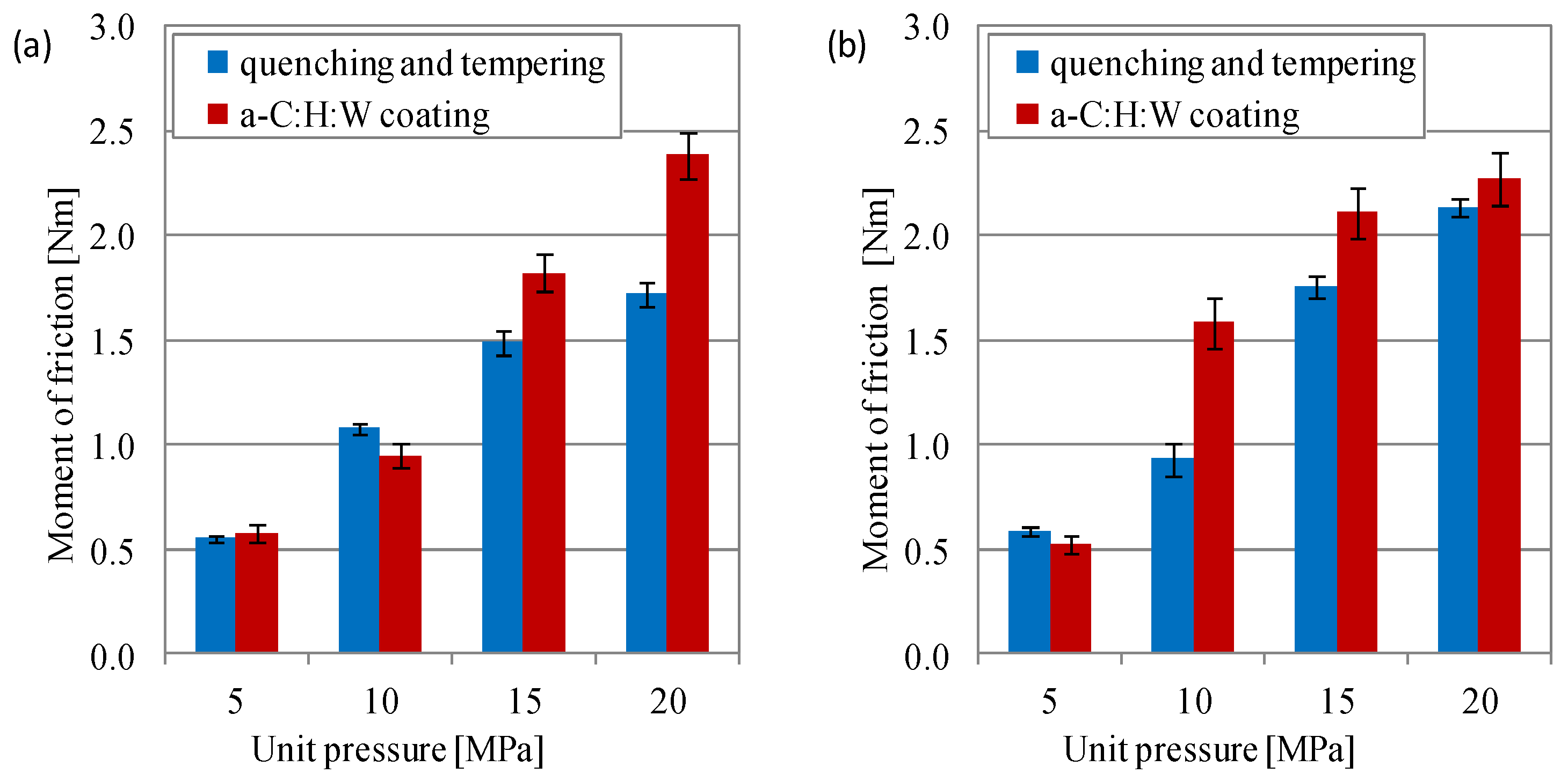
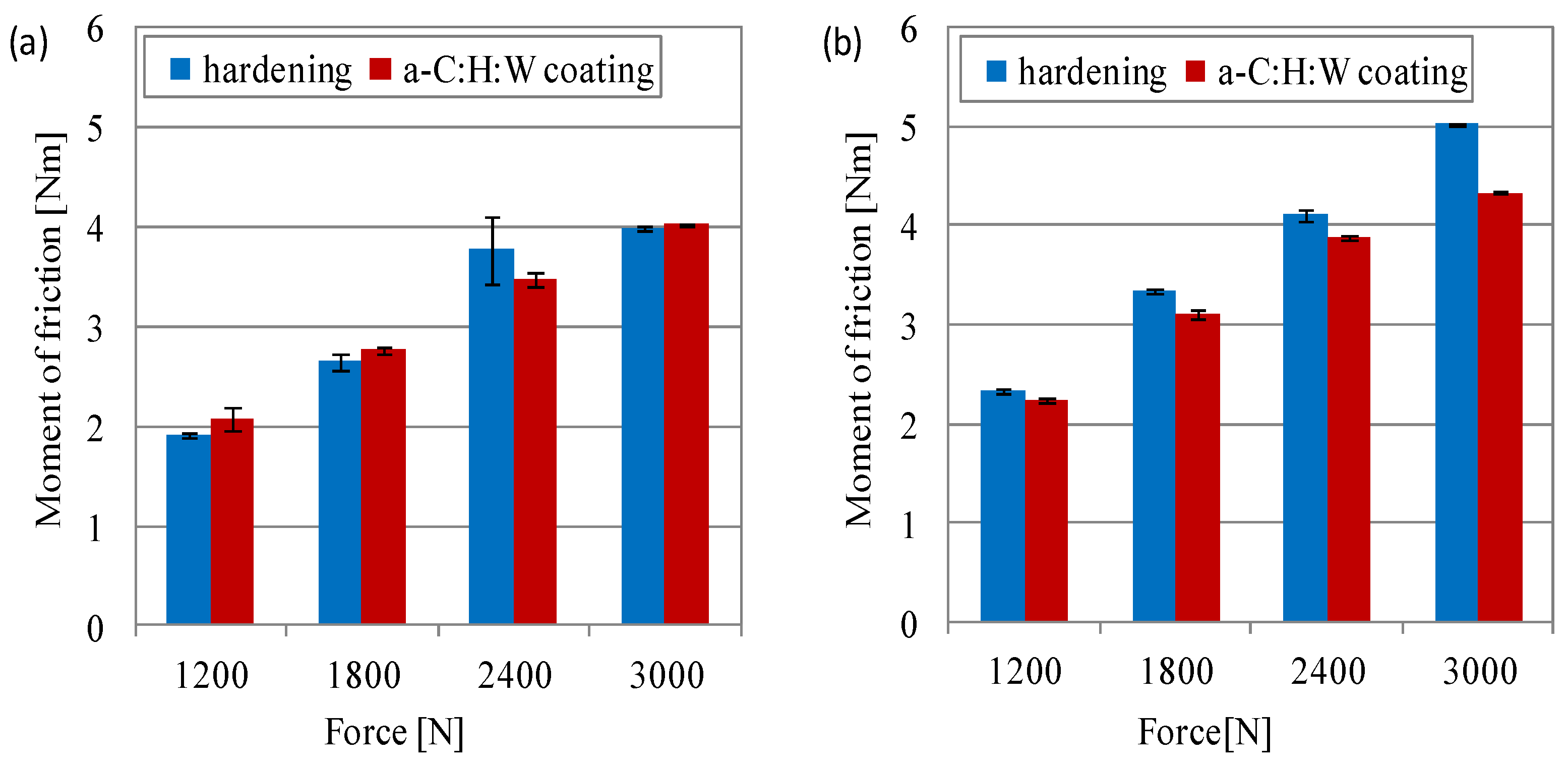
- The a-C:H:W coating caused an increase in the moment of friction during the start-up of joints with conformal contact compared to the quenching and tempering surface layer, and in the non-conformal contact the coating reduced the moment of friction, as compared to sliding joints with hardened commercial valve plates when lubricated with PAO8 + MoS2.
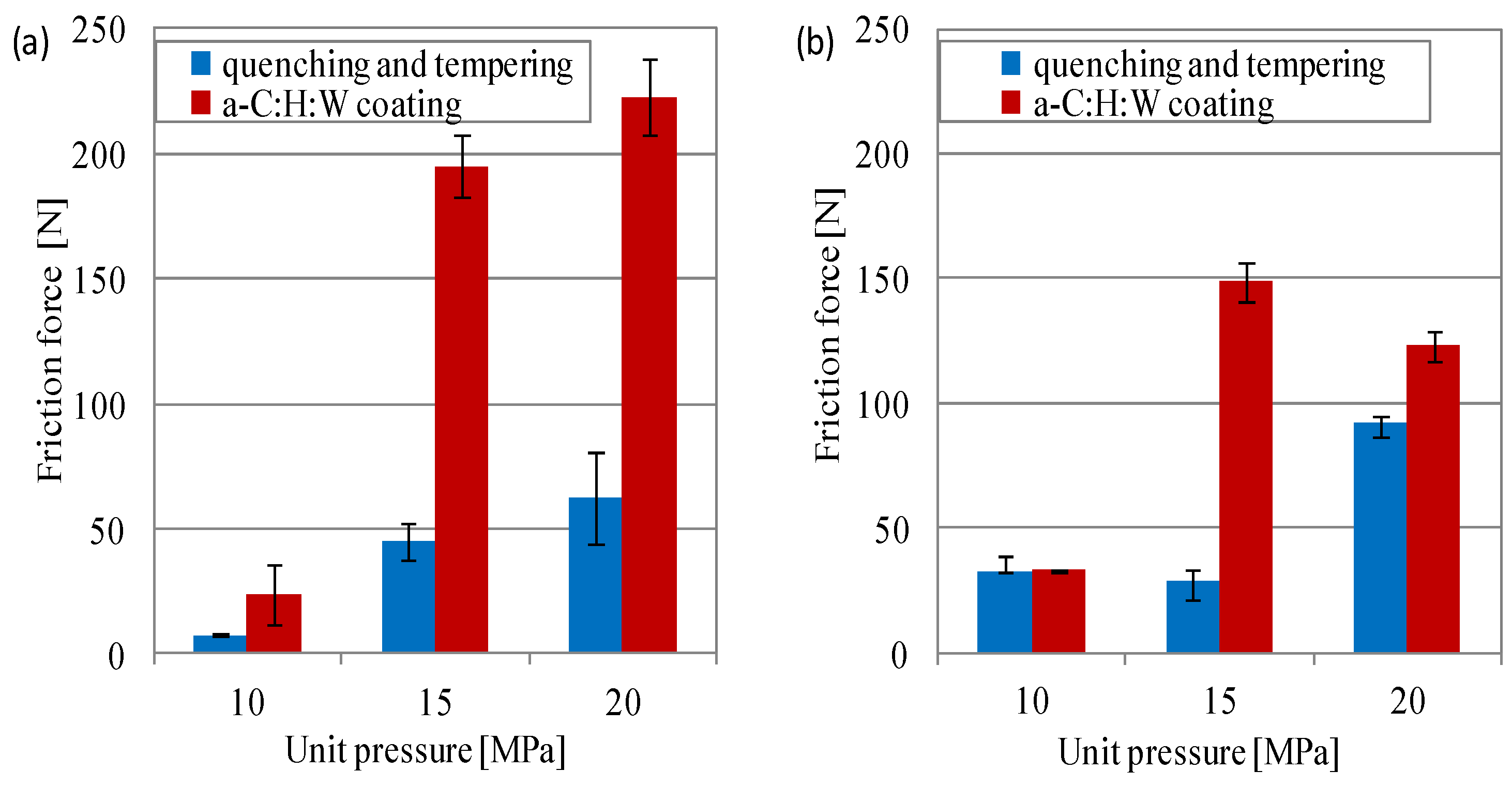
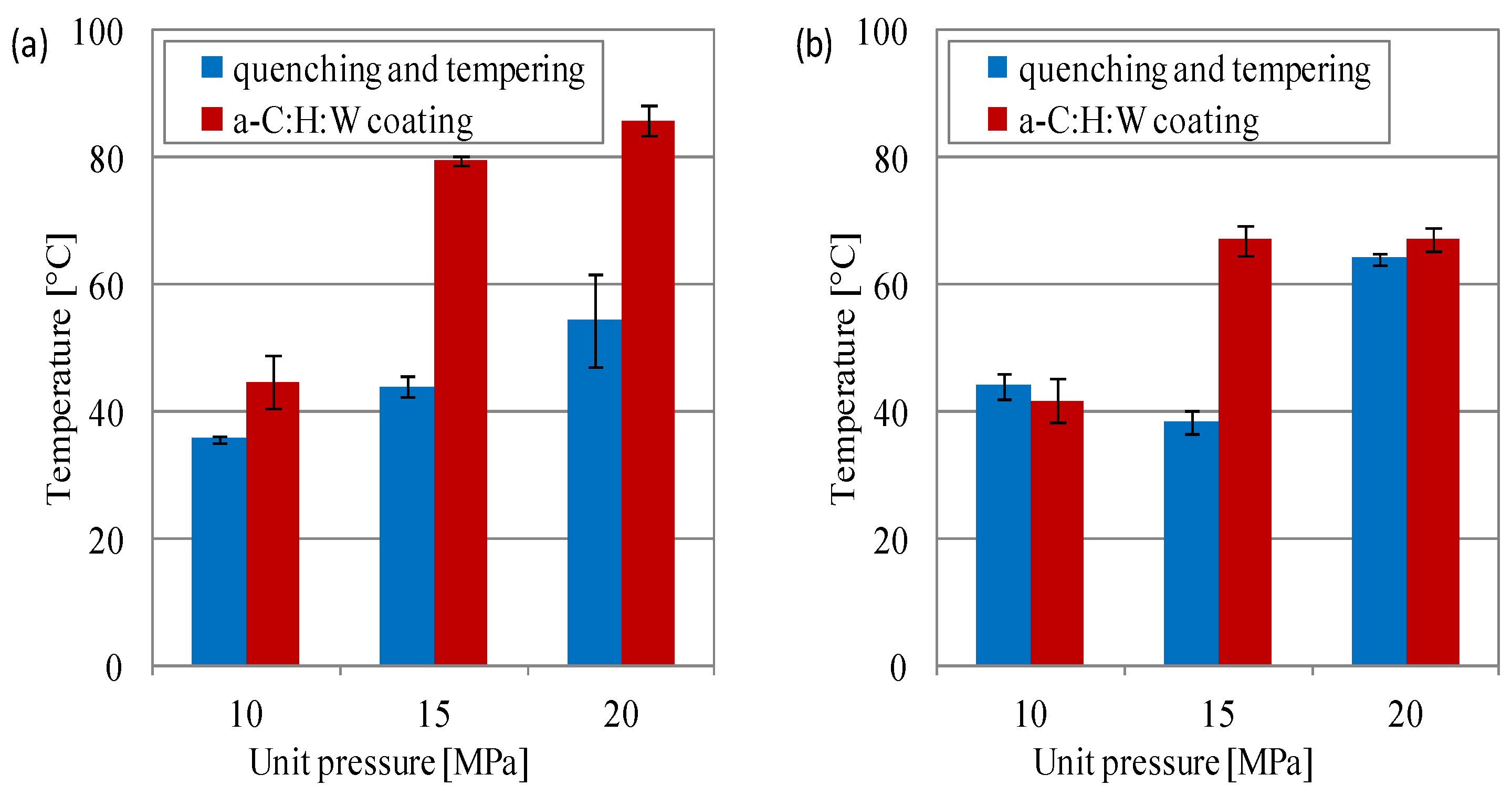
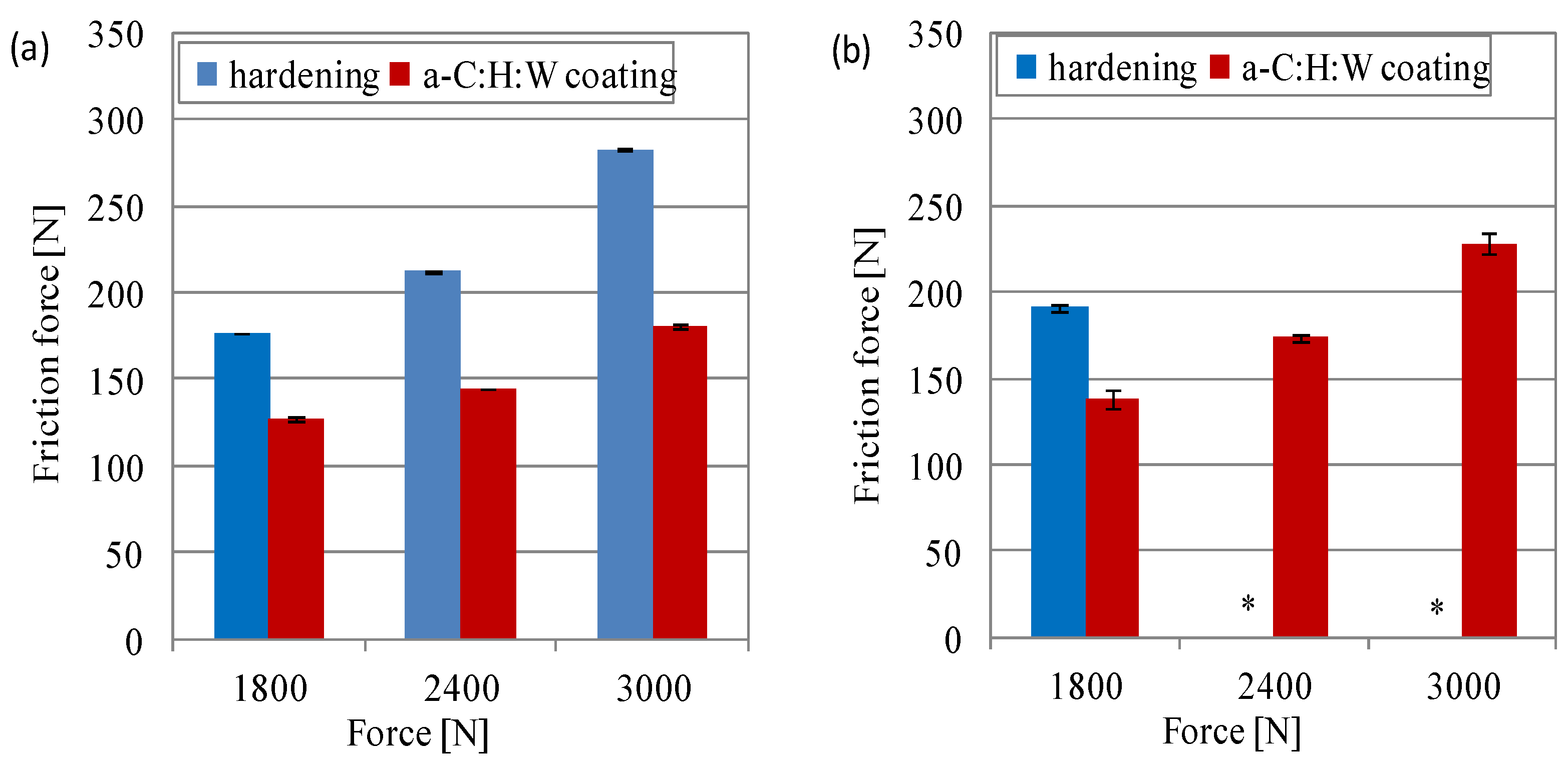
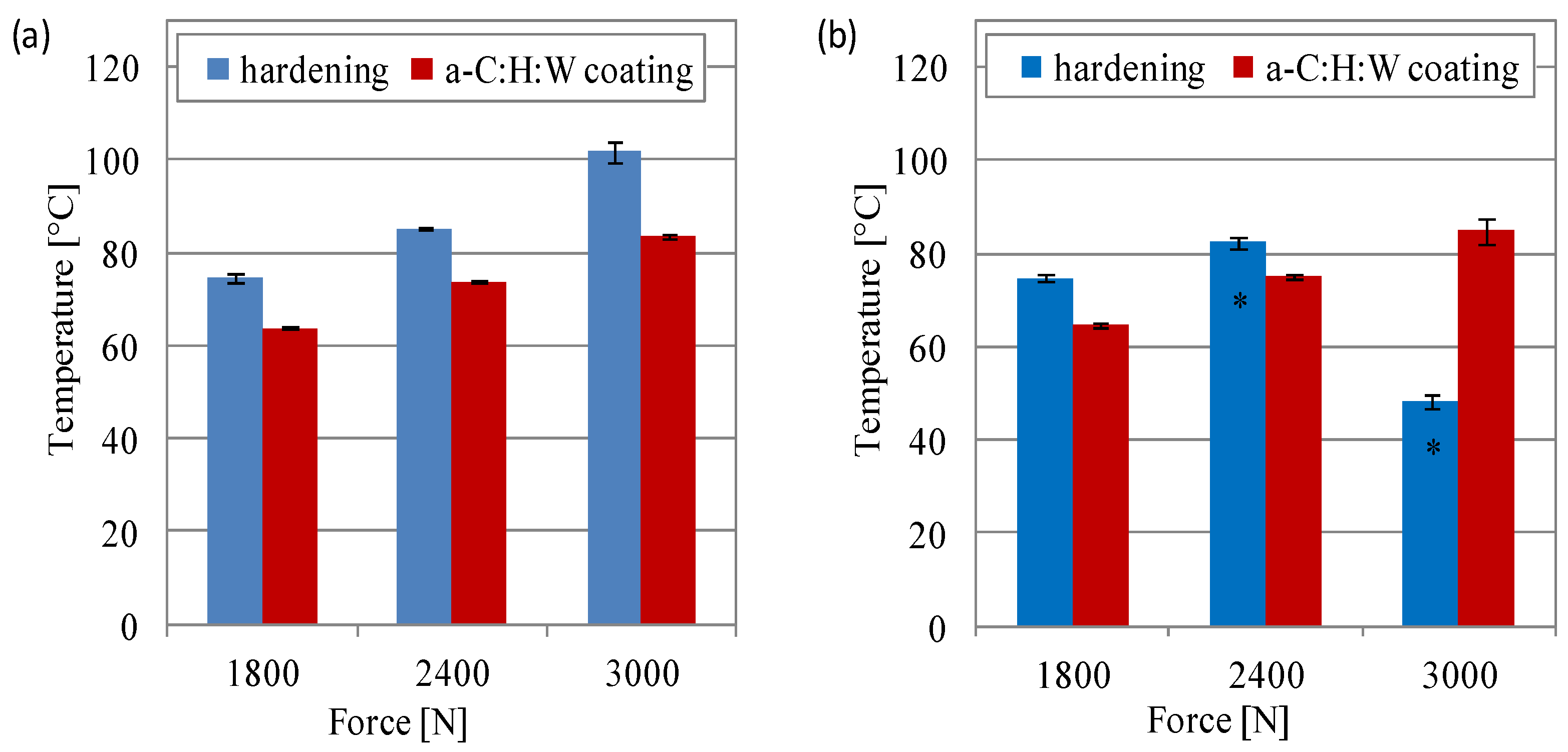
- In conformal contact, the a-C:H:W coating caused a significant increase in the friction force and decrease in temperature compared to the joints with the quenching and tempering surface layer. In non-conformal contact, the a-C:H:W coating caused decreased friction force and temperature compared to the joints with hardened commercial valve plates.
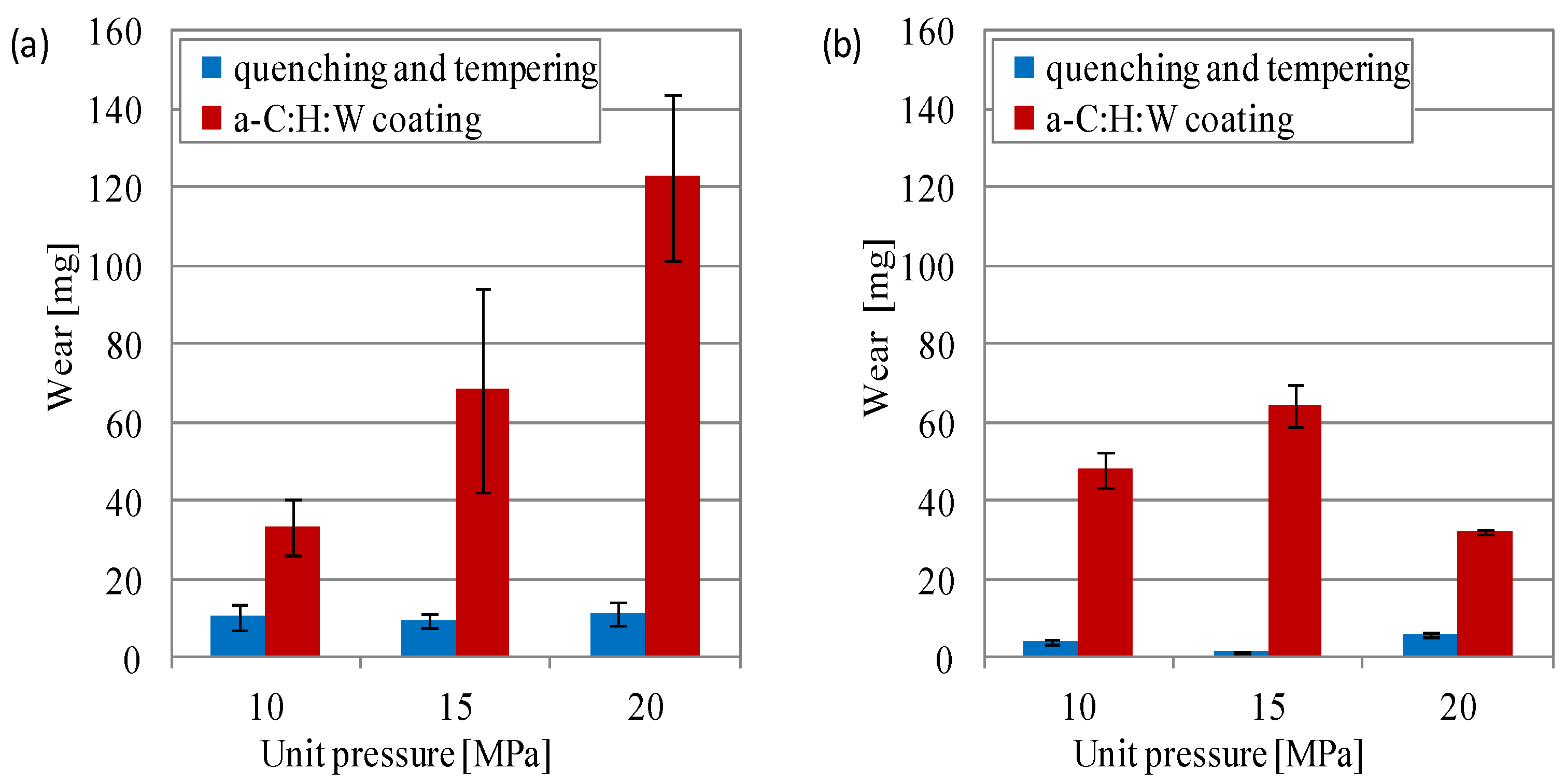
- The use of the a-C:H:W coating caused intensive wear of the SAE-48 bearing alloy compared to the quenching and tempering surface layer (lubricants: SAE 5W40 oil—11-fold increase, PAO8 + MoS2—46-fold increase). The use of PAO8 + MoS2 for lubrication reduced the wear of the SAE-48 alloy by almost three times, as compared to the joints lubricated with SAE 5W40 oil.
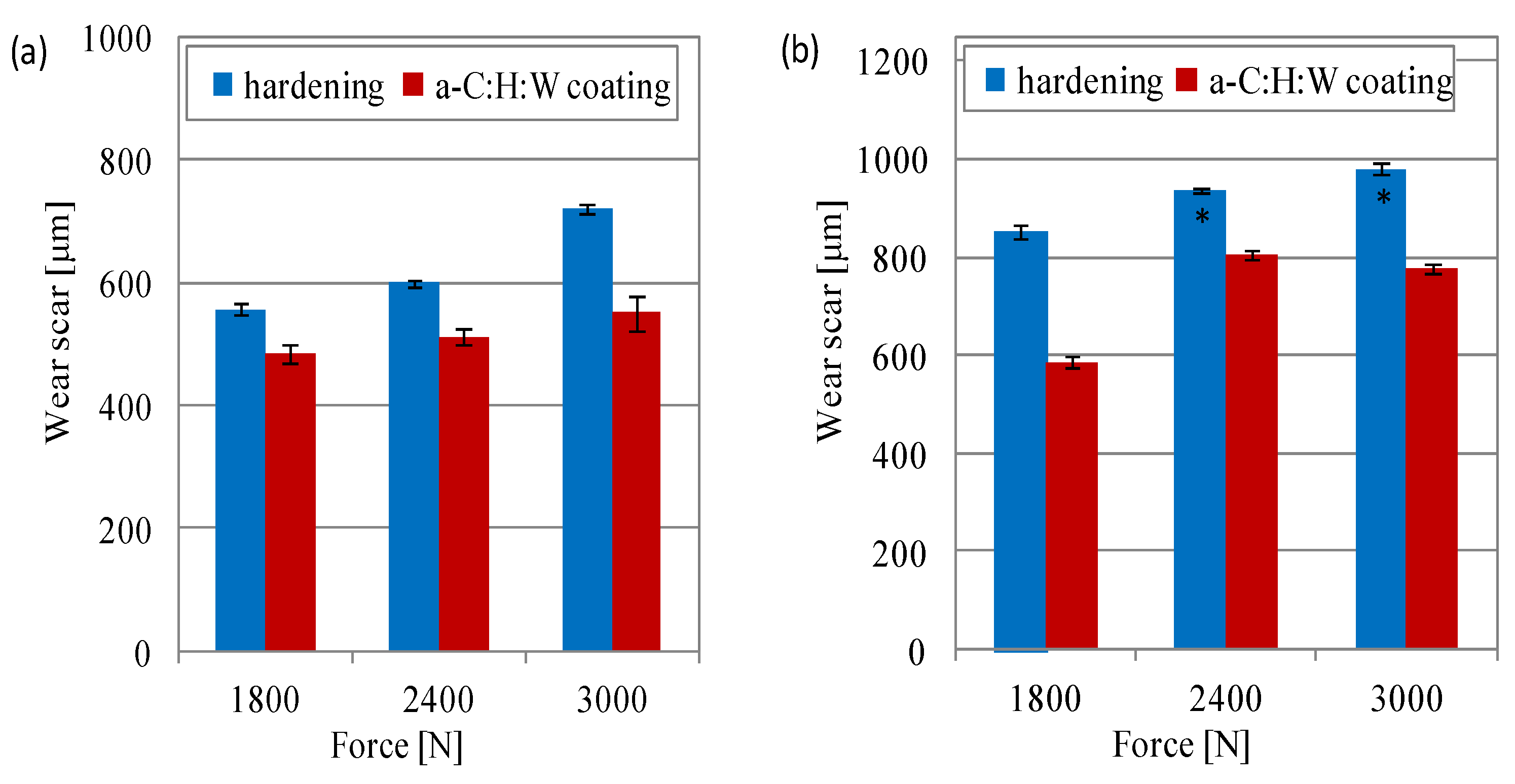
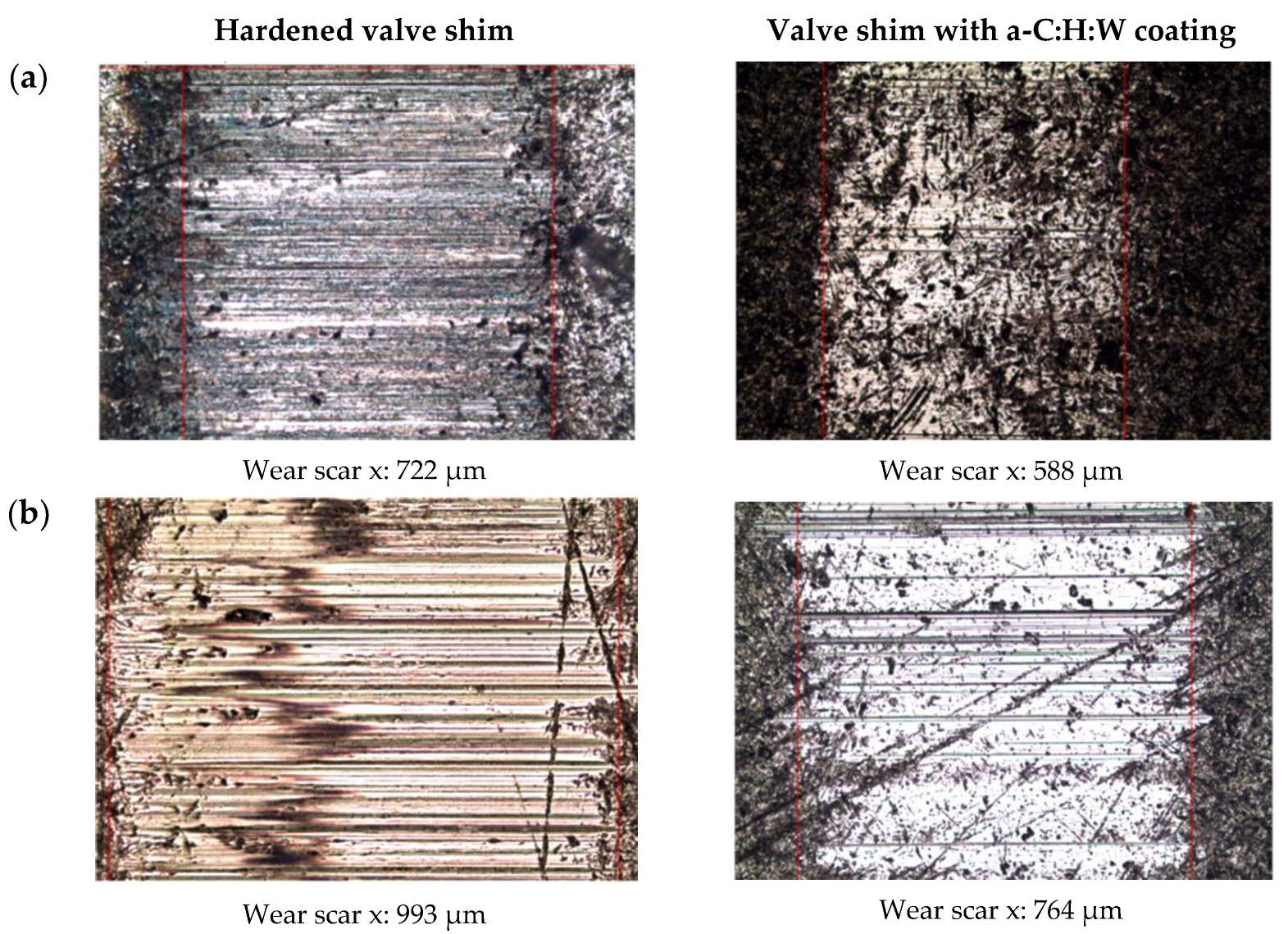
- The wear of the valve shims with the coating was significantly less than the commercial valve shims, and lubrication with the PAO8 + MoS2 of the joint with the quenching and tempering surface layer caused its seizure.
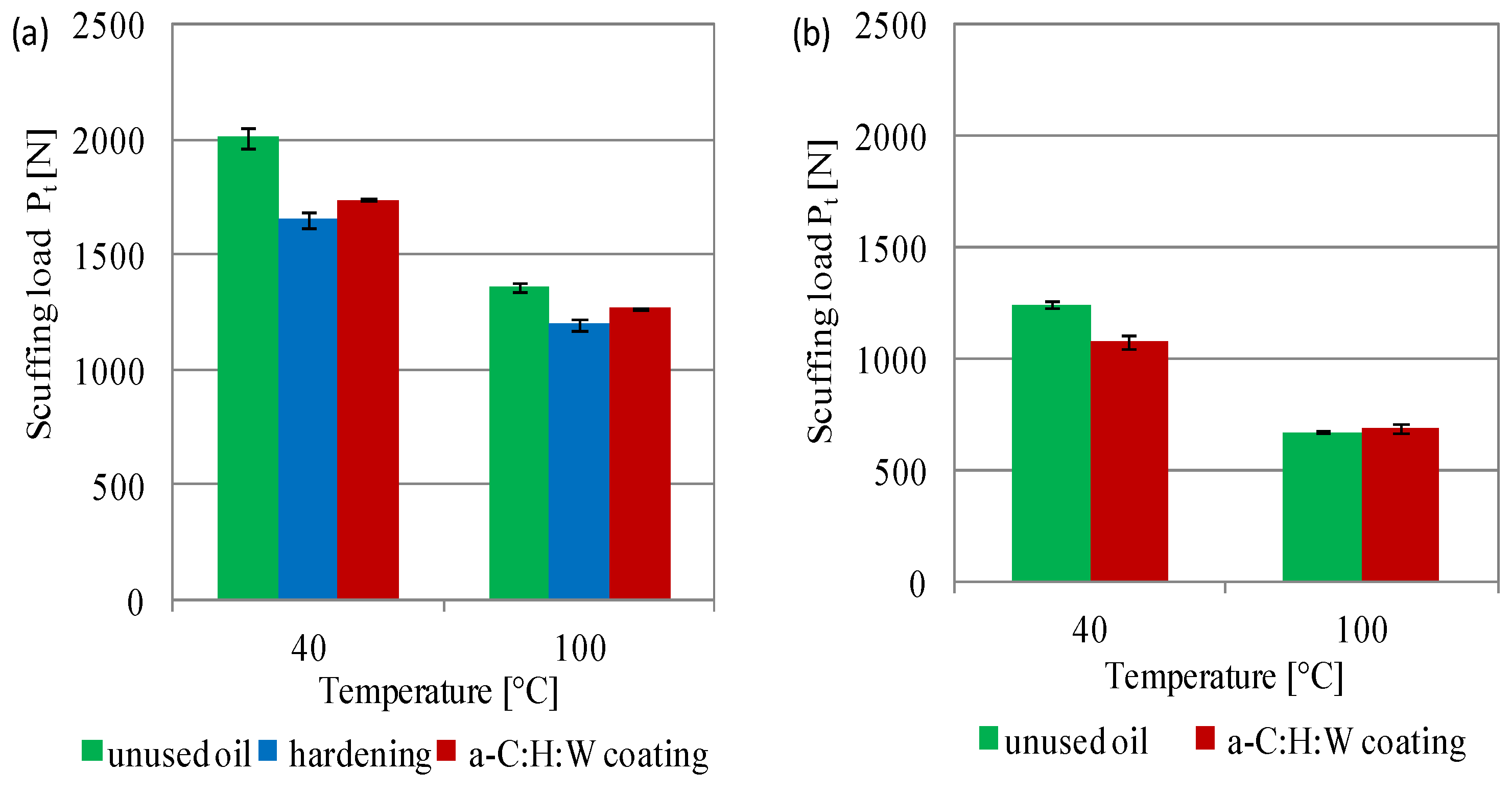
- The determined scuffing load showed that the SAE 5W40 oil has a higher resistance to seizing than PAO8 + MoS2 and the processes of exploitation of lubricants led to the deterioration of the scuffing load (for both 40 and 100 °C temperatures).
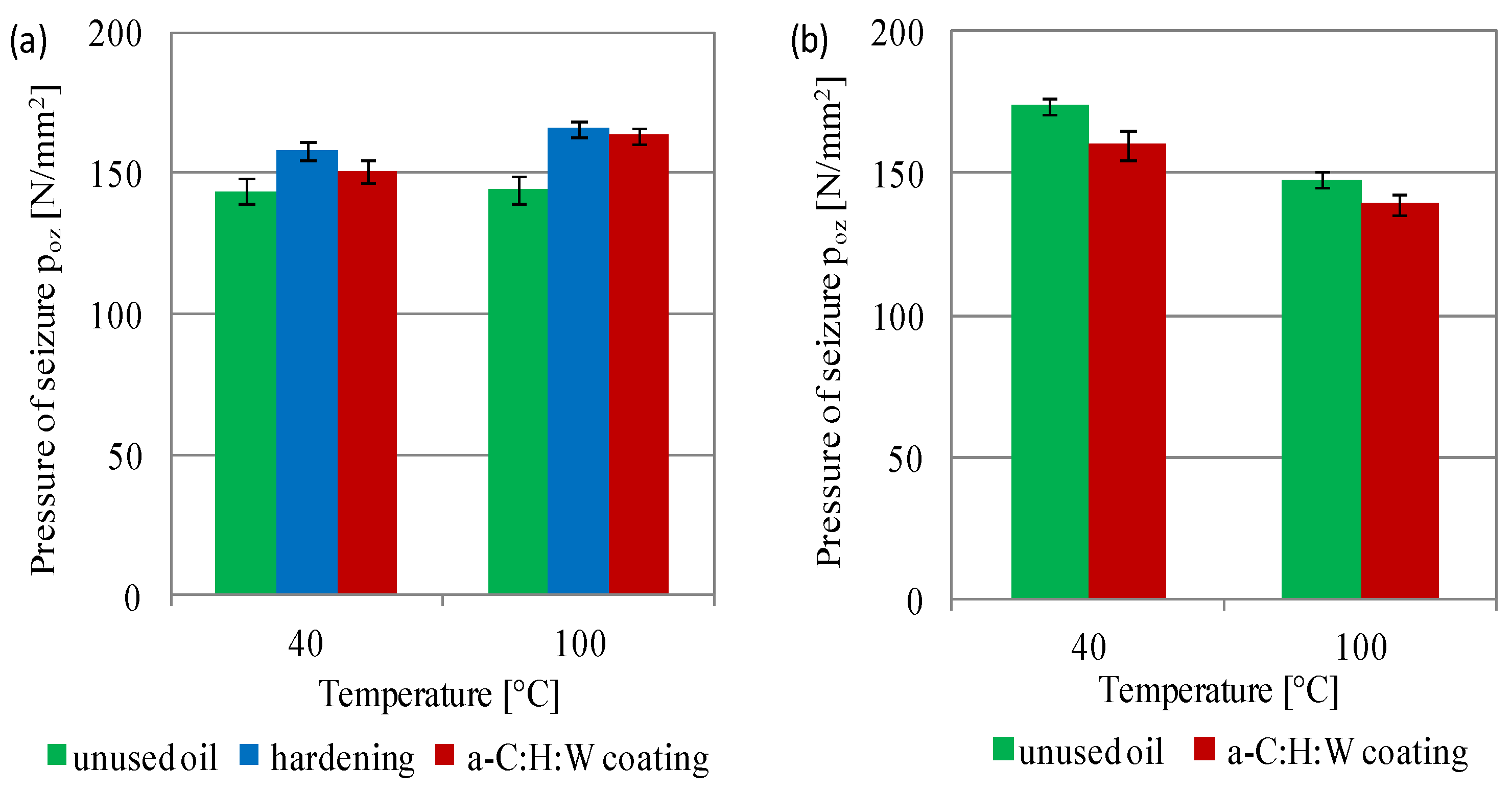
- The pressure of seizure for SAE 5W40 oil showed an increase in the value with in-creasing temperature (especially for lubricant exploitation) and decrease for the PAO8 + MoS2.
- The pressure of seizure for SAE 5W40 oil showed an increase with increasing temperature (the highest values obtained for the oil working in the joint with a hardened surface layer). PAO8 + MoS2 was characterized by a decreased pressure of seizure with increasing temperature.
- The use of PAO8 + MoS2 base oil for lubrication of sliding joints with the a-C:H:W coating required knowledge of the material composition of the working joints, because under unfavorable lubrication conditions, their seizing might occur (seizure of the sliding joint with hardened valve plate lubricated with the base oil PAO8 + MoS2).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fu, X.; Guo, S.; Wan, Y.; Li, Q.; Liu, B.; Zheng, H. Influence of the Nitrogen Flux Ratio on the Structural, Morphological and Tribological Properties of TiN Coatings. Coatings 2023, 13, 78. [Google Scholar] [CrossRef]
- Grigoriev, S.; Volosova, M.; Mosyanov, M.; Fedorov, S. The Study of Radius End Mills with TiB2 Coating When Milling a Nickel Alloy. Materials 2023, 16, 2535. [Google Scholar] [CrossRef] [PubMed]
- Novotný, J.; Hren, I.; Michna, Š.; Legutko, S. Analysis of Composite Coating of Deep Drawing Tool. Coatings 2022, 12, 863. [Google Scholar] [CrossRef]
- Mersagh, D.S.; Sabzi, M. Deposition of Ceramic Nanocomposite Coatings by Electroplating Process: A Review of Layer-Deposition Mechanisms and Effective Parameters on the Formation of the Coating. Ceram. Int. 2019, 45, 21835–21842. [Google Scholar] [CrossRef]
- Shelemin, A.; Nikitin, D.; Pleskunov, P.; Vaidulych, M.; Tafiichuk, R.; Choukourov, A.; Kúš, P.; Solař, P.; Kuzminova, A.; Kylián, O.; et al. Wetting on a-C, H coatings decorated with submicron structures. Surf. Coat. Technol. 2019, 367, 165–172. [Google Scholar] [CrossRef]
- Michalczewski, R.; Piekoszewski, W.; Tuszynski, W.; Szczerek, M. The problems of resistance to scuffing of heavily loaded lubricated friction joints with WC/C-coated parts. Ind. Lubr. Tribol. 2014, 66, 434–442. [Google Scholar] [CrossRef]
- El Mrabet, S.; Abad, M.D.; Sánchez-Lópe, J.C. Identification of the wear mechanism on WC/C nanostructured coatings. Surf. Coat. Technol. 2011, 206, 1913–1920. [Google Scholar] [CrossRef]
- Vera, E.E.; Vite, M.; Lewis, R.; Gallardo, E.A.; Laguna-Camacho, J.R. A study of the wear performance of TiN.; CrN and WC/C coatings on different steel substrates. Wear 2011, 271, 2116–2124. [Google Scholar] [CrossRef]
- Devarajan, D.K.; Rangasamy, B.; Amirtharaj Mosas, K.K. State-of-the-Art Developments in Advanced Hard Ceramic Coatings Using PVD Techniques for High-Temperature Tribological Applications. Ceramics 2023, 6, 301–329. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Yamamoto, K.; Beake, B.D.; Gershman, I.S.; Kovalev, A.I.; Veldhuis, S.C.; Aguirre, M.H.; Dosbaeva, G.; Endrino, J.L. Hierarchical Adaptive Nanostructured PVD Coatings for Extreme Tribological Applications: The Quest for Nonequilibrium States and Emergent Behavior. Sci. Technol. Adv. Mater. 2012, 13, 043001. [Google Scholar] [CrossRef]
- Matei, A.A.; Turcu, R.N.; Pencea, I.; Herghelegiu, E.; Petrescu, M.I.; Niculescu, F. Comparative Characterization of the TiN and TiAlN Coatings Deposited on a New WC-Co Tool Using a CAE-PVD Technique. Crystals 2023, 13, 112. [Google Scholar] [CrossRef]
- Zlamal, T.; Mrkvica, I.; Szotkowski, T.; Malotova, S. The Influence of Surface Treatment of PVD Coating on Its Quality and Wear Resistant. Coatings 2019, 9, 439. [Google Scholar] [CrossRef]
- Bitay, E.; Tóth, L.; Kovács, T.A.; Nyikes, Z.; Gergely, A.L. Experimental Study on the Influence of TiN/AlTiN PVD Layer on the Surface Characteristics of Hot Work Tool Steel. Appl. Sci. 2021, 11, 9309. [Google Scholar] [CrossRef]
- Baptista, A.; Pinto, G.F.; Sousa, V.F.C.; Silva, F.J.G.; Fernandes, F. Study on the Micro-Abrasion Wear Behavior of PVD Hard Coating under Different SiC Abrasive Particles/Distilled Water Ratios. Materials 2023, 16, 2939. [Google Scholar] [CrossRef] [PubMed]
- Silva, F.J.G.; Casais, R.C.B.; Baptista, A.P.M.; Marques, M.J.; Sousa, V.M.C.; Alexandre, R. Comparative Study of the Wear Behavior of B4C Monolayered and CrN/CrCN/DLC Multilayered Physical Vapor Deposition Coatings Under High Contact Loads: An Experimental Analysis. ASME J. Tribol. 2022, 144, 031701. [Google Scholar] [CrossRef]
- Nogueira, F.R.; Pedroso, A.F.V.; Silva, F.J.G.; Campilho, R.D.S.G.; Sales-Contini, R.C.M.; Sebbe, N.P.V.; Casais, R.C.B. A Comparative Study on the Wear Mechanisms of Uncoated and TiAlTaN-Coated Tools Used in Machining AMPCO® Alloy. Coatings 2024, 14, 4. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Fernandes, F.; Silva, F.J.G.; Costa, R.D.F.S.; Sebbe, N.; Sales-Contini, R.C.M. Wear Behavior Phenomena of TiN/TiAlN HiPIMS PVD-Coated Tools on Milling Inconel 718. Metals 2023, 13, 684. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Alexandre, R.; Fecheira, J.S.; Silva, F.P.N. Study of the wear behaviour of TiAlSiN and TiAlN PVD coated tools on milling operations of pre-hardened tool steel. Wear 2021, 476, 203695. [Google Scholar] [CrossRef]
- Baptista, A.; Silva, F.; Porteiro, J.; Míguez, J.; Pinto, G. Sputtering Physical Vapour Deposition (PVD) Coatings: A Critical Review on Process Improvement and Market Trend Demands. Coatings 2018, 8, 402. [Google Scholar] [CrossRef]
- Oerlikon, O.C.; Balzers, A.G. Coated Components. Greater Performanc Reliability; OC Oerlikon Balzers AG: Balzers, Liechtenstein, 2010; pp. 7–15. [Google Scholar]
- Lubas, J. Assessment and application of TiB2 coating in sliding pair under lubrication conditions. Wear 2012, 296, 504–509. [Google Scholar] [CrossRef]
- Casais, R.; Baptista, A.M.; Silva, F.J.; Andrade, F.; Sousa, V.; Marques, M.J. Experimental study on the wear behavior of B4C and TiB2 monolayered PVD coatings under high contact loads. Int. J. Adv. Manuf. Technol. 2022, 120, 6585–6604. [Google Scholar] [CrossRef]
- Bewilogua, K.; Hofmann, D. History of diamond-like carbon films—From first experiments to worldwide applications. Surf. Coat. Technol. 2014, 24, 214–225. [Google Scholar] [CrossRef]
- Huang, P.; Qi, W.; Yin, X.; Choi, J.; Chen, X.; Tian, J.; Xu, J.; Wu, H.; Luo, J. Ultra-low friction of a-C:H films enabled by lubrication of nanodiamond and graphene in ambient air. Carbon 2019, 154, 203–210. [Google Scholar] [CrossRef]
- Cyriac, F.; Yi, T.; Poornachary, S.; Chow, P. Behavior and interaction of boundary lubricating additives on steel and DLC-coated steel surfaces. Tribol. Inter. 2021, 164, 107199. [Google Scholar] [CrossRef]
- Steiner, J.; Andreas, K.; Merklein, M. Investigation of surface finishing of carbon based coated tools for dry deep drawing of aluminium alloys. IOP Conf. Ser. Mater. Sci. Eng. 2016, 159, 012022. [Google Scholar] [CrossRef]
- Amer, M.; Hayat, Q.; Janik, V.; Jennett, N.; Nottingham, J.; Bai, M. A Review on In Situ Mechanical Testing of Coatings. Coatings 2022, 12, 299. [Google Scholar] [CrossRef]
- Madej, M.; Ozimina, D. The tribological properties of DLC coatings. Tribologia 2012, 3, 95–102. [Google Scholar]
- Tyagi, A.; Walia, R.; Murtaza, Q.; Pandey, S.; Pawan, K.; Tyagi, P.; Bajaj, B. A critical review of diamond like carbon coating for wear resistance applications. Int. J. Refract. Met. Hard Mater. 2019, 78, 107–122. [Google Scholar] [CrossRef]
- Kassim, K.A.M.; Tokoroyama, T.; Murashima, M.; Lee, W.Y.; Umehara, N.; Mustafa, M.B. Wear acceleration of a-C, H coatings by molybdenum-derived particles, Mixing and temperature effects. Tribol. Inter. 2021, 159, 106944. [Google Scholar] [CrossRef]
- Capote, A.; Capote, G.; Cora, E.J.; Trava-Airoldi, V.J. Effect of low-pressure deposition on the mechanical and tribological properties of a-C, H films deposited via modified pulsed-DC PECVD with active screen as an additional cathode. Surf. Coat. Technol. 2022, 445, 128716. [Google Scholar] [CrossRef]
- Hanif, M.T.; Zahid, R.; Mufti, R.; Waqas, M.; Naveed, T. A review on tribological study of DLC coatings in combination with bio based lubricants Inter. J. Mater. Sci. Appl. 2021, 10, 61–78. [Google Scholar]
- Kalbarczyk, M.; Michalczewski, R.; Piekoszewski, W.; Szczerek, M. The influence of oils on the scuffing of concentrated friction joints with low-friction coated elements. Maint. Reliab. 2013, 15, 319–324. [Google Scholar]
- Piekoszewski, W.; Szczerek, M. Scuffing and pitting of a steel friction joint with low friction PVD coated elements. Q. Tribol. 2015, 261, 137–152. [Google Scholar]
- Ripoll, M.R.; Kohlhauser, B.; Vladu, C.I.; Tomastik, C.; Gachot, C. Reactive formation of a few 2D layers of MoS2 using triboactive Mo surfaces and their interaction with anti-wear additives and dispersants. Wear 2023, 523, 204756. [Google Scholar] [CrossRef]
- Laber, A. Modifying the layer border property preparations exploational on the base lubrication agents anisotrope. Q. Tribol. 2010, 227, 107–116. [Google Scholar]
- Tomala, A.; Vengudusamy, B.; Rodríguez Ripoll, M.; Naveira Suarez, A.; Remškar, M.; Rosentsveig, R. Interaction between selected MoS2 nanoparticles and ZDDP tribofilms. Tribol. Lett. 2015, 59, 26. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, P.; Ji, L.; Liu, X.; Wan, H.; Chen, L.; Li, H.; Jin, Z. Tribological properties of MoS2 coating for ultra-long wear-life and low coefficient of friction combined with additive g-C3N4 in air. Friction 2021, 9, 789–801. [Google Scholar] [CrossRef]
- Ilie, F.; Cristescu, A.C.A. Study on the Tribological Behavior of Molybdenum Disulfide Particles as Additives. Coatings 2022, 12, 1244. [Google Scholar] [CrossRef]
- Vazirisereshk, R.M.; Martini, A.; Strubbe, D.A.; Baykara, M.Z. Solid Lubrication with MoS2, A Review. Lubricants 2019, 7, 57. [Google Scholar] [CrossRef]
- Huang, Y.; Liu, L.; Lv, L.; Yang, J.; Sha, J.; Chen, Y. MoS2 solid-lubricating film fabricated by atomic layer deposition on Si substrate. AIP Adv. 2018, 8, 04521. [Google Scholar] [CrossRef]
- Kalin, M.; Kogovšek, J.; Remškar, M. Mechanisms and improvements in the friction and wear behavior using MoS2 nanotubes as potential oil additives. Wear 2012, 280–281, 36–45. [Google Scholar] [CrossRef]
- Fatah, S.K. Study of MoS2 nanoparticles effect on friction and wear reduction by using pin on disc machine. Diyala J. Pure Sci. 2018, 14, 14–22. [Google Scholar] [CrossRef]
- Sang, X.; Dong, L.; Baosen, Z.; Hao, W.; Xiangyang, M. Tribological behavior of mineral and synthetic ester base oil containing MoS2 nanoparticles. J of Disp. Sci. Technol. 2021, 42, 493–502. [Google Scholar]
- Tomala, A.M.; Michalczewski, R.; Osuch-Słomka, E. Interaction of novel lubricant additives based on MoS2 nanotubes with no-ferrous tribological materials. Tribologia 2018, 4, 127–135. [Google Scholar] [CrossRef]
- Maldonaro Cortes, D.; Trejo Montemayor, L.A.; Trevono Castan, J.A.; Molina Vargas, D.; Berlanga Zamarron, R. Methodology for lubricant selection in deep drawing steel process for the automotive industry, a new development and validation. Tribologia 2011, 4, 177–189. [Google Scholar]
- American National Standards Institute. Standard Test Method for Wear Life of Solid Film Lubricants in Oscillating Motion; ASTM International: West Conshohocken, PA, USA, 2003; pp. 1–3. [Google Scholar]
- Akchurin, A.; Bosman, R.; Lugt, P.; Drogen, M. Analysis of wear particles formed in boundary-lubricated sliding contacts. Tribol. Lett. 2016, 63, 1. [Google Scholar] [CrossRef]
- Mustafa, M.; Umehara, N.; Tokoroyama, T.; Murashima, M.; Shibata, A.; Utsumi, Y.; Moriguchi, H. Effect of mesh structure of tetrahedral amorphous carbon (ta-C) coating on friction and wear properties under base-oil lubrication condition. Tribol. Inter. 2020, 147, 105557. [Google Scholar] [CrossRef]
- Schouwenaars, R.; Jacobo, V.H.; Ortiz, A. Microstructure aspect of wear in soft tribological alloys. Wear 2007, 263, 727–735. [Google Scholar] [CrossRef]
- Lubas, J.; Szczypiński-Sala, W.; Woś, P.; Zielińska, E.; Miernik, K. Experimental Analysis of Tribological Processes in Friction Pairs with Laser Borided Elements Lubricated with Engine Oils. Materials 2020, 13, 5810. [Google Scholar] [CrossRef]
- He, F.; Wong, P.L.; Zhou, X. Wear properties of DLC-coated steel rollers running with highly contaminated lubrication. Tribol. Inter. 2010, 43, 990–996. [Google Scholar] [CrossRef]
- Krzan, B.; Novotny-Farkas, F.; Vizintin, J. Tribological behavior of tungsten-doped DLC coating under oil lubrication. Tribol. Inter. 2009, 42, 229–235. [Google Scholar] [CrossRef]
- Bernardes, C.; Fukumasu, N.; Lima, A.; Souza, R.; Machado, I. Influence of growth defects on the running-in behavior of an a-C, H, W coating under pure sliding contact conditions. Surf. Coat. Technol. 2020, 402, 126278. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mn | Mo | Ni | Si | S and P |
|---|---|---|---|---|---|---|
| 0.34 | 1.5 | 0.65 | 0.23 | 1.5 | <0.4 | <0.035 |
| Lubricant | SAE 5W40 | PAO8 + MoS2 |
|---|---|---|
| Parameter | Value | Value |
| Kinematic viscosity at 40 °C [mm2/s] | 85.3 | 52 |
| Kinematic viscosity at 100 °C [mm2/s] | 14.2 | 8.2 |
| Viscosity index | 173 | 128 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hadło, K.; Lubas, J.; Szczypinski-Sala, W.; Tomala, A.; Konieczny, D. Tribological Properties of a Sliding Joint with an a-C:H:W Coating under Lubrication Conditions with PAO8 Oil and the Addition of 2% MoS2 Nanoparticles. Materials 2024, 17, 870. https://doi.org/10.3390/ma17040870
Hadło K, Lubas J, Szczypinski-Sala W, Tomala A, Konieczny D. Tribological Properties of a Sliding Joint with an a-C:H:W Coating under Lubrication Conditions with PAO8 Oil and the Addition of 2% MoS2 Nanoparticles. Materials. 2024; 17(4):870. https://doi.org/10.3390/ma17040870
Chicago/Turabian StyleHadło, Krystian, Janusz Lubas, Wojciech Szczypinski-Sala, Agnieszka Tomala, and Dariusz Konieczny. 2024. "Tribological Properties of a Sliding Joint with an a-C:H:W Coating under Lubrication Conditions with PAO8 Oil and the Addition of 2% MoS2 Nanoparticles" Materials 17, no. 4: 870. https://doi.org/10.3390/ma17040870