
Properties of Ramie (Boehmeria nivea (L.) Gaudich) Fibers Impregnated with Non-Isocyanate Polyurethane Resins Derived from Lignin

 , ,
, ,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Lignin Extraction
2.2.2. Lignin Characterization
Moisture Content of Lignin
- A is the empty petri dish weight (g)
- B is the initial weight (g)
- C is the oven dry weight of sample and petri dish (g)
Determination of Ash Content
- A is the empty petri dish weight (g)
- B is the initial weight (g)
- C is the oven-dry weight of porcelain and ash (g)
Determination of Lignin Purity Levels
- ε is the constant absorption at a certain wavelength (L/g cm)
- A is the sample weight without water (g)
- B is the oven dry weight of empty IG3 (g)
- C is the oven dry weight of IG3 and AIL (g).
Functional Group Analysis of Lignin Using FTIR
Thermal Stability Anlysis Using TGA
Lignin Component Analysis Using Py–GCMS
2.2.3. Lignin Solution Preparation
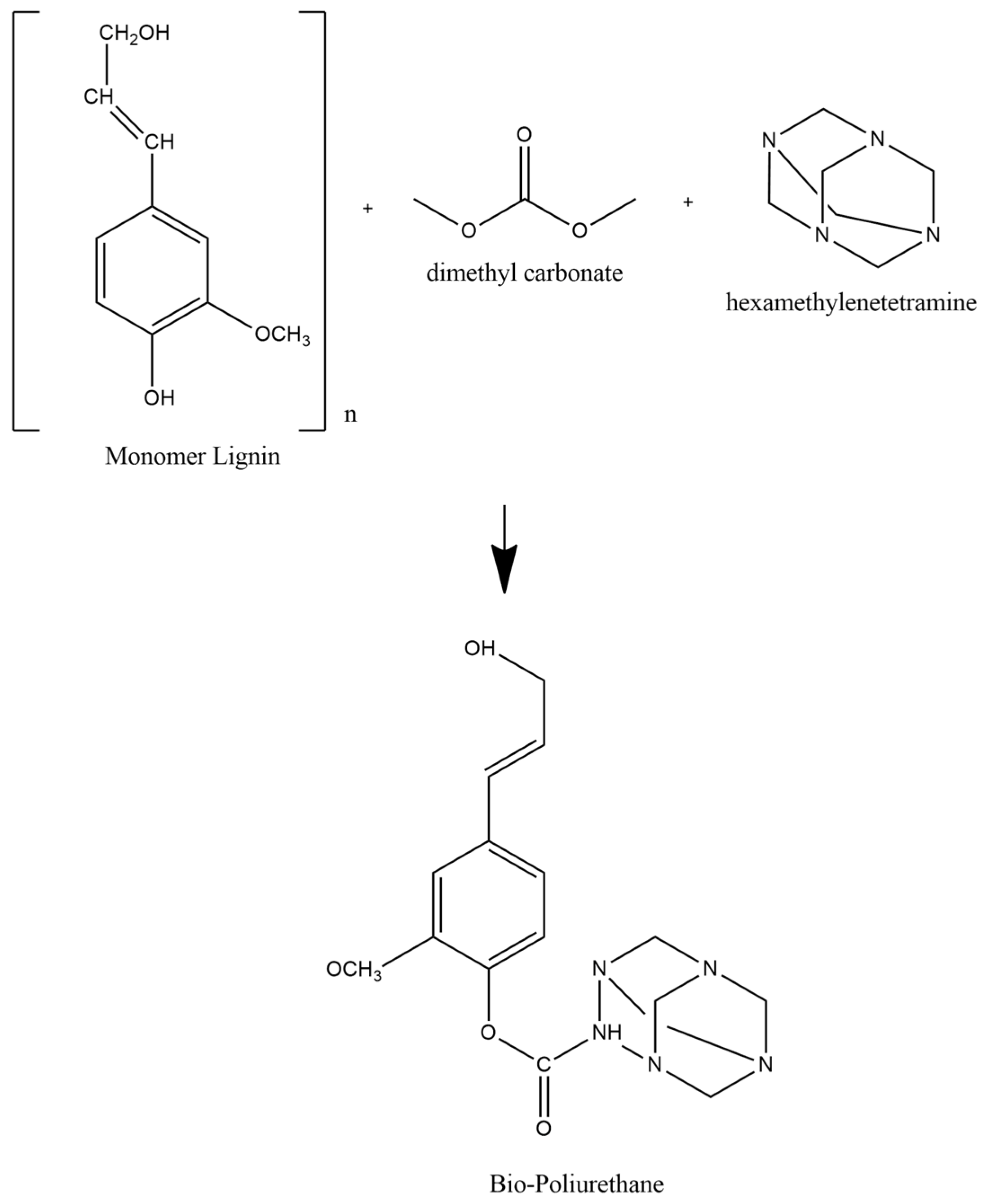
2.2.4. Lignin-Based Bio–NIPU Synthesis
2.2.5. Characterization of Lignin-Based Bio–NIPU
Analysis of Lignin-Based Bio–NIPU Functional Group by FTIR Spectroscopy
Thermal Stability Analysis Using TGA
Thermo–Mechanical Analysis Using DMA
Viscosity Analysis Using Rotational Rheometer
Chemical Component Analysis of Lignin Bio–NIPU Using Py–GCMS
2.2.6. Ramie Fiber Impregnation with Lignin Based Bio–NIPU
2.2.7. Ramie Fiber Characterization
Functional Group Analysis with FTIR Spectroscopy
Thermal Stability Using TGA
Mechanical Properties Analysis Using UTM
- L = Specimen gage length, mm (or in.),
- C = True compliance, mm/N (or in./lbf), and
- A = Average filament area, m2 (or in.2)
- F = Force to failure, N (or lbf), and
- A = Average filament area, m2 (or in.2)
Themo–Mechanical Analysis Using DMA
Crystallinity Analysis Using XRD
Morphology and Chemical Properties Analysis Using FESEM–EDX
Hydrolysis Test of Impregnated Ramie Fiber
3. Results
3.1. Black Liquor and Lignin Characterization
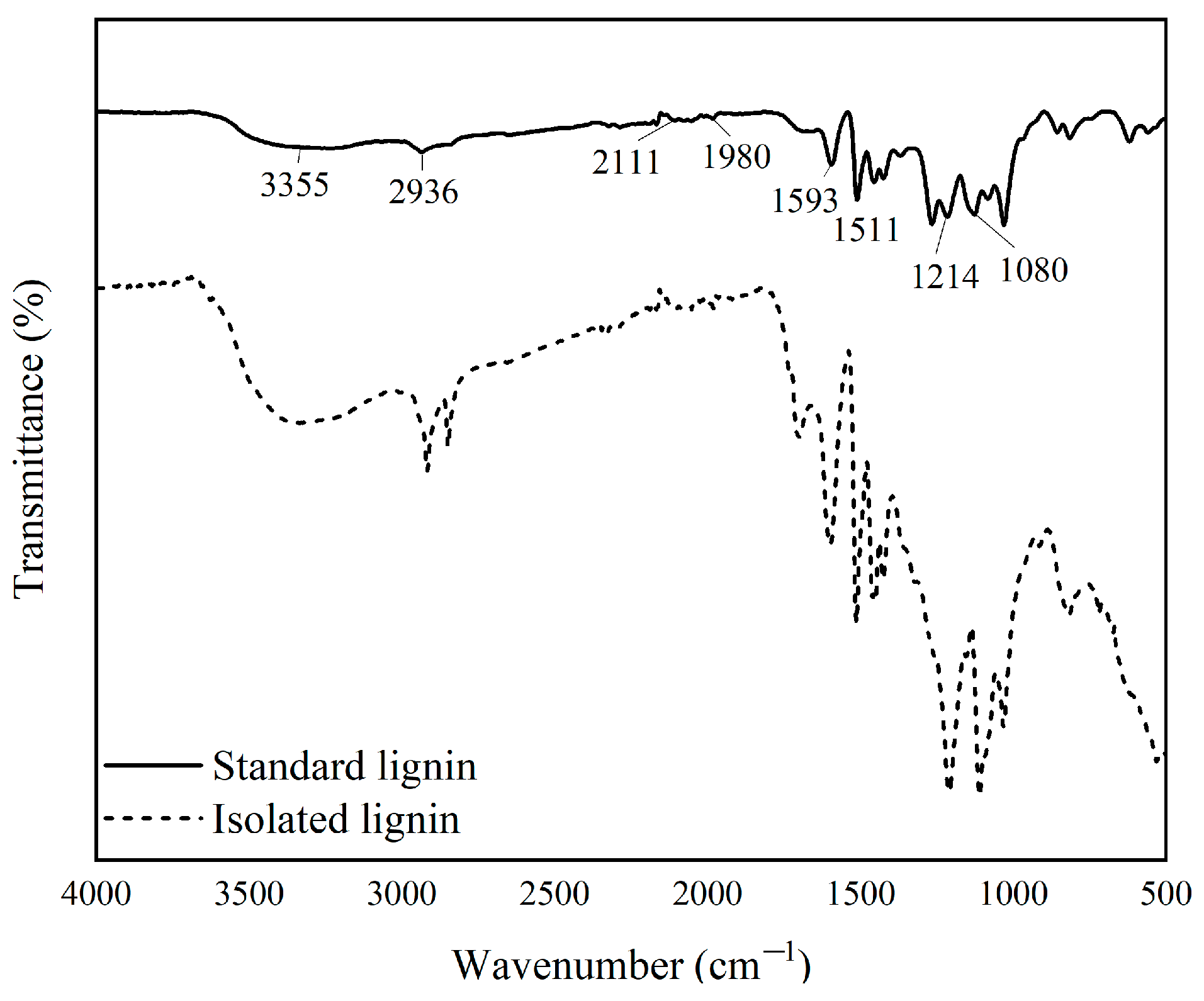
3.1.1. Functional Groups of Lignin
3.1.2. Thermal Stability Analysis
3.1.3. Py–GCMS of Lignin
3.2. Lignin Bio–NIPU Characteristics
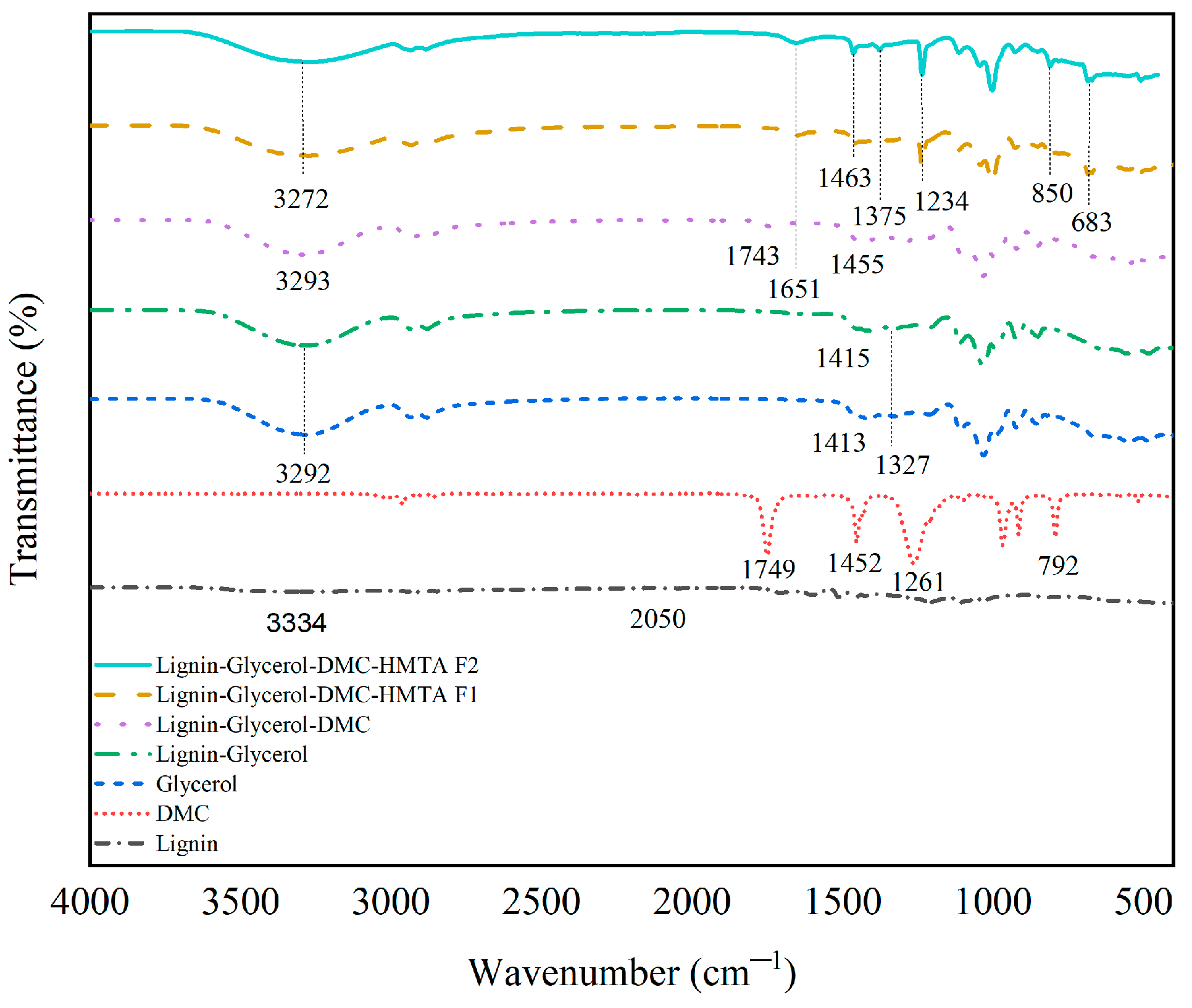
3.2.1. Functional Group Analysis
3.2.2. Lignin Bio–NIPU Component
3.2.3. Lignin Bio–NIPU Viscosity
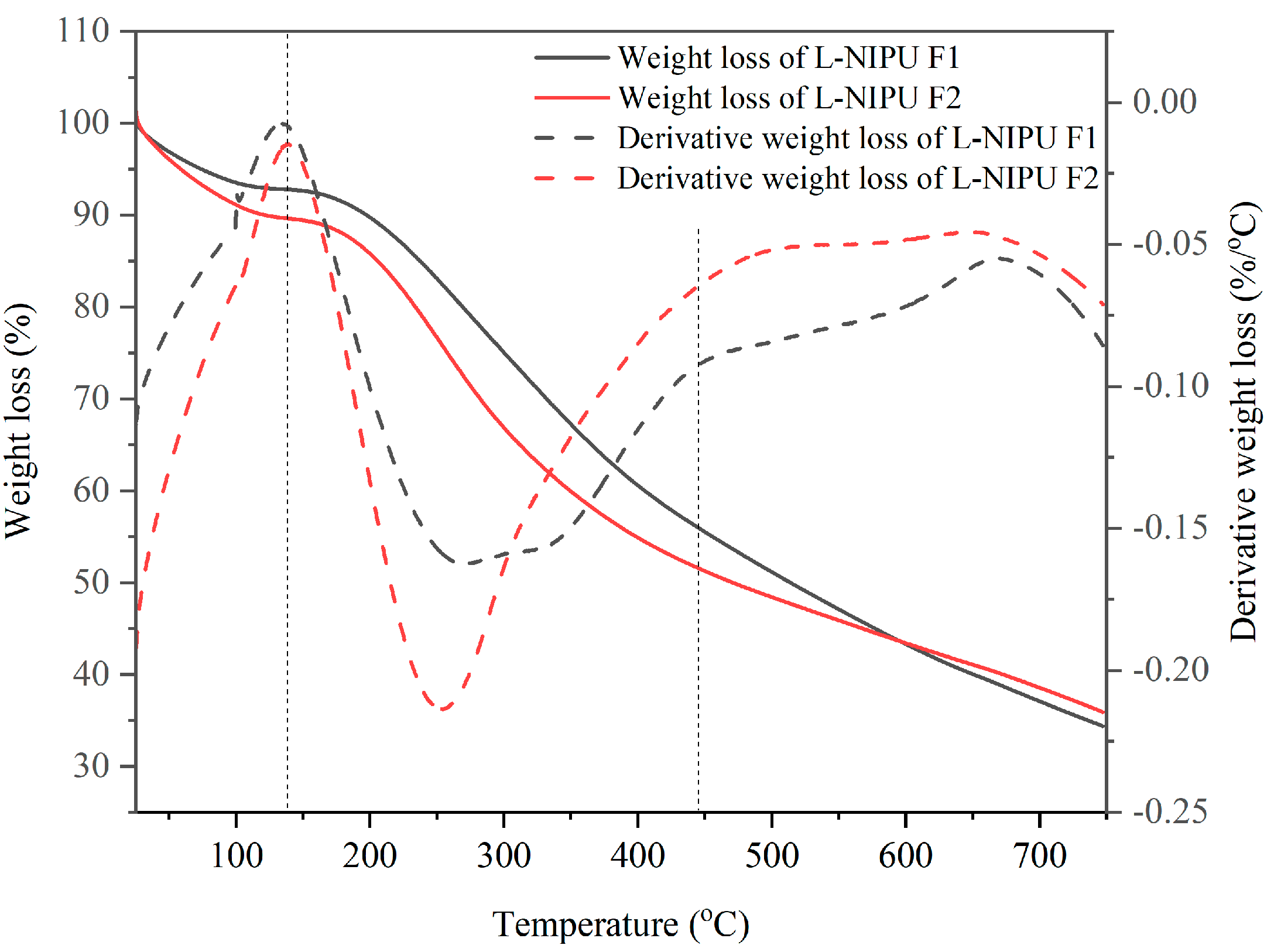
3.2.4. Thermal Stability Analysis
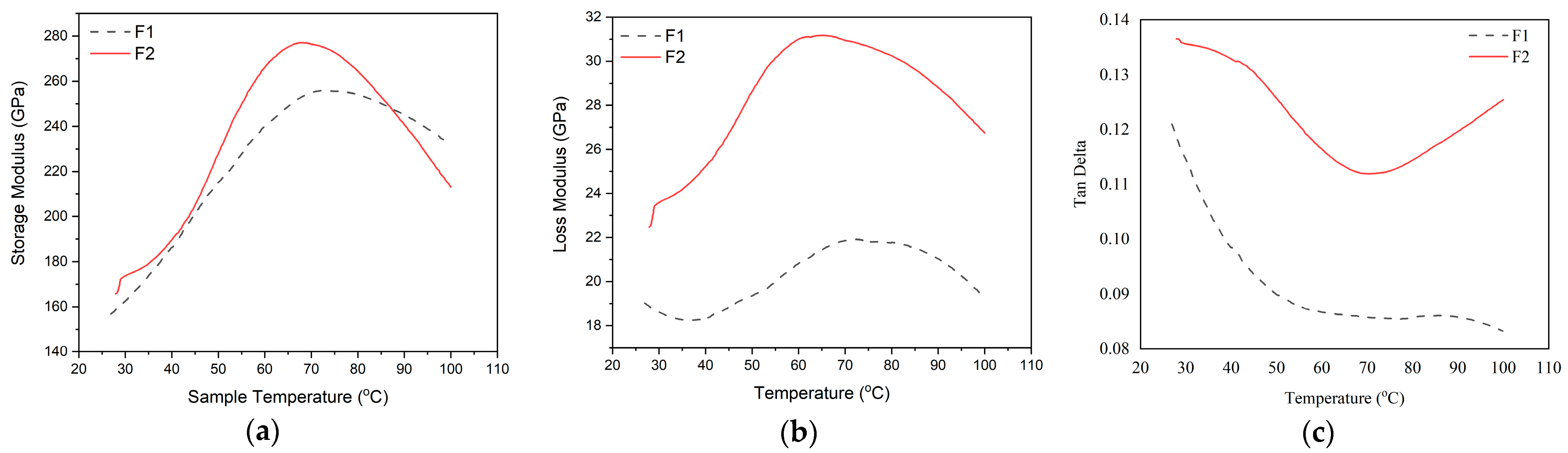
3.2.5. Analysis of Viscoelastic and Thermochemical Properties
3.3. Ramie Fiber Characterization
3.3.1. Weight Percentage Gain (WPG)
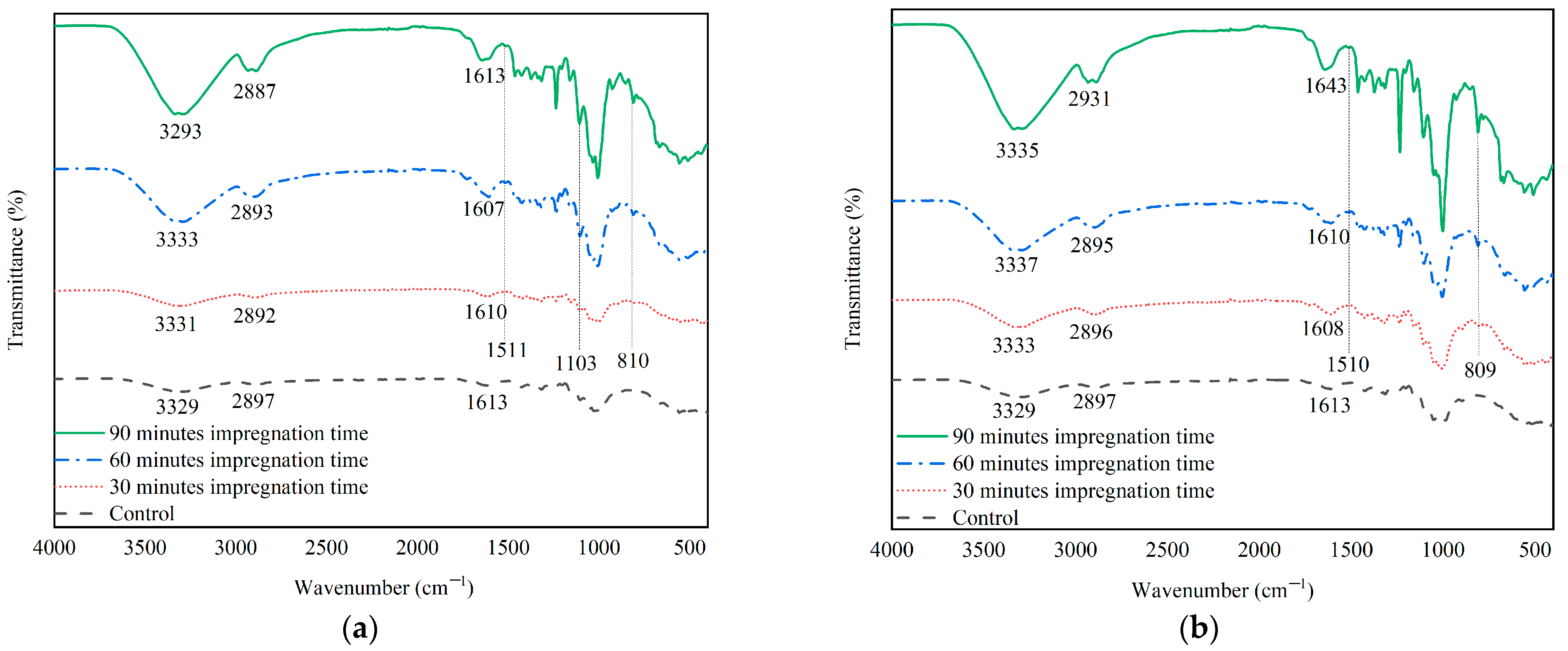
3.3.2. Functional Groups of Impregnated Ramie Fiber
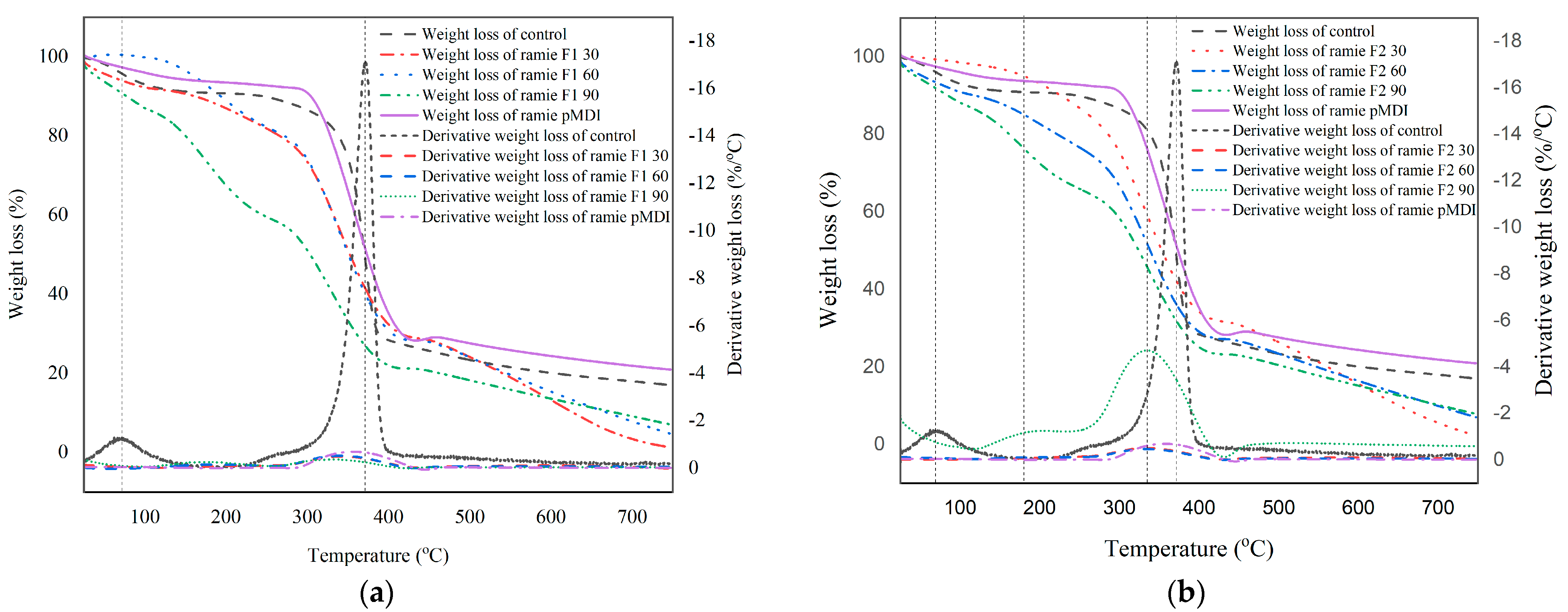
3.3.3. Thermal Stability Analysis of Ramie Fiber
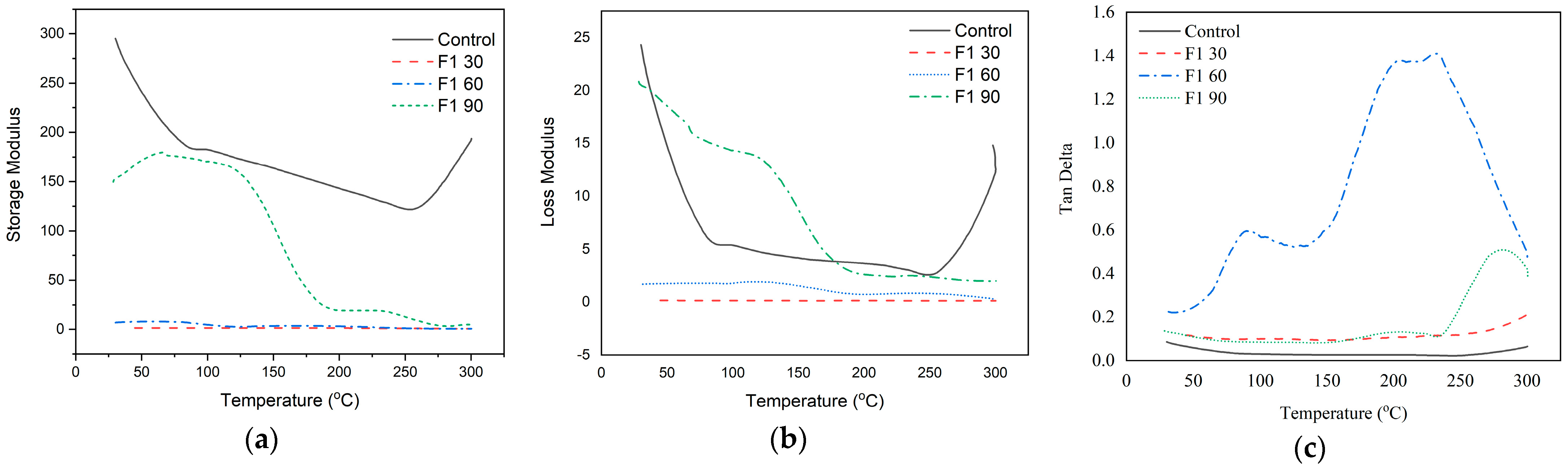
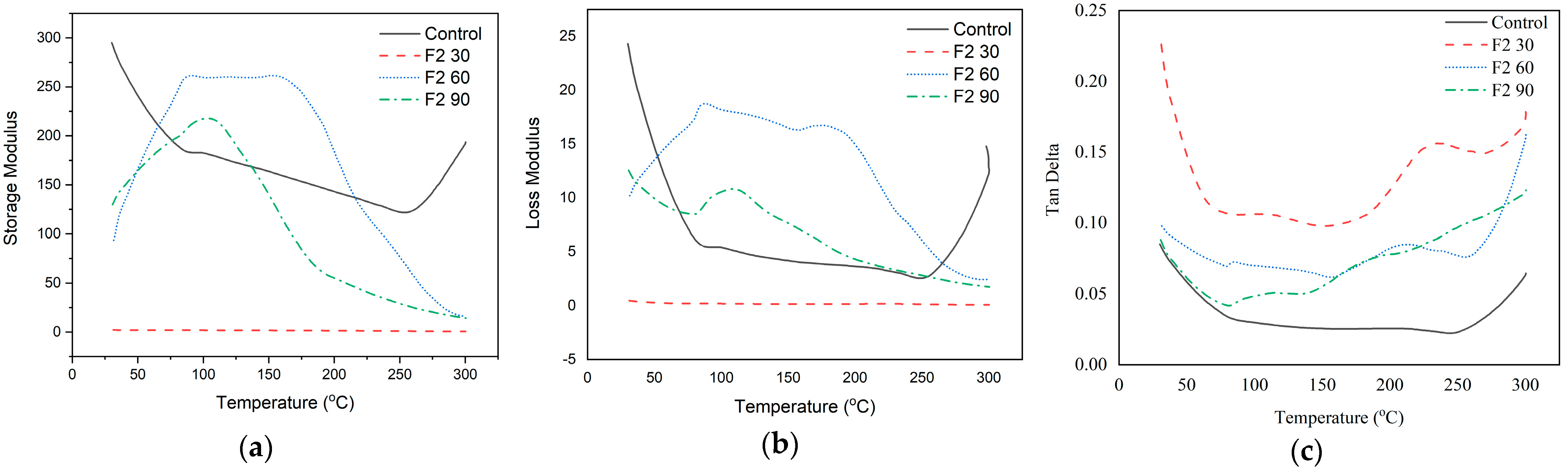
3.3.4. Thermo-Mechanical Analysis of Ramie Fiber
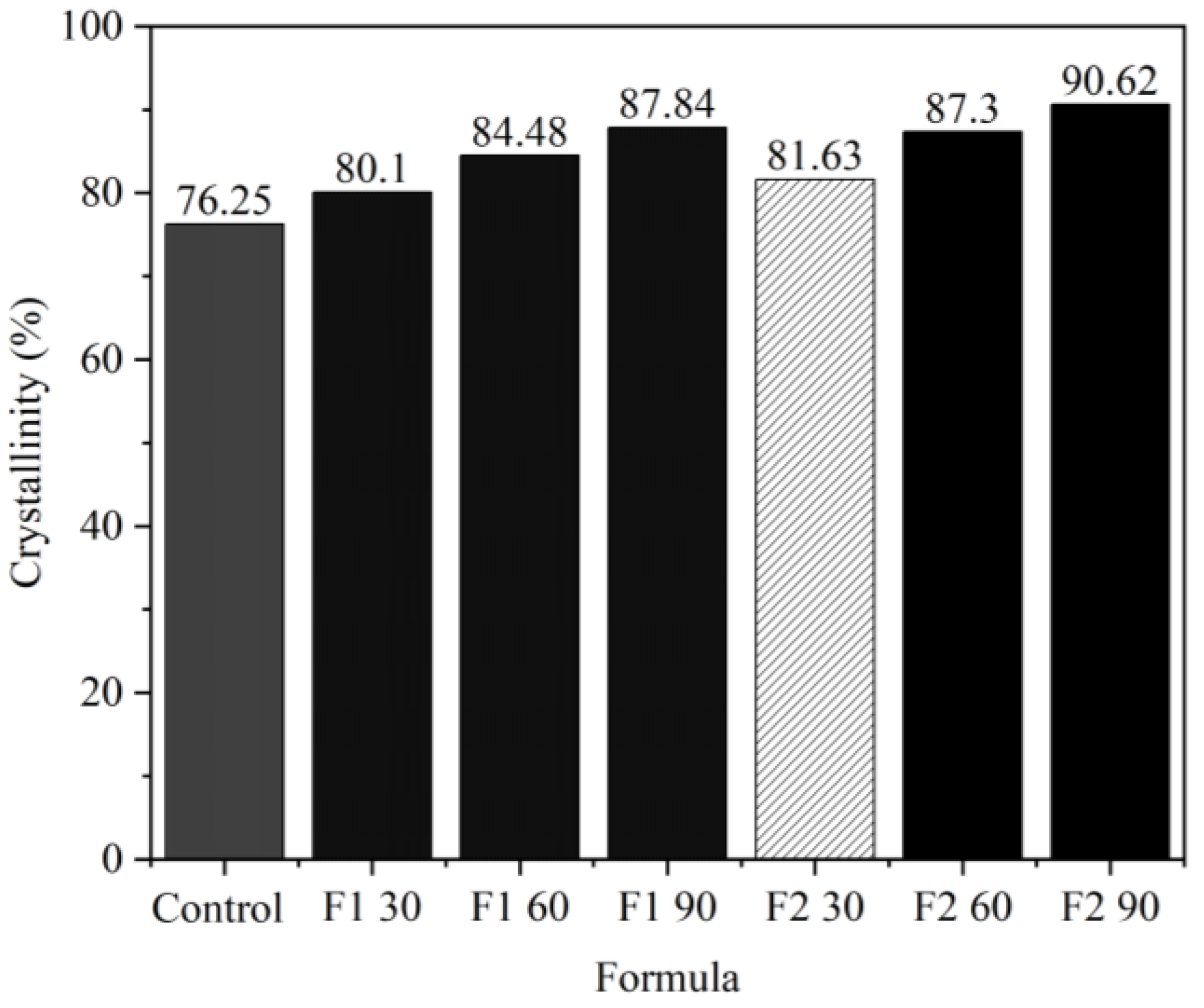
3.3.5. Crystallinity Analysis
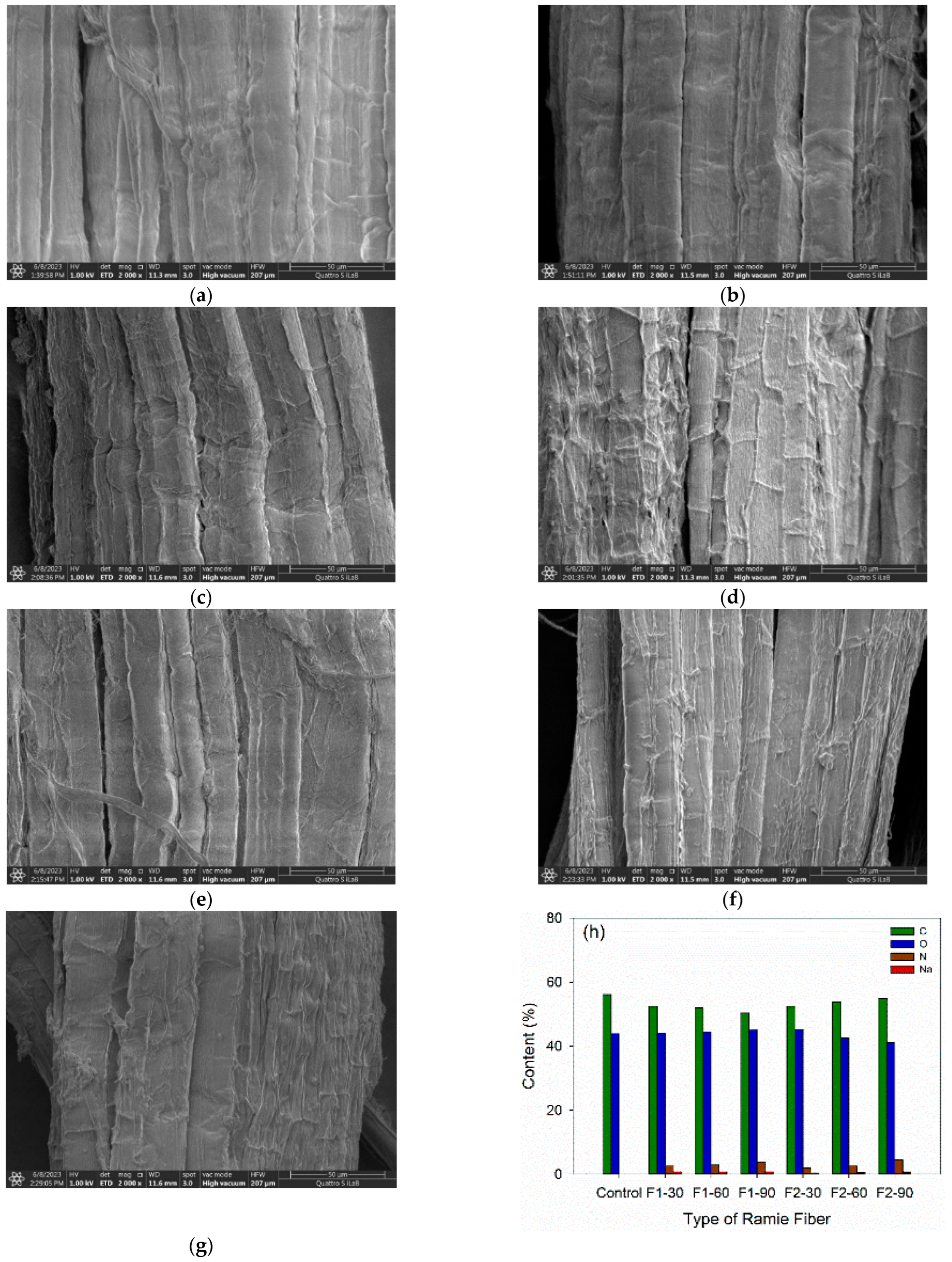
3.3.6. Morphology and Chemical Analysis of Ramie Fiber
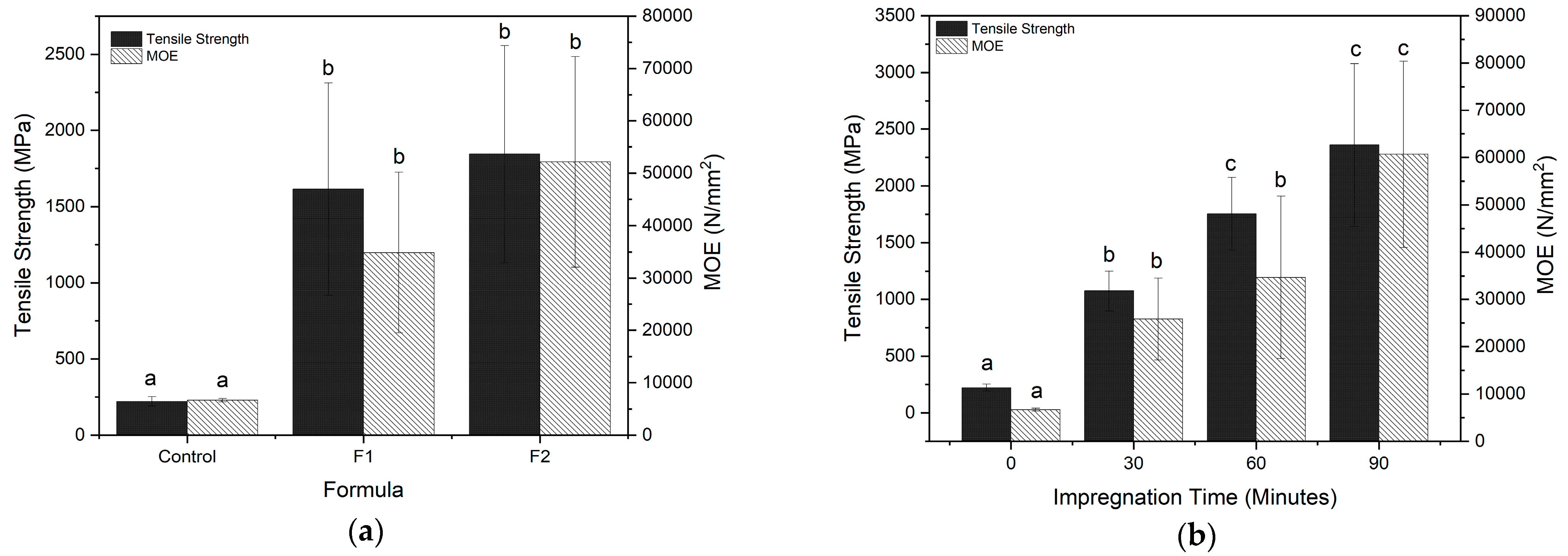
3.3.7. Mechanical Properties Analysis Using UTM
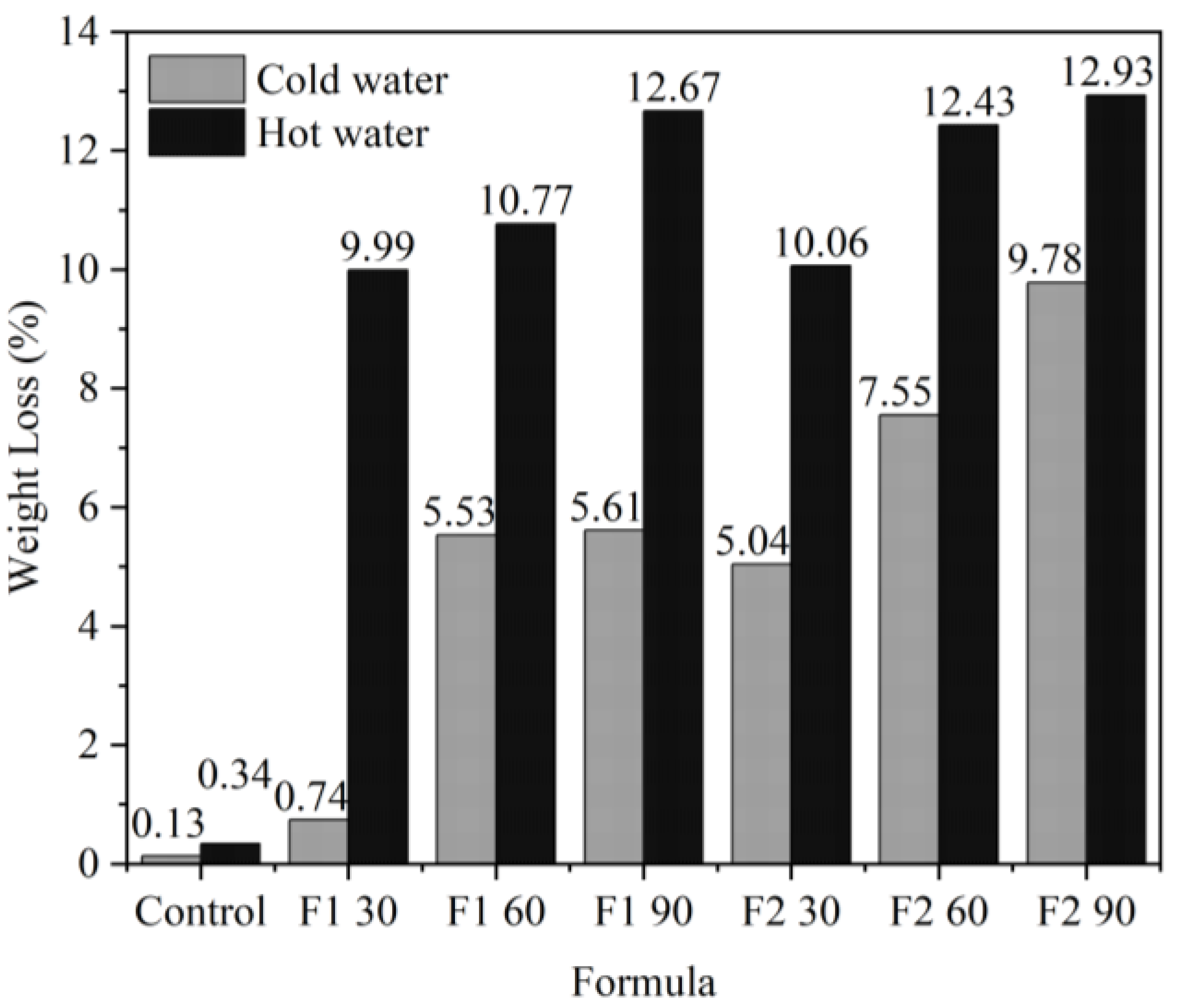
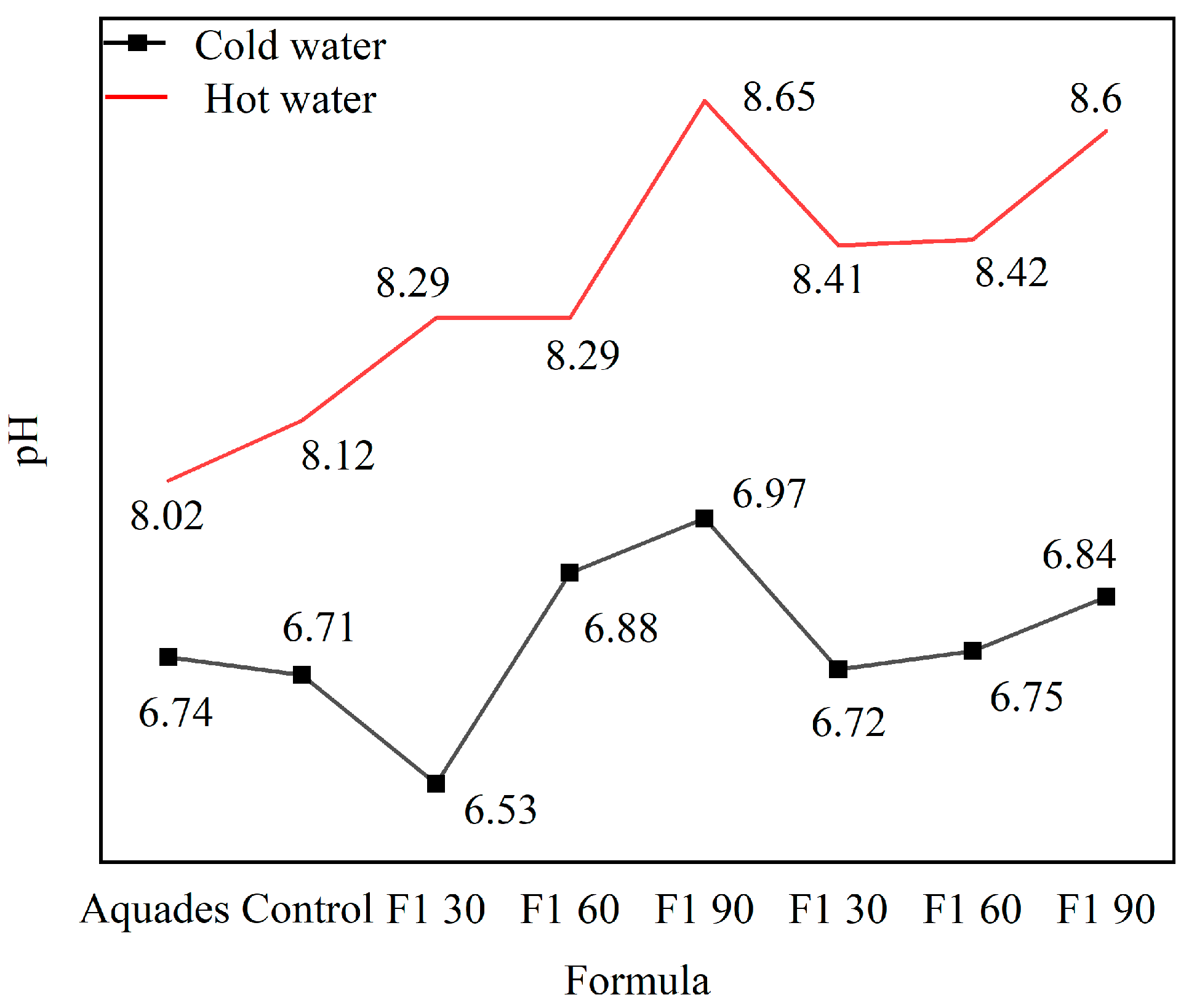
3.3.8. Ramie Fiber Hydrolysis Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kundu, C.K.; Li, Z.; Song, L.; Hu, Y. An Overview of Fire Retardant Treatments for Synthetic Textiles; From Traditional Approaches to Recent Applications. Eur. Polym. J. 2020, 137, 109911. [Google Scholar] [CrossRef]
- Shah, A.U.R.; Prabhakar, M.N.; Song, J.I. Current Advances in the Fire Retardancy of Natural Fiber and Bio-Based Composites—A Review. Int. J. Precis. Eng. Manuf.—Green Technol. 2017, 4, 247–262. [Google Scholar] [CrossRef]
- Duque Schumacher, A.G.; Pequito, S.; Pazour, J. Industrial Hemp Fiber: A Sustainable and Economical Alternative to Cotton. J. Clean. Prod. 2020, 268, 122180. [Google Scholar] [CrossRef]
- Suparno, O. Potensi Dan Masa Depan Serat Alam Indonesia Sebagai Bahan Baku Aneka Industri. J. Teknol. Ind. Pertan. 2020, 30, 221–227. [Google Scholar] [CrossRef]
- Rehman, M.; Gang, D.; Liu, Q.; Chen, Y.; Wang, B.; Peng, D.; Liu, L. Ramie, a Multipurpose Crop: Potential Applications, Constraints and Improvement Strategies. Ind. Crops Prod. 2019, 137, 300–307. [Google Scholar] [CrossRef]
- Manaia, J.P.; Manaia, A.T.; Rodriges, L. Industrial Hemp Fibers: An Overview. Fibers 2019, 7, 106. [Google Scholar] [CrossRef]
- Rohan, T.; Tushar, B.; Mahesha, G.T. Review of Natural Fiber Composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 314, 012020. [Google Scholar] [CrossRef]
- Whitacre, D.M. Reviews of Environmental Contamination and Toxicology; Preface; Springer: New York, NY, USA, 2013; Volume 222, ISBN 9781461447160. [Google Scholar]
- Mazumder, N.U.S.; Islam, M.T. Flame Retardant Finish for Textile Fibers. Innovative and Emerging Technologies for Textile Dyeing and Finishing; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2021; pp. 373–405. [Google Scholar] [CrossRef]
- Thébault, M.; Pizzi, A.; Essawy, H.A.; Barhoum, A.; Van Assche, G. Isocyanate Free Condensed Tannin-Based Polyurethanes. Eur. Polym. J. 2015, 67, 513–526. [Google Scholar] [CrossRef]
- Yan, H.; Li, N.; Fang, Z.; Wang, H. Application of Poly(Diphenolic Acid-Phenyl Phosphate)-Based Layer by Layer Nanocoating in Flame Retardant Ramie Fabrics. J. Appl. Polym. Sci. 2017, 134, 44795. [Google Scholar] [CrossRef]
- Marcuello, C.; Foulon, L.; Chabbert, B.; Molinari, M.; Aguié-Béghin, V. Langmuir-Blodgett Procedure to Precisely Control the Coverage of Functionalized AFM Cantilevers for SMFS Measurements: Application with Cellulose Nanocrystals. Langmuir 2018, 34, 9376–9386. [Google Scholar] [CrossRef]
- Liu, W.; Zhou, R.; Zhou, D.; Ding, G.; Soah, J.M.; Yue, C.Y.; Lu, X. Lignin-Assisted Direct Exfoliation of Graphite to Graphene in Aqueous Media and Its Application in Polymer Composites. Carbon 2015, 83, 188–197. [Google Scholar] [CrossRef]
- Li, H.; Liang, Y.; Li, P.; He, C. Conversion of Biomass Lignin to High-Value Polyurethane: A Review. J. Bioresour. Bioprod. 2020, 5, 163–179. [Google Scholar] [CrossRef]
- Marcuello, C.; Chabbert, B.; Berzin, F.; Bercu, N.B.; Molinari, M.; Aguié-Béghin, V. Influence of Surface Chemistry of Fiber and Lignocellulosic Materials on Adhesion Properties with Polybutylene Succinate at Nanoscale. Materials 2023, 16, 2440. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Zhu, P.; Song, Z.; Wang, Y.; Gong, C. Experimental Investigation of the Performance of Corn Straw Fiber Cement-Stabilized Macadam. Materials 2023, 16, 294. [Google Scholar] [CrossRef] [PubMed]
- Lubis, M.A.R.; Handika, S.O.; Sari, R.K.; Iswanto, A.H.; Antov, P.; Kristak, L.; Seng-hua, L.; Pizzi, A. Modification of Ramie Fiber via Impregnation with Low Viscosity Bio-Polyurethane Resins Derived from Lignin. Polymers 2022, 14, 2165. [Google Scholar] [CrossRef]
- TAPPI 264 cm-07; Preparation of Wood for Chemical Analysis. TAPPI: Peachtree Corners, GA, USA, 1997; Volume 1988, pp. 3–5.
- T211 om-02, 7; Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C. TAPPI: Peachtree Corners, GA, USA, 2007.
- T222 om-02; Tappi Lignin in Wood and Pulp. TAPPI: Peachtree Corners, GA, USA, 2011; pp. 1–7.
- Aristri, M.A.; Lubis, M.A.R.; Sari, R.K.; Kristak, L.; Iswanto, A.H.; Mardawati, E.; Hua, L.S. Preparation and Characterization of Non-Isocyanate Polyurethane Resins Derived from Tannin of Acacia Mangium Bark for the Modification of Ramie Fibers. Cent. Eur. For. J. 2023, 69, 77–88. [Google Scholar] [CrossRef]
- Lv, W.; Nie, K.; Song, Y.; Li, C.; Ben, H.; Zhang, Y.; Han, G.; Jiang, W. Improving Ramie Fibers Softness Using Ionic Liquid Treatment. J. Nat. Fibers 2022, 19, 3681–3688. [Google Scholar] [CrossRef]
- ASTM D 3379–75; Standard Test Method for Tensile Strength and Young’s Modulus for High-Modulus Single-Filament Materials. ASTM International: West Conshohocken, PA, USA, 2000; Volume 75, pp. 1–5.
- Gordobil, O.; Herrera, R.; Poohphajai, F.; Sandak, J.; Sandak, A. Impact of Drying Process on Kraft Lignin: Lignin-Water Interaction Mechanism Study by 2D NIR Correlation Spectroscopy. J. Mater. Res. Technol. 2021, 12, 159–169. [Google Scholar] [CrossRef]
- Nikolskaya, E.; Janhunen, P.; Haapalainen, M.H.Y. Applied Sciences Solids Content of Black Liquor Measured by Online. Appl. Sci. 2019, 9, 2169. [Google Scholar] [CrossRef]
- Hidayati, S.; Zuidar, A.S.; Satyajaya, W.; Murhadi, M.; Retnowati, D. Isolation and Characterization of Formacell Lignins from Oil Empty Fruits Bunches. IOP Conf. Ser. Mater. Sci. Eng. 2018, 344, 012006. [Google Scholar] [CrossRef]
- Yotwadee, H.; Duangduen, A.; Viboon, S. Lignin Isolation from Black Liquor for Wastewater Quality Improvement and Bio-Material Recovery. Int. J. Environ. Sci. Dev. 2020, 11, 365–371. [Google Scholar] [CrossRef]
- Zwawi, M. A Review on Natural Fiber Bio-Composites, Surface Modifications and Applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef] [PubMed]
- Hermiati, E.; Risanto, L.; Lubis, M.; Laksana, R.P.B.; Dewi, A.R. Chemical Characterization of Lignin from Kraft Pulping Black Liquor of Acacia mangium; AIP: Melville, NY, USA, 2016; Volume 1803, ISBN 9780735414716. [Google Scholar]
- Sameni, J.; Krigstin, S.; Sain, M. Acetylation & Lignin Solubility. BioResources 2017, 12, 1548–1565. [Google Scholar]
- Lubis, M.A.R.; Dewi, A.R.; Risanto, L.; Zaini, L.H.; Hermiati, E. Isolation and Characterization of Lignin from Alkaline Pretreatment Black Liquor of Oil Palm Empty Fruit Bunch and Sugarcane Bagasse. In Proceedings of the Asean Cosat 2014, Bogor, Indonesia, 25 August 2014; pp. 483–491. [Google Scholar]
- Chen, Y.C.; Fu, S.; Zhang, H. Signally Improvement of Polyurethane Adhesive with Hydroxy-Enriched Lignin from Bagasse. Colloids Surf. A Physicochem. Eng. Asp. 2020, 585, 124164. [Google Scholar] [CrossRef]
- Yang, H.; Yu, B.; Xu, X.; Bourbigot, S.; Wang, H.; Song, P. Lignin-Derived Bio-Based Flame Retardants toward High-Performance Sustainable Polymeric Materials. Green Chem. 2020, 22, 2129–2161. [Google Scholar] [CrossRef]
- Kubo, S.; Kadla, J.F. Hydrogen Bonding in Lignin: A Fourier Transform Infrared Model Compound Study. Biomacromolecules 2005, 6, 2815–2821. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Sun, D.; Wang, H.M.; Yuan, T.Q.; Sun, R.C. Green and Facile Preparation of Regular Lignin Nanoparticles with High Yield and Their Natural Broad-Spectrum Sunscreens. ACS Sustain. Chem. Eng. 2019, 7, 2658–2666. [Google Scholar] [CrossRef]
- Aristri, M.A.; Lubis, M.A.R.; Laksana, R.P.B.; Sari, R.K.; Iswanto, A.H.; Kristak, L.; Antov, P.; Pizzi, A. Thermal and Mechanical Performance of Ramie Fibers Modified with Polyurethane Resins Derived from Acacia Mangium Bark Tannin. J. Mater. Res. Technol. 2022, 18, 2413–2427. [Google Scholar] [CrossRef]
- Zhang, H.; Bai, Y.; Yu, B.; Liu, X.; Chen, F. A Practicable Process for Lignin Color Reduction: Fractionation of Lignin Using Methanol/Water as a Solvent. Green Chem. 2017, 19, 5152–5162. [Google Scholar] [CrossRef]
- Lopes, F.J.F.; Silvério, F.O.; Baffa, D.C.F.; Loureiro, M.E.; Barbosa, M.H.P. Determination of Sugarcane Bagasse Lignin S/G/H Ratio by Pyrolysis GC/MS. J. Wood Chem. Technol. 2011, 31, 309–323. [Google Scholar] [CrossRef]
- Yoo, C.G.; Dumitrache, A.; Muchero, W.; Natzke, J.; Akinosho, H.; Li, M.; Sykes, R.W.; Brown, S.D.; Davison, B.; Tuskan, G.A.; et al. Significance of Lignin S/G Ratio in Biomass Recalcitrance of Populus Trichocarpa Variants for Bioethanol Production. ACS Sustain. Chem. Eng. 2018, 6, 2162–2168. [Google Scholar] [CrossRef]
- Luo, S.; Gao, L.; Guo, W. Effect of Incorporation of Lignin as Bio-Polyol on the Performance of Rigid Lightweight Wood–Polyurethane Composite Foams. J. Wood Sci. 2020, 66, 23. [Google Scholar] [CrossRef]
- Liu, J.; Wang, L.; Li, J.; Li, C.; Zhang, S.; Gao, Q.; Zhang, W.; Li, J. Degradation Mechanism of Acacia Mangium Tannin in NaOH/Urea Aqueous Solution and Application of Degradation Products in Phenolic Adhesives. Int. J. Adhes. Adhes. 2020, 98, 102556. [Google Scholar] [CrossRef]
- Lee, S.M.; Kang, D.S.; Kim, H.S.; Roh, J.S. Changes in the Porosity of Bulk Graphite According to the Viscosity of Resin for Impregnation. Carbon Lett. 2015, 16, 132–134. [Google Scholar] [CrossRef]
- Aristri, M.A.; Sari, R.K.; Lubis, M.A.R.; Laksana, R.P.B.; Antov, P.; Iswanto, A.H.; Mardawati, E.; Lee, S.H.; Savov, V.; Kristak, L.; et al. Eco-Friendly Tannin-Based Non-Isocyanate Polyurethane Resins for the Modification of Ramie (Boehmeria nivea L.) Fibers. Polymers 2023, 15, 1492. [Google Scholar] [CrossRef]
- Gogoi, R.; Alam, M.; Khandal, R. Effect of Increasing NCO/OH Molar Ratio on the Physicomechanical and Thermal Properties of Isocyanate Terminated Polyurethane Prepolymer. Int. J. Basic Appl. Sci. 2014, 3, 118–123. [Google Scholar] [CrossRef]
- Dwivedi, G.; Sharma, M.P. Impact of Cold Flow Properties of Biodiesel on Engine Performance. Renew. Sustain. Energy Rev. 2014, 31, 650–656. [Google Scholar] [CrossRef]
- Gharib, J.; Pang, S.; Holland, D. Synthesis and Characterisation of Polyurethane Made from Pyrolysis Bio-Oil of Pine Wood. Eur. Polym. J. 2020, 133, 109725. [Google Scholar] [CrossRef]
- Handika, S.O.; Lubis, M.A.R.; Sari, R.K.; Laksana, R.P.B.; Antov, P.; Savov, V.; Gajtanska, M.; Iswanto, A.H. Enhancing Thermal and Mechanical Properties of Ramie Fiber via Impregnation by Lignin-Based Polyurethane Resin. Materials 2021, 14, 6850. [Google Scholar] [CrossRef]
- Vieira, F.R.; Magina, S.; Evtuguin, D.V.; Barros-Timmons, A. Sustainable Lignin as a Renewable Sustainable Polyurethanes. Materials 2022, 15, 6182. [Google Scholar] [CrossRef]
- Selvakumar, K.; Meenakshisundaram, O. Mechanical and Dynamic Mechanical Analysis of Jute and Human Hair-Reinforced Polymer Composites. Polym. Compos. 2019, 40, 1132–1141. [Google Scholar] [CrossRef]
- Bashir, M.A. Use of Dynamic Mechanical Analysis (DMA) for Characterizing Interfacial Interactions in Filled Polymers. Solids 2021, 2, 108–120. [Google Scholar] [CrossRef]
- Jabbar, A.; Militký, J.; Wiener, J.; Javaid, M.U.; Rwawiire, S. Tensile, Surface and Thermal Characterization of Jute Fibres after Novel Treatments. Indian J. Fibre Text. Res. 2016, 41, 249–254. [Google Scholar]
- Bevitori, A.B.; Margem, F.M.; Carreiro, R.S.; Monteiro, S.N.; Calado, V. Thermal Caracterization Behavior of Epoxy Composites Reinforced Ramie Fibers. In Proceedings of the 67th ABM International Congress, Rio de Janeiro, Brazil, 31 July–3 August 2012; pp. 473–480. [Google Scholar]
- Zhou, J.; Li, Z.; Yu, C. Property of Ramie Fiber Degummed with Fenton Reagent. Fibers Polym. 2017, 18, 1891–1897. [Google Scholar] [CrossRef]
- Li, Z.; Yu, C. Effect of Peroxide and Softness Modification on Properties of Ramie Fiber. Fibers Polym. 2014, 15, 2105–2111. [Google Scholar] [CrossRef]
- Alinejad, M.; Nikafshar, S.; Gondaliya, A.; Bagheri, S.; Chen, N.; Singh, S.K.; Hodge, D.B.; Nejad, M. Lignin-Based Polyurethanes: Opportunities for Bio-Based Foams, Elastomers, Coatings and Adhesives. Polymers 2019, 11, 1202. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax Fibre and Its Composites—A Review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Galobardes, I.; Cavalaro, S.H.; Aguado, A.; Garcia, T. Estimation of the Modulus of Elasticity for Sprayed Concrete. Constr. Build. Mater. 2014, 53, 48–58. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Results | Reference |
|---|---|---|
| Moisture content (%) | 27.81 ± 1.11 | 10 [12] |
| Solid content (%) | 76.79 ± 0.64 | 65–85 [13] |
| pH | 12.14 ± 0.03 | 12–13 [15] |
| Parameter | Results | Reference |
|---|---|---|
| Yield (%) | 47.05 ± 1.94 | 45.769 [21] |
| Moisture content (%) | 5.07 ± 0.71 | 8.05 [22] |
| Ash content (%) | 0.31 ± 0.19 | 8.25–19.19 [23] |
| Acid-insoluble lignin (AIL) (%) | 82.54 ± 0.96 | 53.08 [21] |
| Acid-soluble lignin (ASL) (%) | 12.77 ± 0.67 | 7.26 [21] |
| Purity (%) | 95.32 ± 0.61 | 60.34 [21] |
| Type of Lignin | TWL10% (°C) | TWL25% (°C) | TWL50% (°C) | Weight Lost (%) | Residue (%) |
|---|---|---|---|---|---|
| L-Standard | 259 | 366 | 597 | 56.49 | 42.41 |
| L-Isolated | 235 | 347 | 644 | 53.75 | 46.25 |
| Formula | TWL10% (°C) | TWL25% (°C) | TWL50% (°C) | Weight Lost (%) | Residue (%) |
|---|---|---|---|---|---|
| F1 | 196 | 299 | 513 | 56.49 | 34.43 |
| F2 | 116 | 257 | 467 | 53.75 | 35.92 |
| Formulation | Weight Gain (%) | ||
|---|---|---|---|
| Impregnation Time (min) | |||
| 30 | 60 | 90 | |
| F1 | 15.95 ± 5.32 | 31.46 ± 2.16 | 45.05 ± 3.97 |
| F2 | 18.39 ± 5.06 | 32.42 ± 5.72 | 51.30 ± 2.52 |
| Average value | 17.17 ± 5.19 a | 31.94 ± 3.94 b | 48.18 ± 3.25 c |
| Formula | TWL10% (°C) | TWL25% (°C) | TWL50% (°C) | Weight Lost (%) | Residue (%) |
|---|---|---|---|---|---|
| Control | 196 | 299 | 513 | 82.93 | 17.07 |
| pMDI | 303 | 336 | 373 | 79.07 | 20.93 |
| F1 30 | 161 | 296 | 350 | 98.66 | 1.34 |
| F1 60 | 191 | 296 | 350 | 95.31 | 4.69 |
| F1 90 | 78 | 170 | 303 | 92.93 | 7.07 |
| F2 30 | 224 | 300 | 353 | 97.72 | 2.28 |
| F2 60 | 113 | 261 | 338 | 92.91 | 2.09 |
| F2 90 | 84 | 187 | 323 | 92.11 | 7.89 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raditya, V.Y.A.; Lubis, M.A.R.; Sari, R.K.; Antov, P.; Lee, S.H.; Kristak, L.; Mardawati, E.; Iswanto, A.H. Properties of Ramie (Boehmeria nivea (L.) Gaudich) Fibers Impregnated with Non-Isocyanate Polyurethane Resins Derived from Lignin. Materials 2023, 16, 5704. https://doi.org/10.3390/ma16165704
Raditya VYA, Lubis MAR, Sari RK, Antov P, Lee SH, Kristak L, Mardawati E, Iswanto AH. Properties of Ramie (Boehmeria nivea (L.) Gaudich) Fibers Impregnated with Non-Isocyanate Polyurethane Resins Derived from Lignin. Materials. 2023; 16(16):5704. https://doi.org/10.3390/ma16165704
Chicago/Turabian StyleRaditya, Vincentius Yolanda Angger, Muhammad Adly Rahandi Lubis, Rita Kartika Sari, Petar Antov, Seng Hua Lee, Lubos Kristak, Efri Mardawati, and Apri Heri Iswanto. 2023. "Properties of Ramie (Boehmeria nivea (L.) Gaudich) Fibers Impregnated with Non-Isocyanate Polyurethane Resins Derived from Lignin" Materials 16, no. 16: 5704. https://doi.org/10.3390/ma16165704