
Assessment of the Possibility of Reducing Energy Consumption and Environmental Pollution in the Steel Wire Manufacturing Process

Abstract
:1. Introduction
2. Materials and Methods
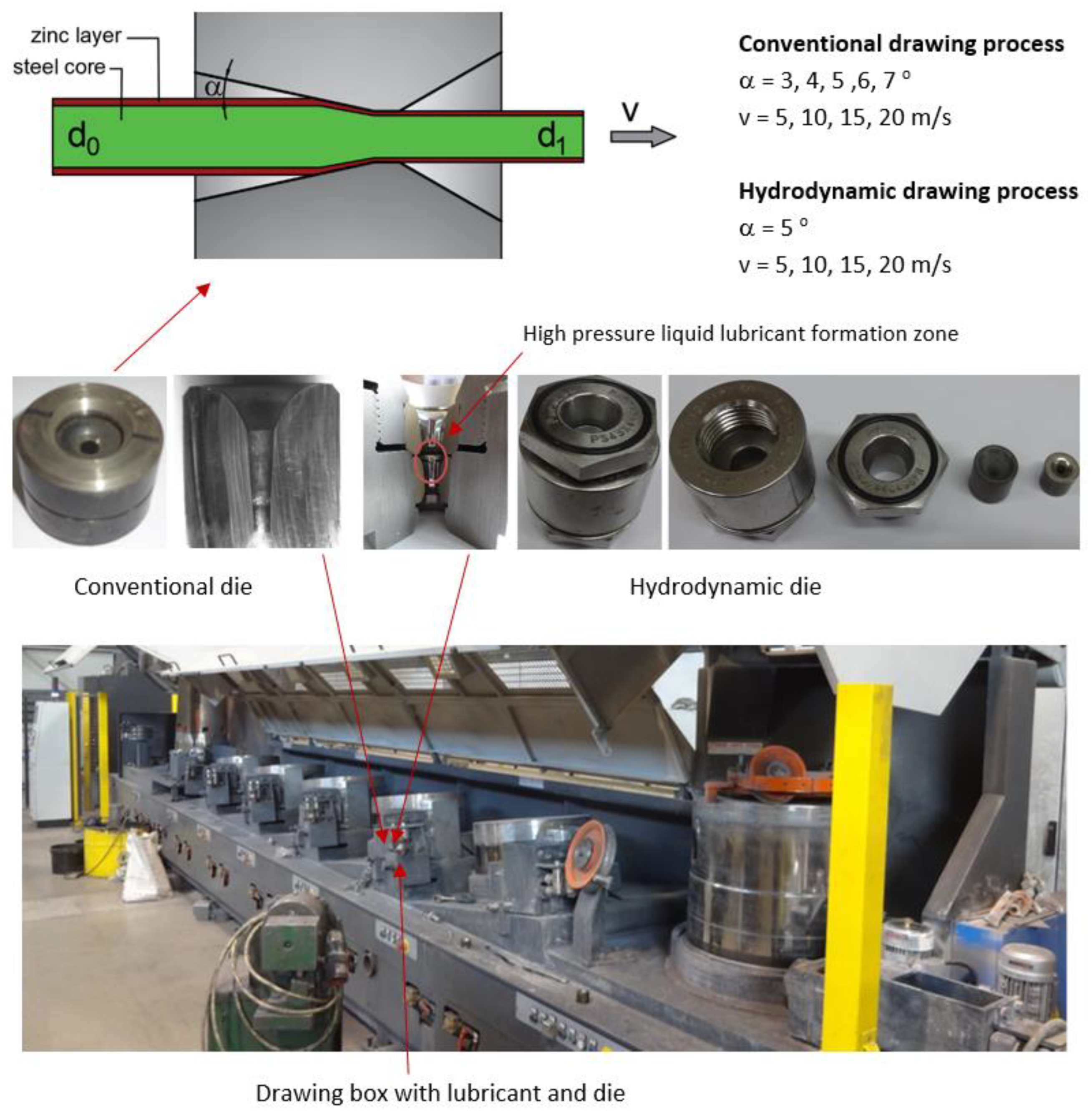
2.1. Manufacturing Process of Hot-Dip Galvanized Steel Wires
2.2. Methodology
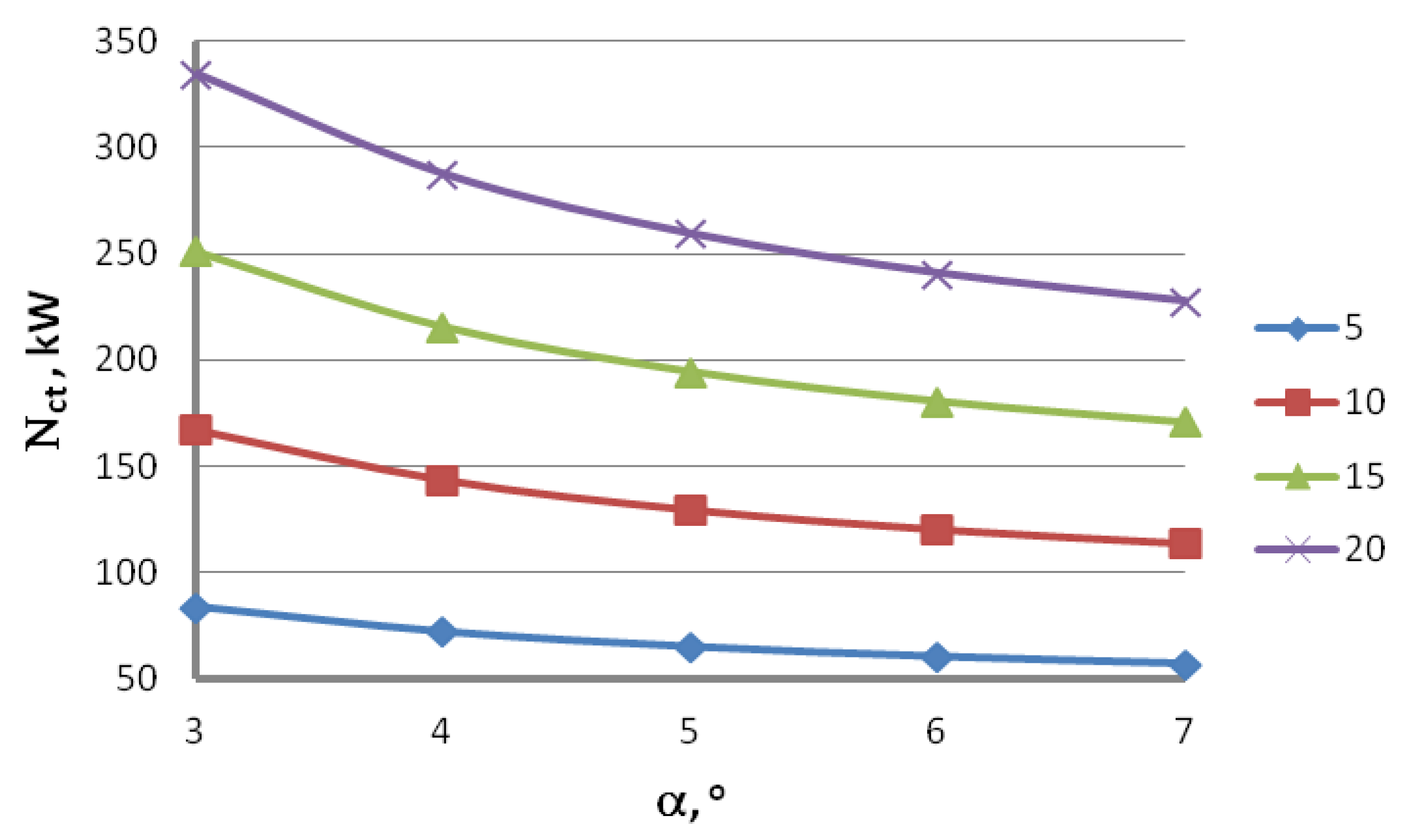
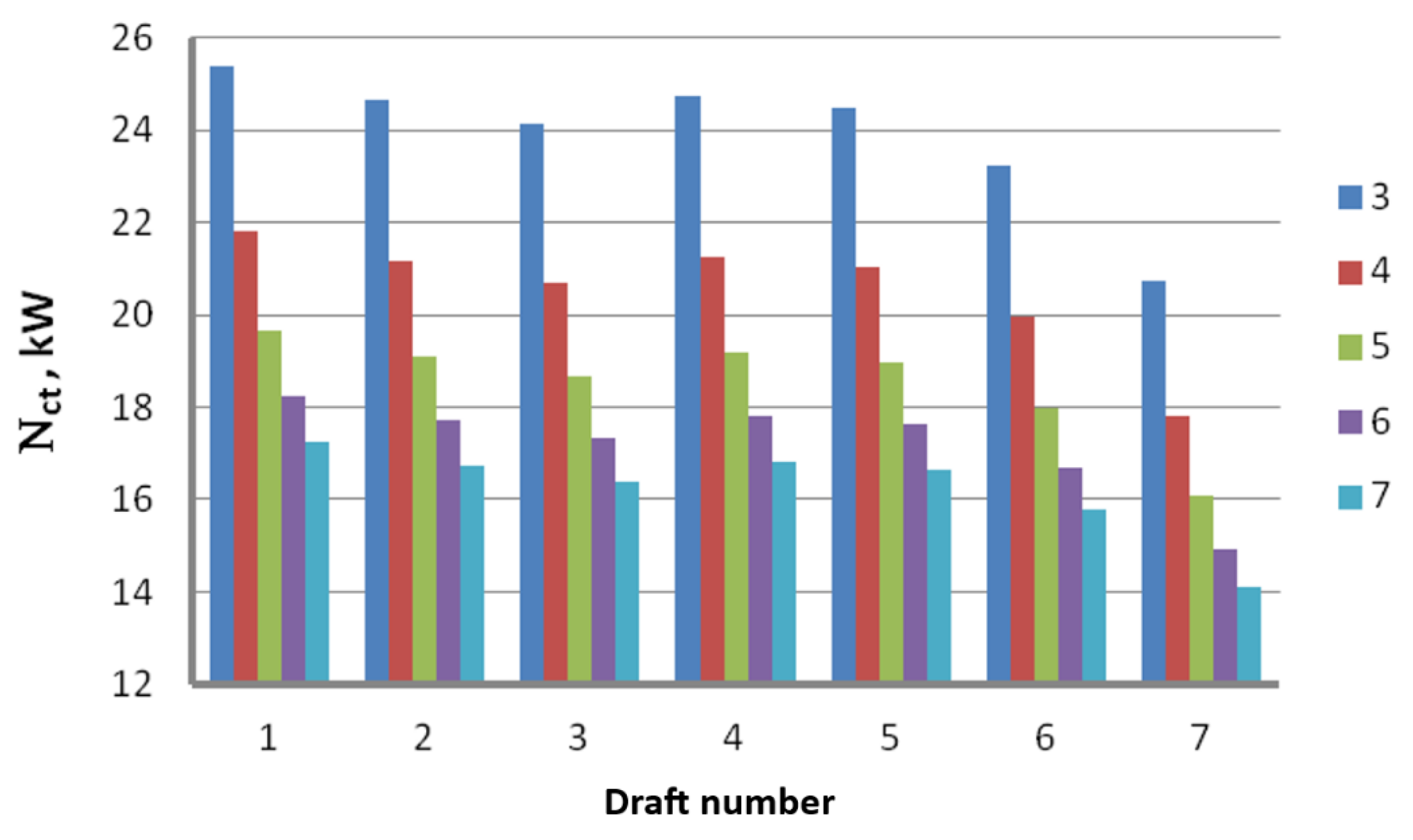
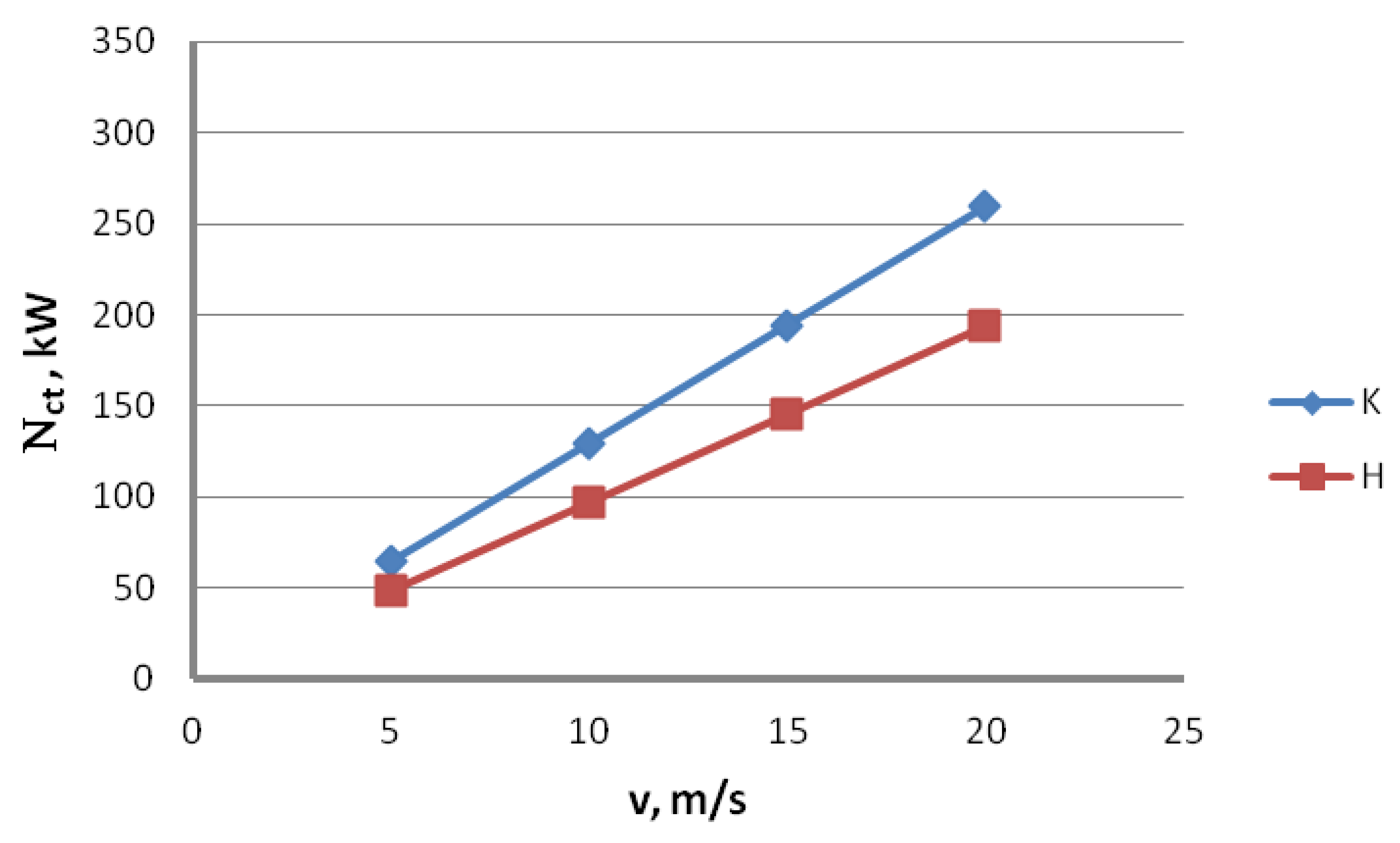
3. Theoretical and Experimental Analysis of the Energy Consumption in the Steel Wire Manufacturing Process
4. Calculations for the Limitation of Energy Consumption, Material Losses and Pollution
5. Conclusions
- Empirical equations to analyze the energy consumption in the steel wire manufacturing process can be used only in a limited scope, as they do not address all the factors, causing discrepancies between theoretical and practical results.
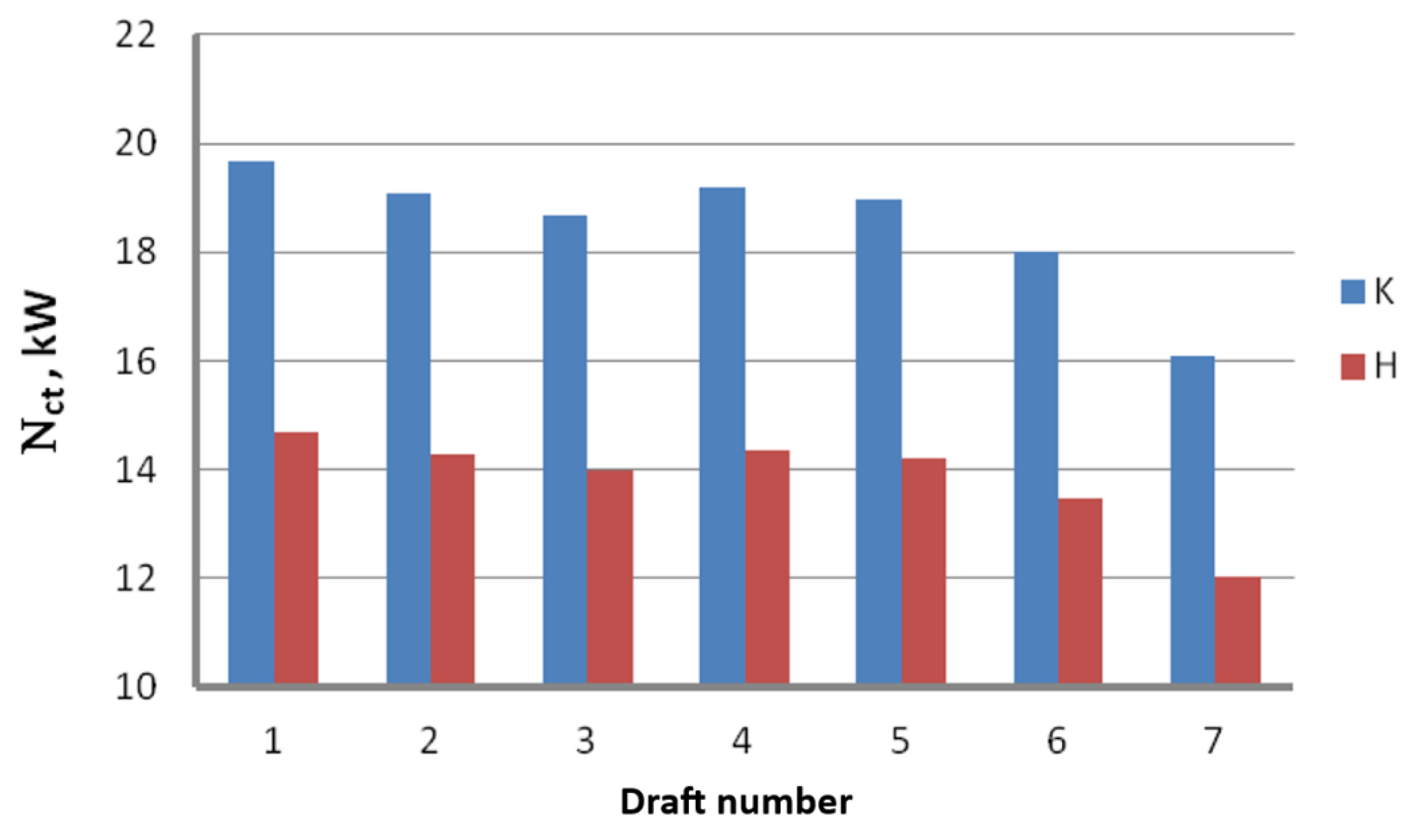
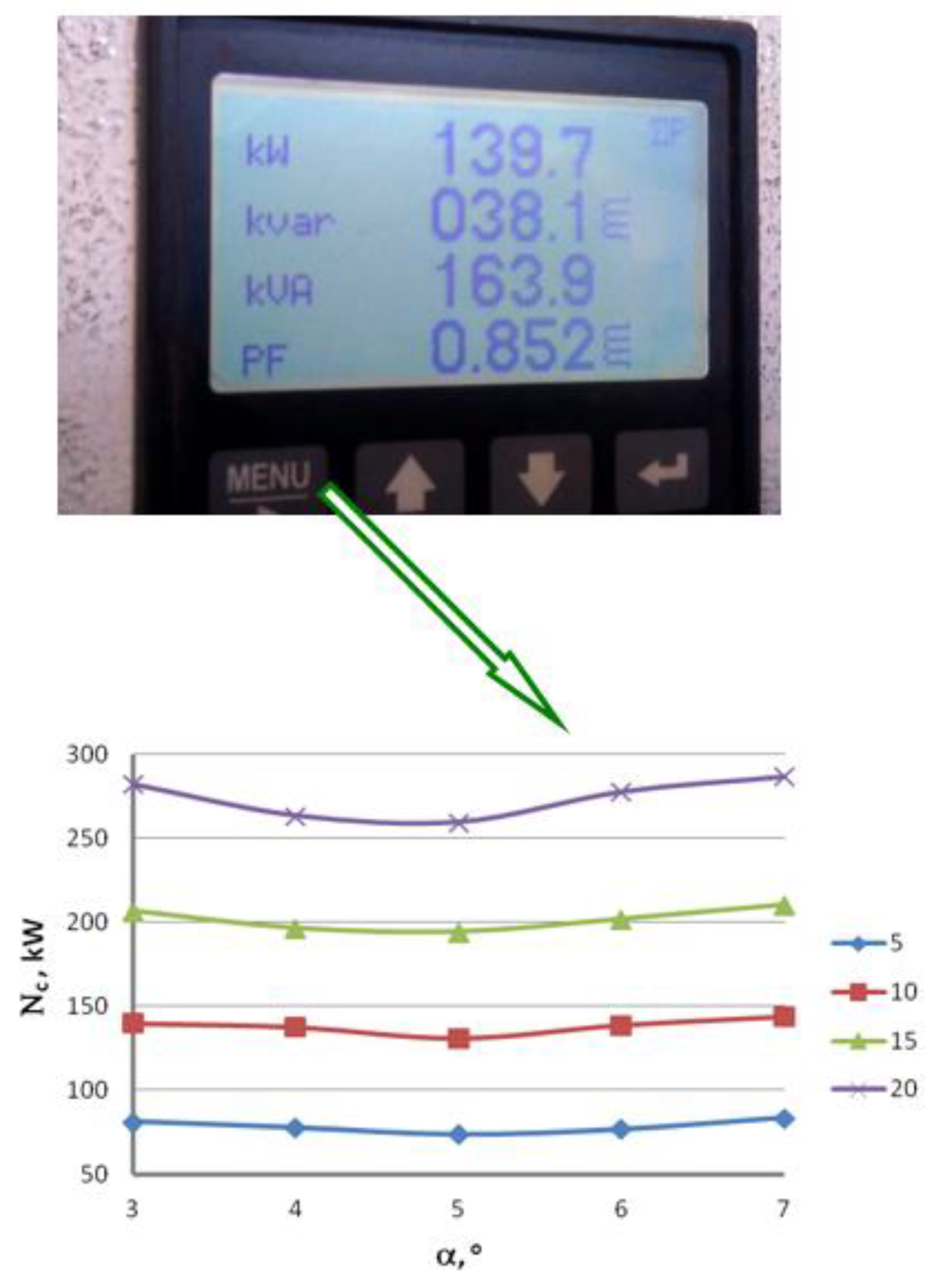
- Industrial measurements of the drawing power confirmed the significant influence of the angle of the drawing die contact zone on the force parameters of the drawing process, with the influence of the angle α on the drawing process increasing with the increase of the drawing speed.
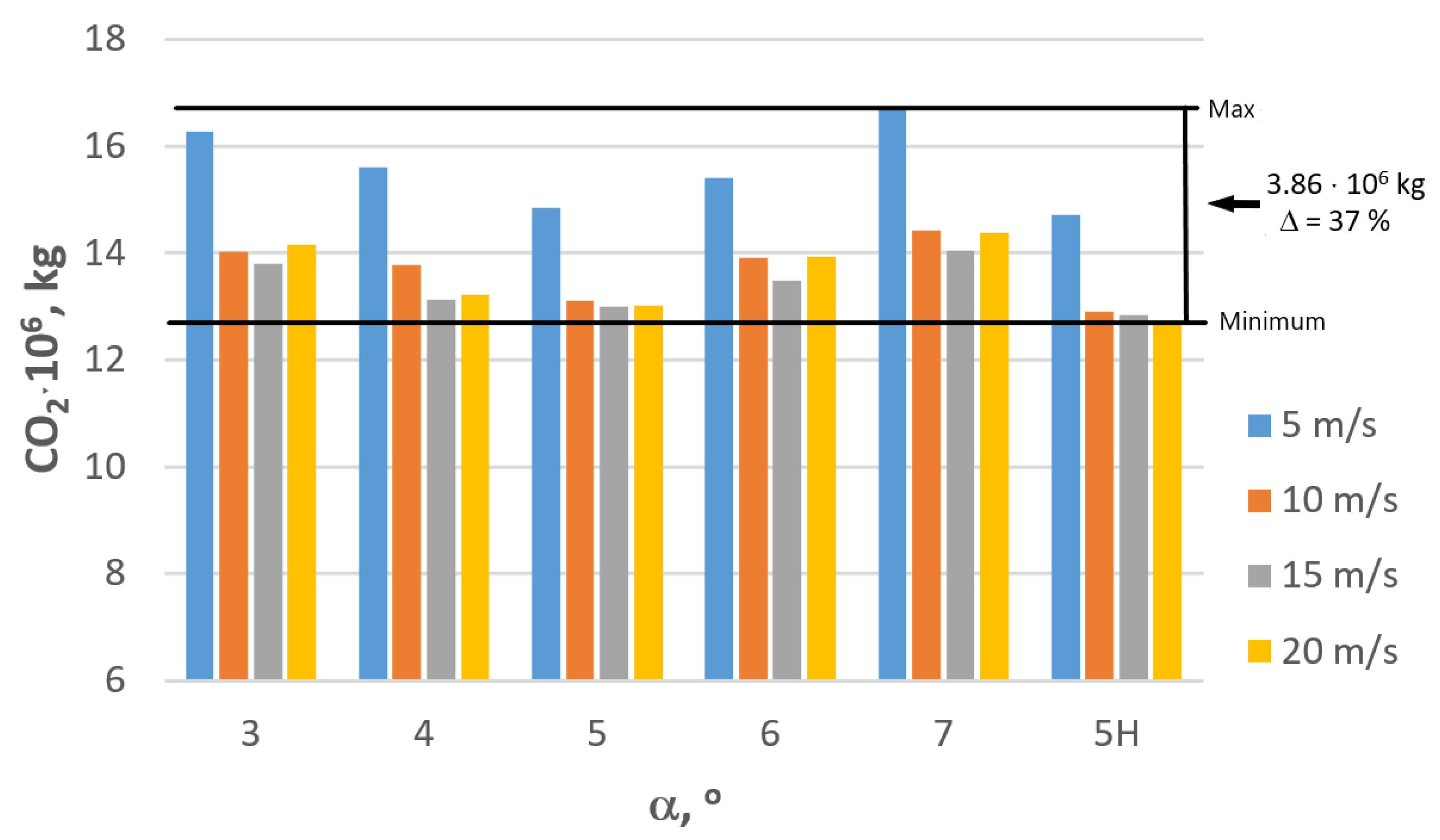
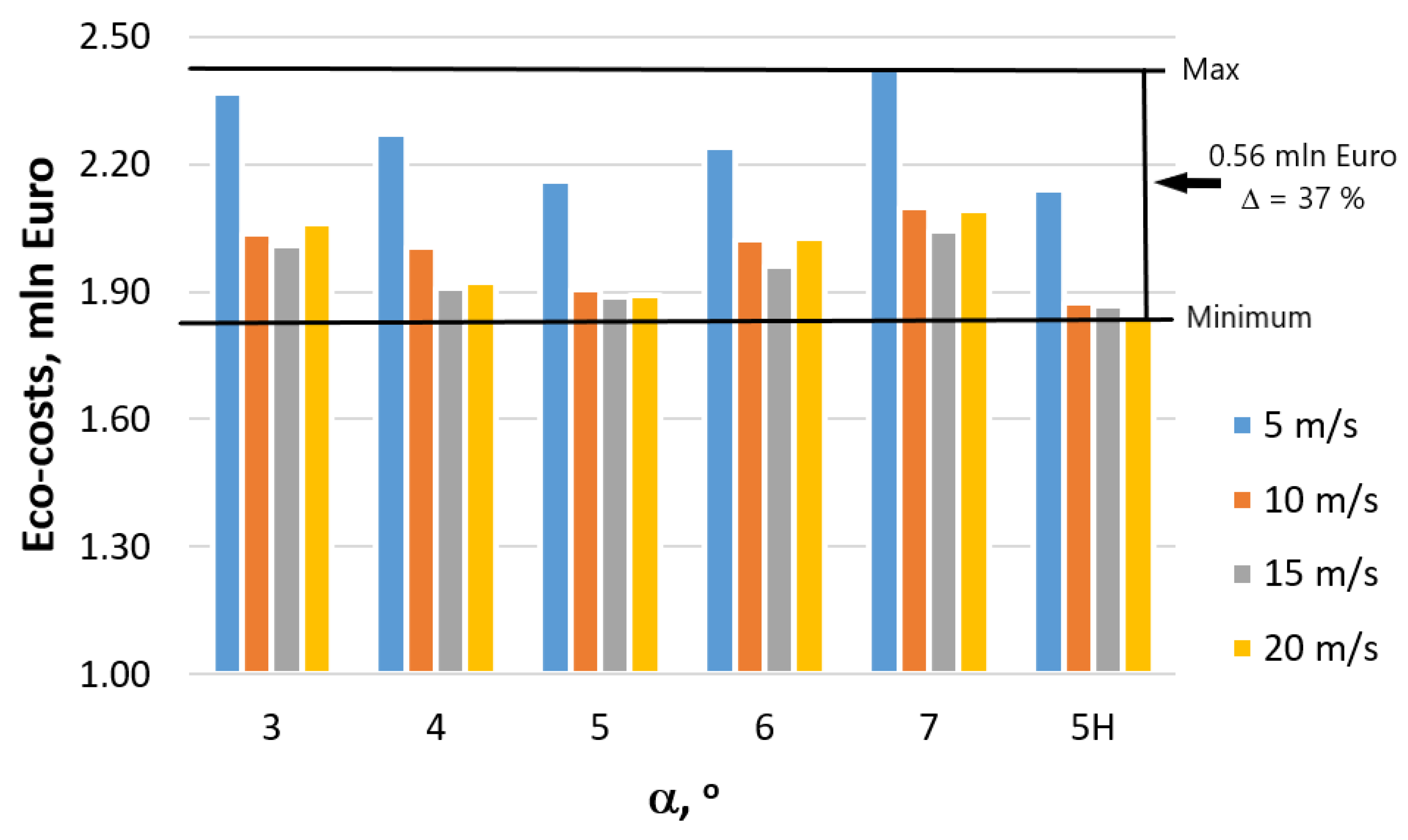
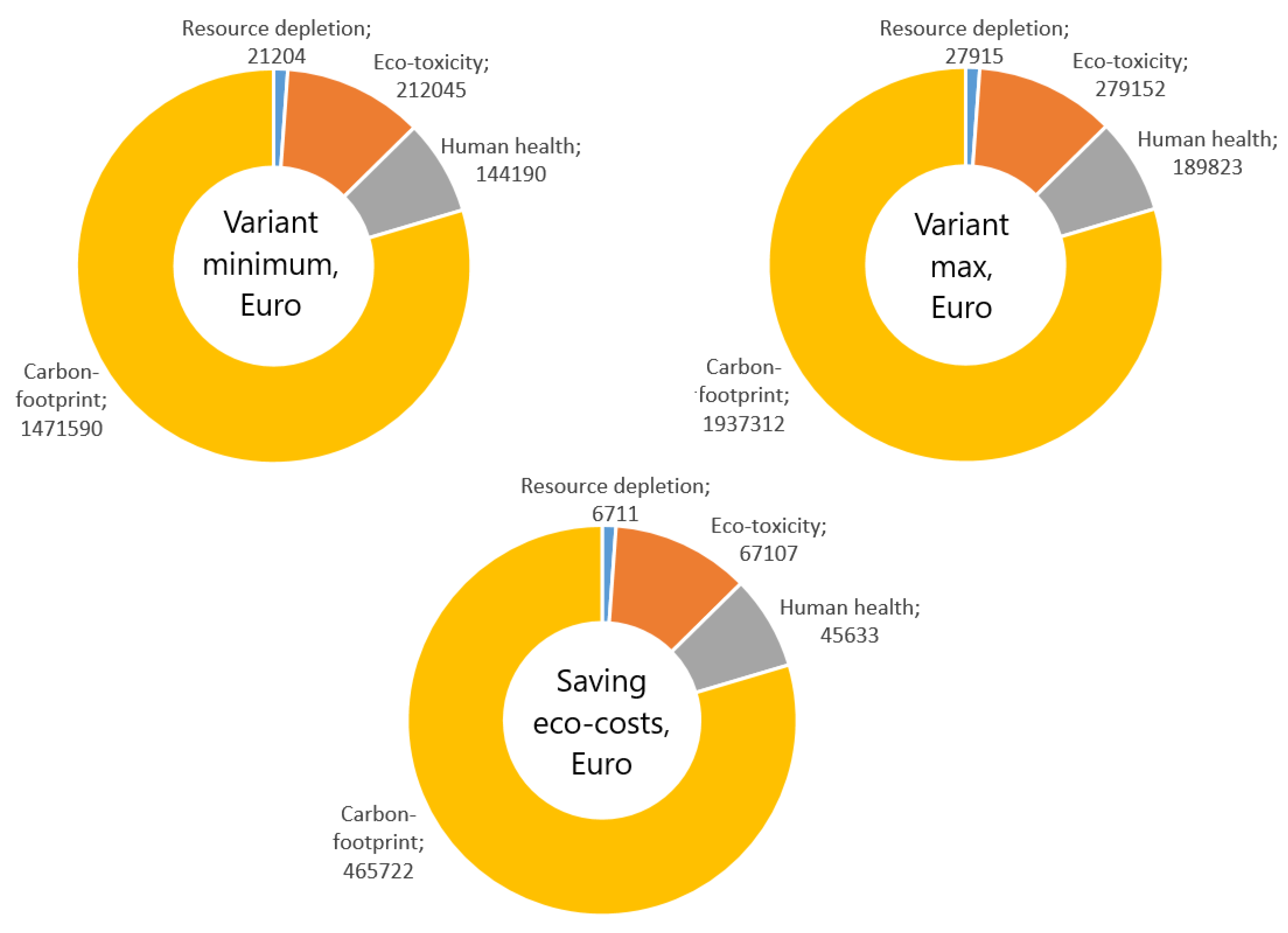
- Calculation of the energy consumption demonstrated that the utilization of the optimal wire drawing technology allows for a reduction of electric power by 37%, which translates to a reduction of annual consumption by 13 TJ, a reduction of annual CO2 emissions by 4000 tons and a decrease in total eco-costs by approximately EUR 0.5 mln.
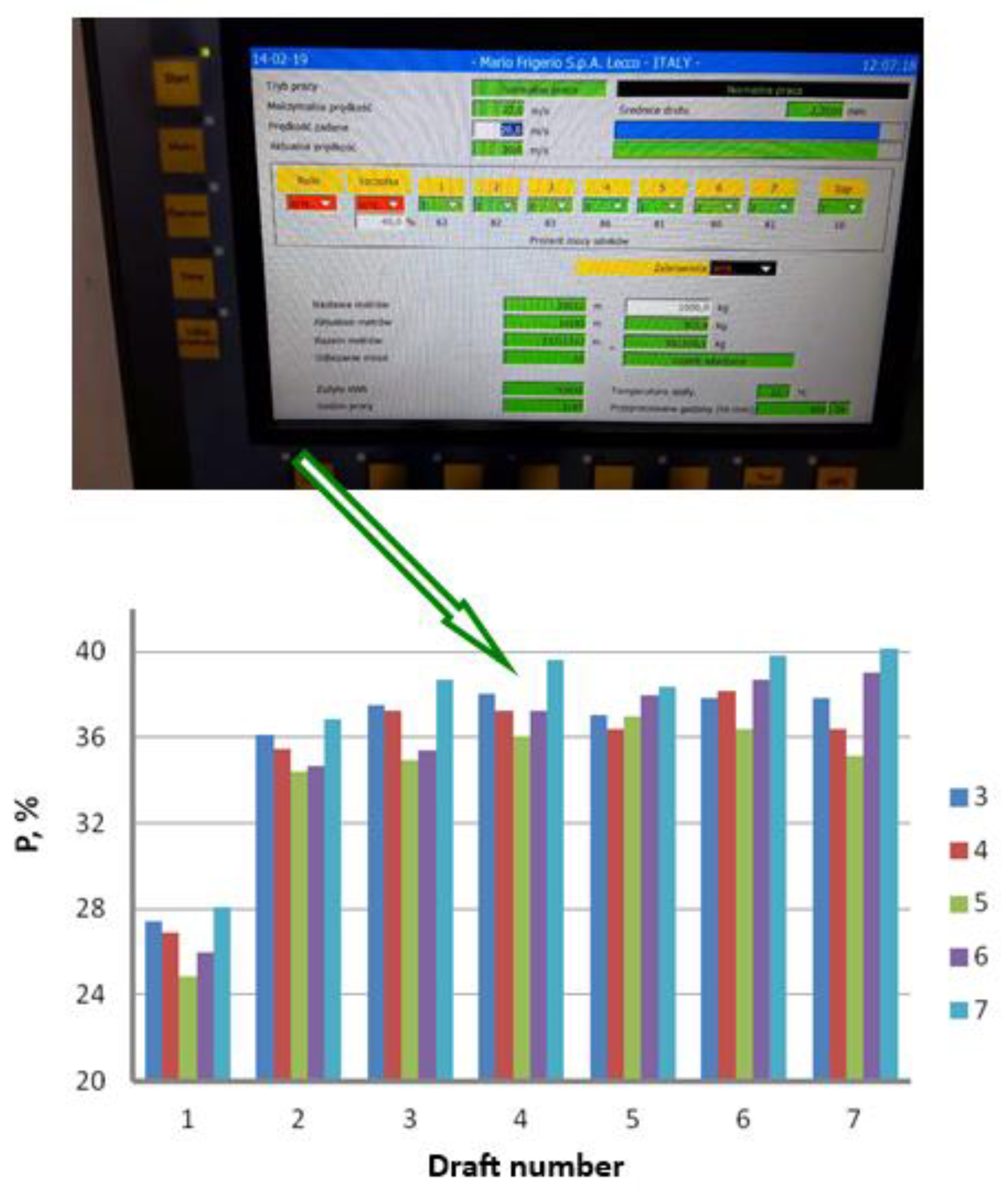
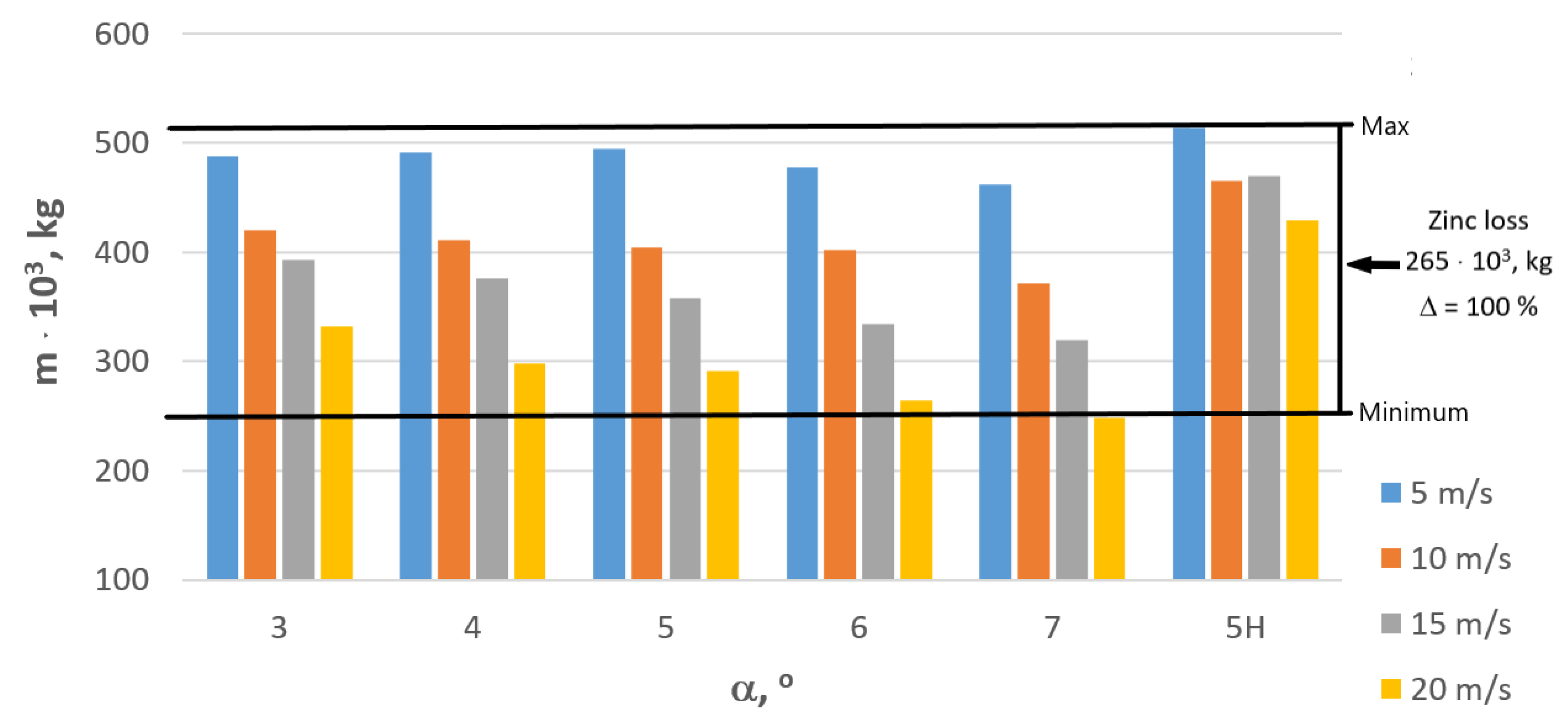
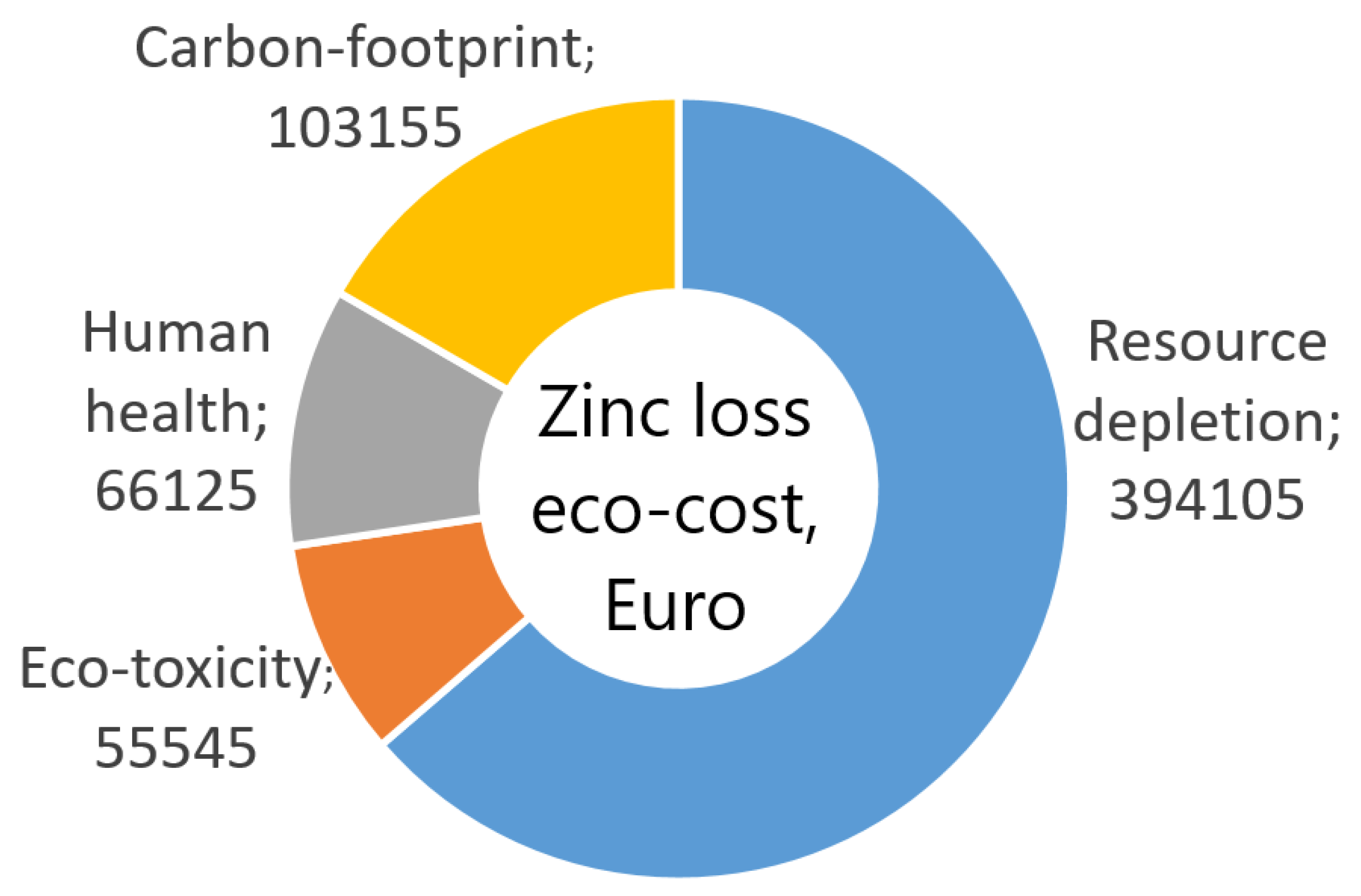
- Drawing technology influences the level of zinc coating loss and CO2 emissions. Proper parameters of the wire drawing technology allow for obtaining coating that is 100% thicker, which allows for saving 265 tons of zinc that would generate eco-costs of approximately EUR 0.6 mln.
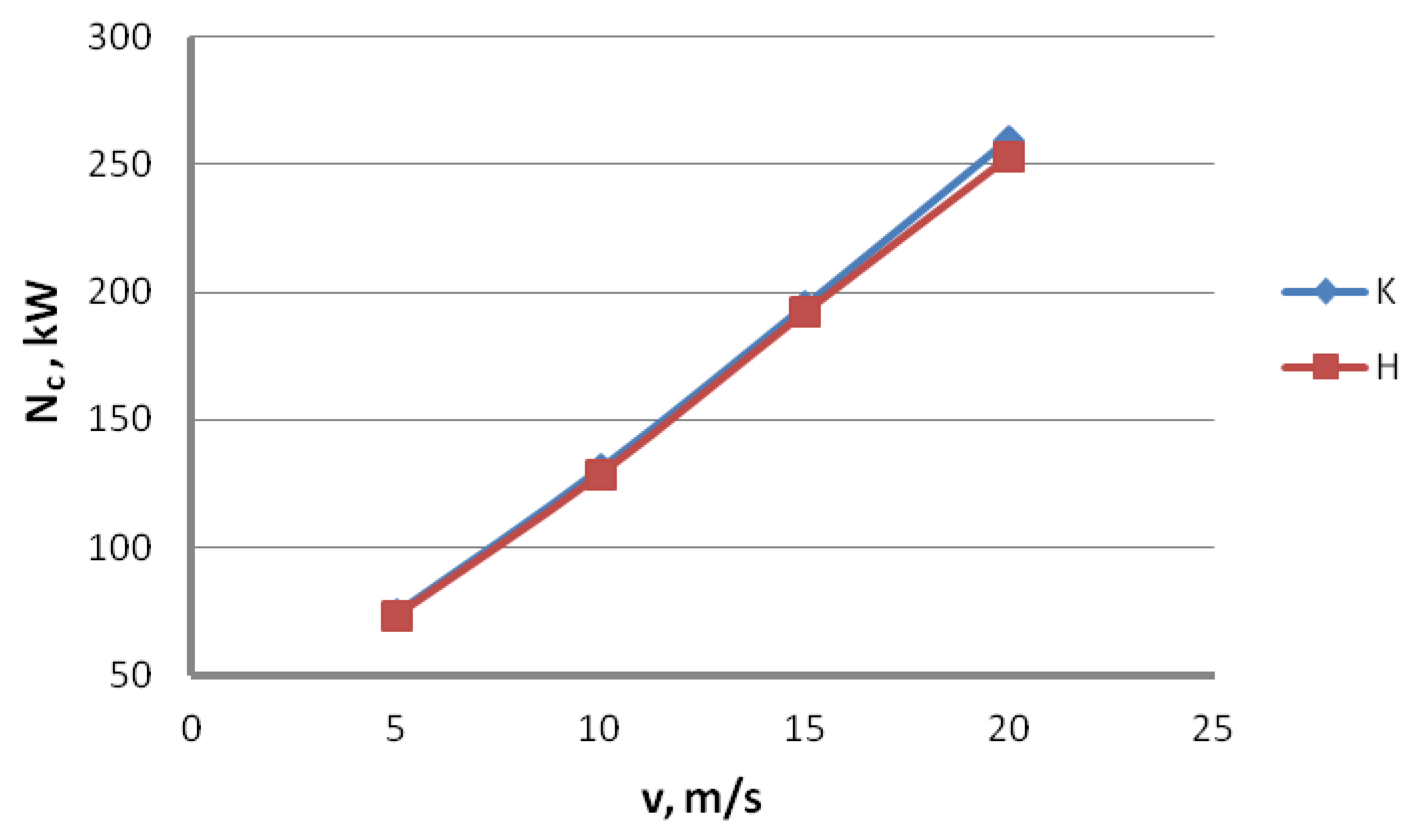
- Optimization of energy consumption and reduction of the greenhouse effect in the manufacturing processes is a complex issue, as it is usually a sum of several or more than a dozen separate manufacturing stages. The optimal parameters for the zinc-coated wires manufacturing process are hydrodynamic dies, drawing angle (angle of the working part of a die) α = 5°, and a drawing speed of 10–15 m/s.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cramb, A.W.; Amuda, M.O.H. Steel Production and Refining. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Yellishetty, M.; Mudd, G.M. Substance Flow Analysis of Steel and Long Term Sustainability of Iron Ore Resources in Australia, Brazil, China and India. J. Clean. Prod. 2014, 84, 400–410. [Google Scholar] [CrossRef]
- Tongpool, R.; Jirajariyavech, A.; Yuvaniyama, C.; Mungcharoen, T. Analysis of Steel Production in Thailand: Environmental Impacts and Solutions. Energy 2010, 35, 4192–4200. [Google Scholar] [CrossRef]
- Zhao, F.; Fan, Y.; Zhang, S.; Eichhammer, W.; Haendel, M.; Yu, S. Exploring Pathways to Deep De-Carbonization and the Associated Environmental Impact in China’s Ammonia Industry. Environ. Res. Lett. 2022, 17, 045029. [Google Scholar] [CrossRef]
- Tian, S.; Di, Y.; Dai, M.; Chen, W.; Zhang, Q. Comprehensive Assessment of Energy Conservation and CO2 Emission Reduction in Future Aluminum Supply Chain. Appl. Energy 2022, 305, 117796. [Google Scholar] [CrossRef]
- Porzio, G.F.; Fornai, B.; Amato, A.; Matarese, N.; Vannucci, M.; Chiappelli, L.; Colla, V. Reducing the Energy Consumption and CO2 Emissions of Energy Intensive Industries through Decision Support Systems—An Example of Application to the Steel Industry. Appl. Energy 2013, 112, 818–833. [Google Scholar] [CrossRef]
- Na, H.; Sun, J.; Qiu, Z.; Yuan, Y.; Du, T. Optimization of Energy Efficiency, Energy Consumption and CO2 Emission in Typical Iron and Steel Manufacturing Process. Energy 2022, 257. [Google Scholar] [CrossRef]
- Heravi, G.; Rostami, M.; Kebria, M.F. Energy Consumption and Carbon Emissions Assessment of Integrated Production and Erection of Buildings’ Pre-Fabricated Steel Frames Using Lean Techniques. J. Clean. Prod. 2020, 253, 120045. [Google Scholar] [CrossRef]
- Stewart, D.J.C.; Thomson, D.; Barron, A.R. The Production of High Value Pig Iron Nuggets from Steelmaking By-Products—A Thermodynamic Evaluation. Resour. Conserv. Recycl. 2021, 170, 105592. [Google Scholar] [CrossRef]
- Barash, M. The Continuous Casting of Steel in Commercial Use. Int. J. Mech. Sci. 1962, 4, 106–107. [Google Scholar] [CrossRef]
- Steward, N. Handbook of Metal-Forming Processes. Mater. Des. 1984, 5, 151. [Google Scholar] [CrossRef]
- Abe, T.; Furuya, Y.; Matsuoka, S. Gigacycle Fatigue Properties of 1800 MPa Class Spring Steels. Fatigue Fract. Eng. Mater. Struct. 2004, 27, 159–167. [Google Scholar] [CrossRef]
- Pyttel, B.; Brunner, I.; Kaiser, B.; Berger, C.; Mahendran, M. Fatigue Behaviour of Helical Compression Springs at a Very High Number of Cycles–Investigation of Various Influences. Int. J. Fatigue 2014, 60, 101–109. [Google Scholar] [CrossRef]
- Guo, T.; Liu, Z.; Correia, J.; de Jesus, A.M.P. Experimental Study on Fretting-Fatigue of Bridge Cable Wires. Int. J. Fatigue 2020, 131, 105321. [Google Scholar] [CrossRef]
- Beretta, S.; Boniardi, M.; Matteazzi, S. Fatigue Behaviour of Rope Eutectoid Steel Wires. Zeitschrift fuer Met. Res. Adv. Tech. 1994, 85, 282–287. [Google Scholar] [CrossRef]
- Budzik, R.; Waszkiełewicz, W.; Golis, B.; Pilarczyk, J.W. Some Aspects of Management in Wiredrawing and Wire Product Plants. Wire J. Int. 2005, 38, 115–119. [Google Scholar]
- Wright, R.N. Wire Technology: Process Engineering and Metallurgy; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 978-0-12-382092-1. [Google Scholar]
- Enghag, P. Steel Wire Technology; Materialteknik HB: Orebro, Swedan, 2002; ISBN 9163119625. [Google Scholar]
- Tintelecan, M.; Iluiu-Varvara, D.A.; Alabanda, O.R.; Sas-Boca, I.M. A Technical Version of Achieving a Brass Coated Surface on Steel Wires. Procedia Manuf. 2020, 46, 12–18. [Google Scholar] [CrossRef]
- Suliga, M.; Wartacz, R.; Michalczyk, J. High Speed Multi-Stage Drawing Process of Hot-Dip Galvanised Steel Wires. Int. J. Adv. Manuf. Technol. 2022, 120, 7639–7655. [Google Scholar] [CrossRef]
- Grygier, D.; Rutkowska-Gorczyca, M.; Jasiński, R.; Dudziński, W. The Structural and Strength Changes Resulting from Modification of Heat Treatment of High Carbon Steel. Arch. Metall. Mater. 2016, 61, 971–976. [Google Scholar] [CrossRef]
- Zhao, T.Z.; Zhang, G.L.; Song, H.W.; Cheng, M.; Zhang, S.H. Influences of Simple Strain Path Changes on Mechanical Behaviours of Pearlitic Steel Wire. Mater. Sci. Technol. 2015, 31, 310–316. [Google Scholar] [CrossRef]
- Wartacz, R. Analiza Teoretyczno-Doświadczalna Ciągnienia Wielostopniowego Drutów Ocynkowanych Ze Stali C42D, Praca Doktorska (Theoretical and Experimental Analysis of the Multistage Drawing of Galvanized Wires from C42D Steel). Ph.D. Thesis, Czestochowa University of Technology, Częstochowa, Poland, 2019. [Google Scholar]
- Burdek, M.; Szulc, W.; Łuksza, J. Pro-Ecological Technology for Wire Production. Wire J. Int. 2001, 34, 90–93. [Google Scholar]
- Golis, B.; Pilarczyk, J.W.; Hyja, H.; Blazejowski, Z. Steel Tire Cord Technology; Shemenski, R.M., Ed.; Wire Association International: Madison, CT, USA, 1999; ISBN 9781877836213. [Google Scholar]
- Golis, B.; Pilarczyk, J.W.; Filipczyk, E. A New Method of Mechanical Descaling of Carbon Steel Wire Rods. Wire J. Int. 1996, 29, 58–63. [Google Scholar]
- Smolarczyk, Z. Effect of Descaling Methods of Wire Rod on Surface Texture of Drawn Wires. Proc. Wire J. Int. 2001, 34, 76–81. [Google Scholar]
- Toribio, J.; Lorenzo, M.; Vergara, D.; Kharin, V. Influence of the Die Geometry on the Hydrogen Embrittlement Susceptibility of Cold Drawn Wires. Eng. Fail. Anal. 2014, 36, 215–225. [Google Scholar] [CrossRef]
- Sas-Boca, I.M.; Tintelecan, M.; Pop, M.; Iluţiu-Varvara, D.A.; Mihu, A.M. The Wire Drawing Process Simulation and the Optimization of Geometry Dies. Procedia Eng. 2017, 181, 187–192. [Google Scholar] [CrossRef]
- Verma, S.; Sudhakar Rao, P. Design and Analysis of Process Parameters on Multistage Wire Drawing Process- a Review. Int. J. Mech. Prod. Eng. Res. Dev. 2018, 9, 403–412. [Google Scholar] [CrossRef]
- Tintelecan, M.; Sas-Boca, I.M.; Iluţiu-Varvara, D.A. The Influence of the Dies Geometry on the Drawing Force for Steel Wires. Wire J. Int. 2017, 50, 193–199. [Google Scholar] [CrossRef]
- Kabayama, L.K.; Taguchi, S.P.; Martínez, G.A.S. The Influence of Die Geometry on Stress Distribution by Experimental and FEM Simulation on Electrolytic Copper Wiredrawing. Mater. Res. 2009, 12, 281–285. [Google Scholar] [CrossRef]
- Suliga, M.; Wartacz, R.; Hawryluk, M. The Multi-Stage Drawing Process of Zinc-Coated Medium-Carbon Steel Wires in Conventional and Hydrodynamic Dies. Materials 2020, 13, 4871. [Google Scholar] [CrossRef]
- Haddi, A.; Imad, A.; Vega, G. Analysis of Temperature and Speed Effects on the Drawing Stress for Improving the Wire Drawing Process. Mater. Des. 2011, 32, 4310–4315. [Google Scholar] [CrossRef]
- Martínez, G.A.S.; Rodriguez-Alabanda, O.; Prisco, U.; Tintelecan, M.; Kabayama, L.K. The Influences of the Variable Speed and Internal Die Geometry on the Performance of Two Commercial Soluble Oils in the Drawing Process of Pure Copper Fine Wire. Int. J. Adv. Manuf. Technol. 2022, 118, 3749–3760. [Google Scholar] [CrossRef]
- Suliga, M. Analysis of the Heating of Steel Wires during High Speed Multipass Drawing Process. Arch. Metall. Mater. 2014, 59, 1475–1480. [Google Scholar] [CrossRef]
- Felder, E.; Levrau, C. Analysis of the Lubrication by a Pseudoplastic Fluid: Application to Wire Drawing. Tribol. Int. 2011, 44, 845–849. [Google Scholar] [CrossRef]
- Saied, E.K.; Elzeiny, N.I.; Elmetwally, H.T.; Abd-Eltwab, A.A. An Experimental Study of Lubricant Effect on Wire Drawing Process. Int. J. Adv. Sci. Technol. 2020, 29, 560–568. [Google Scholar]
- El-Domiaty, A.; Kassab, S.Z. Temperature Rise in Wire-Drawing. J. Mater. Process. Technol. 1998, 83, 72–83. [Google Scholar] [CrossRef]
- Hillery, M.T.; McCabe, V.J. Wire Drawing at Elevated Temperatures Using Different Die Materials and Lubricants. J. Mater. Process. Tech. 1995, 55, 53–57. [Google Scholar] [CrossRef]
- Wright, R.N. Physical Conditions in the Lubricant Layer. Proc. Annu. Conv. Wire Assoc. Int. 1996, 30, 145–149. [Google Scholar]
- Byon, S.M.; Lee, S.J.; Lee, D.W.; Lee, Y.H.; Lee, Y. Effect of Coating Material and Lubricant on Forming Force and Surface Defects in Wire Drawing Process. Trans. Nonferr. Met. Soc. China 2011, 21, s104–s110. [Google Scholar] [CrossRef]
- Golis, B.; Pilarczyk, J.W.; Błażejowski, Z. Druty Stalowe (Steel Wire); Seria Metalurgia Nr 35; Wydawnictwo Politechniki Częstochowskiej: Częstochowa, Poland, 2003. [Google Scholar]
- Suliga, M.; Wartacz, R.; Michalczyk, J. The Influence of the Angle of the Working Part of the Die on the High Speed Drawing Process of Low Carbon Steel Wires. Arch. Metall. Mater. 2017, 62, 483–487. [Google Scholar] [CrossRef] [Green Version]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| v, m/s | Drawing Angle α, ° | |||||
|---|---|---|---|---|---|---|
| 3 | 4 | 5 | 6 | 7 | 5 H | |
| Total Drawing Power Nc, kW | ||||||
| 5 | 81.2 | 77.9 | 74.1 | 76.9 | 83.3 | 73.4 |
| 10 | 139.8 | 137.5 | 130.7 | 138.8 | 144.0 | 128.7 |
| 15 | 206.6 | 196.5 | 194.4 | 201.9 | 210.3 | 192.1 |
| 20 | 282.6 | 263.6 | 259.7 | 277.9 | 287.1 | 253.1 |
| v, m/s | Drawing Angle α, ° | |||||
|---|---|---|---|---|---|---|
| 3 | 4 | 5 | 6 | 7 | 5 H | |
| Electric Energy E · 1012, J | ||||||
| 5 | 54.42 | 52.21 | 49.66 | 51.54 | 55.83 | 49.20 |
| 10 | 46.85 | 46.08 | 43.80 | 46.51 | 48.26 | 43.13 |
| 15 | 46.16 | 43.90 | 43.43 | 45.11 | 46.98 | 42.92 |
| 20 | 47.35 | 44.17 | 43.51 | 46.56 | 48.11 | 42.41 |
| v, m/s | Drawing Angle α, ° | |||||
|---|---|---|---|---|---|---|
| 3 | 4 | 5 | 6 | 7 | 5 H | |
| CO2 Emissions · 106, kg | ||||||
| 5 | 16.28 | 15.62 | 14.85 | 15.42 | 16.70 | 14.71 |
| 10 | 14.01 | 13.78 | 13.10 | 13.91 | 14.43 | 12.90 |
| 15 | 13.81 | 13.13 | 12.99 | 13.49 | 14.05 | 12.84 |
| 20 | 14.16 | 13.21 | 13.02 | 13.93 | 14.39 | 12.68 |
| v, m/s | Drawing Angle α, ° | |||||
|---|---|---|---|---|---|---|
| 3 | 4 | 5 | 6 | 7 | 5 H | |
| Eco-Costs, EUR 1 mln | ||||||
| 5 | 2.37 | 2.27 | 2.16 | 2.24 | 2.43 | 2.14 |
| 10 | 2.04 | 2.00 | 1.91 | 2.02 | 2.10 | 1.88 |
| 15 | 2.01 | 1.91 | 1.89 | 1.96 | 2.04 | 1.87 |
| 20 | 2.06 | 1.92 | 1.89 | 2.03 | 2.09 | 1.84 |
| v, m/s | Drawing Angle α, ° | |||||
|---|---|---|---|---|---|---|
| 3 | 4 | 5 | 6 | 7 | 5 H | |
| Zinc Mass m·103, kg | ||||||
| 5 | 487.83 | 490.82 | 494.5 | 477.25 | 462.07 | 513.36 |
| 10 | 420.21 | 411.24 | 404.57 | 402.04 | 371.22 | 464.83 |
| 15 | 393.53 | 375.82 | 358.34 | 333.96 | 320.16 | 469.43 |
| 20 | 331.89 | 298.08 | 291.41 | 264.73 | 248.86 | 428.72 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suliga, M.; Wartacz, R.; Kostrzewa, J.; Hawryluk, M. Assessment of the Possibility of Reducing Energy Consumption and Environmental Pollution in the Steel Wire Manufacturing Process. Materials 2023, 16, 1940. https://doi.org/10.3390/ma16051940
Suliga M, Wartacz R, Kostrzewa J, Hawryluk M. Assessment of the Possibility of Reducing Energy Consumption and Environmental Pollution in the Steel Wire Manufacturing Process. Materials. 2023; 16(5):1940. https://doi.org/10.3390/ma16051940
Chicago/Turabian StyleSuliga, Maciej, Radosław Wartacz, Joanna Kostrzewa, and Marek Hawryluk. 2023. "Assessment of the Possibility of Reducing Energy Consumption and Environmental Pollution in the Steel Wire Manufacturing Process" Materials 16, no. 5: 1940. https://doi.org/10.3390/ma16051940