
Exploration of the Compressive Strength and Microscopic Properties of Portland Cement Taking Attapulgite and Montmorillonite Clay as an Additive


Abstract
:1. Introduction
2. Materials and Methods
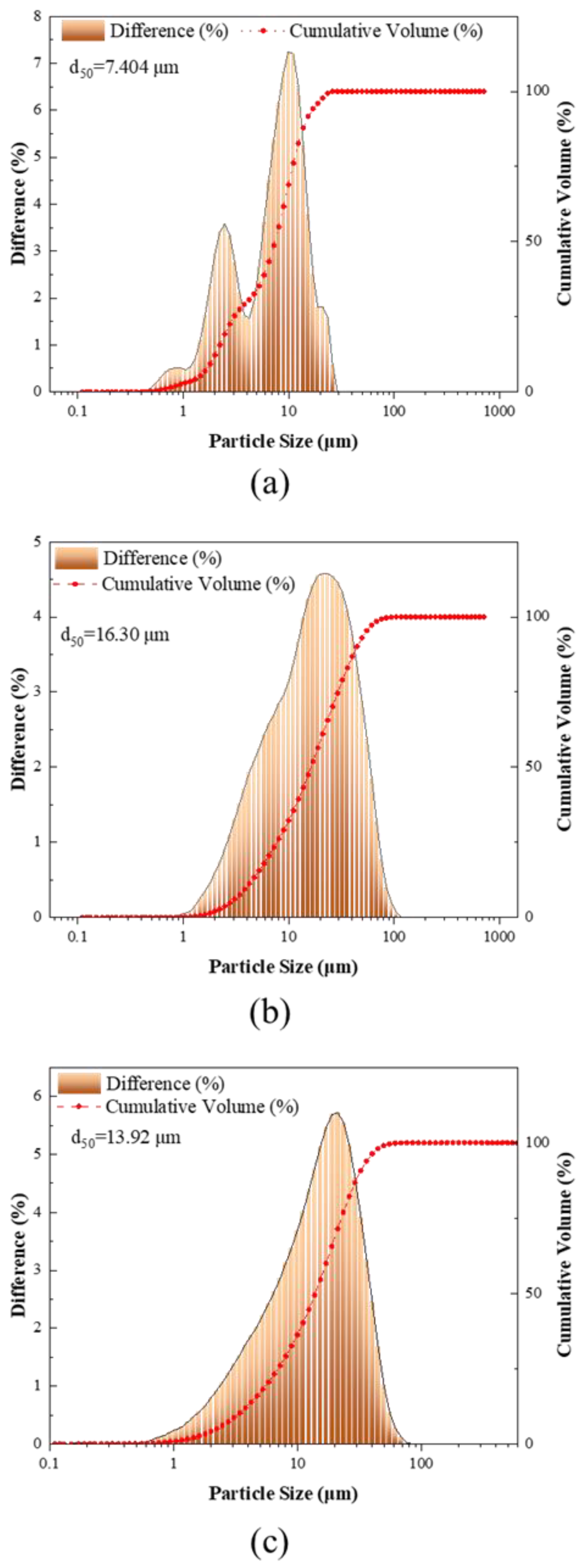
2.1. Raw Materials
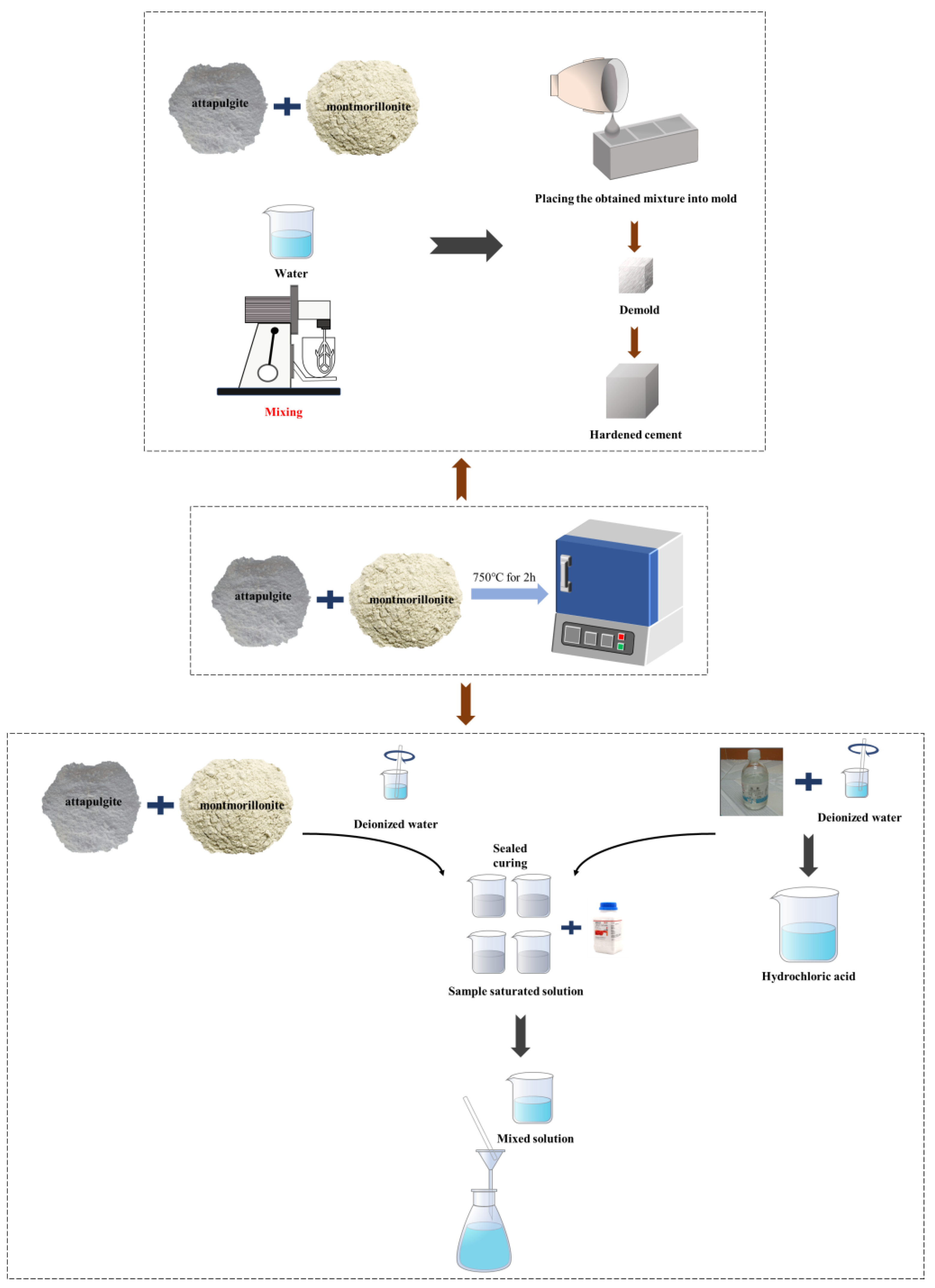
2.2. Calcination
2.3. Mix Proportion and Preparation of the Samples
2.4. Testing Method
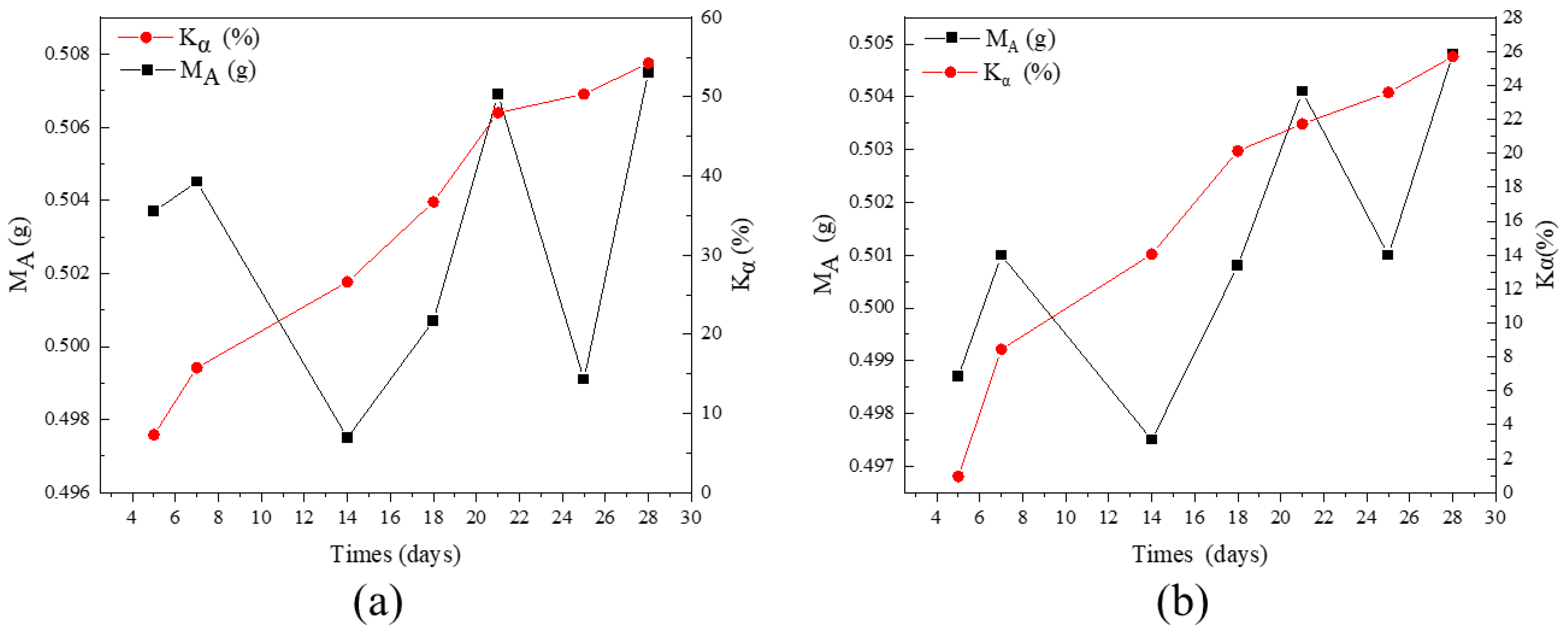
2.4.1. Determination of Pozzolanic Activity after Calcination
2.4.2. Determination of the Fluidity of Cementitious Materials
2.4.3. Mechanical Property Test
2.4.4. Characterization of Microscopic Composition
3. Results and Discussion
3.1. Enhancement of Pozzolanic Activity after Calcination
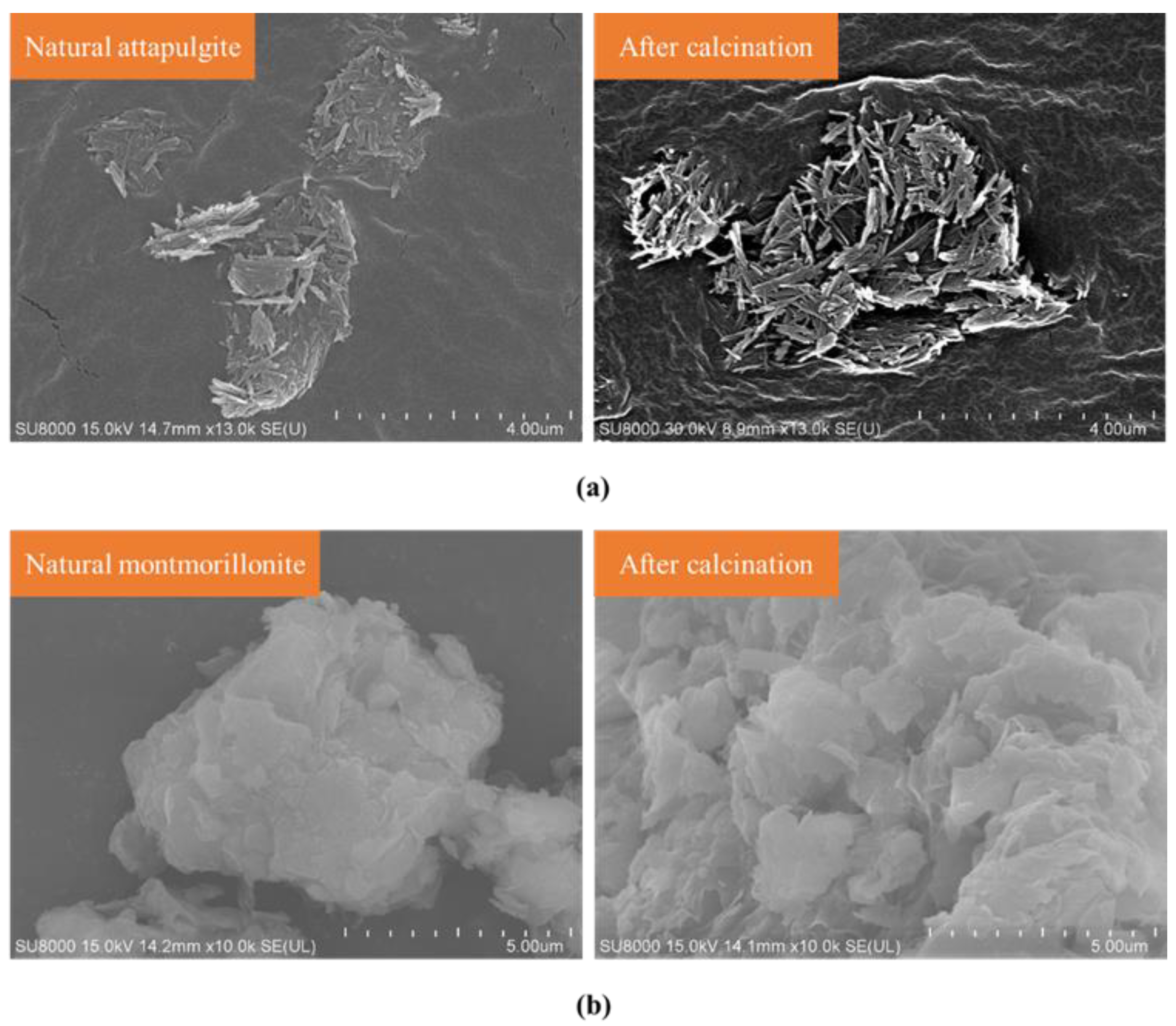
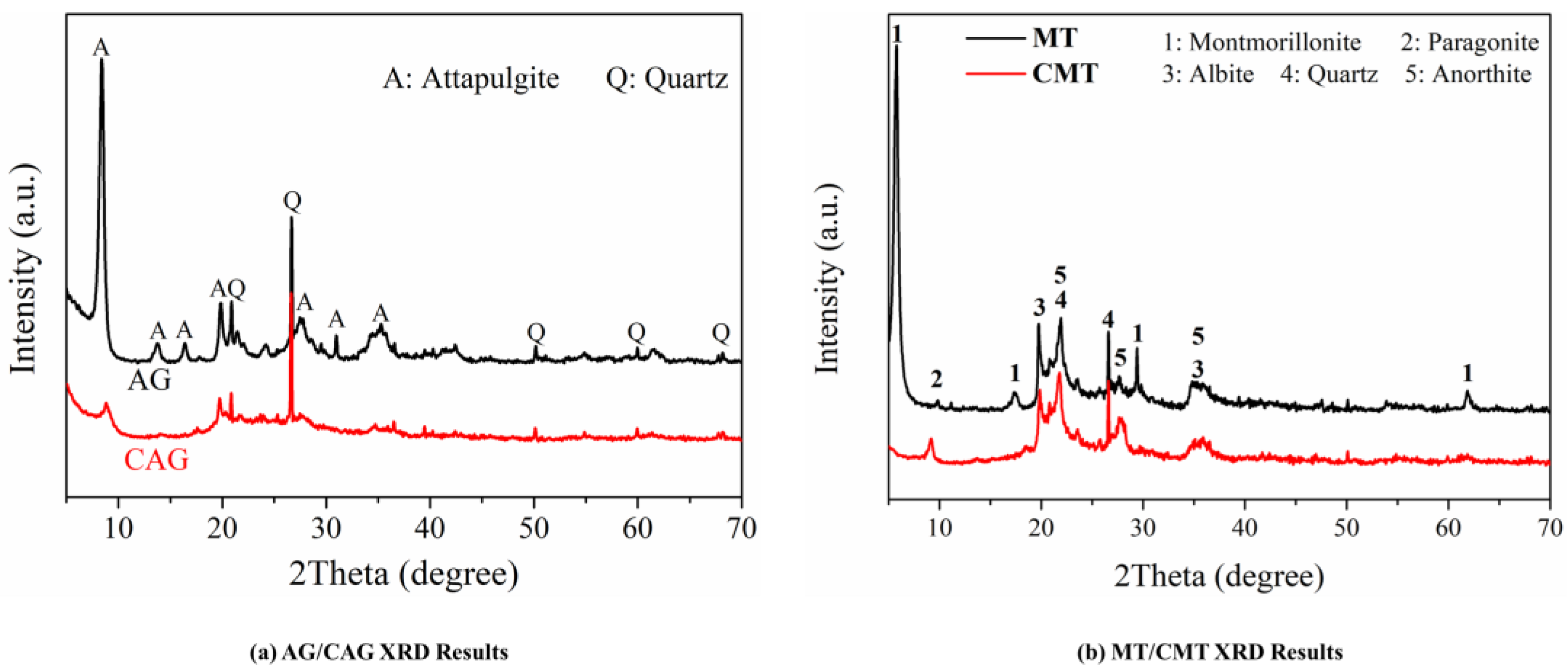
3.2. Influence of Calcination on Attapulgite and Montmorillonite
3.3. Effect of Working Performance and Mechanical Strength
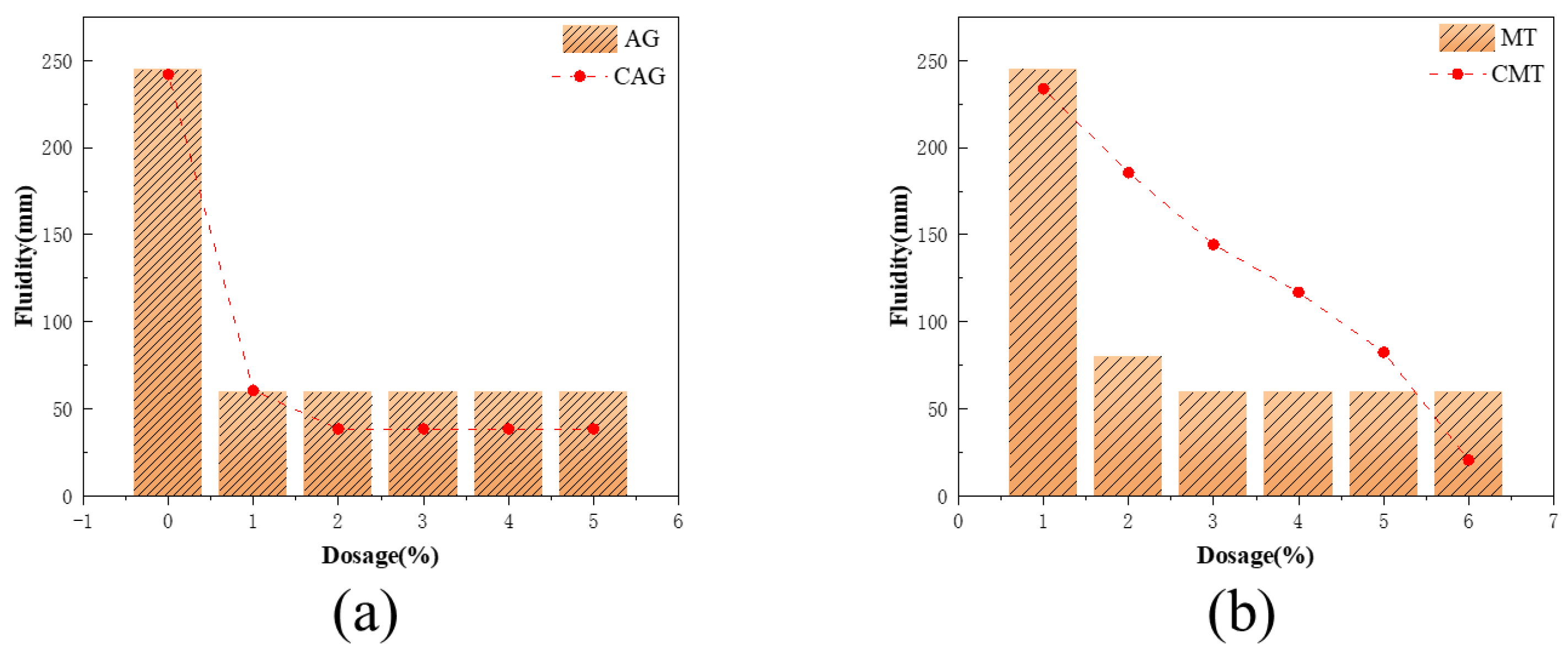
3.3.1. Fluidity
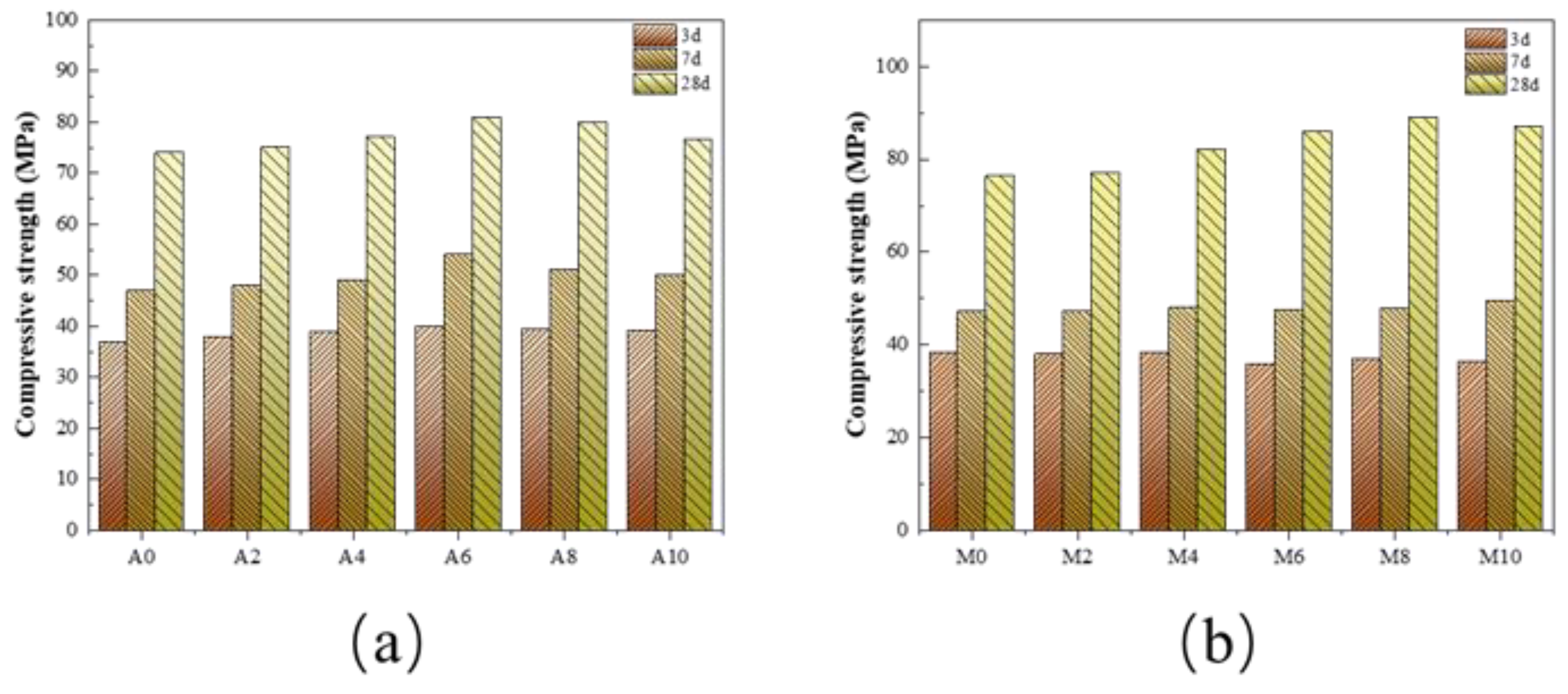
3.3.2. Compressive Strength
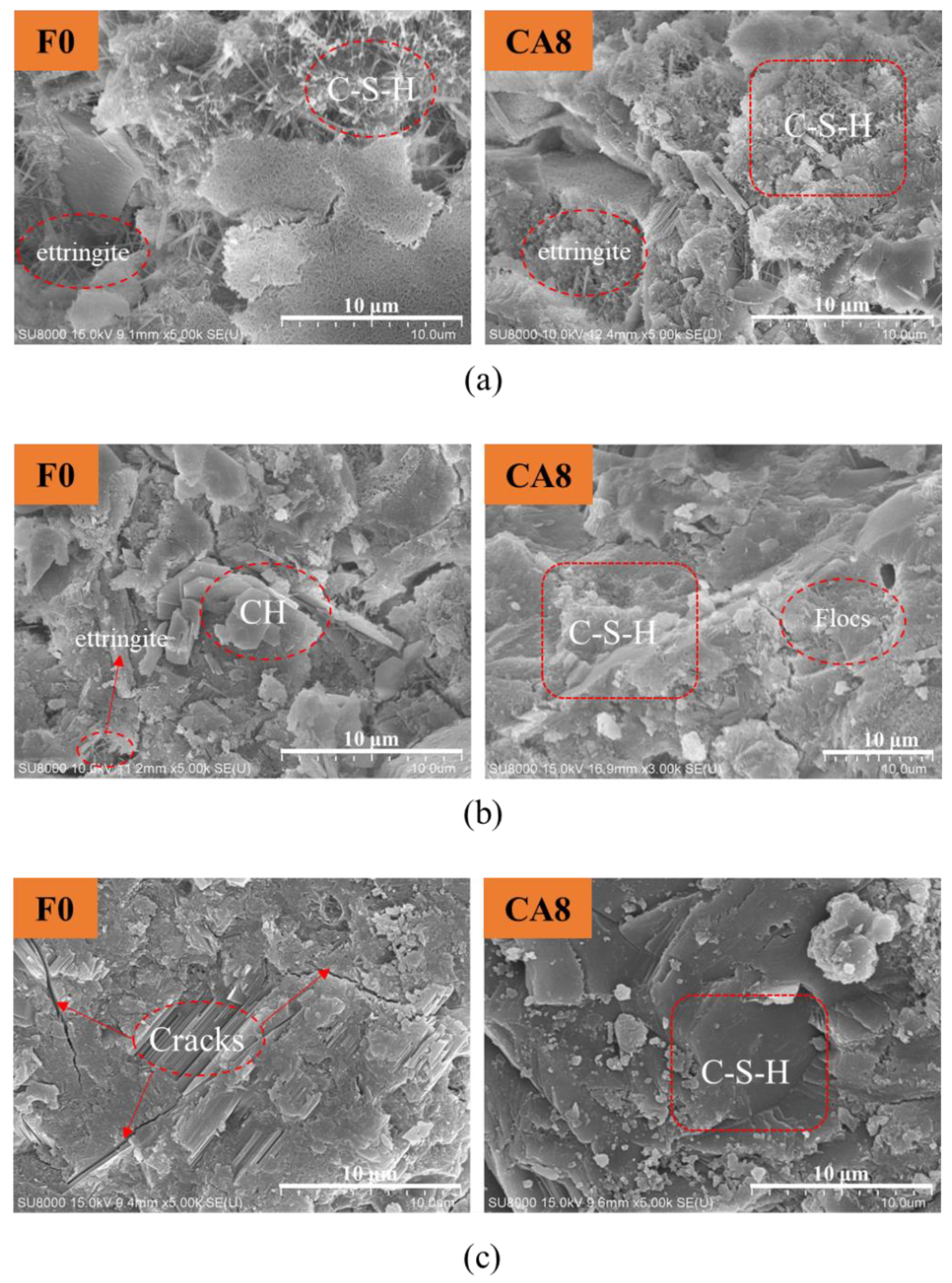
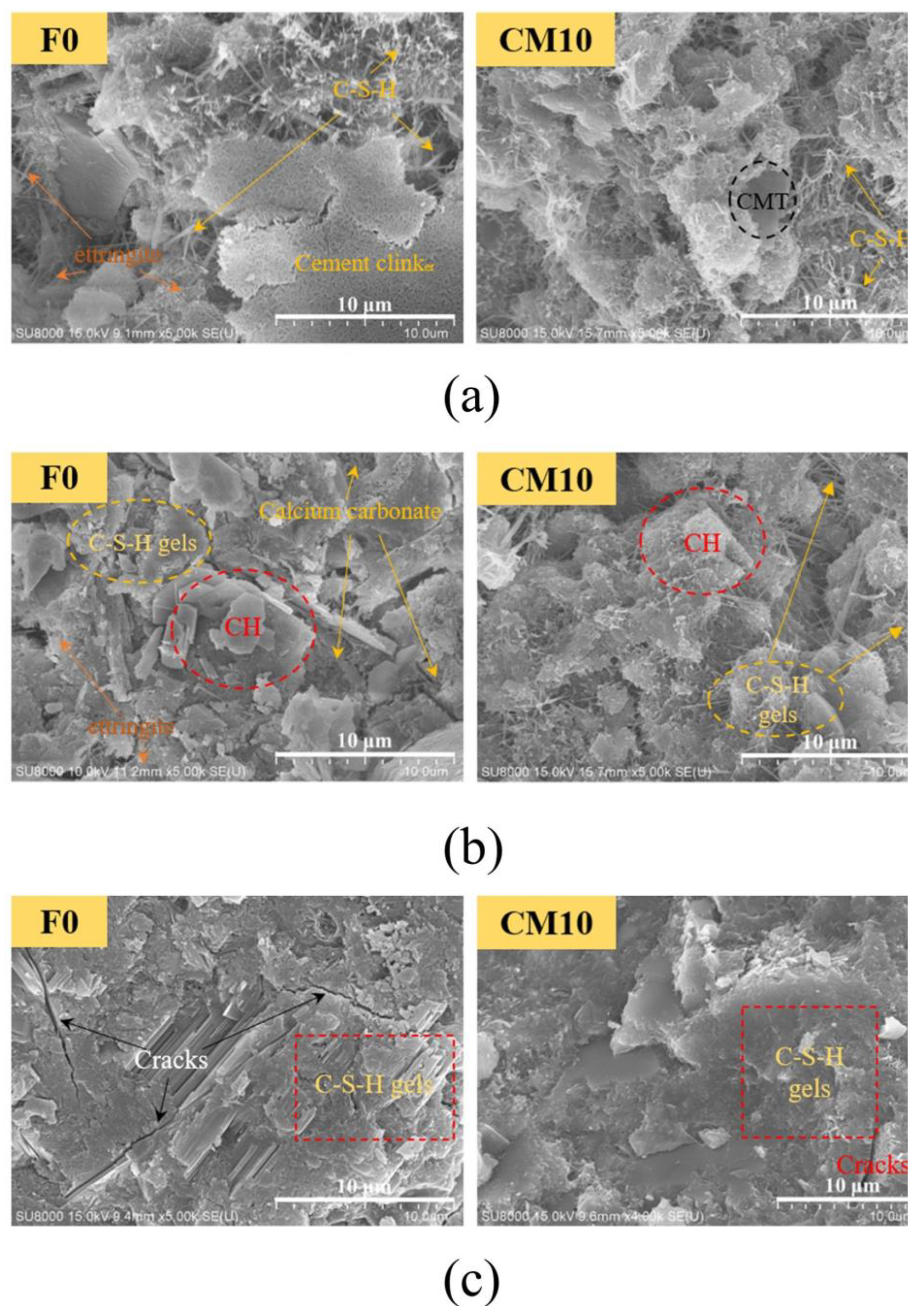
3.4. Microstructure
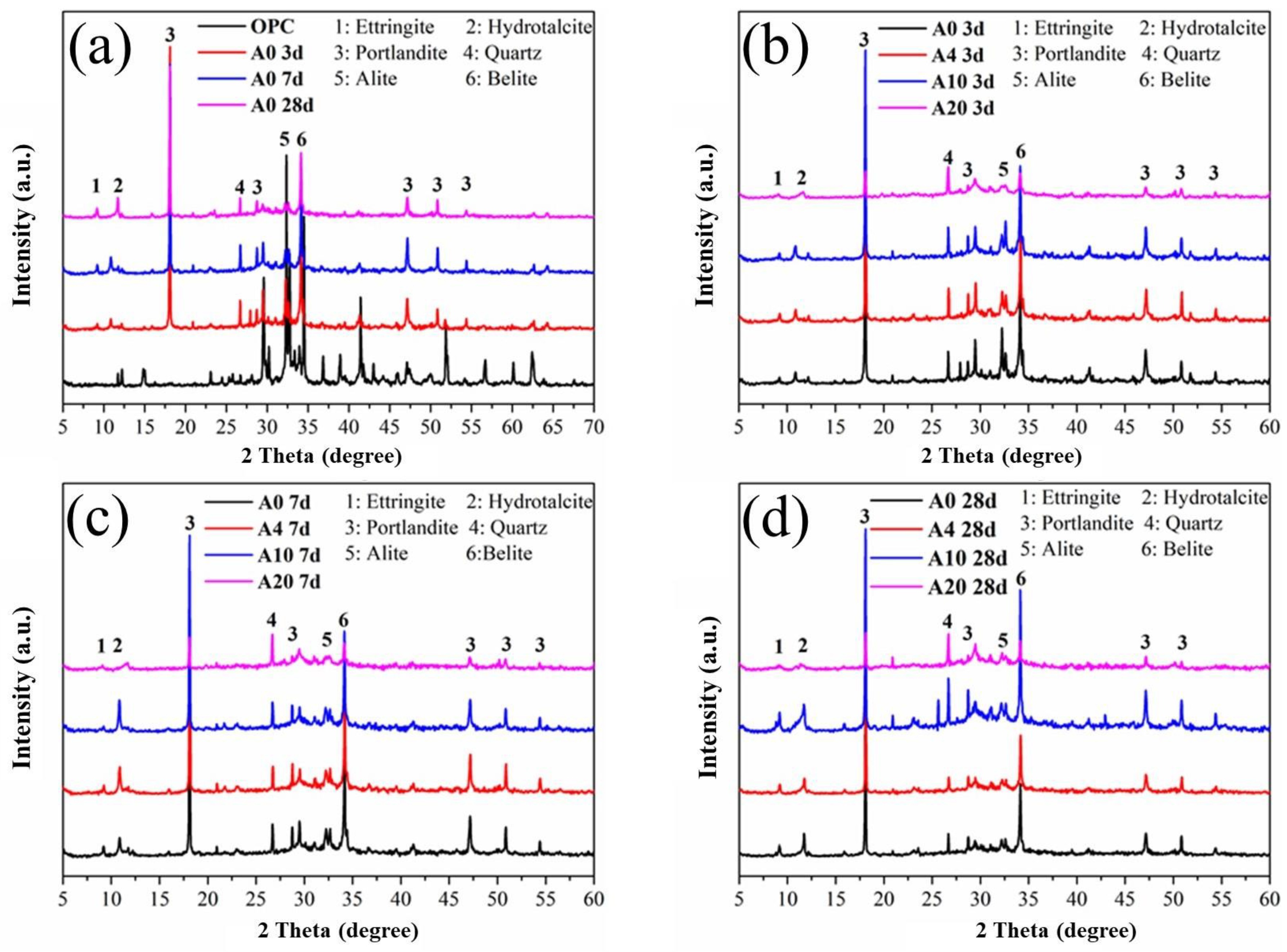
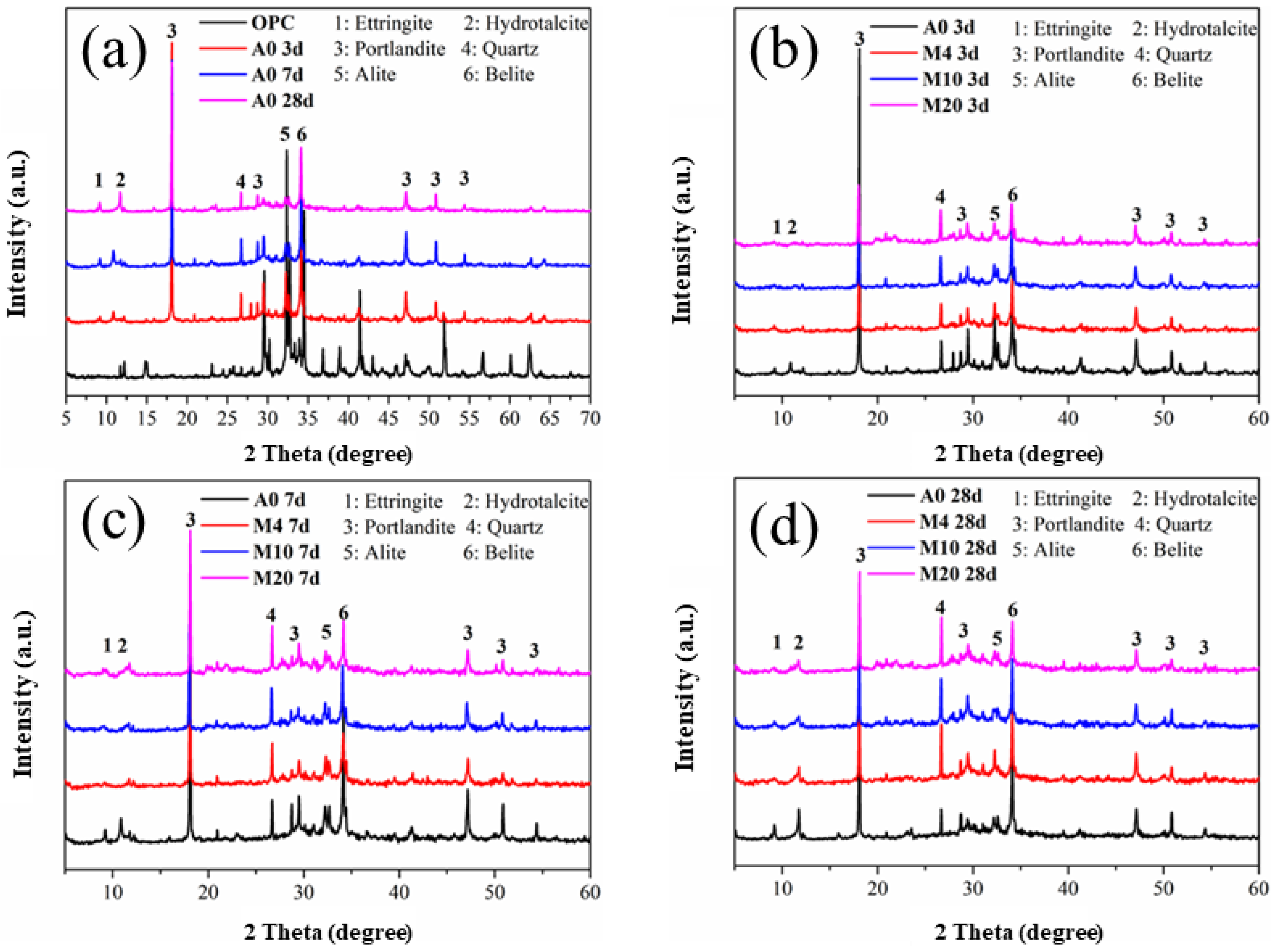
3.5. Phase Composition Analysis
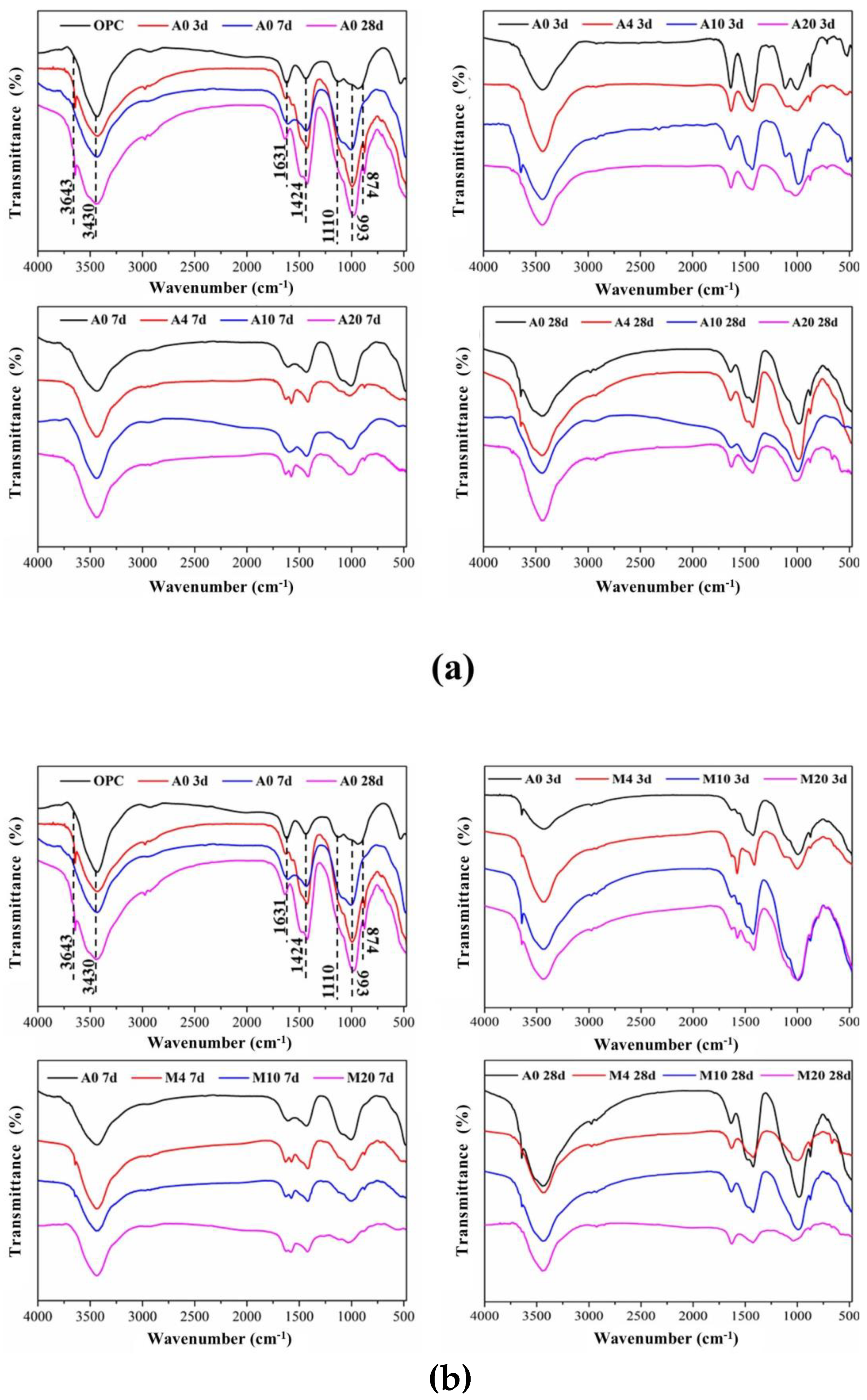
3.6. FT-IR Analysis
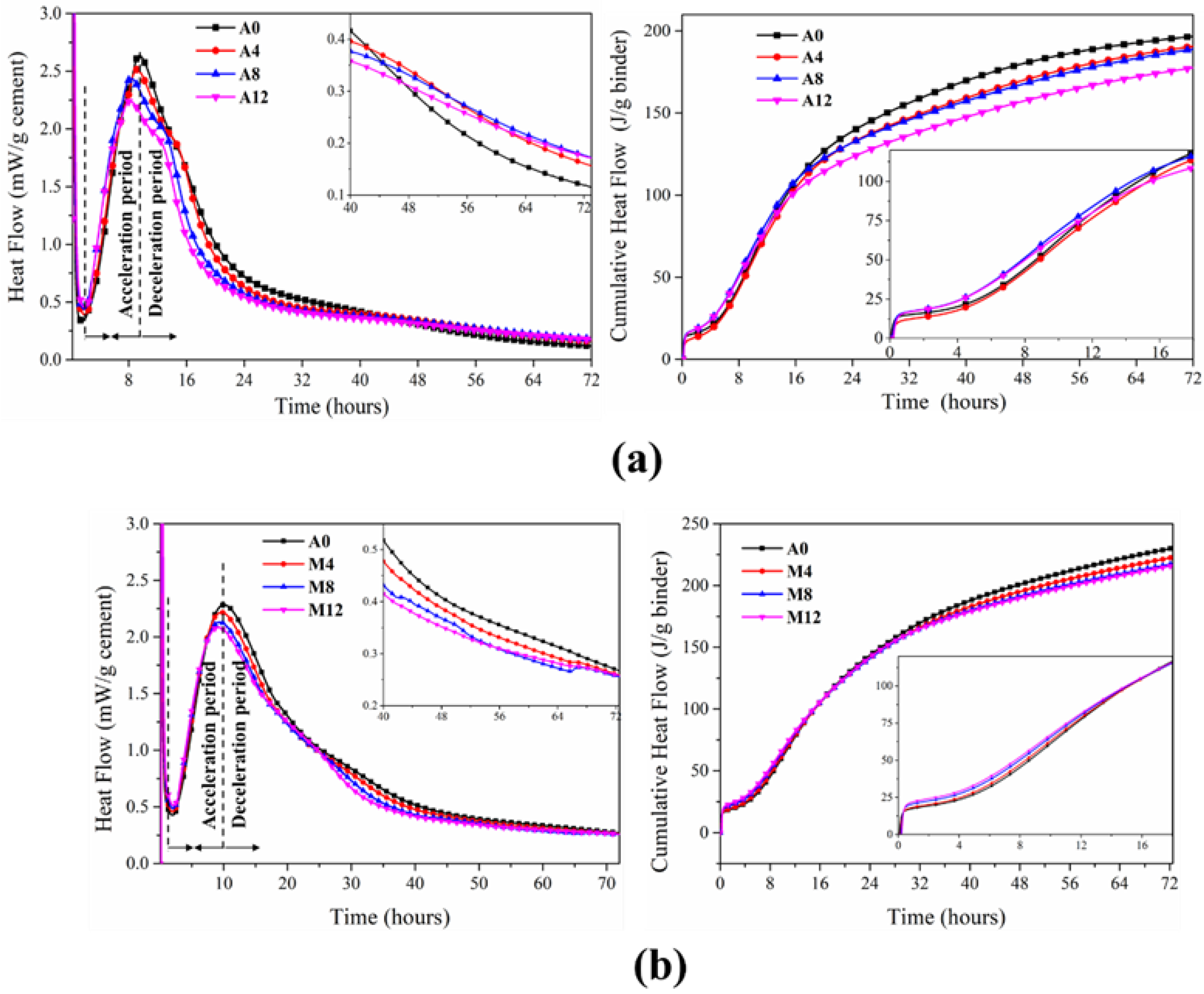
3.7. Hydration Heat of Cement Pastes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kafouros, M.; Wang, C.; Piperopoulos, P.; Zhang, M. Academic collaborations and firm innovation performance in China: The role of region-specific institutions. Reseach Policy 2015, 44, 803–817. [Google Scholar] [CrossRef] [Green Version]
- Dunne, J.A.; Jackson, S.C.; Harte, J. Greenhouse Effect [M]//LEVIN S A. Encyclopedia of Biodiversity, 2nd ed.; Academic Press: Waltham, MA, USA, 2013; pp. 18–32. [Google Scholar]
- Andrew, R.M. Global CO2 emissions from cement production, 1928–2018. Earth Syst. Sci. Data 2019, 11, 1675–1710. [Google Scholar] [CrossRef] [Green Version]
- Varela, H.; Barluenga, G.; Palomar, I. Influence of nanoclays on flowability and rheology of SCC pastes. Constr. Build. Mater. 2020, 243, 118285. [Google Scholar] [CrossRef]
- Kaminskas, R.; Kubiliute, R.; Prialgauskaite, B. Smectite clay waste as an additive for Portland cement. Cem. Concr. Compos. 2020, 113, 103710. [Google Scholar] [CrossRef]
- Lin, Z.S. Inorganic Nonmetallic Materials Engineering; Wuhan University of Technology Press: Wuhan, China, 2008. [Google Scholar]
- Gueye, R.S.; Davy, C.A.; Cazaux, F.; Ndiaye, A.; Diop, M.B.; Skoczylas, F.; Wele, A. Mineralogical and physico-chemical characterization of Mbodiene palygorskite for pharmaceutical applications. J. Afr. Earth Sci. 2017, 135, 186–203. [Google Scholar] [CrossRef]
- Gu, X.; Tan, H.; He, X.; Zhang, J.; Deng, X.; Zheng, Z.; Li, M.; Yang, J. Improvement in flexural strength of Portland cement by lamellar structured montmorillonite. Constr. Build. Mater. 2022, 329, 127208. [Google Scholar] [CrossRef]
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Zghair, L.A.G.; Hamad, H.H.; Mohamad, S.A.; Al-Hamd, R.K.S. Evaluate the compressive strength of cement paste modified with high reactivity attapulgite and affected by curing temperature. Mater. Today Proc. 2022, 52, 361–366. [Google Scholar] [CrossRef]
- Kawashima, S.; Chaouche, M.; Corr, D.J.; Shah, S.P. Influence of purified attapulgite clays on the adhesive properties of cement pastes as measured by the tack test. Cem. Concr. Compos. 2014, 48, 35–41. [Google Scholar] [CrossRef] [Green Version]
- Rehman, S.U.; Kiani, U.A.; Yaqub, M.; Ali, T. Controlling natural resources depletion through Montmorillonite replacement for cement-low cost construction. Constr. Build. Mater. 2020, 232, 117188. [Google Scholar] [CrossRef]
- Yu, P.; Wang, Z.; Lai, P.; Zhang, P.; Wang, J. Evaluation of mechanic damping properties of montmorillonite/organo-modified montmorillonite-reinforced cement paste. Constr. Build. Mater. 2019, 203, 356–365. [Google Scholar] [CrossRef]
- Bush, A.L. Construction Materials: Lightweight Aggregates. In Encyclopedia of Materials: Science and Technology; Buschow, K.H.J., Cahn, R.W., Flemings, M.C., Ilschner, B., Kramer, E.J., Mahajan, S., Veyssière, P., Eds.; Elsevier: Oxford, UK, 2001; pp. 1550–1558. [Google Scholar]
- Xu, C.; Feng, Y.; Li, H.; Yang, Y.; Wu, R. Adsorption and immobilization of phosphorus from eutrophic seawater and sediment using attapulgite—Behavior and mechanism. Chemosphere 2023, 313, 137390. [Google Scholar] [CrossRef]
- Sun, Z.; Chen, Y.-G.; Ye, W.-M. A systematic review of bentonite/concrete interaction system in HLW disposal repositories: Theoretical, experimental and geochemical modelling analysis. Constr. Build. Mater. 2022, 353, 129075. [Google Scholar] [CrossRef]
- Alani, S.; Hassan, M.S.; Jaber, A.A.; Ali, I.M. Effects of elevated temperatures on strength and microstructure of mortar containing nano-calcined montmorillonite clay. Constr. Build. Mater. 2020, 263, 120895. [Google Scholar] [CrossRef]
- Qin, L.; Duan, P.; Zhou, M.; Yan, J.; Zhu, Y.; Wang, W. Hydration Characteristics and Mechanical Properties of Cement-Based Materials Modified by Calcined Zeolite and Montmorillonite. J. Renew. Mater. 2022. [Google Scholar] [CrossRef]
- Zhang, Q.; Chu, R.; Wei, Y.; Cai, L. A comparative study of Cd(II) adsorption on calcined raw attapulgite and calcined aluminium hydroxide-modified attapulgites in aqueous solution. RSC Adv. 2022, 12, 13695–13705. [Google Scholar] [CrossRef]
- Fernandez, R.; Martirena, F.; Scrivener, K.L. The origin of the pozzolanic activity of calcined clay minerals: A comparison between kaolinite, illite and montmorillonite. Cem. Concr. Res. 2011, 41, 113–122. [Google Scholar] [CrossRef]
- Msinjili, N.S.; Gluth, G.J.; Sturm, P.; Vogler, N.; Kühne, H.C. Comparison of calcined illitic clays (brick clays) and low-grade kaolinitic clays as supplementary cementitious materials. Mater. Struct. 2019, 52, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Zhengjie, Z. Study on the evaluation method of pozzolanic activity of volcanic rocks. Sichuan Constr. 2014, 34, 196–198. [Google Scholar]
- Taylor-Lange, S.C.; Rajabali, F.; Holsomback, N.A.; Riding, K.; Juenger, M.C. The effect of zinc oxide additions on the performance of calcined sodium montmorillonite and illite shale supplementary cementitious materials. Cem. Concr. Compos. 2014, 53, 127–135. [Google Scholar] [CrossRef]
- Kim, J.H.; Beacraft, M.; Shah, S.P. Effect of mineral admixtures on formwork pressure of self-consolidating concrete. Cem. Concr. Compos. 2010, 32, 665–671. [Google Scholar] [CrossRef]
- Ma, S.; Kawashima, S. A rheological approach to study the early-age hydration of oil well cement: Effect of temperature, pressure and nanoclay. Constr. Build. Mater. 2019, 215, 119–127. [Google Scholar] [CrossRef]
- Chen, G.; Lei, J.; Du, Y.; Du, X.; Chen, X. A polycarboxylate as a superplasticizer for montmorillonite clay in cement: Adsorption and tolerance studies. Arab. J. Chem. 2018, 11, 747–755. [Google Scholar] [CrossRef]
- Taylor, R.; Richardson, I.G.; Brydson, R.M.D. Composition and microstructure of 20-year-old ordinary Portland cement–ground granulated blast-furnace slag blends containing 0 to 100% slag. Cem. Concr. Res. 2010, 40, 971–983. [Google Scholar] [CrossRef]
- Ferron, R.D.; Shah, S.; Fuente, E.; Negro, C. Aggregation and breakage kinetics of fresh cement paste. Cem. Concr. Res. 2013, 50, 1–10. [Google Scholar] [CrossRef]
- Poussardin, V.; Paris, M.; Tagnit-Hamou, A.; Deneele, D. Potential for calcination of a palygorskite-bearing argillaceous carbonate. Appl. Clay Sci. 2020, 198, 105846. [Google Scholar] [CrossRef]
- Shi, T.; Liu, Y.; Zhang, Y.; Lan, Y.; Zhao, Q.; Zhao, Y.; Wang, H. Calcined Attapulgite Clay as Supplementary Cementing Material: Thermal Treatment, Hydration Activity and Mechanical Properties. Int. J. Concr. Struct. Mater. 2022, 16, 10. [Google Scholar] [CrossRef]
- Wu, Y.; Duan, P.; Yan, C. Role of layered double hydroxides in setting, hydration degree, microstructure and compressive strength of cement paste. Appl. Clay Sci. 2018, 158, 123–131. [Google Scholar] [CrossRef]
- Xiao, J.; Li, H.; Zhu, H.M.; Dang, Y. The hydration products of slag silicate composite cementitious materials were analyzed by infrared and nuclear magnetic techniques. J. Mater. Sci. Eng. 2018, 36, 644–649+30. [Google Scholar]
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Arora, A.; Sant, G.; Neithalath, N. Ternary blends containing slag and interground/blended limestone: Hydration, strength, and pore structure. Constr. Build. Mater. 2016, 102, 113–124. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Surface Area/m2·kg−1 | Setting Time/min | Flexural Strength/MPa | Compressive Strength/MPa | |||
|---|---|---|---|---|---|---|
| 336 | Initial | Final | 3 d | 28 d | 3 d | 28 d |
| 190 | 280 | 6.4 | 11.2 | 23.2 | 44.5 | |
| Material | Mass Fraction/% | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Na2O | MgO | Al2O3 | SiO2 | TiO2 | K2O | CaO | Fe2O3 | LOI | |
| Cement | 0.14 | 1.72 | 5.94 | 22.58 | 3.60 | / | 0.71 | 59.20 | 2.27 |
| AG | 0.07 | 11.26 | 11.70 | 69.22 | 0.01 | / | 0.96 | 1.24 | 5.37 |
| MT | 0.25 | 2.24 | 15.34 | 75.92 | / | 0.16 | 1.2 | 3.18 | 1.14 |
| Serial Number | Label | Cement/g | AG(CAG)/g | MT(CMT)/g | Water Reducing Agent/g | Water/g |
|---|---|---|---|---|---|---|
| 1 | F0 | 400 | 0 | / | 0.4 | 116 |
| 2 | A1 | 396 | 4 | / | 0.4 | 116 |
| 3 | A2 | 392 | 8 | / | 0.4 | 116 |
| 4 | A3 | 388 | 12 | / | 0.4 | 116 |
| 5 | A4 | 384 | 16 | / | 0.4 | 116 |
| 6 | A5 | 380 | 20 | / | 0.4 | 116 |
| 7 | CA1 | 396 | 4 | / | 0.4 | 116 |
| 8 | CA2 | 392 | 8 | / | 0.4 | 116 |
| 9 | CA3 | 388 | 12 | / | 0.4 | 116 |
| 10 | CA4 | 384 | 16 | / | 0.4 | 116 |
| 11 | CA5 | 380 | 20 | / | 0.4 | 116 |
| 12 | M1 | 396 | / | 4 | 0.4 | 116 |
| 13 | M2 | 392 | / | 8 | 0.4 | 116 |
| 14 | M3 | 388 | / | 12 | 0.4 | 116 |
| 15 | M4 | 384 | / | 16 | 0.4 | 116 |
| 16 | M5 | 380 | / | 20 | 0.4 | 116 |
| 17 | CM1 | 396 | / | 4 | 0.4 | 116 |
| 18 | CM2 | 392 | / | 8 | 0.4 | 116 |
| 19 | CM3 | 388 | / | 12 | 0.4 | 116 |
| 20 | CM4 | 384 | / | 16 | 0.4 | 116 |
| 21 | CM5 | 380 | / | 20 | 0.4 | 116 |
| Oxide | Na2O | MgO | Al2O3 | SiO2 | SO3 | K2O | CaO | Fe2O3 | TiO2 |
|---|---|---|---|---|---|---|---|---|---|
| AG | 0.07 | 11.26 | 11.70 | 69.22 | 0.01 | 0.96 | 1.24 | 5.37 | 0 |
| CAG | 0.34 | 10.20 | 12.71 | 69.34 | 0.02 | 0.89 | 1.81 | 4.60 | 0 |
| MT | 0.25 | 2.24 | 15.34 | 75.92 | 0 | 1.2 | 3.18 | 1.14 | 0.16 |
| CMT | 0.28 | 2.2 | 15.42 | 76.21 | 0 | 1.21 | 3.21 | 1.12 | 0.16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, J.; Zhou, M.; Fan, J.; Duan, P.; Zhang, Z. Exploration of the Compressive Strength and Microscopic Properties of Portland Cement Taking Attapulgite and Montmorillonite Clay as an Additive. Materials 2023, 16, 1794. https://doi.org/10.3390/ma16051794
Yan J, Zhou M, Fan J, Duan P, Zhang Z. Exploration of the Compressive Strength and Microscopic Properties of Portland Cement Taking Attapulgite and Montmorillonite Clay as an Additive. Materials. 2023; 16(5):1794. https://doi.org/10.3390/ma16051794
Chicago/Turabian StyleYan, Jiahao, Mengya Zhou, Jinyuan Fan, Ping Duan, and Zuhua Zhang. 2023. "Exploration of the Compressive Strength and Microscopic Properties of Portland Cement Taking Attapulgite and Montmorillonite Clay as an Additive" Materials 16, no. 5: 1794. https://doi.org/10.3390/ma16051794