
Combustion Synthesis and Reactive Spark Plasma Sintering of Non-Equiatomic CoAl-Based High Entropy Intermetallics
 , , , , ,
, , , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
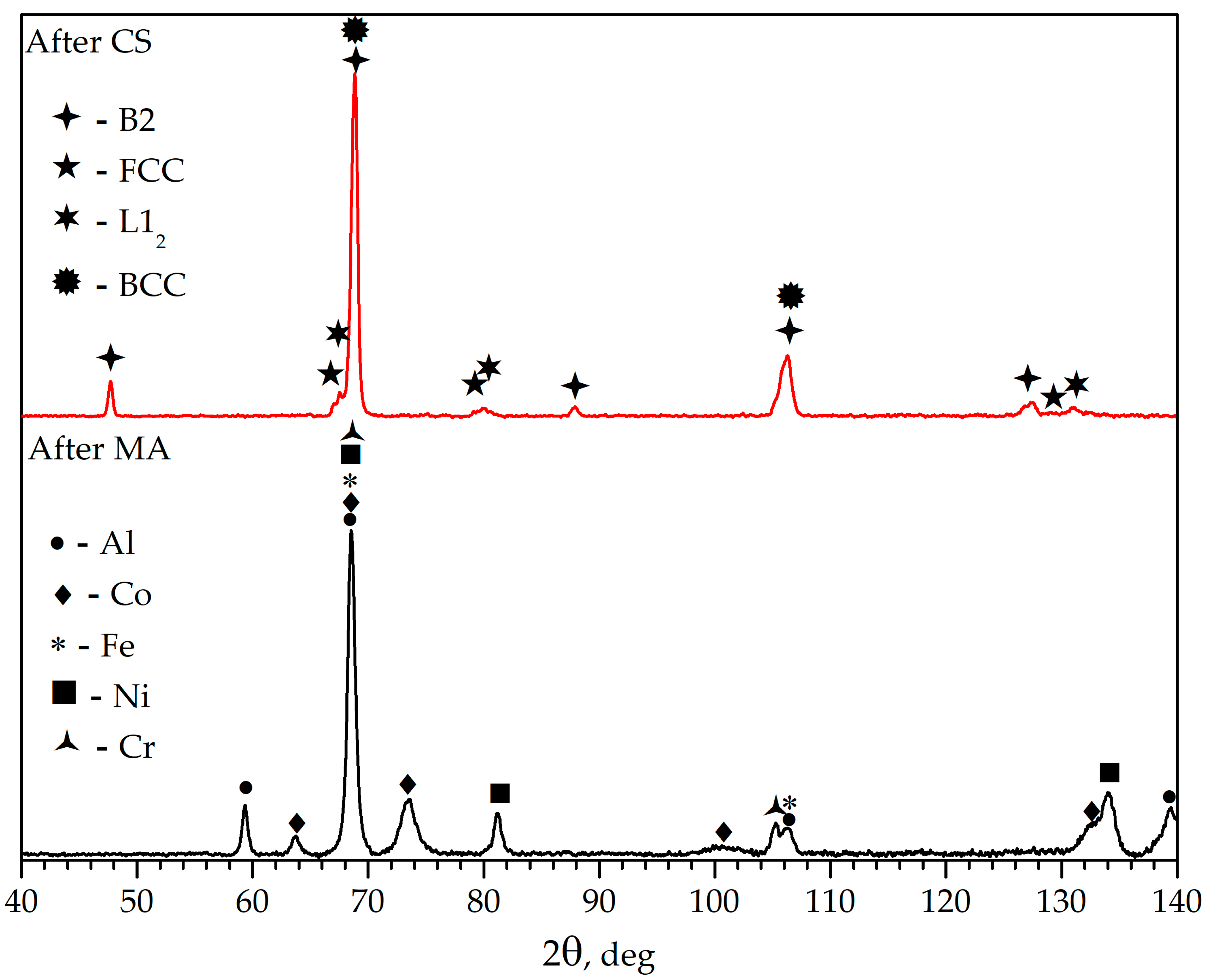
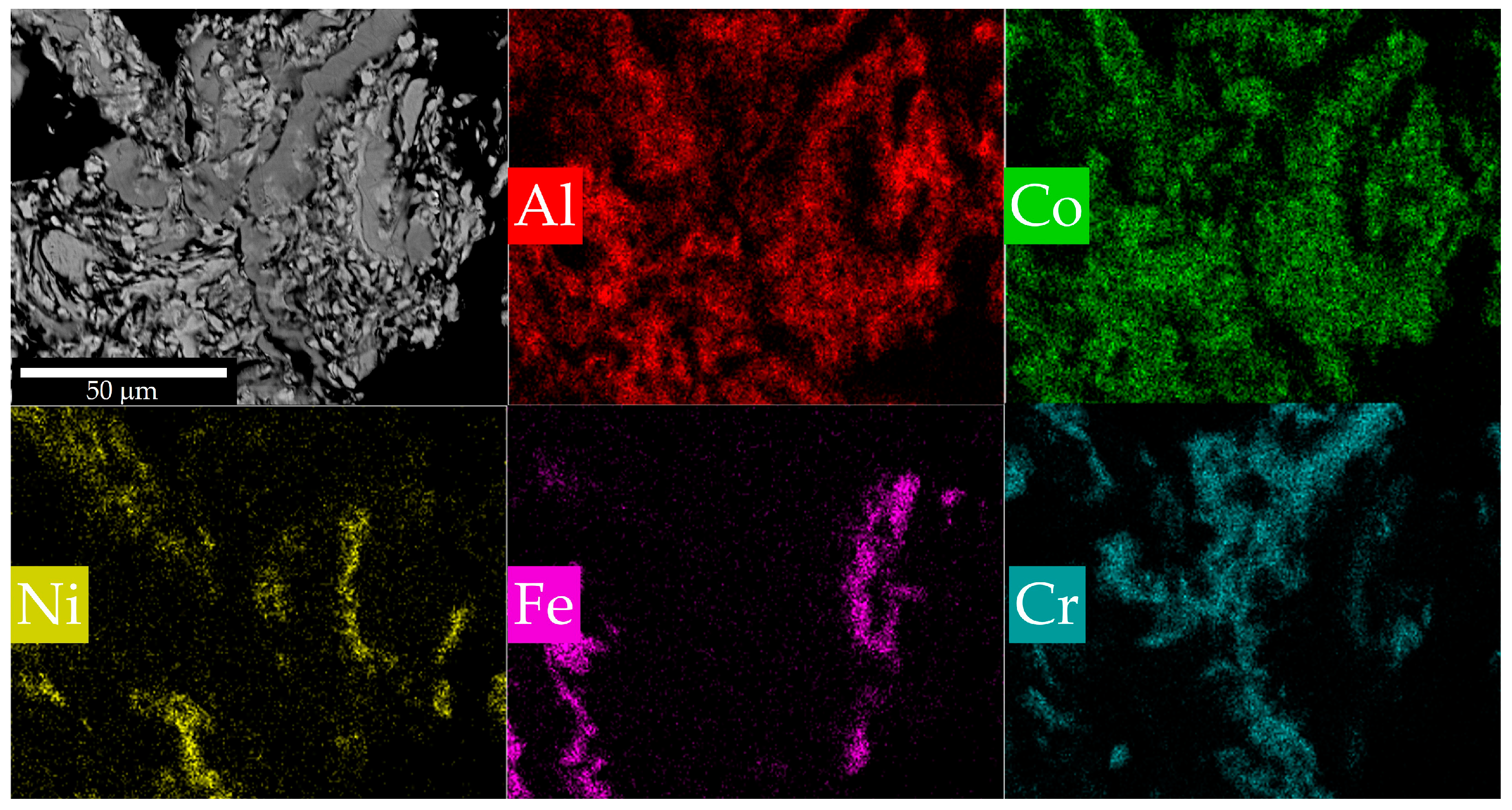
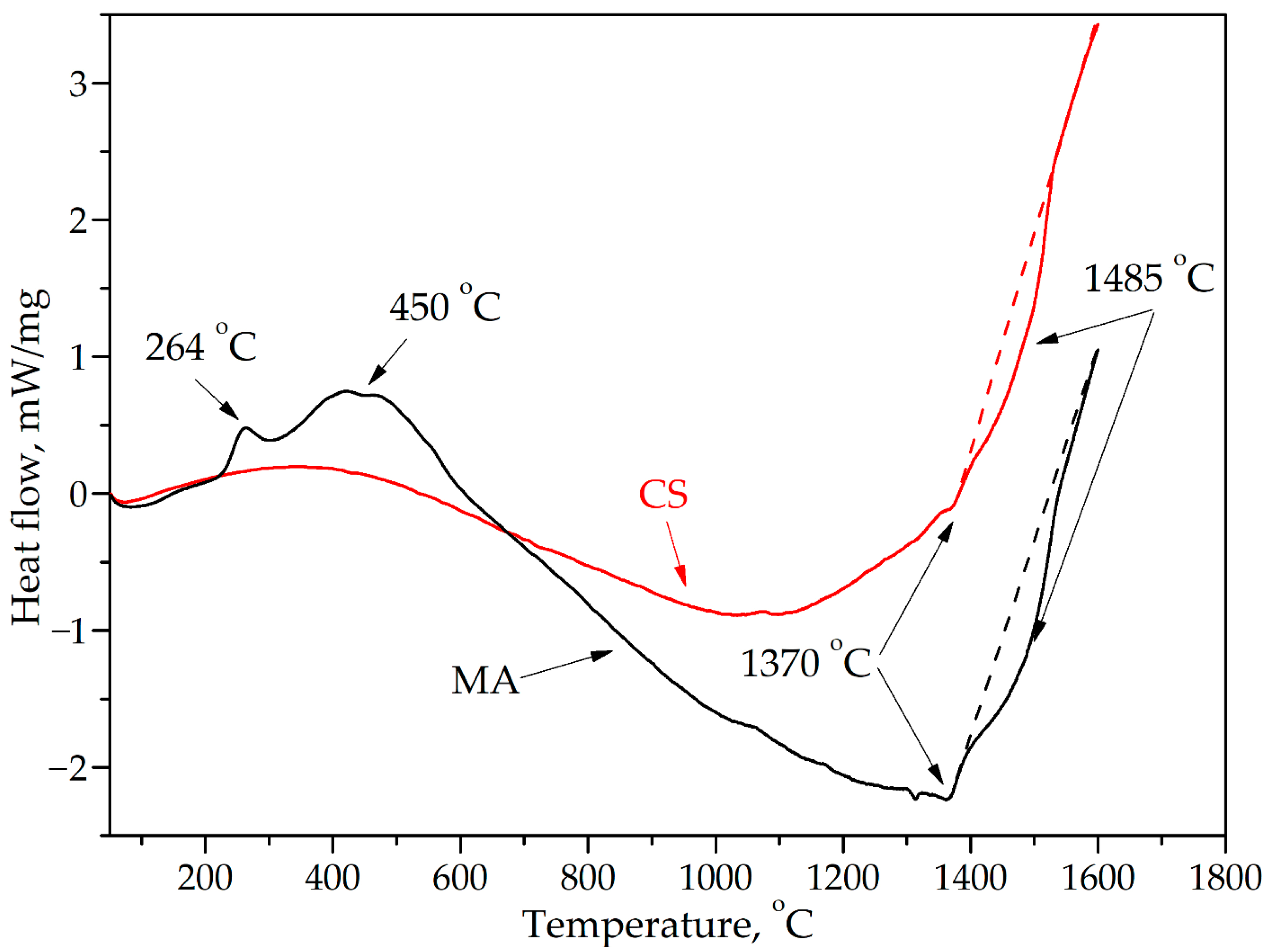
3.1. Combustion Synthesis of the High-Entropy Intermetallic Compound
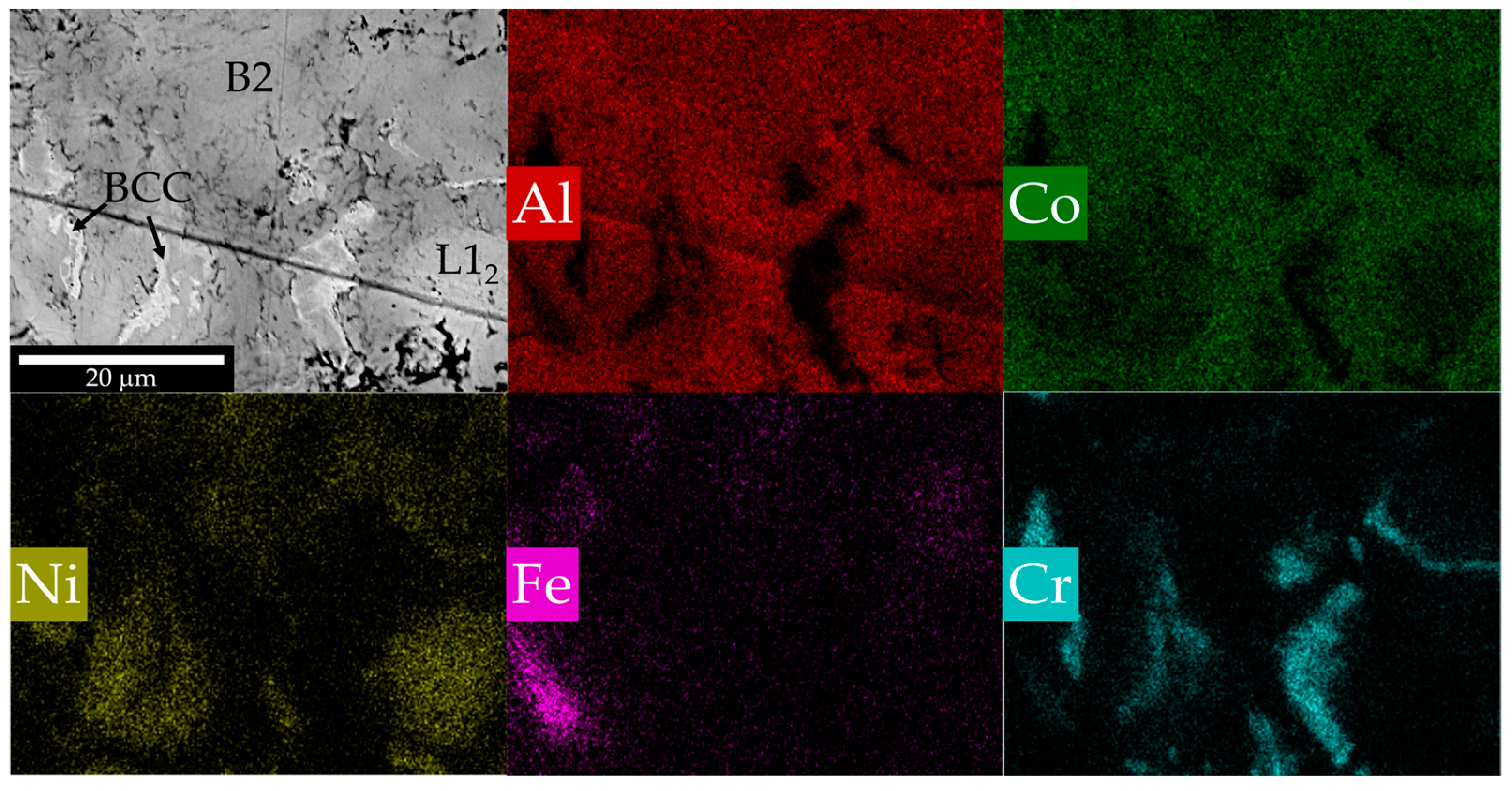
3.2. Spark Plasma Sintering of the High-Entropy Intermetallic Compound
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pradeep, K.; Wanderka, N.; Choi, P.; Banhart, J.; Murty, B.; Raabe, D. Atomic-scale compositional characterization of a nanocrystalline AlCrCuFeNiZn high-entropy alloy using atom probe tomography. Acta Mater. 2013, 61, 4696–4706. [Google Scholar] [CrossRef]
- Kang, M.; Lim, K.R.; Won, J.W.; Na, Y.S. Effect of Co content on the mechanical properties of A2 and B2 phases in AlCoxCrFeNi high-entropy alloys. J. Alloys Compd. 2018, 769, 808–812. [Google Scholar] [CrossRef]
- Lee, K.; Bae, B.; Kang, J.-H.; Lim, K.; Na, Y. Multi-phase refining of an AlCoCrFeNi high entropy alloy by hot compression. Mater. Lett. 2017, 198, 81–84. [Google Scholar] [CrossRef]
- Sriharitha, R.; Murty, B.; Kottada, R.S. Phase formation in mechanically alloyed AlxCoCrCuFeNi (x = 0.45, 1, 2.5, 5 mol) high entropy alloys. Intermetallics 2013, 32, 119–126. [Google Scholar] [CrossRef]
- Yu, P.; Feng, R.; Du, J.; Shinzato, S.; Chou, J.-P.; Chen, B.; Lo, Y.-C.; Liaw, P.K.; Ogata, S.; Hu, A. Phase transformation assisted twinning in a face-centered-cubic FeCrNiCoAl0.36 high entropy alloy. Acta Mater. 2019, 181, 491–500. [Google Scholar] [CrossRef]
- Fourmont, A.; Rogachev, A.; Le Gallet, S.; Politano, O.; Kovalev, D.Y.; Kochetov, N.; Shkodich, N.; Vadchenko, S.; Baras, F. Thermal Stability of Medium-and High-Entropy Alloys of 3d-Transition Metals. J. Phase Equilibria Diffus. 2021, 42, 720–734. [Google Scholar] [CrossRef]
- Rogachev, A.; Kovalev, D.Y.; Kochetov, N.; Shchukin, A.; Vadchenko, S. Evolution of crystal structure in high-entropy AlCoCrFeNi alloy: An in situ high-temperature X-ray diffraction study. J. Alloys Compd. 2021, 861, 158562. [Google Scholar] [CrossRef]
- Cieslak, J.; Tobola, J.; Przewoznik, J.; Berent, K.; Dahlborg, U.; Cornide, J.; Mehraban, S.; Lavery, N.; Calvo-Dahlborg, M. Multi-phase nature of sintered vs. arc-melted CrxAlFeCoNi high entropy alloys-experimental and theoretical study. J. Alloys Compd. 2019, 801, 511–519. [Google Scholar] [CrossRef]
- Rogachev, A.S.; Kochetov, N.A.; Panteleeva, A.V.; Kuskov, K.V.; Kovalev, D.Y.; Shchukin, A.S.; Vadchenko, S.G.; Scheck, Y.B. High-energy ball milling and spark plasma sintering of the CoCrFeNiAl high-entropy alloy. Metals 2020, 10, 1489. [Google Scholar] [CrossRef]
- Jiao, Z.-M.; Ma, S.-G.; Yuan, G.-Z.; Wang, Z.-H.; Yang, H.-J.; Qiao, J.-W. Plastic deformation of Al0.3CoCrFeNi and AlCoCrFeNi high-entropy alloys under nanoindentation. J. Mater. Eng. Perform. 2015, 24, 3077–3083. [Google Scholar] [CrossRef]
- Stepanov, N.; Shaysultanov, D.; Tikhonovsky, M.; Zherebtsov, S. Structure and high temperature mechanical properties of novel non-equiatomic Fe-(Co, Mn)-Cr-Ni-Al-(Ti) high entropy alloys. Intermetallics 2018, 102, 140–151. [Google Scholar] [CrossRef]
- Kuznetsov, A.V.; Shaysultanov, D.G.; Stepanov, N.D.; Salishchev, G.A.; Senkov, O.N. Tensile properties of an AlCrCuNiFeCo high-entropy alloy in as-cast and wrought conditions. Mater. Sci. Eng. A 2012, 533, 107–118. [Google Scholar] [CrossRef]
- Shi, K.; Xue, L.; Yan, Y.; Shen, T. Effects of mechanical alloying parameters on the microstructures of nanocrystalline Cu-5 wt% Cr alloy. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2013, 28, 192–195. [Google Scholar] [CrossRef]
- Tian, F.; Delczeg, L.; Chen, N.; Varga, L.K.; Shen, J.; Vitos, L. Structural stability of NiCoFeCrAlx high-entropy alloy from ab initio theory. Phys. Rev. B 2013, 88, 085128. [Google Scholar] [CrossRef]
- Yang, S.; Lu, J.; Xing, F.; Zhang, L.; Zhong, Y. Revisit the VEC rule in high entropy alloys (HEAs) with high-throughput CALPHAD approach and its applications for material design-A case study with Al–Co–Cr–Fe–Ni system. Acta Mater. 2020, 192, 11–19. [Google Scholar] [CrossRef]
- Bhattacharjee, T.; Wani, I.S.; Sheikh, S.; Clark, I.T.; Okawa, T.; Guo, S.; Bhattacharjee, P.P.; Tsuji, N. Simultaneous Strength-Ductility Enhancement of a Nano-Lamellar AlCoCrFeNi2.1 Eutectic High Entropy Alloy by Cryo-Rolling and Annealing. Sci. Rep. 2018, 8, 3276. [Google Scholar] [CrossRef]
- Feuerbacher, M. Dislocations and deformation microstructure in a B2-ordered Al28Co20Cr11Fe15Ni26 high-entropy alloy. Sci. Rep. 2016, 6, 29700. [Google Scholar] [CrossRef]
- Nandal, V.; Harun, B.; Sarvesha, R.; Singh, S.S.; Huang, E.W.; Chang, Y.-J.; Yeh, A.-C.; Jain, J.; Neelakantan, S. Revealing the Precipitation Sequence with Aging Temperature in a Non-equiatomic AlCoCrFeNi High Entropy Alloy. Metall. Mater. Trans. A 2022, 53, 314–321. [Google Scholar] [CrossRef]
- Wang, J.; Kou, Z.; Fu, S.; Wu, S.; Liu, S.; Yan, M.; Ren, Z.; Wang, D.; You, Z.; Lan, S.; et al. Ultrahard BCC-AlCoCrFeNi bulk nanocrystalline high-entropy alloy formed by nanoscale diffusion-induced phase transition. J. Mater. Sci. Technol. 2022, 115, 29–39. [Google Scholar] [CrossRef]
- Shkodich, N.; Staab, F.; Spasova, M.; Kuskov, K.V.; Durst, K.; Farle, M. Effect of High-Pressure Torsion on the Microstructure and Magnetic Properties of Nanocrystalline CoCrFeNiGax (x = 0.5, 1.0) High Entropy Alloys. Materials 2022, 15, 7214. [Google Scholar] [CrossRef]
- Rogachev, A.S.; Vadchenko, S.G.; Kovalev, D.Y.; Kochetov, N.A.; Zhukovskyi, M.; Orlova, T.; Mukasyan, A.S. Long term stability of a high-entropy CoCrFeNiTi alloy fabricated by mechanical alloying. J. Alloys Compd. 2023, 931, 167470. [Google Scholar] [CrossRef]
- Rogachev, A. Structure, stability, and properties of high-entropy alloys. Phys. Met. Metallogr. 2020, 121, 733–764. [Google Scholar] [CrossRef]
- Rogachev, A.S.; Vadchenko, S.G.; Kochetov, N.A.; Kovalev, D.Y.; Kovalev, I.D.; Shchukin, A.S.; Gryadunov, A.N.; Baras, F.; Politano, O. Combustion synthesis of TiC-based ceramic-metal composites with high entropy alloy binder. J. Eur. Ceram. Soc. 2020, 40, 2527–2532. [Google Scholar] [CrossRef]
- Kochetov, N.A. HEA-Matrix TiB2 Composites by SHS Method. Int. J. Self-Propagating High-Temp. Synth. 2022, 31, 24–30. [Google Scholar] [CrossRef]
- Bernard, F.; Paris, S.; Gaffet, E. Mechanical Activation as a New Method for SHS; Advances in Science and Technology; Trans Tech Publication: Stafa-Zurich, Switzerland, 2006; pp. 979–988. [Google Scholar]
- Rogachev, A.S. Mechanical activation of heterogeneous exothermic reactions in powder mixtures. Russ. Chem. Rev. 2019, 88, 875. [Google Scholar] [CrossRef]
- Dudina, D.V.; Vidyuk, T.M.; Korchagin, M.A.; Gavrilov, A.I.; Bulina, N.V.; Esikov, M.A.; Datekyu, M.; Kato, H. Interaction of a Ti–Cu alloy with carbon: Synthesis of composites and model experiments. Materials 2019, 12, 1482. [Google Scholar] [CrossRef]
- Dudina, D.V.; Vidyuk, T.M.; Gavrilov, A.I.; Ukhina, A.V.; Bokhonov, B.B.; Legan, M.A.; Matvienko, A.A.; Korchagin, M.A. Separating the reaction and spark plasma sintering effects during the formation of TiC–Cu composites from mechanically milled Ti–C–3Cu mixtures. Ceram. Int. 2021, 47, 12494–12504. [Google Scholar] [CrossRef]
- Lin, C.-M.; Tsai, H.-L.; Bor, H.-Y. Effect of aging treatment on microstructure and properties of high-entropy Cu0.5CoCrFeNi alloy. Intermetallics 2010, 18, 1244–1250. [Google Scholar] [CrossRef]
- Son, H.-W.; Guo, Q.; Suzuki, Y.; Kim, B.-N.; Mori, T. Thermoelectric properties of MgTi2O5/TiN conductive composites prepared via reactive spark plasma sintering for high temperature functional applications. Scr. Mater. 2020, 178, 44–50. [Google Scholar] [CrossRef]
- Novitskii, A.; Guélou, G.; Voronin, A.; Mori, T.; Khovaylo, V. Direct synthesis of p-type bulk BiCuSeO oxyselenides by reactive spark plasma sintering and related thermoelectric properties. Scr. Mater. 2020, 187, 317–322. [Google Scholar] [CrossRef]
- Novitskii, A.; Guélou, G.; Moskovskikh, D.; Voronin, A.; Zakharova, E.; Shvanskaya, L.; Bogach, A.; Vasiliev, A.; Khovaylo, V.; Mori, T. Reactive spark plasma sintering and thermoelectric properties of Nd-substituted BiCuSeO oxyselenides. J. Alloys Compd. 2019, 785, 96–104. [Google Scholar] [CrossRef]
- Van der Rest, C.; Dupont, V.; Erauw, J.-P.; Jacques, P.J. On the reactive sintering of Heusler Fe2VAl-based thermoelectric compounds. Intermetallics 2020, 125, 106890. [Google Scholar] [CrossRef]
- Upadhyay, N.K.; Kumaraswamidhas, L.; Gahtori, B.; Dhakate, S.; Dhar, A. Enhanced thermoelectric properties of pristine CrSi2 synthesized using a facile single-step spark plasma assisted reaction sintering. Mater. Sci. Semicond. Process. 2020, 109, 104917. [Google Scholar] [CrossRef]
- Licheri, R.; Musa, C.; Orrù, R.; Cao, G.; Sciti, D.; Silvestroni, L. Bulk monolithic zirconium and tantalum diborides by reactive and non-reactive spark plasma sintering. J. Alloys Compd. 2016, 663, 351–359. [Google Scholar] [CrossRef]
- Torosyan, K.S.; Sedegov, A.S.; Kuskov, K.V.; Abedi, M.; Arkhipov, D.I.; Kiryukhantsev-Korneev, P.V.; Vorotilo, S.; Moskovskikh, D.O.; Mukasyan, A.S. Reactive, nonreactive, and flash spark plasma sintering of Al2O3/SiC composites—A comparative study. J. Am. Ceram. Soc. 2020, 103, 520–530. [Google Scholar] [CrossRef]
- Zavjalov, A.P.; Nikiforov, P.A.; Kosyanov, D.Y.; Zakharenko, A.M.; Trukhin, V.O.; Talskikh, K.Y.; Shichalin, O.O.; Papynov, E.K. Phase formation and densification peculiarities of Hf–C–N solid solution ceramics during reactive spark plasma sintering. Adv. Eng. Mater. 2020, 22, 2000482. [Google Scholar] [CrossRef]
- Wei, X.-F.; Qin, Y.; Liu, J.-X.; Li, F.; Liang, Y.-C.; Zhang, G.-J. Gradient microstructure development and grain growth inhibition in high-entropy carbide ceramics prepared by reactive spark plasma sintering. J. Eur. Ceram. Soc. 2020, 40, 935–941. [Google Scholar] [CrossRef]
- Qin, M.; Gild, J.; Wang, H.; Harrington, T.; Vecchio, K.S.; Luo, J. Dissolving and stabilizing soft WB2 and MoB2 phases into high-entropy borides via boron-metals reactive sintering to attain higher hardness. J. Eur. Ceram. Soc. 2020, 40, 4348–4353. [Google Scholar] [CrossRef]
- Moskovskikh, D.; Vorotilo, S.; Sedegov, A.; Kuskov, K.; Bardasova, K.; Kiryukhantsev-Korneev, P.V.; Zhukovskyi, M.; Mukasyan, A. High-entropy (HfTaTiNbZr)C and (HfTaTiNbMo)C carbides fabricated through reactive high-energy ball milling and spark plasma sintering. Ceram. Int. 2020, 46, 19008–19014. [Google Scholar] [CrossRef]
- Gild, J.; Kaufmann, K.; Vecchio, K.; Luo, J. Reactive flash spark plasma sintering of high-entropy ultrahigh temperature ceramics. Scr. Mater. 2019, 170, 106–110. [Google Scholar] [CrossRef]
- Mukasyan, A.; Rogachev, A.; Moskovskikh, D.; Yermekova, Z.S. Reactive spark plasma sintering of exothermic systems: A critical review. Ceram. Int. 2021, 48, 2988–2998. [Google Scholar] [CrossRef]
- Zhang, A.; Han, J.; Meng, J.; Su, B.; Li, P. Rapid preparation of AlCoCrFeNi high entropy alloy by spark plasma sintering from elemental powder mixture. Mater. Lett. 2016, 181, 82–85. [Google Scholar] [CrossRef]
- Ji, W.; Fu, Z.; Wang, W.; Wang, H.; Zhang, J.; Wang, Y.; Zhang, F. Mechanical alloying synthesis and spark plasma sintering consolidation of CoCrFeNiAl high-entropy alloy. J. Alloys Compd. 2014, 589, 61–66. [Google Scholar] [CrossRef]
- Chen, W.; Fu, Z.; Fang, S.; Xiao, H.; Zhu, D. Alloying behavior, microstructure and mechanical properties in a FeNiCrCo0.3Al0.7 high entropy alloy. Mater. Des. 2013, 51, 854–860. [Google Scholar] [CrossRef]
- Kumar, A.; Swarnakar, A.K.; Chopkar, M. Phase Evolution and Mechanical Properties of AlCoCrFeNiSix High-Entropy Alloys Synthesized by Mechanical Alloying and Spark Plasma Sintering. J. Mater. Eng. Perform. 2018, 27, 3304–3314. [Google Scholar] [CrossRef]
- Abedi, M.; Kuskov, K.; Moskovskikh, D.; Zakharova, E.V.; Belov, D.; Mukasyan, A. Reactive spark plasma sintering of NiAl intermetallics: A comparative study. Intermetallics 2023, 152, 107750. [Google Scholar] [CrossRef]
- Rogachev, A.S. Fundamentals: Experiment. In Concise Encyclopedia of Self-Propagating High-Temperature Synthesis; Elsevier: Amsterdam, The Netherlands, 2017; p. 138. [Google Scholar]
- Shiryaev, A. Distinctive features of thermodynamic analysis in SHS investigations. J. Eng. Phys. Thermophys. 1993, 65, 957–962. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Nazaretyan, K.; Aydinyan, S.; Kirakosyan, H.; Moskovskikh, D.; Nepapushev, A.; Kuskov, K.; Tumanyan, M.; Zargaryan, A.; Traksmaa, R.; Kharatyan, S. AlCo-rich AlCoNiFe and AlCoNiFeCr high entropy alloys: Synthesis and interaction pathway at high heating rates. J. Alloys Compd. 2022, 931, 167589. [Google Scholar] [CrossRef]
- Blobaum, K.; Van Heerden, D.; Gavens, A.; Weihs, T. Al/Ni formation reactions: Characterization of the metastable Al9Ni2 phase and analysis of its formation. Acta Mater. 2003, 51, 3871–3884. [Google Scholar] [CrossRef]
- Manukyan, K.V.; Mason, B.A.; Groven, L.J.; Lin, Y.-C.; Cherukara, M.; Son, S.F.; Strachan, A.; Mukasyan, A.S. Tailored reactivity of Ni+ Al nanocomposites: Microstructural correlations. J. Phys. Chem. C 2012, 116, 21027–21038. [Google Scholar] [CrossRef]
- Liu, X.; Hao, S. An analysis on interaction parameters of binary solid solutions. Calphad 1993, 17, 67–78. [Google Scholar] [CrossRef]
- Zhou, N.; Jiang, S.; Huang, T.; Qin, M.; Hu, T.; Luo, J. Single-phase high-entropy intermetallic compounds (HEICs): Bridging high-entropy alloys and ceramics. Sci. Bull. 2019, 64, 856–864. [Google Scholar] [CrossRef] [PubMed]
- Kositsyn, S.V.; Kositsyna, I.I. Phase and structural transformations in alloys based on nickel monoaluminide. Adv. Met. Phys. 2008, 9, 195–258. (In Russian) [Google Scholar] [CrossRef]
- Rogachev, A.; Vadchenko, S.; Kudryashov, V.; Shchukin, A.; Alymov, M. Direct Observation of Processes at Particle-to-Particle Contacts During Electric Pulse Consolidation of a Titanium Powder; Doklady Physical Chemistry; Springer: Berlin/Heidelberg, Germany, 2019; pp. 151–153. [Google Scholar]
- Baker, I. A review of the mechanical properties of B2 compounds. Mater. Sci. Eng. A 1995, 192–193, 1–13. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
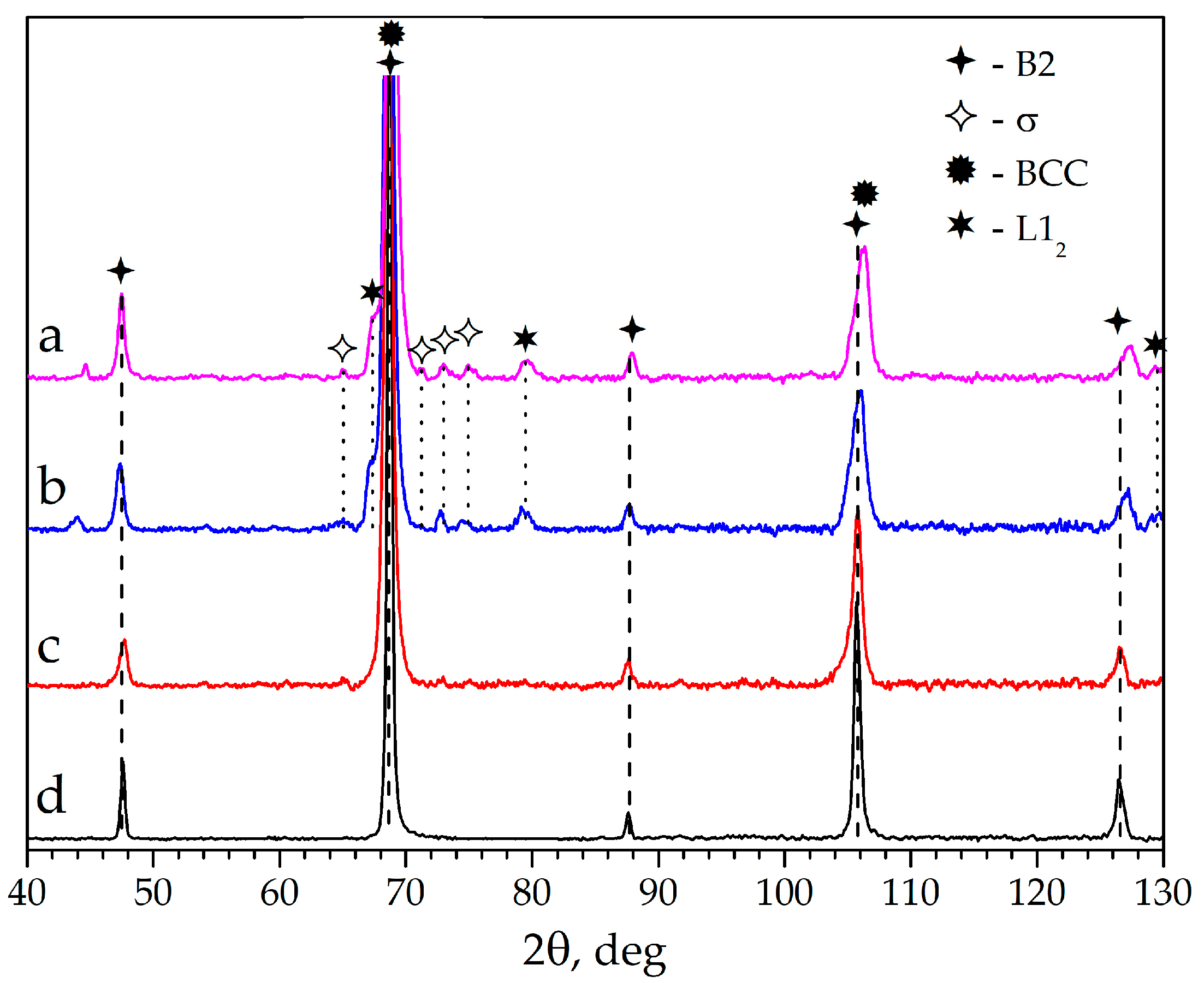
| Notation | Basis | Lattice Type | Lattice Parameter, Å | Lattice Parameter According to the ICCD Card, Å |
|---|---|---|---|---|
| B2 | AlCo | Pm-3m | 2.858 | 2.861 (#65-4903) |
| BCC | Fe/Cr | Im-3m | 2.874 | 2.867 (#65-4899)/2.884 (#06-0694) |
| FCC | (Fe, Ni) | Fm-3m | 3.591 | 3.598 (#47-1417) |
| L12 | AlNi3 | Pm-3m | 3.562 | 3.567 (#65-3245) |
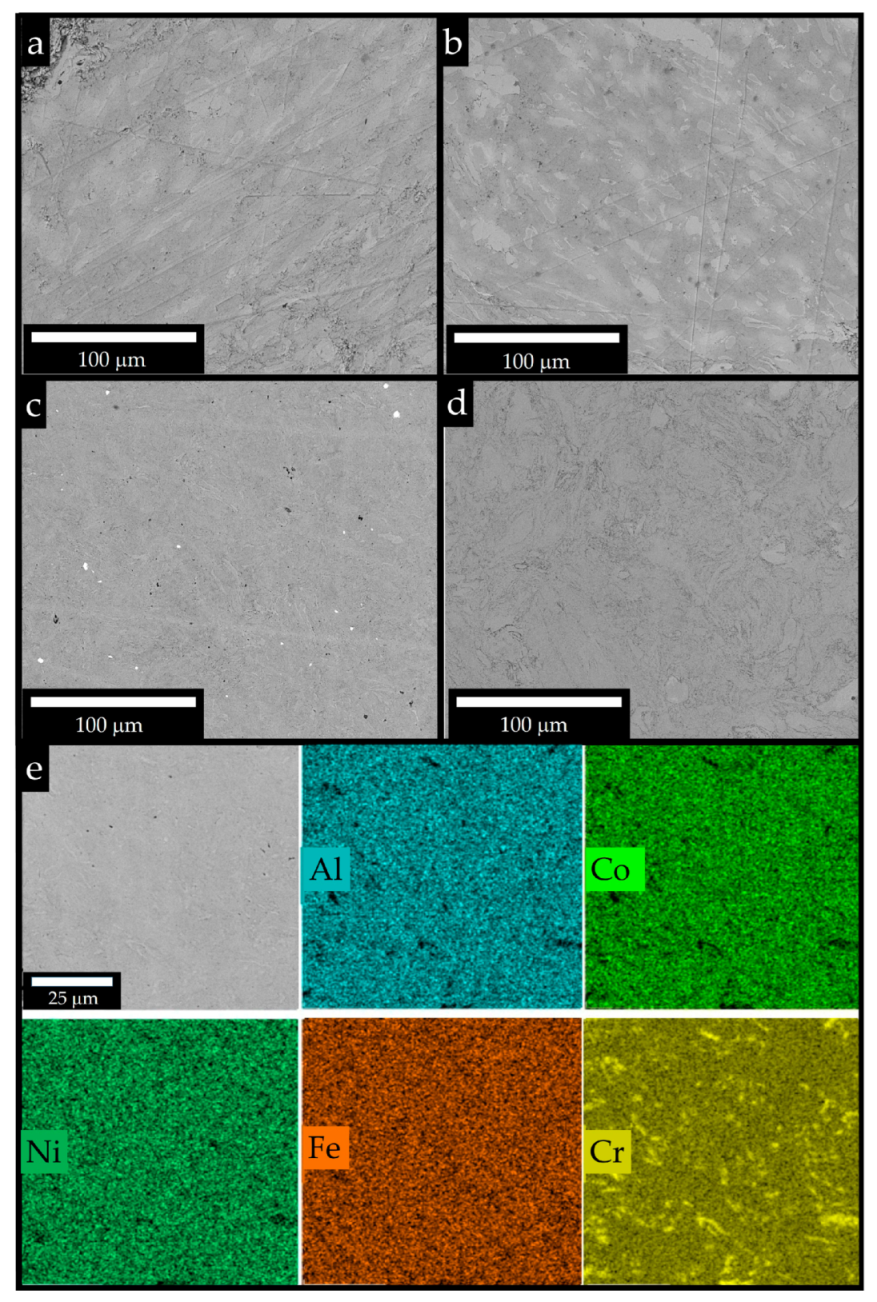
| Phase | Al | Co | Ni | Fe | Cr |
|---|---|---|---|---|---|
| B2 | 36.2 ± 0.3 | 38.7 ± 0.2 | 11.2 ± 0.2 | 6.3 ± 0.2 | 7.6 ± 0.2 |
| BCC | 1.9 ± 0.3 | 0.9 ± 0.2 | 7.2 ± 0.2 | 10.9 ± 0.2 | 79.1 ± 0.2 |
| 1.0 ± 0.3 | 2.1 ± 0.2 | 2.9 ± 0.2 | 88.3 ± 0.2 | 5.7 ± 0.2 | |
| L12 | 33.6 ± 0.3 | 16.8 ± 0.2 | 46.9 ± 0.2 | 1.5 ± 0.2 | 1.2 ± 0.2 |
| Sintering Method | Temperature, °C | Relative Density, % | Hardness, GPa |
|---|---|---|---|
| RSPS | 800 | 79 ± 2 | 3.3 ± 1.0 |
| 1000 | 97 ± 2 | 6.9 ± 0.7 | |
| CS + SPS | 800 | 69 ± 2 | 3.0 ± 0.8 |
| 1000 | 92 ± 2 | 6.7 ± 0.7 |
| Temperature, °C | Phases | ||||
|---|---|---|---|---|---|
| Lattice | Basis | ||||
| 800 | B2 | 2.857 | Pm-3m | AlCo | 2.861 |
| L12 | 3.582 | Pm-3m | Al3Ni | 3.567 | |
| BCC | 2.881 | Im-3m | Cr | 2.884 | |
| σ | 8.830/4.532 | P42/mnm | FeCr | 8.797/4.558 | |
| 1000 | B2 | 2.863 | Pm-3m | AlCo | 2.861 |
| BCC | 2.887 | Im-3m | Cr | 2.884 | |
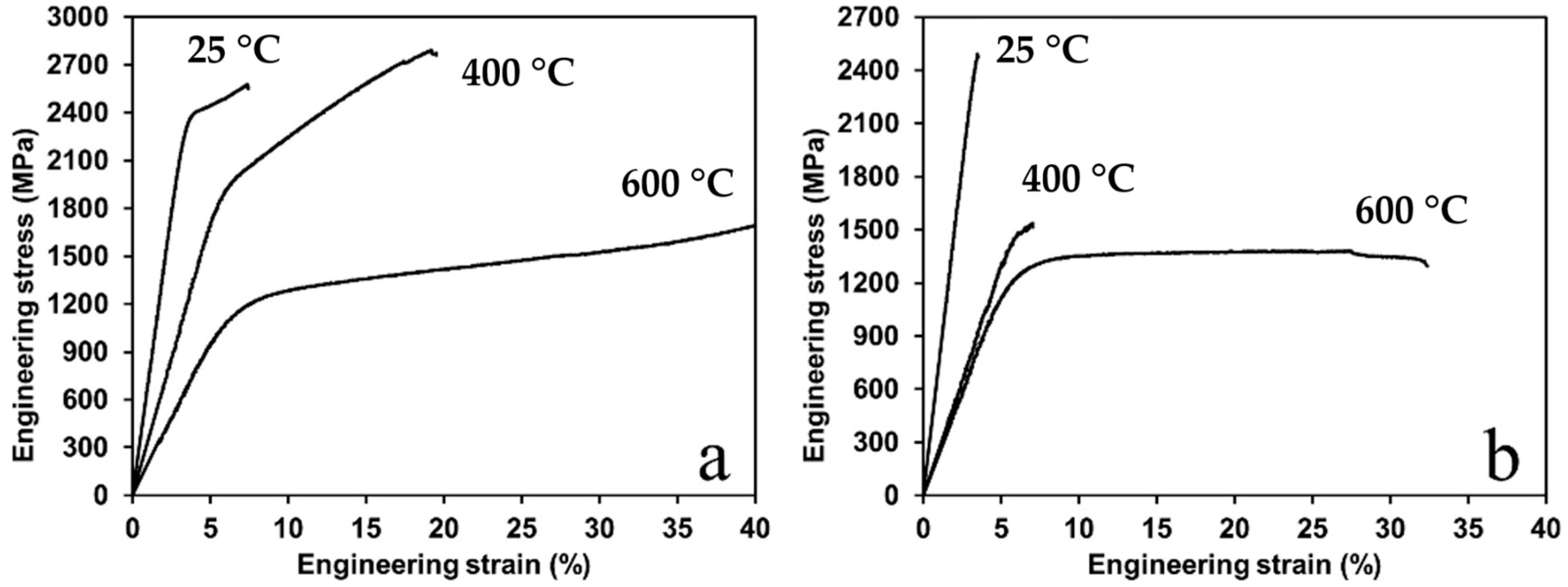
| Sintering Method | Temperature, °C | έ, s−1 | σ0.2, MPa | σp, MPa | ε, % |
|---|---|---|---|---|---|
| RSPS | 25 | 10−3 | 2295 | 2576 | 3.5 |
| 400 | 10−3 | 1820 | 2790 | 11.5 | |
| 600 | 10−3 | 1030 | – | >40 | |
| CS + SPS | 25 | 10−3 | 2480 | 2491 | 0.2 |
| 400 | 10−3 | 1400 | 1538 | 1 | |
| 600 | 10−3 | 1120 | 1380 | 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuskov, K.V.; Nepapushev, A.A.; Aydinyan, S.; Shaysultanov, D.G.; Stepanov, N.D.; Nazaretyan, K.; Kharatyan, S.; Zakharova, E.V.; Belov, D.S.; Moskovskikh, D.O. Combustion Synthesis and Reactive Spark Plasma Sintering of Non-Equiatomic CoAl-Based High Entropy Intermetallics. Materials 2023, 16, 1490. https://doi.org/10.3390/ma16041490
Kuskov KV, Nepapushev AA, Aydinyan S, Shaysultanov DG, Stepanov ND, Nazaretyan K, Kharatyan S, Zakharova EV, Belov DS, Moskovskikh DO. Combustion Synthesis and Reactive Spark Plasma Sintering of Non-Equiatomic CoAl-Based High Entropy Intermetallics. Materials. 2023; 16(4):1490. https://doi.org/10.3390/ma16041490
Chicago/Turabian StyleKuskov, Kirill Vasilevich, Andrey A. Nepapushev, Sofiya Aydinyan, Dmitry G. Shaysultanov, Nikita D. Stepanov, Khachik Nazaretyan, Suren Kharatyan, Elena V. Zakharova, Dmitry S. Belov, and Dmitry O. Moskovskikh. 2023. "Combustion Synthesis and Reactive Spark Plasma Sintering of Non-Equiatomic CoAl-Based High Entropy Intermetallics" Materials 16, no. 4: 1490. https://doi.org/10.3390/ma16041490