
Elaboration and Characterization of WMoTaNb High Entropy Alloy Prepared by Powder Metallurgy Processes


 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Powder Characterization
- Under the vacuum at 120 °C, the powder mixture reacts with the aluminum crucible.
- Under air at 100 °C, powder projections were observed.
- Under air at 120 °C, an exothermic reaction took place, leading to the combustion of the plastic container and a large part of the powder, the rest being projected on the walls of the oven.
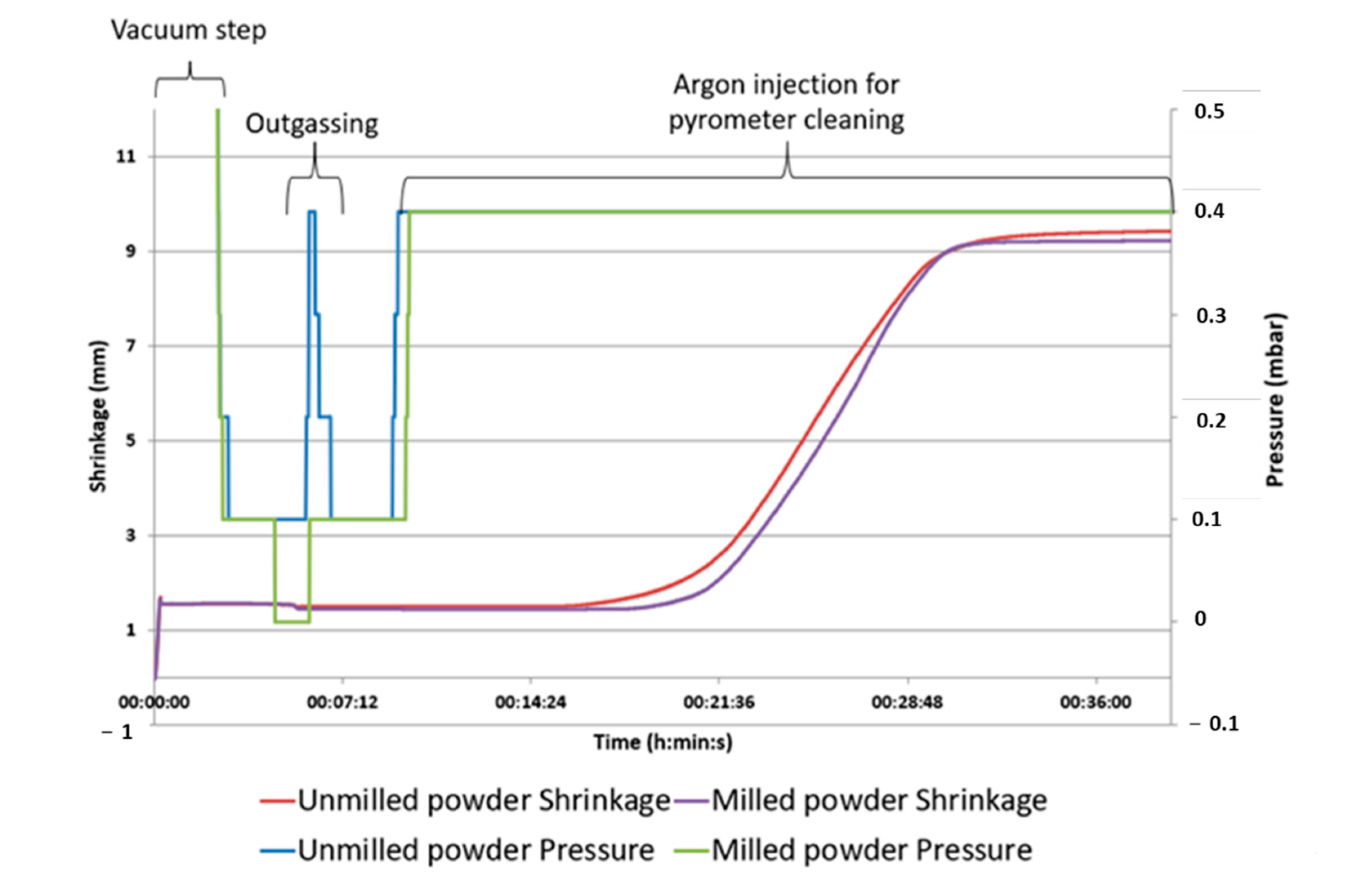
3.2. Reactive Sintering Step
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cantor, B.; Chang, I.T.H.; Knight, P.; Vincent, A.J.B. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Chen, T.K.; Shun, T.T.; Yeh, J.-W.; Wong, M.S. Nanostructured nitride films of multi-element high-entropy alloys by reactive DC sputtering. Surf. Coat. Technol. 2004, 188–189, 193–200. [Google Scholar] [CrossRef]
- Hsu, C.-Y.; Yeh, J.-W.; Chen, S.-K.; Shun, T.-T. Wear resistance and high temperature compression strength of FCC CuCoNiCrAl0.5Fe alloy with boron addition. Metall. Mater. Trans. A 2004, 35, 1465–1469. [Google Scholar] [CrossRef]
- Huang, P.-K.; Yeh, J.-W.; Shun, T.-T.; Chen, S.-K. Multi-principal-element alloys with improved oxidation and wear resistance for thermal spray coating. Adv. Eng. Mater. 2004, 6, 74–78. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.-K.; Gan, J.-W.; Lin, S.-J.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Formation of simple crystal structures in Cu-Co-Ni-Cr-Al-Fe-Ti-V alloys with multiprincipal metallic elements. Metall. Mater. Trans. A 2004, 35, 2533–2536. [Google Scholar] [CrossRef]
- Yeh, J.-W.; Chen, S.-K.; Lin, S.-J.; Gan, J.-Y.; Chin, T.-S.; Shun, T.-T.; Tsau, C.-H.; Chang, S.-Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef] [Green Version]
- Senkov, O.N.; Senkova, S.V.; Dimiduk, D.M.; Woodward, C.; Miracle, D.B. Oxidation behavior of a refractory NbCrMo0.5Ta0.5TiZr alloy. J. Mater. Sci. 2012, 47, 6522–6534. [Google Scholar] [CrossRef]
- Senkov, O.N.; Woodward, C.; Miracle, D.B. Microstructure and properties of aluminum-containing refractory high-entropy alloys. JOM 2014, 66, 2030–2042. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory high-entropy alloys. Intermetallics 2010, 18, 1758. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Lawley, A. Encyclopedia of Materials: Science and Technology, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2001; pp. 387–392. [Google Scholar]
- Dobbelstein, H.; Thiele, M.; Gurevich, E.L.; George, E.P.; Ostendorf, A. Direct metal deposition of refractory high entropy alloy MoNbTaW. Phys. Procedia 2016, 83, 624–633. [Google Scholar] [CrossRef] [Green Version]
- Kang, B.; Lee, J.; Ryu, H.J.; Hong, S.H. Ultra-high strength WNbMoTaV high-entropy alloys with fine grain structure fabricated by powder metallurgical process. Mater. Sci. Eng. A 2018, 712, 616–624. [Google Scholar] [CrossRef]
- Waseem, O.A.; Lee, J.; Lee, H.M.; Ryu, H.J. The effect of Ti on the sintering and mechanical properties of refractory high-entropy alloy TixWTaVCr fabricated via spark plasma sintering for fusion plasma-facing materials. Mater. Chem. Phys. 2018, 210, 87–94. [Google Scholar] [CrossRef]
- Liu, B.; Wang, J.; Chen, J.; Fang, Q.; Liu, Y. Ultra-highstrength TiC/refractory high-entropy-alloy composite prepared by powder metallurgy. JOM 2017, 69, 651–656. [Google Scholar] [CrossRef]
- Lorand, S. Maitrise de la microstructure du molybdène: De la poudre préparée par ICP au massif fritté par SPS. Ph.D. Thesis, Université de Bourgogne, Dijon, France, 2017. [Google Scholar]
- Dine, S.; Kentheswaran, V.; Vrel, D.; Couzinié, J.-P.; Dirras, G. Synthesis of nanometric MoNbW alloy. Adv. Powder Technol. 2017, 28, 1739–1744. [Google Scholar] [CrossRef]
- Dine, S. Tungstène et Alliages Nanostructurès Dans le Système W-V-Cr Pour la Fusion: Synthèse, Densification et Propriétés Mécaniques. Ph.D. Thesis, Université Paris 13, Paris, France, 2018. [Google Scholar]
- Biswas, K.; He, J.Q.; Blum, I.D.; Wu, C.I.; Hogan, T.P.; Seidman, D.N.; Dravid, V.P.; Kanatzidis, M.G. High-performance bulk thermoelectrics with all-scale hierarchical architectures. Nature 2012, 489, 414–418. [Google Scholar] [CrossRef]
- Zhan, G.D.; Kuntz, J.D.; Wan, J.L.; Mukherjee, A.K. Single-wall carbon nanotubes as attractive toughening agents in alumina-based nanocomposites. Nat. Mater. 2003, 2, 38–42. [Google Scholar] [CrossRef]
- Liu, Y.F.; Liebenberg, D.H. Electromagnetic radio frequency heating in the pulsedelectric current sintering (PECS) process. MRS Commun. 2017, 7, 266–271. [Google Scholar] [CrossRef] [Green Version]
- Fu, J.; Brouwer, J.C.; Richardson, I.M.; Hermans, M.J.M. Effect of mechanical alloying and spark plasma sintering on the microstructure and mechanical properties of ODS Eurofer. Mater. Des. 2019, 177, 107849. [Google Scholar] [CrossRef]
- Cramer, C.L.; McMurray, J.W.; Lance, M.J.; Lowden, R.A. Reaction-bond composite synthesis of SiC-TiB2 by spark plasma sintering/field-assisted sintering technology (SPS/FAST). J. Eur. Ceram. Soc. 2020, 40, 988–995. [Google Scholar] [CrossRef]
- Weston, N.S.; Thomas, B.; Jackson, M. Processing metal powders via field assisted sintering technology (FAST): A critical review. Mater. Sci. Technol. 2019, 35, 1306–1328. [Google Scholar] [CrossRef]
- Gan, H.; Wang, C.B.; Shen, Q.; Zhang, L.M. Preparation of La2NiMnO6 double perovskite ceramics by plasma activated sintering. J. Inorg. Mater. 2019, 34, 541–545. [Google Scholar] [CrossRef]
- Peigney, A. Composite materials: Tougher ceramics with nanotubes. Nat. Mater. 2003, 2, 15–16. [Google Scholar] [CrossRef]
- Tan, Z.; Wang, L.; Xue, Y.F.; Zhang, P.; Cao, T.Q.; Cheng, W.X. High-entropy alloy particle reinforced Al-based amorphous alloy composite with ultrahigh strength prepared by spark plasma sintering. Mater. Des. 2016, 109, 219–226. [Google Scholar] [CrossRef]
- Okuni, T.; Miyamoto, Y.; Abe, H.; Naito, M. Joining of AlN and graphite disks using interlayer tapes by spark plasma sintering. Mater. Des. 2016, 54, 755–759. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Kandukuri, S.; Froyen, L. Consolidation enhancement in spark-plasma sintering: Impact of high heating rates. J. Appl. Phys. 2007, 102, 114913. [Google Scholar] [CrossRef]
- Bolsonella, A.; Naimi, F.; Heintz, O.; Tricone, T.; Couque, H.; Bernard, F. Influence of oxygen induced during high-energy ball milling process on the mechanical properties of sintered nickel by SPS. J. Alloys Compd. 2021, 856, 157869. [Google Scholar] [CrossRef]
- Pan, J.; Dai, T.; Lu, T.; Ni, X.; Dai, J.; Li, M. Microstructure and mechanical properties of Nb25Mo25Ta25W25 and Ti8Nb23Mo23Ta23W23 high entropy alloys prepared by mechanical alloying and spark plasma sintering. Mater. Sci. Eng. 2018, 738, 362–366. [Google Scholar] [CrossRef]
- Kim, Y.; Ho Lee, K.; Kim, E.; Cheong, D.; Hyung Hon, S. Fabrication of high temperature oxides dispersion strengthened tungsten composites by spark plasma sintering process. Int. J. Refract. Hard Met. 2009, 27, 842–846. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| %At Experimental | %At Theoretical | |
|---|---|---|
| W | 28.0 | 30.6 |
| Mo | 20.2 | 23.1 |
| Ta | 23.3 | 21.4 |
| Nb | 26.4 | 24.9 |
| %At Experimental | %At Theoretical | |
|---|---|---|
| W | 38.8 | 30.6 |
| Mo | 23.6 | 23.1 |
| Ta | 21.1 | 21.4 |
| Nb | 16.5 | 24.9 |
| Vacuum Arc Melting [11] | Mechanical Activation + SPS [32] | SHS + SPS This Work | |
|---|---|---|---|
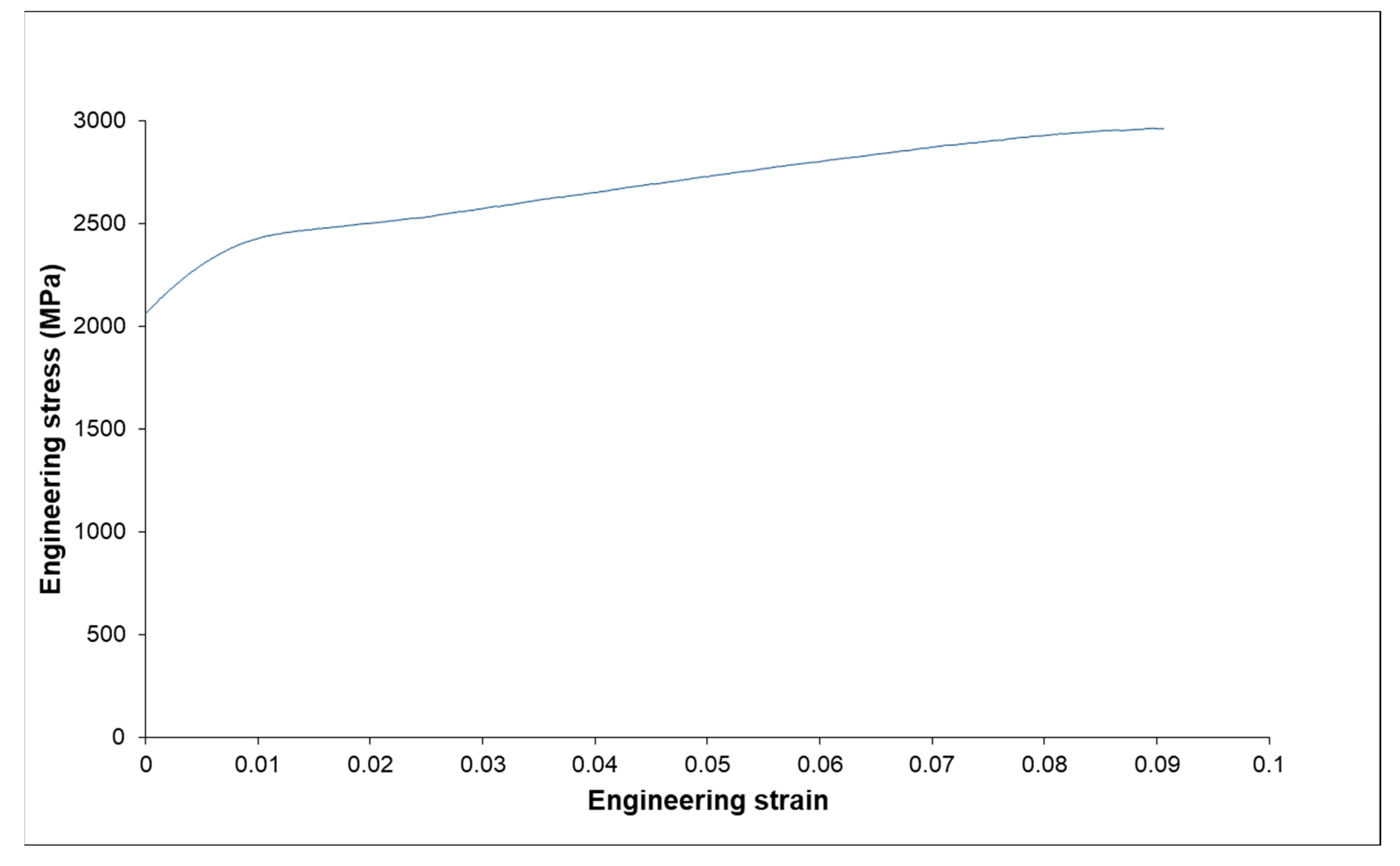
| Yield stress (MPa) | 1058 | 1058 | 2080 ± 50 |
| Maximum strain (%) | 2.6 | 16.8 | 9.0 ± 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moser, M.; Dine, S.; Vrel, D.; Perrière, L.; Pirès-Brazuna, R.; Couque, H.; Bernard, F. Elaboration and Characterization of WMoTaNb High Entropy Alloy Prepared by Powder Metallurgy Processes. Materials 2022, 15, 5416. https://doi.org/10.3390/ma15155416
Moser M, Dine S, Vrel D, Perrière L, Pirès-Brazuna R, Couque H, Bernard F. Elaboration and Characterization of WMoTaNb High Entropy Alloy Prepared by Powder Metallurgy Processes. Materials. 2022; 15(15):5416. https://doi.org/10.3390/ma15155416
Chicago/Turabian StyleMoser, Mathias, Sarah Dine, Dominique Vrel, Loïc Perrière, Rémy Pirès-Brazuna, Hervé Couque, and Frédéric Bernard. 2022. "Elaboration and Characterization of WMoTaNb High Entropy Alloy Prepared by Powder Metallurgy Processes" Materials 15, no. 15: 5416. https://doi.org/10.3390/ma15155416