
Preliminary Study of the Fresh and Hard Properties of UHPC That Is Used to Produce 3D Printed Mortar

 , , and
, , and 
Abstract
:1. Introduction
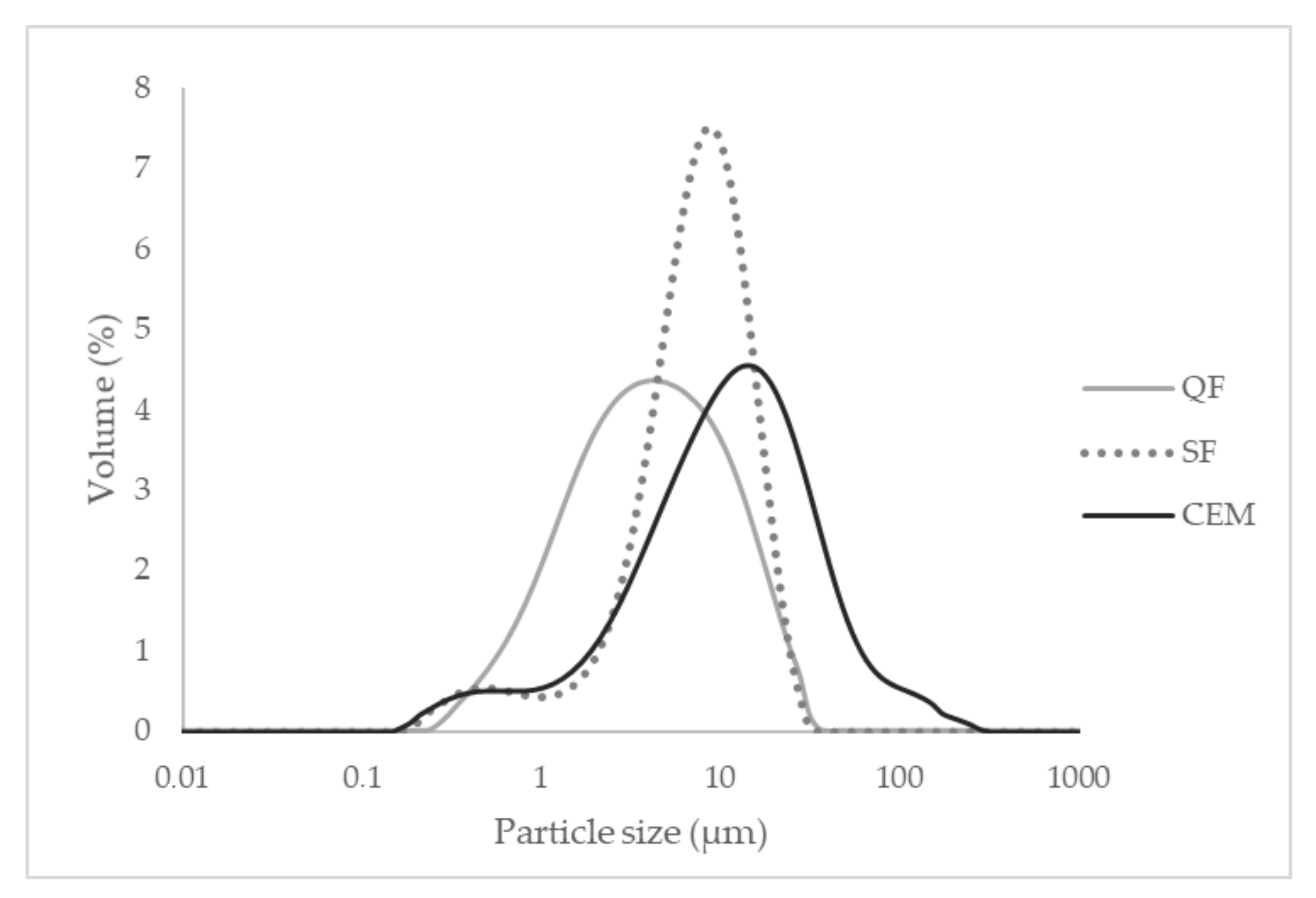
2. Materials and Methods
3. Results
3.1. Selection of Setting Accelerator
3.2. Selection of Percentage of Setting Accelerator
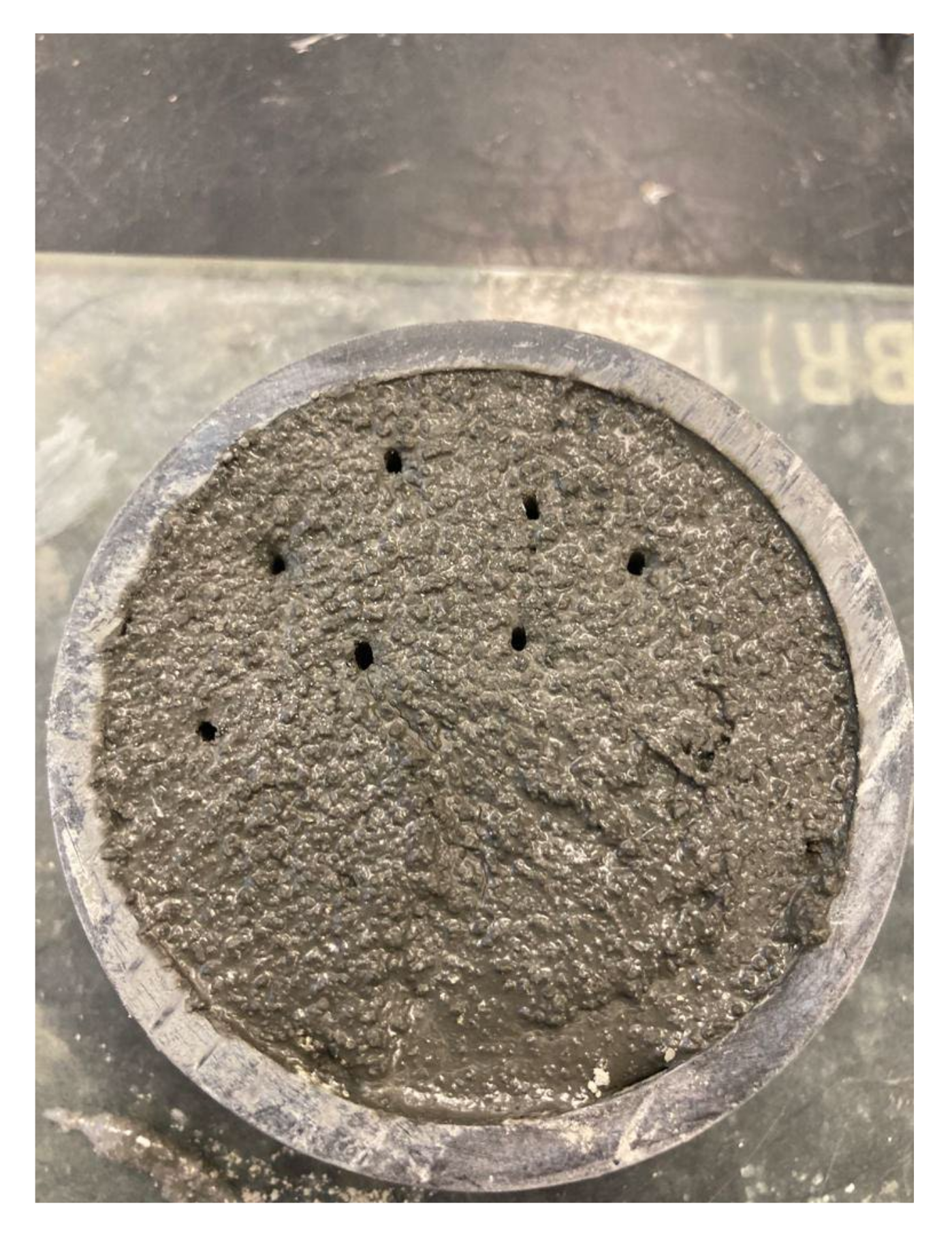
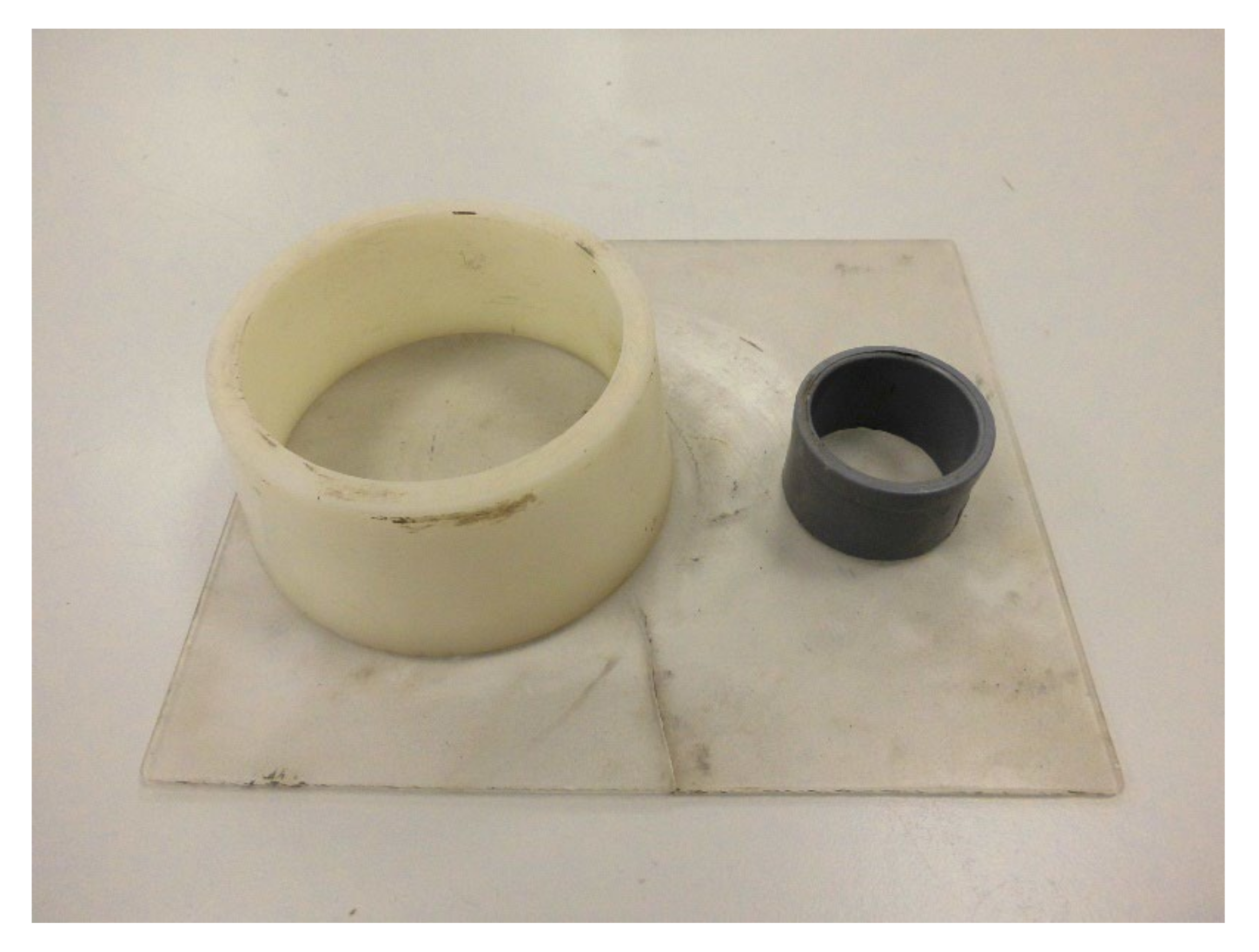
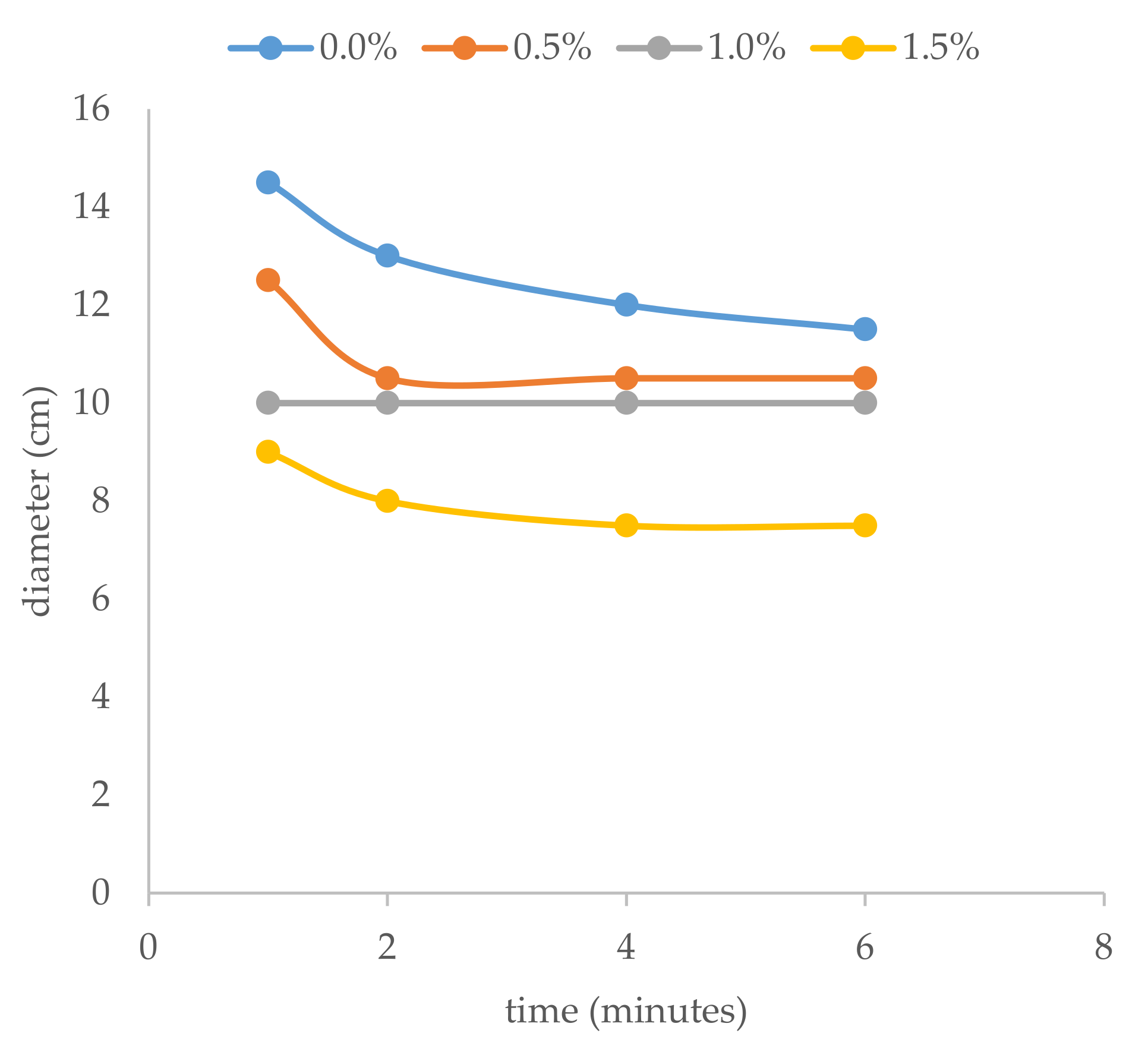
3.2.1. Influence of Percentage of Setting Accelerator on Workability
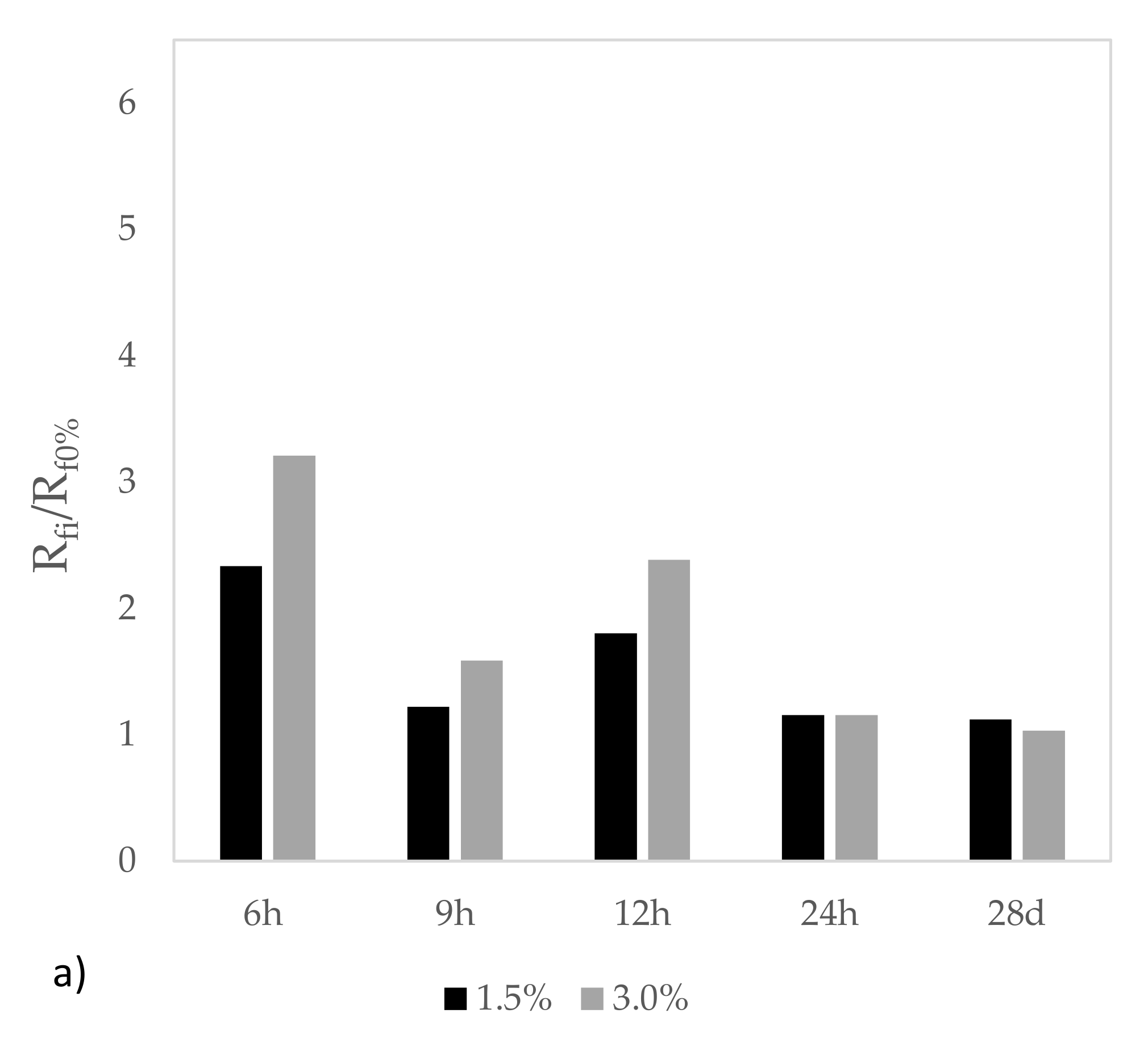
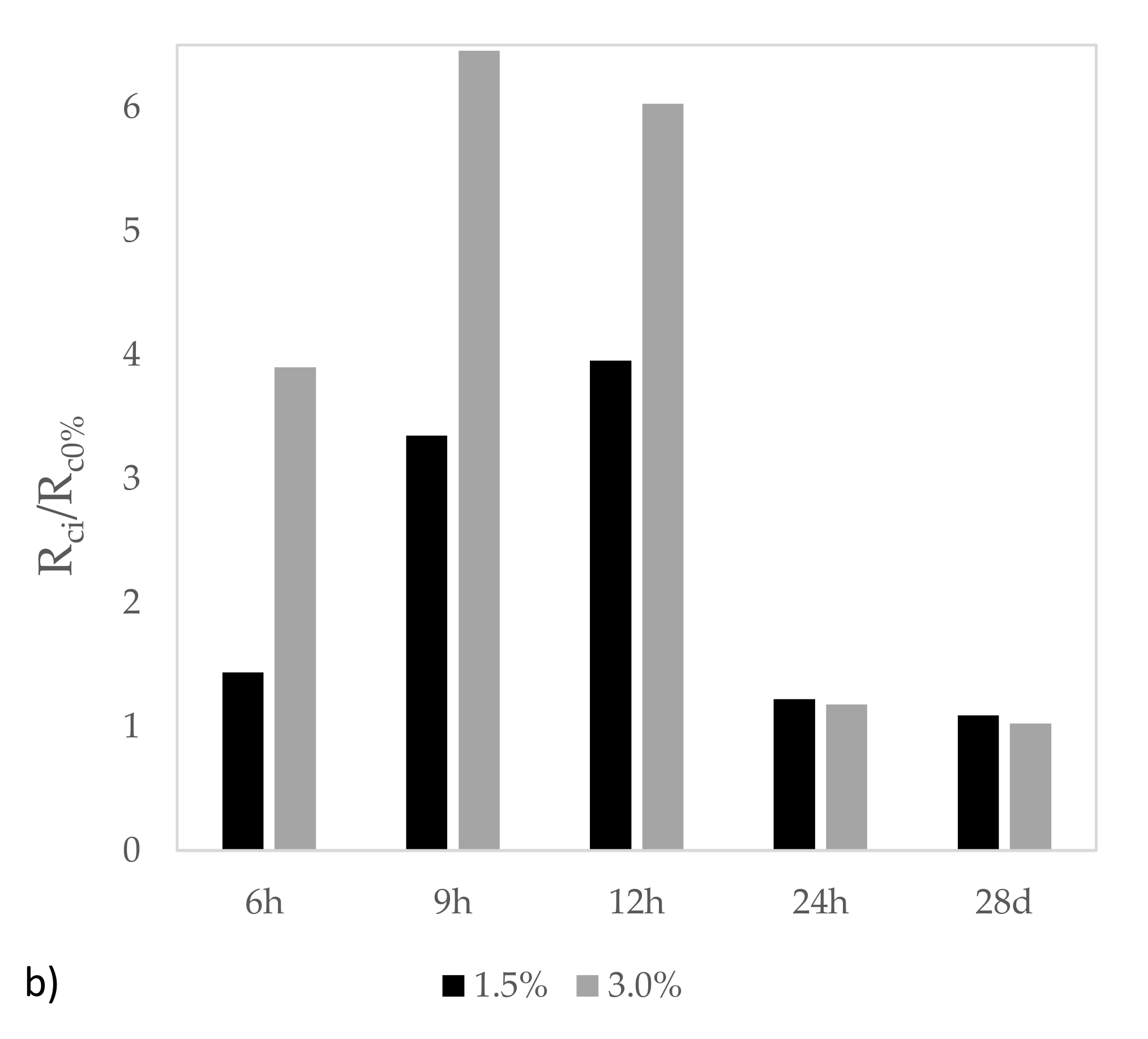
3.2.2. Influence of Percentage of Setting Accelerator on Flexural and Compressive Strength
3.3. Incorporation of Metallic Fibers
4. Discussion
5. Conclusions
- -
- Mortars with fast setting start were achieved, specifically in a time of 10 min.
- -
- The loss of workability over time was pronounced due to the high reactivity of the setting accelerator used.
- -
- The percentage of setting accelerator had an influence on the flexural and compressive strength, mainly at short curing ages, but no negative effects at longer curing ages.
- -
- With the inclusion of metal fibers, flexural strength of more than 23 MPa and compressive strength of around 76 MPa at 24 h of curing were obtained.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Serna, P.; López, J.A.; Camacho, E. UHPFRC: De los componentes a la estructura. In I Simposio Latino Americano sobre Concreto Autoadensavel, 54º Congreso Brasileiro do Concreto; IBRACON: Maceio, Brasil, 2012; pp. 59–81. ISSN 2175-8182. [Google Scholar]
- Resplendino, J. Ultra high performance concrete: New AFGC recommendations. In Designing and Building with UHPFRC; Wiley Library: Hoboken, NJ, USA, 2011; Chapter 47; pp. 713–721. ISBN 9781848212718. [Google Scholar]
- Yoggi, G.D. History of Shotcrete; American Concrete Institute (ACI): Indianapolis, IN, USA, 2002. [Google Scholar]
- Zhang, C.; Naidu, V.; Krishma, A.; Wang, S.; Zhang, Y.; Mechtcherine, V.; Banthia, N. Mix design concepts for 3D printable concrete: A review. Cem. Concr. Compos. 2021, 122, 104155. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A 2019, 125, 105533. [Google Scholar] [CrossRef]
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Buswell, R.A.; Soar, R.C.; Gibb, A.G.F.; Thorpe, A. Freeform construction: Mega-scale rapid manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Stuct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Lyu, F.; Zhao, D.; Hou, X.; Sun, L.; Zhang, Q. Overview of the development of 3D-Printing concrete: A review. Appl. Sci. 2021, 11, 9822. [Google Scholar] [CrossRef]
- Lin, J.C.; Wu, X.; Yang, W.; Zhao, R.X.; Qiao, L.G. The influence of fine aggregates on the 3D printing performance. IOP Conf. Ser. Mater. Sci. Eng. 2018, 292, 012079. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; Leal da Silva, W.R.; Nerella, V.N.; Fataei, S.; Wolfs, R.J.M.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials. Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 613–627. [Google Scholar] [CrossRef]
- Bhattacherje, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schalangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Papachristoforou, M.; Mitsopoulos, V.; Stefanidou, M. Use of by-products for partial replacement of 3D printed concrete constituents; rheology, strength and shrinkage performance. Frat. Integrità Strutt. 2019, 50, 526–536. [Google Scholar] [CrossRef] [Green Version]
- Manikandan, K.; Wi, K.; Zhang, X.; Wang, K.; Qin, H. Characterizing cement mixtures for concrete 3D printing. Manuf. Lett. 2020, 24, 33–37. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Khayat, K.H.; Sanjayan, J.G. Digital fabrication of eco ultra-high performance fiber-reinforced concrete. Cem. Concr. Compos. 2022, 125, 104281. [Google Scholar] [CrossRef]
- UNE-EN 197-1; Cement. Part I: Composition, Specifications and Conformity Criteria for Common Cements. AENOR: Madrid, Spain, 2011.
- Camacho, E. Dosage Optimization and Bolted Connections for UHPFRC Ties. Ph.D. Thesis, Universitat Politècnica de València, Valencia, Spain, 2013. [Google Scholar]
- UNE-EN 196-1; Methods of Testing Cement. Part 1: Determination of Strength. AENOR: Madrid, Spain, 2018.
- UNE-EN 196-3; Methods of Testing Cement. Part 3: Determination of Setting Times and Soundness. AENOR: Madrid, Spain, 2017.
- UNE-EN 480-2; Admixtures for concrete, mortar and grout. Test Methods. Part 2: Determination of Setting Time. AENOR: Madrid, Spain, 2007.
- Kim, B.; Jiang, S.; Aïtcin, P. Slump improvement mechanism of alkalies in PNS superplasticized cement pastes. Mater. Struct. 2000, 33, 363–369. [Google Scholar] [CrossRef]
- Lee, H.; Seo, E.A.; Kim, W.W.; Moon, J.H. Experimental study on time dependent changes in rheological properties and flow rate of 3D concrete printing. Materials 2021, 14, 6278. [Google Scholar] [CrossRef] [PubMed]
- UNE-EN 12350-5; Testing Fresh Concrete. Part 5. Flow Table Test. AENOR: Madrid, Spain, 2020.
- Kim, J.; Ryu, J.; Hooton, R.D. Evaluation of strength and set behaviour of mortar containing shotcrete set accelerators. Can. J. Civ. Eng. 2008, 35, 400–407. [Google Scholar] [CrossRef]
- Qiu, Y.; Ding, B.; Gan, J.; Guo, Z.; Zheng, C.; Jiang, H. Mechanism and preparation of liquid alkali-free liquid setting accelerator for shotcrete. IOP Conf. Ser. Mater. Sci. Eng. 2017, 182, 012034. [Google Scholar] [CrossRef] [Green Version]
- Das, S.; Ray, S.; Sarkar, S. Early strength development in concrete using preformed CSH nano crystals. Constr. Build. Mater. 2020, 233, 117214. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. B. Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Liu, J.; An, R.; Jiang, Z.; Jin, H.; Zhu, J.; Liu, W.; Huang, Z.; Xing, F.; Liu, J.; Fan, X.; et al. Effects of w/b ratio, fly ash, limestone calcined clay, seawater and sea-sand on workability, mechanical properties, drying shrinkage behavior and micro-structural characteristics of concrete. Constr. Build. Mater. 2022, 321, 126333. [Google Scholar] [CrossRef]
- Panda, B.; Mohamed, N.; Paul, S.C.; Bhagath, G.V.P.; Tan, M.; Savija, B. The effect of material fresh properties and process parameters on buildability and interlayer adhesion of 3D printed concrete. Materials 2019, 12, 2149. [Google Scholar] [CrossRef] [Green Version]
- Pan, Z.; Wang, X.; Liu, W. Properties and acceleration mechanism of cement mortar added with low alkaline liquid state setting accelerator. J. Wuhan Univ. Technol. Mater. 2014, 29, 1196–1200. [Google Scholar] [CrossRef]
- Luo, B.; Luo, Z.; Wang, D.; Shen, C.; Xia, M. Influence of alkaline and alkali-free accelerators on strength, hydration and microstructure characteristics of ultra-high performance concrete. J. Mater. Res. Technol. 2021, 15, 3283–3295. [Google Scholar] [CrossRef]
- Park, H.G.; Sung, S.K.; Park, C.G.; Won, J.P. Influence of a C12A7 mineral-based accelerator on the strength and durability of shotcrete. Cem. Concr. Res. 2008, 38, 379–385. [Google Scholar] [CrossRef]
- Min, T.-B.; Cho, I.-S.; Park, W.-J.; Choi, H.-K.; Lee, H.-S. Experimental study on the development of compressive strength of early concrete age using calcium-based hardening accelerator and high early strength cement. Constr. Build. Mater. 2014, 64, 208–214. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 1080088. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- Ye, J.; Cui, C.; Yu, J.; Yu, K.; Dong, F. Effect of polyethylene fiber content on workability and mechanical-anisotropic properties of 3D printed ultra-high ductile concrete. Constr. Build. Mater. 2021, 281, 122586. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-printed fiber-reinforced Portland cement paste. Cem. Concr. Compos. 2017, 79, 62–72. [Google Scholar] [CrossRef]
- Rehman, A.U.; Kim, J.H. 3D Concrete printing: A systematic review of rheology, mix designs, mechanical, microstructural and durability characteristics. Materials 2021, 14, 3800. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | CEM I 52.5R | Microsilica 940 U |
|---|---|---|
| SiO2 | 19.29 | 95.80 |
| Al2O3 | 5.22 | 0.31 |
| Fe2O3 | 3.51 | 0.14 |
| CaO | 61.75 | 0.38 |
| MgO | 2.07 | 0.10 |
| SO3 | 3.55 | 0.02 |
| Na2O + K2O | 1.23 | 0.32 |
| Others | 1.42 | _ |
| Loss on ignition (950 °C) | 1.96 | 2.93 |
| Material | Dosage (kg/m3) |
|---|---|
| CEM I 52.5R | 800 |
| Water | 170 |
| Sika ViscoCrete | 4 |
| Sand 0.8 | 562 |
| Sand 0.4 | 302 |
| Filler addition (quartz flour) | 225 |
| Active addition (microsilica) | 175 |
| Incorporation in Mixer Machine | Solid Materials (Without Additives) | Water | Additives | Finish Process | |
|---|---|---|---|---|---|
| Superplasticizer | Setting Accelerator | ||||
| Mixing time | 30 s | 30 s | 150 s | 600 s | Variable |
| Setting Accelerator | Initial Setting Time (Min) | |
|---|---|---|
| AKF-63 | 1.5% | 2% |
| 10:38 | 8:00 | |
| Sikaset-3 | 1.5% | 2% |
| 40:02 | 49:03 | |
| Centrament Rapid | 1.5% | 2% |
| 60:10 | 70:30 | |
| Master X-Seed 130 | 1.5% | 2% |
| 65:13 | 71:00 | |
| % Setting Accelerator | Age of Assay | Rf (MPa) | Rc (MPa) |
|---|---|---|---|
| 0.0% | 6 h | 1.05 ± 0.31 | 1.92 ± 0.23 |
| 9 h | 2.51 ± 0.27 | 2.20 ± 0.24 | |
| 12 h | 2.76 ± 0.28 | 4.70 ± 0.32 | |
| 24 h | 8.08 ± 0.31 | 51.52 ± 1.93 | |
| 7 d | 13.86 ± 0.35 | 103.31 ± 3.2 | |
| 28 d | 22.09 ± 0.35 | 125.77 ± 3.5 | |
| 1.5% | 6 h | 2.45 ± 0.29 | 2.76 ± 0.50 |
| 9 h | 3.06 ± 0.27 | 7.37 ± 0.29 | |
| 12 h | 4.98 ± 0.51 | 18.58 ± 0.96 | |
| 24 h | 9.34 ± 0.78 | 63.04 ± 0.52 | |
| 7 d | 14.80 ± 0.67 | 109.89 ± 1.66 | |
| 28 d | 24.80 ± 1.02 | 137.30 ± 1.96 | |
| 3.0% | 6 h | 3.37 ± 0.51 | 7.49 ± 0.97 |
| 9 h | 3.98 ± 0.26 | 14.20 ± 1.2 | |
| 12 h | 6.58 ± 0.50 | 28.33 ± 0.79 | |
| 24 h | 9.34 ± 0.82 | 60.84 ± 0.94 | |
| 7 d | 14.25 ± 1.02 | 105.22 ± 1.21 | |
| 28 d | 22.28 ± 0.68 | 129.14 ± 2.10 |
| Age of Assay | Rfi/Rf0 | Rci/Rc0 |
|---|---|---|
| 6 h | 2.31 | 2.71 |
| 9 h | 2.57 | 2.20 |
| 12 h | 2.07 | 1.22 |
| 24 h | 2.46 | 1.25 |
| 7 d | 2.20 | 1.26 |
| 28 d | 1.54 | 1.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gimenez-Carbo, E.; Torres, R.; Coll, H.; Roig-Flores, M.; Serna, P.; Soriano, L. Preliminary Study of the Fresh and Hard Properties of UHPC That Is Used to Produce 3D Printed Mortar. Materials 2022, 15, 2750. https://doi.org/10.3390/ma15082750
Gimenez-Carbo E, Torres R, Coll H, Roig-Flores M, Serna P, Soriano L. Preliminary Study of the Fresh and Hard Properties of UHPC That Is Used to Produce 3D Printed Mortar. Materials. 2022; 15(8):2750. https://doi.org/10.3390/ma15082750
Chicago/Turabian StyleGimenez-Carbo, Ester, Raquel Torres, Hugo Coll, Marta Roig-Flores, Pedro Serna, and Lourdes Soriano. 2022. "Preliminary Study of the Fresh and Hard Properties of UHPC That Is Used to Produce 3D Printed Mortar" Materials 15, no. 8: 2750. https://doi.org/10.3390/ma15082750