
Temperature Dependent on Mechanical and Rheological Properties of EPDM-Based Magnetorheological Elastomers Using Silica Nanoparticles

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Experimental
2.1. MRE Fabrication
2.2. Physicochemical Properties
2.3. Rheological Properties
3. Results and Discussion
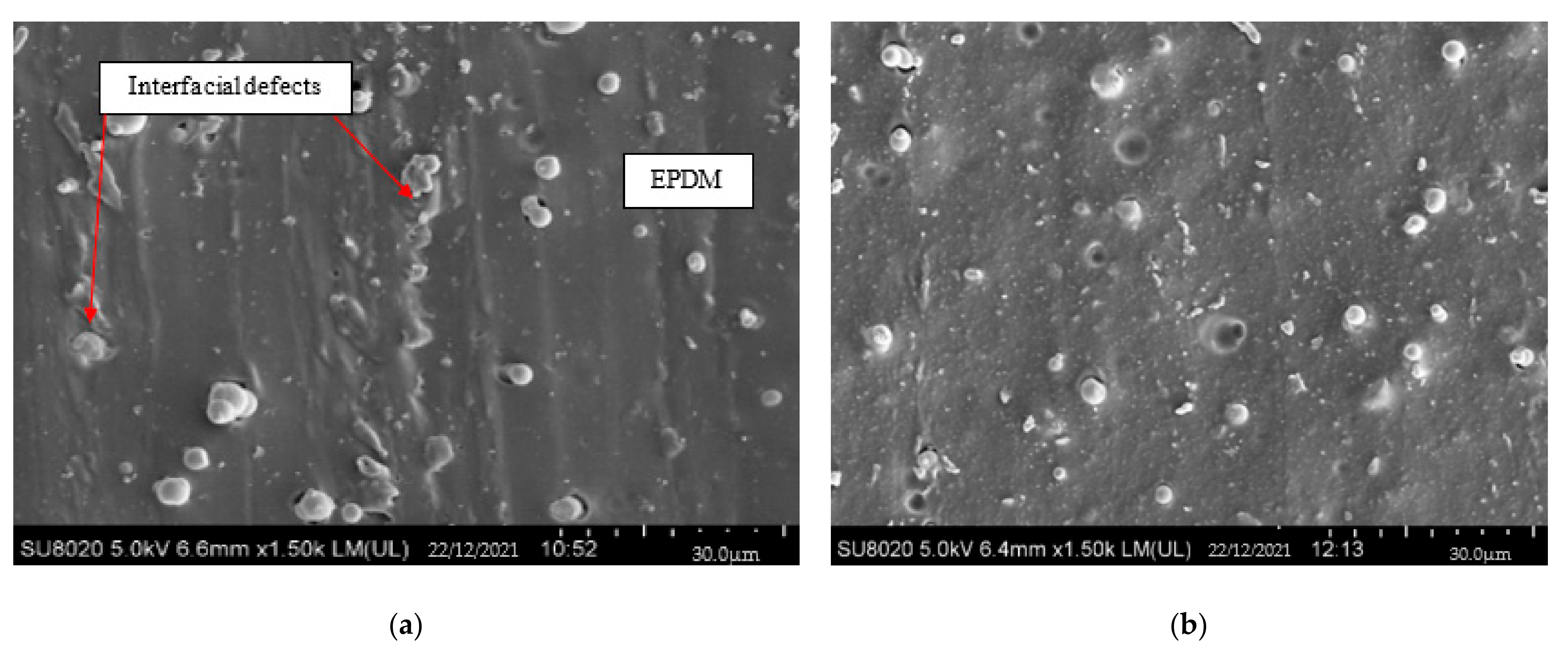
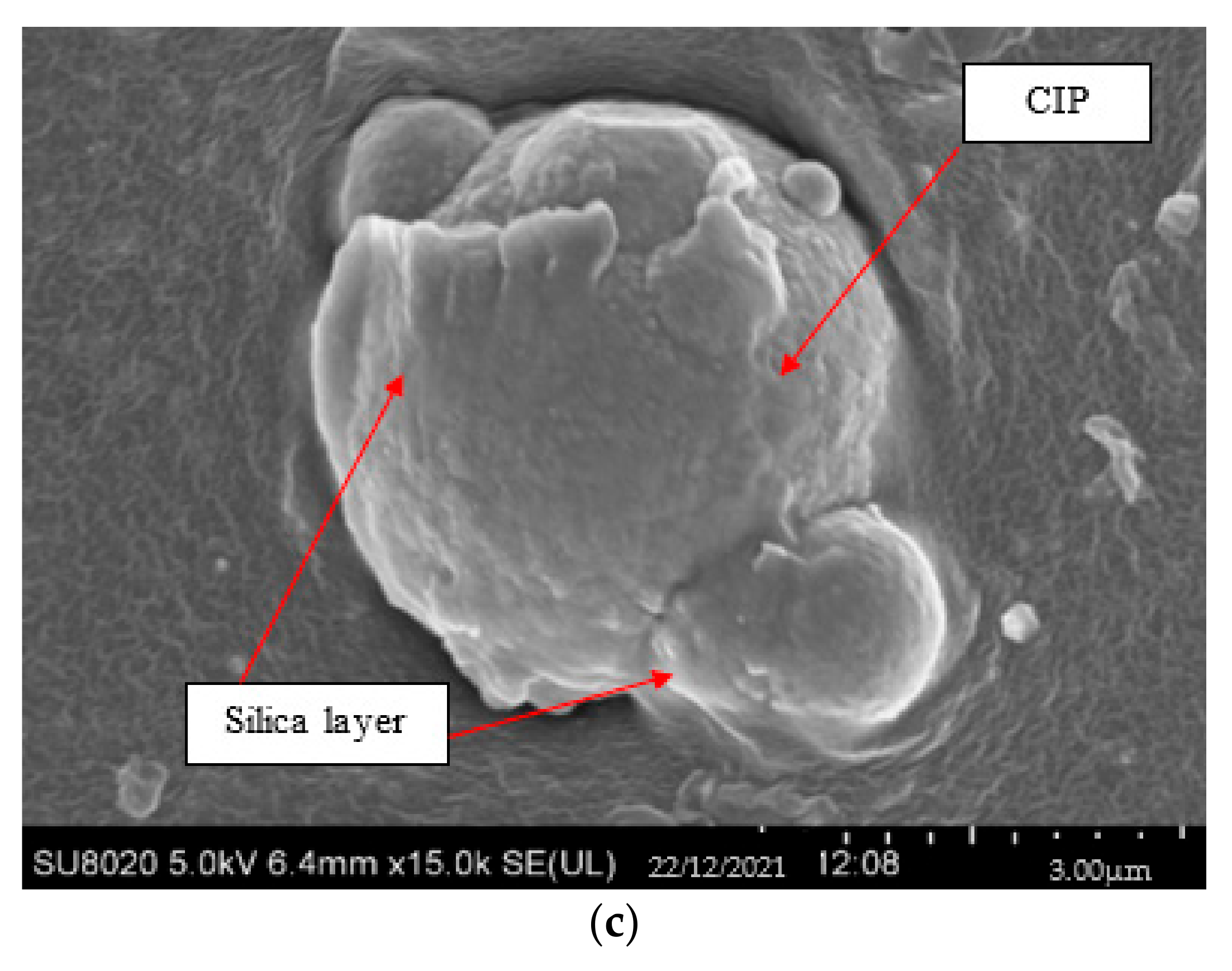
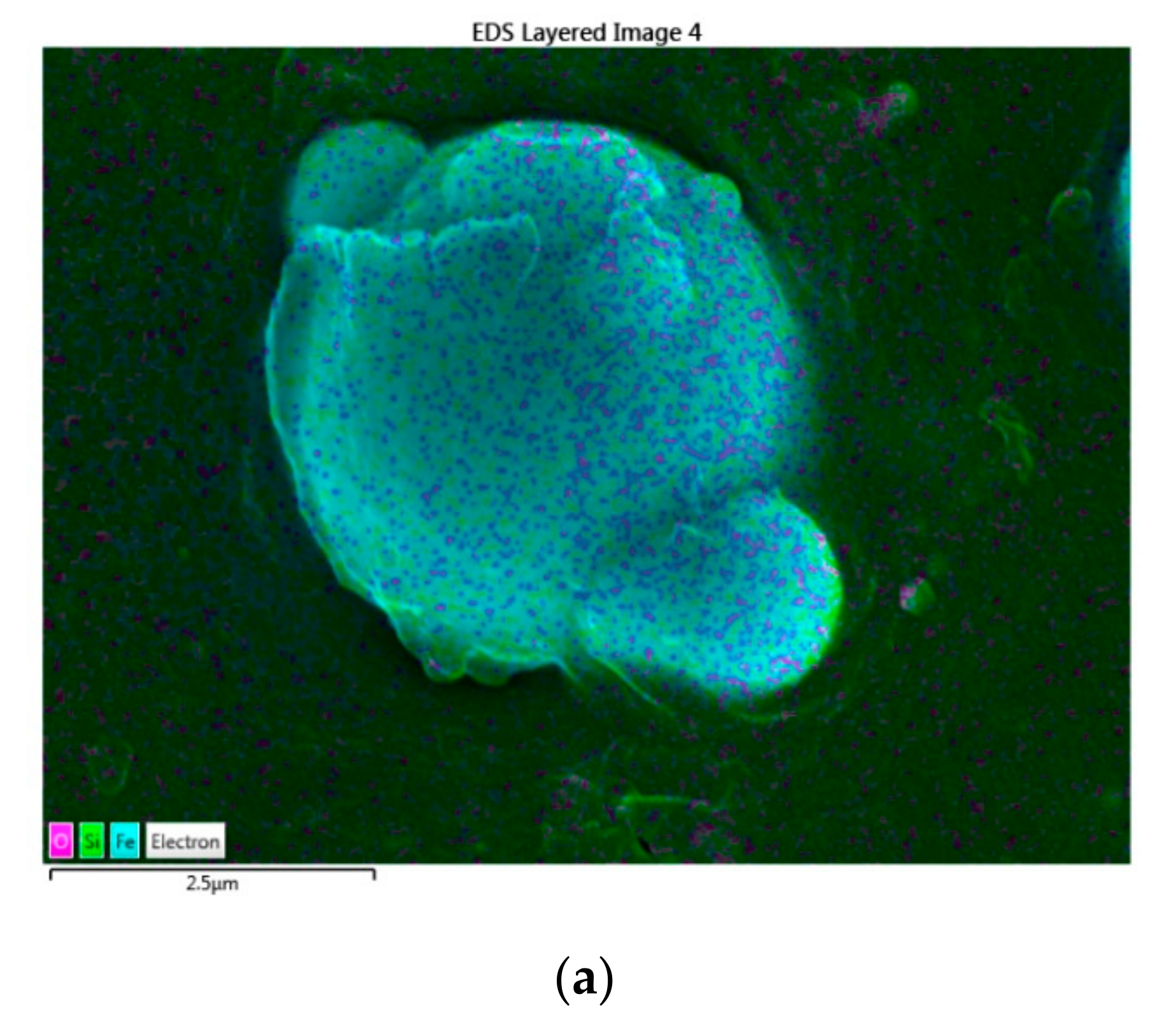
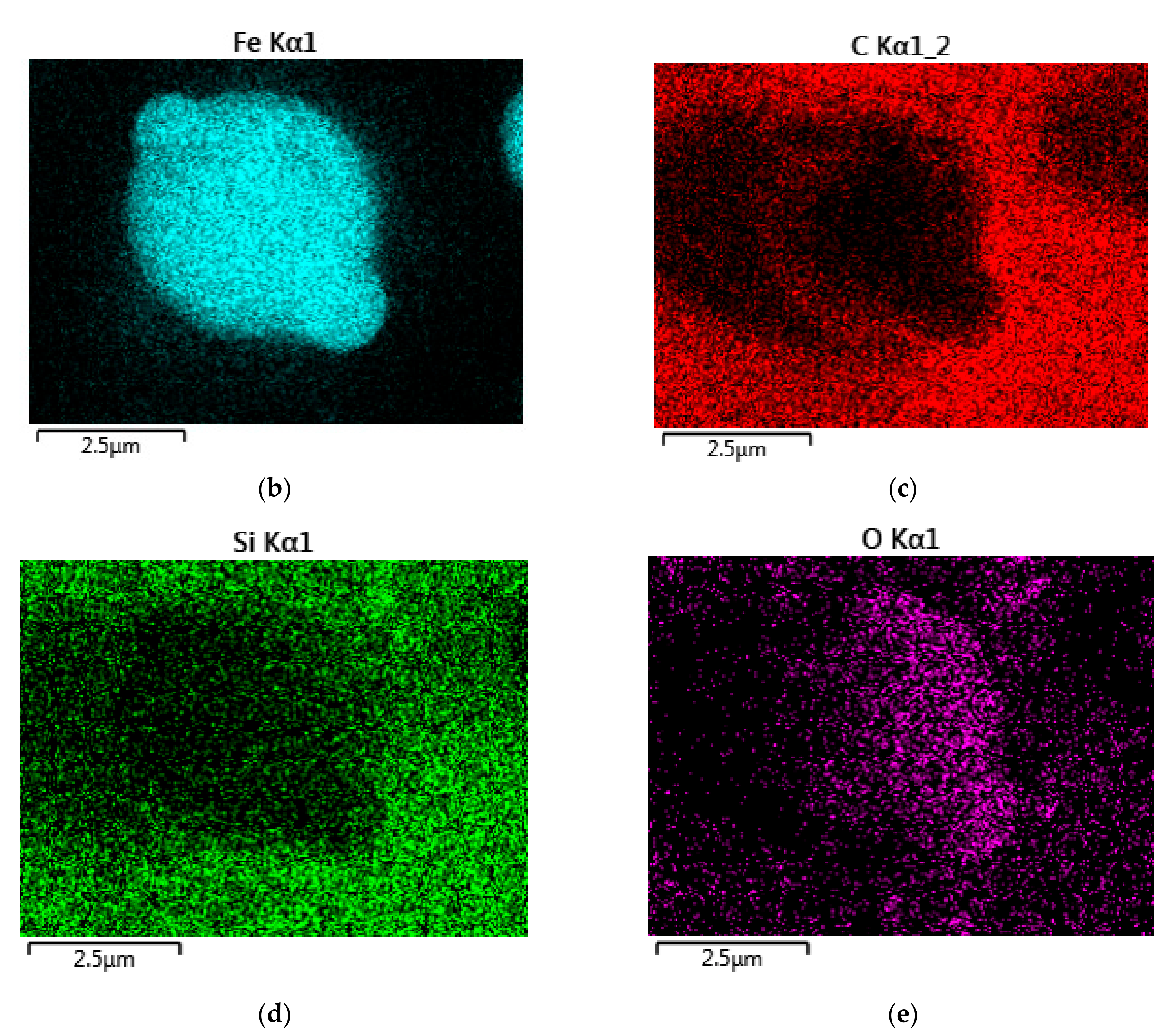
3.1. Microstructure Appearance
3.2. Thermal Stability
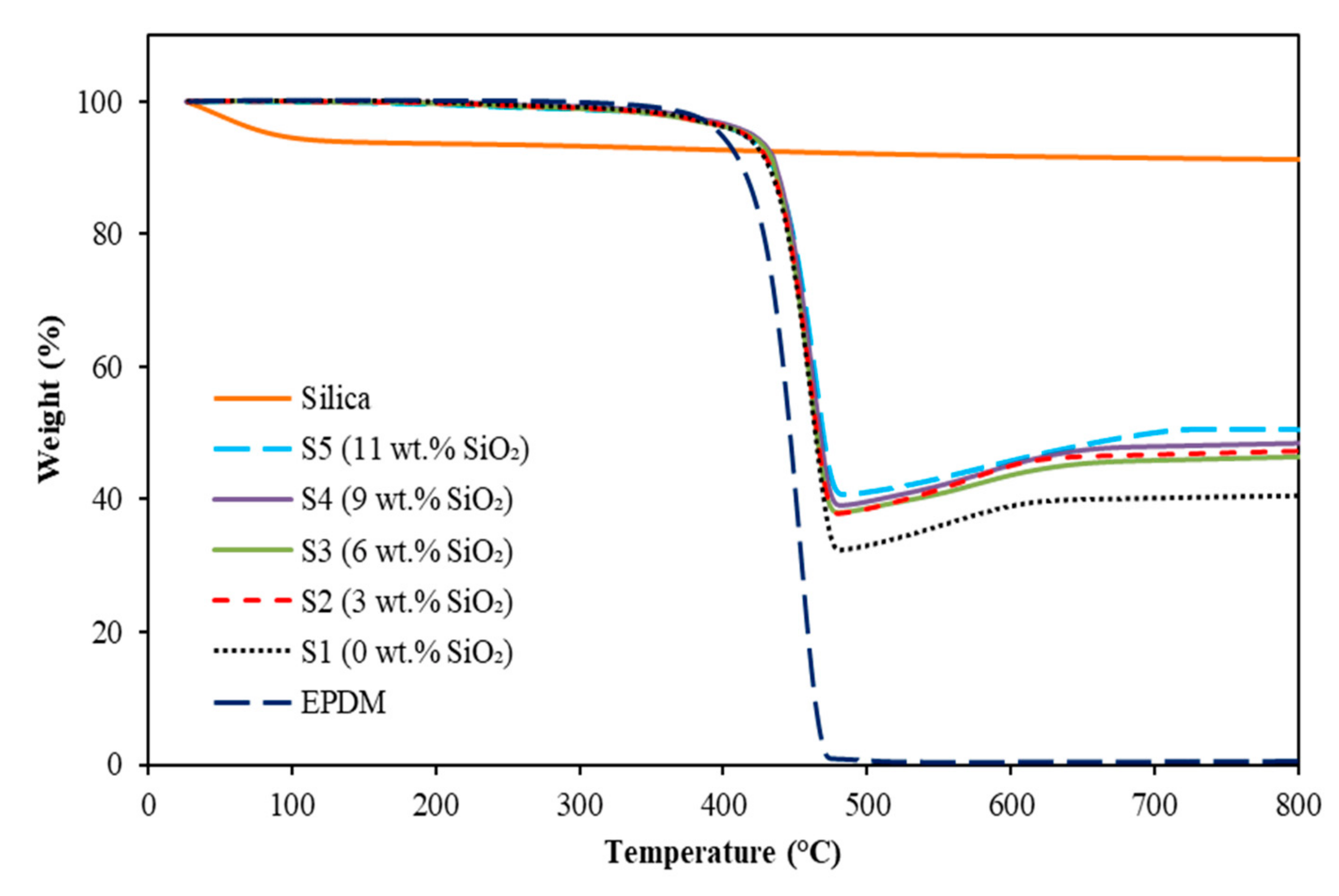
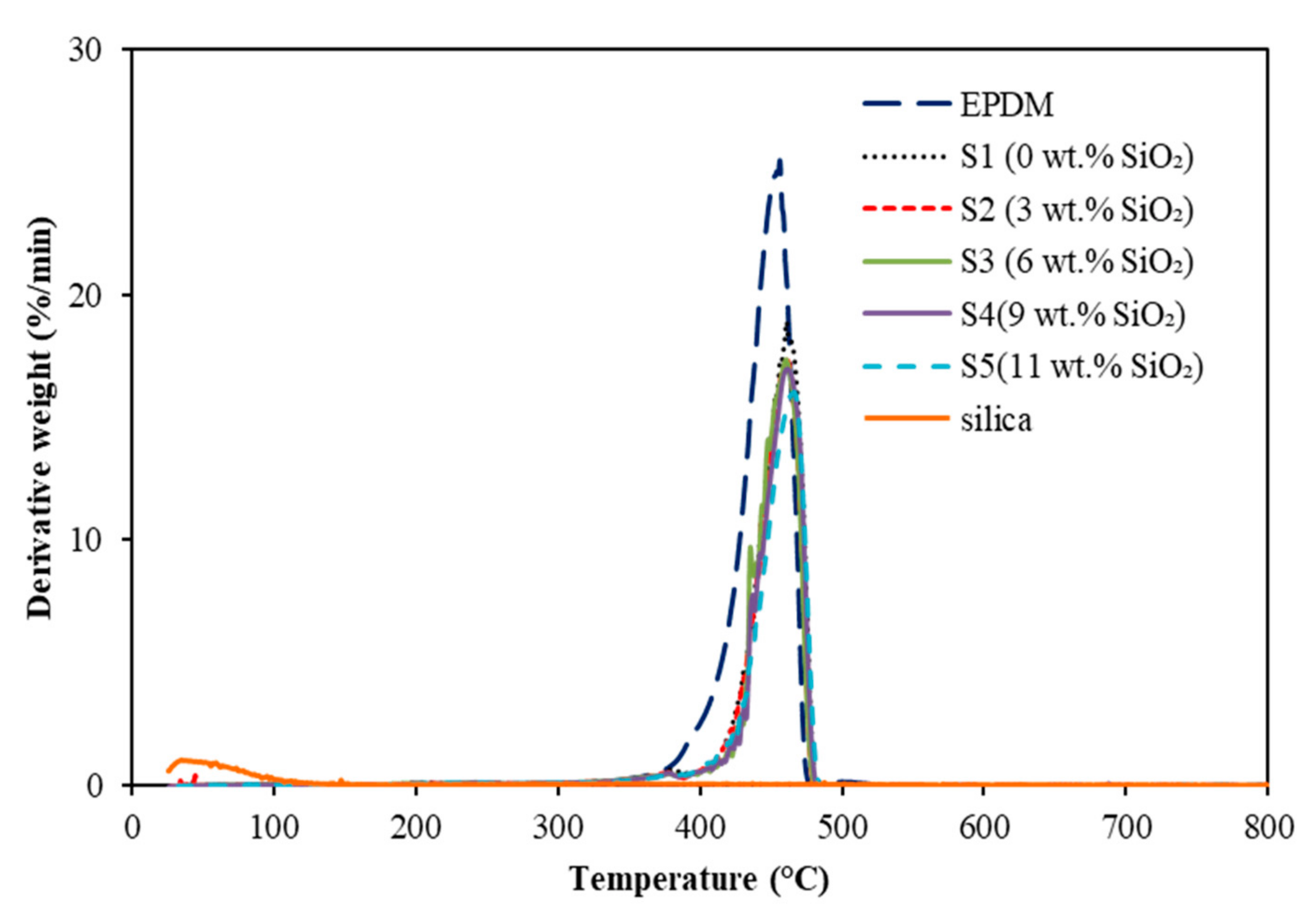
3.2.1. Thermogravimetric Analysis (TGA)
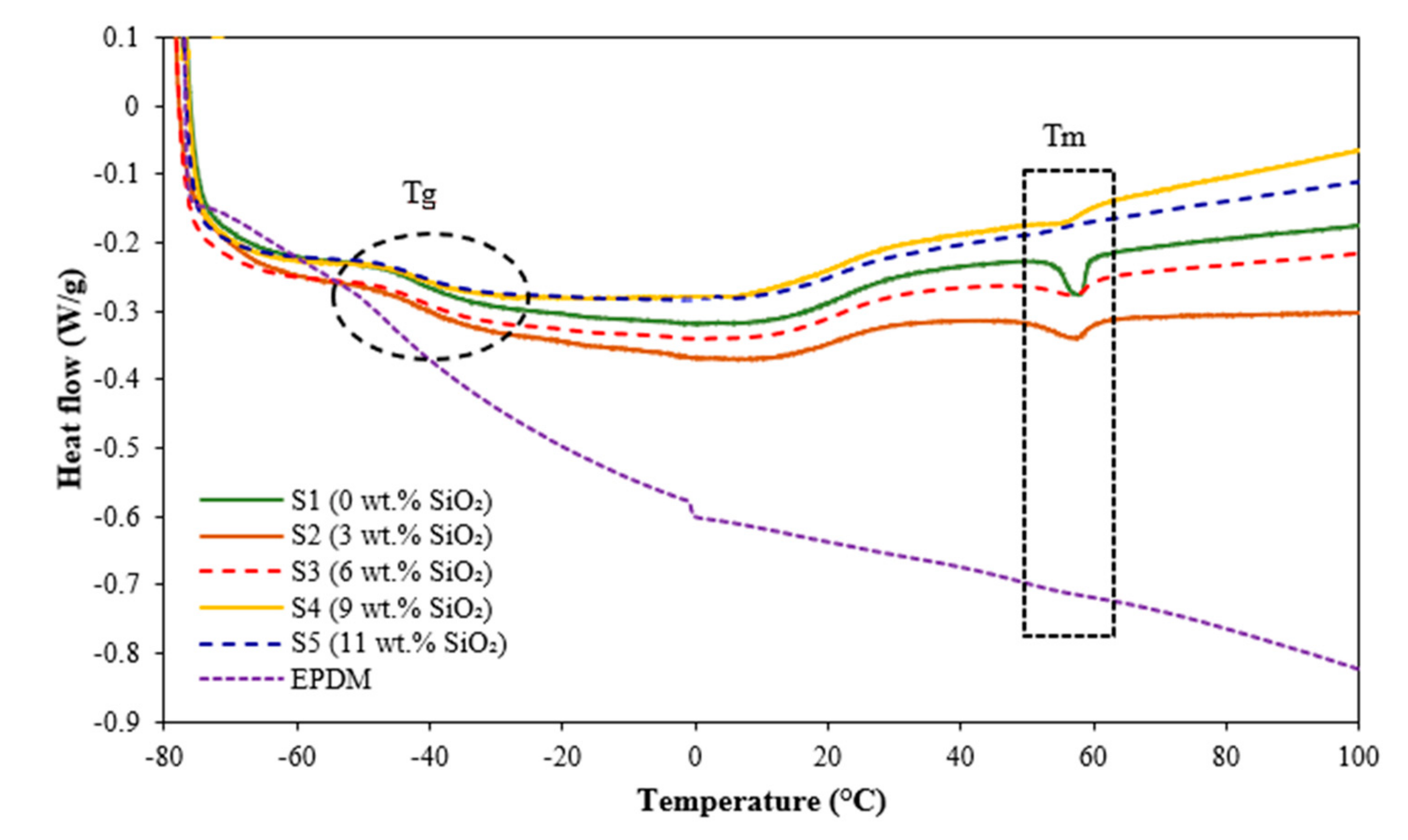
3.2.2. Differential Scanning Calorimetry (DSC)
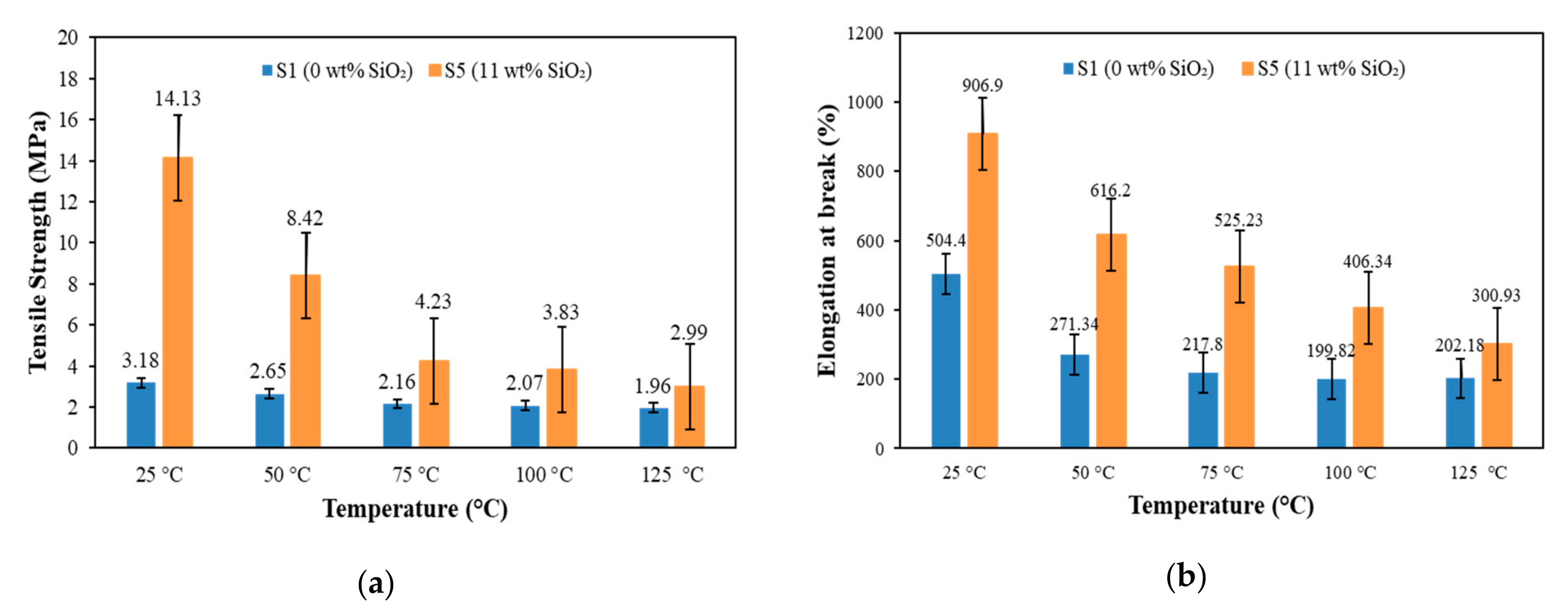
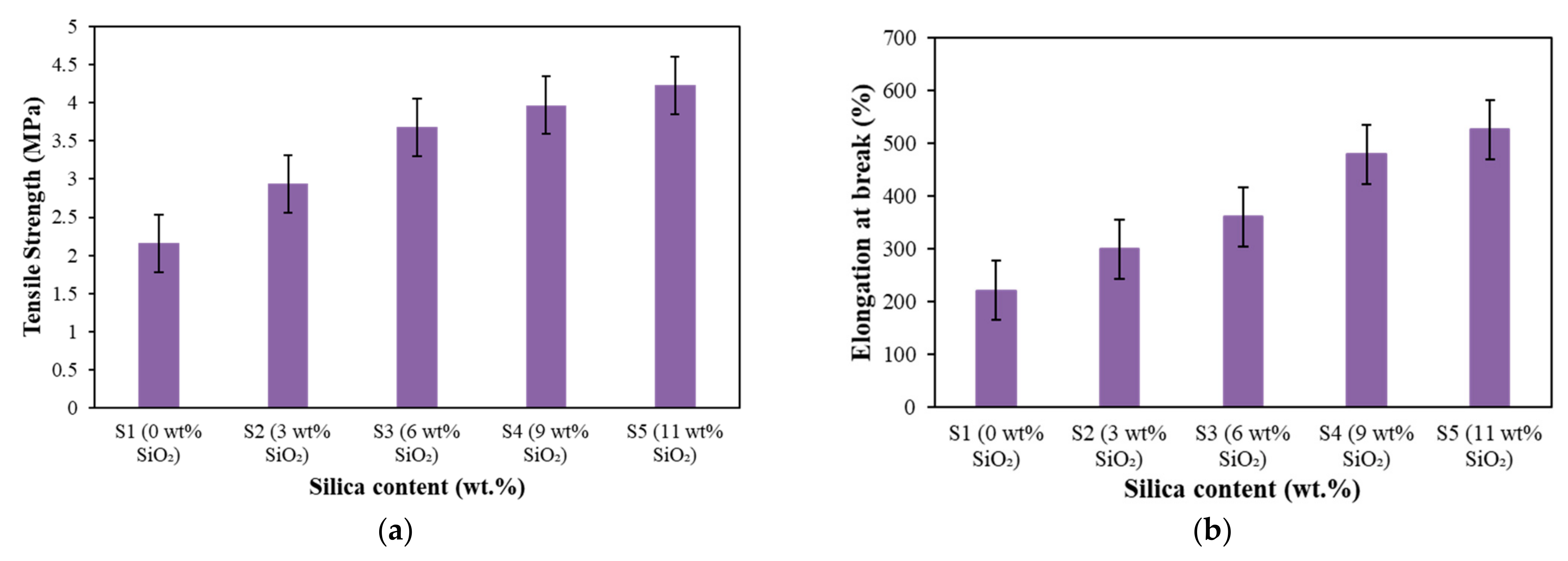
3.3. Tensile Properties
3.4. Rheological Properties
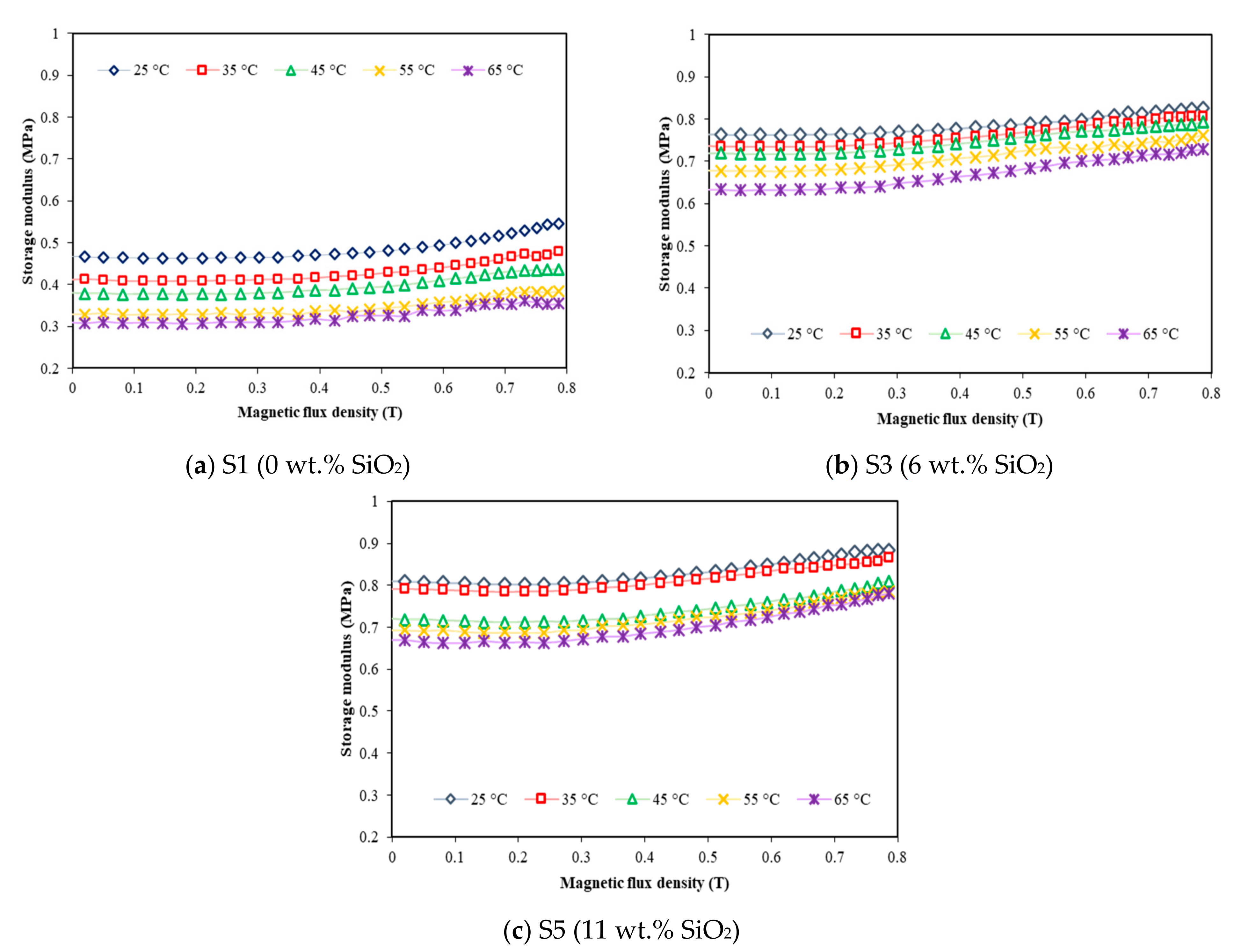
3.4.1. Storage Modulus Variation with Magnetic Field Strength and Temperature
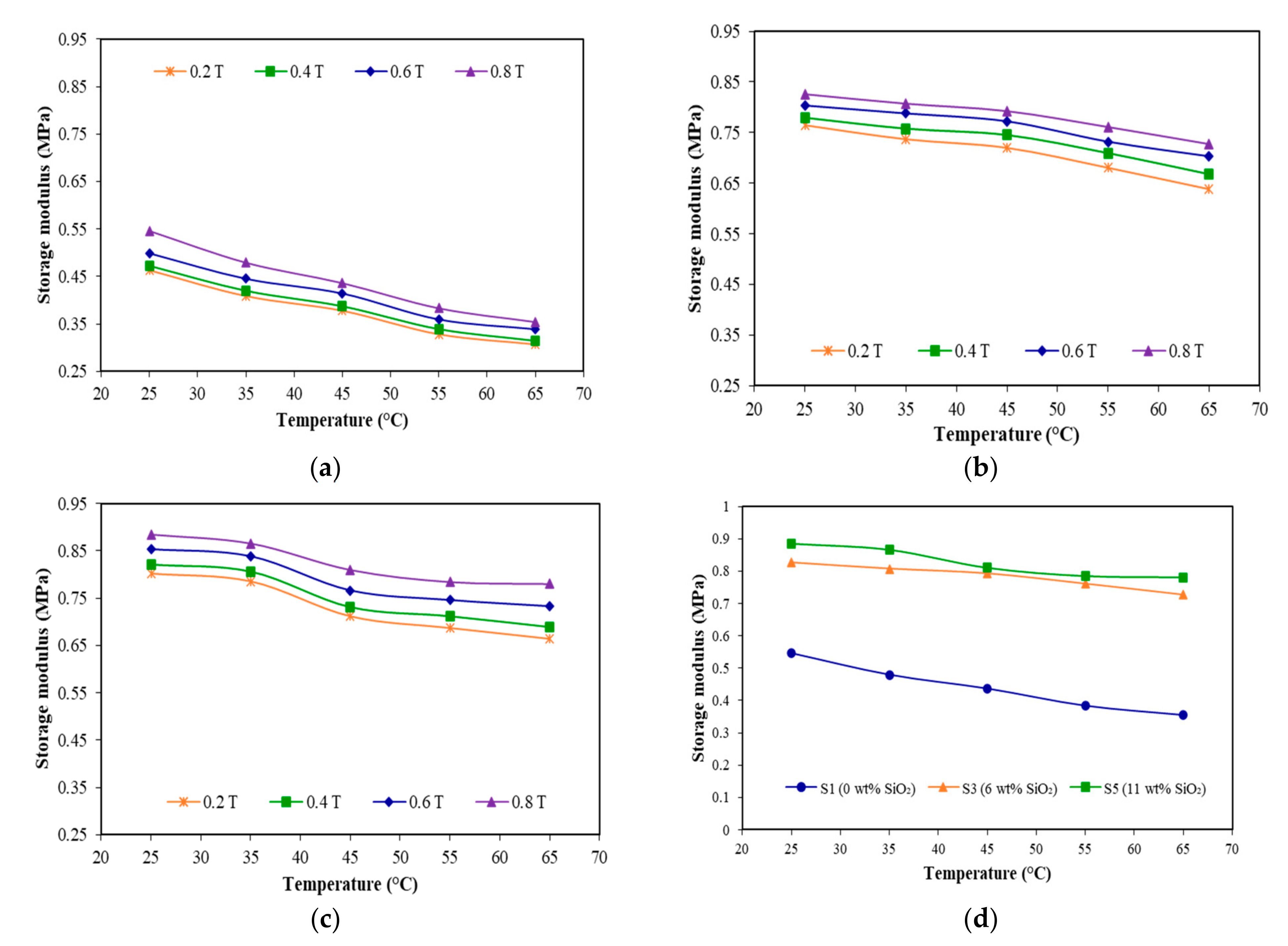
3.4.2. Storage Modulus Variation with Various Temperatures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Arslan Hafeez, M.; Usman, M.; Umer, M.A.; Hanif, A. Recent Progress in Isotropic Magnetorheological Elastomers and Their Properties: A Review. Polymers 2020, 12, 3023. [Google Scholar] [CrossRef] [PubMed]
- Morillas, J.R.; de Vicente, J. Magnetorheology: A review. Soft Matter 2020, 16, 9614–9642. [Google Scholar] [CrossRef]
- Kang, S.; Choi, K.; Nam, J.-D.; Choi, H. Magnetorheological Elastomers: Fabrication, Characteristics, and Applications. Materials 2020, 13, 4597. [Google Scholar] [CrossRef]
- Ubaidillah; Sutrisno, J.; Purwanto, A.; Mazlan, S.A. Recent Progress on Magnetorheological Solids: Materials, Fabrication, Testing, and Applications. Adv. Eng. Mater. 2015, 17, 563–597. [Google Scholar] [CrossRef]
- Yu, M.; Zhao, L.; Fu, J.; Zhu, M. Thermal effects on the laminated magnetorheological elastomer isolator. Smart Mater. Struct. 2016, 25, 115039. [Google Scholar] [CrossRef]
- Li, Y.; Li, J.; Li, W.; Samali, B. Development and characterization of a magnetorheological elastomer based adaptive seismic isolator. Smart Mater. Struct. 2013, 22, 035005. [Google Scholar] [CrossRef]
- Deng, H.; Gong, X. Application of magnetorheological elastomer to vibration absorber. Commun. Nonlinear Sci. Numer. Simul. 2008, 13, 1938–1947. [Google Scholar] [CrossRef]
- Deng, H.; Gong, X.; Wang, L. Development of an adaptive tuned vibration absorber with magnetorheological elastomer. Smart Mater. Struct. 2006, 15, N111–N116. [Google Scholar] [CrossRef]
- Burgaz, E.; Goksuzoglu, M. Effects of magnetic particles and carbon black on structure and properties of magnetorheological elastomers. Polym. Test. 2020, 81, 106233. [Google Scholar] [CrossRef]
- Perales-Martínez, I.A.; Palacios-Pineda, L.M.; Lozano-Sánchez, L.M.; Martínez-Romero, O.; Puente-Cordova, J.G.; Elías-Zúñiga, A. Enhancement of a magnetorheological PDMS elastomer with carbonyl iron particles. Polym. Test. 2017, 57, 78–86. [Google Scholar] [CrossRef]
- Puente-Córdova, J.; Reyes-Melo, M.; Palacios-Pineda, L.; Martínez-Perales, I.; Martínez-Romero, O.; Elías-Zúñiga, A. Fabrication and Characterization of Isotropic and Anisotropic Magnetorheological Elastomers, Based on Silicone Rubber and Carbonyl Iron Microparticles. Polymers 2018, 10, 1343. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abdul Aziz, S.A.; Mazlan, S.A.; Nik Ismail, N.I.; Choi, S.-B.; Ubaidillah; Yunus, N.A.B. An enhancement of mechanical and rheological properties of magnetorheological elastomer with multiwall carbon nanotubes. J. Intell. Mater. Syst. Struct. 2017, 28, 3127–3138. [Google Scholar] [CrossRef]
- Mokhothu, T.H.; Luyt, A.S.; Messori, M. Reinforcement of EPDM rubber with in situ generated silica particles in the presence of a coupling agent via a sol-gel route. Polym. Test. 2014, 33, 97–106. [Google Scholar] [CrossRef]
- Mokhothu, T.H.; Luyt, A.S.; Morselli, D.; Bondioli, F.; Messori, M. Influence of in situ -generated silica nanoparticles on EPDM morphology, thermal, thermomechanical, and mechanical properties. Polym. Compos. 2015, 36, 825–833. [Google Scholar] [CrossRef]
- Torbati-Fard, N.; Hosseini, S.M.; Razzaghi-Kashani, M. Effect of the silica-rubber interface on the mechanical, viscoelastic, and tribological behaviors of filled styrene-butadiene rubber vulcanizates. Polym. J. 2020, 52, 1223–1234. [Google Scholar] [CrossRef]
- Vipulanandan, C.; Mohammed, A. Smart Cement Compressive Piezoresistive, Stress-Strain, and Strength Behavior with Nanosilica Modification. J. Test. Eval. 2019, 47, 20170105. [Google Scholar] [CrossRef]
- Abd Rashid, R.Z.; Johari, N.; Mazlan, S.A.; Abdul Aziz, S.A.; Nordin, N.A.; Nazmi, N.; Aqida, S.N.; Johari, M.A.F. Effects of silica on mechanical and rheological properties of EPDM-based magnetorheological elastomers. Smart Mater. Struct. 2021, 30, 105033. [Google Scholar] [CrossRef]
- Azizi, S.; Momen, G.; Ouellet-Plamondon, C.; David, E. Performance improvement of EPDM and EPDM/Silicone rubber composites using modified fumed silica, titanium dioxide and graphene additives. Polym. Test. 2020, 84, 106281. [Google Scholar] [CrossRef]
- Khan, H.; Amin, M.; Yasin, M.; Ali, M.; Ahmad, A. Effect of hybrid-SiO2 particles on characterization of EPDM and silicone rubber composites for outdoor high-voltage insulations. J. Polym. Eng. 2017, 37, 671–680. [Google Scholar] [CrossRef]
- Morselli, D.; Bondioli, F.; Luyt, A.S.; Mokhothu, T.H.; Messori, M. Preparation and characterization of EPDM rubber modified with in situ generated silica. J. Appl. Polym. Sci. 2013, 128, 2525–2532. [Google Scholar] [CrossRef]
- Małecki, P.; Królewicz, M.; Hiptmair, F.; Krzak, J.; Kaleta, J.; Major, Z.; Pigłowski, J. Influence of carbonyl iron particle coating with silica on the properties of magnetorheological elastomers. Smart Mater. Struct. 2016, 25, 105030. [Google Scholar] [CrossRef]
- Qi, S.; Yu, M.; Fu, J.; Zhu, M.; Xie, Y.; Li, W. An EPDM/MVQ polymer blend based magnetorheological elastomer with good thermostability and mechanical performance. Soft Matter 2018, 14, 8521–8528. [Google Scholar] [CrossRef]
- Feng, J.; Yan, Y.; Chen, D.; Ni, W.; Yang, J.; Ma, S.; Mo, W. Study of thermal stability of fumed silica based thermal insulating composites at high temperatures. Compos. Part. B Eng. 2011, 42, 1821–1825. [Google Scholar] [CrossRef]
- Qiao, X.; Lu, X.; Gong, X.; Yang, T.; Sun, K.; Chen, X. Effect of carbonyl iron concentration and processing conditions on the structure and properties of the thermoplastic magnetorheological elastomer composites based on poly(styrene-b-ethylene-co-butylene-b-styrene) (SEBS). Polym. Test. 2015, 47, 51–58. [Google Scholar] [CrossRef]
- Nayak, B.; Dwivedy, S.K.; Murthy, K.S.R.K. Fabrication and characterization of magnetorheological elastomer with carbon black. J. Intell. Mater. Syst. Struct. 2015, 26, 830–839. [Google Scholar] [CrossRef]
- Kim, J.Y.; Kim, S.H.; Kang, S.W.; Chang, J.H.; Ahn, S.H. Crystallization and melting behavior of silica nanoparticles and poly(ethylene 2,6-naphthalate) hybrid nanocomposites. Macromol. Res. 2006, 14, 146–154. [Google Scholar] [CrossRef]
- Samaržija-Jovanović, S.; Jovanović, V.; Marković, G.; Konstantinović, S.; Marinović-Cincović, M. Nanocomposites based on silica-reinforced ethylene-propylene-diene-monomer/acrylonitrile-butadiene rubber blends. Compos. Part B Eng. 2011, 42, 1244–1250. [Google Scholar] [CrossRef]
- Stelescu, M.D.; Airinei, A.; Grigoras, C.; Niculescu-Aron, I.G. Use of differential scanning calorimetry (DSC) in the characterization of EPDM/PP blends. Int. J. Thermophys. 2010, 31, 2264–2274. [Google Scholar] [CrossRef]
- Wan, Y.; Xiong, Y.; Zhang, S. Temperature dependent dynamic mechanical properties of Magnetorheological elastomers: Experiment and modeling. Compos. Struct. 2018, 202, 768–773. [Google Scholar] [CrossRef]
- Zhang, W.; Gong, X.; Xuan, S.; Jiang, W. Temperature-Dependent Mechanical Properties and Model of Magnetorheological Elastomers. Ind. Eng. Chem. Res. 2011, 50, 6704–6712. [Google Scholar] [CrossRef]
- Meng, F.; Elsahati, M.; Liu, J.; Richards, R.F. Thermal resistance between amorphous silica nanoparticles. J. Appl. Phys. 2017, 121, 194302. [Google Scholar] [CrossRef]
- Najam, M.; Hussain, M.; Ali, Z.; Maafa, I.M.; Akhter, P.; Majeed, K.; Ahmed, A.; Shehzad, N. Influence of silica materials on synthesis of elastomer nanocomposites: A review. J. Elastomers Plast. 2019, 52, 747–771. [Google Scholar] [CrossRef]
- Akpinar Borazan, A. Preparation and Characterization of Epdm Rubber Mixture for a Heat Resistant Conveyor Belt Cover. ANADOLU Univ. J. Sci. Technol. A—Appl. Sci. Eng. 2017, 18, 507–520. [Google Scholar] [CrossRef]
- Hussein, M. Effects of strain rate and temperature on the mechanical behavior of carbon black reinforced elastomers based on butyl rubber and high molecular weight polyethylene. Results Phys. 2018, 9, 511–517. [Google Scholar] [CrossRef]
- Wen, Q.; Shen, L.; Li, J.; Xuan, S.; Li, Z.; Fan, X.; Li, B.; Gong, X. Temperature dependent magneto-mechanical properties of magnetorheological elastomers. J. Magn. Magn. Mater. 2020, 497, 165998. [Google Scholar] [CrossRef]
- Yunus, N.A.; Mazlan, S.A.; Ubaidillah; Abdul Aziz, S.A.; Shilan, S.T.; Wahab, N.A.A. Thermal Stability and Rheological Properties of Epoxidized Natural Rubber-Based Magnetorheological Elastomer. Int. J. Mol. Sci. 2019, 20, 746. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ju, B.; Tang, R.; Zhang, D.; Yang, B.; Yu, M.; Liao, C. Temperature-dependent dynamic mechanical properties of magnetorheological elastomers under magnetic field. J. Magn. Magn. Mater. 2015, 374, 283–288. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tonset (°C) | T50% (°C) | Tp (°C) | Residue (%) |
|---|---|---|---|---|
| EPDM | 426.3 | 454.6 | 464.3 | 0.891 |
| S1 (0 wt.% SiO2) | 430.3 | 463.9 | 468.5 | 41.09 |
| S2 (3 wt.% SiO2) | 434.9 | 464.8 | 469.8 | 48.06 |
| S3 (6 wt.% SiO2) | 435.8 | 465.1 | 471.1 | 48.3 |
| S4 (9 wt.% SiO2) | 437.7 | 467.4 | 472.7 | 49.17 |
| S5 (11 wt.% SiO2) | 438.5 | 469.5 | 473.5 | 50.68 |
| Samples | Glass Transition Temperature, Tg (°C) | Melting Temperature, Tm (°C) | Enthalpy of Fusion, ΔHm (J/g) |
|---|---|---|---|
| S1 (0 wt.% SiO2) | −42.63 | 57.94 | 1.08 |
| S2 (3 wt.% SiO2) | −42.48 | 57.28 | 1.01 |
| S3 (6 wt.% SiO2) | −42.14 | 57.08 | 0.81 |
| S4 (9 wt.% SiO2) | −39.97 | 56.16 | 0.68 |
| S5 (11 wt.% SiO2) | −39.95 | - | - |
| EPDM | −43.7 | - | - |
| Samples | Temperature (°C) | Relative MR Effect (%) | |
|---|---|---|---|
| S1 (0 wt.% silica) | 25 | 17.02 |  |
| 35 | 17.07 | ||
| 45 | 15.79 | ||
| 55 | 15.15 | ||
| 65 | 12.9 | ||
| S3 (6 wt.% silica) | 25 | 7.89 | |
| 35 | 9.59 | ||
| 45 | 9.72 | ||
| 55 | 11.76 | ||
| 65 | 14.29 | ||
| S5 (11 wt.% silica) | 25 | 8.64 | |
| 35 | 10.12 | ||
| 45 | 12.5 | ||
| 55 | 13.04 | ||
| 65 | 16.42 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rashid, R.Z.A.; Yunus, N.A.; Mazlan, S.A.; Johari, N.; Aziz, S.A.A.; Nordin, N.A.; Khairi, M.H.A.; Johari, M.A.F. Temperature Dependent on Mechanical and Rheological Properties of EPDM-Based Magnetorheological Elastomers Using Silica Nanoparticles. Materials 2022, 15, 2556. https://doi.org/10.3390/ma15072556
Rashid RZA, Yunus NA, Mazlan SA, Johari N, Aziz SAA, Nordin NA, Khairi MHA, Johari MAF. Temperature Dependent on Mechanical and Rheological Properties of EPDM-Based Magnetorheological Elastomers Using Silica Nanoparticles. Materials. 2022; 15(7):2556. https://doi.org/10.3390/ma15072556
Chicago/Turabian StyleRashid, Rusila Zamani Abdul, Nurul Azhani Yunus, Saiful Amri Mazlan, Norhasnidawani Johari, Siti Aishah Abdul Aziz, Nur Azmah Nordin, Muntaz Hana Ahmad Khairi, and Mohd Aidy Faizal Johari. 2022. "Temperature Dependent on Mechanical and Rheological Properties of EPDM-Based Magnetorheological Elastomers Using Silica Nanoparticles" Materials 15, no. 7: 2556. https://doi.org/10.3390/ma15072556