
Creep Age Forming of Fiber Metal Laminates: Effects of Process Time and Temperature and Stacking Sequence of Core Material

 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
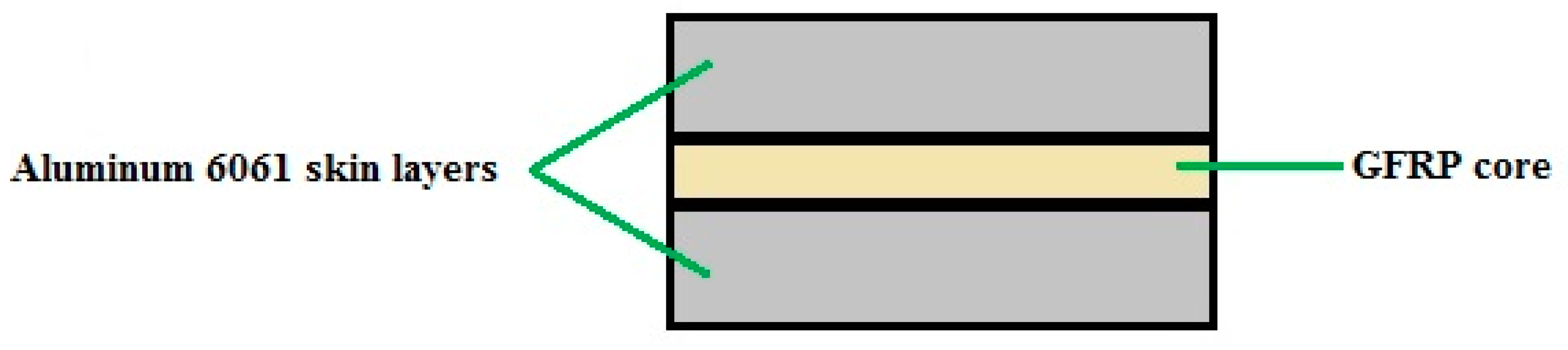
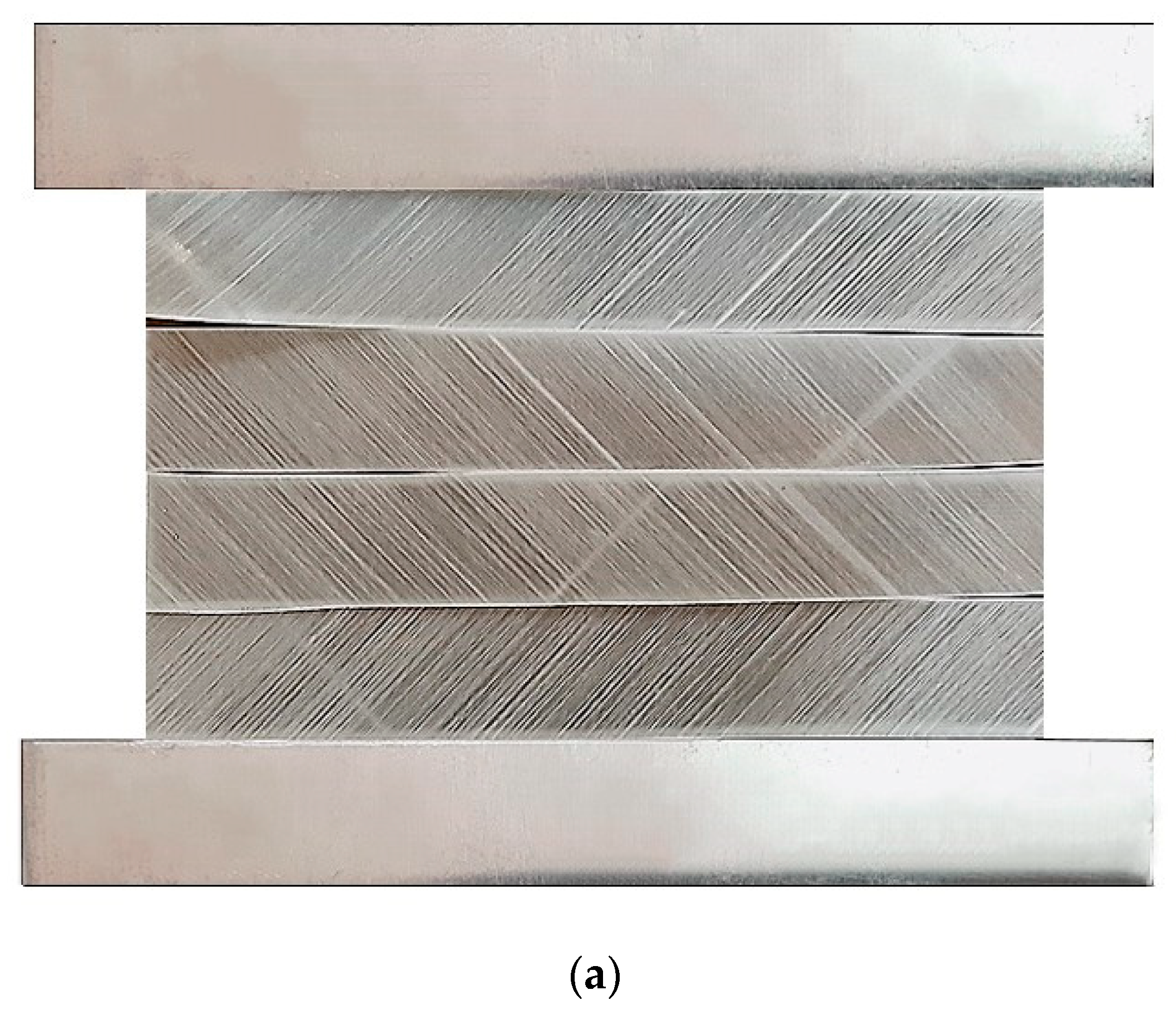
2.1. FML Preparation
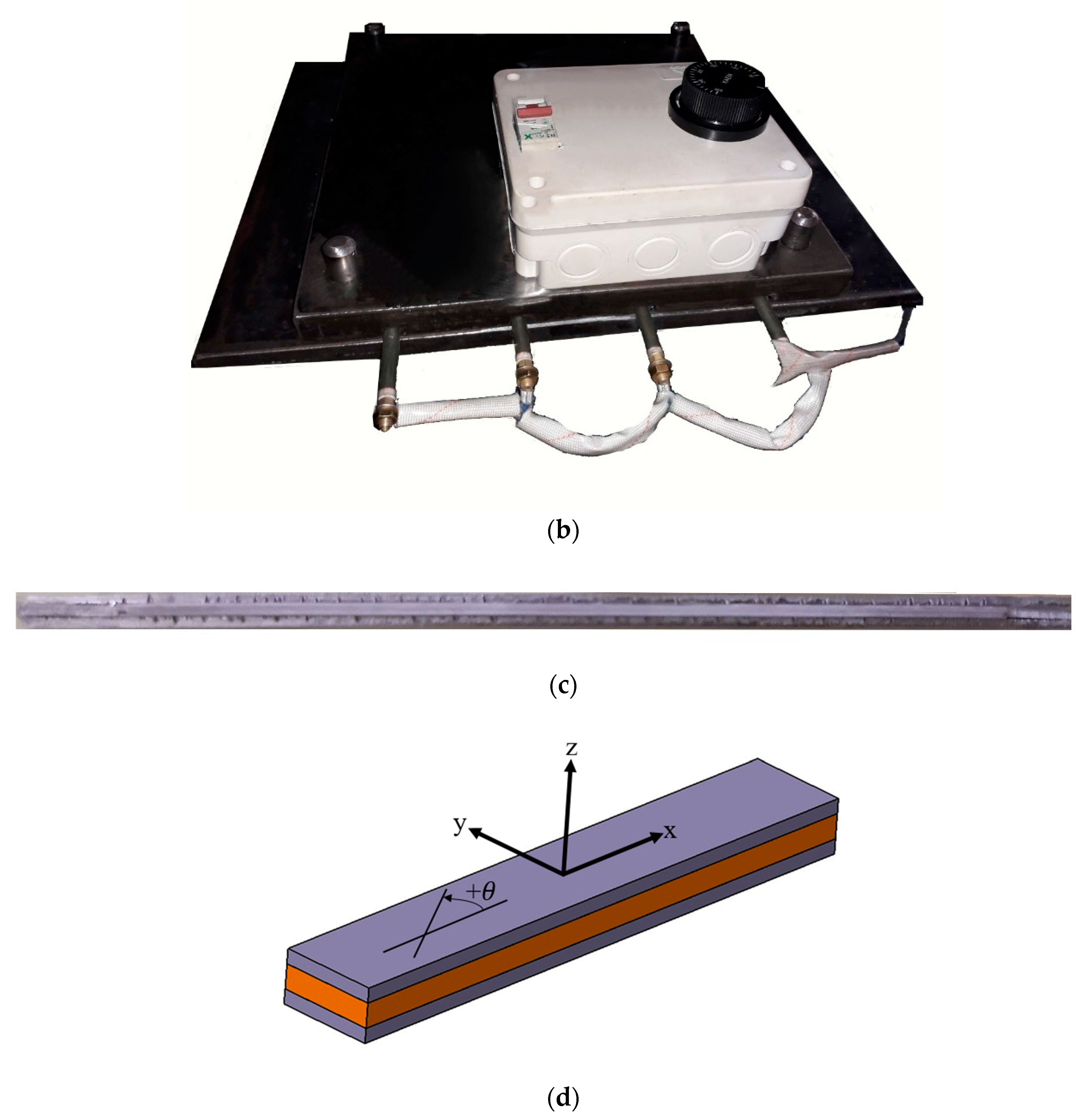
2.2. CAF Process of FMLs
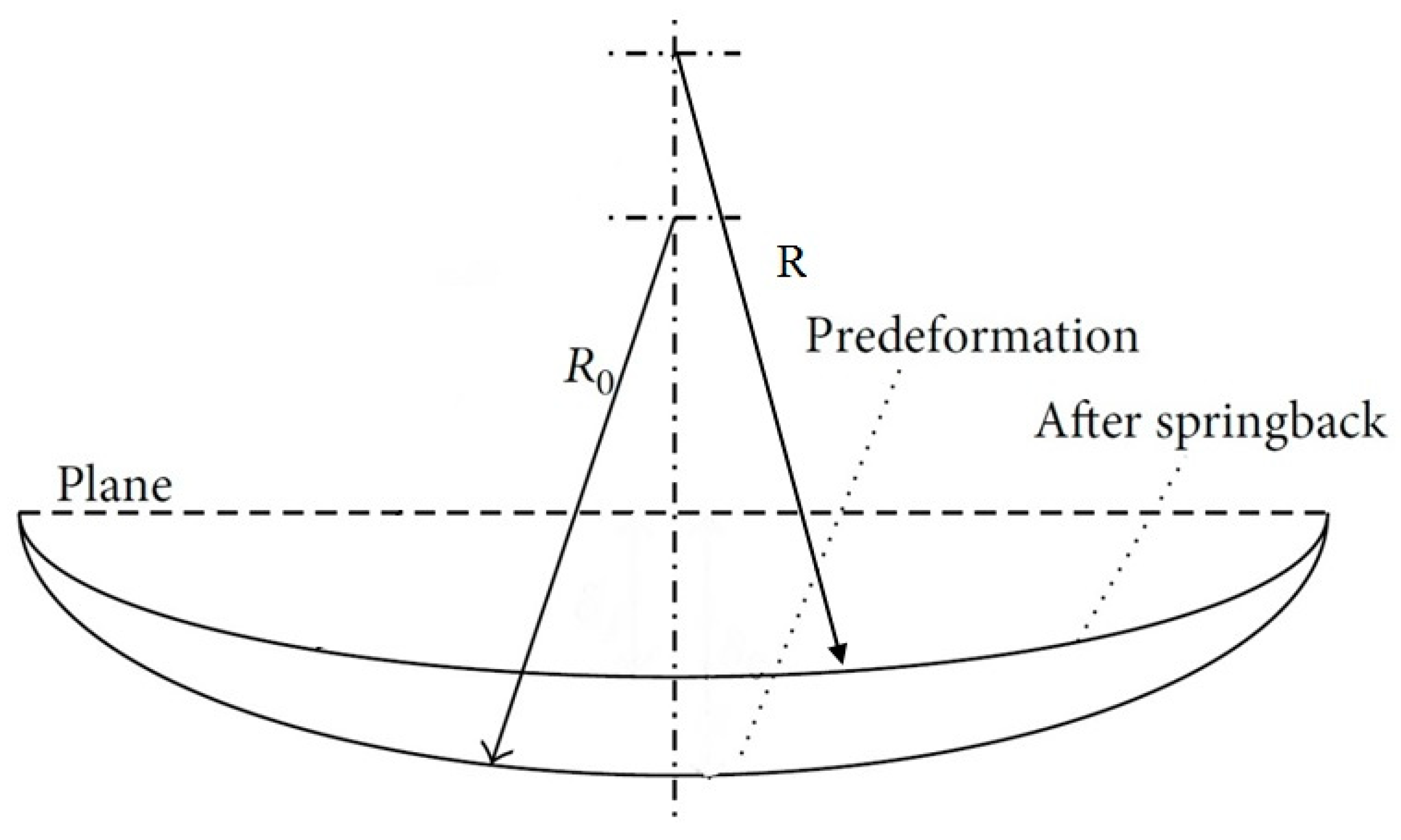
2.3. Springback Measurement
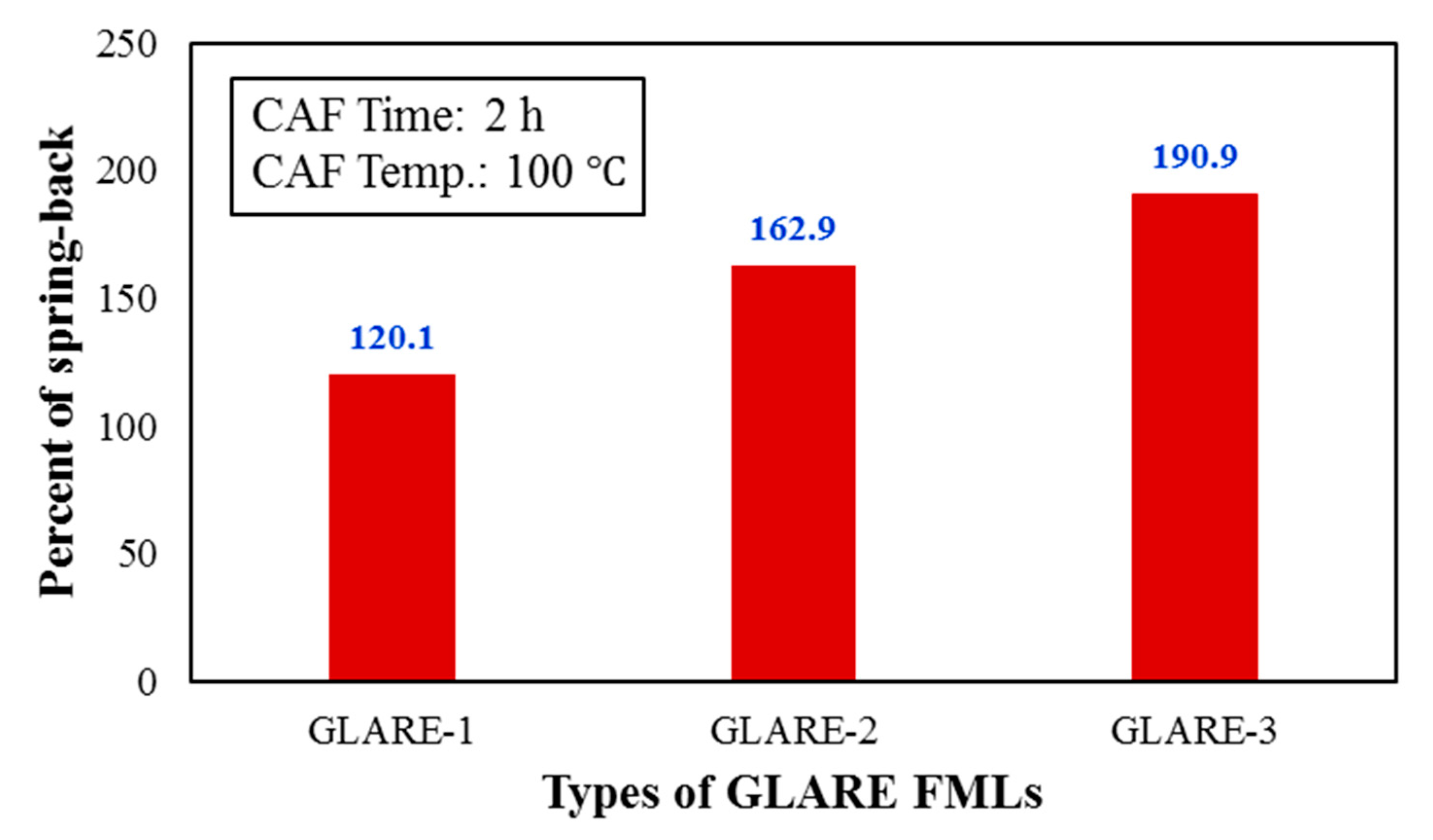
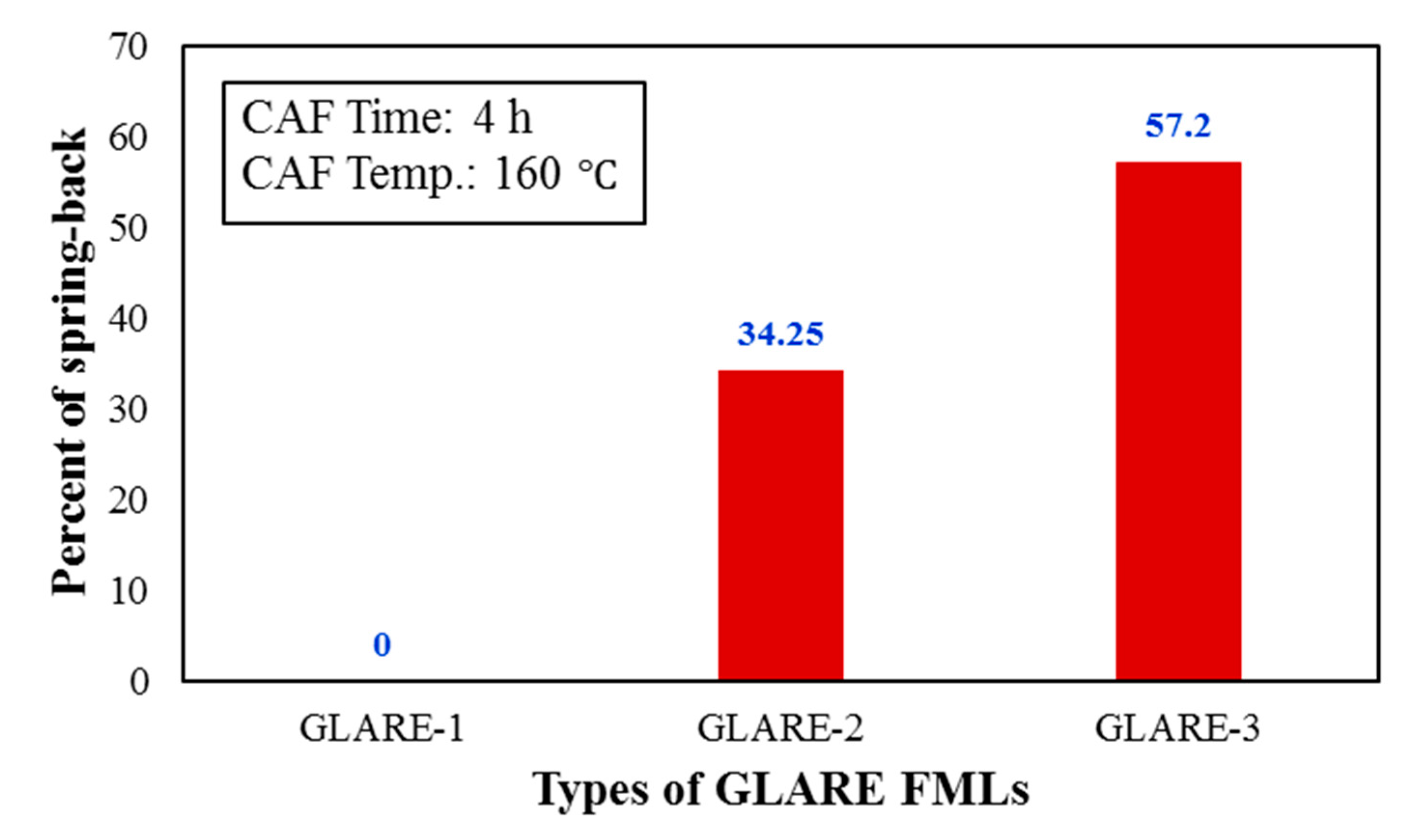
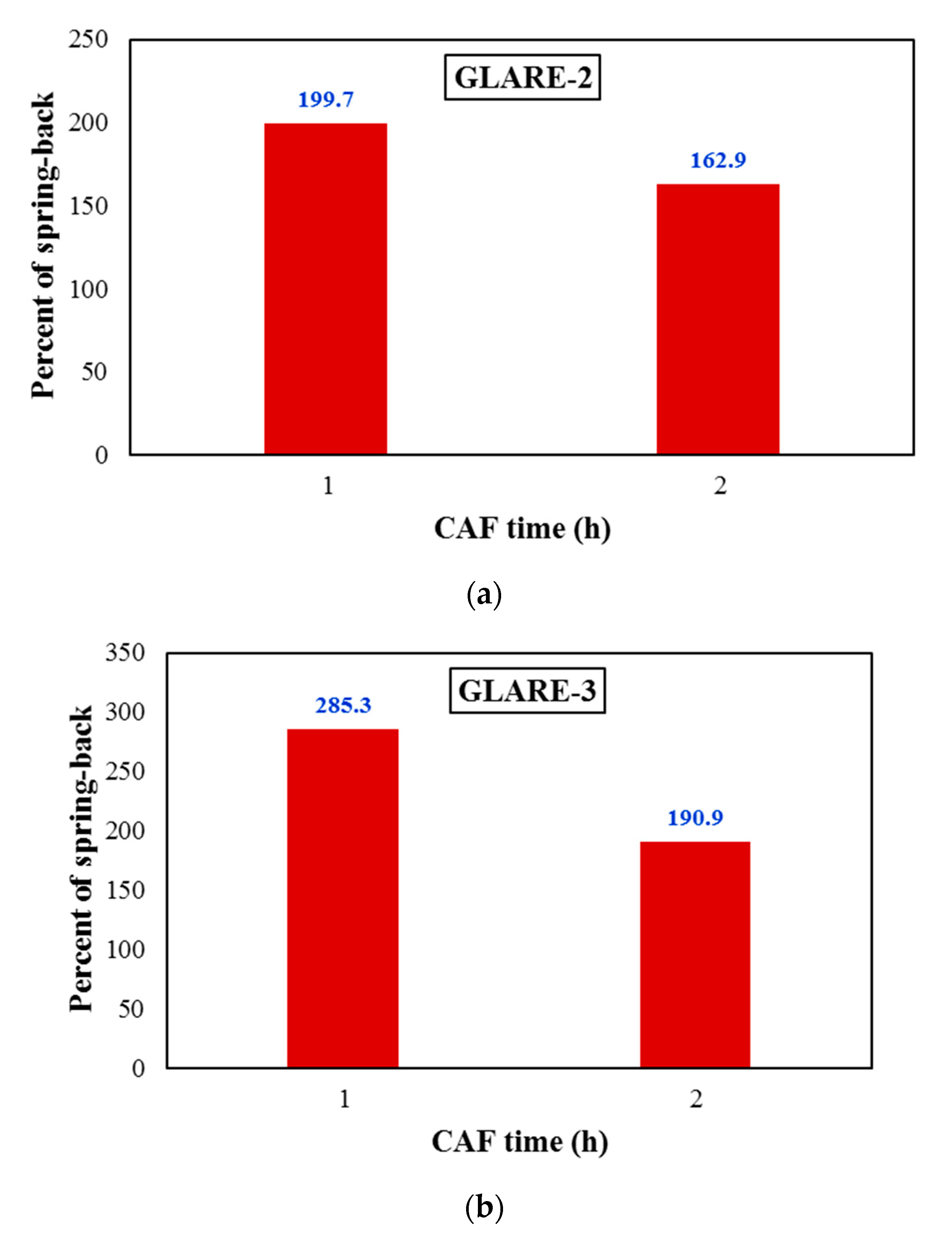
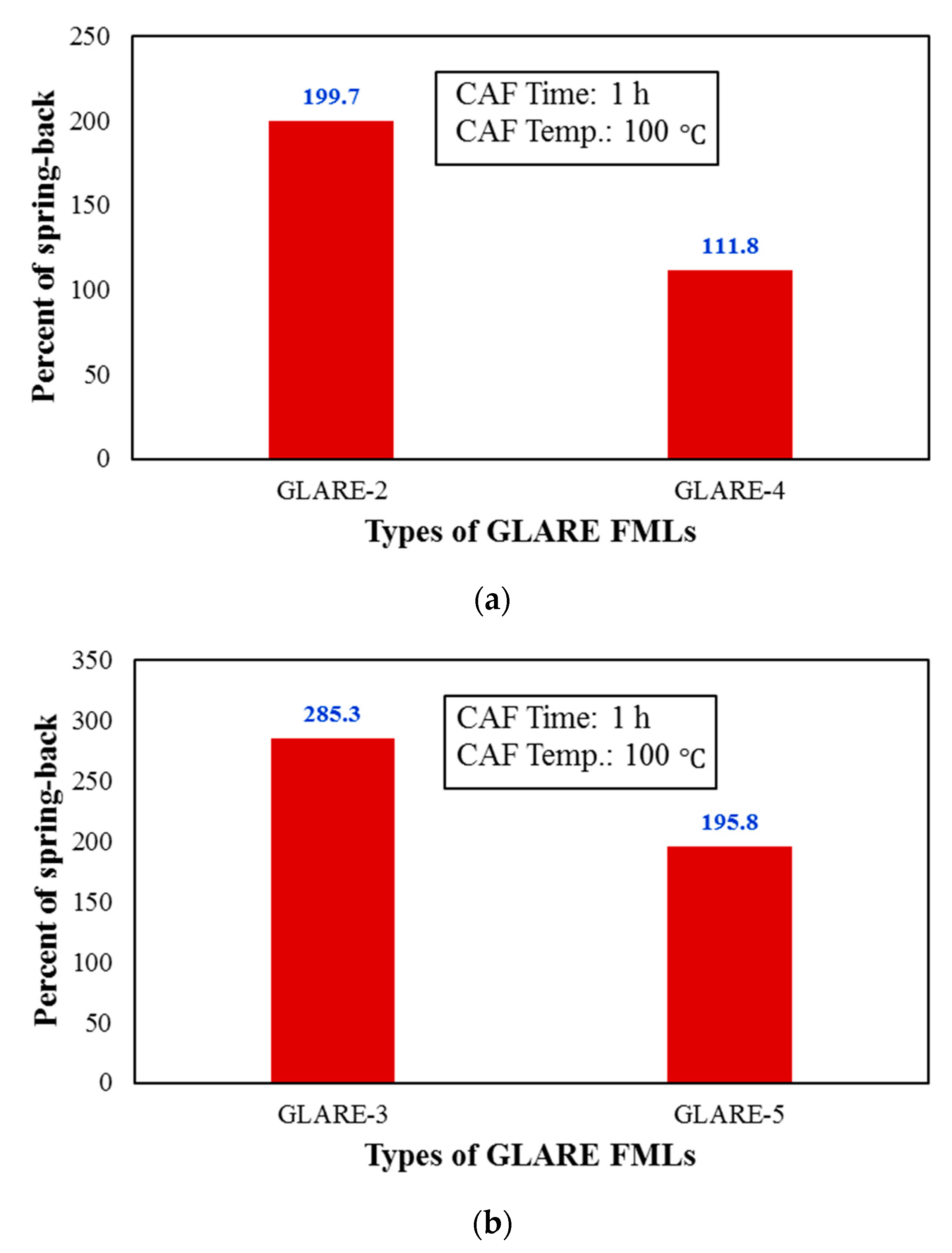
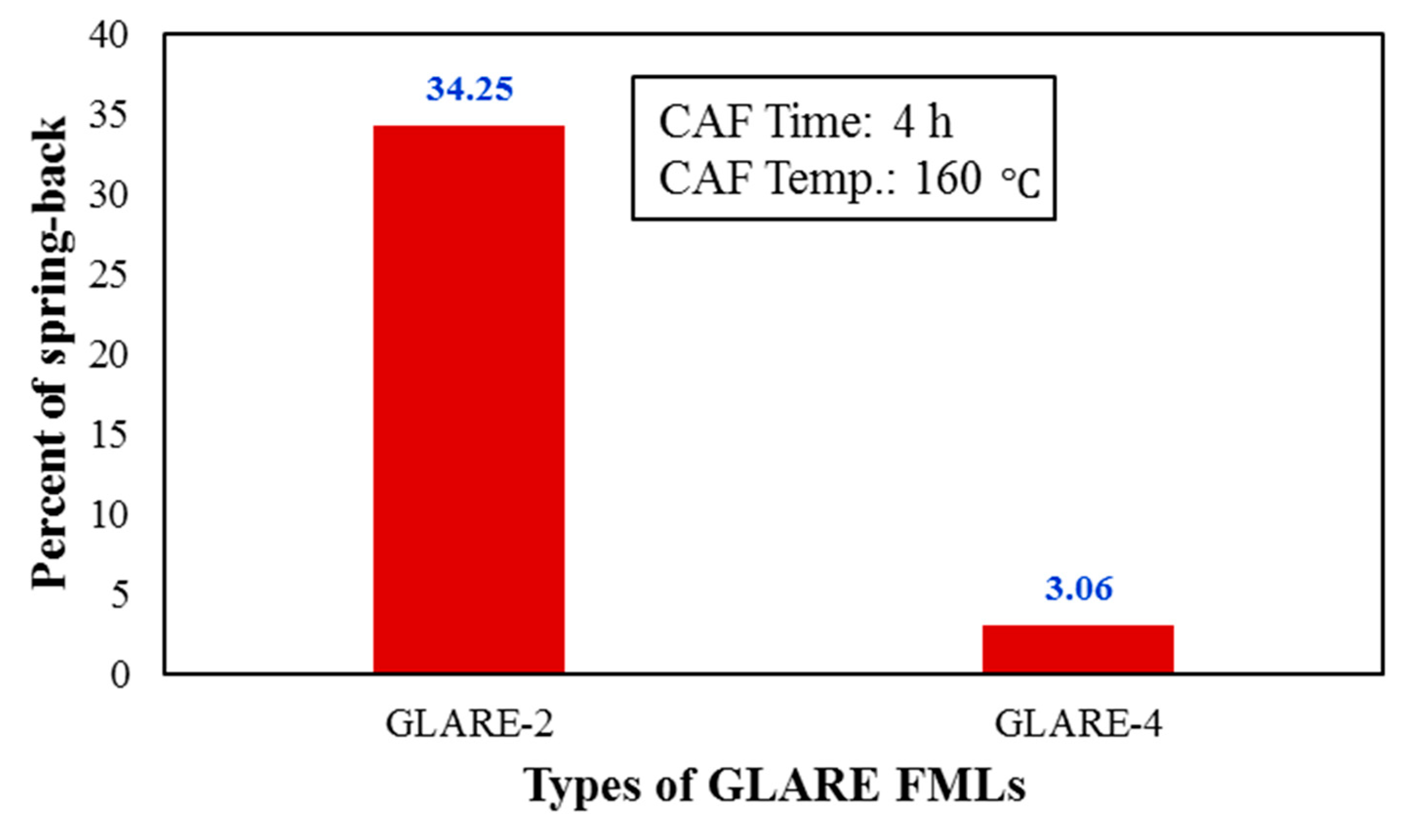
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Khalid, M.Y.; Arif, Z.U.; Al Rashid, A.; Shahid, M.I.; Ahmed, W.; Tariq, A.F.; Abbas, Z. Interlaminar shear strength (ILSS) characterization of fiber metal laminates (FMLs) manufactured through VARTM process. Forces Mech. 2021, 4, 100038. [Google Scholar] [CrossRef]
- Heggemann, T.; Homberg, W. Deep drawing of fiber metal laminates for automotive lightweight structures. Compos. Struct. 2019, 216, 53–57. [Google Scholar] [CrossRef]
- Blala, H.; Lang, L.; Khan, S.; Alexandrov, S. Experimental and numerical investigation of fiber metal laminate forming behavior using a variable blank holder force. Prod. Eng. 2020, 14, 509–522. [Google Scholar] [CrossRef]
- Saadatfard, A.; Gerdooei, M.; Aghchai, A.J. Drawing potential of fiber metal laminates in hydromechanical forming: A numerical and experimental study. J. Sandw. Struct. Mater. 2018, 22, 1386–1403. [Google Scholar] [CrossRef]
- Hahn, M.; Ben Khalifa, N.; Shabaninejad, A. Prediction of Process Forces in Fiber Metal Laminate Stamping. J. Manuf. Sci. Eng. 2017, 140, 031002. [Google Scholar] [CrossRef]
- Rahiminejad, D.; Compston, P. The effect of pre-heat temperature on the formability of a glass-fibre/polypropylene and steel-based fibre–metal laminate. Int. J. Mater. Form. 2020, 14, 715–727. [Google Scholar] [CrossRef]
- Blala, H.; Lang, L.; Sherkatghanad, E.; Li, L. An Investigation into Process Parameters Effect on the Formability of GLARE Materials Using Stamp Forming. Appl. Compos. Mater. 2019, 26, 1423–1436. [Google Scholar] [CrossRef]
- Li, H.; Lu, Y.; Han, Z.; Guo, X.; Xu, Y.; Xu, X.; Tao, J. The shot peen forming of fiber metal laminates based on the aluminum-lithium alloy: Deformation characteristics. Compos. Part B Eng. 2018, 158, 279–285. [Google Scholar] [CrossRef]
- Zhang, Z.; Hu, Y.; Yao, Z. Shape Prediction for Laser Peen Forming of Fiber Metal Laminates by Experimentally Determined Eigenstrain. J. Manuf. Sci. Eng. 2016, 139, 041004. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M. Laser forming of glass laminate aluminium reinforced epoxy (GLARE): On the role of mechanical, physical and chemical interactions in the multi-layers material. Opt. Lasers Eng. 2018, 110, 364–376. [Google Scholar] [CrossRef]
- Gisario, A.; Mehrpouya, M.; Rahimzadeh, A.; De Bartolomeis, A.; Barletta, M. Prediction model for determining the optimum operational parameters in laser forming of fiber-reinforced composites. Adv. Manuf. 2020, 8, 242–251. [Google Scholar] [CrossRef]
- Blala, H.; Lang, L.; Li, L.; Sherkatghanad, E.; Alexandrov, S. Investigation on the effect of blank holder gap in the hydroforming of cylindrical cups, made of fiber metal laminate. Int. J. Adv. Manuf. Technol. 2020, 108, 2727–2740. [Google Scholar] [CrossRef]
- Chernikov, D.; Erisov, Y.; Petrov, I.; Alexandrov, S.; Lang, L. Research of Different Processes for Forming Fiber Metal Laminates. Int. J. Automot. Technol. 2019, 20, 89–93. [Google Scholar] [CrossRef]
- Werner, H.O.; Poppe, C.; Henning, F.; Kärger, L. Material Modeling in Forming Simulation of Three-Dimensional Fiber-Metal-Laminates–A Parametric Study. Procedia Manuf. 2020, 47, 154–161. [Google Scholar] [CrossRef]
- Mennecart, T.; Gies, S.; Ben Khalifa, N.; Tekkaya, A.E. Analysis of the Influence of Fibers on the Formability of Metal Blanks in Manufacturing Processes for Fiber Metal Laminates. J. Manuf. Mater. Process. 2019, 3, 2. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Lang, L.; Sherkatghanad, E.; Wang, Y.; Xu, W. Investigation into the Fiber Orientation Effect on the Formability of GLARE Materials in the Stamp Forming Process. Appl. Compos. Mater. 2018, 25, 255–267. [Google Scholar] [CrossRef]
- Aghchai, A.J.; Khatami, S. Experimental and numerical formability investigation of FML sheets with glass fiber reinforced core. Int. J. Adv. Manuf. Technol. 2018, 96, 3881–3891. [Google Scholar] [CrossRef]
- Logesh, K.; Raja, V.K.B. Evaluation of mechanical properties of Mg-Al layered double hydroxide as a filler in epoxy-based FML composites. Int. J. Adv. Manuf. Technol. 2019, 104, 3267–3285. [Google Scholar] [CrossRef]
- Keipour, S.; Gerdooei, M. Springback behavior of fiber metal laminates in hat-shaped draw bending process: Experimental and numerical evaluation. Int. J. Adv. Manuf. Technol. 2019, 100, 1755–1765. [Google Scholar] [CrossRef]
- Isiktas, A.; Taskin, V. Springback Behavior of Fiber Metal Laminates with Carbon Fiber-Reinforced Core in V-Bending Process. Arab. J. Sci. Eng. 2020, 45, 9357–9366. [Google Scholar] [CrossRef]
- Zal, V.; Naeini, H.M.; Bahramian, A.R.; Sinke, J. Investigation of the effect of temperature and layup on the press forming of polyvinyl chloride-based composite laminates and fiber metal laminates. Int. J. Adv. Manuf. Technol. 2017, 89, 207–217. [Google Scholar] [CrossRef]
- Liu, C.; Liu, Y.; Li, S.; Ma, L.; Zhao, X.; Wang, Q.; Zhao, X. Effect of creep aging forming on the fatigue crack growth of an AA2524 alloy. Mater. Sci. Eng. A 2018, 725, 375–381. [Google Scholar] [CrossRef]
- Li, Y.; Rong, Q.; Shi, Z.; Sun, X.; Meng, L.; Lin, J. An accelerated springback compensation method for creep age forming. Int. J. Adv. Manuf. Technol. 2019, 102, 121–134. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Shi, Z.; Lin, J.; Yang, Y.-L.; Saillard, P.; Said, R. Effect of machining-induced residual stress on springback of creep age formed AA2050 plates with asymmetric creep-ageing behaviour. Int. J. Mach. Tools Manuf. 2018, 132, 113–122. [Google Scholar] [CrossRef]
- Li, Y.; Shi, Z.; Yang, Y.-L.; Rong, Q.; Said, R.; Saillard, P. Effects of asymmetric creep-ageing behaviour on springback of AA2050-T34 after creep age forming. Procedia Eng. 2017, 207, 287–292. [Google Scholar] [CrossRef] [Green Version]
- Shahverdi, H.R.; Mogadam, R.A. Mechanical Properties and Spring -Back Investigation in Creep Age Forming Process of 7075 Al Alloy. J. Adv. Mater. Eng. 2019, 38, 55–67. [Google Scholar] [CrossRef] [Green Version]
- Safari, M.; Hamidipour, S.; Elahi, S.H.; Tahmasbi, V. Creep Age Forming of Aluminum 7075 Tailor-Machined Blanks: Statistical Modeling, Sensitivity Analysis and Multi-objective Optimization. Trans. Indian Inst. Met. 2019, 73, 831–841. [Google Scholar] [CrossRef]
- Safari, M.; Salamat-Talab, M.; Abdollahzade, A.; Akhavan-Safar, A.; Da Silva, L. Experimental investigation, statistical modeling and multi-objective optimization of creep age forming of fiber metal laminates. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2020, 234, 1389–1398. [Google Scholar] [CrossRef]
- Tsai, S.W.; Hahn, H.T. Introduction to Composite Materials; CRC Press: Boca Raton, FL, USA, 1980. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Types | Stacking Sequence | Total Thickness (mm) |
|---|---|---|
| GLARE-1 | 2.4 | |
| GLARE-2 | 3.2 | |
| GLARE-3 | 4.4 | |
| GLARE-4 | 3.2 | |
| GLARE-5 | 4.4 |
| E-Glass Fiber Reinforced Polypropylene (PP) | |||
|---|---|---|---|
| 23 | 6.8 | 3.8 | 0.35 |
| Aluminum alloy 6061 | |||
| 70.2 | 0.33 | ||
| Sample | Time (h) | Temperature (°C) | Springback (%) |
|---|---|---|---|
| 1 | 2 | 100 | 120.1 |
| 2 | 4 | 100 | 74.4 |
| 3 | 4 | 160 | 0 |
| GLARE-2 | GLARE-3 | GLARE-4 | GLARE-5 |
|---|---|---|---|
| 67.71 | 62.5 | 67.06 | 60.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Safari, M.; de Sousa, R.A.; Fernandes, F.; Salamat-Talab, M.; Abdollahzadeh, A. Creep Age Forming of Fiber Metal Laminates: Effects of Process Time and Temperature and Stacking Sequence of Core Material. Materials 2021, 14, 7881. https://doi.org/10.3390/ma14247881
Safari M, de Sousa RA, Fernandes F, Salamat-Talab M, Abdollahzadeh A. Creep Age Forming of Fiber Metal Laminates: Effects of Process Time and Temperature and Stacking Sequence of Core Material. Materials. 2021; 14(24):7881. https://doi.org/10.3390/ma14247881
Chicago/Turabian StyleSafari, Mehdi, Ricardo Alves de Sousa, Fábio Fernandes, Mazaher Salamat-Talab, and Arash Abdollahzadeh. 2021. "Creep Age Forming of Fiber Metal Laminates: Effects of Process Time and Temperature and Stacking Sequence of Core Material" Materials 14, no. 24: 7881. https://doi.org/10.3390/ma14247881