
Internal Crack Initiation and Growth Starting from Artificially Generated Defects in Additively Manufactured Ti6Al4V Specimen in the VHCF Regime

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemical and Mechanical Properties
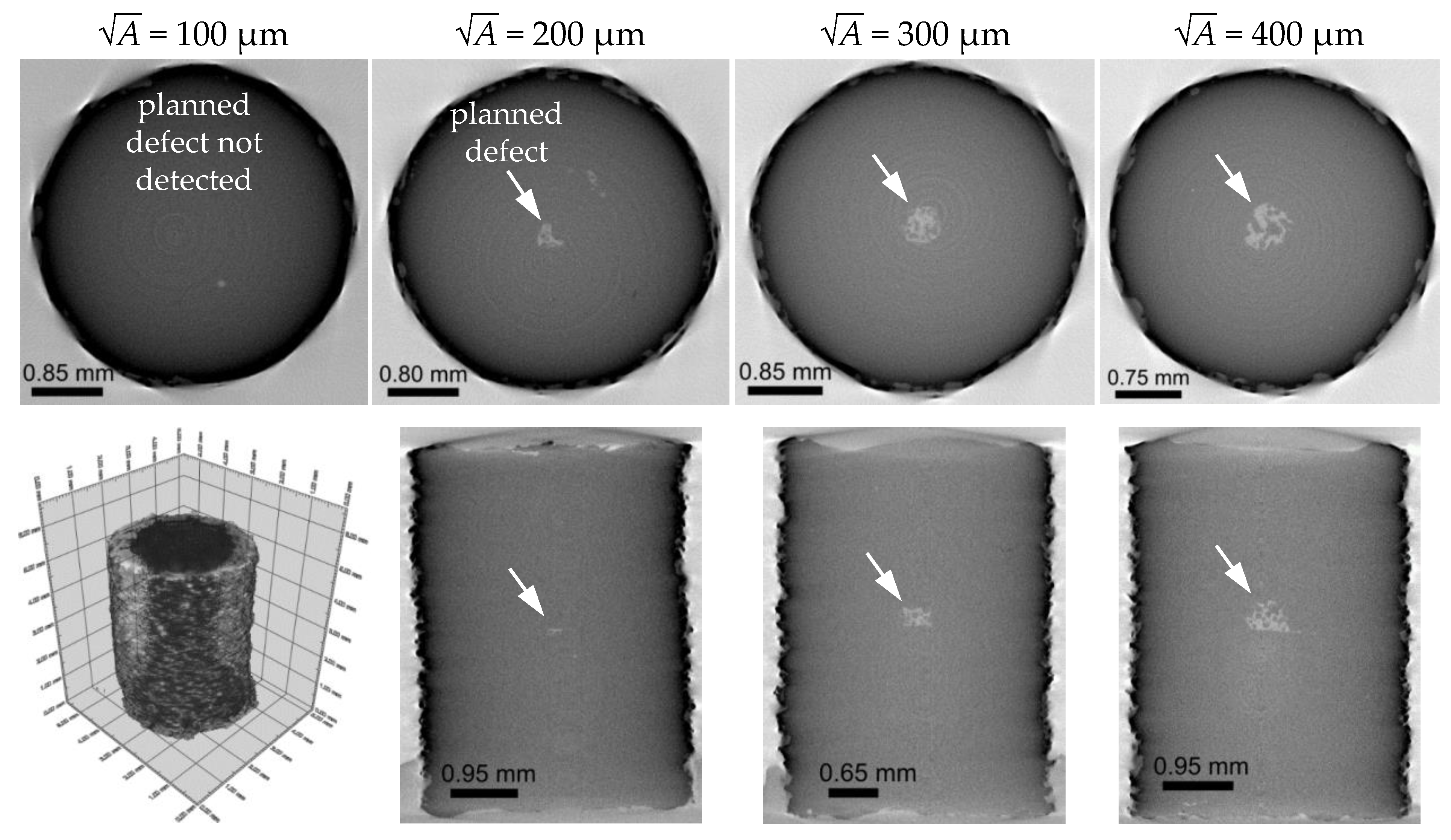
2.2. Verification of Artificially Induced Defect Sizes and Position Using µCT Imaging
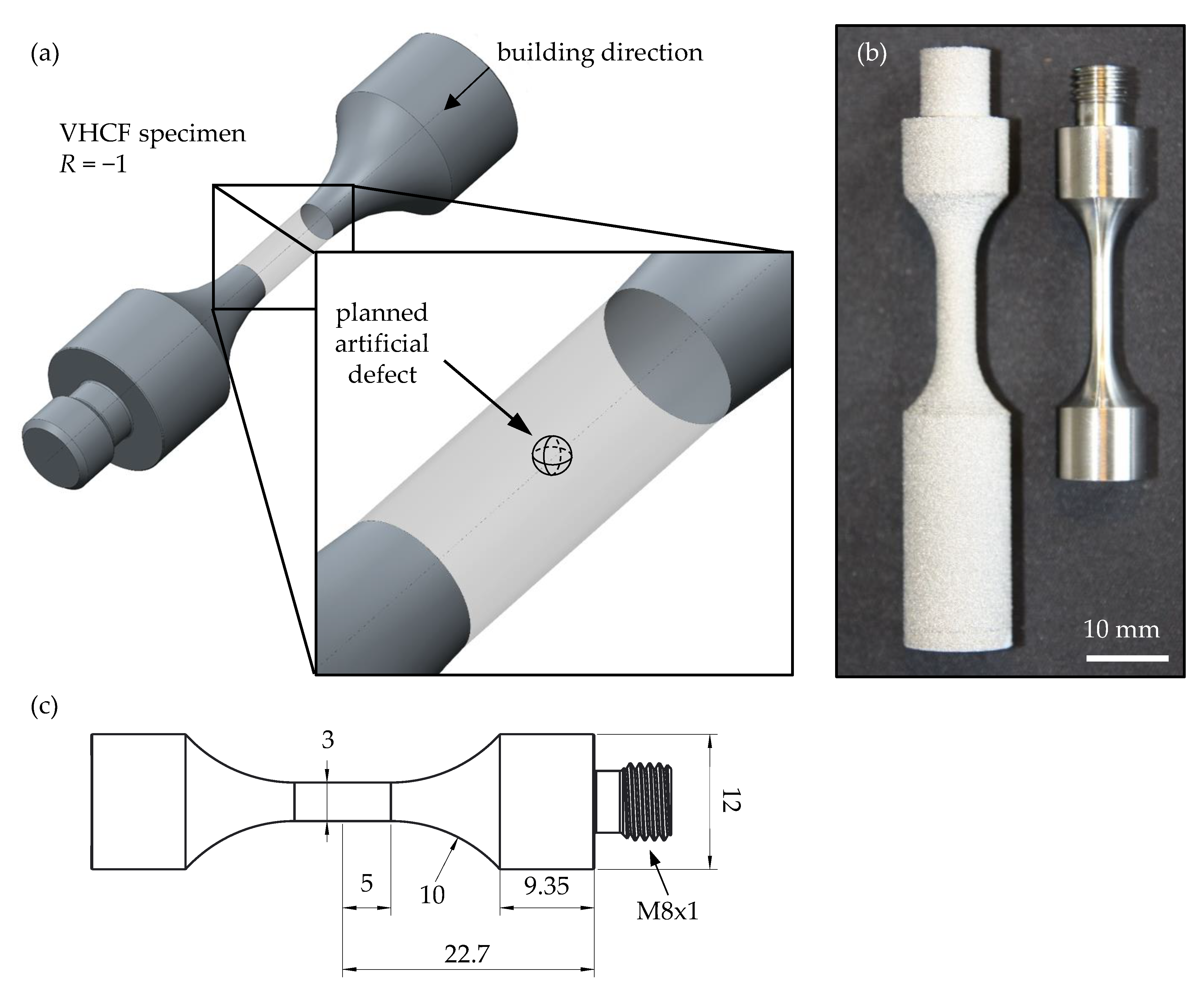
2.3. Specimen Geometry and Test Procedure
3. Results
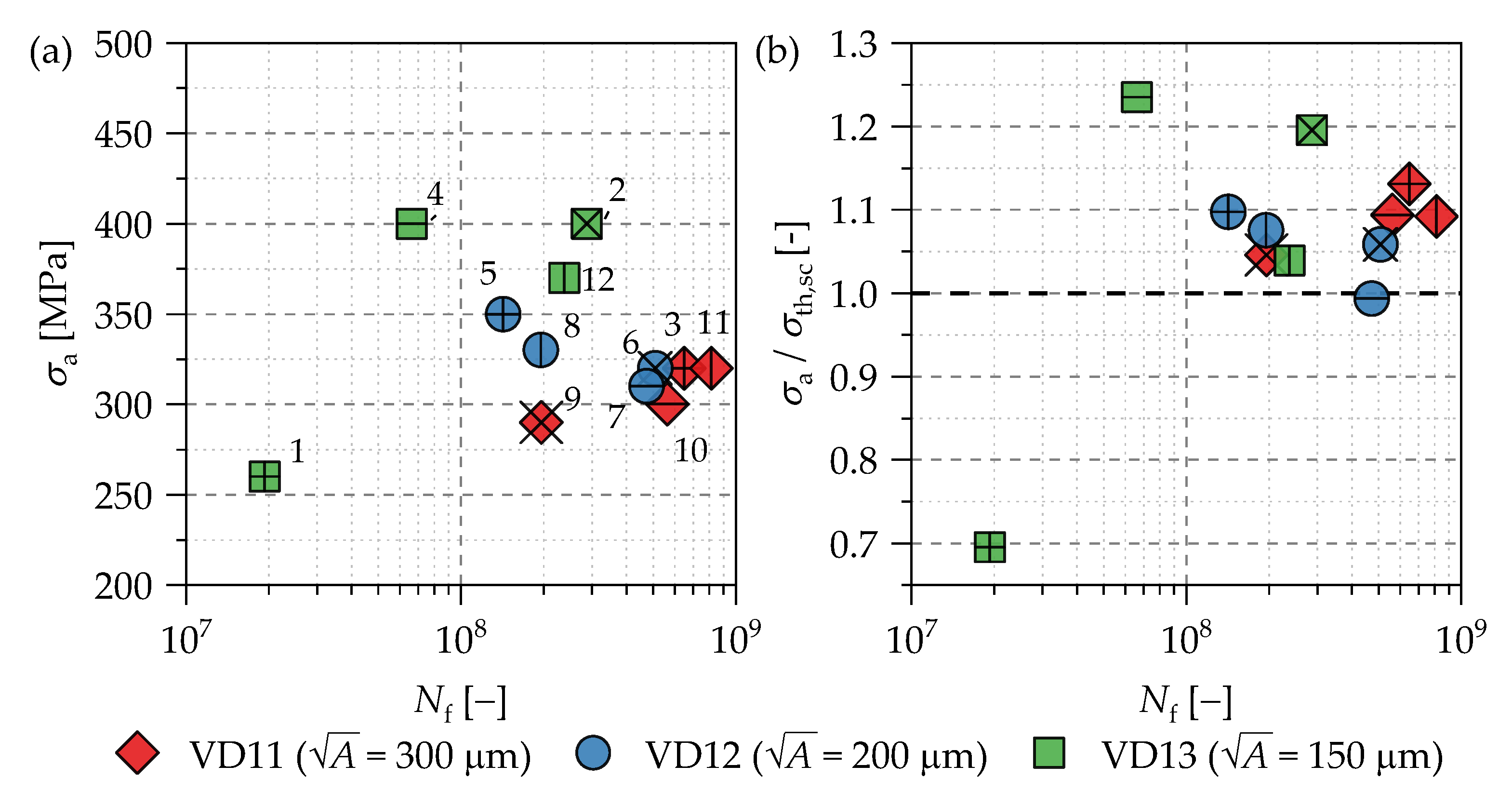
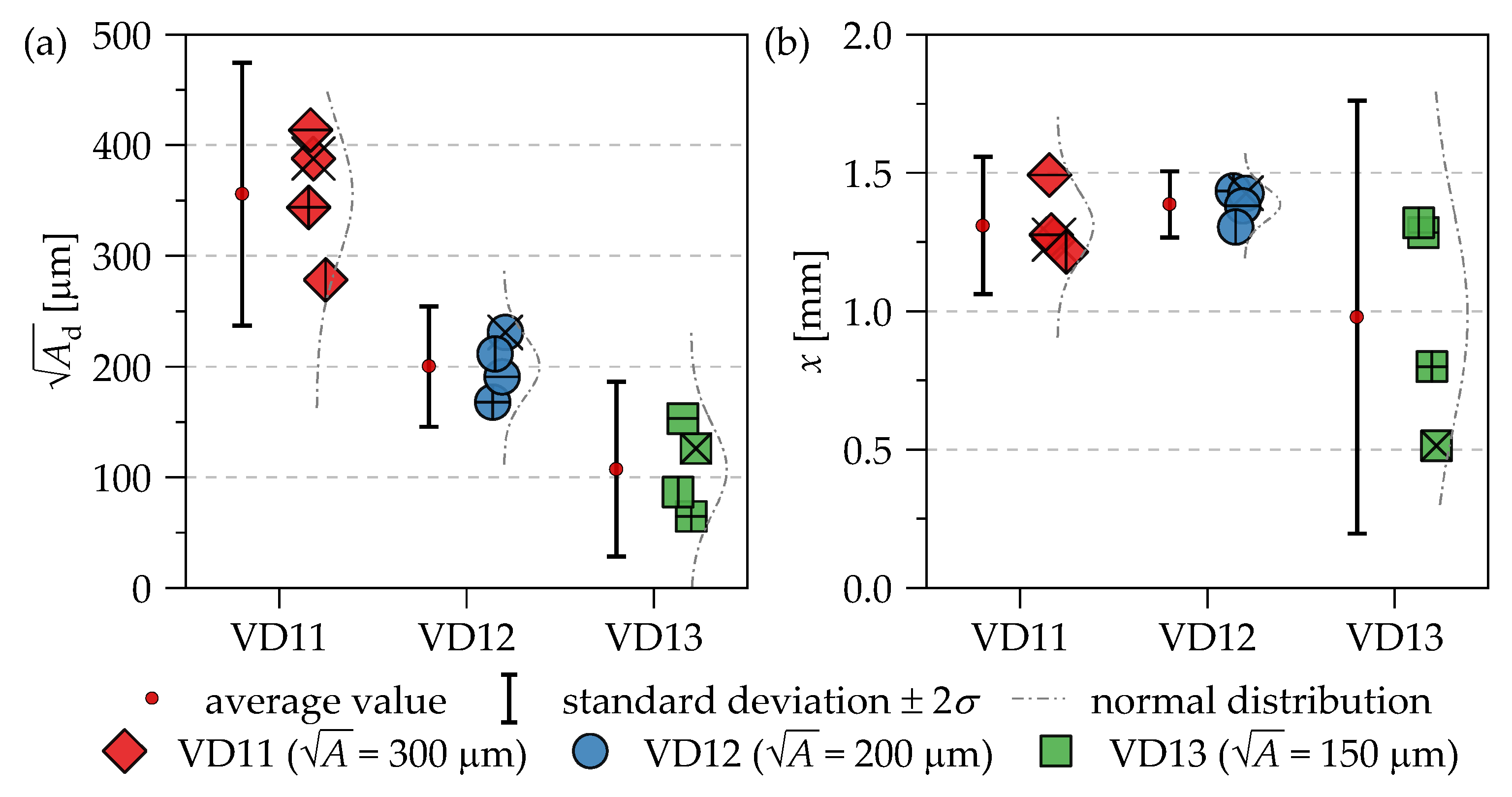
3.1. SN Data and Evaluation of Size and Positioning of the Artificial Defects
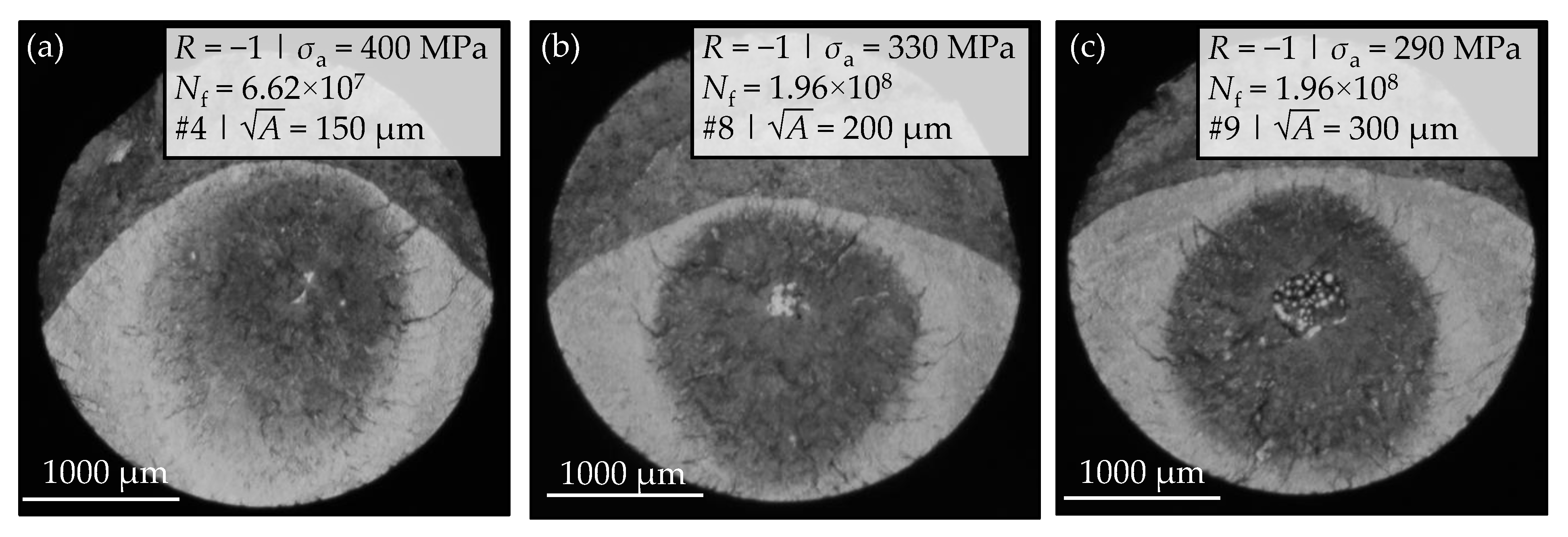
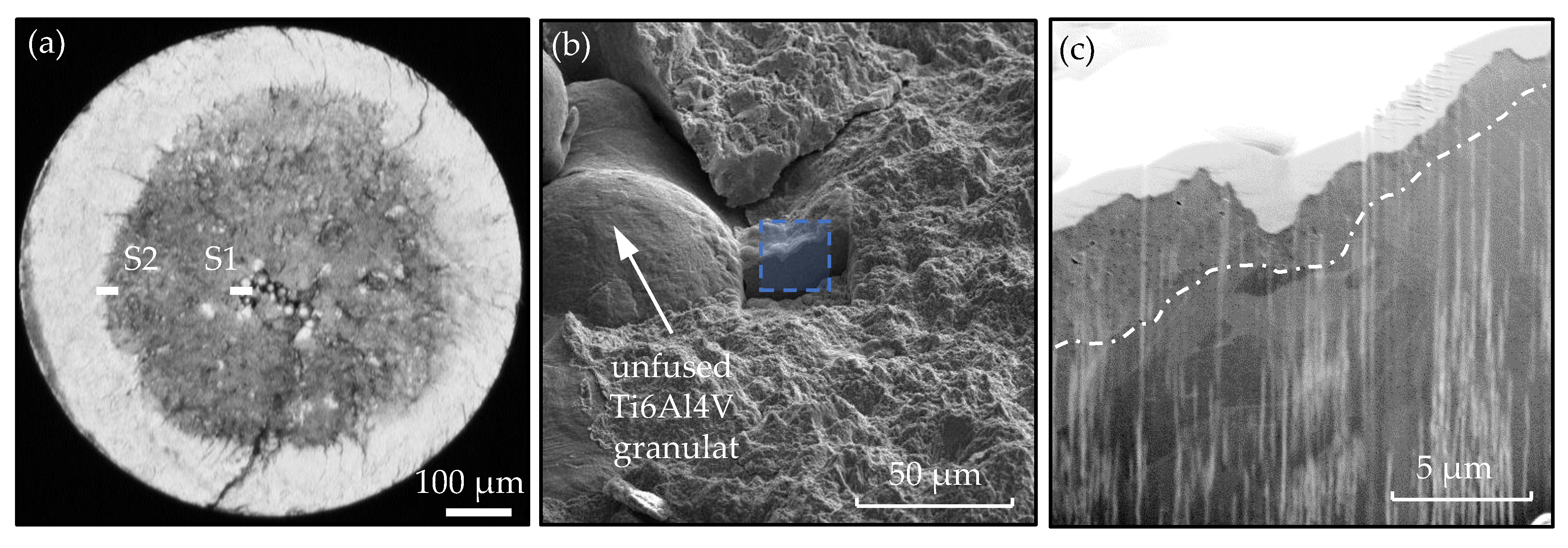
3.2. Fracture Surface Analyses
3.3. Further Investigations for FGA Formation
3.3.1. Metallic Grinding and Etching
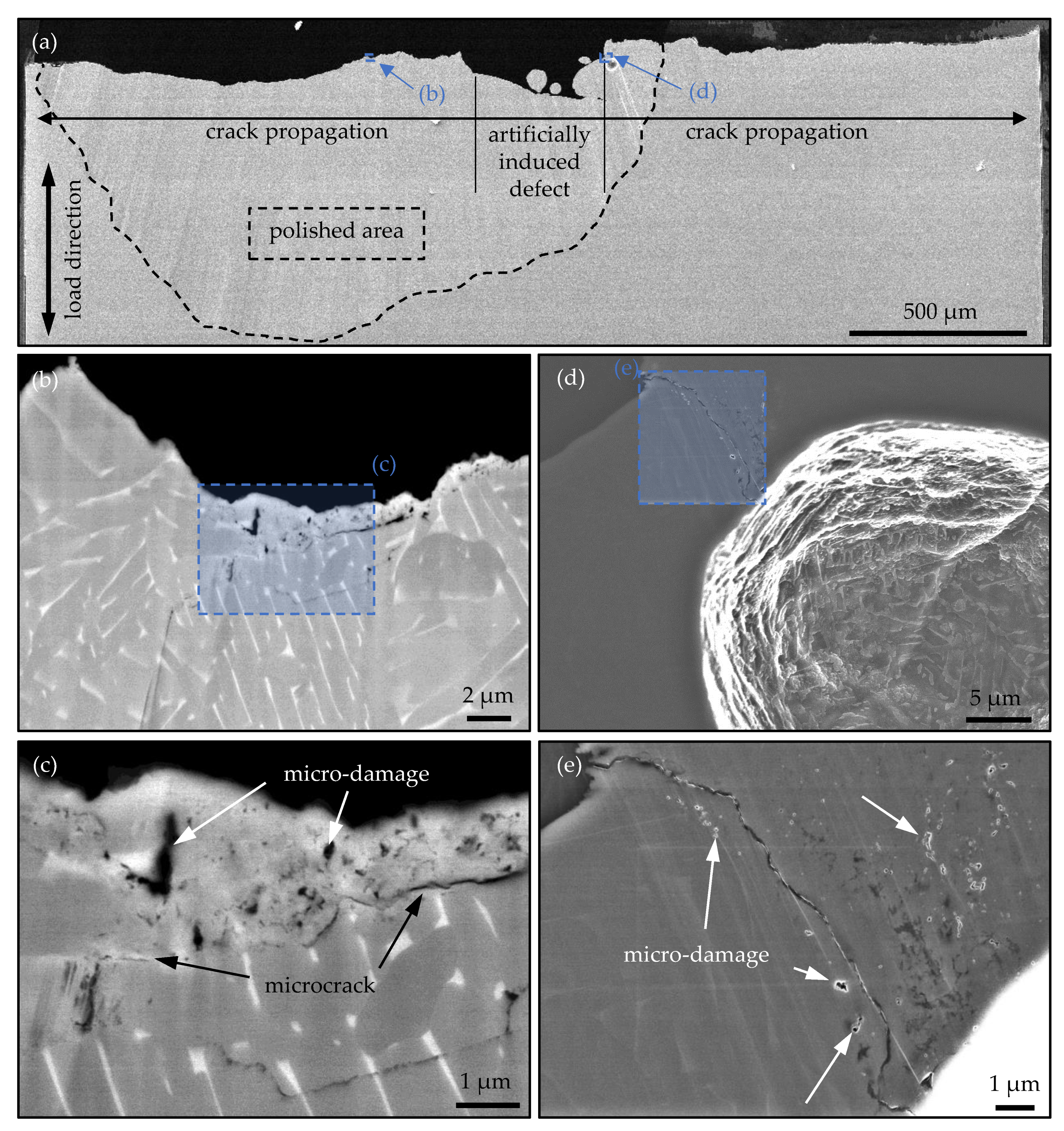
3.3.2. Cross Section Polishing (CSP) Method
3.4. Fracture Mechanical Approaches
4. Conclusions
- μCT investigations were performed with cylindrical test specimens with introduced artificial defects of different sizes. Defect sizes with ≥ 300 µm were observed in every case. For the samples with ≤ 200 µm, this was only possible in one case.
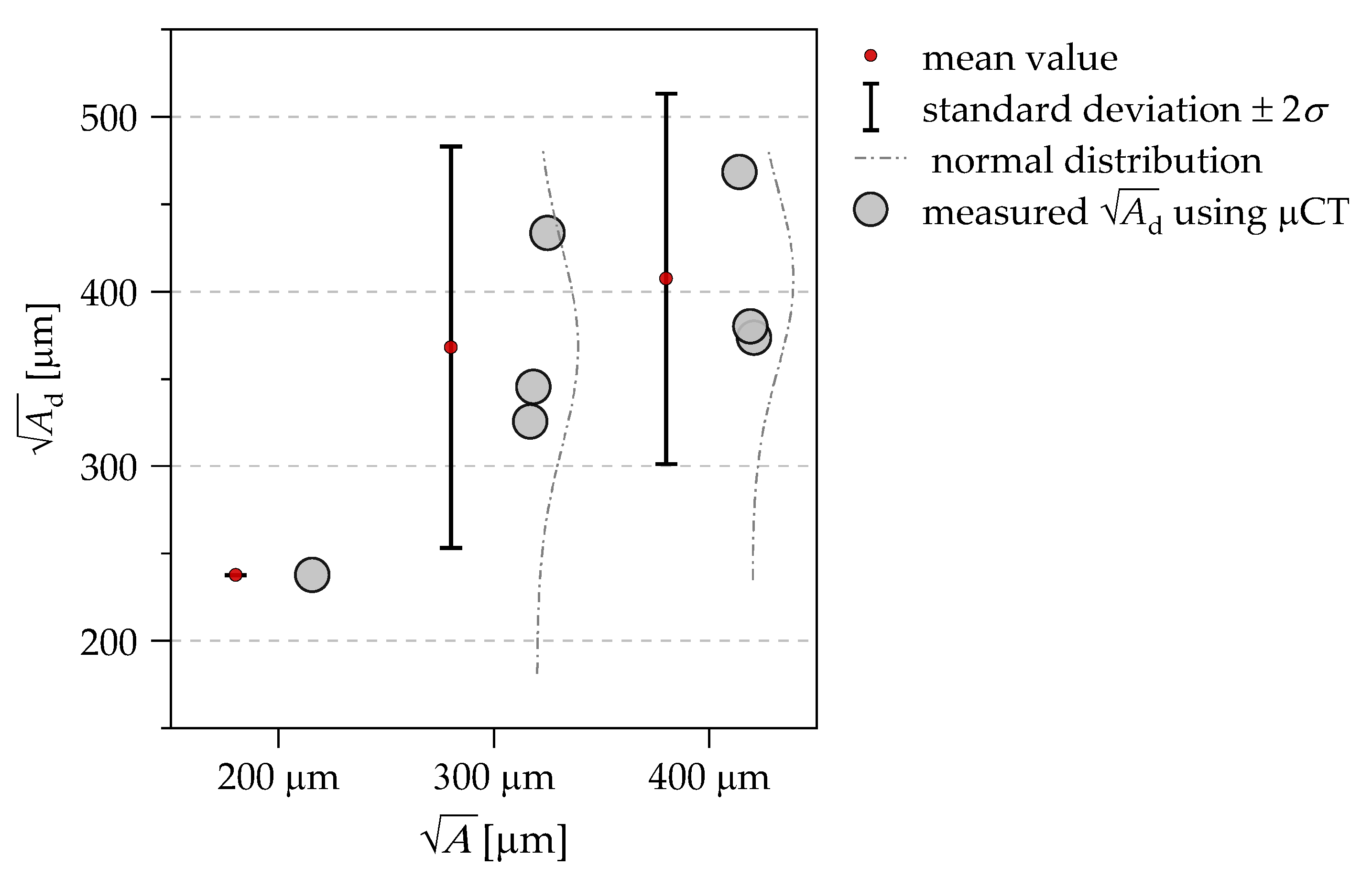
- Crack initiation occurs at the artificial defects ≥ 200 µm. Moreover, measurements of the defect sizes and their position on the fracture surfaces of the VHCF specimens illustrate a very reliable positioning in the center of the measurement volume.
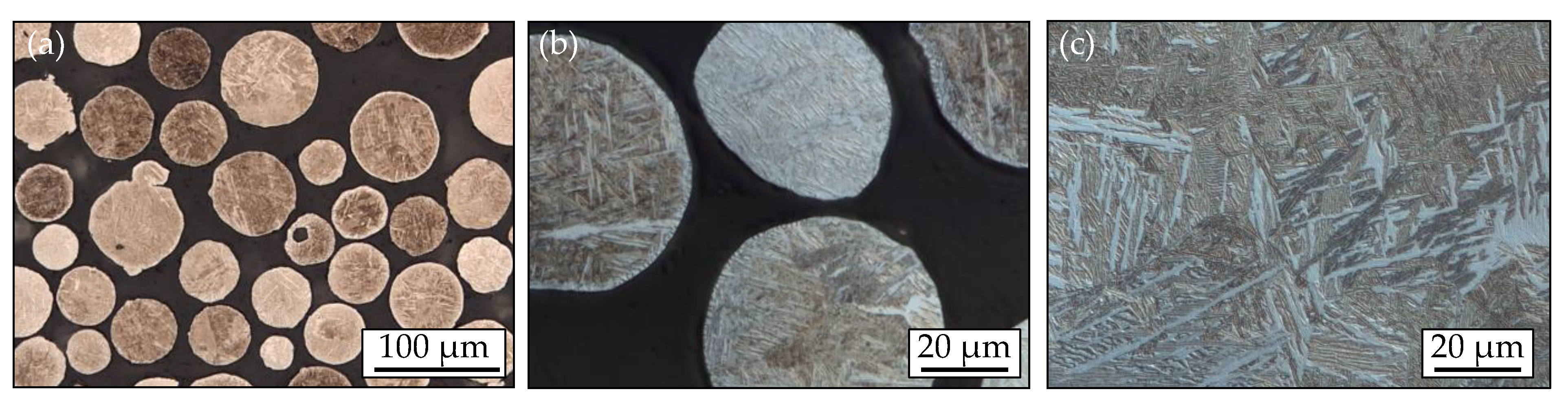
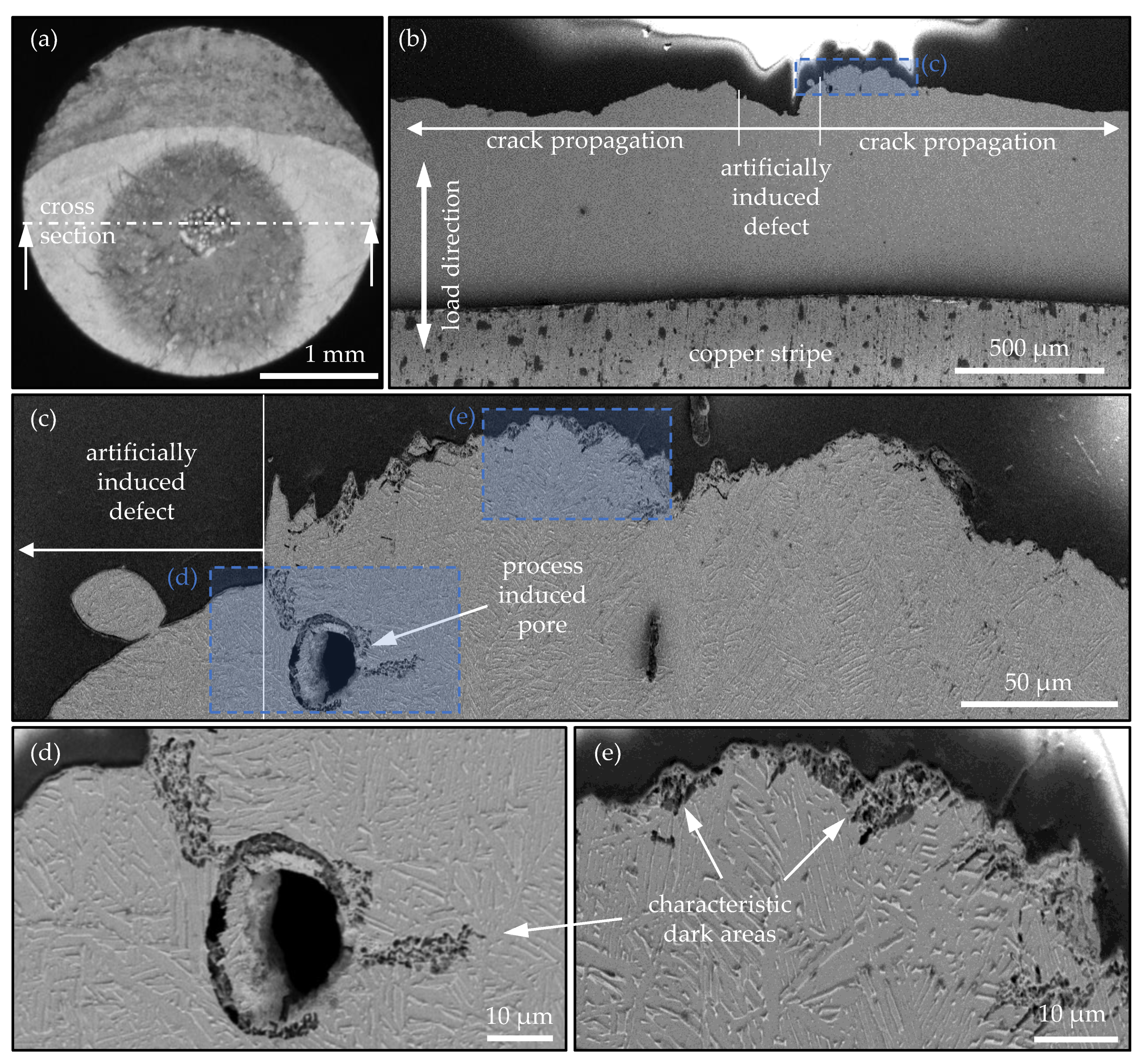
- Investigations of the fracture surfaces with optical microscopy show rather large characteristic dark areas for the investigated specimens, which are formed around the artificially introduced defects.
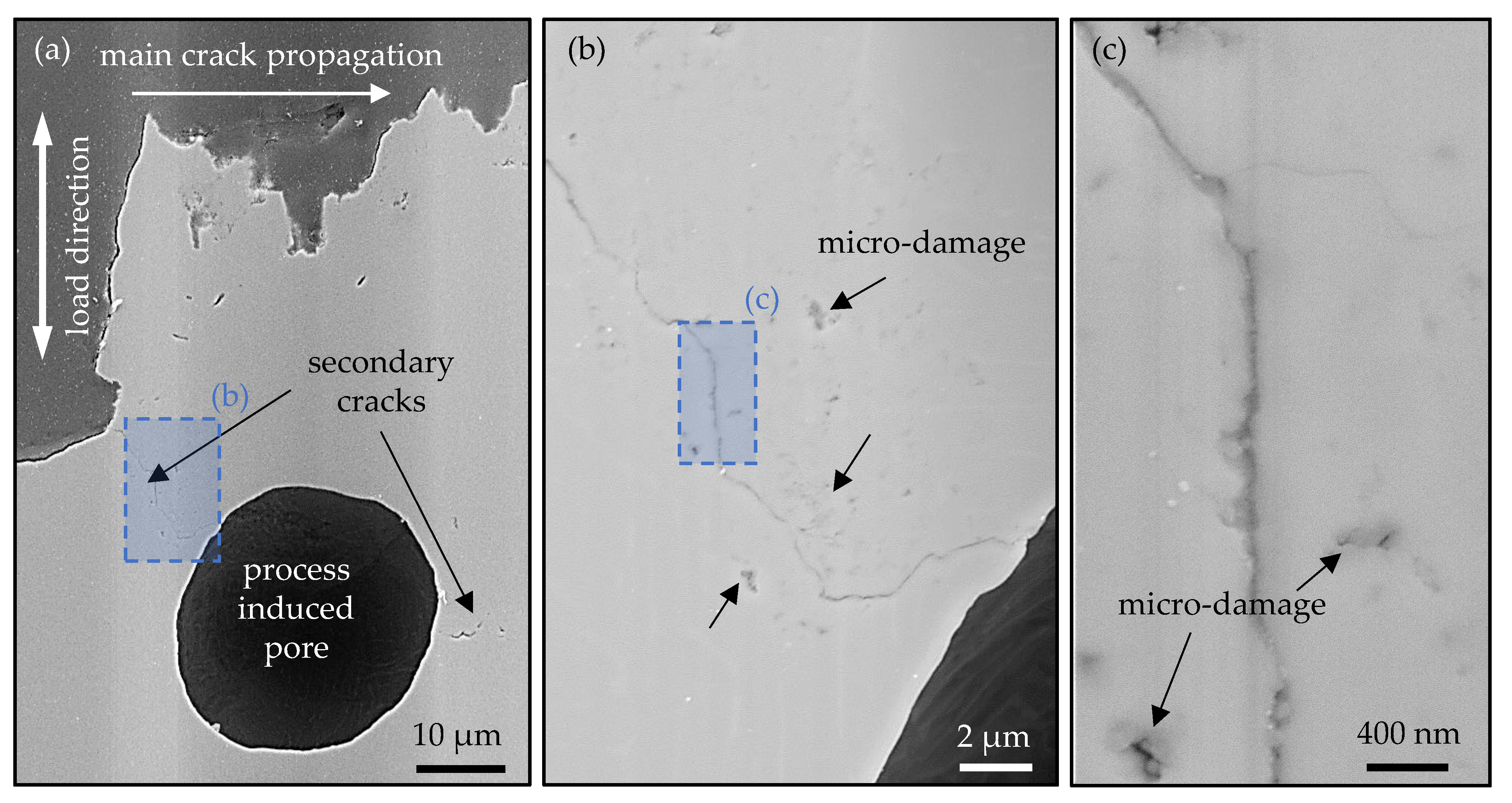
- FIB preparations in the vicinity of the artificial defect show an FGA formation. A second FIB cut at the transition area from the dark to the light region shows no microstructural change below the fracture surface.
- In order to clarify the issue of whether the FGA is a continuous layer and how far it expands from the artificial defect, two methods were presented. Metallic grindings of the cross section area, as well as the cross section polishing method, provide two promising approaches to detect main crack topography and microstructural changes such as the FGA formation mechanism.
- In both preparation methods partial, microstructural changes were observed beneath the fracture surface in the vicinity of the artificially induced defect. However, also at a maximum distance of 360 μm from the end of the artificially induced defect, the characteristic dark area was observed by optical microscopy.
- A process-induced pore in the vicinity of the crack initiation location of the main crack was investigated. The results of the metallic grinding and the cross section polishing method investigated by SEM illustrate the same microstructural changes as those detected beneath the fracture surface of the main crack.
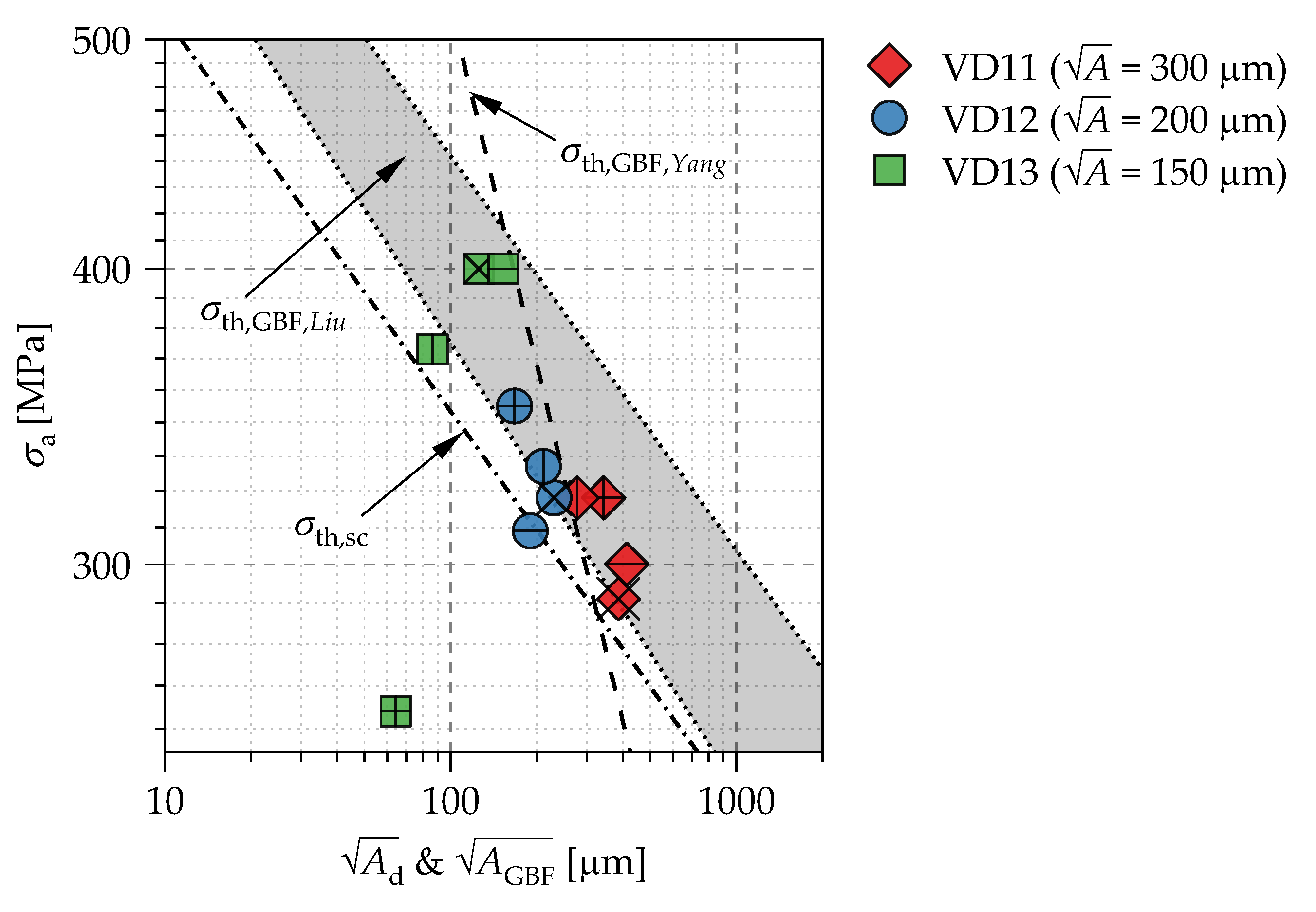
- Under the assumption that GBF and FGA correlate in size, two fracture mechanical approaches to estimate the GBF size were applied on the additively manufactured Ti6Al4V alloy. The artificial defect sizes on the fracture surfaces were evaluated by means of the approach by Murakami [4]. The two criteria approach by Liu et al. [41] with an upper and a lower bound, where GBF formation is predicted, works well for the dataset.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Murakami, Y.; Nagata, J.; Matsunaga, H. Factors affecting ultralong life fatigue and design method for components. In Proceedings of the Fatigue 2006, 9th International Fatigue Congress, Atlanta, GA, USA, 14–19 May 2006; Elsevier Science Publishers: Amsterdam, The Netherlands, 2006. [Google Scholar]
- Bathias, C. There is no infinite fatigue life in metallic materials. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 559–565. [Google Scholar] [CrossRef]
- Murakami, Y.; Nomoto, T.; Ueda, T. On the mechanism of fatigue failure in the superlong life regime (N >107 cycles). Part 1: Influence of hydrogen trapped by inclusions. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 893–902. [Google Scholar] [CrossRef]
- Murakami, Y. Metal. Fatigue: Effects of Small Defects and Nonmetallic Inclusions, 2nd ed.; Academic Press: London, UK, 2019; ISBN 9780128138762. [Google Scholar]
- Shiozawa, K.; Morii, Y.; Nishino, S.; Lu, L. Subsurface crack initiation and propagation mechanism in high-strength steel in a very high cycle fatigue regime: Third Int. Conference on Very High Cycle Fatigue (VHCF-3). Int. J. Fatigue 2006, 28, 1521–1532. [Google Scholar] [CrossRef]
- Sakai, T.; Harada, H.; Oguma, N. Crack Initiation Mechanism of Bearing Steel in High Cycle Fatigue. In Fracture of Nano and Engineering Materials and Structures, Proceedings of the 16th European Conference of Fracture, Alexandroupolis, Greece, 3–7 July 2006; Gdoutos, E.E., Ed.; Springer: Dordrecht, The Netherlands, 2006; pp. 1129–1130. ISBN 978-1-4020-4971-2. [Google Scholar]
- Su, H.; Liu, X.; Sun, C.; Hong, Y. Nanograin layer formation at crack initiation region for very-high-cycle fatigue of a Ti-6Al-4V alloy. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 979–993. [Google Scholar] [CrossRef]
- Liu, X.; Sun, C.; Hong, Y. Effects of stress ratio on high-cycle and very-high-cycle fatigue behavior of a Ti–6Al–4V alloy. Mater. Sci. Eng. A 2015, 622, 228–235. [Google Scholar] [CrossRef]
- Wang, C.; Liu, Y.; Nikitin, A.; Wang, Q.; Zhou, M. A general scenario of fish-eye crack initiation on the life of high-strength steels in the very high-cycle fatigue regime. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 2183–2194. [Google Scholar] [CrossRef]
- Li, Y.-D.; Zhang, L.-L.; Fei, Y.-H.; Liu, X.-Y.; Li, M.-X. On the formation mechanisms of fine granular area (FGA) on the fracture surface for high strength steels in the VHCF regime. Int. J. Fatigue 2016, 82, 402–410. [Google Scholar] [CrossRef]
- Marines-Garcia, I.; Paris, P.C.; Tada, H.; Bathias, C.; Lados, D.A. Fatigue crack growth from small to large cracks on very high cycle fatigue with fish-eye failures. Eng. Fract. Mech. 2008, 75, 1657–1665. [Google Scholar] [CrossRef]
- Tanaka, K.; Akiniwa, Y. Fatigue crack propagation behaviour derived from S-N data in very high cycle regime. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 775–784. [Google Scholar] [CrossRef]
- Li, Y.D.; Guo, W.M.; Xu, N.; Wu, X.F.; Shi, J.B.; Ma, H. Crack growth process in GBF area of SUJ2 bearing steel in very high cycle fatigue regime. Mater. Sci. Technol. 2013, 29, 1463–1469. [Google Scholar] [CrossRef]
- Nakajima, M.; Kamiya, N.; Itoga, H.; Tokaji, K.; Ko, H.-N. Experimental estimation of crack initiation lives and fatigue limit in subsurface fracture of a high carbon chromium steel. Int. J. Fatigue 2006, 28, 1540–1546. [Google Scholar] [CrossRef]
- Kuroshima, Y.; Harada, S. Fatigue crack growth mechanism of high strength steel in gigacycle fatigue region. In Proceedings of the International Conference on Fatigue in the Very High Cycle Regime; Stanzl-Tschegg, S.E., Mayer, H., Eds.; University of Argricultural Sciences: Vienna, Austria, 2001; pp. 229–236. [Google Scholar]
- Chapetti, M.D. A simple model to predict the very high cycle fatigue resistance of steels. Int. J. Fatigue 2011, 33, 833–841. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Bathias, C.; Kawagoishi, N.; Chen, Q. Effect of inclusion on subsurface crack initiation and gigacycle fatigue strength. Int. J. Fatigue 2002, 24, 1269–1274. [Google Scholar] [CrossRef]
- Wang, Q.Y.; Berard, J.Y.; Dubarre, A.; Baudry, G.; Rathery, S.; Bathias, C. Gigacycle fatigue of ferrous alloys. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 667–672. [Google Scholar] [CrossRef]
- Ogawa, T.; Hasunuma, S.; Inatomi, Y.; Yasukochi, N.; Shigeta, S. The influence of hydrogen on the very high cycle fatigue property and crack growth characteristics of bearing steels. Mech. Eng. Lett. 2018, 4, 18-00134. [Google Scholar] [CrossRef]
- Hong, Y.; Lei, Z.; Sun, C.; Zhao, A. Propensities of crack interior initiation and early growth for very-high-cycle fatigue of high strength steels: Fatigue Crack Paths 2012. Int. J. Fatigue 2014, 58, 144–151. [Google Scholar] [CrossRef] [Green Version]
- Chapetti, M.D.; Tagawa, T.; Miyata, T. Ultra-long cycle fatigue of high-strength carbon steels part II: Estimation of fatigue limit for failure from internal inclusions. Mater. Sci. Eng. A 2003, 356, 236–244. [Google Scholar] [CrossRef]
- Furuya, Y.; Hirukawa, H.; Kimura, T.; Hayaishi, M. Gigacycle Fatigue Properties of High-Strength Steels According to Inclusion and ODA Sizes. Met. Mat. Trans. A 2007, 38, 1722–1730. [Google Scholar] [CrossRef]
- Liu, Y.B.; Yang, Z.G.; Li, Y.D.; Chen, S.M.; Li, S.X.; Hui, W.J.; Weng, Y.Q. On the formation of GBF of high-strength steels in the very high cycle fatigue regime. Mater. Sci. Eng. A 2008, 497, 408–415. [Google Scholar] [CrossRef]
- Lu, L.T.; Zhang, J.W.; Shiozawa, K. Influence of inclusion size on S-N curve characteristics of high-strength steels in the giga-cycle fatigue regime. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 647–655. [Google Scholar] [CrossRef]
- Yang, Z.G.; Li, S.X.; Liu, Y.B.; Li, Y.D.; Li, G.Y.; Hui, W.J.; Weng, Y.Q. Estimation of the size of GBF area on fracture surface for high strength steels in very high cycle fatigue regime. Int. J. Fatigue 2008, 30, 1016–1023. [Google Scholar] [CrossRef]
- Ritz, F.; Stäcker, C.; Beck, T.; Sander, M. FGA formation mechanism for X10CrNiMoV12-2-2 and 34CrNiMo6 for constant and variable amplitude tests under the influence of applied mean loads. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1576–1587. [Google Scholar] [CrossRef]
- Murakami, Y.; Nomoto, T.; Ueda, T. On the mechanism of fatigue failure in the superlong life regime (N >107 cycles). Part 2: Influence of hydrogen trapped by inclusions. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 903–910. [Google Scholar] [CrossRef]
- Liu, F.; He, C.; Chen, Y.; Zhang, H.; Wang, Q.; Liu, Y. Effects of defects on tensile and fatigue behaviors of selective laser melted titanium alloy in very high cycle regime. Int. J. Fatigue 2020, 140, 105795. [Google Scholar] [CrossRef]
- Spriestersbach, D. VHCF-Verhalten des hochfesten Stahls 100Cr6: Rissintiierungsmechanismen und Schwellenwerte. Ph.D. Thesis, Technische Universität Kaiserslautern, Kaiserslautern, Germany, 2019. [Google Scholar]
- Sakai, T.; Sato, Y.; Nagano, Y.; Takeda, M.; Oguma, N. Effect of stress ratio on long life fatigue behavior of high carbon chromium bearing steel under axial loading: Third International Conference on Very High Cycle Fatigue (VHCF-3)Third International Conference on Very High Cycle Fatigue. Int. J. Fatigue 2006, 28, 1547–1554. [Google Scholar] [CrossRef]
- Hong, Y.; Liu, X.; Lei, Z.; Sun, C. The formation mechanism of characteristic region at crack initiation for very-high-cycle fatigue of high-strength steels. Int. J. Fatigue 2016, 89, 108–118. [Google Scholar] [CrossRef] [Green Version]
- Deng, H.; Li, W.; Zhao, H.; Sakai, T. Multiple Fatigue Failure Behaviors and Long-Life Prediction Approach of Carburized Cr-Ni Steel with Variable Stress Ratio. Materials 2017, 10, 1084. [Google Scholar] [CrossRef] [Green Version]
- Spriestersbach, D.; Brodyanski, A.; Lösch, J.; Kopnarski, M.; Kerscher, E. Very high cycle fatigue of high-strength steels: Crack initiation by FGA formation investigated at artificial defects. Procedia Struct. Int. 2016, 2, 1101–1108. [Google Scholar] [CrossRef] [Green Version]
- Günther, J.; Krewerth, D.; Lippmann, T.; Leuders, S.; Tröster, T.; Weidner, A.; Biermann, H.; Niendorf, T. Fatigue life of additively manufactured Ti–6Al–4V in the very high cycle fatigue regime. Int. J. Fatigue 2017, 94, 236–245. [Google Scholar] [CrossRef]
- Nakatani, M.; Masuo, H.; Tanaka, Y.; Murakami, Y. Effect of Surface Roughness on Fatigue Strength of Ti-6Al-4V Alloy Manufactured by Additive Manufacturing. Procedia Struct. Int. 2019, 19, 294–301. [Google Scholar] [CrossRef]
- Stäcker, C.; Sander, M.; Witte, K.; Burkel, E.; Drescher, P.; Seitz, H. VHCF behaviour of EBM processed Ti6Al4V with artificially generated imperfections; Präsentation. In Proceedings of the 2. Tagung des DVM-Arbeitskreises Additiv gefertigte Bauteile und Strukturen, Berlin, Germany, 10 November 2017. [Google Scholar]
- Stäcker, C.; Sander, M. Experimental, analytical and numerical analyses of constant and variable amplitude loadings in the very high cycle fatigue regime. Appl. Fract. Mech. 2017, 92, 394–409. [Google Scholar] [CrossRef]
- Müller, T.; Sander, M. On the use of ultrasonic fatigue testing technique-variable amplitude loadings and crack growth monitoring: Variable amplitude loadings and crack growth monitoring. Ultrasonics 2013, 53, 1417–1424. [Google Scholar] [CrossRef]
- Sander, M.; Müller, T.; Stäcker, C. Very high cycle fatigue behavior under constant and variable amplitude loading. Procedia Struct. Int. 2016, 2, 34–41. [Google Scholar] [CrossRef] [Green Version]
- Pan, X.; Hong, Y. High-cycle and very-high-cycle fatigue behaviour of a titanium alloy with equiaxed microstructure under different mean stresses. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1950–1964. [Google Scholar] [CrossRef]
- Liu, Y.B.; Li, S.X.; Li, Y.D.; Yang, Z.G. Factors influencing the GBF size of high strength steels in the very high cycle fatigue regime. Mater. Sci. Eng. A 2011, 528, 935–942. [Google Scholar] [CrossRef]
- Sun, C.; Song, Q.; Zhou, L.; Liu, J.; Wang, Y.; Wu, X.; Wei, Y. The formation of discontinuous gradient regimes during crack initiation in high strength steels under very high cycle fatigue. Int. J. Fatigue 2019, 124, 483–492. [Google Scholar] [CrossRef] [Green Version]
- JEOL GmbH. Cross Section Polisher™. Available online: https://www.jeol.co.jp/en/science/cp.html (accessed on 12 July 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | σUTS [MPa] | σY [MPa] | E [GPa] | A5 [%] | HV1 2 |
|---|---|---|---|---|---|
| 3.7165 | 1120 | 1078 | 116 | 2.72 | 361 |
| Material | Ti | Al | V | Ni | Fe | Cu | Zr |
|---|---|---|---|---|---|---|---|
| 3.7165 | 92.61 | 2.96 | 4.19 | 0.02 | 0.18 | 0.01 | 0.03 |
| Specimen | #1 | #2 | #3 | #4 | #5 | #6 | #7 | #8 | #9 | #10 | #11 | #12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| σa,1 [MPa] | 230 | 260 | ||||||||||
| ∆σa [MPa] | 10 | 5|10 | 10 | |||||||||
| i [-] | 3 | 12|8 | 6 | 14 | 9 | 6 | 5 | 7 | 3 | 4 | 6 | 11 |
| [μm] | 150 | 300 | 150 | 200 | 300 | 150 | ||||||
| series | VD13 | VD11 | VD13 | VD12 | VD11 | VD13 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wickmann, C.; Benz, C.; Heyer, H.; Witte-Bodnar, K.; Schäfer, J.; Sander, M. Internal Crack Initiation and Growth Starting from Artificially Generated Defects in Additively Manufactured Ti6Al4V Specimen in the VHCF Regime. Materials 2021, 14, 5315. https://doi.org/10.3390/ma14185315
Wickmann C, Benz C, Heyer H, Witte-Bodnar K, Schäfer J, Sander M. Internal Crack Initiation and Growth Starting from Artificially Generated Defects in Additively Manufactured Ti6Al4V Specimen in the VHCF Regime. Materials. 2021; 14(18):5315. https://doi.org/10.3390/ma14185315
Chicago/Turabian StyleWickmann, Carsten, Christopher Benz, Horst Heyer, Kerstin Witte-Bodnar, Jan Schäfer, and Manuela Sander. 2021. "Internal Crack Initiation and Growth Starting from Artificially Generated Defects in Additively Manufactured Ti6Al4V Specimen in the VHCF Regime" Materials 14, no. 18: 5315. https://doi.org/10.3390/ma14185315