The Influence of Microstructure on Abrasive Wear Micro-Mechanisms of the Claddings Produced by Welding Used in Agricultural Soil

 ,
,  , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Materials Characterization
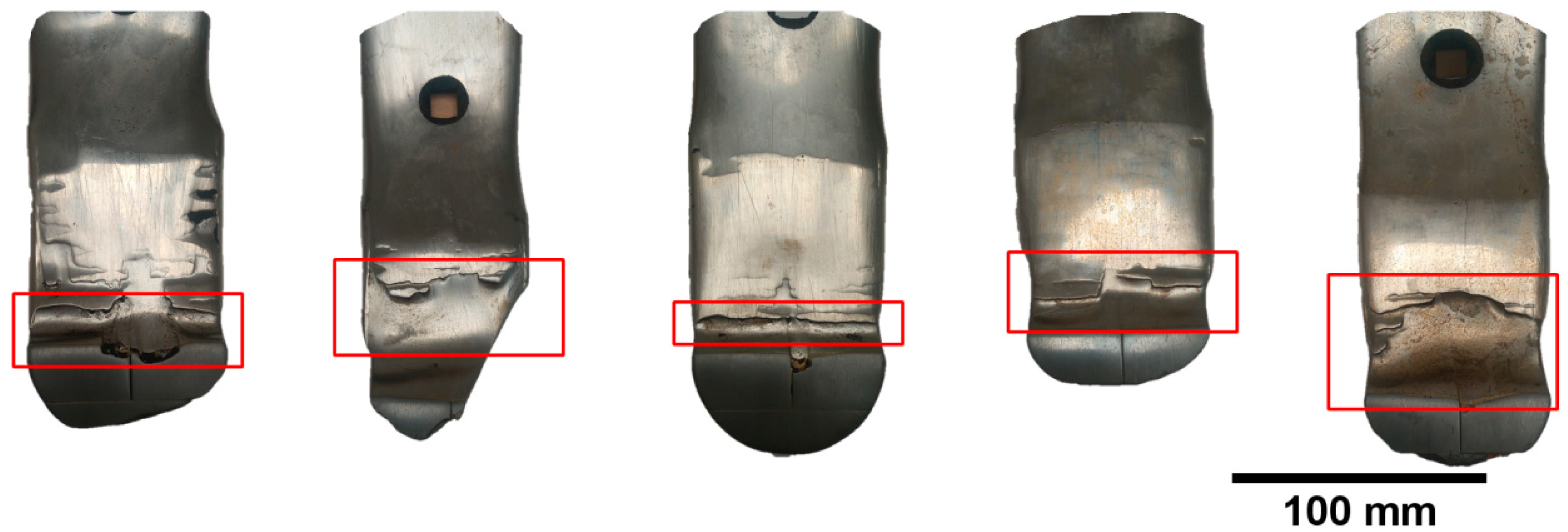
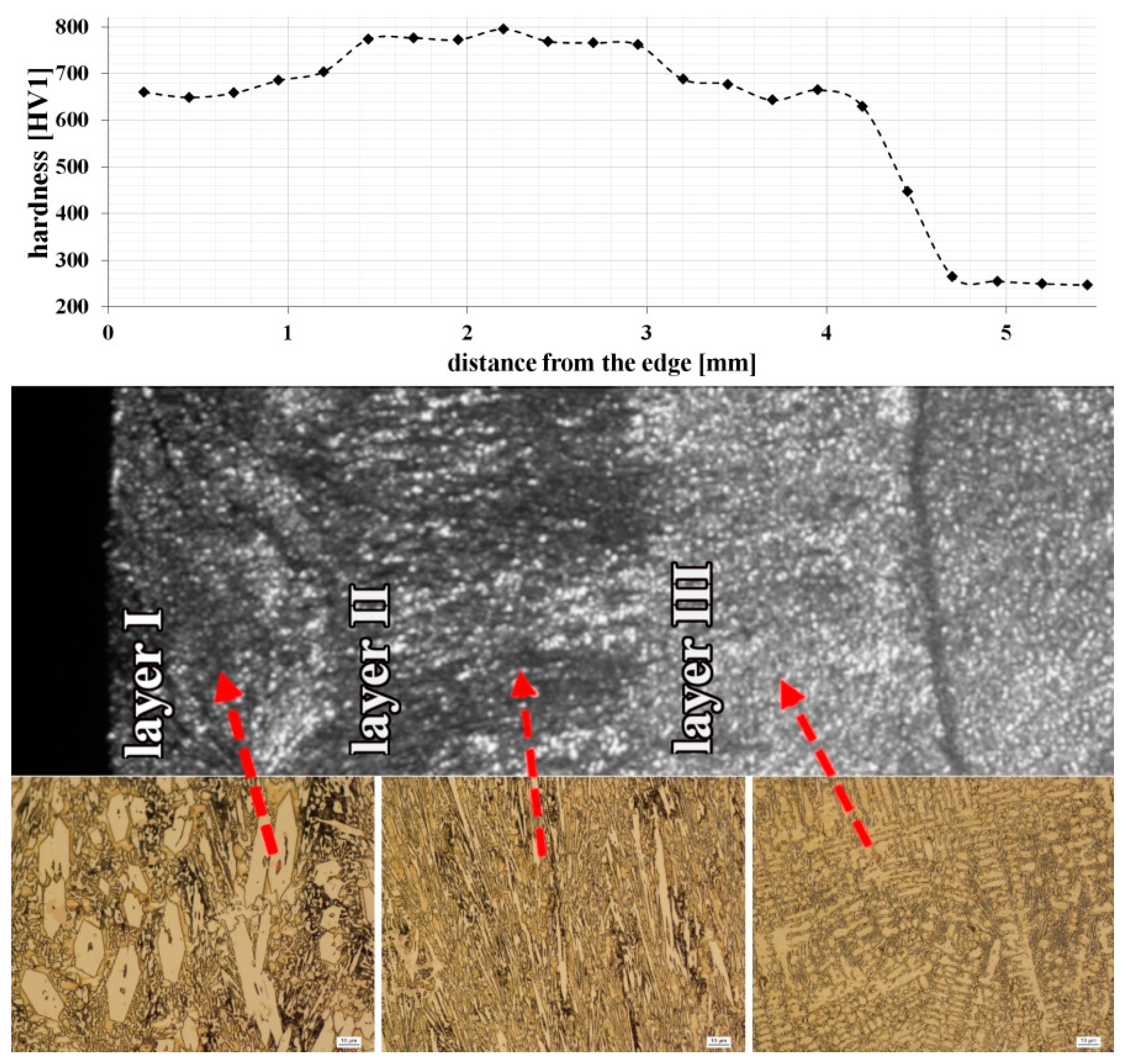
3.1.1. Macroscopic Wear Symptoms and Hardness Distribution
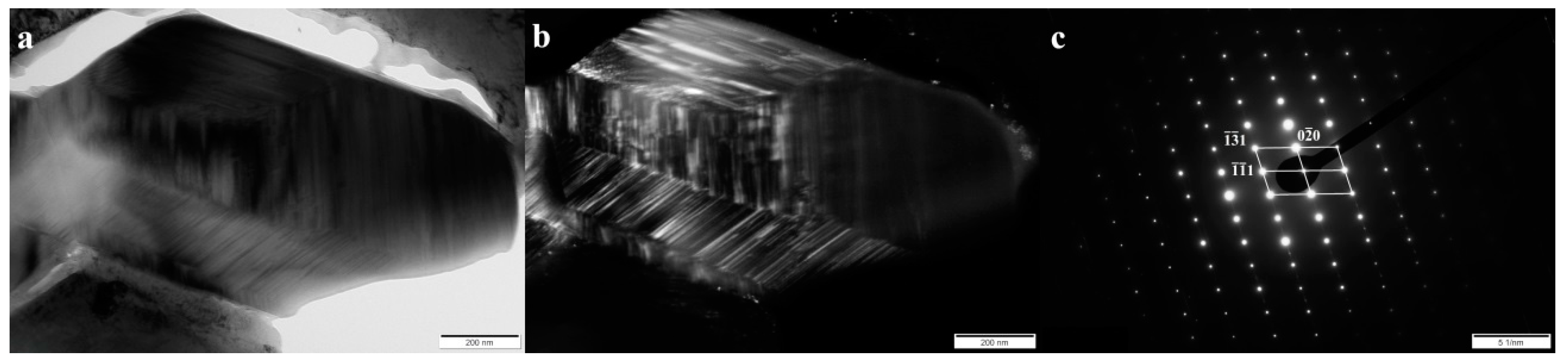
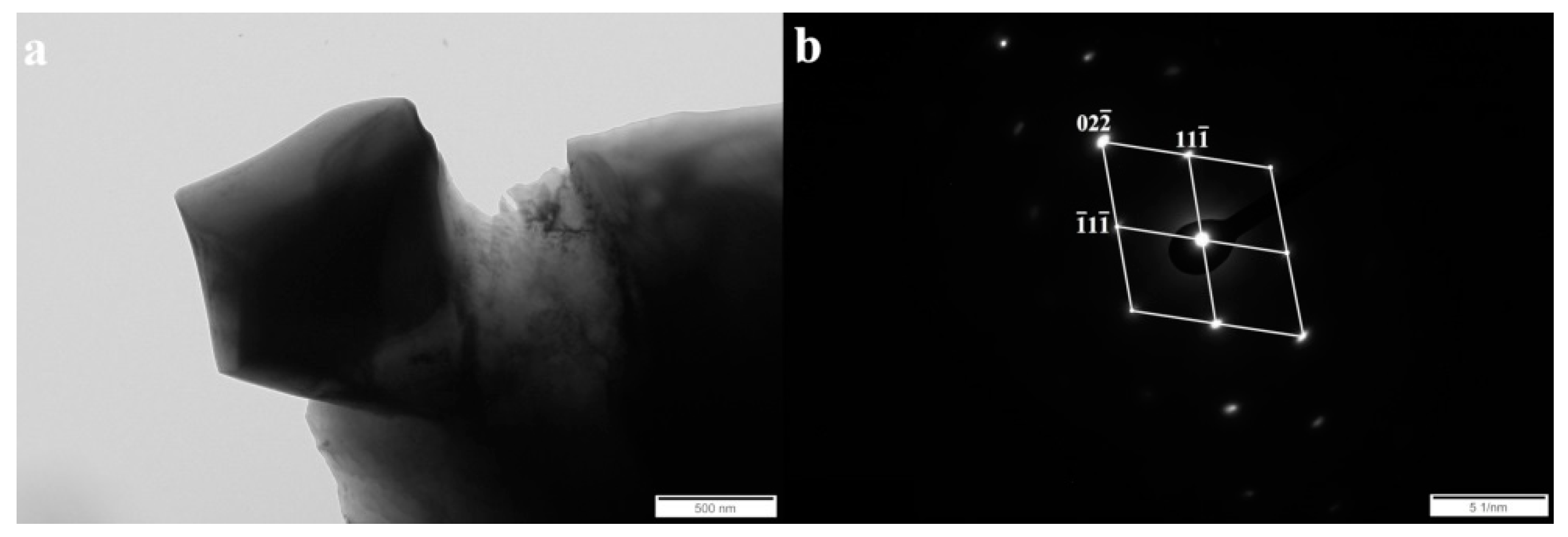
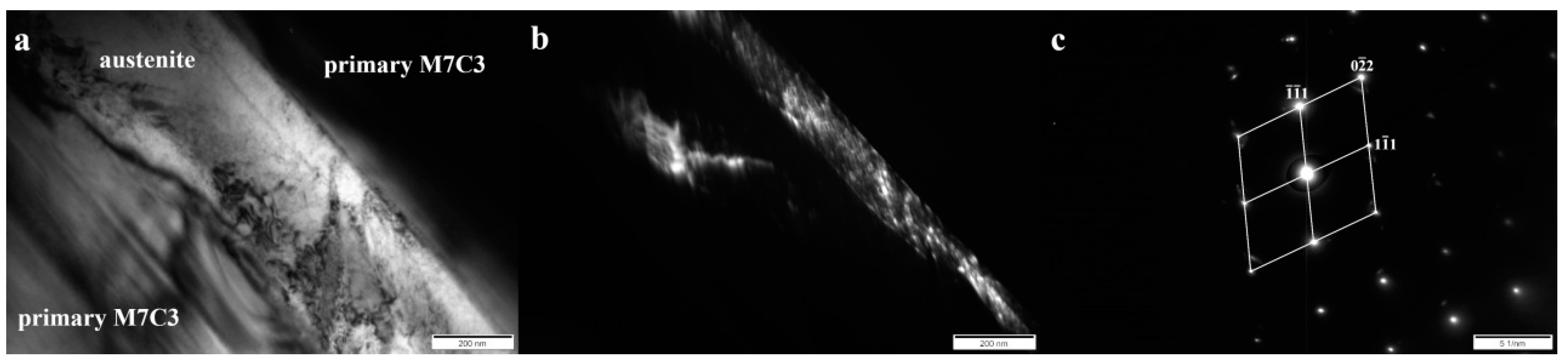
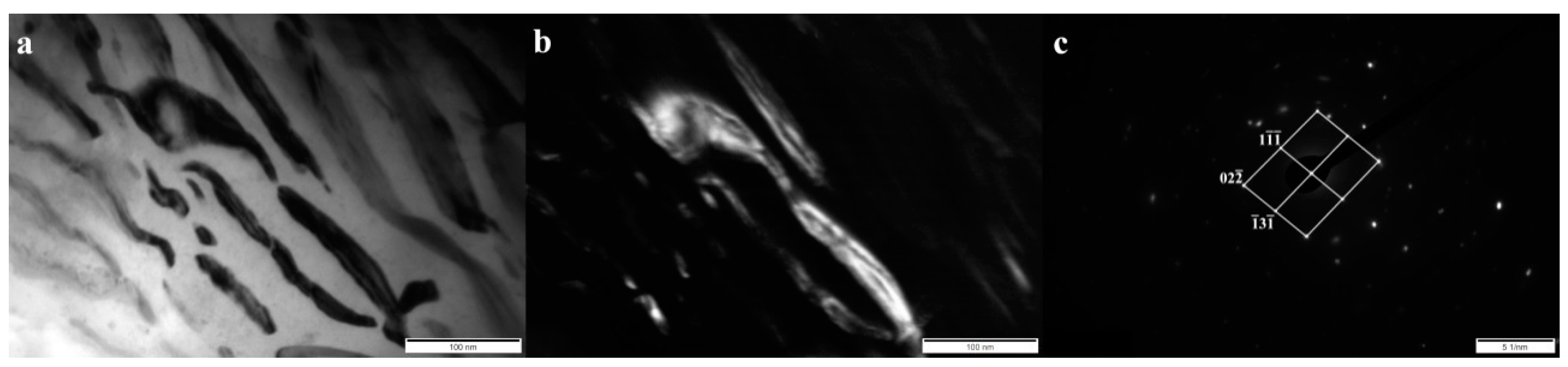
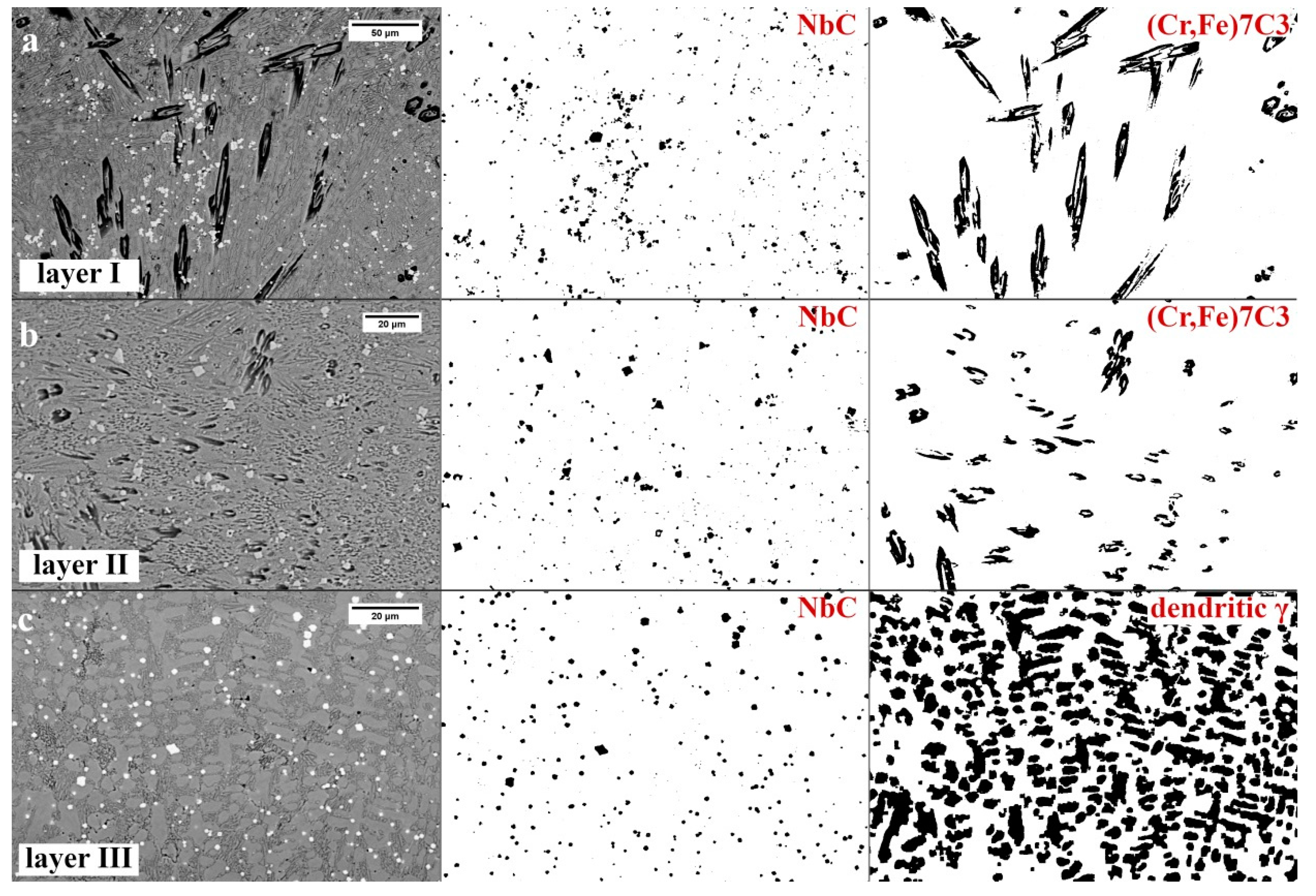
3.1.2. Identification of Microstructure Components
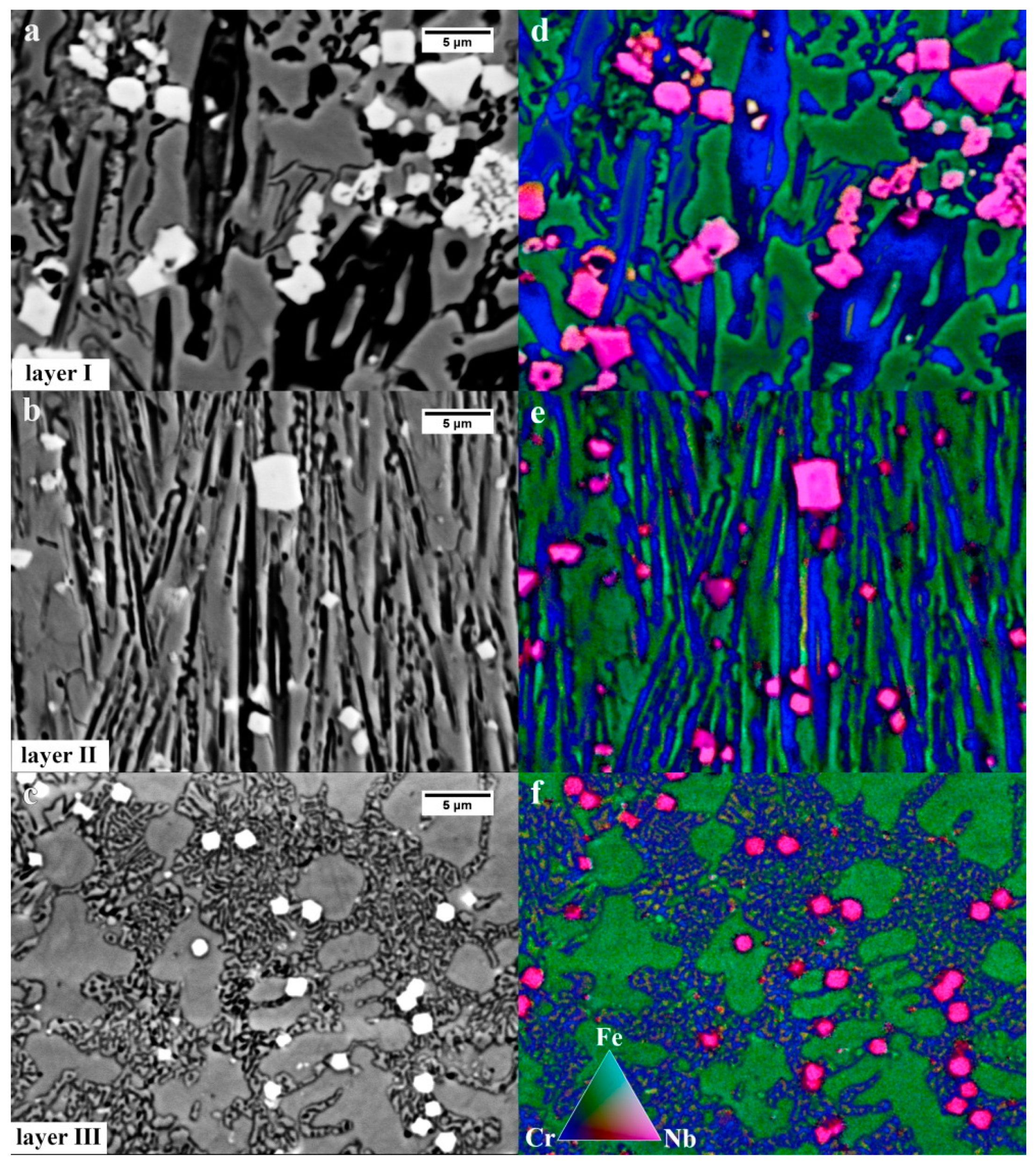
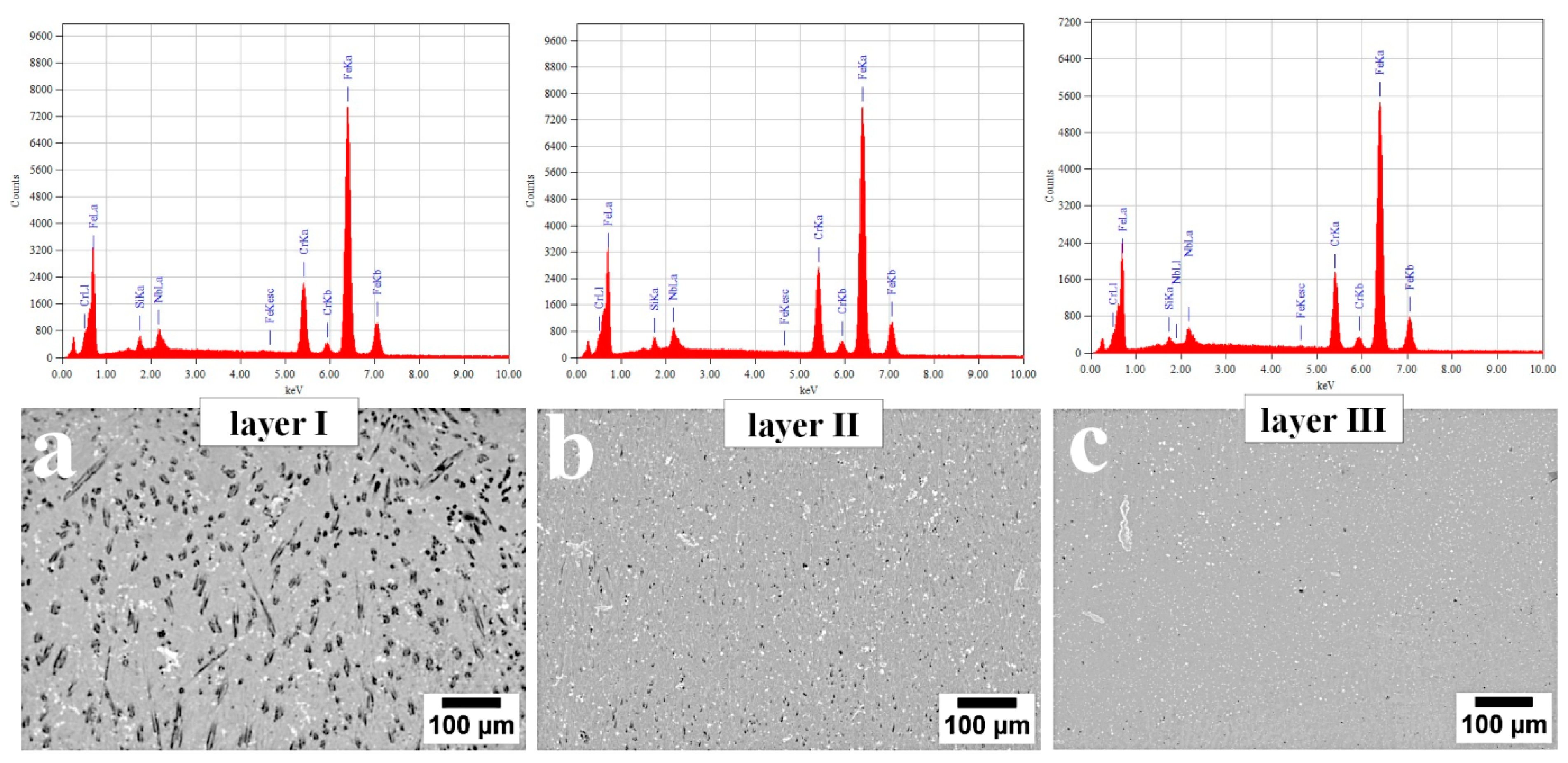
3.1.3. Chemical Elements Distribution
3.1.4. Microstructure Components Distribution
3.2. Mechanisms of Abrasive Wear
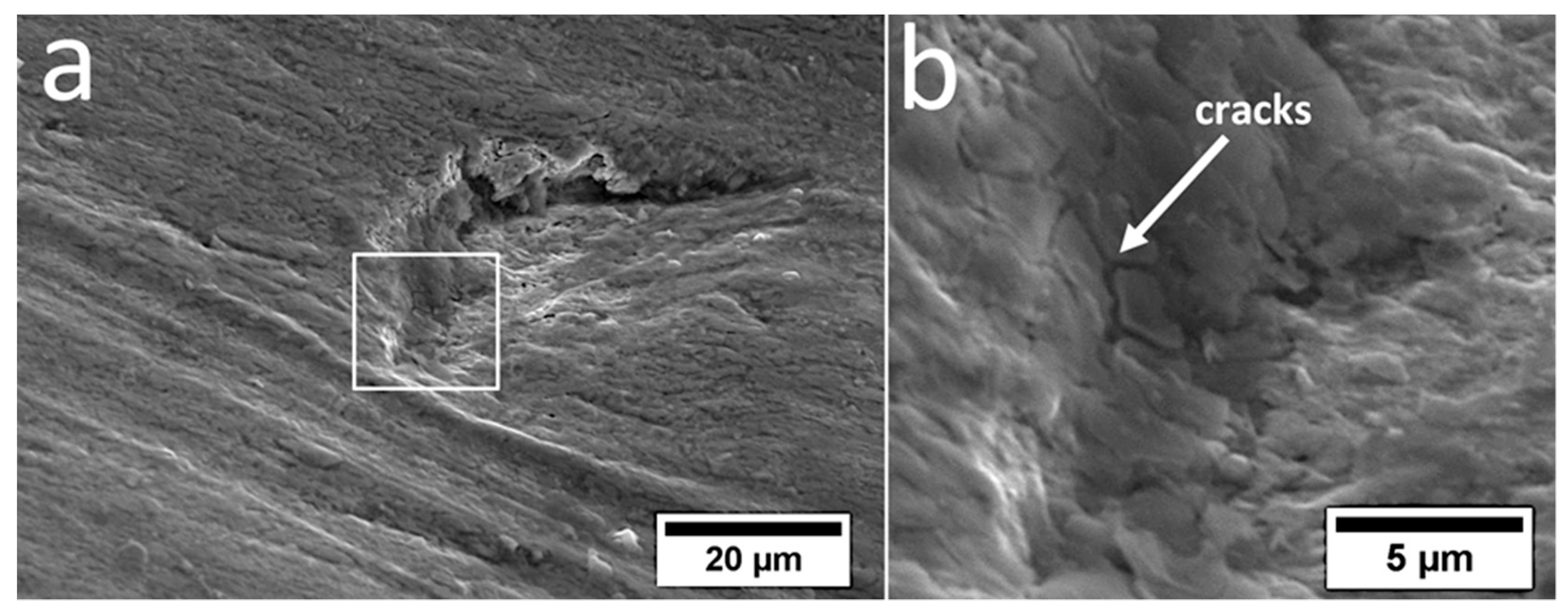
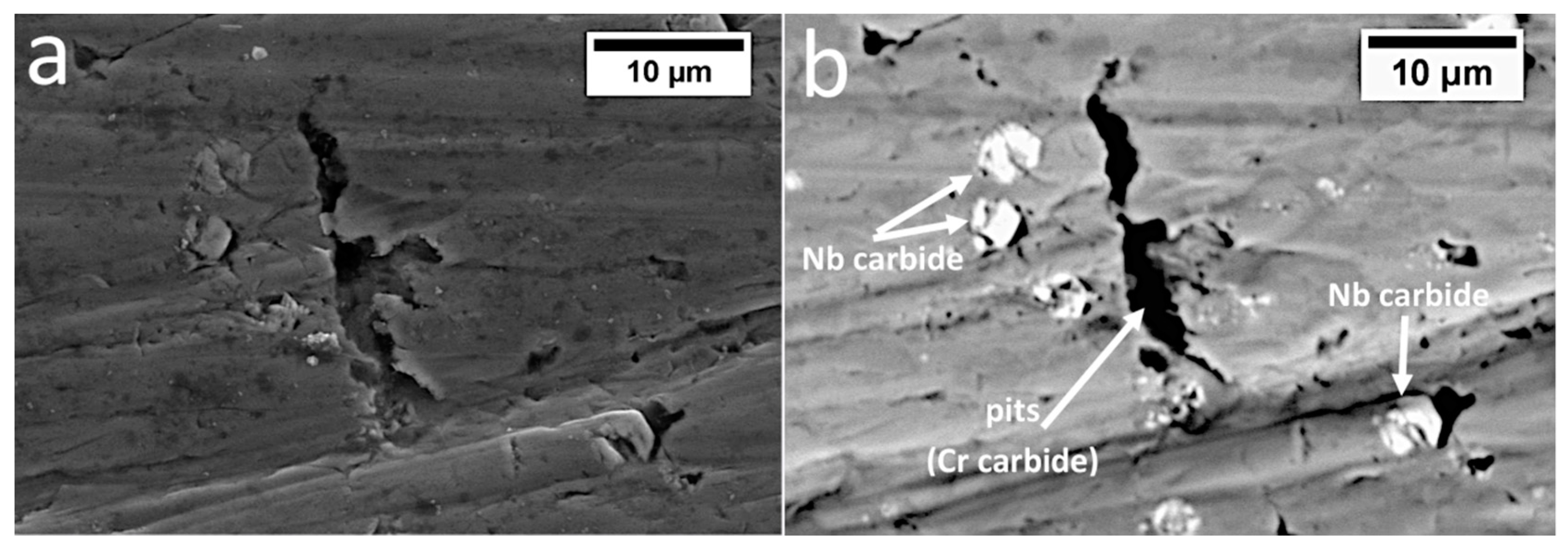
3.2.1. Topography of the Worn Surface
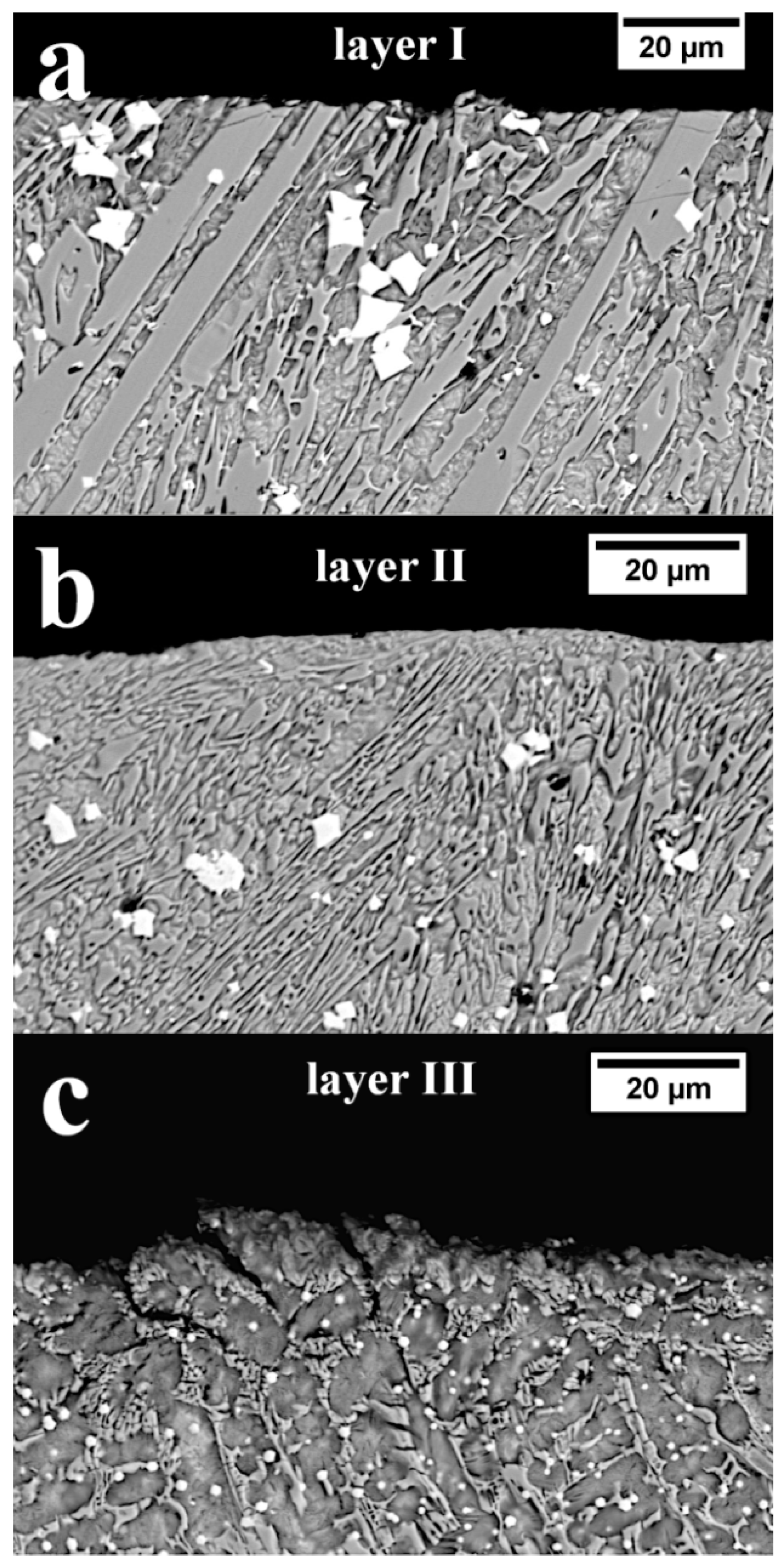
3.2.2. Cross-section of the Worn Surface
4. Conclusions
- Macroscopic wear mechanisms of the cultivator coulters confirmed the complex wear micro-mechanisms of claddings produced by welding. On the border of the base material (steel) and the initial layer (III) of the claddings, intensified wear occurred (“wash-out” effect).
- The tested claddings consisted of three microstructurally different layers. Based on the analysis of the fraction of structure components, hardness measurements and microanalysis of the chemical composition, it was found that these layers can be classified as hypereutectic, approximately eutectic, and hypoeutectic alloys.
- The claddings layers were characterized by various wear mechanisms. In layer I (hypereutectic), the micro-cutting mechanism and delamination due to chipping of primary (Cr,Fe)7C3 carbide dominated. Layer II (approximately eutectic) was dominated by the micro-cutting mechanism. However, in layer 3 (hypoeutectic), scratches and ploughing with the presence of plastically deformed areas and numerous pits were observed.
- It was found that in layer I there was no macroscopic hardening of the worn surface, while in layer II a narrow hardened layer was identified. The largest layer of hardening was observed in layer III. However, the effect of the residual stress of martensitic transformation, the impact of high loads of a larger soil fraction, the fatigue nature of loads, and the unfavorable morphology (sharp edges of needles) of the strongly eutectic refinement caused the occurrence of microcracks in interdendritic spaces. The cracks located at the worn surface contributed to the intensified wear of this layer.
- The results, obtained in real working conditions (soil cultivation), partly confirm previous research, which explains the need to validate laboratory results with results obtained during work in specific conditions.
- Generally, in the case of the analyzed working conditions and microstructures of the tested claddings produced by welding, it can be concluded that the most advantageous mechanical behavior in the context of wear resistance in tested working conditions was demonstrated by layer II (approximately eutectic).
Author Contributions
Funding
Conflicts of Interest
References
- Hamblin, M.G.; Stachowiak, M.G. Description of abrasive particle shape and its relation to two-body abrasive wear. Tribol. Trans. 1996, 39, 803–810. [Google Scholar] [CrossRef]
- Barzegari, G.; Uromeihy, A.; Zhao, J. Parametric study of soil abrasivity for predicting wear issue in TBM tunneling projects. Tunn. Undergr. Space Technol. 2015, 48, 43–57. [Google Scholar] [CrossRef]
- Mosleh, M.; Gharahbagh, E.A.; Rostami, J. Effects of relative hardness and moisture on tool wear in soil excavation operations. Wear 2013, 302, 1555–1559. [Google Scholar] [CrossRef]
- Kostencki, P.; Nowowiejski, R. Wytrzymałość ścierna wybranych lemieszy płużnych podczas uprawy pyłu zwykłego o dwóch stanach nawilgocenia. Tribologia 2006, 2, 123–142. [Google Scholar]
- Natsis, A.; Petropoulos, G.; Pandazaras, C. Influence of local soil conditions on mouldboard ploughshare abrasive wear. Tribol. Int. 2008, 41, 151–157. [Google Scholar] [CrossRef]
- Natsis, A.; Papadakis, G.; Pitsilis, J. The Influence of Soil Type, Soil Water and Share Sharpness of a Mouldboard Plough on Energy Consumption, Rate of Work and Tillage Quality. J. Agric. Eng. Res. 1999, 72, 171–176. [Google Scholar] [CrossRef]
- Fielke, F.M. Interactions of the cutting edge of tillage implements with soil. J. Agric. Eng. Res. 1996, 63, 61–72. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Kostencki, P. Abrasive wear characteristics of selected low-alloy boron steels as measured in both field experiments and laboratory tests. Wear 2015, 328, 149–159. [Google Scholar] [CrossRef]
- Bhakat, A.K.; Mishra, A.K.; Mishra, N.S.; Jha, S. Metallurgical life cycle assessment through prediction of wear for agricultural grade steel. Wear 2004, 257, 338–346. [Google Scholar] [CrossRef]
- Kostencki, P.; Stawicki, T.; Białobrzeska, B. Durability and wear geometry of subsoiler shanks provided with sintered carbide plates. Tribol. Int. 2016, 104, 19–35. [Google Scholar] [CrossRef]
- Stawicki, T.; Kostencki, P.; Białobrzeska, B. Wear resistance of selected cultivator coulters reinforced with sintered-carbide plater. Arch. Civ. Mech. Eng. 2018, 18, 1661–1678. [Google Scholar] [CrossRef]
- Novák, P.; Müller, M.; Hrabě, P. Research of a material and structural solution in the area of conventional soil processing. Agron. Res. 2014, 12, 143–150. [Google Scholar]
- Buchely, M.F.; Gutierrez, J.C.; Leon, L.M.; Toro, A. The effect of microstructure on abrasive wear of hardfacing alloys. Wear 2005, 259, 52–61. [Google Scholar] [CrossRef]
- Horvat, Z.; Filipovic, D.; Kosutic, S.; Emert, R. Reduction of mouldboard plough share wear by a combination technique of hardfacing. Tribol. Int. 2008, 41, 778–782. [Google Scholar] [CrossRef]
- Bayhan, Y. Reduction of wear via hardfacing of chisel ploughshare. Tribol. Int. 2006, 39, 570–574. [Google Scholar] [CrossRef]
- Yüksel, N.; Şahin, S. Wear behavior–hardness–microstructure relation of Fe–Cr–C and Fe–Cr–C–B based hardfacing alloys. Mater. Des. 2014, 58, 491–498. [Google Scholar] [CrossRef]
- Lai, H.H.; Hsieh, C.C.; Lin, C.M.; Wu, W. Effect of oscillating traverse welding on microstructure evolution and characteristic of hypoeutectic hardfacing alloy. Surf. Coat. Technol. 2014, 239, 233–239. [Google Scholar] [CrossRef]
- Scandella, F.; Scandella, R. Development of hardfacing material in Fe-Cr-Nb-C system for use under highly abrasive conditions. Mater. Sci. Technol. 2004, 20, 93–105. [Google Scholar] [CrossRef]
- Correa, E.O.; Alcantara, N.G.; Tecco, D.G.; Kumar, R.V. Development of an Iron-Based Hardfacing Material Reinforced with Fe-(TiW)C Composite Powder. Metall. Mater. Trans. A 2007, 38, 937–945. [Google Scholar] [CrossRef]
- Chung, R.J.; Tang, X.; Li, D.Y.; Hinckley, B.; Dolman, K. Microstructure refinement of hypereutectic high Cr cast irons using hard carbide-forming elements for improved wear resistance. Wear 2013, 301, 695–706. [Google Scholar] [CrossRef]
- Correa, E.O.; Alcântara, N.G.; Valeriano, L.C.; Barbedo, N.D.; Chaves, R.R. The effect of microstructure on abrasive wear of a Fe–Cr–C–Nb hardfacing alloy deposited by the open arc welding process. Surf. Coat. Technol. 2015, 276, 479–484. [Google Scholar] [CrossRef]
- Filipovic, M.; Kamberovic, Z.; Korac, M.; Gavrilovski, M. Microstructure and mechanical properties of Fe–Cr–C–Nb white cast irons. Mater. Des. 2013, 47, 41–48. [Google Scholar] [CrossRef]
- Fiset, M.; Peev, K.; Radulovic, M. The influence of niobium on fracture toughness and abrasion resistance in high-chromium white cast irons. J. Mater. Sci. Lett. 1993, 12, 615–617. [Google Scholar] [CrossRef]
- Kostencki, P.; Stawicki, T.; Królicka, A.; Sędłak, P. Wear of cultivator coulters reinforced with cemented-carbide plates and hardfacing. Wear 2019, 438–439, 203063. [Google Scholar] [CrossRef]
- Dudziński, W. Structure Defects in the Carbide of the Type M7C3; Wydawnictwo Politechniki Wrocławskiej: Wrocław, Poland, 1986. [Google Scholar]
- Dudzinski, W.; Morniroli, J.P.; Gantois, M. Stacking faults in chromium, iron and vanadium mixed carbides of the type M7C3. J. Mater. Sci. 1980, 15, 1387–1401. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A. Microstructure of vanadium-, niobium- and titanium-alloyed high-chromium white cast irons. Int. J. Cast. Met. Res. 2001, 13, 343–361. [Google Scholar] [CrossRef]
- Wiengmoon, A.; Chairuangsri, T.; Brown, A.; Brydson, R.; Edmonds, D.V.; Pearce, J.T.H. Microstructural and crystallographical study of carbides in 30wt.%Cr cast irons. Acta Mater. 2005, 3, 4143–4154. [Google Scholar] [CrossRef]
- Tabrett, C.P.; Sare, I.R.; Ghomashchi, M.R. Microstructure-property relationships in high chromium white iron alloys. Int. Mater. Rev. 1996, 41, 59–82. [Google Scholar] [CrossRef]
- Peev, K.; Radulovic, M.; Fiset, M. Modification of Fe-Cr-C alloys using mischmetal. J. Mater. Sci. Lett. 1994, 13, 112–114. [Google Scholar] [CrossRef]
- Kesri, R.; Durand-Charre, M. Phase equilibria, solidification and solid-state transformations of white cast irons containing niobium. J. Mater. Sci. 1987, 22, 2959–2964. [Google Scholar] [CrossRef]
- Haddad, F.; Amara, E.; Kesri, R. Liquidus Surface Projection of the Fe-Nb-C System in the Iron-Rich Corner. Metall. Mater. Trans. A 2008, 39, 1026–1033. [Google Scholar] [CrossRef]
- Metals Handbook, 9th ed.; Metallography and Phase Diagrams; American Society for Metals: Metals Park, OH, USA, 2004; Volume 8.
- Zhi, X.; Xing, J.; Fu, H.; Xiao, B. Effect of niobium on the as-cast microstructure of hypereutectic high chromium cast iron. Mater. Lett. 2008, 62, 857–860. [Google Scholar] [CrossRef]
- Chen, J.H.; Hsieh, C.C.; Hua, P.S.; Chang, C.H.; Lin, C.M.; Wu, P.T.Y.; Wu, W. Microstructure and Abrasive Wear Properties of Fe-Cr-C Hardfacing Alloy Cladding Manufactured by Gas Tungsten Arc Welding (GTAW). Met. Mater. Int. 2013, 19, 93–98. [Google Scholar] [CrossRef]
- Kan, W.H.; Albino, C.; Dias-da-Costa, D.; Dolman, K.; Lucey, T.; Tang, X.; Chang, L.; Proust, G.; Cairney, J. Microstructure characterization and mechanical properties of a functionally-graded NbC/high chromium white cast iron composite. Mater. Charact. 2018, 136, 196–205. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Guerra, F.; Mejia, I.; Vera, U. Niobium Additions to a 15%Cr–3%C White Iron and Its Efects on the Microstructure and on Abrasive Wear Behavior. Metals 2019, 9, 1321. [Google Scholar] [CrossRef] [Green Version]
- Sabet, H.; Khierandish, S.; Mirdamadi, S.; Goodarzi, M. The Microstructure and Abrasive Wear Resistance of Fe–Cr–C Hardfacing Alloys with the Composition of Hypoeutectic, Eutectic, and Hypereutectic at Cr/C=6. Tribol. Lett. 2011, 44, 237–245. [Google Scholar] [CrossRef]
- Xu, X.L.; Yu, Z.W.; Ma, Y.Q.; Wang, X.; Shi, Y.Q. Martensitic transformation and work hardening of metastable austenite induced by abrasion in austenitic Fe-C-Cr-Mn-B Alloy—A TEM study. Mater. Sci. Technol. 2002, 18, 1561–1564. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt. %) | ||||
|---|---|---|---|---|
| Layer | Cr | Nb | Si | Fe |
| I | 15.85 | 4.38 | 1.35 | Bal. |
| II | 16.04 | 4.48 | 1.16 | Bal. |
| III | 14.86 | 3.40 | 0.71 | Bal. |
| Volume Fraction [%] | ||||
|---|---|---|---|---|
| Layer | (γ + M7C3) | Primary M7C3 | Primary NbC | γ (Dendritic) |
| I | 86.5 | 10.4 | 3.1 | - |
| II | 92.3 | 5.4 | 2.3 | - |
| III | 57.5 | - | 2.8 | 39.7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Królicka, A.; Szczepański, Ł.; Konat, Ł.; Stawicki, T.; Kostencki, P. The Influence of Microstructure on Abrasive Wear Micro-Mechanisms of the Claddings Produced by Welding Used in Agricultural Soil. Materials 2020, 13, 1920. https://doi.org/10.3390/ma13081920
Królicka A, Szczepański Ł, Konat Ł, Stawicki T, Kostencki P. The Influence of Microstructure on Abrasive Wear Micro-Mechanisms of the Claddings Produced by Welding Used in Agricultural Soil. Materials. 2020; 13(8):1920. https://doi.org/10.3390/ma13081920
Chicago/Turabian StyleKrólicka, Aleksandra, Łukasz Szczepański, Łukasz Konat, Tomasz Stawicki, and Piotr Kostencki. 2020. "The Influence of Microstructure on Abrasive Wear Micro-Mechanisms of the Claddings Produced by Welding Used in Agricultural Soil" Materials 13, no. 8: 1920. https://doi.org/10.3390/ma13081920