Simultaneous Refinement of Primary Si and Modification of Eutectic Si in A390 Alloy Assisting by Sr-Modifier and Serpentine Pouring Channel Process

Abstract
:1. Introduction
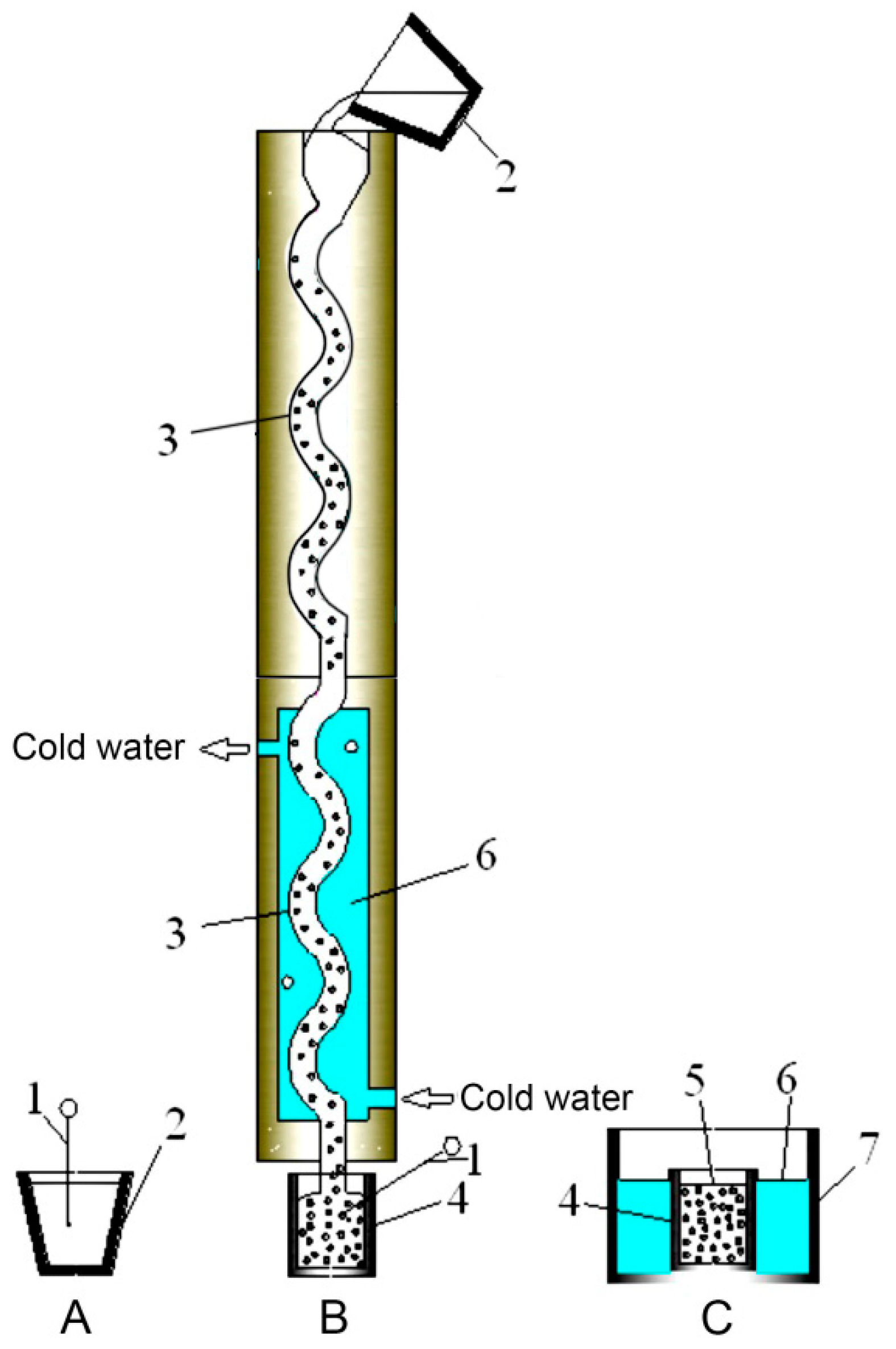
2. Experiments
3. Results
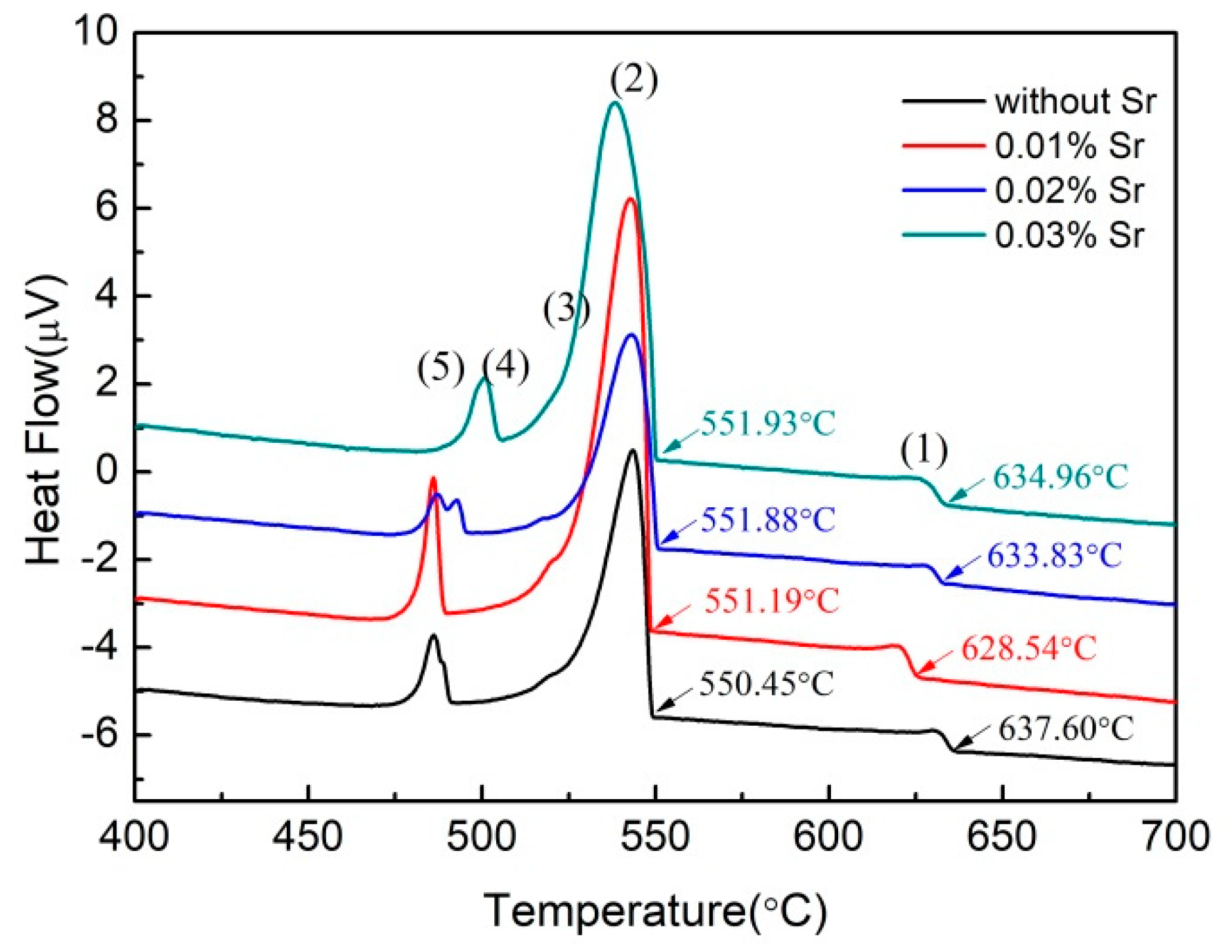
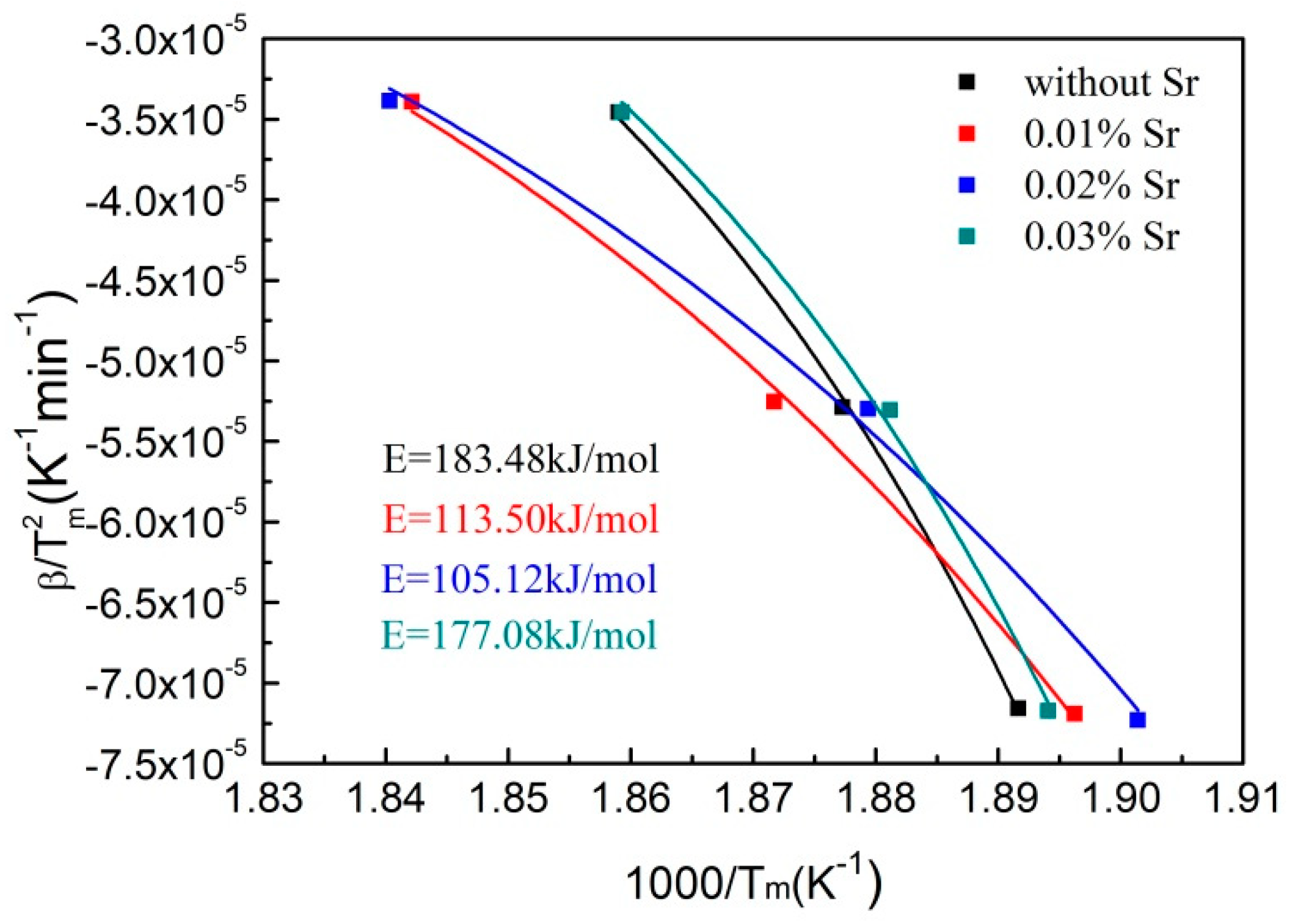
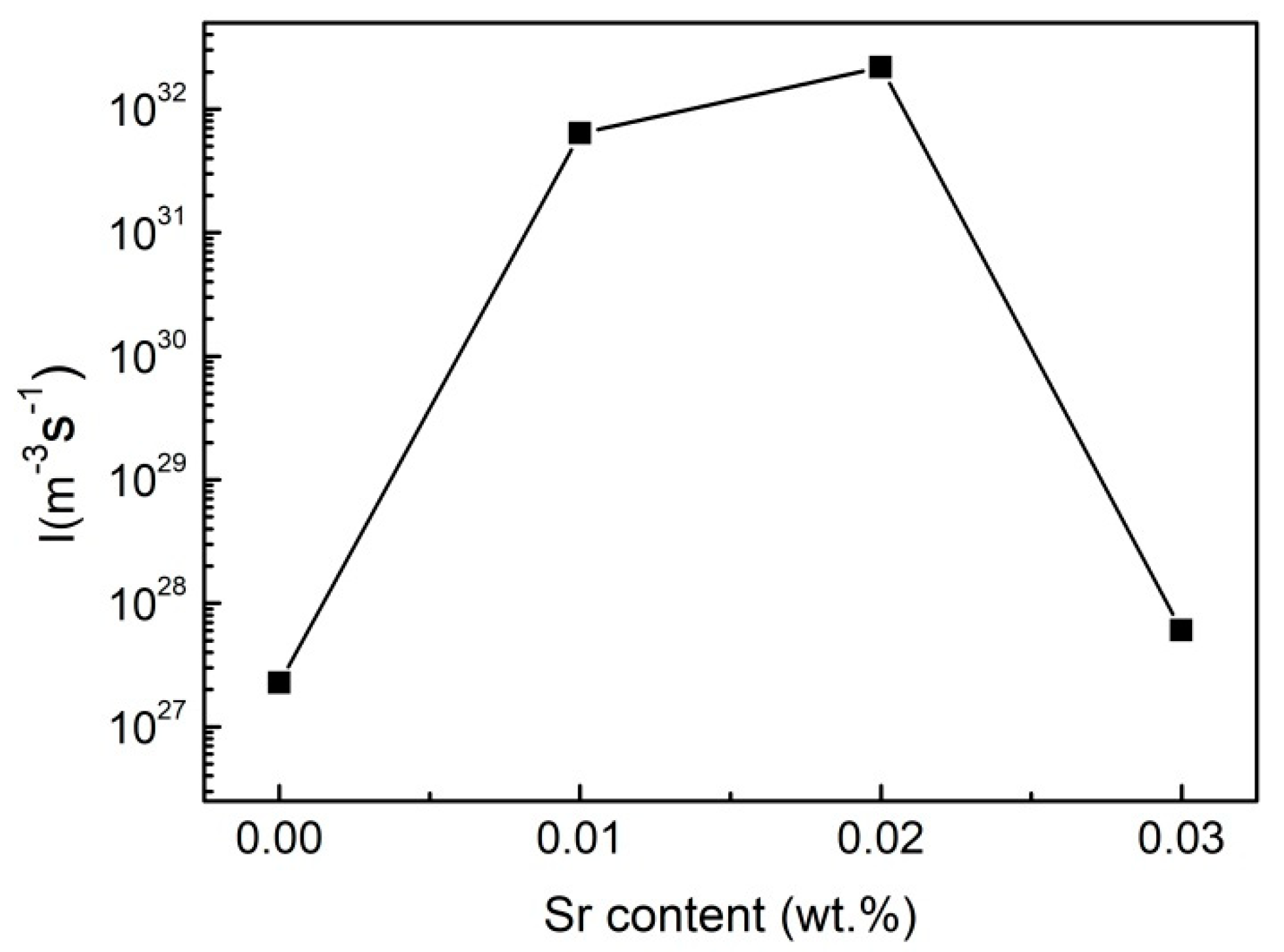
3.1. Thermal Analysis
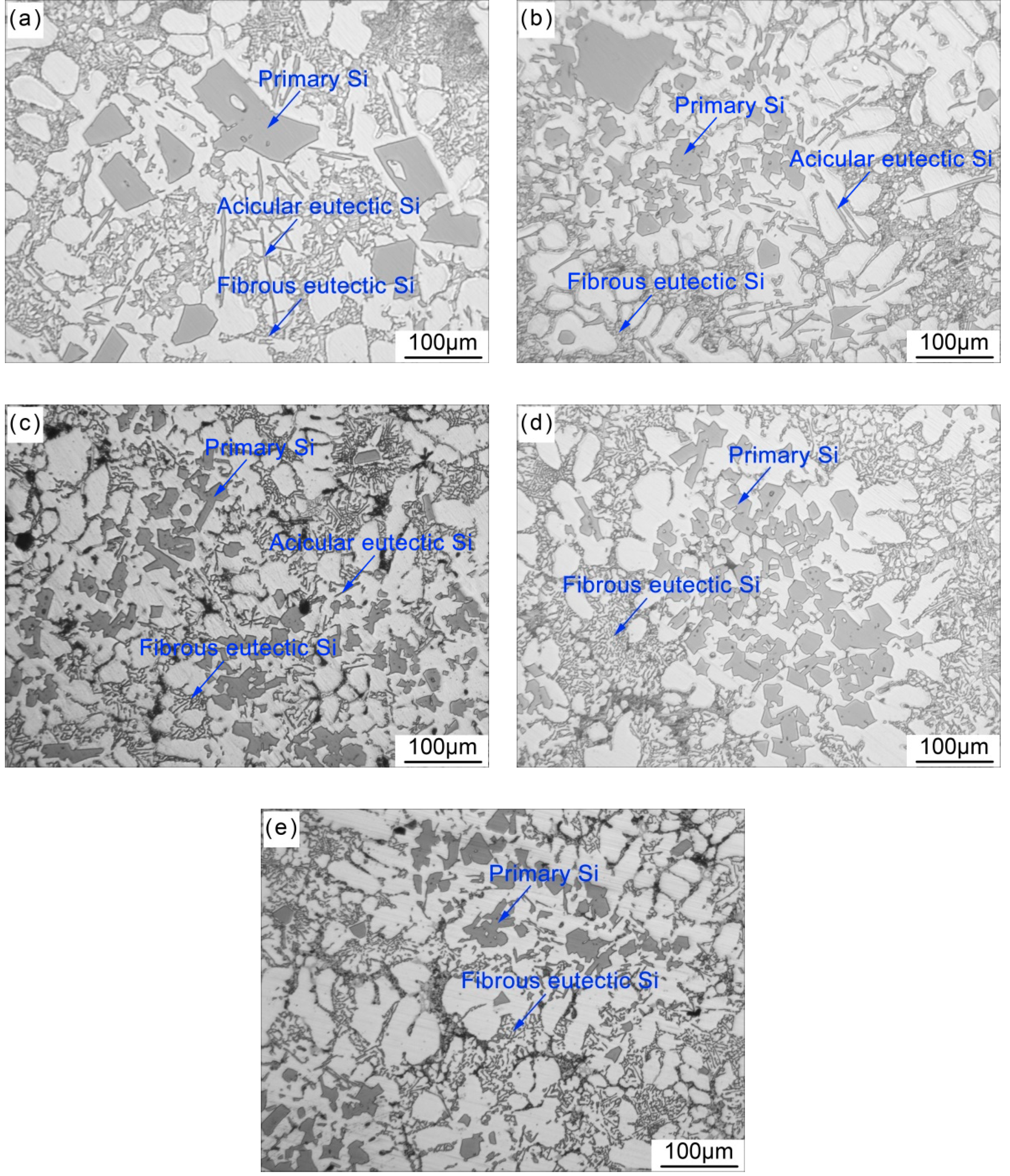
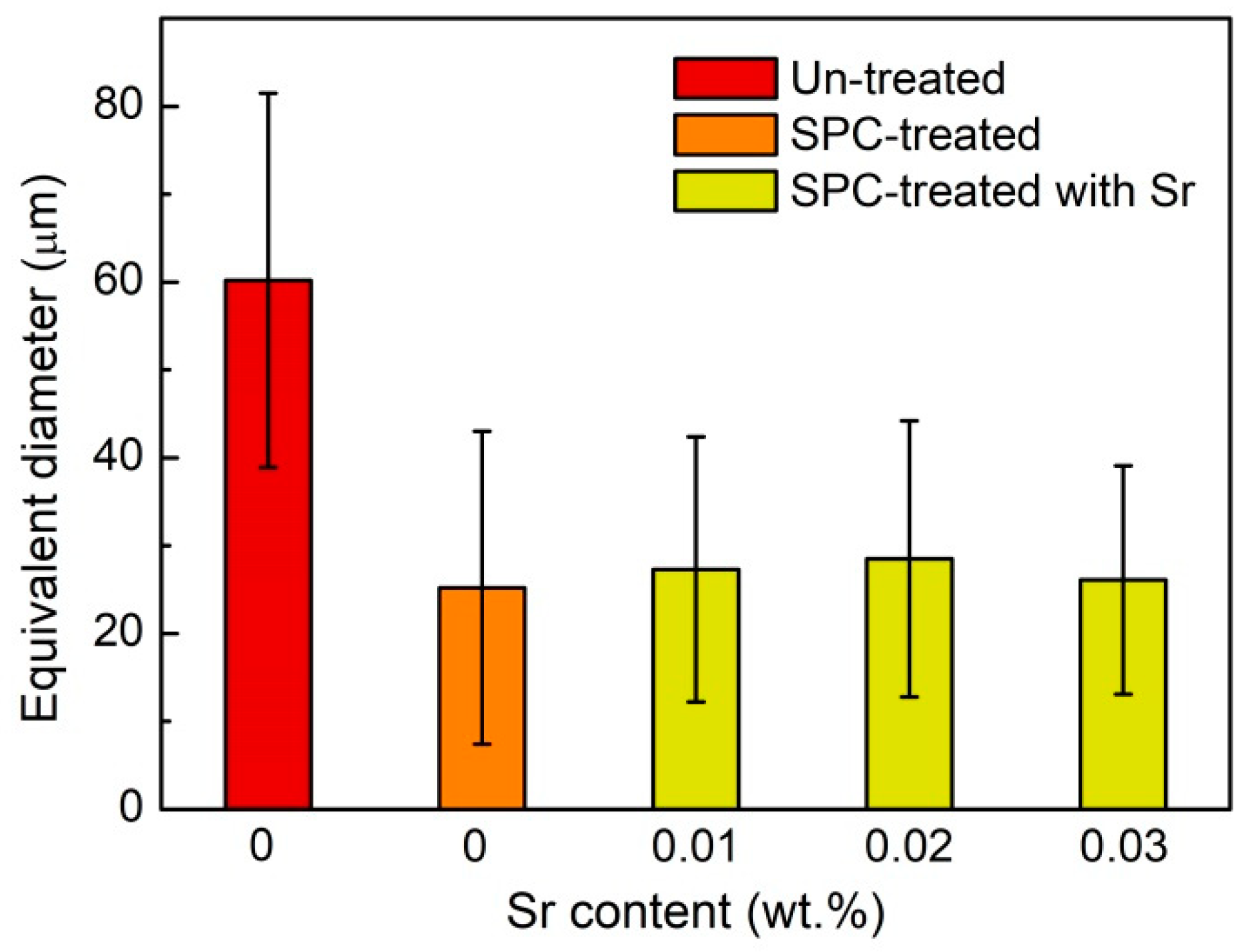
3.2. Microstructures
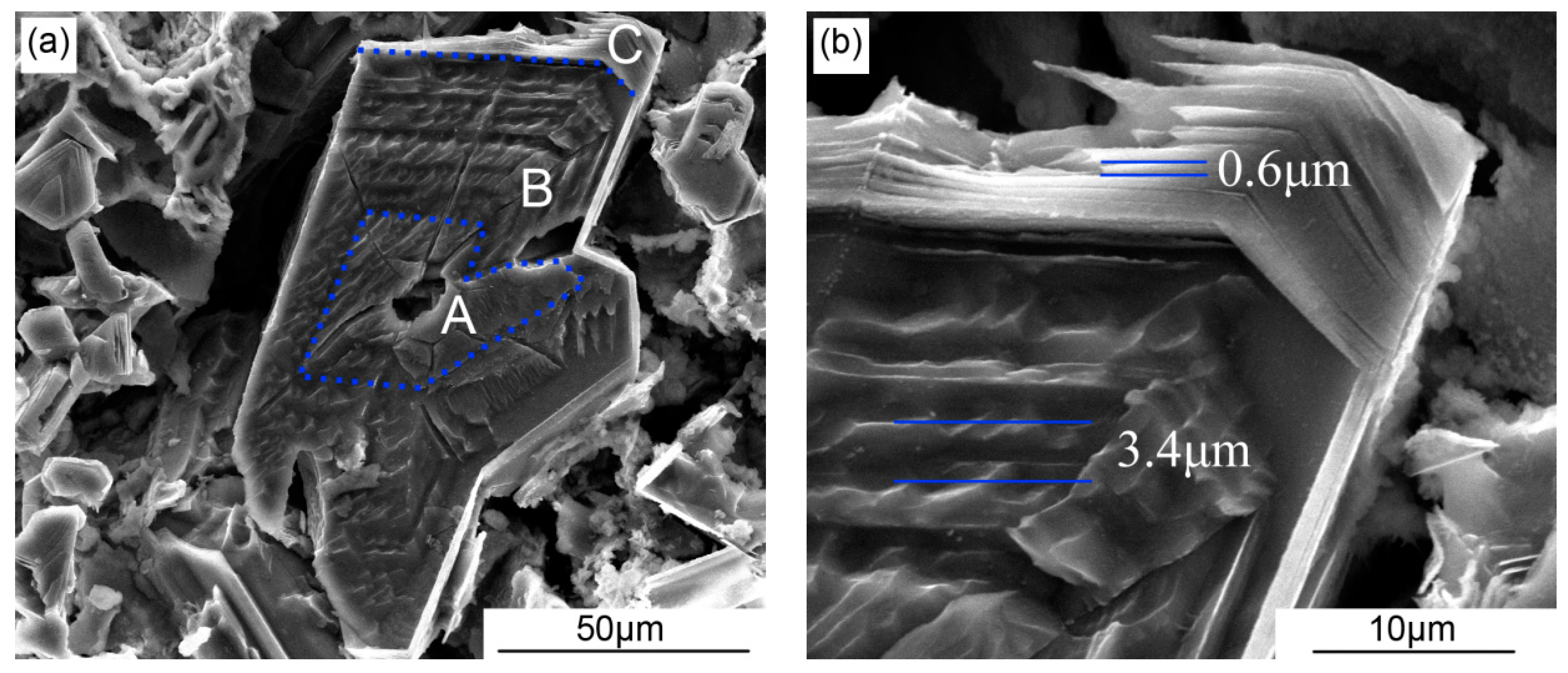
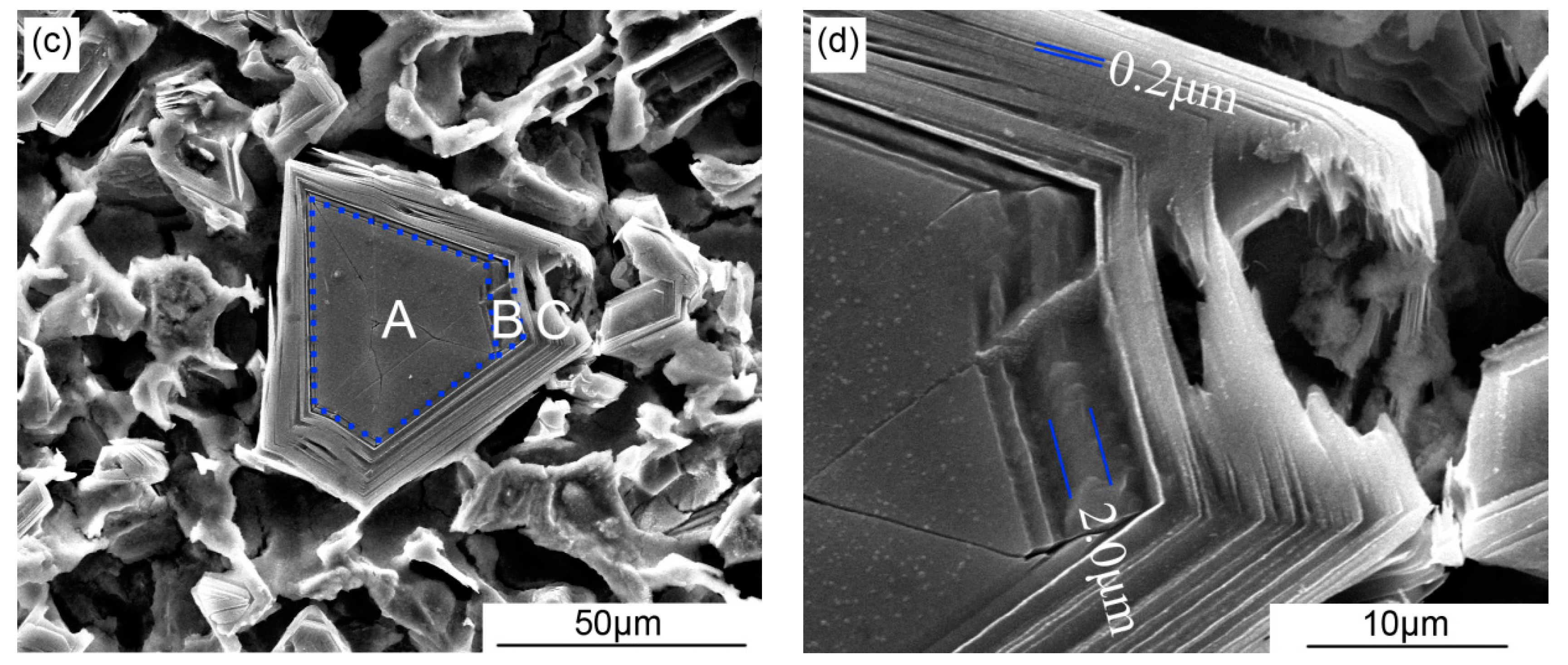
3.3. Three-Dimensional Morphologies of Primary Si
4. Discussion
4.1. Nucleation of Si Phase
4.1.1. Nucleation of Primary Si
4.1.2. Nucleation of Eutectic Si
4.2. Growth of Primary Si
4.2.1. Effect of Solid-Liquid Interface Energy on Growth of Primary Si
4.2.2. Effect of Diffusion Activation Energy on Growth of Primary Si
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Hekmat-Ardakan, A.; Ajersch, F. Thermodynamic evaluation of hypereutectic Al–Si (A390) alloy with addition of Mg. Acta Mater. 2010, 58, 3422–3428. [Google Scholar] [CrossRef]
- Li, Q.; Xia, T.; Lan, Y.; Zhao, W.; Fan, L.; Li, P. Effect of rare earth cerium addition on the microstructure and tensile properties of hypereutectic Al–20%Si alloy. J. Alloy. Compd. 2013, 562, 25–32. [Google Scholar] [CrossRef]
- Choi, H.; Konishi, H.; Li, X. Al2O3 nanoparticles induced simultaneous refinement and modification of primary and eutectic Si particles in hypereutectic Al–20Si alloy. Mater. Sci. Eng. A 2012, 541, 159–165. [Google Scholar] [CrossRef]
- Rana, R.S.; Purohit, R.; Das, S. Reviews on the Influences of Alloying Elements on the Microstructure and Mechanical Properties of Aluminum Alloys and Aluminum Alloy Composites. Int. J. Sci. Res. Publ. 2012, 2, 1–7. [Google Scholar]
- Tebib, M.; Morin, J.; Ajersch, F.; Chen, X.G. Semi-solid processing of hypereutectic A390 alloys using novel rheoforming process. Trans. Nonferrous Met. Soc. China 2010, 20, 1743–1748. [Google Scholar] [CrossRef]
- Chen, X.; Zhong, Y.; Zheng, T.; Shen, Z.; Wang, J.; Fan, L.; Zhai, Y.; Peng, M.; Zhou, B.; Ren, W.; et al. Refinement of primary Si in the bulk solidified Al-20 wt.%Si alloy assisting by high static magnetic field and phosphorus addition. J. Alloy. Compd. 2017, 714, 39–46. [Google Scholar] [CrossRef]
- Yilmaz, F.; Atasoy, O.A.; Elliott, R. Growth structures in aluminium-silicon alloys II. The influence of strontium. J. Cryst. Growth. 1992, 118, 377–384. [Google Scholar] [CrossRef]
- Chokemorh, P.; Pandee, P.; Limmaneevichitr, C. Role of scandium additions in primary silicon refinement of hypereutectic Al–20Si alloys. Int. J. Cast Met. Res. 2018, 31, 1–10. [Google Scholar] [CrossRef]
- Li, J.H.; Barrirero, J.; Engstler, M.; Aboulfadl, H.; Mücklich, F.; Schumacher, P. Nucleation and Growth of Eutectic Si in Al-Si Alloys with Na Addition. Metallurgical and Materials Transactions. 2015, 46, 1300–1311. [Google Scholar] [CrossRef]
- Yu, J.; Wanderka, N.; Rack, A.; Daudin, R.; Boller, E.; Markötter, H.; Manzoni, A.; Vogel, F.; Arlt, T.; Manke, I.; et al. Influence of impurities, strontium addition and cooling rate on microstructure evolution in Al-10Si-0.3Fe casting alloys. J. Alloy. Compd. 2018, 766, 818–827. [Google Scholar] [CrossRef]
- Lu, S.-Z.; Hellawell, A. The mechanism of silicon modification in aluminum-silicon alloys: Impurity induced twinning. Met. Mater. Trans. A 1987, 18, 1721–1733. [Google Scholar] [CrossRef]
- Hamilton, D.R.; Seidensticker, R.G. Propagation Mechanism of Germanium Dendrites. J. Appl. Phys. 1960, 31, 1165. [Google Scholar] [CrossRef]
- Nogita, K.; McDonald, S.D.; Dahle, A.K.; McDonald, S. Solidification mechanisms of unmodified and strontium-modified hypereutectic aluminium–silicon alloys. Philos. Mag. 2004, 84, 1683–1696. [Google Scholar] [CrossRef]
- Liu, G.; Li, G.; Cai, A.; Chen, Z. The influence of Strontium addition on wear properties of Al–20wt% Si alloys under dry reciprocating sliding condition. Mater. Des. 2011, 32, 121–126. [Google Scholar] [CrossRef]
- Li, J.; Zarif, M.; Albu, M.; McKay, B.; Hofer, F.; Schumacher, P. Nucleation kinetics of entrained eutectic Si in Al–5Si alloys. Acta Mater. 2014, 72, 80–98. [Google Scholar] [CrossRef]
- Zuo, M.; Zhao, D.; Teng, X.; Geng, H.; Zhang, Z. Effect of P and Sr complex modification on Si phase in hypereutectic Al–30Si alloys. Mater. Des. 2013, 47, 857–864. [Google Scholar] [CrossRef]
- Al-Helal, K.; Stone, I.C.; Fan, Z. Simultaneous Primary Si Refinement and Eutectic Modification in Hypereutectic Al–Si Alloys. Trans. Indian Inst. Met. 2012, 65, 663–667. [Google Scholar] [CrossRef]
- Li, Q.; Li, J.; Li, B. Lan, Y.; Xia, T. Effect of Samarium (Sm) Addition on the Microstructure and Tensile Properties of Al–20%Si Casting Alloy. Int. J. Metalcast. 2018, 12, 554–564. [Google Scholar] [CrossRef]
- Li, J.H.; Suetsugu, S.; Tsunekawa, Y.; Schumacher, P. Refinement of Eutectic Si Phase in Al-5Si Alloys with Yb Additions. Metall. Mater. Trans. A. 2013, 44, 669–681. [Google Scholar] [CrossRef]
- De-Giovanni, M.; Alam, T.; Banerjee, R.; Srirangam, P. 3D Atom Probe Tomography Study on Segregation of Yttrium in Modified Al-Si Alloys. JOM 2018, 70, 1765–1770. [Google Scholar] [CrossRef] [Green Version]
- Nogita, K.; McDonald, S.D.; Dahle, A.K. Eutectic Modification of Al-Si Alloys with Rare Earth Metals. Mater. Trans. 2004, 45, 323–326. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Wang, X.; Ludwig, T.; Tsunekawa, Y.; Arnberg, L.; Jiang, J.; Schumacher, P. Modification of eutectic Si in Al–Si alloys with Eu addition. Acta Mater. 2015, 84, 153–163. [Google Scholar] [CrossRef]
- Zheng, Z.; Mao, W.; Yan, B.; Yue, R.; Liu, Z. Refinement of primary Si grains in A390 alloy slurry through serpentine channel pouring process. China Foundry. 2015, 12, 431–439. [Google Scholar]
- Zheng, Z.-K.; Mao, W.-M.; Liu, Z.-Y.; Wang, D.; Yue, R. Refinement of primary Si grains in Al–20%Si alloy slurry through serpentine channel pouring process. Int. J. Miner. Met. Mater. 2016, 23, 572–580. [Google Scholar] [CrossRef]
- Zheng, Z.-K.; Ji, Y.-J.; Mao, W.-M.; Yue, R.; Liu, Z.-Y. Influence of rheo-diecasting processing parameters on microstructure and mechanical properties of hypereutectic Al–30%Si alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 1264–1272. [Google Scholar] [CrossRef]
- Eiken, J.; Apel, M.; Liang, S.-M.; Schmid-Fetzer, R. Impact of P and Sr on solidification sequence and morphology of hypoeutectic Al–Si alloys: Combined thermodynamic computation and phase-field simulation. Acta Mater. 2015, 98, 152–163. [Google Scholar] [CrossRef]
- Li, J.; Hage, F.S.; Liu, X.; Ramasse, Q.; Schumacher, P. Revealing heterogeneous nucleation of primary Si and eutectic Si by AlP in hypereutectic Al-Si alloys. Sci. Rep. 2016, 6, 25244. [Google Scholar] [CrossRef]
- Zou, Q.; Han, N.; Shen, Z.; Jie, J.; Li, T. Effects of AlB 2 /AlP phase and electromagnetic stirring on impurity B/P removal in the solidification process of Al-30Si alloy. Sep. Purif. Technol. 2018, 207, 151–157. [Google Scholar] [CrossRef]
- Wan, H.; Si, N.; Liu, G.; Wei, C.; Zheng, B.; Li, Y. Influence of Strontium Addition on Microstructure and Mechanical Properties of an Al–10Si–5Cu Alloy. Trans. Indian Inst. Met. 2017, 70, 2039–2046. [Google Scholar] [CrossRef]
- Shin, S.-S.; Kim, E.-S.; Yeom, G.-Y.; Lee, J.-C. Modification effect of Sr on the microstructures and mechanical properties of Al–10.5Si–2.0Cu recycled alloy for die casting. Mater. Sci. Eng. A 2012, 532, 151–157. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamental of Solidification, 3rd ed.; Trans Tech Publications: Aedermannsdorf, Switzerland, 1992; pp. 29–32. [Google Scholar]
- Blaine, R.L.; Kissinger, H.E. Homer Kissinger and the Kissinger equation. Thermochim. Acta 2012, 540, 1–6. [Google Scholar] [CrossRef]
- Parkhutik, P.A.; Kalashnik, L.D.; Solov’Ev, S.P. Solidification mechanism of modified silumins. Met. Sci. Heat Treat. 1974, 16, 71–74. [Google Scholar] [CrossRef]
- Abedi, A.; Shahmiri, M.; Esgandari, B.A.; Nami, B. Microstructural Evolution during Partial Remelting of Al–Si Alloys Containing Different Amounts of Magnesium. J. Mater. Sci. Technol. 2013, 29, 971–978. [Google Scholar] [CrossRef]
- Li, J.; Albu, M.; Hofer, F.; Schumacher, P. Solute adsorption and entrapment during eutectic Si growth in A–Si-based alloys. Acta Mater. 2015, 83, 187–202. [Google Scholar] [CrossRef]
- Srirangam, P.; Chattopadhyay, S.; Bhattacharya, A.; Nag, S.; Kaduk, J.; Shankar, S.; Banerjee, R.; Shibata, T. Probing the local atomic structure of Sr-modified Al–Si alloys. Acta Mater. 2014, 65, 185–193. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Z.; Xiong, S. Characterization of the morphology of primary silicon particles using synchrotron X-ray tomography. Mater. Charact. 2017, 123, 354–359. [Google Scholar] [CrossRef]
- Singh, H.; Gokhale, A.; Tewari, A.; Zhang, S.; Mao, Y. Three-dimensional visualization and quantitative characterization of primary silicon particles in an Al–Si base alloy. Scr. Mater. 2009, 61, 441–444. [Google Scholar] [CrossRef]
- Qin, Q.; Zhao, Y.; Liu, C.; Cong, P.; Zhou, W. Strontium modification and formation of cubic primary Mg2Si crystals in Mg2Si/Al composite. J. Alloy. Compd. 2008, 454, 142–146. [Google Scholar] [CrossRef]
- Li, C.; Liu, X.; Wu, Y. Refinement and modification performance of Al–P master alloy on primary Mg2Si in Al–Mg–Si alloys. J. Alloy. Compd. 2008, 465, 145–150. [Google Scholar] [CrossRef]
- Wang, J.; Guo, Z.; Song, J.; Hu, W.; Li, J.; Xiong, S. On the growth mechanism of the primary silicon particle in a hypereutectic Al-20 wt%Si alloy using synchrotron X-ray tomography. Mater. Des. 2018, 137, 176–183. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Mg | Fe | Mn | Ti | Zn | P | Al |
|---|---|---|---|---|---|---|---|---|
| 16.76 | 4.84 | 0.62 | 0.18 | <0.10 | <0.20 | <0.10 | <0.05 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, P.; Mao, W.; Fan, J.; Wang, B. Simultaneous Refinement of Primary Si and Modification of Eutectic Si in A390 Alloy Assisting by Sr-Modifier and Serpentine Pouring Channel Process. Materials 2019, 12, 3109. https://doi.org/10.3390/ma12193109
Yan P, Mao W, Fan J, Wang B. Simultaneous Refinement of Primary Si and Modification of Eutectic Si in A390 Alloy Assisting by Sr-Modifier and Serpentine Pouring Channel Process. Materials. 2019; 12(19):3109. https://doi.org/10.3390/ma12193109
Chicago/Turabian StyleYan, Pengyu, Weimin Mao, Jing Fan, and Bingkun Wang. 2019. "Simultaneous Refinement of Primary Si and Modification of Eutectic Si in A390 Alloy Assisting by Sr-Modifier and Serpentine Pouring Channel Process" Materials 12, no. 19: 3109. https://doi.org/10.3390/ma12193109