Solid Lubricants Used in Extreme Conditions Experienced in Machining: A Comprehensive Review of Recent Developments and Applications


Abstract
:1. Introduction
2. Solid Lubricants: Classification, Types, and Machining Applications
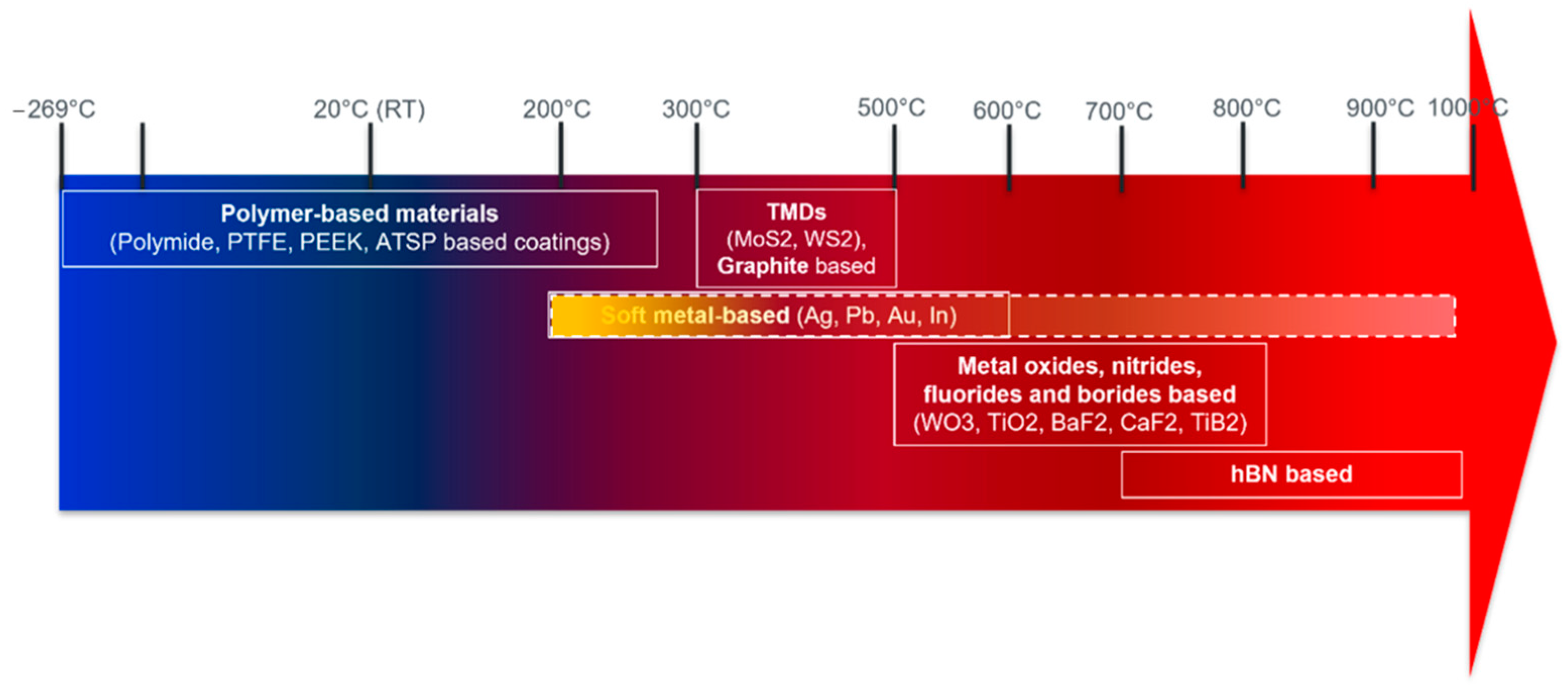
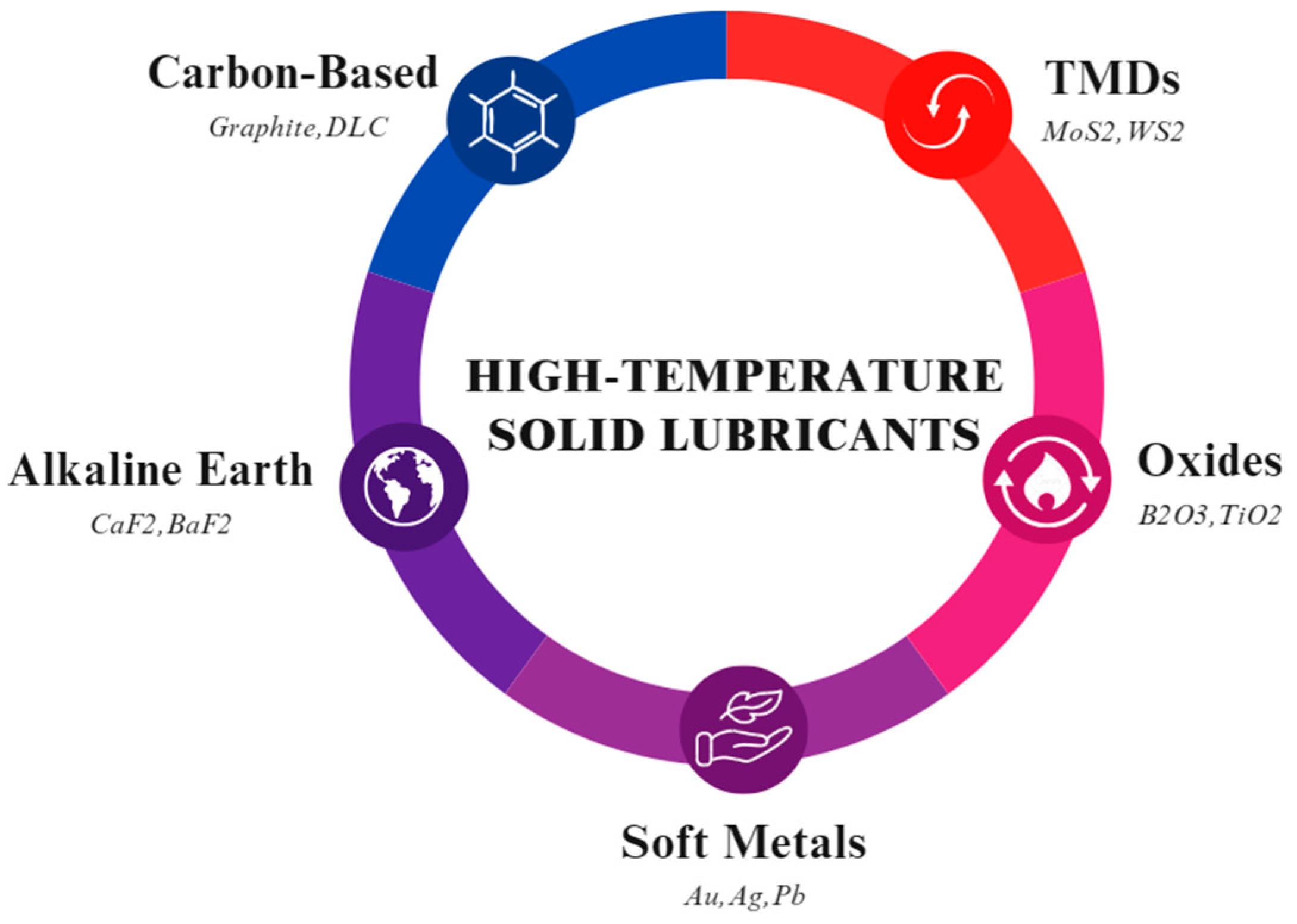
2.1. High-Temperature Solid Lubricants Used in Machining
2.1.1. Carbon-Based Lubricants
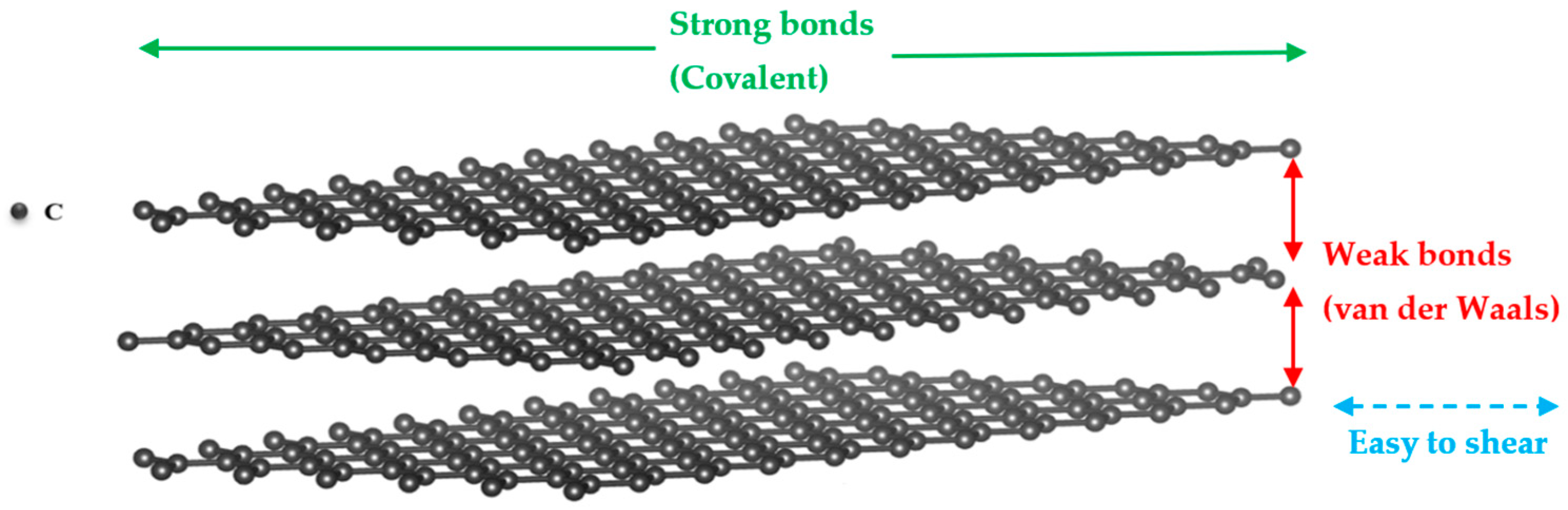
Graphite
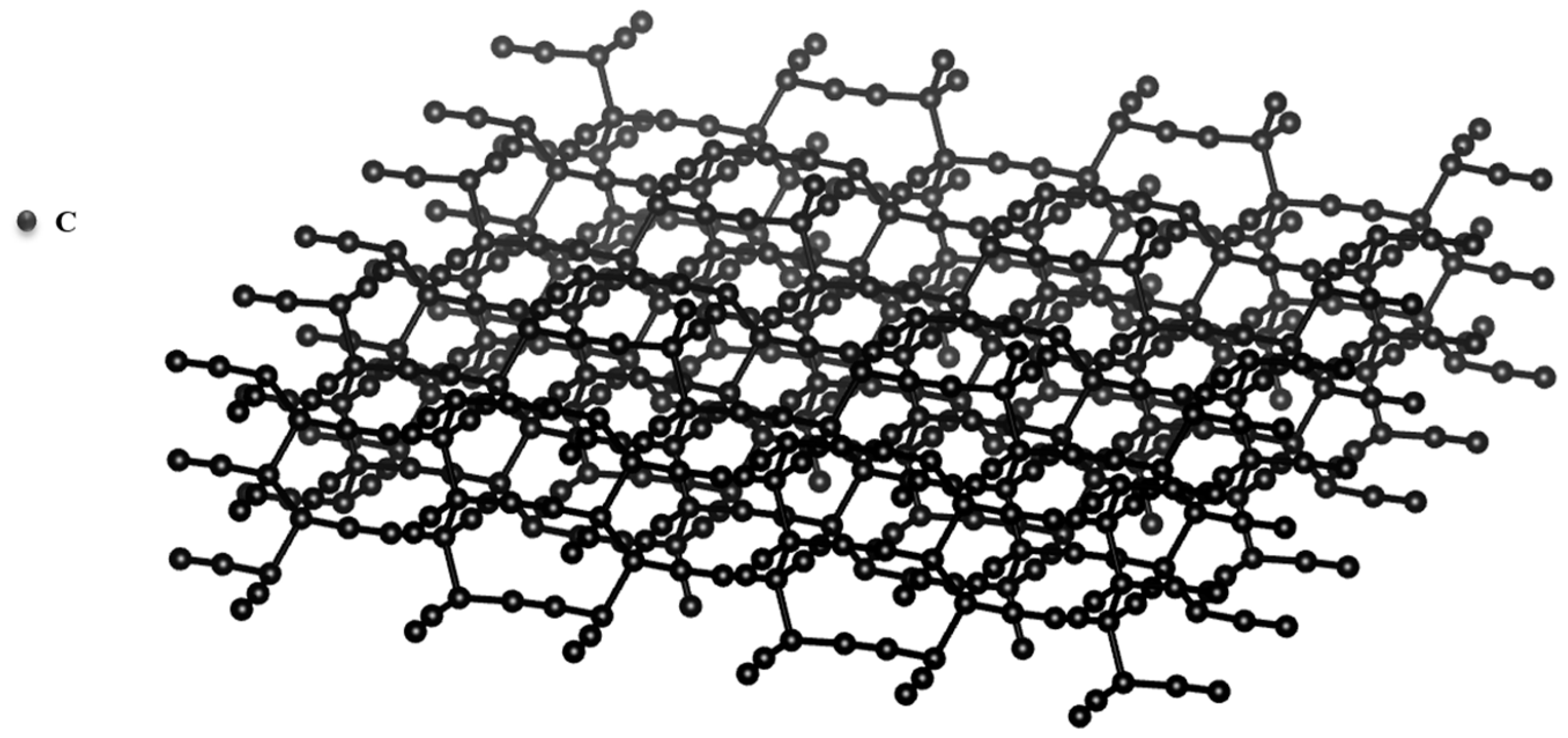
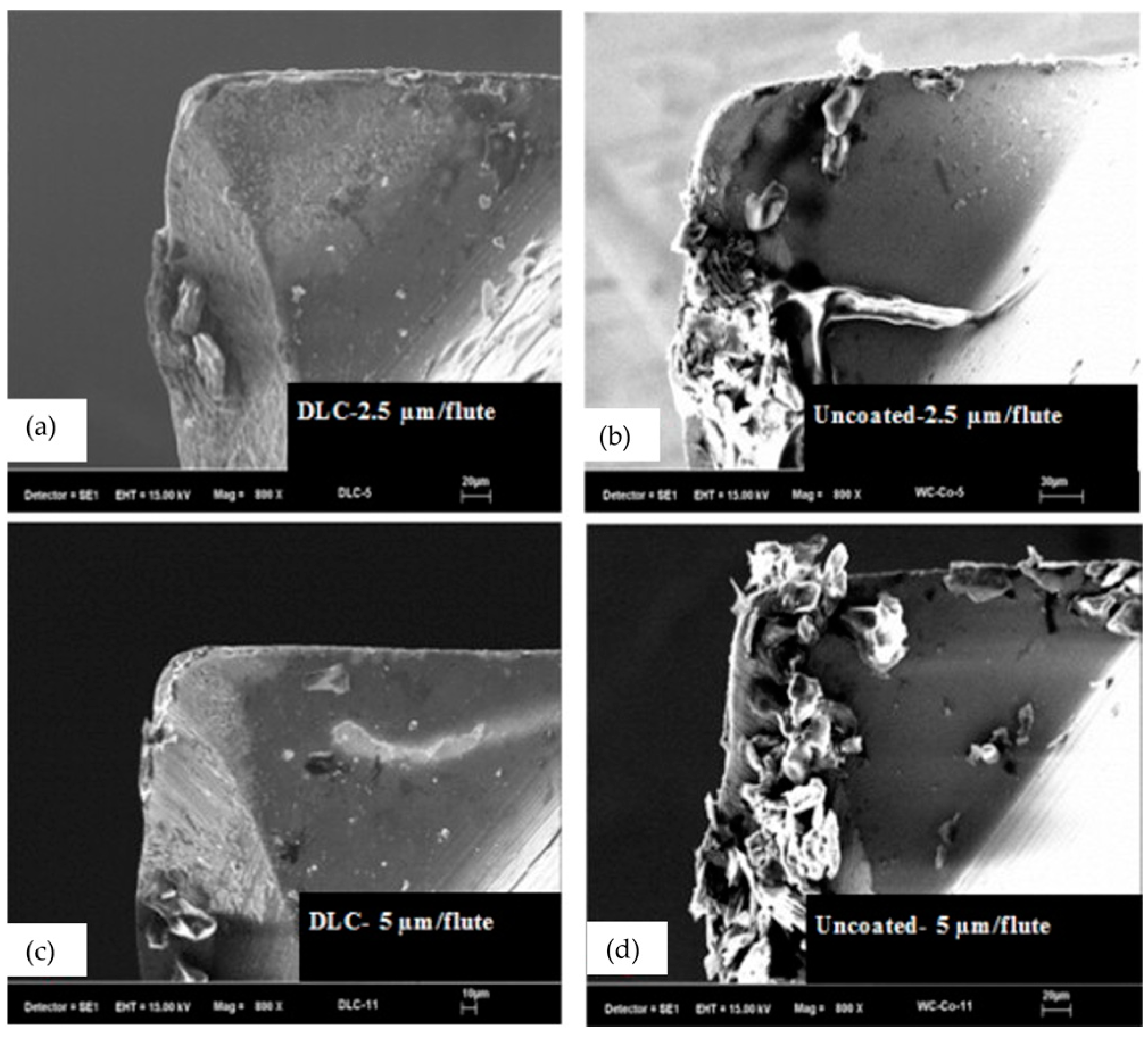
Diamond-Like Carbon (DLC)
2.1.2. Transition Metal Dichalcogenide Compounds (TMDs)
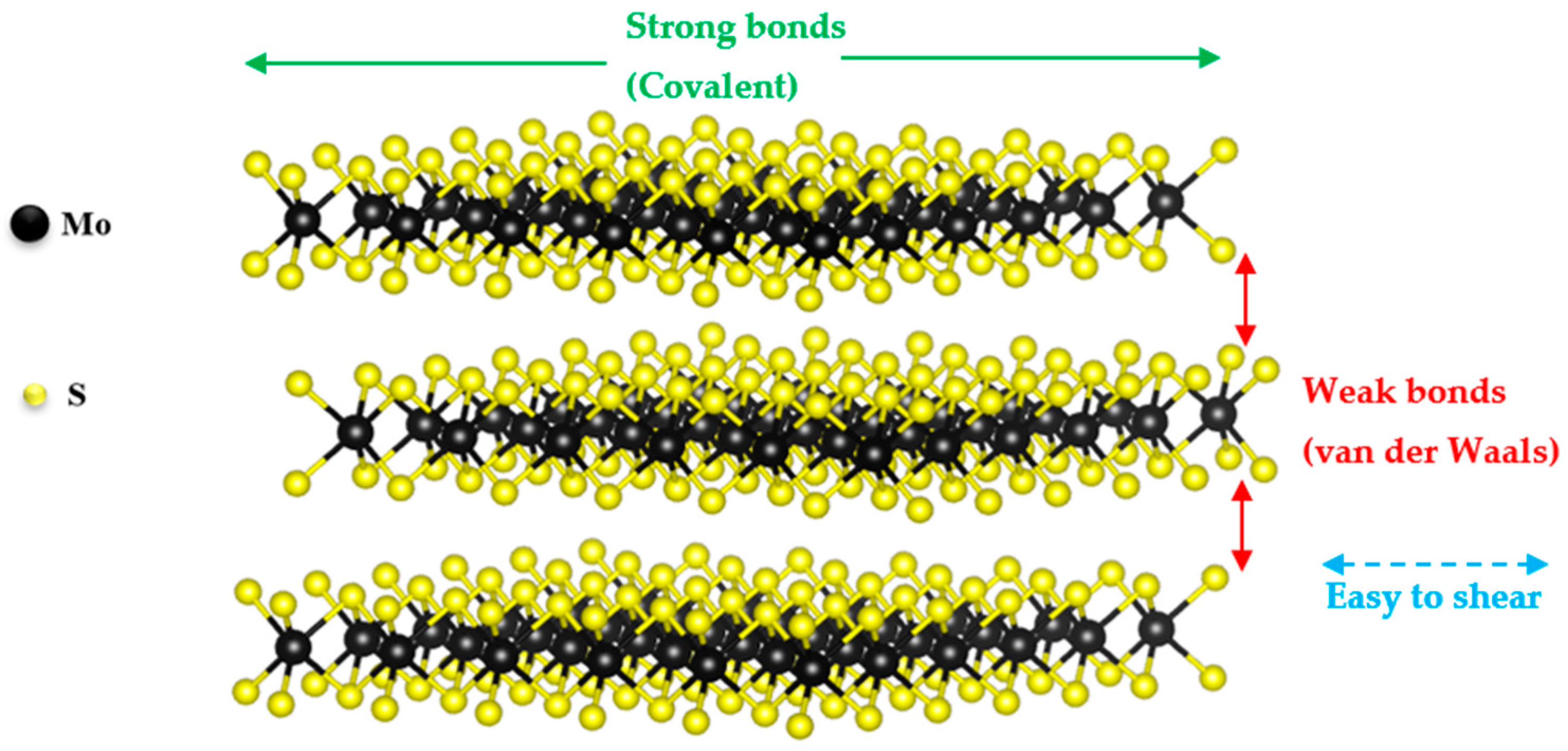
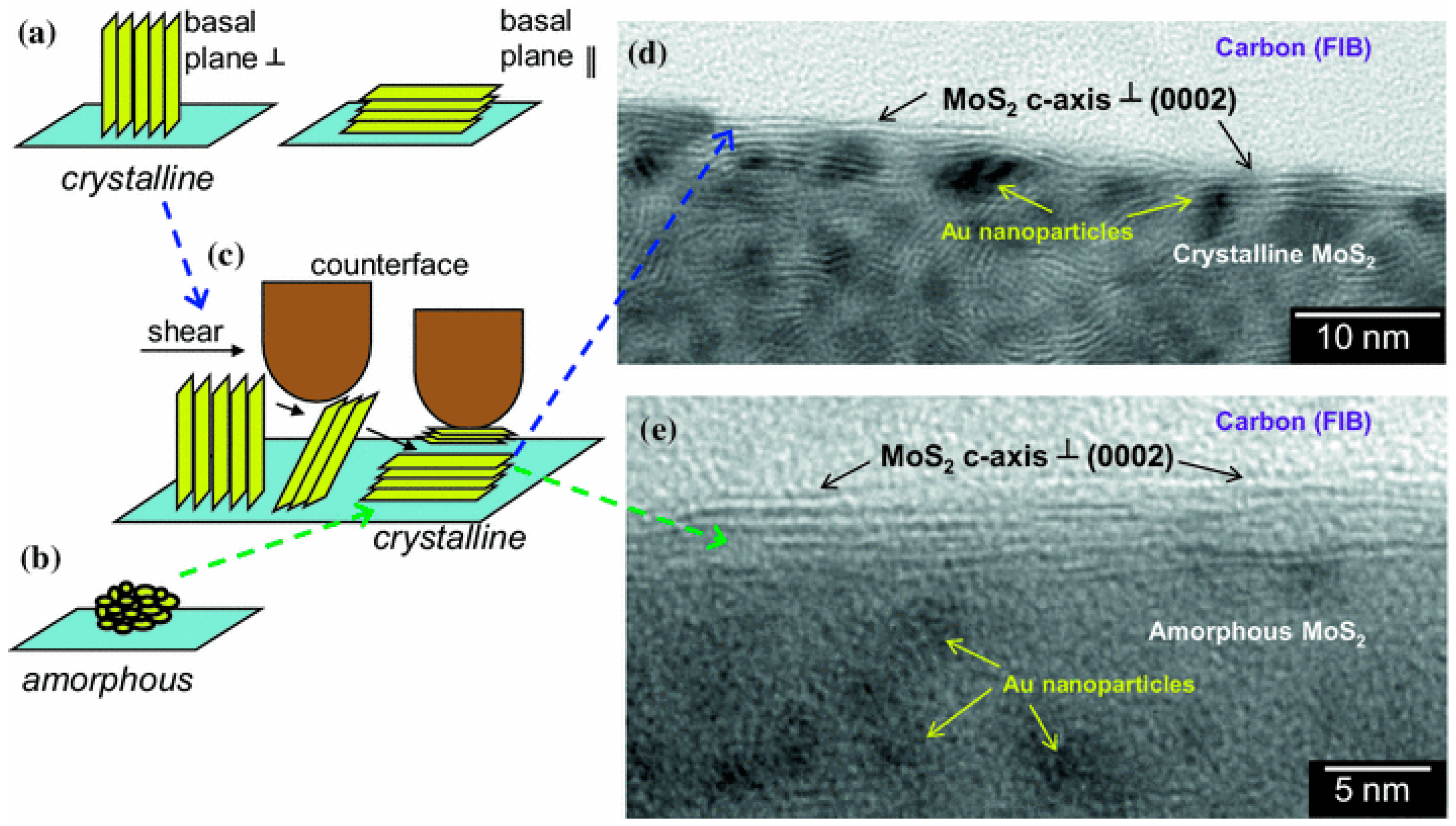
Molybdenum Disulfide (MoS2)
2.1.3. Oxides
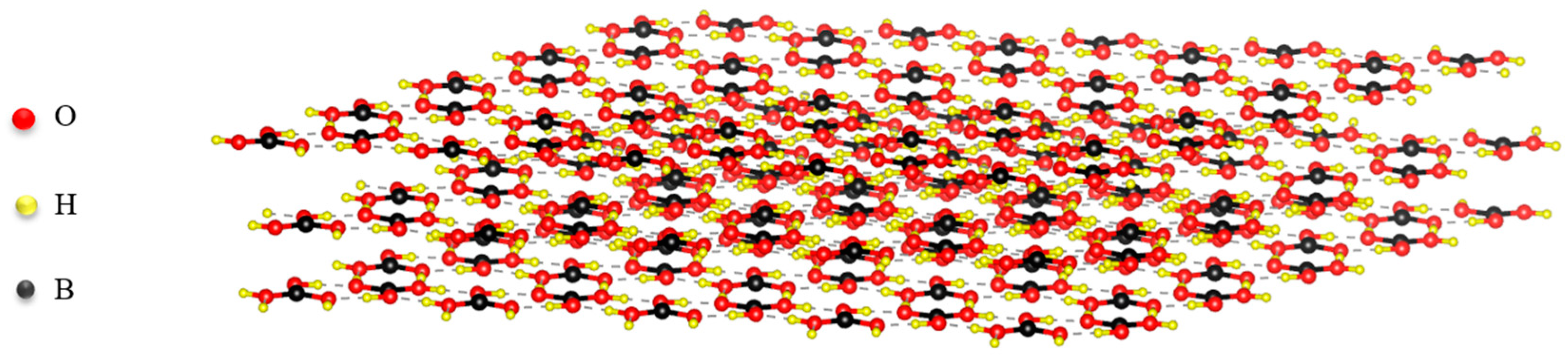
Boric Acid (H₃BO₃)
2.1.4. Alkaline Earth
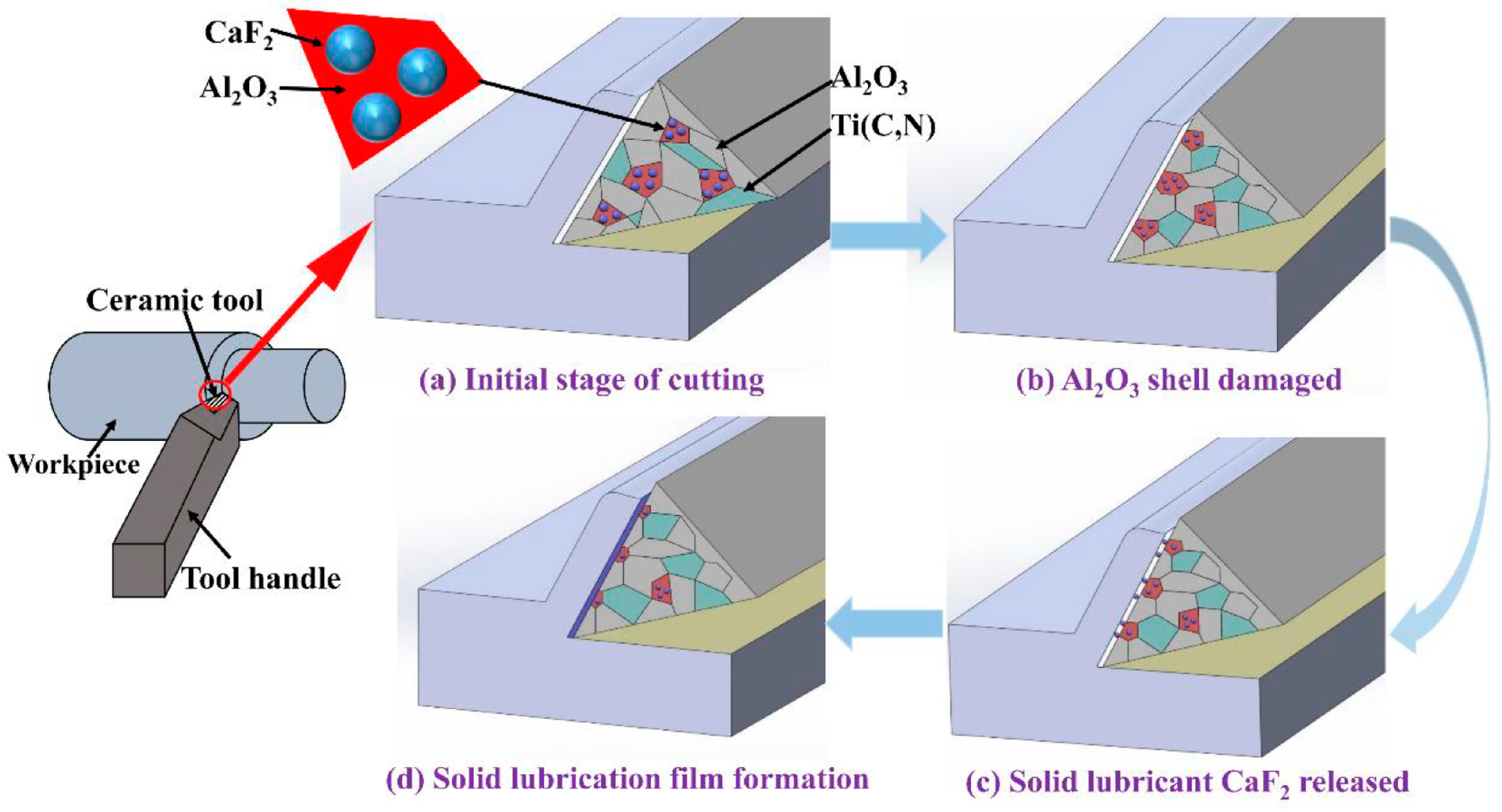
Calcium Fluoride (CaF2)
2.1.5. Soft Metals
3. Exploring Solid Lubricants in Machining
3.1. Turning
3.2. Milling
3.3. Grinding
3.4. Drilling
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Vamsi Krishna, P.; Srikant, R.R.; Nageswara Rao, D. Solid Lubricants in Machining. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 213–227. [Google Scholar] [CrossRef]
- Sterle, L.; Kalin, M.; Pušavec, F. Performance Evaluation of Solid Lubricants under Machining-like Conditions. Procedia CIRP 2018, 77, 401–404. [Google Scholar] [CrossRef]
- Zabel, A.; Saelzer, J.; Elgeti, S.; Alammari, Y.; Berger, S.; Biermann, D. Fundamental Tribological Effects in Lubricated Cutting Processes. CIRP Ann. 2023, 72, 37–40. [Google Scholar] [CrossRef]
- Bannister, K.E. Lubrication for Industry, 2nd ed.; Industrial Press, Inc.: New York, NY, USA, 1995. [Google Scholar]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental Friendly Cutting Fluids and Cooling Techniques in Machining: A Review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Abdalla, H.S.; Baines, W.; McIntyre, G.; Slade, C. Development of Novel Sustainable Neat-Oil Metal Working Fluids for Stainless Steel and Titanium Alloy Machining. Part 1. Formulation Development. Int. J. Adv. Manuf. Technol. 2007, 34, 21–33. [Google Scholar] [CrossRef]
- Ravuri, B.P.; Goriparthi, B.K.; Revuru, R.S.; Anne, V.G. Performance Evaluation of Grinding Wheels Impregnated with Graphene Nanoplatelets. Int. J. Adv. Manuf. Technol. 2016, 85, 2235–2245. [Google Scholar] [CrossRef]
- Simpson, A.T.; Stear, M.; Groves, J.A.; Piney, M.; Bradley, S.D.; Stagg, S.; Crook, B. Occupational Exposure to Metalworking Fluid Mist and Sump Fluid Contaminants. Ann. Occup. Hyg. 2003, 47, 17–30. [Google Scholar] [CrossRef]
- Zeman, A.; Sprengel, A.; Niedermeier, D.; Späth, M. Biodegradable Lubricants—Studies on Thermo-Oxidation of Metal-Working and Hydraulic Fluids by Differential Scanning Calorimetry (DSC). Thermochim. Acta 1995, 268, 9–15. [Google Scholar] [CrossRef]
- Marques, A.; Paipa Suarez, M.; Falco Sales, W.; Rocha Machado, Á. Turning of Inconel 718 with Whisker-Reinforced Ceramic Tools Applying Vegetable-Based Cutting Fluid Mixed with Solid Lubricants by MQL. J. Mater. Process. Technol. 2019, 266, 530–543. [Google Scholar] [CrossRef]
- Sreejith, P.S.; Ngoi, B.K.A. Dry Machining: Machining of the Future. J. Mater. Process. Technol. 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Byrne, G.; Scholta, E. Environmentally Clean Machining Processes—A Strategic Approach. CIRP Ann. 1993, 42, 471–474. [Google Scholar] [CrossRef]
- Zhu, S.; Cheng, J.; Qiao, Z.; Yang, J. High Temperature Solid-Lubricating Materials: A Review; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Wang, Q.; Zheng, F.; Wang, T. Tribological Properties of Polymers PI, PTFE and PEEK at Cryogenic Temperature in Vacuum. Cryogenics 2016, 75, 19–25. [Google Scholar] [CrossRef]
- Reeves, C.J.; Menezes, P.L.; Lovell, M.R.; Jen, T.C. Tribology of Solid Lubricants. Tribol. Sci. Eng. Basics Adv. Concepts 2013, 9781461419457, 447–494. [Google Scholar] [CrossRef]
- Sarkar, M.; Mandal, N. Solid Lubricant Materials for High Temperature Application: A Review. Mater. Today Proc. 2022, 66, 3762–3768. [Google Scholar] [CrossRef]
- Aramesh, M. Ultra Soft Cutting Tool Coatings and Coating Method. U.S. Patent No. 16/383,157, 19 July 2022. [Google Scholar]
- Akhtar, S.S. A Critical Review on Self-Lubricating Ceramic-Composite Cutting Tools. Ceram. Int. 2021, 47, 20745–20767. [Google Scholar] [CrossRef]
- Allam, I.M. Solid Lubricants for Applications at Elevated Temperatures: A Review. J Mater. Sci. 1991, 26, 3977–3984. [Google Scholar] [CrossRef]
- Berman, D.; Erdemir, A.; Sumant, A.V. Graphene: A New Emerging Lubricant. Mater. Today 2014, 17, 31–42. [Google Scholar] [CrossRef]
- Sliney, H.E. Solid Lubricants; Lewis Research Center: Cleveland, OH, USA, 1991. [Google Scholar]
- Blau, P.J. Friction Science and Technology: From Concepts to Applications, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar] [CrossRef]
- Podgornik, B.; Kosec, T.; Kocijan, A. Donik Tribological Behaviour and Lubrication Performance of Hexagonal Boron Nitride (h-BN) as a Replacement for Graphite in Aluminium Forming. Tribol. Int. 2015, 81, 267–275. [Google Scholar] [CrossRef]
- Ma-Hock, L.; Strauss, V.; Treumann, S.; Küttler, K.; Wohlleben, W.; Hofmann, T.; Gröters, S.; Wiench, K.; van Ravenzwaay, B.; Landsiedel, R. Comparative Inhalation Toxicity of Multi-Wall Carbon Nanotubes, Graphene, Graphite Nanoplatelets and Low Surface Carbon Black. Part. Fibre Toxicol. 2013, 10, 23. [Google Scholar] [CrossRef]
- Donnet, C.; Erdemir, A. Diamond-like Carbon Films: A Historical Overview. In Tribology of Diamond-like Carbon Films: Fundamentals and Applications; Springer: Berlin/Heidelberg, Germany, 2008; pp. 1–10. [Google Scholar] [CrossRef]
- Scharf, T.W.; Prasad, S.V. Solid Lubricants: A Review. J. Mater. Sci. 2013, 48, 511–531. [Google Scholar] [CrossRef]
- Kalin, M.; Velkavrh, I.; Vižintin, J.; Ožbolt, L. Review of Boundary Lubrication Mechanisms of DLC Coatings Used in Mechanical Applications. Meccanica 2008, 43, 623–637. [Google Scholar] [CrossRef]
- Al Mahmud, K.A.H.; Kalam, M.A.; Masjuki, H.H.; Mobarak, H.M.; Zulkifli, N.W.M. An Updated Overview of Diamond-like Carbon Coating in Tribology. Crit. Rev. Solid State Mater. Sci. 2015, 40, 90–118. [Google Scholar] [CrossRef]
- Reisel, G.; Steinhäuser, S.; Wielage, B. The Behaviour of DLC under High Mechanical and Thermal Load. Diam. Relat. Mater. 2004, 13, 1516–1520. [Google Scholar] [CrossRef]
- Yang, B.; Zheng, Y.; Zhang, B.; Wei, L.; Zhang, J. The High-Temperature Tribological Properties of Si-DLC Films. Surf. Interface Anal. 2012, 44, 1601–1605. [Google Scholar] [CrossRef]
- Bhowmick, S.; Shirzadian, S.; Alpas, A.T. High-Temperature Tribological Behavior of Ti Containing Diamond-like Carbon Coatings with Emphasis on Running-in Coefficient of Friction. Surf. Coat. Technol. 2022, 431, 127995. [Google Scholar] [CrossRef]
- Bhowmick, S.; Lou, M.; Khan, M.Z.U.; Banerji, A.; Alpas, A.T. Role of an Oxygen Atmosphere in High Temperature Sliding Behaviour of W Containing Diamond-like Carbon (W-DLC). Surf. Coat. Technol. 2017, 332, 399–407. [Google Scholar] [CrossRef]
- Ucun, I.; Aslantas, K.; Bedir, F. The Performance Of DLC-Coated and Uncoated Ultra-Fine Carbide Tools in Micromilling of Inconel 718. Precis. Eng. 2015, 41, 135–144. [Google Scholar] [CrossRef]
- Novoselov, K.S.; Mishchenko, A.; Carvalho, A.; Castro Neto, A.H. 2D Materials and van Der Waals Heterostructures. Science 2016, 353, aac9439. [Google Scholar] [CrossRef]
- Chen, Z.; He, X.; Xiao, C.; Kim, S.H. Effect of Humidity on Friction and Wear—A Critical Review. Lubricants 2018, 6, 74. [Google Scholar] [CrossRef]
- Furlan, K.P.; de Mello, J.D.B.; Klein, A.N. Self-Lubricating Composites Containing MoS2: A Review. Tribol. Int. 2018, 120, 280–298. [Google Scholar] [CrossRef]
- Savan, A.; Pflüger, E.; Voumard, P.; Schröer, A.; Paul, M.S. Modern Solid Lubrication: Recent Developments and Applications of MoS2. Lubr. Sci. 2000, 12, 185–203. [Google Scholar] [CrossRef]
- Damera, N.R.; Pasam, V.K. Performance Profiling of Boric Acid as Lubricant in Machining. J. Braz. Soc. Mech. Sci. Eng. 2008, 30, 239–244. [Google Scholar] [CrossRef]
- Zhang, S.; Xiao, G.; Chen, Z.; Xu, C.; Yi, M.; Li, Q.; Zhang, J. Influence of CaF2@Al2O3 on Cutting Performance and Wear Mechanism of Al2O3/Ti(C,N)/CaF2@Al2O3 Self-Lubricating Ceramic Tools in Turning. Materials 2020, 13, 2922. [Google Scholar] [CrossRef]
- Jha, S.K.; Mishra, V.K.; Sharma, D.K.; Damodaran, T. Fluoride in the Environment and Its Metabolism in Humans. Rev. Environ. Contam. Toxicol. 2011, 211, 121–142. [Google Scholar] [CrossRef]
- Wang, Q.J.; Chung, Y.-W. Encyclopedia of Tribology; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar] [CrossRef]
- Imai, M.; Rabinowicz, E.; Imaji, M.; Rabi, E. Lubrication by Low-Melting-Point Metals at Elevated Temperatures. ASLE Trans. 1963, 6, 286–294. [Google Scholar] [CrossRef]
- Aramesh, M.; Montazeri, S.; Veldhuis, S.C. A Novel Treatment for Cutting Tools for Reducing the Chipping and Improving Tool Life during Machining of Inconel 718. Wear 2018, 414–415, 79–88. [Google Scholar] [CrossRef]
- Song, W.; Wang, Z.; Wang, S.; Zhou, K.; Guo, Z. Experimental Study on the Cutting Temperature of Textured Carbide Tool Embedded with Graphite. Int. J. Adv. Manuf. Technol. 2017, 93, 3419–3427. [Google Scholar] [CrossRef]
- Khani, S.; Shahabi Haghighi, S.; Razfar, M.R.; Farahnakian, M. Improvement of Thread Turning Process Using Micro-Hole Textured Solid-Lubricant Embedded Tools. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2021, 235, 1727–1738. [Google Scholar] [CrossRef]
- Uddin Siddiqui, T.; Kumar Singh, S. Design, Fabrication and Characterization of a Self-Lubricated Textured Tool in Dry Machining. Mater. Today Proc. 2021, 41, 863–869. [Google Scholar] [CrossRef]
- Wenlong, S.; Jianxin, D.; Hui, Z.; Pei, Y.; Jun, Z.; Xing, A. Performance of a Cemented Carbide Self-Lubricating Tool Embedded with MoS2 Solid Lubricants in Dry Machining. J. Manuf. Process. 2011, 13, 8–15. [Google Scholar] [CrossRef]
- Dilbag, S.; Rao, P.V. Performance Improvement of Hard Turning with Solid Lubricants. Int. J. Adv. Manuf. Technol. 2008, 38, 529–535. [Google Scholar] [CrossRef]
- Orra, K.; Choudhury, S.K. Tribological Aspects of Various Geometrically Shaped Micro-Textures on Cutting Insert to Improve Tool Life in Hard Turning Process. J. Manuf. Process. 2018, 31, 502–513. [Google Scholar] [CrossRef]
- Kumar, C.S.; Patel, S.K.; Fernandes, F. Performance of Al2O3/TiC Mixed Ceramic Inserts Coated with TiAlSiN, WC/C and DLC Thin Solid Films during Hard Turning of AISI 52100 Steel. J. Mater. Res. Technol. 2022, 19, 3380–3393. [Google Scholar] [CrossRef]
- Parida, A.K.; Rao, P.V.; Ghosh, S. Machinability Study of Ti-6Al-4V Alloy Using Solid Lubricant. Sadhana Acad. Proc. Eng. Sci. 2020, 45, 1–8. [Google Scholar] [CrossRef]
- Dai, M.; Zhou, K.; Yuan, Z.; Ding, Q.; Fu, Z. The Cutting Performance of Diamond and DLC-Coated Cutting Tools. Diam. Relat. Mater. 2000, 9, 1753–1757. [Google Scholar] [CrossRef]
- dos Santos, G.R.; da Costa, D.D.; Amorim, F.L.; Torres, R.D. Characterization of DLC Thin Film and Evaluation of Machining Forces Using Coated Inserts in Turning of Al-Si Alloys. Surf. Coat. Technol. 2007, 202, 1029–1033. [Google Scholar] [CrossRef]
- Grigoriev, S.; Volosova, M.; Fyodorov, S.; Lyakhovetskiy, M.; Seleznev, A. DLC-Coating Application to Improve the Durability of Ceramic Tools. J. Mater. Eng. Perform. 2019, 28. [Google Scholar] [CrossRef]
- Montazeri, S.; Aramesh, M.; Arif, A.F.M.; Veldhuis, S.C. Tribological Behavior of Differently Deposited Al-Si Layer in the Improvement of Inconel 718 Machinability. Int. J. Adv. Manuf. Technol. 2019, 105, 1245–1258. [Google Scholar] [CrossRef]
- Vedha Hari, B.N.; Sathiya Narayanan, N.; Baskar, N.; Sriraman, N.; Suraj Nanduru, V.S.P. Performance of Ceramic Cutting Tool with Groove and Cross-Chevron Surface Textures Filled with Semi-Solid Lubricants. Mater. Today Proc. 2022, 63, 504–509. [Google Scholar] [CrossRef]
- Chary Nalband, S.; Pamidimukkala, K.; Gunda, R.K.; Reddy Paturi, U.M. Effect of Minimum Quantity Solid Lubrication (MQSL) Parameters on Cutting Force and Temperature during Turning of EN31 Steel. Mater. Today Proc. 2021, 38, 3314–3319. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Şirin, Ş.; Yıldırım, Ç.V.; Kıvak, T.; Gupta, M.K. Performance Evaluation of Whisker-Reinforced Ceramic Tools under Nano-Sized Solid Lubricants Assisted MQL Turning of Co-Based Haynes 25 Superalloy. Ceram. Int. 2021, 47, 15542–15560. [Google Scholar] [CrossRef]
- Marques, A.; Guimarães, C.; da Silva, R.B.; da Penha Cindra Fonseca, M.; Sales, W.F.; Machado, Á.R. Surface Integrity Analysis of Inconel 718 after Turning with Different Solid Lubricants Dispersed in Neat Oil Delivered by MQL. Procedia Manuf. 2016, 5, 609–620. [Google Scholar] [CrossRef]
- Vamsi Krishna, P.; Rao, D.N. Performance Evaluation of Solid Lubricants in Terms of Machining Parameters in Turning. Int. J. Mach. Tools Manuf. 2008, 48, 1131–1137. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Mawandiya, B.K. Environmentally Conscious Machining of Inconel 718 with Solid Lubricant Assisted Minimum Quantity Lubrication. Metal. Powder Report. 2021, 76, S24–S29. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Krolczyk, G.M.; Danish, M.; Singla, A.K.; Khanna, N. Influence of MoS2 and Graphite-Reinforced Nanofluid-MQL on Surface Roughness, Tool Wear, Cutting Temperature and Microhardness in Machining of Inconel 625. CIRP J. Manuf. Sci. Technol. 2023, 41, 225–238. [Google Scholar] [CrossRef]
- Performance Evaluation of Nano Graphite Inclusion in Cutting Fluids with MQL Technique in Turning of AISI 1040 Steel | Request PDF. Available online: https://www.researchgate.net/publication/285329660_Performance_evaluation_of_nano_graphite_inclusion_in_cutting_fluids_with_MQL_technique_in_turning_of_AISI_1040_steel (accessed on 13 September 2023).
- Sivalingam, V.; Zan, Z.; Sun, J.; Selvam, B.; Gupta, M.K.; Jamil, M.; Mia, M. Wear Behaviour of Whisker-Reinforced Ceramic Tools in the Turning of Inconel 718 Assisted by an Atomized Spray of Solid Lubricants. Tribol. Int. 2020, 148, 106235. [Google Scholar] [CrossRef]
- Mawandiya, B.K.; Makhesana, M.A.; Suthar, V.J.; Mahida, N.G.; Patel, K.M. Experimental Investigations on Eco-Friendly Lubrication Techniques for Improving Machining Performance. Lect. Notes Mech. Eng. 2023, 331–338. [Google Scholar] [CrossRef]
- Divya, C.; Suvarna Raju, L.; Singaravel, B. Experimental Investigation of Different Cutting Conditions in Turning of Inconel 718. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1057, 012070. [Google Scholar] [CrossRef]
- Gunda, R.K.; Narala, S.K.R. Electrostatic High-Velocity Solid Lubricant Machining System for Performance Improvement of Turning Ti–6Al–4V Alloy. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2019, 233, 118–131. [Google Scholar] [CrossRef]
- Suarez, M.P.; Marques, A.; Boing, D.; Amorim, F.L.; Machado, Á.R. MoS2 Solid Lubricant Application in Turning of AISI D6 Hardened Steel with PCBN Tools. J. Manuf. Process. 2019, 47, 337–346. [Google Scholar] [CrossRef]
- Patel, A.S.; Makhesana, M.A.; Patel, K.M. Investigative Study of Temperature Produced During Turning Operation Using MQL and Solid Lubricants. Lect. Notes Multidiscip. Ind. Eng. 2019, Part F162, 539–549. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M.; Haque, R. Influence of Dry and Solid Lubricant-Assisted MQL Cooling Conditions on the Machinability of Inconel 718 Alloy with Textured Tool. Int. J. Adv. Manuf. Technol. 2019, 105, 1835–1849. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Sankar, M.R.; Dixit, U.S. Environmentally Friendly Machining with MoS2-Filled Mechanically Microtextured Cutting Tools. J. Mech. Sci. Technol. 2018, 32, 3797–3805. [Google Scholar] [CrossRef]
- Arulkirubakaran, D.; Senthilkumar, V.; Dinesh, S.; Velmurugan, C.; Manikandan, N.; Raju, R. Effect of Textured Tools on Machining of Ti-6Al-4V Alloy under Lubricant Condition. Mater. Today Proc. 2018, 5, 14230–14236. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Suvin, P.S.; Kailas, S.V.; Mamilla, R.S. Thermal, Rheological, Wettability and Hard Machining Performance of MoS2 and CaF2 Based Minimum Quantity Hybrid Nano-Green Cutting Fluids. J. Mater. Process. Technol. 2019, 266, 125–139. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M.; Patel, A.S. Applicability of CaF2 Solid Lubricant-Assisted Minimum Quantity Lubrication in Turning for Sustainable Manufacturing. Lect. Notes Multidiscip. Ind. Eng. 2019, Part F162, 229–238. [Google Scholar] [CrossRef]
- Makhesana, M.A.; Patel, K.M. Performance Assessment of CaF2 Solid Lubricant Assisted Minimum Quantity Lubrication in Turning. Procedia Manuf. 2019, 33, 43–50. [Google Scholar] [CrossRef]
- Bade, V.S.; Srinivasa Rao, Y.; Yegireddi, S.; Eshete, G. Influence of Nano Boric Acid Material in Bio-Diesel Blends to Enhance the Surface Quality with Minimum Quality Lubrication. Adv. Mater. Sci. Eng. 2022, 2022, 3819774. [Google Scholar] [CrossRef]
- Penta, S.R.; Rao, P.M.; Avvari, R.K. Tribological Behavior of the Boric Acid and Titanium Dioxide Based Nanofluid in Machining of EN24 Steel. Tribologia 2020, 37, 46–52. [Google Scholar] [CrossRef]
- Venkata Vishnu, A.; Venkata Ramana, M.; Tilak, K.B.G. Experimental Investigations of Process Parameters Influence on Surface Roughness in Turning of EN-353 Alloy Steel under Different Machining Environments. Mater. Today Proc. 2018, 5, 4192–4200. [Google Scholar] [CrossRef]
- Kurimoto, T.; Barrow, G.; Davies, B.J. The Influence of Aqueous Fluids on the Wear Characteristics and Life of Carbide Cutting Tools. CIRP Ann. 1982, 31, 19–23. [Google Scholar] [CrossRef]
- Campos Rubio, J.C.; Guasca González, A.G.; Barcelos, D.J.; Câmara, M.A.; Mata Cabrera, F.; de Oliveira Leite, W. Tribological Analysis and Performance of a DLC Coating on Tungsten Carbide Micro-Tools to Use at Tantalum Precision Machining. Int. J. Adv. Manuf. Technol. 2021, 116, 719–732. [Google Scholar] [CrossRef]
- Brzezinka, T.L.; Rao, J.; Paiva, J.M.; Kohlscheen, J.; Fox-Rabinovich, G.S.; Veldhuis, S.C.; Endrino, J.L. DLC and DLC-WS2 Coatings for Machining of Aluminium Alloys. Coatings 2019, 9, 192. [Google Scholar] [CrossRef]
- Ucun, İ.; Aslantas, K.; Bedir, F. An Experimental Investigation of the Effect of Coating Material on Tool Wear in Micro Milling of Inconel 718 Super Alloy. Wear 2013, 300, 8–19. [Google Scholar] [CrossRef]
- Muaz, M.; Choudhury, S.K. Experimental Investigations and Multi-Objective Optimization of MQL-Assisted Milling Process for Finishing of AISI 4340 Steel. Measurement 2019, 138, 557–569. [Google Scholar] [CrossRef]
- Suresh Kumar Reddy, N.; Venkateswara Rao, P. Experimental Investigation to Study the Effect of Solid Lubricants on Cutting Forces and Surface Quality in End Milling. Int. J. Mach. Tools Manuf. 2006, 46, 189–198. [Google Scholar] [CrossRef]
- Muaz, M.; Kumar, R.; Choudhury, S.K. Enhancing Tribo-Rheological Performance of Solid Lubricants Mixed Bio-Based Emulsions Applied through Minimum Quantity Cooling Lubrication Technique. Sadhana Acad. Proc. Eng. Sci. 2022, 47, 1–15. [Google Scholar] [CrossRef]
- Sterle, L.; Mallipeddi, D.; Krajnik, P.; Pušavec, F. The Influence of Single-Channel Liquid CO2 and MQL Delivery on Surface Integrity in Machining of Inconel 718. Procedia CIRP 2020, 87, 164–169. [Google Scholar] [CrossRef]
- Marcon, A.; Melkote, S.; Kalaitzidou, K.; DeBra, D. An Experimental Evaluation of Graphite Nanoplatelet Based Lubricant in Micro-Milling. CIRP Ann. 2010, 59, 141–144. [Google Scholar] [CrossRef]
- Nguyen, T.; Nguyen, D.; Howes, P.; Kwon, P.; Park, K.-H. Minimum Quantity Lubrication (MQL) Using Vegetable Oil With Nano-Platelet Solid Lubricant in Milling Titanium Alloy. In Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, Charlotte, NC, USA, 8–12 June 2015. [Google Scholar] [CrossRef]
- Rahmati, B.; Sarhan, A.A.D.; Sayuti, M. Morphology of Surface Generated by End Milling AL6061-T6 Using Molybdenum Disulfide (MoS2) Nanolubrication in End Milling Machining. J. Clean. Prod. 2014, 66, 685–691. [Google Scholar] [CrossRef]
- Uysal, A.; Demiren, F.; Altan, E. Applying Minimum Quantity Lubrication (MQL) Method on Milling of Martensitic Stainless Steel by Using Nano MoS2 Reinforced Vegetable Cutting Fluid. Procedia Soc. Behav. Sci. 2015, 195, 2742–2747. [Google Scholar] [CrossRef]
- Kursuncu, B.; Yaras, A. Assessment of the Effect of Borax and Boric Acid Additives in Cutting Fluids on Milling of AISI O2 Using MQL System. Int. J. Adv. Manuf. Technol. 2018, 95, 2005–2013. [Google Scholar] [CrossRef]
- Shaji, S.; Radhakrishnan, V. An Investigation on Surface Grinding Using Graphite as Lubricant. Int. J. Mach. Tools Manuf. 2002, 42, 733–740. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Shaji, S.; Radhakrishnan, V. Application of Solid Lubricants in Grinding: Investigations on Graphite Sandwiched Grinding Wheels. Mach. Sci. Technol. 2003, 7, 137–155. [Google Scholar] [CrossRef]
- Zhao, J.; Zhao, B.; Ding, W.; Wu, B.; Han, M.; Xu, J.; Liu, G. Grinding Characteristics of MoS2-Coated Brazed CBN Grinding Wheels in Dry Grinding of Titanium Alloy. Chin. J. Mech. Eng. 2023, 36, 109. [Google Scholar] [CrossRef]
- Gopal, A.V.; Rao, P.V. Performance Improvement of Grinding of SiC Using Graphite as a Solid Lubricant. Mater. Manuf. Process. 2004, 19, 177–186. [Google Scholar] [CrossRef]
- Alberts, M.; Kalaitzidou, K.; Melkote, S. An Investigation of Graphite Nanoplatelets as Lubricant in Grinding. Int. J. Mach. Tools Manuf. 2009, 49, 966–970. [Google Scholar] [CrossRef]
- Singh, H.; Sharma, V.S.; Singh, S.; Dogra, M. Nanofluids Assisted Environmental Friendly Lubricating Strategies for the Surface Grinding of Titanium Alloy: Ti6Al4V-ELI. J. Manuf. Process 2019, 39, 241–249. [Google Scholar] [CrossRef]
- Rais, M.R.H.; Ali, M.Y.; Ramesh, S.; Ya’akub, S.R.; Ibrahim, Z. Performance of Graphite Based Nanofluid in MQL Grinding of Mild Steel. Lect. Notes Mech. Eng. 2023, 351–357. [Google Scholar] [CrossRef]
- Wojtewicz, M.; Nadolny, K.; Kapłonek, W.; Rokosz, K.; Matýsek, D.; Ungureanu, M. Experimental Studies Using Minimum Quantity Cooling (MQC) with Molybdenum Disulfide and Graphite-Based Microfluids in Grinding of Inconel® Alloy 718. Int. J. Adv. Manuf. Technol. 2019, 101, 637–661. [Google Scholar] [CrossRef]
- Azami, A.; Salahshournejad, Z.; Shakouri, E.; Sharifi, A.R.; Saraeian, P. Influence of Nano-Minimum Quantity Lubrication with MoS2 and CuO Nanoparticles on Cutting Forces and Surface Roughness during Grinding of AISI D2 Steel. J. Manuf. Process 2023, 87, 209–220. [Google Scholar] [CrossRef]
- Sui, M.; Li, C.; Wu, W.; Yang, M.; Ali, H.M.; Zhang, Y.; Jia, D.; Hou, Y.; Li, R.; Cao, H. Temperature of Grinding Carbide with Castor Oil-Based MoS2 Nanofluid Minimum Quantity Lubrication. J. Therm. Sci. Eng. Appl. 2021, 13, 1–30. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Singh, K. Performance Evaluation of Minimum Quantity Lubrication Technique in Grinding of AISI 202 Stainless Steel Using Nano-MoS2 with Vegetable-Based Cutting Fluid. Int. J. Adv. Manuf. Technol. 2020, 110, 125–137. [Google Scholar] [CrossRef]
- Kumar, A.; Ghosh, S.; Aravindan, S. Experimental Investigations on Surface Grinding of Silicon Nitride Subjected to Mono and Hybrid Nanofluids. Ceram. Int. 2019, 45, 17447–17466. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Lai, C.J. Failure Modes and Wear Mechanisms of M35 High-Speed Steel Drills When Machining Inconel 901. J. Mater. Process Technol. 1995, 49, 295–312. [Google Scholar] [CrossRef]
- Kannan, S.; Pervaiz, S.; Vincent, S.; Karthikeyan, R.; Kannan, S.; Pervaiz, S.; Vincent, S.; Karthikeyan, R. Tool Life and Surface Integrity Aspects When Drilling Nickel Alloy. MS&E 2018, 346, 012042. [Google Scholar] [CrossRef]
- Heinemann, R.; Hinduja, S.; Barrow, G.; Petuelli, G. Effect of MQL on the Tool Life of Small Twist Drills in Deep-Hole Drilling. Int. J. Mach. Tools Manuf. 2006, 46, 1–6. [Google Scholar] [CrossRef]
- Mathew, N.T.; Vijayaraghavan, L. Environmentally Friendly Drilling of Intermetallic Titanium Aluminide at Different Aspect Ratio. J. Clean. Prod. 2017, 141, 439–452. [Google Scholar] [CrossRef]
- Dheeraj, N.; Sanjay, S.; Kiran Bhargav, K.; Jagadesh, T. Investigations into Solid Lubricant Filled Textured Tools on Hole Geometry and Surface Integrity during Drilling of Aluminium Alloy. Mater. Today Proc. 2020, 26, 991–997. [Google Scholar] [CrossRef]
- Sandeep Reddy, A.V.; Ajay Kumar, S.; Jagadesh, T. The Influence of Graphite, MOS2 and Blasocut Lubricant on Hole and Chip Geometry during Peck Drilling of Aerospace Alloy. Mater Today Proc 2020, 24, 690–697. [Google Scholar] [CrossRef]
- Silva, W.M.; Jesus, L.M.; Carneiro, J.R.; Souza, P.S.; Martins, P.S.; Trava-Airoldi, V.J. Performance of Carbide Tools Coated with DLC in the Drilling of SAE 323 Aluminum Alloy. Surf Coat Technol 2015, 284, 404–409. [Google Scholar] [CrossRef]
- Heinemann, R.K.; Hinduja, S. Investigating the Feasibility of DLC-Coated Twist Drills in Deep-Hole Drilling. Int. J. Adv. Manuf. Technol. 2009, 44, 862–869. [Google Scholar] [CrossRef]
- Bhowmick, S.; Alpas, A.T. The Role of Diamond-like Carbon Coated Drills on Minimum Quantity Lubrication Drilling of Magnesium Alloys. Surf. Coat. Technol. 2011, 205, 5302–5311. [Google Scholar] [CrossRef]
- Hassan, S.R.A.; Mativenga, P.T.; Cooke, K.; Sun, H.; Field, S.; Walker, M.; Chodynicki, J.; Sharples, C.; Jensen, B.; Mortensgaard, M.F. Effectiveness of Lubricating Coatings in Dry Drilling of Aluminium Alloys. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 538. [Google Scholar] [CrossRef]
- Velmurugan, V.; Manimaran, G. H-MoS2 Solid Lubricant Performance on Inconel 718 in Drilling Operations. Arab. J. Sci. Eng. 2023, 48, 12015–12028. [Google Scholar] [CrossRef]
- Velmurugan, V.; Manimaran, G.; Ross, K.N.S. Impact of MoS2 Solid Lubricant on Surface Integrity of Ti-6Al-4V with PVD-TiN Coated Tool in Drilling. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 380. [Google Scholar] [CrossRef]
- Mosleh, M.; Shirvani, K.A.; Smith, S.T.; Belk, J.H.; Lipczynski, G. A Study of Minimum Quantity Lubrication (MQL) by Nanofluids in Orbital Drilling and Tribological Testing. J. Manuf. Mater. Process. 2019, 3, 5. [Google Scholar] [CrossRef]
- Lishchenko, N.; Larshin, V.; Marchuk, I. Solid Lubricants Used in Small Diameter Drilling. Lect. Notes Mech. Eng. 2021, 402–411. [Google Scholar] [CrossRef]
- Velmurugan, V.; Manimaran, G. Effect of MoS2 Solid Lubricant on the Tribological Aspects of Ti-6Al-4V Alloy in Drilling Operations. Mater. Today Proc. 2022, 62, 925–932. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool/ Workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref. |
|---|---|---|---|---|
| Dry Solid Lubricants | ||||
| Cemented carbide tool AISI 1045 steel | Graphite | Textured tool with 150 µm diameter micro-holes filled with graphite | Decreased cutting temperature by reducing the CoF at the tool/chip interface compared to the tool without texture. Improved tool life when using the textured tool. | [44] |
| Cemented carbide tool Aluminum 7075-T6 | MoS2; Carbon nanotube (CNT) (separately) | Textured tool with micro-holes filled with solid lubricants | Reduced cutting forces when using CNT textured tool compared to other conditions. | [45] |
| Ceramic tool (Al2O3 + TiC) 40Cr | CaF2 | Added CaF2 and CaF2@Al2O3 to the ceramic tool by hot pressing (HP) method with different concentration | Improved flank wear and surface roughness when using all CaF2@Al2O3 concentrations compared to the ceramic tool. Decreased cutting force and temperature when using vol 10% of CaF2@Al2O3. | [39] |
| Cemented carbide tool Al6061-T6 | MoS2 | Textured tools filled with solid lubricant in powder form | Reduced cutting tool temperature and decreased flank wear when using this technique compared to the conventional method. | [46] |
| Cemented carbide tool Hardened steel | MoS2 | Drill micro-holes on the tool faces (flank and rake) filled with a solid lubricant | Decreased cutting forces for all tool conditions compared to conventional tools. Improved tool life when drilling micro-holes on the flank face. | [47] |
| Ceramic tool (Al2O3/Ti(C,N)) 40Cr | CaF2 | Added CaF2@Al(OH)3 to the ceramic tool by heterogeneous nucleation method | Decreased cutting temperature and surface roughness with this method compared to the ceramic tool. Improved tool life by increasing wear resistance properties of ceramic tools. | [48] |
| Solid Lubricants—Coated/Sprayed | ||||
| Ceramic tools AISI 52,100 | Graphite; MoS2 (separately) | Solid lubricants with an average particle size of 2 µm sprayed on the machining region | Lower surface roughness and cutting force were obtained by using the solid lubricants compared to the dry condition. MoS2 outperformed graphite in terms of surface roughness and cutting forces. | [48] |
| Ceramic (Al2O3/TiC)tool AISI 4340 steel | MoS2 | Textured tools with different patterns filled with solid lubricant | Reduced cutting forces and tool wear. Decreased coefficient of friction in tool/chip interface compared to conventional methods. Texture patterns may affect machining performance | [49] |
| Ceramic (Al2O3/TiC)Tool AISI 52,100 steel | DLC coating | Direct current reactive magnetron sputtering (DCRMS) | Reduced cutting forces when using DLC coating compared to uncoated and ceramic tools. Decreased coefficient of friction at the cutting zone in cutting speeds up to 200 m/min for DLC-coated tools. | [50] |
| Coated carbide tool Ti-6Al-4V | MoS2 | Solid lubricant with an average particle size of 2 µm sprayed on the machining region | Increased shear angle and chip reduction coefficient when using MoS2 compared to dry condition. Reduced tool wear and chip/tool contact length when using MoS2 compared to dry condition. | [51] |
| Cemented carbide tool Aluminum silicon alloy; Aluminum bronze alloy | DLC coating; Diamond coating | Vacuum cathode multi-arc deposition and DC plasma jet coating method | Improved cutting tool life when using DLC-coated tool compared to uncoated tool (7 times longer for aluminum bronze workpieces). | [52] |
| Tungsten carbide tool Aluminum silicon alloy | DLC coating | Plasma Enhanced Chemical Vapour Deposition (PECVD) coating method | Decreased cutting forces when using DLC-coated tool compared to uncoated tool. | [53] |
| Ceramic tool (Al2O3 + TiC) Hardened steel 102Cr6 | DLC coating | Arc-PVD and Plasma Assisted Chemical Vapour Deposition (PACVD) coating methods | Improved tool life for both conditions compared to uncoated ceramic tools. Lower CoF for both conditions compared to uncoated tools. | [54] |
| Uncoated carbide tool IN718 | Soft metal coating | In situ coating (pre-machining) process prior to the main machining process | Improved tool life by 300% compared with untreated tools. Decreased cutting forces by 40–50%. Reduced work-hardening in machined workpieces by 45%. | [17] |
| Uncoated carbide tool IN718 | Soft metal coating | PVD coating | A threefold increase in lifespan compared with uncoated tools. Decreased cutting forces significantly. Reduced by 25% in work hardened surface layer | [55] |
| Wet Additive Solid Lubricants | ||||
| Ceramic tools (Al2O3) Gray Cast Iron (ASTM A48) | Graphite; MoS2 (mixed) | A textured tool with grooves filled with graphite and MoS2, and SAE 40 oil mixture | Reduced cutting forces and coefficient of friction when using solid lubricant with textured tool. | [56] |
| Coated carbide tool EN31 Steel | MoS2 | Minimum Quantity Solid Lubrication (MQSL) system with the mixture of solid lubricant and SAE 40 oil | Decreased cutting forces and improved surface integrity when using solid lubricant with the MQSL method compared to MQL and Wet conditions. | [57] |
| Whisker-reinforced ceramic tool Co-based Haynes 25 | Graphite; MoS2; hBN (separately) | Nanofluid-MQL system, solid lubricants and vegetable-based oil mixture | Reduced surface roughness, graphite outperformed other solid lubricants. Decreased cutting temperature for all types of solid lubricants compared to the base fluid-MQL system and dry. hBN outperformed MoS2 and graphite in terms of reducing nose wear. The base material’s micro-hardness improvement was not significant. | [58] |
| Ceramic tool (whisker-reinforced) IN718 | Graphite; MoS2 (separately) | MQL system, Solid lubricants and vegetable-based oil mixture (LB2000) | Increased tool life by MoS2 + MQL compared to graphite + MQL, MQL, and dry conditions. Decreased cutting force by using graphite + MQL and MoS2 + MQL. Lower surface micro-hardness with MoS2 + MQL. | [10] |
| Cemented carbide tool (PVD-coated) IN718 | Graphite; MoS2 (separately) | MQL system, Solid lubricants and vegetable-based oil mixture (LB2000) | Improved tool life and surface roughness by using graphite + MQL compared to MoS2 + MQL, MQL, and dry. No presence of tensile residual stress when using graphite + MQL. | [59] |
| Uncoated cemented carbide tool EN8 Steel | Graphite; Boric acid (separately) | Directly injected by atmospheric pressure, Solid lubricants mixed with SAE 40 oil | Improved tool life, surface roughness and cutting forces when using 20% boric acid+SAE 40 oil compared to graphite with the same concentration in SAE 40 oil, Wet and dry conditions. | [60] |
| PVD-Coated (TiAlN/TiN) and CVD-coated (TiCN/Al2O3) cemented carbide tools IN718 | Graphite; MoS2 (separately) | MQSL system, Solid lubricants mixed with cutting fluid | Improved surface finish with the use of MoS2 + MQSL compared to graphite + MQSL, MQL, Wet and dry conditions. Reduced cutting temperature when using MQSL and MQL. Longer tool life was achieved by using PVD-coated tool with MQSL and MQL conditions. | [61] |
| PVD-coated (TiAlN) carbide tool Inconel 625 | Graphite; MoS2 (separately) | Nanofluid-MQL systems, Solid lubricants mixed with vegetable oil | Decreased surface roughness significantly when using MoS2 + nMQL compared to the graphite + nMQL, MQL, and dry. Improved tool life due to less abrasion wear on the cutting tool, the best is MoS2 + nMQL compared to MQL and graphite + nMQL. Cutting temperature is most reduced by MoS2 + nMQL. | [62] |
| HSS and uncoated cemented carbide tools AISI 1040 steel | Graphite | MQL system, Graphite nano-particles mixed with water-soluble oil | Reduced surface roughness and cutting force when using graphite nano-particles compared to conventional methods. | [63] |
| Ceramic tool (Al2O3 + SiC) IN718 | Graphite; MoS2 (mixed) | Atomization-based cutting fluid (ACF), Solid lubricants mixed with acetone and vegetable oil | 38% reduction in flank wear through the application of ACF compared with dry machining. 21% to 39% improvements in surface roughness using ACF compared with dry machining. | [64] |
| Coated carbide tool Steel AISI 4340 | MoS2 | MQL system, Solid lubricant mixed with castor oil or SAE40 oil | Lower surface roughness when using MoS2 with SAE40 oil compared to the MoS2 castor oil. | [65] |
| Uncoated carbide tool IN718 | MoS2; WS2 (separately) | Textured tools with different patterns filled with solid lubricants and coconut oil mixture | Reduced coefficient of friction. Lower surface roughness when using WS2 compared to MoS2. Texture patterns may affect solid lubricant delivery. | [66] |
| Coated carbide tool Ti-6Al-4V | MoS2 | Electrostatic high-velocity solid lubricants (EHVSL) and MQSL system, Solid lubricant mixed with SAE 40 oil | Reduced cutting force and tool wear by using the EHVSL method compared to the MQSL condition. Improved surface roughness with the EHVSL method. EHVSL method outperformed MQSL. | [67] |
| PCBN, ceramic (TiCN + Al2O3), coated carbide tools AISI D6 hardened steel | MoS2 | Minimum Quantity Fluid (MQF) system, vegetable-based oil LB2000 mixture by solid lubricant | Claimed to be a viable alternative to tackle most machining challenges. | [68] |
| Coated carbide tool AISI 4140 steel | Graphite; MoS2 (separately) | MQL system, Solid lubricants mixed with SAE 40 oil | Reduced cutting temperature when using MoS2 + MQL compared to graphite + MQL. Results were validated by simulation (ANSYS). | [69] |
| Uncoated carbide tool IN718 | MoS2 | Textured tools with dimple patterns assisted with MQL system, solid lubricant mixed with canola oil | Improved tool wear by 20–30% when using MoS2 + MQL compared to dry. Decreased cutting forces, surface roughness and cutting temperature with this method compared to dry. | [70] |
| HSS tool AISI 1040 steel | MoS2 | Textured tools filled with solid lubricant and graphite-based grease mixture | Reduced cutting temperature. Improved surface roughness. Decreased coefficient of friction and chip thickness. | [71] |
| Uncoated carbide tool Ti-6Al-4V | MoS2 | Textured tools filled with solid lubricant, SAE 40 oil mixture | Reduced machining forces and power consumption when using MoS2 with textured tool compared to dry condition. | [72] |
| Tungsten carbide tool Hardened AISI H13 steel | MoS2 nanoplatelets;CaF2 nanoparticles (separately) | Minimum quantity cutting fluids (MQCF); used hybrid-nano green cutting fluids (HN-GCFs) with different concentrations | 0.3% concentration of HN-GCFs for CaF2 was optimized for thermal conductivity, specific heat, and viscosity. Less tool wear and workpiece adhesion with HN-GCF-0.3 of CaF2. | [73] |
| Coated carbide tool AISI 1040 steel | CaF2 | MQSL machining with 10% and 20% CaF2 concentration mixed with SAE 40 oil | Improved tool life and surface finish by CaF2+MQSL method compared to MQL, wet and dry conditions. 10% CaF2 concentration showed better machining performance. | [74] |
| Coated carbide tool EN31 steel | CaF2 | MQSL machining with 10%, 15% and 20% CaF2 concentration mixed with SAE 40 oil | Improved tool life, surface quality and cutting temperature reduction were achieved by 15% CaF2 concentration. compared to wet and dry conditions. | [75] |
| HSS tool Mild steel | Boric acid | MQL system, Solid lubricant mixed with coconut oil | Decreased surface roughness by 40% compared with dry and 18% with wet machining. | [76] |
| Carbide tool EN24 steel | Boric acid | MQL system, Solid lubricant mixed with SAE 40 oil and/or TiO2 | Reduced cutting forces, cutting temperature and surface roughness by Boric acid + TiO2 + SAE 40 oil compared to when mixed separately with oil, only oil and dry conditions. | [77] |
| Uncoated carbide tool, CVD, PVD EN353 | Boric acid | Dry, SAE 40 oil, Boric acid + SAE 40 oil all applied by coolant nozzle | Better cutting conditions when using SAE 40 oil. Improved surface roughness with SAE 40 oil and CVD tool. | [78] |
| Tool/ Workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref. |
|---|---|---|---|---|
| Solid Lubricants—Coated | ||||
| Tungsten carbide micro-tool AISI 52100 steel | DLC coating | PVD coating method | Lower cutting force for DLC-coated tool compared to uncoated tool. Reduced CoF in DLC-coated tool compared to uncoated tool. | [80] |
| Uncoated carbide tool IN718 | Soft metal coating | PVD coating | 3 times improvement in lifespan compared with uncoated tools. Decreased cutting forces significantly. Reduced by 25% in work hardened surface layer | [17] |
| Ultra-fine-grained carbide tool IN718 | DLC coating | PECVD method | Reduced tool flank wear and cutting forces when using DLC-coated tool compared to uncoated tool. | [33] |
| TiB2 PVD-coated tool Aluminum silicon alloy | Monolayer DLC coating; Multilayer DLC and WS2 coating | PVD coating method | The best machining performance was reported to be for two layers of DLC-WS2 compared to other coatings. | [81] |
| WC-coated tool IN718 | DLC coating | PVD coating method | Decreased tool wear and built-up edge (BUE) formation when using DLC-coated tool compared to uncoated tool. | [82] |
| Wet Additive Solid Lubricants | ||||
| TiCN/Al2O3/TiN CVD-coated tungsten carbide tool AISI 4340 steel | Graphite; Boric acid (separately and mixed) | MQL system used an emulsion oil mixture with graphite and/or boric acid | MQL 10%wt Boric acid mixture with emulsion oil showed better machining performance compared to when both solid lubricants are mixed together. | [83] |
| Coated carbide end mill AISI 1045 steel | Graphite; MoS2 (separately) | Directly applied by the motor-driven feeder | MoS2 outperformed graphite and wet conditions in terms of surface roughness, cutting forces and specific energy | [84] |
| CVD-coated tungsten carbide end mill tool AISI 4340 steel | Graphite; Boric acid (separately and mixed) | Minimum quantity cooling lubrication technique (MQCL) system used coconut oil mixture | Improved Ra when using boric acid mixture with coconut oil compared to other conditions. Higher thermal conductivity and lower viscosity were found in boric acid mixture with coconut oil. | [85] |
| TiAlN-coated carbide end mill IN718 | MoS2 | MQL system used a liquid CO2 mixture with solid lubricant. | Improved surface roughness and lower cutting temperature when using the MQL system with liquid CO2 and MoS2 compared to conventional lubrication methods. | [86] |
| Uncoated carbide tool AISI H13 tool steel | Graphite nanoplatelets | Solid lubricant dispersed in distilled water, applied directly by a nozzle for near-dry machining | Reduction in tangential cutting force (due to the presence of graphite) had a negative impact on dimensional accuracy and caused burnishing of the machined surface. | [87] |
| TiAlN-coated carbide tool Ti-6Al-4V | Graphite nanoplatelets | MQL system, Solid lubricant mixed with vegetable oil | Decreased tool flank wear and chipping 1% graphite+MQL compared to other concentrations, MQL and dry conditions. | [88] |
| Tungsten carbide tool Aluminum alloy (A6061-T6) | MoS2 nanoparticles | MQL system, Solid lubricant mixed with mineral oil | Improved the quality of the machined surface when using 0.5% concentration of MoS2 compared to other concentrations and MQL. | [89] |
| Uncoated tungsten carbide tool AISI 420 | MoS2 nanoparticles | MQL system, Solid lubricant mixed with vegetable oil | Decreased tool wear and surface roughness when using MoS2 + MQL with the flow rate of 40 mL/h compared to other flow rates, MQL and dry. | [90] |
| Coated (TiN) carbide tool AISI O2 cold work steel | Boric acid | MQL system, Solid lubricants mixed with ethylene glycol and borax decahydrate | Borax additive when mixed with boric acid improved surface roughness compared to conditions with only borax decahydrate is used. In terms of tool life, borax decahydrate showed better results. | [91] |
| Tool/ Workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref. |
|---|---|---|---|---|
| Dry Solid Lubricants | ||||
| Al2O3 grade wheel EN2; EN31 | Graphite | The solid lubricant was sandwiched on the wheel | Reduced surface roughness when using graphite compared to wet and dry conditions. | [94] |
| Solid Lubricants—Coated | ||||
| Brazed CBN on the wheel Ti6-Al-4V | MoS2 | Applied solid lubricant coating by an organic bonding method | Reduced grinding force and Extended grinding wheel service life by using MoS2 coating compared to uncoated CBN tool. | [95] |
| Wet Additive Solid Lubricants | ||||
| Al2O3-grade wheel AISI 1030 steel; AISI 52100 steel | Graphite | Directly injected, Solid lubricant mixed with water-soluble oil | Reduced specific energy when using graphite mixed with oil compared to dry condition. | [92] |
| Diamond wheel SiC | Graphite | Directly injected via funnel pipe | Reduced tangential force and specific grinding energy, and improved surface finish when using graphite compared to dry condition. | [96] |
| Al2O3 grade wheel Hardened D2 tool steel | Graphite nano-platelets | MQL system, solid lubricant mixed with isopropyl alcohol directly sprayed on the workpiece–wheel interface and the workpiece surface pre-grinding | Reduced cutting forces and specific energy and surface finish improvement when using 15 µm graphite nano-platelets compared to smaller diameters of graphite nano-platelets, MQL, and dry conditions. | [97] |
| CBN wheel Ti-6Al-4V | Graphite; Graphene; MoS2 (separately) | MQL system, solid lubricants mixed with vegetable oils | The best performance was reported for graphene compared to graphite and then MoS2 in terms of surface roughness, cutting forces, coefficient of friction, and grinding energy. | [98] |
| The tool was not mentioned. Mild steel | Graphite | MQL system, Solid lubricant mixed with LB-3000 lubricant | Improved surface roughness when using graphite+MQL compared to wet and dry conditions. | [99] |
| Flat cylindrical grinding wheel, Microcrystalline sintered corundum, IN718 | Graphite; MoS2 (separately) | Minimum quantity cooling (MQC) system, solid lubricant mixed with water and Syntilo RHS oil | Reduced surface roughness when using graphite + MQC and MoS2 + MQC compared to other tested conditions. Lowest surface clogging percentage by using graphite+MQC and MoS2 + MQC compared to other conditions. | [100] |
| Aluminum oxide grinding wheel AISI D2 steel | MoS2; CuO (separately and mixed) | MQL system, solid lubricants mixed with soybean base and/or colza oils | Best surface roughness result was obtained by using CuO + MQL colza base oil compared to other tested conditions. | [101] |
| CBN grinding wheel Cemented carbide (YG8) | MoS2 | Nano-MQL (NMQL) system, solid lubricant mixed with castor oil | Decreased cutting forces ratio and improved surface quality by using MoS2 + NMQL and MQL compared to wet and dry conditions. | [102] |
| Aluminum oxide grinding wheel AISI 202 stainless steel | MoS2 | Nano Fluid-MQL (NFMQL) system, solid lubricant mixed with vegetable oil-based | Reduced cutting forces and cutting temperature, and improved surface roughness when using MoS2 + NFMQL compared to MQL, wet and dry conditions | [103] |
| Diamond grinding wheel Silicon nitride | MoS2; WS2; hBN; (separately and mixed) | Nanoparticle jet MQL (NJMQL) system, Solid lubricants mixed with de-ionized water | Hybrid MoS2 with WS2 or hBN nanofluids resulted in lower grinding forces, surface roughness, specific grinding energy, surface/sub-surface damages, and better surface morphology. | [104] |
| Tool/ Workpiece | Solid Lubricant | Method of Application | Most Significant Findings | Ref. |
|---|---|---|---|---|
| Dry Solid Lubricants | ||||
| Tungsten carbide tool Aluminum alloy | Graphite; MoS2 (separately and mixed) | Textured tool filled with solid lubricants, | Improved the dimensional accuracy and decreased surface roughness when using the textured tool filled by graphite and a mixture of graphite and MoS2 compared to other conditions. Increased tool life using graphite coating. | [109] |
| Solid Lubricants—Coated | ||||
| Uncoated carbide tool Aluminum alloy | Graphite; MoS2 (separately) | Coating | Reduction in BUE formation, minimum circularity error and no burr formation when using solid lubricant coatings compared to blasocut coolant and conditions. | [110] |
| Cemented carbide tool Aluminum alloy (SA-323) | DLC coating | PECVD method | Improved the hole quality (roundness curves, radial deviation, and roughness) when using DLC-coated tools compared to uncoated tools. Increased productivity by drilling at high speeds with DLC-coated tools. | [111] |
| HSS tool; Cobalt-alloyed HSS tool AISI 1045 steel | DLC coating; MoS2 coating (separately) | PACVD method | Improved chip evacuation capabilities and decreased drilling torque when using DLC-coated tools compared to MoS2-coated tools and uncoated tools. Tool life reduction was reported for DLC-coated tools. | [112] |
| HSS tool Magnesium alloy (AZ91) | Non-hydrogenated DLC coating | Closed Field Unbalanced Magnetron Sputter Ion Plating (CFUBMSIP) Coating method | Prolonged tool life, less drilling torque and cutting temperature when using DLC-coated tools with the assistance of the H2O-MQL system compared to uncoated HSS tools. | [113] |
| Tungsten carbide tool Aluminum alloys (2024/7150) | DLC; MoS2 (separately) | CFUBMSIP coating method | Improved standard deviation of hole diameter and reduced surface roughness when using DLC-coated and MoS2-coated tools compared to the uncoated tool. | [114] |
| Wet Additive Solid Lubricants | ||||
| TiN-PVD-coated tool IN718 | H-MoS2 | MQSL system, Solid lubricant mixed with olive oil and direct delivery method | Significant surface roughness improvement, flank wear reduction and less cutting temperature when MoS2 is directly applied compared to MQSL and dry conditions. | [115] |
| TiN-PVD-coated tool Ti-6Al-4V | MoS2 | MQSL system, Solid lubricant mixed with olive oil and direct delivery method | Significant surface roughness improvement, flank wear reduction and less cutting temperature when MoS2 is directly applied compared to MQSL and dry conditions. | [116] |
| Tungsten carbide (WC) Ti-6Al-4V | MoS2; hBN nanoparticles (separately) | MQL system, Solid lubricants mixed with Boelube (alcohol-based) fluid | Decreased tool wear and frictional force for both MoS2 + MQL and hBN + MQL compared to MQL. | [117] |
| HSS drill tool Steel 35 | MoS2 | The workpiece floated in sulfur and serpentinite with industrial oil and oleic acid mixture by special lab stand | Increased the operation time of the drill tool when using this method compared to wet and dry conditions | [118] |
| Coated carbide tools Ti-6Al-4V | MoS2 | MQL system, solid lubricant mixed with cottonseed oil | Decreased cutting temperature, improved surface quality, increased tool life and enhanced subsurface hardness when using MoS2 + MQL with 20% concentration compared to other conditions. | [119] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hedayati, H.; Mofidi, A.; Al-Fadhli, A.; Aramesh, M. Solid Lubricants Used in Extreme Conditions Experienced in Machining: A Comprehensive Review of Recent Developments and Applications. Lubricants 2024, 12, 69. https://doi.org/10.3390/lubricants12030069
Hedayati H, Mofidi A, Al-Fadhli A, Aramesh M. Solid Lubricants Used in Extreme Conditions Experienced in Machining: A Comprehensive Review of Recent Developments and Applications. Lubricants. 2024; 12(3):69. https://doi.org/10.3390/lubricants12030069
Chicago/Turabian StyleHedayati, Hiva, Asadollah Mofidi, Abdullah Al-Fadhli, and Maryam Aramesh. 2024. "Solid Lubricants Used in Extreme Conditions Experienced in Machining: A Comprehensive Review of Recent Developments and Applications" Lubricants 12, no. 3: 69. https://doi.org/10.3390/lubricants12030069