
3D Printing of Biomass–Fungi Composite Material: Effects of Mixture Composition on Print Quality

 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
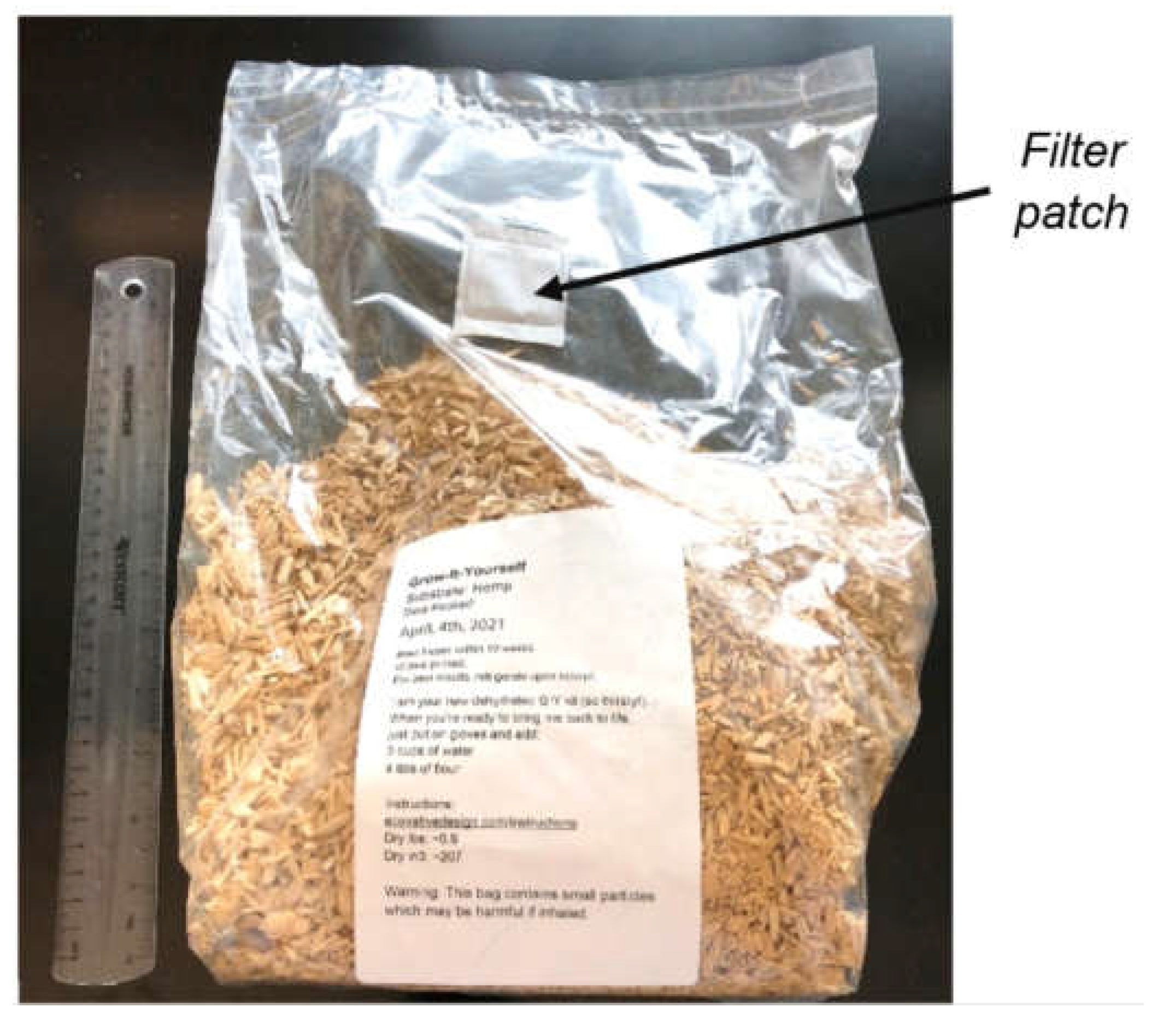
2.1. Biomass–Fungi Material
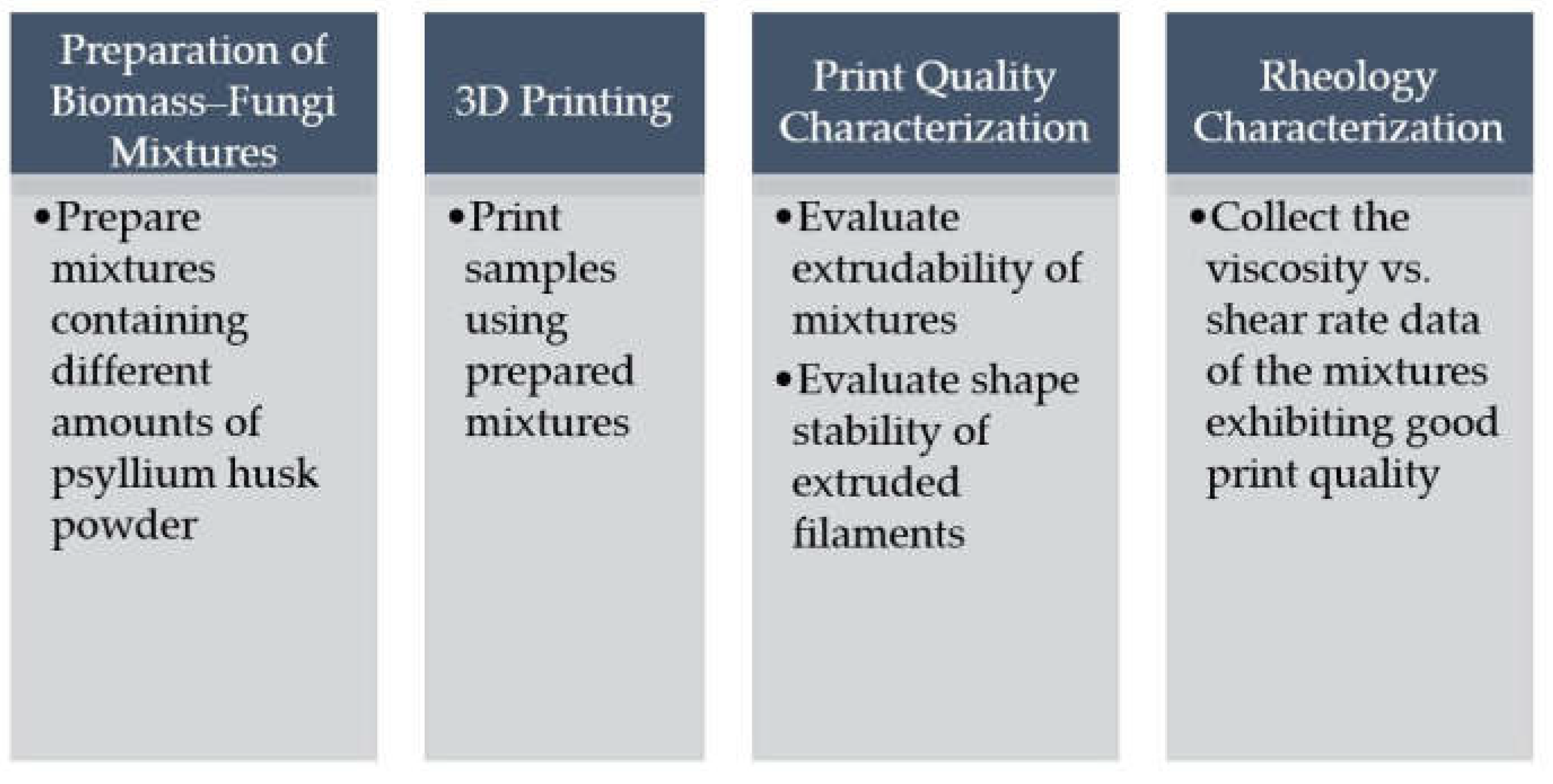
2.2. Experimental Procedure
2.3. Preparation of Biomass–Fungi Mixtures
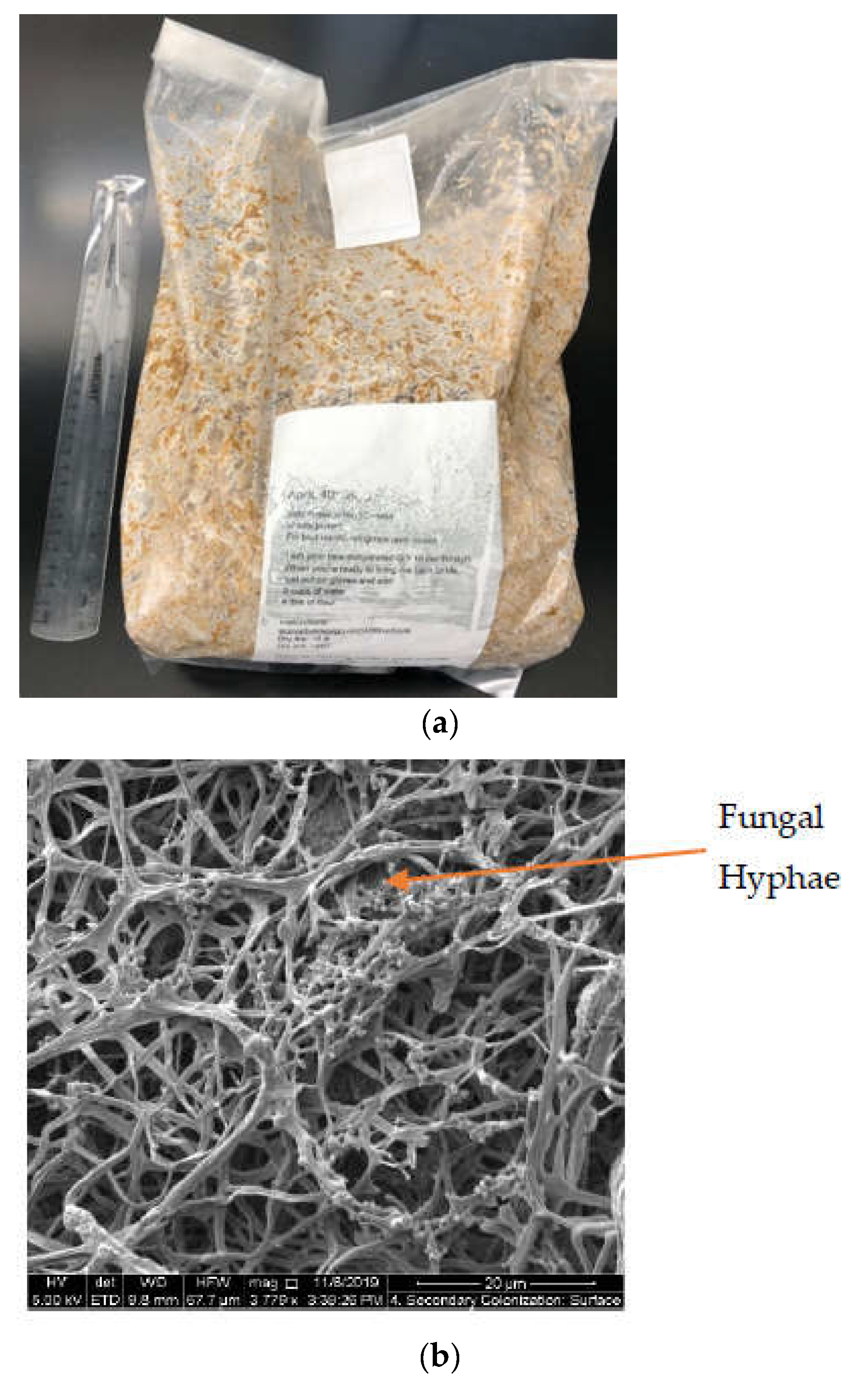
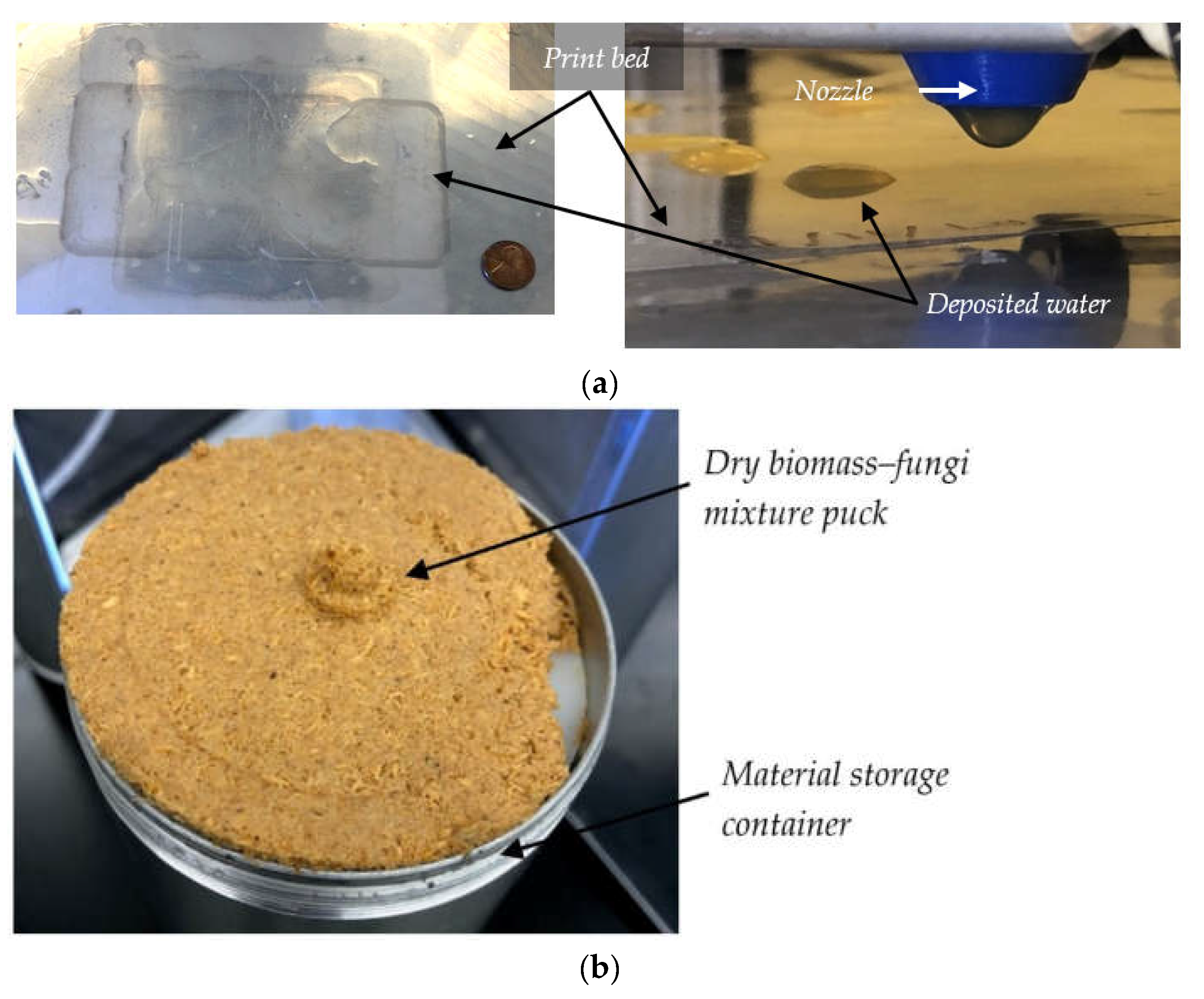
- In stage 1, the as-received biomass–fungi material underwent primary colonization. A wheat flour solution was prepared in a beaker by mixing 32 g of wheat flour and 700 mL of water. The mixing was performed manually using a spoon. Thereafter, this solution was poured into the filter patch bag containing the biomass–fungi material. The filter patch bag containing the combination was shaken vigorously by hand for one minute. After this, the filter patch bag was kept in a bucket away from sunlight at a temperature of 23 °C for 3–5 days. This stage created a foam-like, dense, primary-colonized, biomass–fungi composite material (see Figure 3a).
- In stage 2, the primary colonized biomass–fungi material was mixed using a commercial benchtop mixer (NutriBullet PRO, Nutribullet). The mixing process was performed in two batches. For each batch, 50 g of the primary colonized material (as shown in Figure 3) was broken off by hand into small chunks. These chunks, along with 200 mL of water (at room temperature) and 20 g of wheat flour, were then mixed in the mixer for 15 s. The mixture container was manually shaken after every 5 s to ensure uniform contact of the mixer blade with the material during the mixing process. Psyllium husk powder (procured from NOW Supplements, USA) was used as an additive to aid printability. After mixing, the primary colonized material, psyllium husk powder, was added into the mixture and mixed manually using a spoon. This mixing process transformed the dense, foam-like primary colonized material into a printable paste-like mixture. Biomass–fungi mixtures with four different compositions were prepared as shown in Table 1.
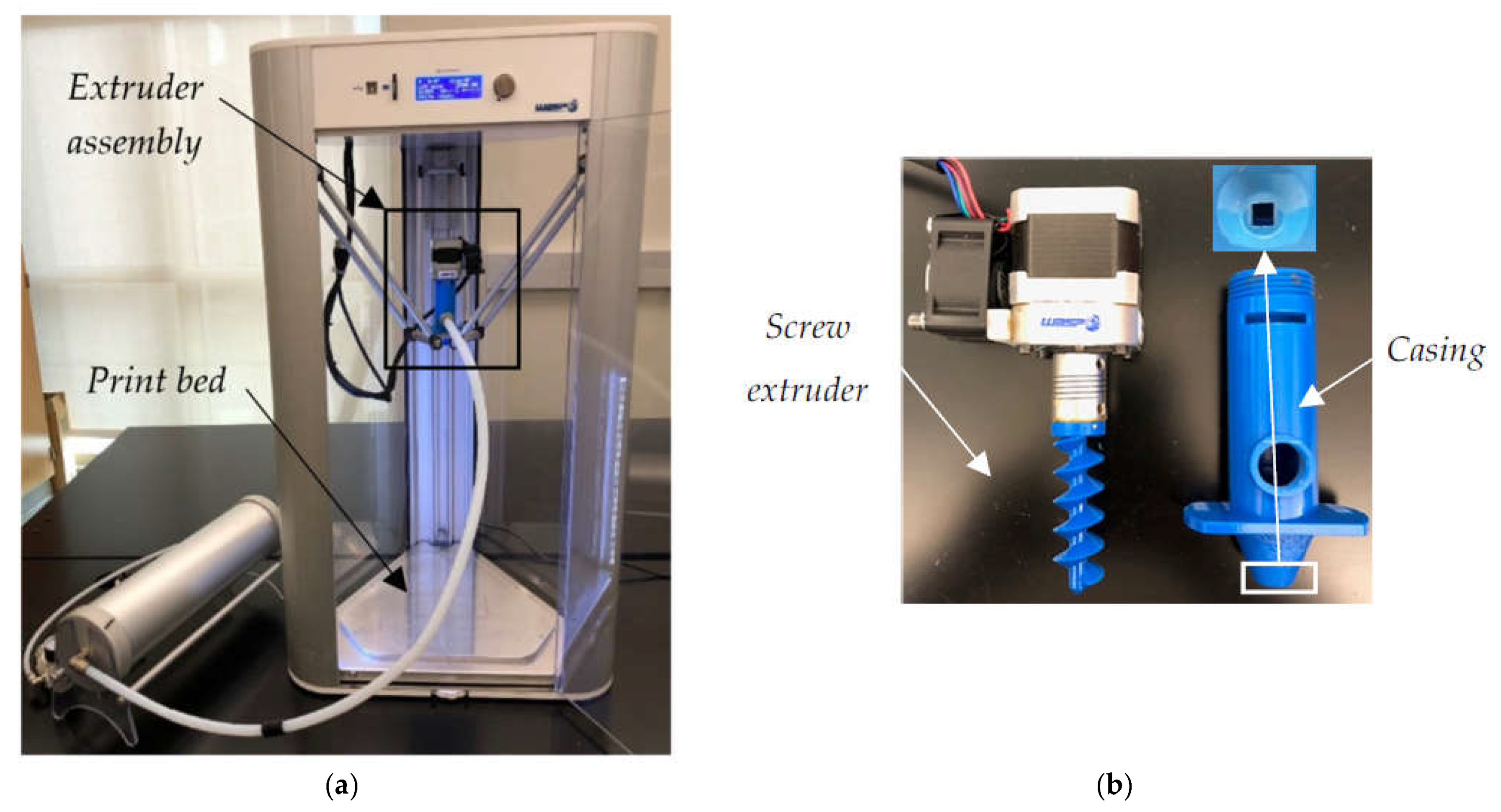
2.4. 3D Printing
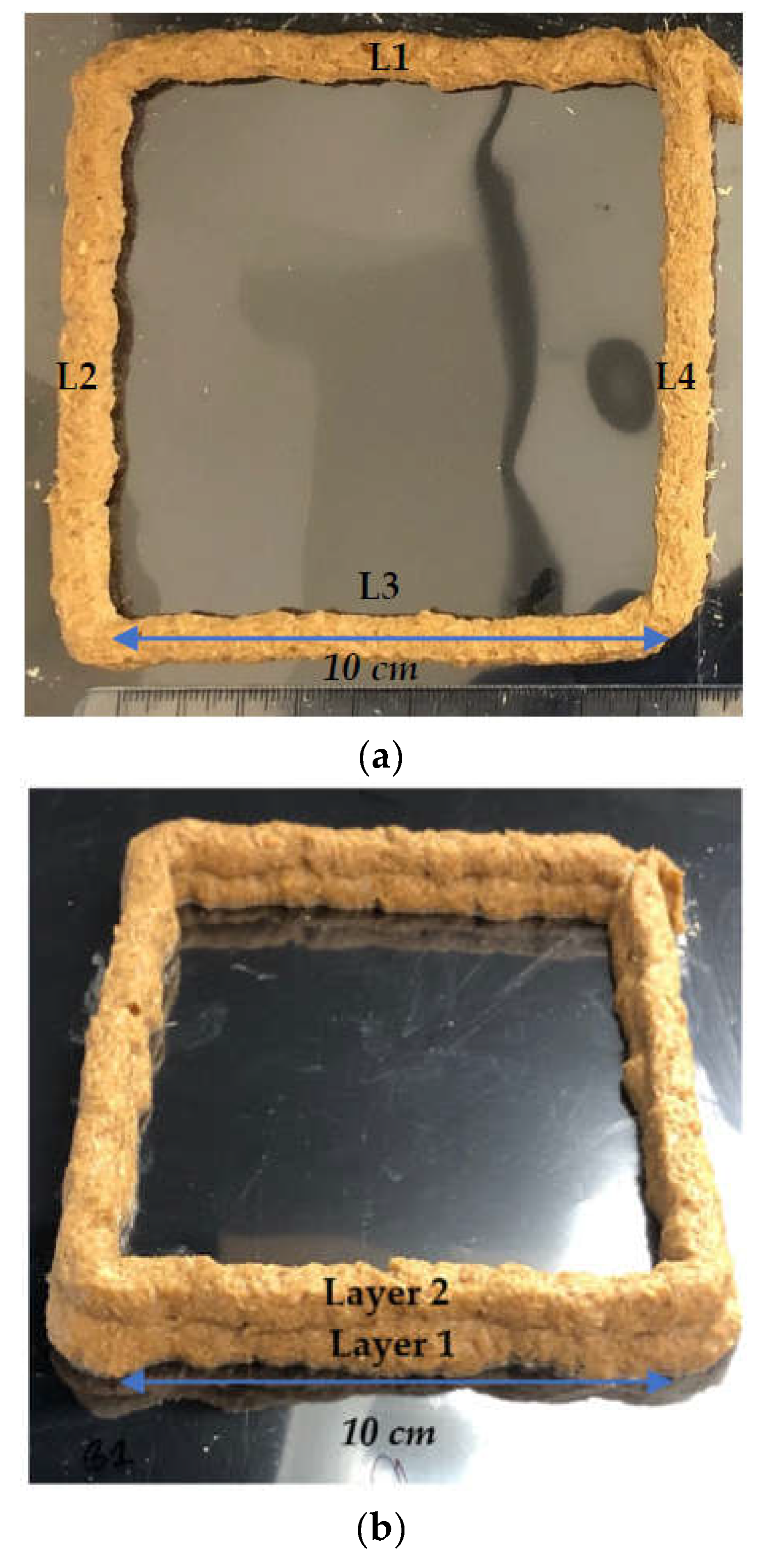
2.5. Print Quality Characterization
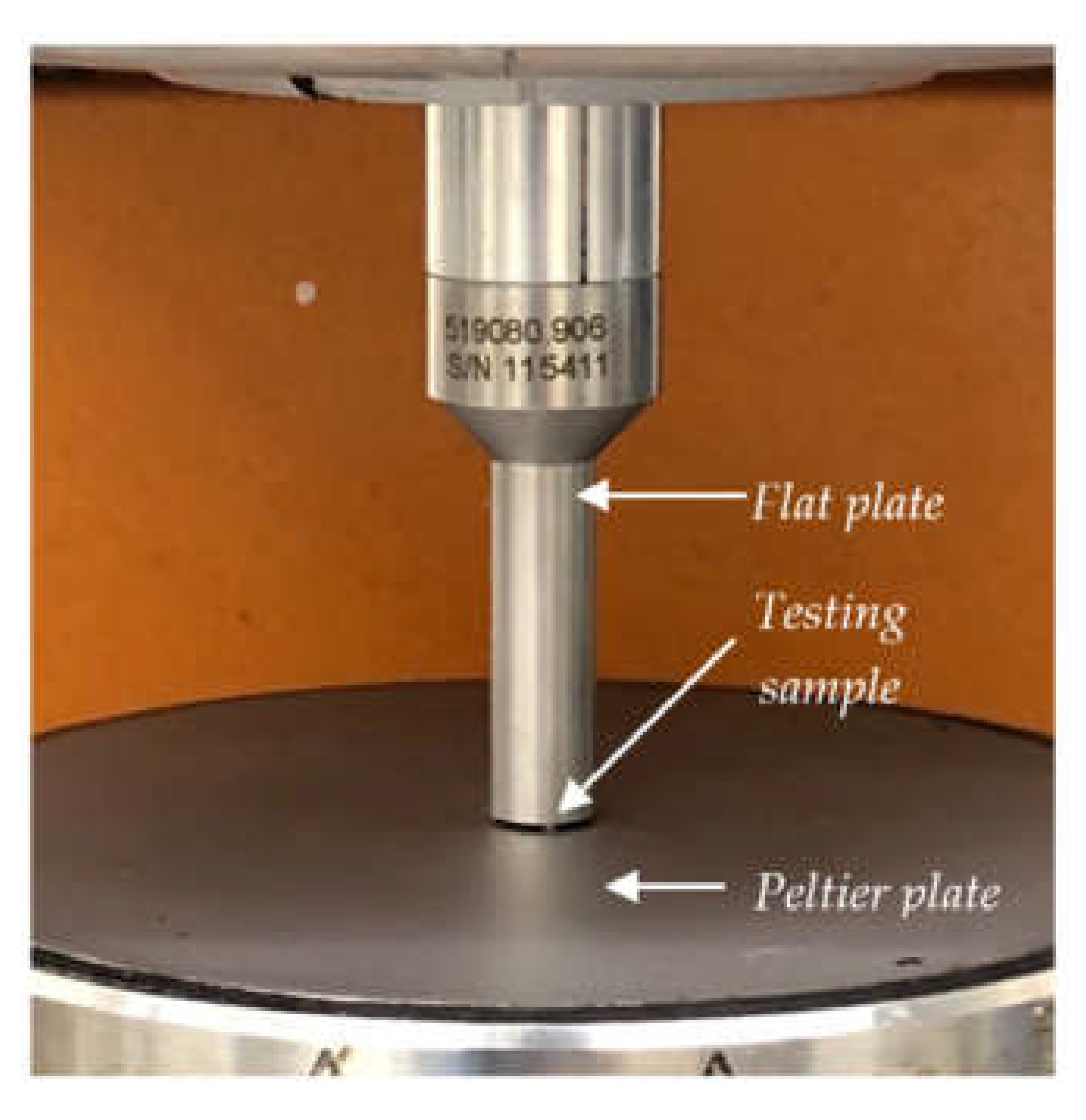
2.6. Rheological Characterization
3. Results and Discussion
3.1. Effects of Psyllium Husk Powder Content on Extrudability
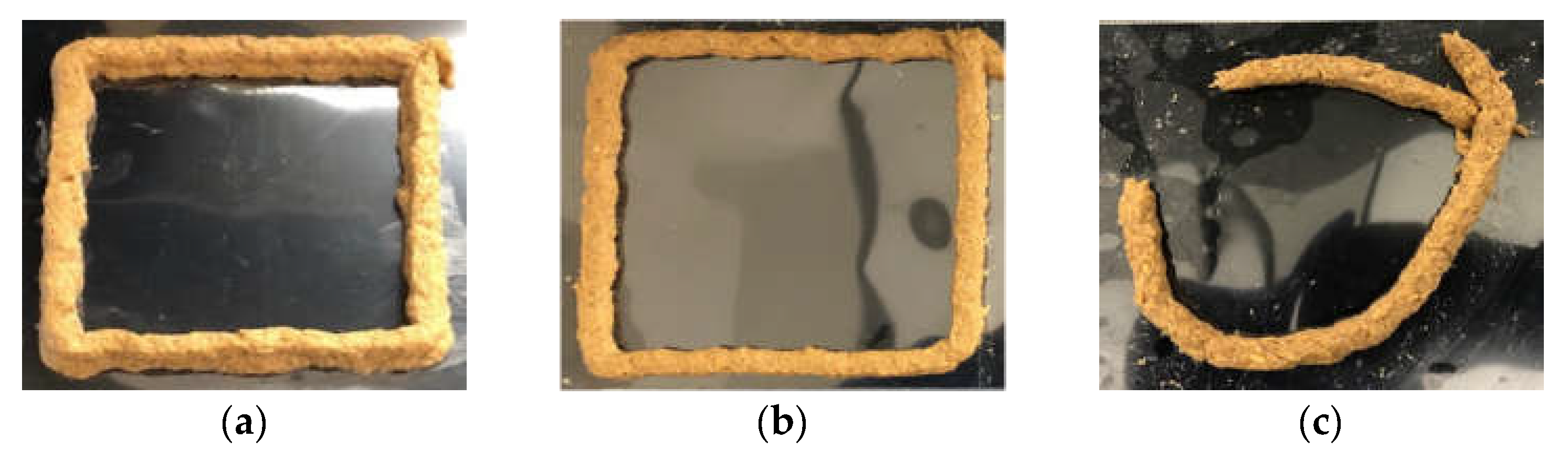
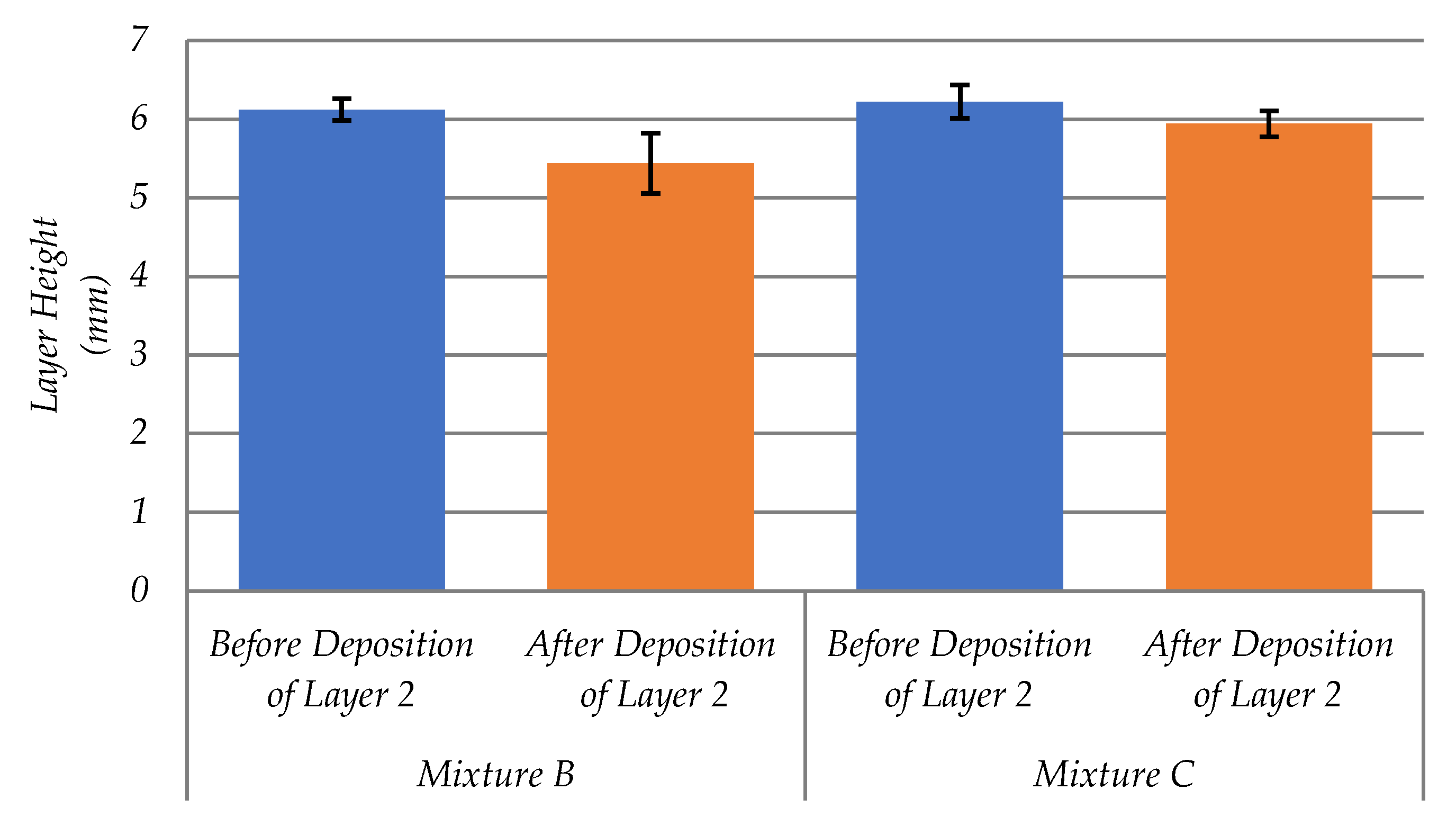
3.2. Effects of Psyllium Husk Powder Content on Shape Stability
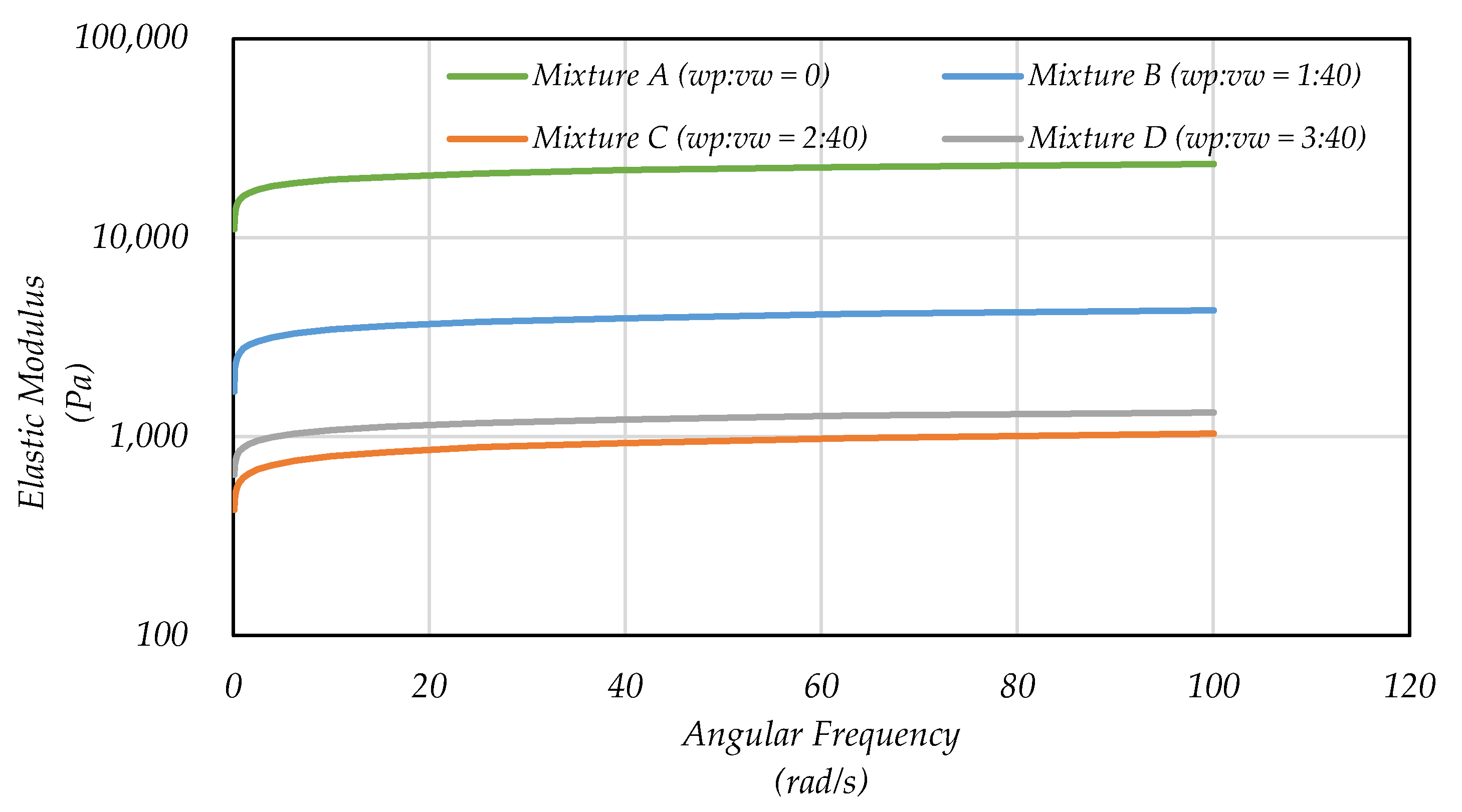
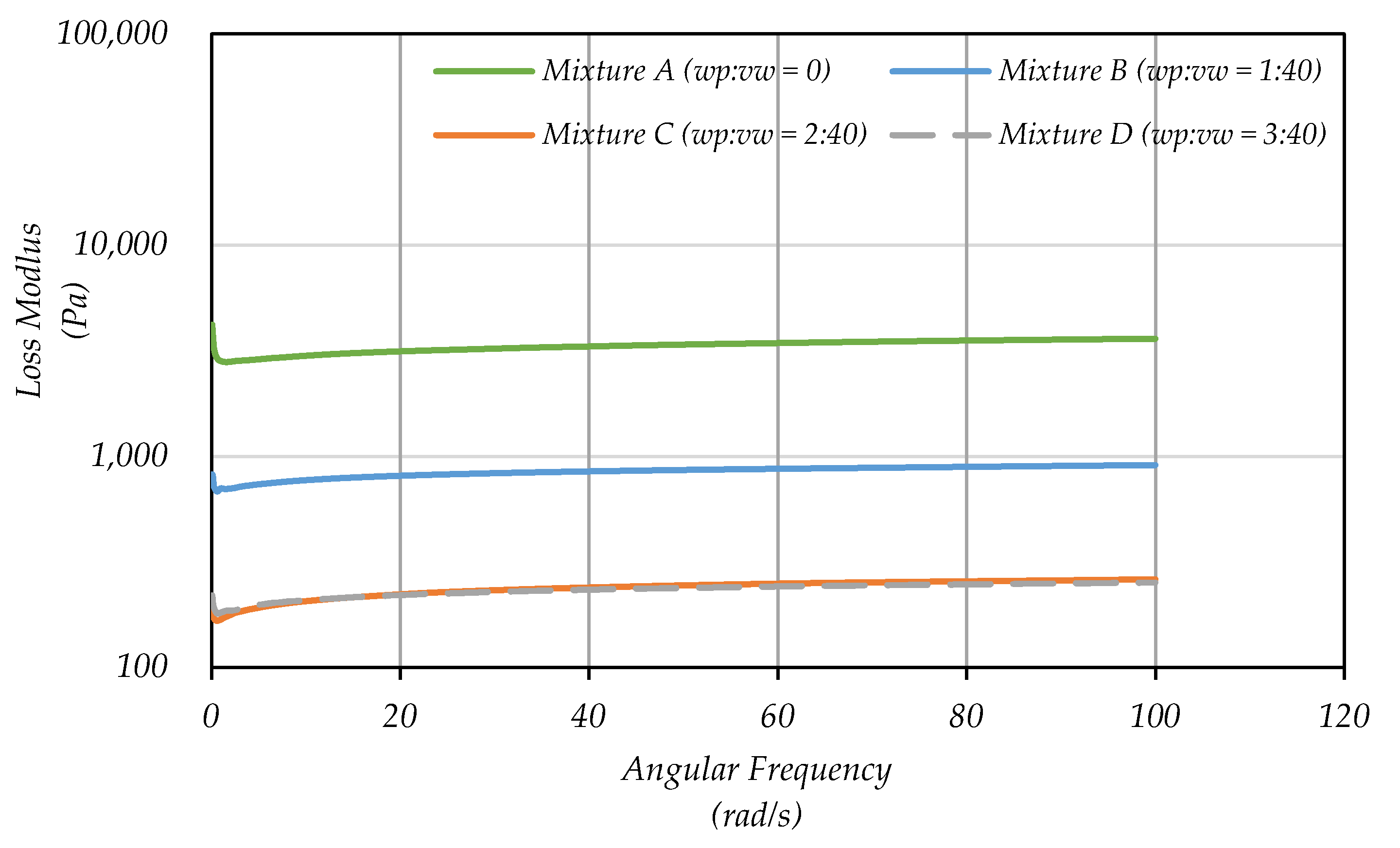
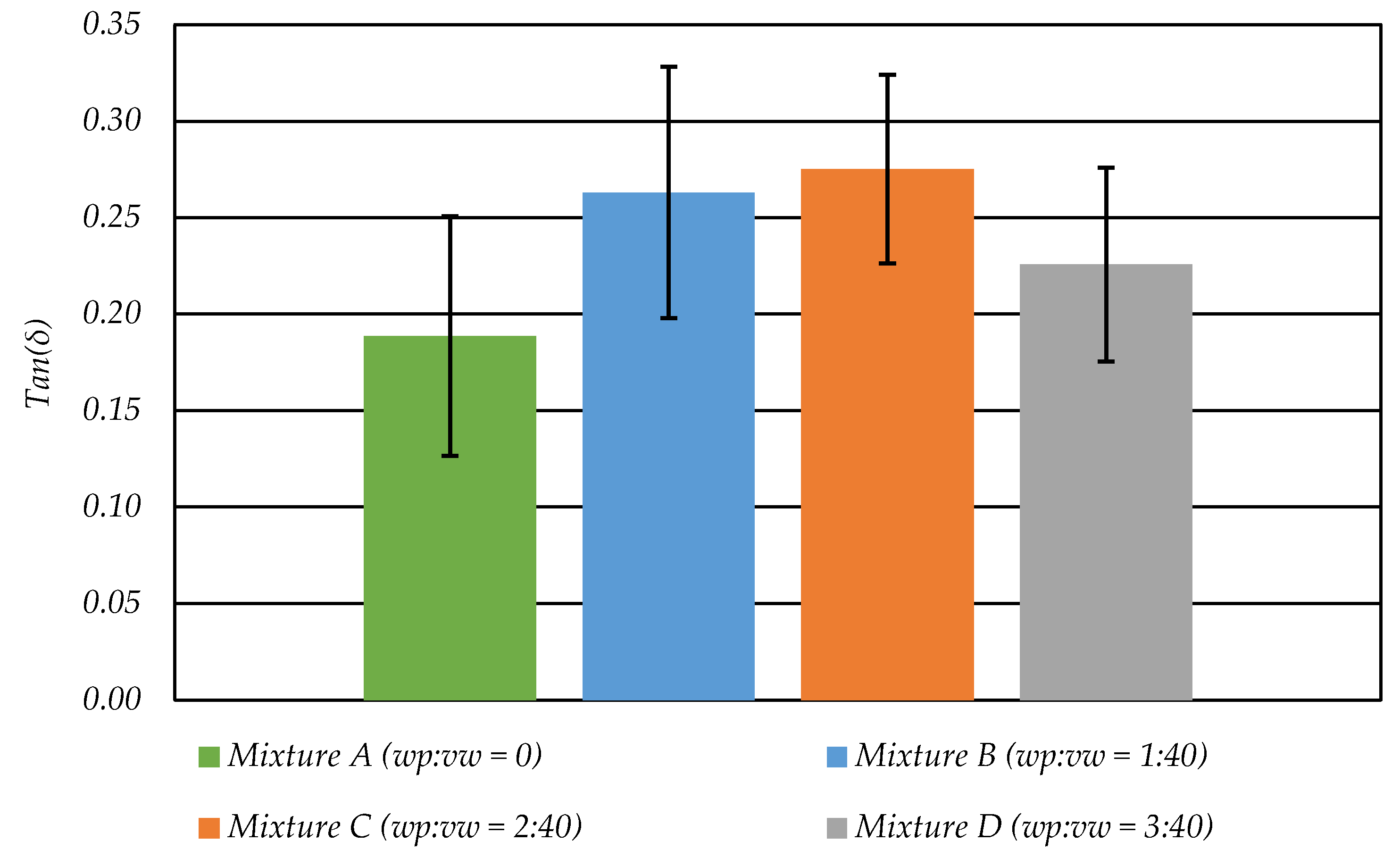
3.3. Effects of Psyllium Husk Powder Content on Rheological Properties
4. Concluding Remarks
- The mixture containing no psyllium husk powder could not be extruded;
- Mixtures containing wp/vw ratios of 1:40 and 2:40 exhibited good extrudability (i.e., deposited filaments showed no tearing);
- The mixture containing wp/vw = 2:40 was the only mixture that met the shape stability criteria for print quality;
- When the wp/vw ratio was increased to 3:40, the mixture did not show good extrudability (printed filaments were not continuous). This performance was reflected in the increase in solid-like behavior of the mixture as observed in the loss tangent, i.e., tan(δ) data;
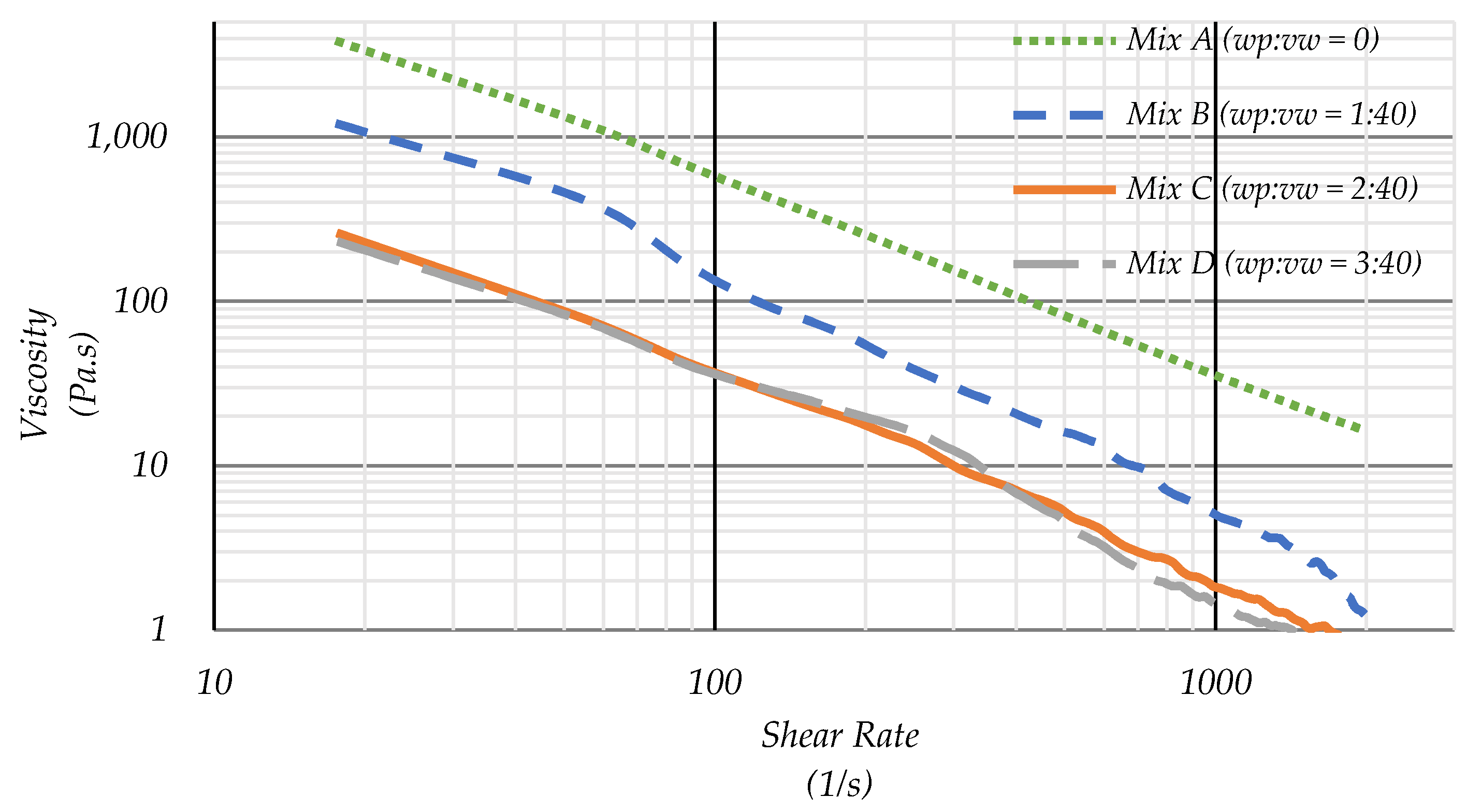
- Mixture B (wp/vw = 1:40) showed higher viscosity than mixture C (wp/vw = 2:40). Both mixtures showed shear thinning behavior.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cornell University Media Relations Office. Bill Gates Shines Spotlight on Carbon-Emitting Cement and Need for Something New. 2021. Available online: https://news.cornell.edu/media-relations/tip-sheets/bill-gates-shines-spotlight-carbon-emitting-cement-and-need-something (accessed on 24 March 2021).
- Rabnawaz, M.; Wyman, I.; Auras, R.; Cheng, S. A Roadmap towards Green Packaging: The Current Status and Future Outlook for Polyesters in the Packaging Industry. Green Chem. 2017, 19, 4737–4753. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, Use, and Fate of All Plastics Ever Made. Sci. Adv. 2017, 3, 25–29. [Google Scholar] [CrossRef] [Green Version]
- Grimm, D.; Wösten, H.A.B. Mushroom Cultivation in the Circular Economy. Appl. Microbiol. Biotechnol. 2018, 102, 7795–7803. [Google Scholar] [CrossRef] [Green Version]
- Holt, G.; McIntyre, G.; Flagg, D.; Bayer, E.; Wanjura, J.; Pelletier, M. Fungal Mycelium and Cotton Plant Materials in the Manufacture of Biodegradable Molded Packaging Material: Evaluation Study of Select Blends of Cotton Byproducts. J. Biobased Mater. Bioenergy 2012, 6, 431–439. [Google Scholar] [CrossRef]
- Van Hook, S. SBIR Phase I: Using Mycelium as A Matrix For Binding Natural Fibers and Core Filler Materials in Sustainable Composites. Award Abstr. Number 1045849 [Online]. 2010. Available online: https://www.nsf.gov/awardsearch/showAward?AWD_ID=1045849 (accessed on 12 January 2021).
- Attias, N.; Danai, O.; Abitbol, T.; Tarazi, E.; Ezov, N.; Pereman, I.; Grobman, Y.J. Mycelium Bio-Composites in Industrial Design and Architecture: Comparative Review and Experimental Analysis. J. Clean. Prod. 2020, 246, 119037. [Google Scholar] [CrossRef]
- Appels, F.V.W.; Dijksterhuis, J.; Lukasiewicz, C.E.; Jansen, K.M.B.; Wösten, H.A.B.; Krijgsheld, P. Hydrophobin Gene Deletion and Environmental Growth Conditions Impact Mechanical Properties of Mycelium by Affecting the Density of the Material. Sci. Rep. 2018, 8, 4703. [Google Scholar] [CrossRef]
- Jones, M.; Mautner, A.; Luenco, S.; Bismarck, A.; John, S. Engineered Mycelium Composite Construction Materials from Fungal Biorefineries: A Critical Review. Mater. Des. 2020, 187, 108397. [Google Scholar] [CrossRef]
- Wessels, J.G.H.; Mol, P.C.; Sietsma, J.H.; Vermeulen, C.A. Wall Structure, Wall Growth, and Fungal Cell Morphogenesis BT-Biochemistry of Cell Walls and Membranes in Fungi; Kuhn, P.J., Trinci, A.P.J., Jung, M.J., Goosey, M.W., Copping, L.G., Eds.; Springer: Berlin/Heidelberg, Germany, 1990; pp. 81–95. [Google Scholar]
- Abhijith, R.; Ashok, A.; Rejeesh, C.R. Sustainable Packaging Applications from Mycelium to Substitute Polystyrene: A Review. Mater. Today Proc. 2018, 5, 2139–2145. [Google Scholar] [CrossRef]
- Arifin, Y.H.; Yusuf, Y. Mycelium Fibers as New Resource For Environmental Sustainability. Procedia Eng. 2013, 53, 504–508. [Google Scholar] [CrossRef] [Green Version]
- Haneef, M.; Ceseracciu, L.; Canale, C.; Bayer, I.S.; Heredia, J.A. Advanced Materials From Fungal Mycelium: Fabrication and Tuning of Physical Properties. Sci. Rep. 2017, 7, 41292. [Google Scholar] [CrossRef]
- Pelletier, M.G.; Holt, G.A.; Wanjura, J.D.; Bayer, E.; Mcintyre, G. An Evaluation Study of Mycelium Based Acoustic Absorbers Grown on Agricultural By-Product Substrates. Ind. Crop. Prod. 2013, 51, 480–485. [Google Scholar] [CrossRef]
- NSF News Release 10-126, 2010, Latest ‘Green’ Packing Material? Mushrooms! [Online]. Available online: https://www.nsf.gov/news/news_summ.jsp?cntn_id=117385 (accessed on 1 April 2021).
- Goh, G.D.; Neo, S.J.C.; Dikshit, V.; Yeong, W.Y. Quasi-Static Indentation and Sound-Absorbing Properties of 3D Printed Sandwich Core Panels. J. Sandw. Struct. Mater. 2021, 10996362211037015. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Li, D. 3D Printed Continuous Fibre Reinforced Composite Corrugated Structure. Compos. Struct. 2018, 184, 1005–1010. [Google Scholar] [CrossRef]
- Goh, G.D.; Toh, W.; Yap, Y.L.; Ng, T.Y.; Yeong, W.Y. Additively Manufactured Continuous Carbon Fiber-Reinforced Thermoplastic for Topology Optimized Unmanned Aerial Vehicle Structures. Compos. Part B Eng. 2021, 216, 108840. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-Mechanical Property Relationship of 3D Printed Strut, Skeletal, and Sheet Based Periodic Metallic Cellular Materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Appels, F.V.W.; Camere, S.; Montalti, M.; Karana, E.; Jansen, K.M.B.; Dijksterhuis, J.; Krijgsheld, P.; Wösten, H.A.B. Fabrication Factors Influencing Mechanical, Moisture- and Water-Related Properties of Mycelium-Based Composites. Mater. Des. 2019, 161, 64–71. [Google Scholar] [CrossRef]
- Soh, E.; Yong, Z.; Saeidi, N.; Javadian, A.; Hebel, D.; Le, H. Development of an Extrudable Paste to Build Mycelium-Bound Composites. Mater. Des. 2020, 195, 109058. [Google Scholar] [CrossRef]
- Yeong, W.Y.; Goh, G.D. 3D Printing of Carbon Fiber Composite: The Future of Composite Industry? Matter 2020, 2, 1361–1363. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled Poly(Lactic Acid)–Based 3D Printed Sustainable Biocomposites: A Comparative Study with Injection Molding. Mater. Today Sustain. 2020, 7–8, 100027. [Google Scholar] [CrossRef]
- Bhardwaj, A.; Vasselli, J.; Lucht, M.; Pei, Z.; Shaw, B.; Grasley, Z.; Wei, X.; Zou, N. 3d Printing of Biomass-Fungi Composite Material: A Preliminary Study. Manuf. Lett. 2020, 24, 96–99. [Google Scholar] [CrossRef]
- Agarwal, P.S.; Poddar, S.; Varshney, N.; Sahi, A.K.; Vajanthri, K.Y.; Yadav, K.; Parmar, A.S.; Mahto, S.K. Printability Assessment of Psyllium Husk (Isabgol)/ Gelatin Blends Using Rheological and Mechanical Properties. J. Biomater. Appl. 2020, 35, 1132–1142. [Google Scholar] [CrossRef]
- Farahnaky, A.; Askari, H.; Majzoobi, M.; Mesbahi, G. The Impact of Concentration, Temperature and PH on Dynamic Rheology of Psyllium Gels. J. Food Eng. 2010, 100, 294–301. [Google Scholar] [CrossRef]
- Hussain, M.A.; Muhammad, G.; Jantan, I.; Bukhari, S.N.A. Psyllium Arabinoxylan: A Versatile Biomaterial for Potential Medicinal and Pharmaceutical Applications. Polym. Rev. 2016, 56, 1–30. [Google Scholar] [CrossRef]
- ISO/ASTM52900-15. Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix Design and Fresh Properties for High-Performance Printing Concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious Materials for Construction-Scale 3D Printing: Laboratory Testing of Fresh Printing Mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Gao, T.; Gillispie, G.J.; Copus, J.S.; Pr, A.K.; Seol, Y.; Atala, A.; Yoo, J.J.; Lee, S.J. Optimization of Gelatin—Alginate Composite Bioink Printability Using Rheological Parameters: A Systematic Approach. Biofabrication 2018, 10, 034106. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Amount of Psyllium Husk Powder (wp) | Volume of Water (vw) | Ratio of Psyllium Husk Powder Weight to Volume of Water (wp/vw) | |
|---|---|---|---|
| Mixture A | 0 g | 400 mL | 0 |
| Mixture B | 10 g | 1:40 | |
| Mixture C | 20 g | 2:40 | |
| Mixture D | 30 g | 3:40 |
| Mixture B (wp/vw = 1:40) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Test Run | S1 | S2 | Average | ||||||
| Filament Width (mm) | Filament Width (mm) | ||||||||
| L1 | L2 | L3 | L4 | L1 | L2 | L3 | L4 | ||
| 1 | 8.30 | 10.44 | 9.15 | 9.77 | 10.69 | 10.12 | 9.19 | 9.96 | |
| 2 | 9.56 | 9.50 | 9.18 | 9.78 | 10.04 | 9.10 | 9.24 | 9.72 | |
| 3 | 9.82 | 10.50 | 8.91 | 9.65 | 9.93 | 10.6 | 8.81 | 9.13 | |
| 4 | 9.94 | 9.45 | 9.16 | 9.26 | 9.89 | 8.95 | 9.68 | 9.16 | |
| 5 | 10.66 | 9.41 | 9.95 | 9.61 | 8.78 | 8.71 | 9.38 | 9.72 | |
| Average Width (mm) | 9.66 | 9.86 | 9.27 | 9.61 | 9.87 | 9.50 | 9.26 | 9.54 | 9.57 |
| Variation from Average Width (%) | 0.90 | 3.03 | 3.13 | 0.46 | 3.09 | 0.77 | 3.24 | 0.33 | 1.87 |
| Mixture C (wp/vw = 2:40) | |||||||||
| Test Run | S1 | S2 | Average | ||||||
| Filament Width (mm) | Filament Width (mm) | ||||||||
| L1 | L2 | L3 | L4 | L1 | L2 | L3 | L4 | ||
| 1 | 8.60 | 9.13 | 8.97 | 9.41 | 8.31 | 8.00 | 8.13 | 8.20 | |
| 2 | 8.56 | 8.66 | 8.21 | 9.80 | 9.04 | 8.49 | 8.71 | 8.54 | |
| 3 | 9.19 | 8.88 | 8.61 | 8.84 | 9.55 | 8.36 | 8.01 | 8.59 | |
| 4 | 8.56 | 8.46 | 8.87 | 9.10 | 8.01 | 8.47 | 8.31 | 8.84 | |
| 5 | 9.20 | 9.09 | 8.64 | 8.98 | 8.32 | 8.72 | 7.80 | 8.88 | |
| Average Width (mm) | 8.82 | 8.84 | 8.66 | 9.23 | 8.65 | 8.41 | 8.19 | 8.61 | 8.68 |
| Variation from Average Width (%) | 1.64 | 1.89 | 0.23 | 6.29 | 0.39 | 3.13 | 5.62 | 0.81 | 2.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bhardwaj, A.; Rahman, A.M.; Wei, X.; Pei, Z.; Truong, D.; Lucht, M.; Zou, N. 3D Printing of Biomass–Fungi Composite Material: Effects of Mixture Composition on Print Quality. J. Manuf. Mater. Process. 2021, 5, 112. https://doi.org/10.3390/jmmp5040112
Bhardwaj A, Rahman AM, Wei X, Pei Z, Truong D, Lucht M, Zou N. 3D Printing of Biomass–Fungi Composite Material: Effects of Mixture Composition on Print Quality. Journal of Manufacturing and Materials Processing. 2021; 5(4):112. https://doi.org/10.3390/jmmp5040112
Chicago/Turabian StyleBhardwaj, Abhinav, Al Mazedur Rahman, Xingjian Wei, Zhijian Pei, David Truong, Matt Lucht, and Na Zou. 2021. "3D Printing of Biomass–Fungi Composite Material: Effects of Mixture Composition on Print Quality" Journal of Manufacturing and Materials Processing 5, no. 4: 112. https://doi.org/10.3390/jmmp5040112