

Development of a Powder Analysis Procedure Based on Imaging Techniques for Examining Aggregation and Segregation Phenomena
 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
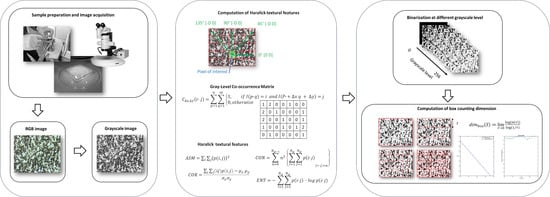
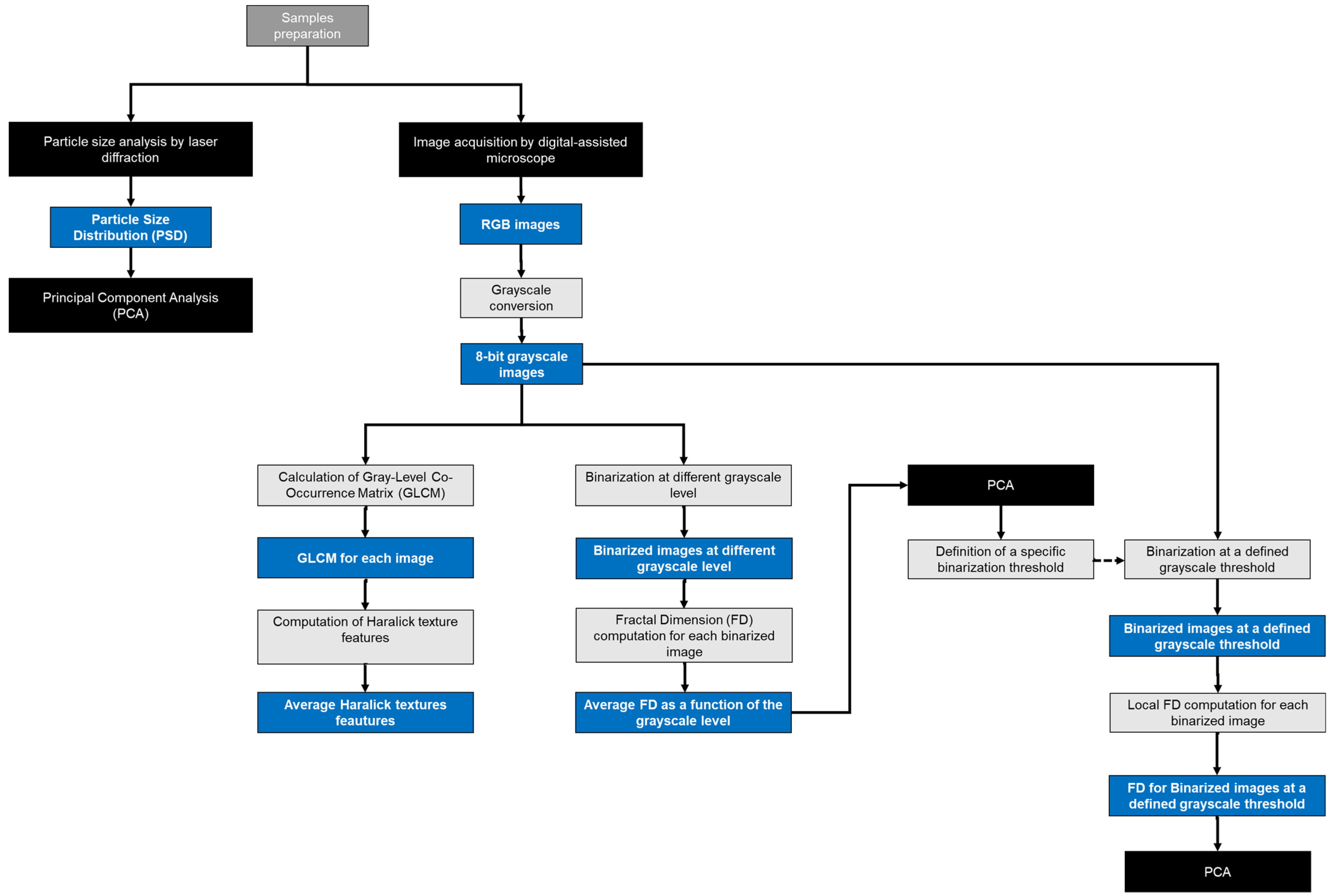
2.1. Sample Preparation and Digital Images Acquisition
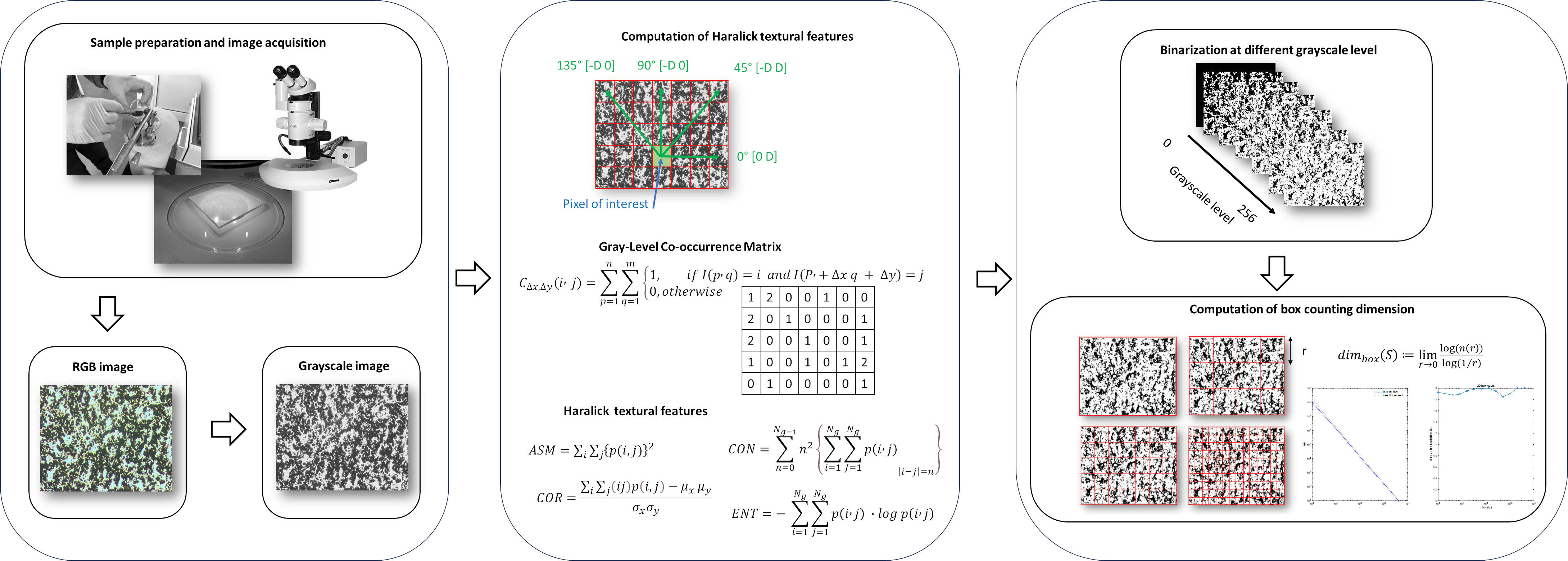
2.2. Implementation of MATLAB Algorithms for Image and Extracted Data Analysis
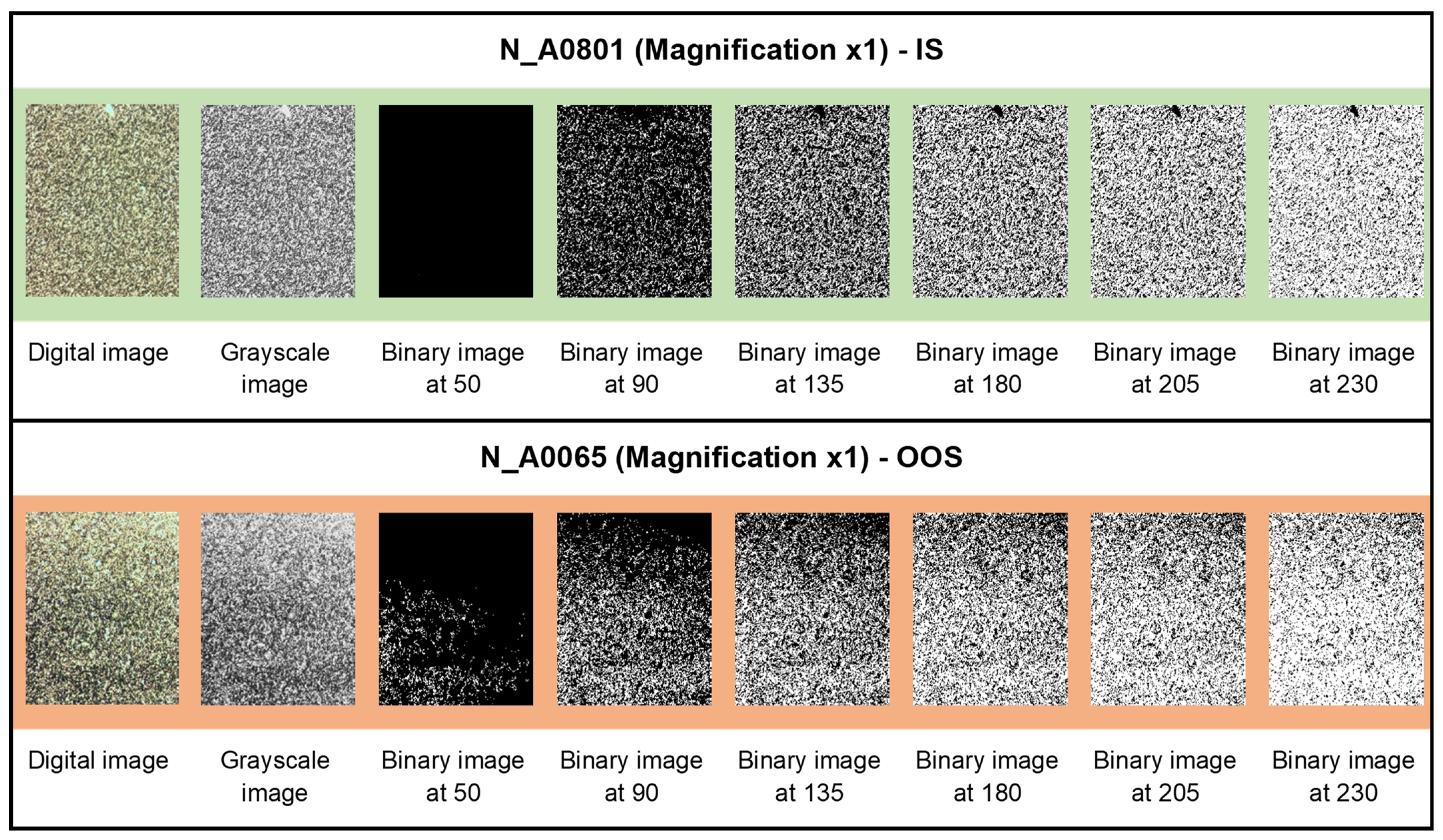
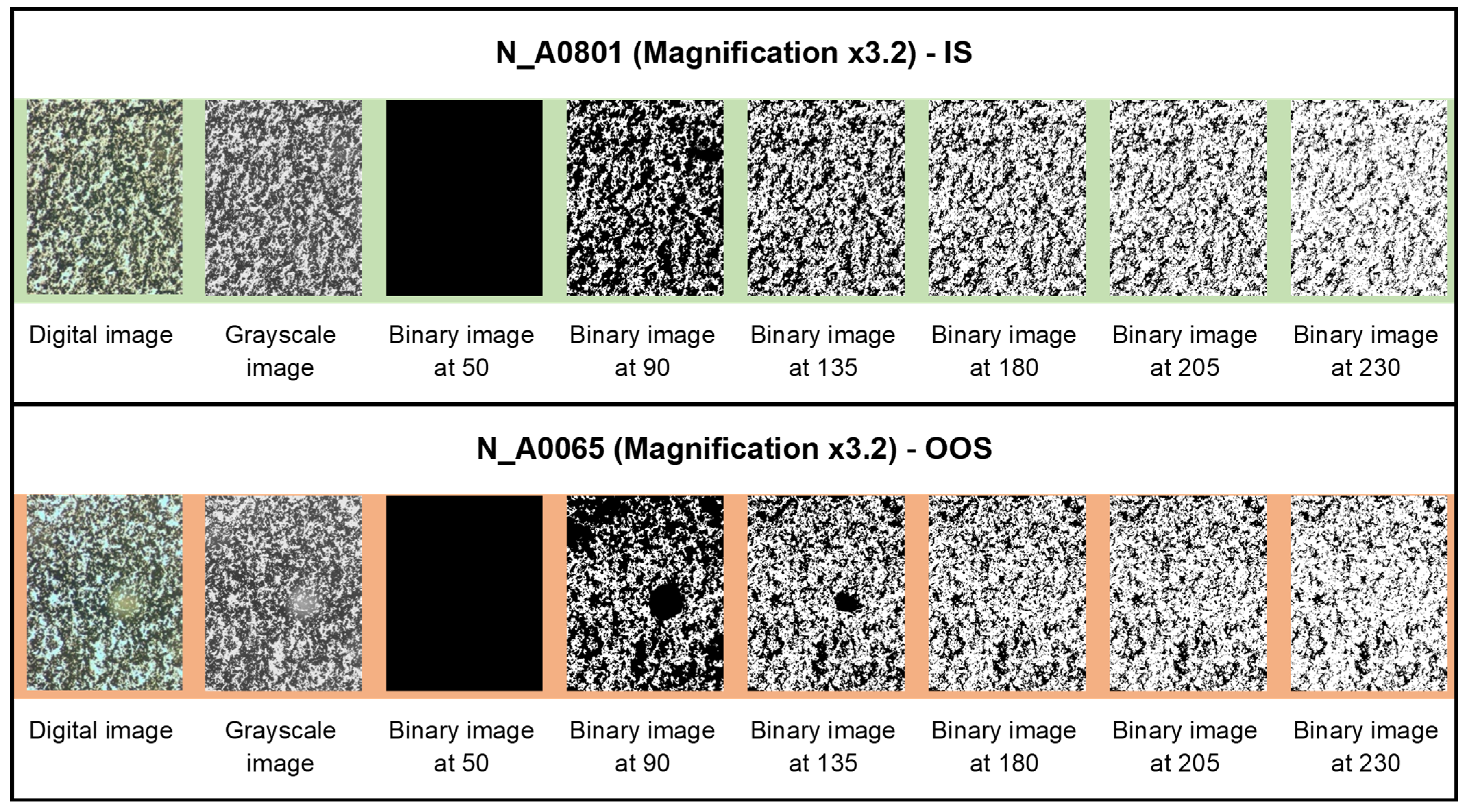
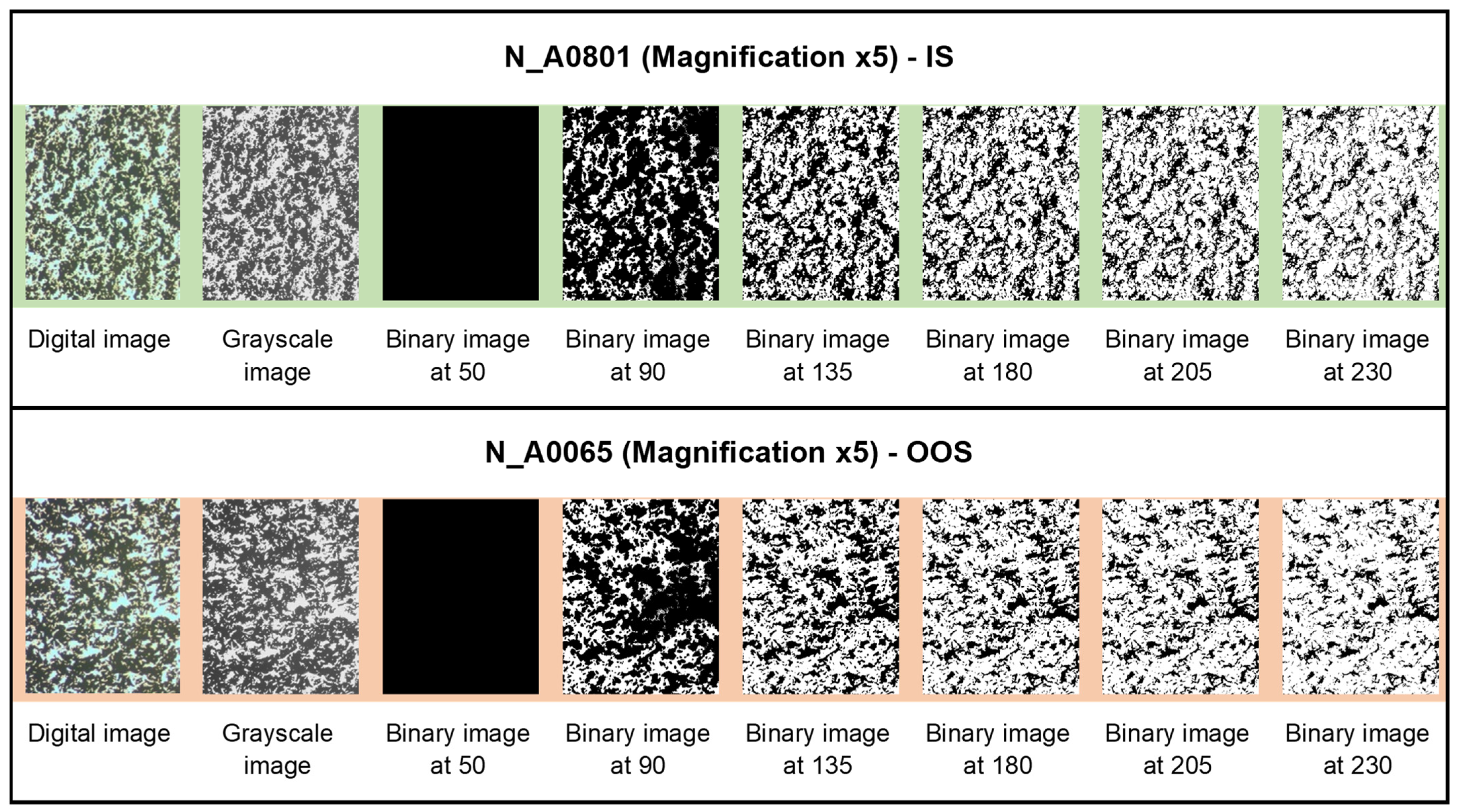
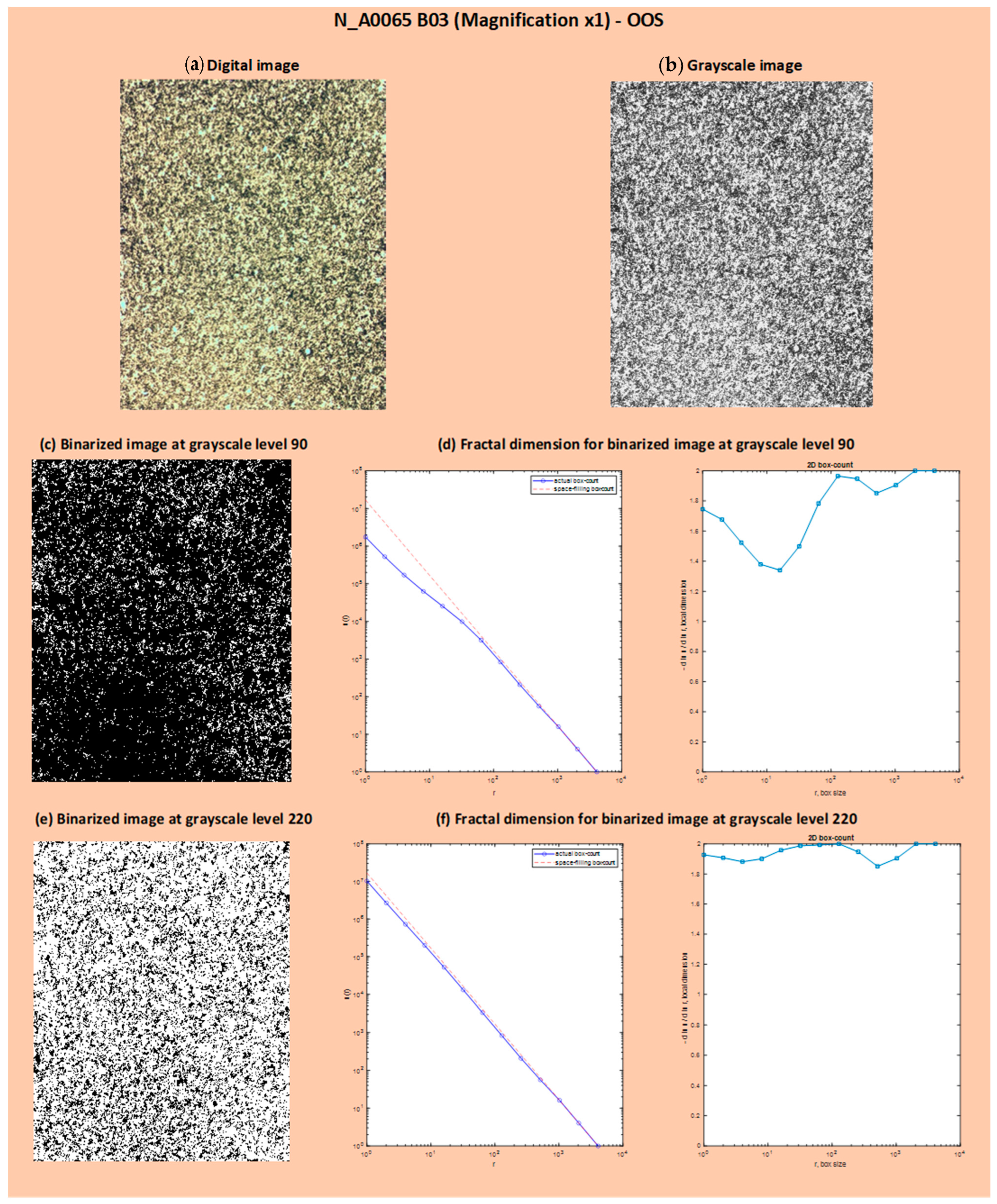
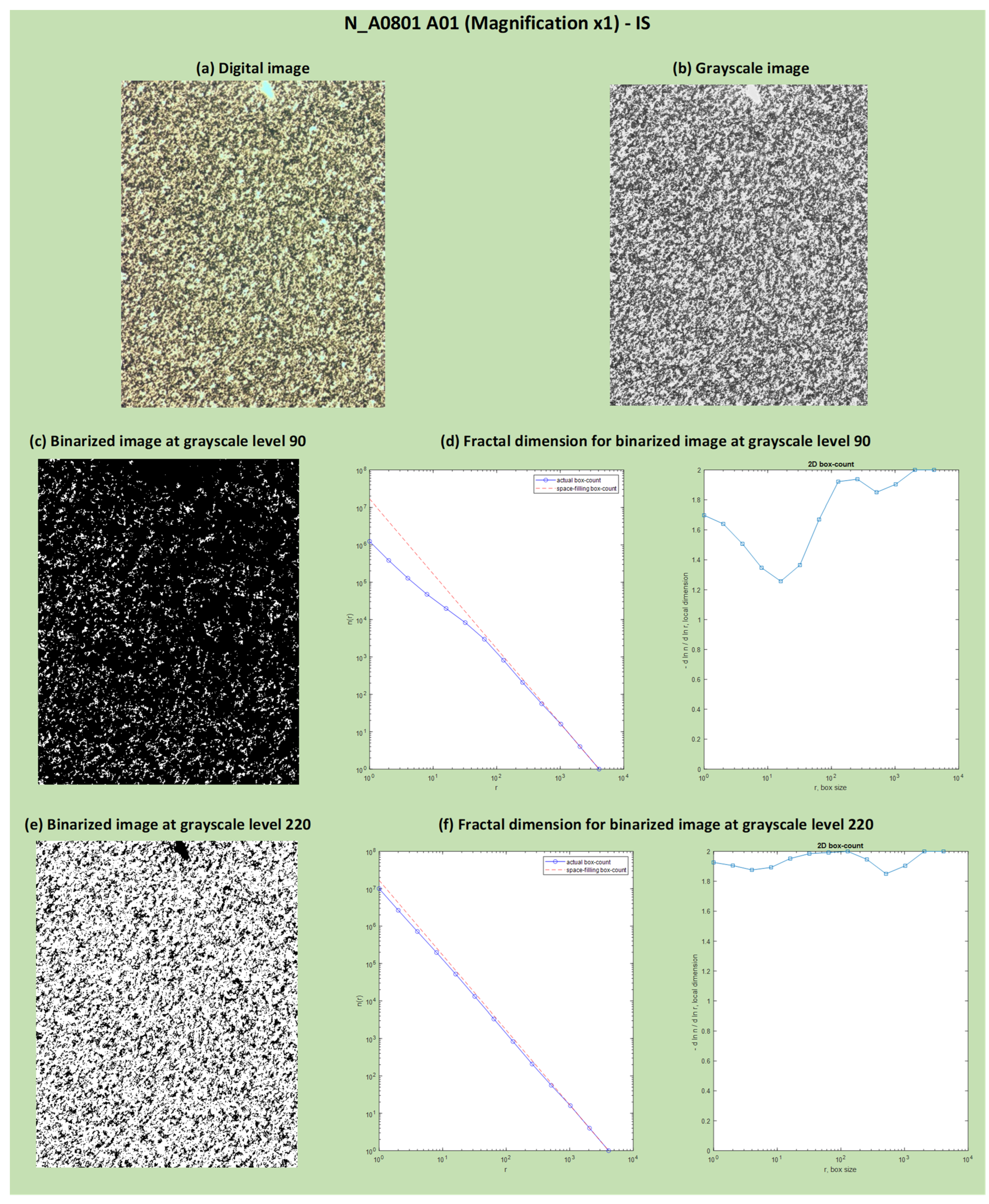
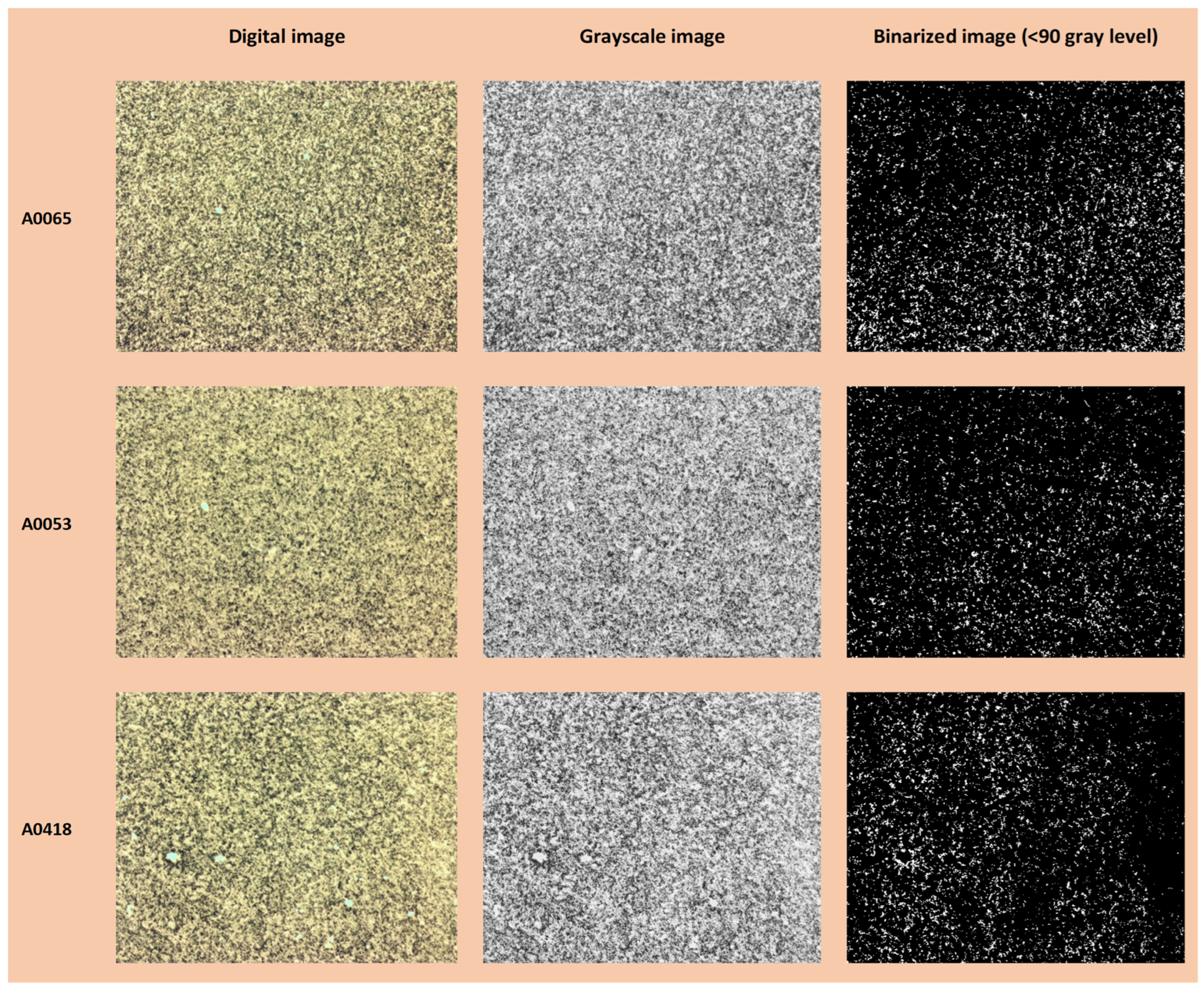
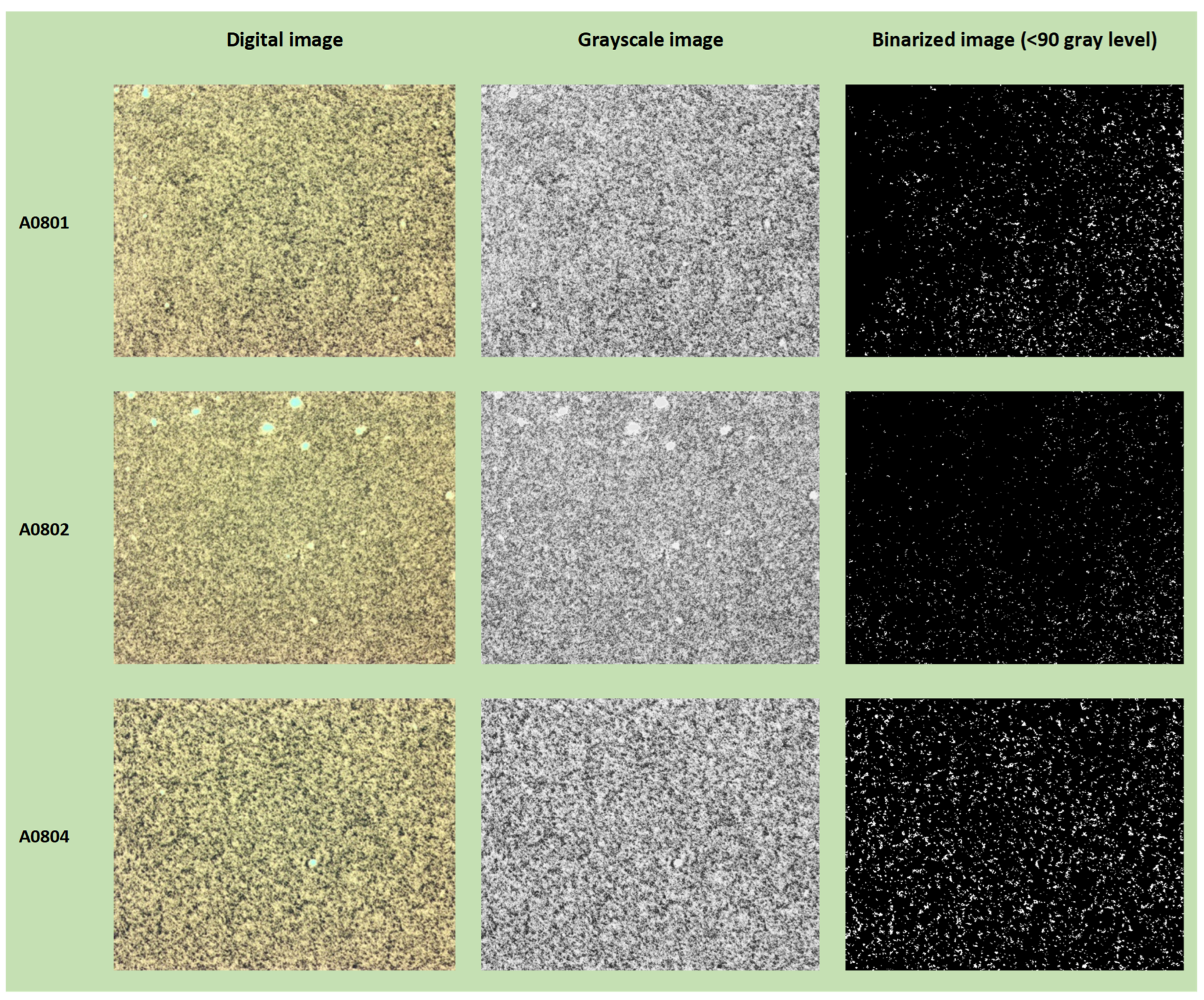
- Conversion of the original image to grayscale.
- Binarization of the grayscale image at different thresholds for the grayscale levels, ranging from 0 to 255 with a step of 5.
- Calculation of the fractal dimension using the box-counting method for each binarized image.
- Obtaining the curve of the fractal dimension as a function of the binarization threshold (grayscale level) of the image.
- Conversion of the original image to 8-bit grayscale.
- Calculation of the co-occurrence matrix in 4 directions (0°, 45°, 90°, 135°).
- Calculation of Haralick parameters for the 4 directions.
- Calculation of the averaged Haralick parameters for the 4 directions.
- The binarized image is divided into square boxes of size r × r. The number of boxes containing a portion of the shape is counted;
- The process starts with the smallest box that encompasses the entire binarized shape and has a side length of 2 times the pixel size. This ensures that the entire shape is covered by the initial box;
- The process is then repeated, with the box size (r) being divided by 2 at each iteration. This is continued until the box size reaches the pixel size of the image. Each iteration counts the number of boxes that contain a portion of the shape.
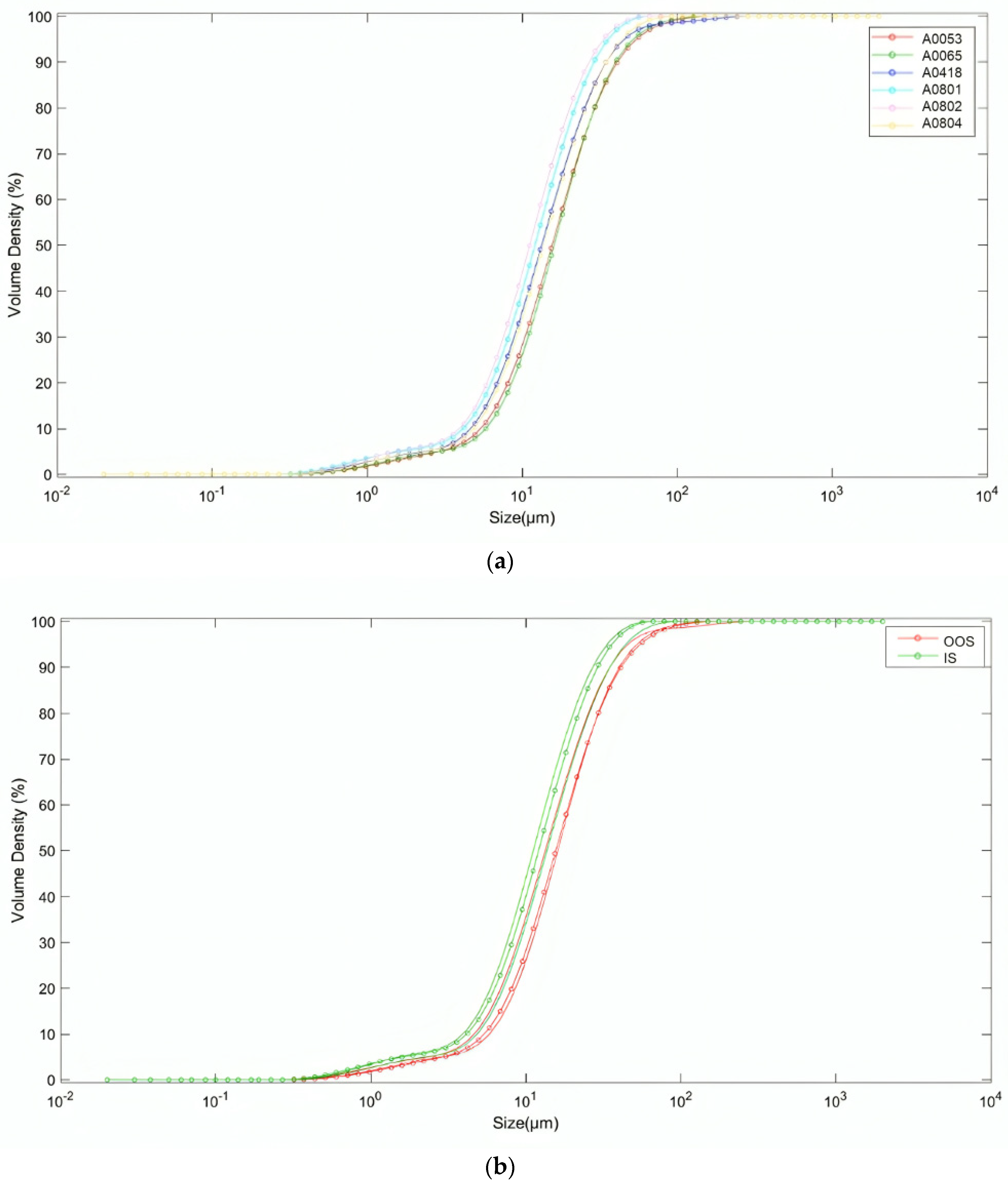
- PSDs of the analyzed samples.
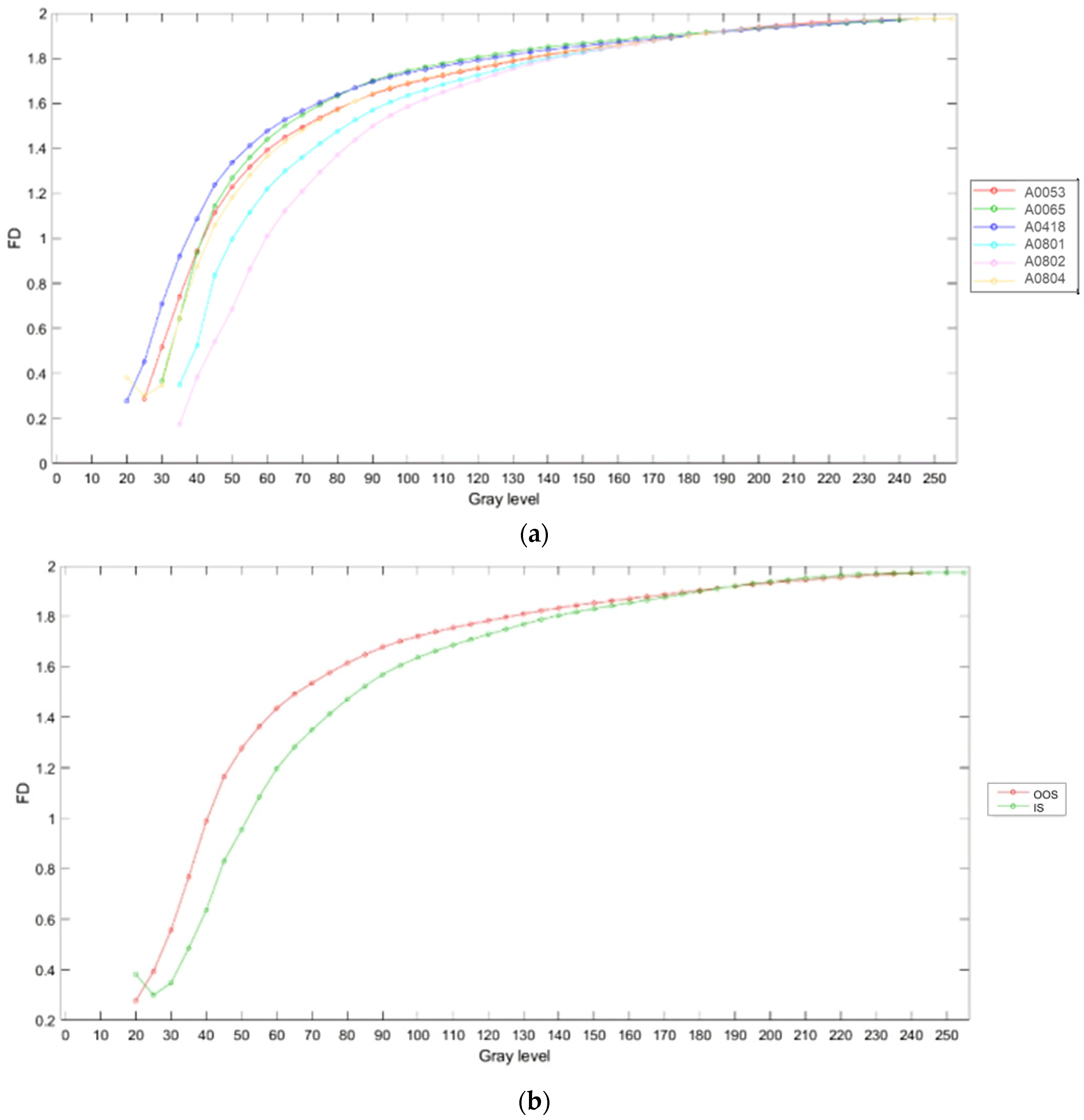
- Fractal dimension curves as a function of the grayscale level are used as the binarization threshold for the samples.
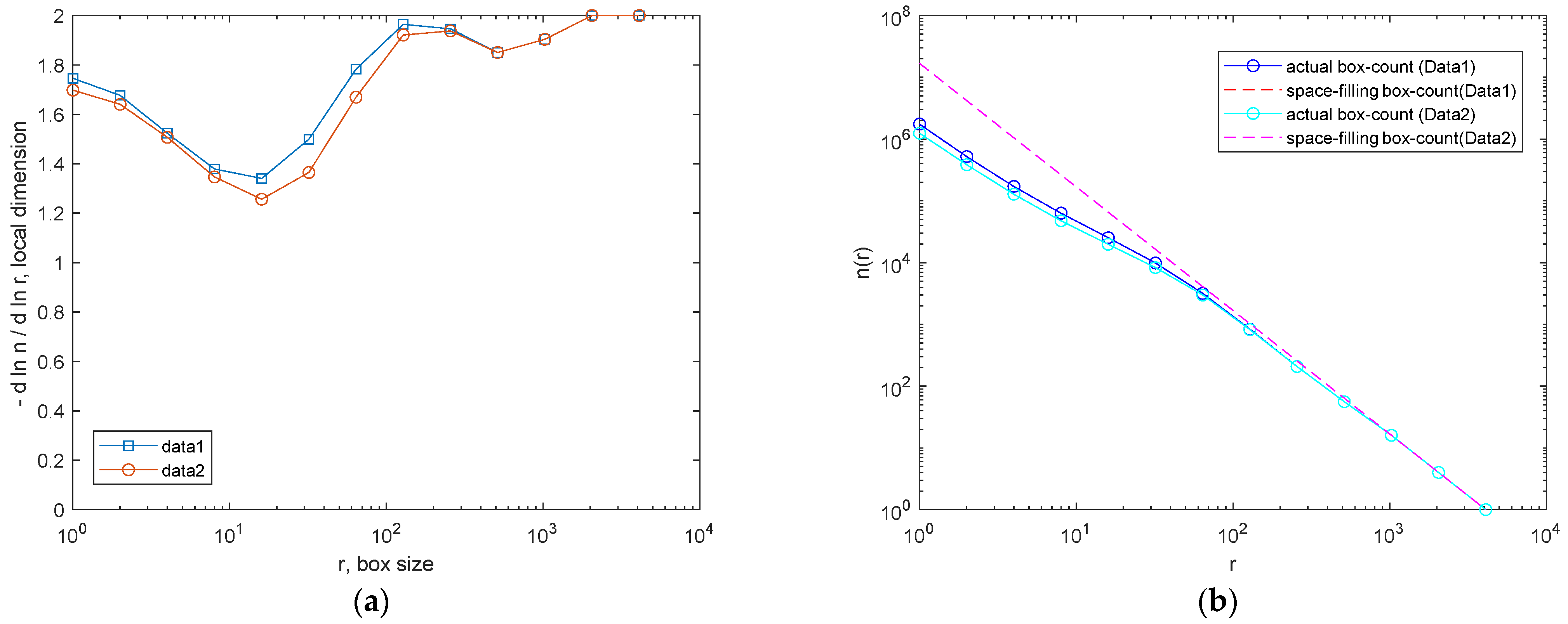
- Fractal dimension curves are a function of the counting box size with a defined threshold for the samples.
2.3. Method Testing and Validation
2.4. Sample Preparation and Image Acquisition
3. Result and Discussion
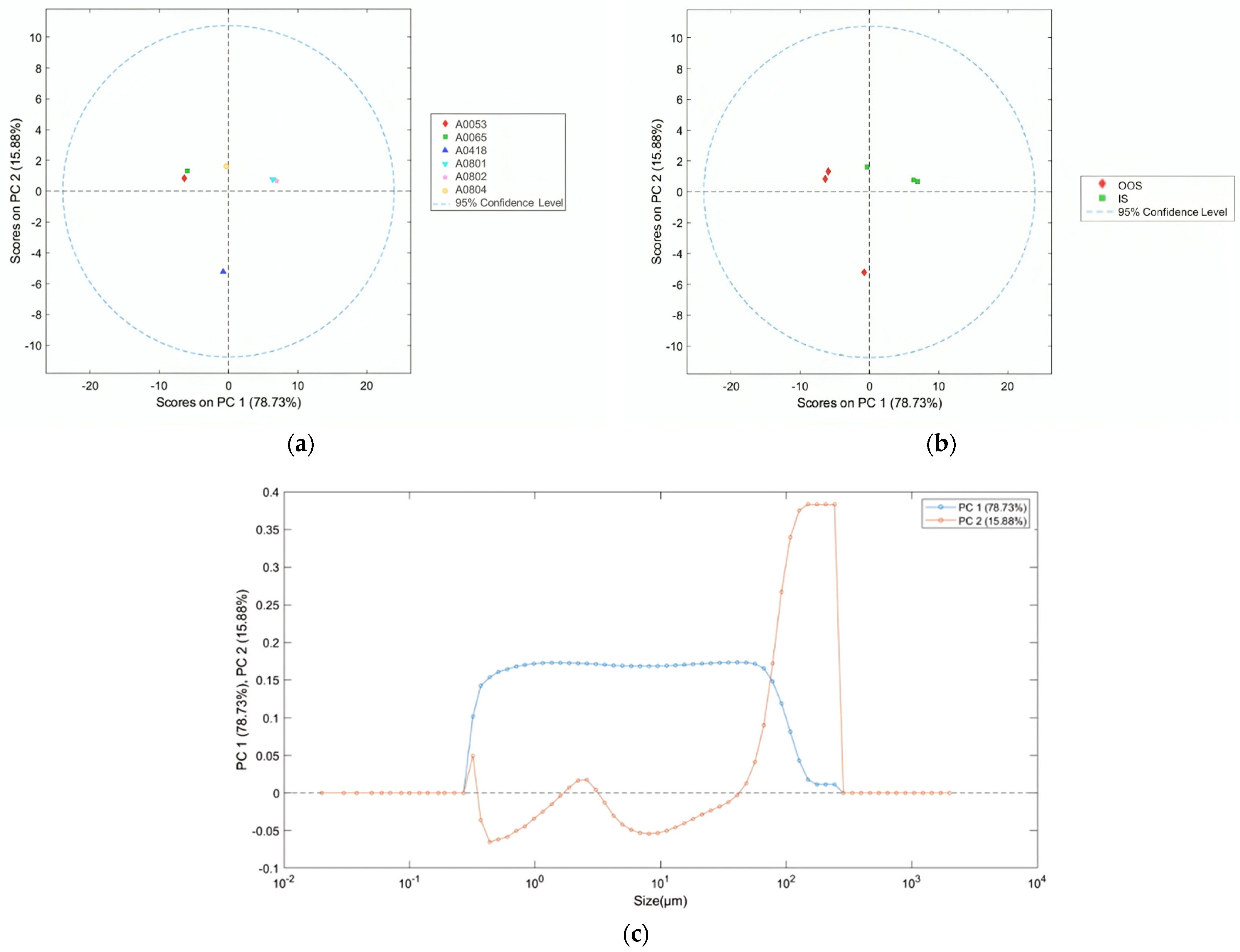
3.1. Principal Component Analysis Applied to Particle Size Distributions
3.2. Binarization at Different Grayscale Levels
3.3. Average Fractal Dimension as a Function of the Grayscale Level Adopted as Binarization Threshold
3.4. Co-Occurance Matrices and Haralick Descriptors
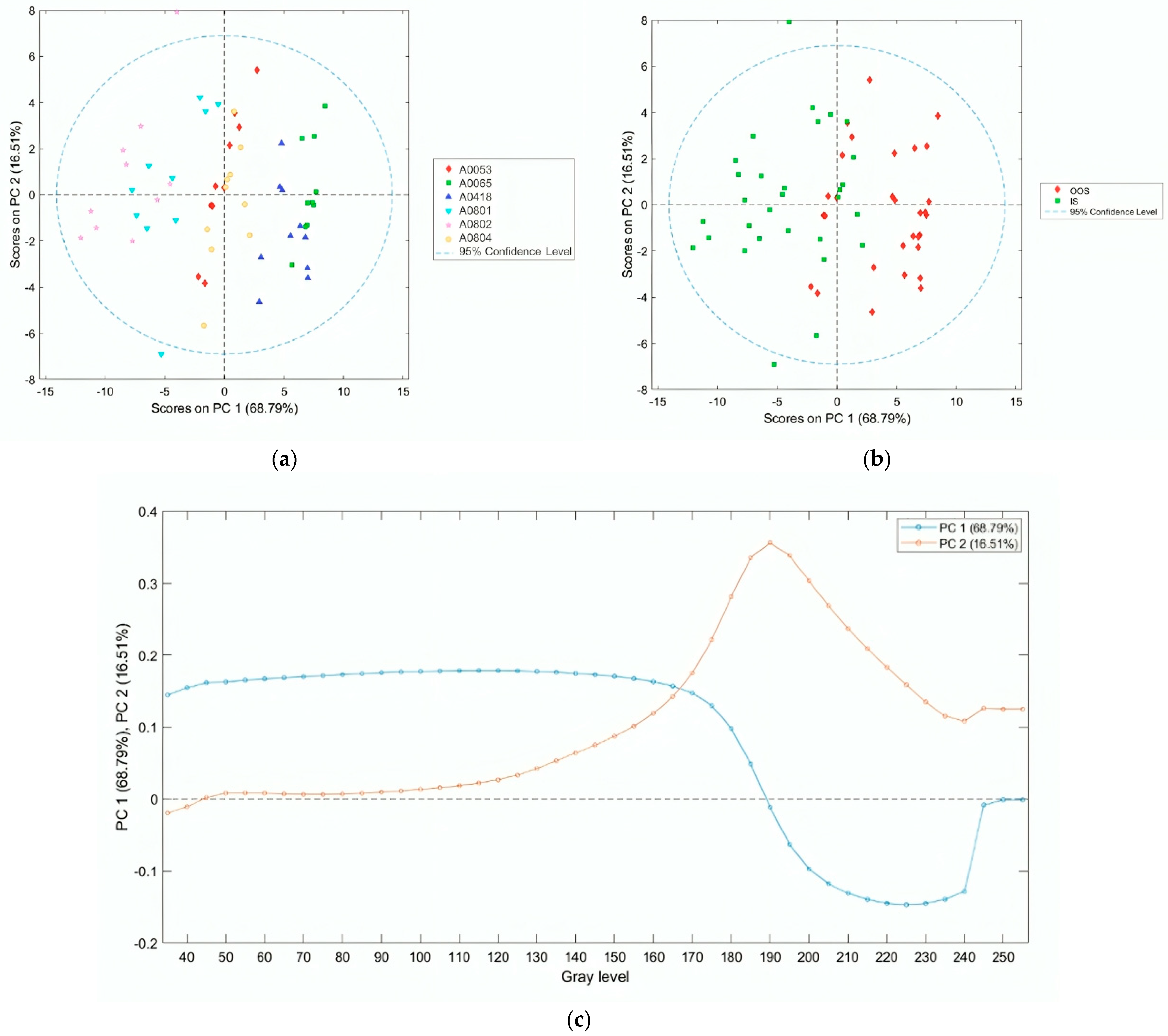
3.5. Principal Component Analysis of the Average Fractal Dimension as a Function of the Grayscale Level Adopted as the Binarization Threshold
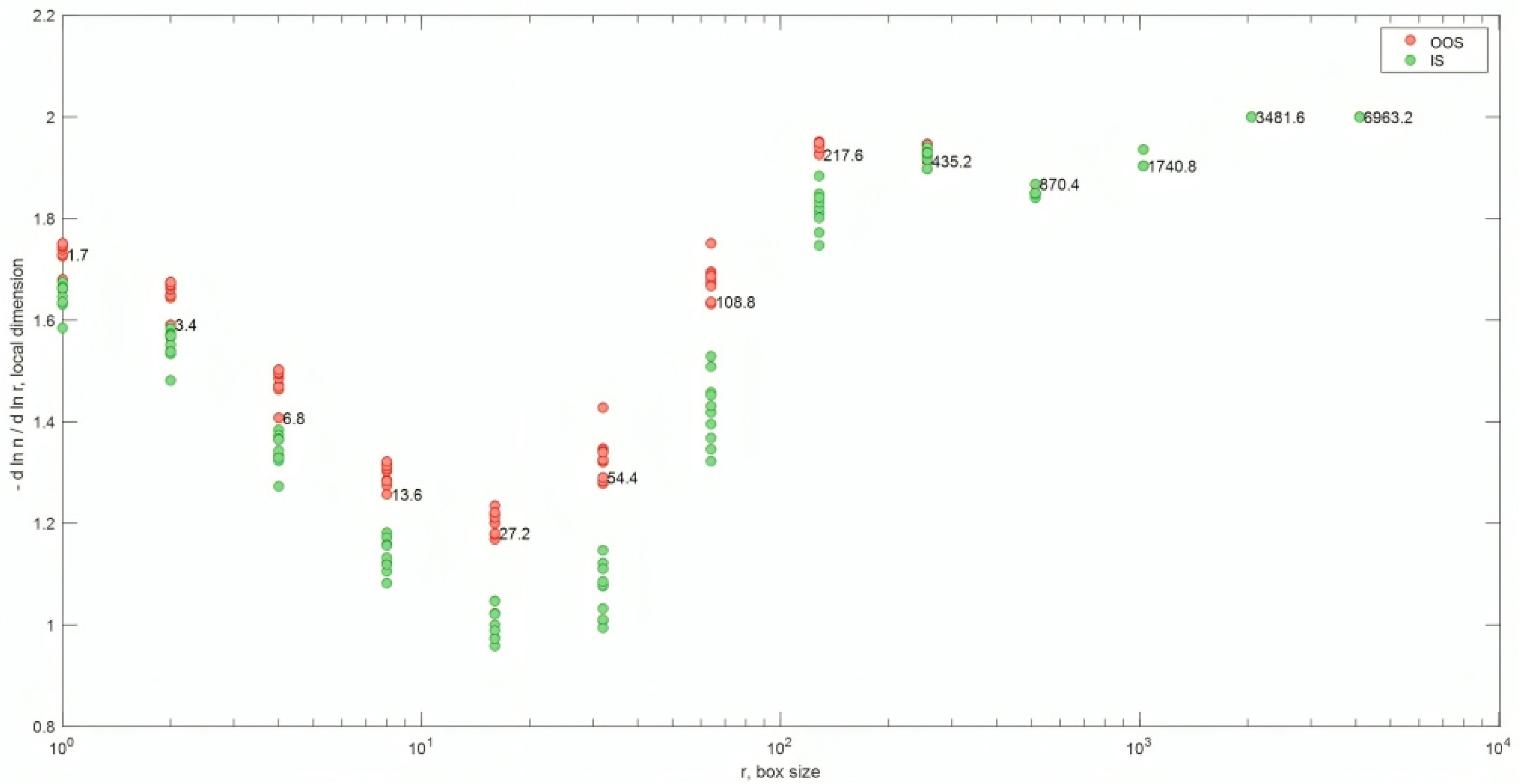
3.6. Local Fractal Dimension with a Defined Binarization Threshold (<90 Grayscale Level) for Two Samples
3.7. Local Fractal Dimension with a Defined Binarization Threshold (<90 Gray Level)
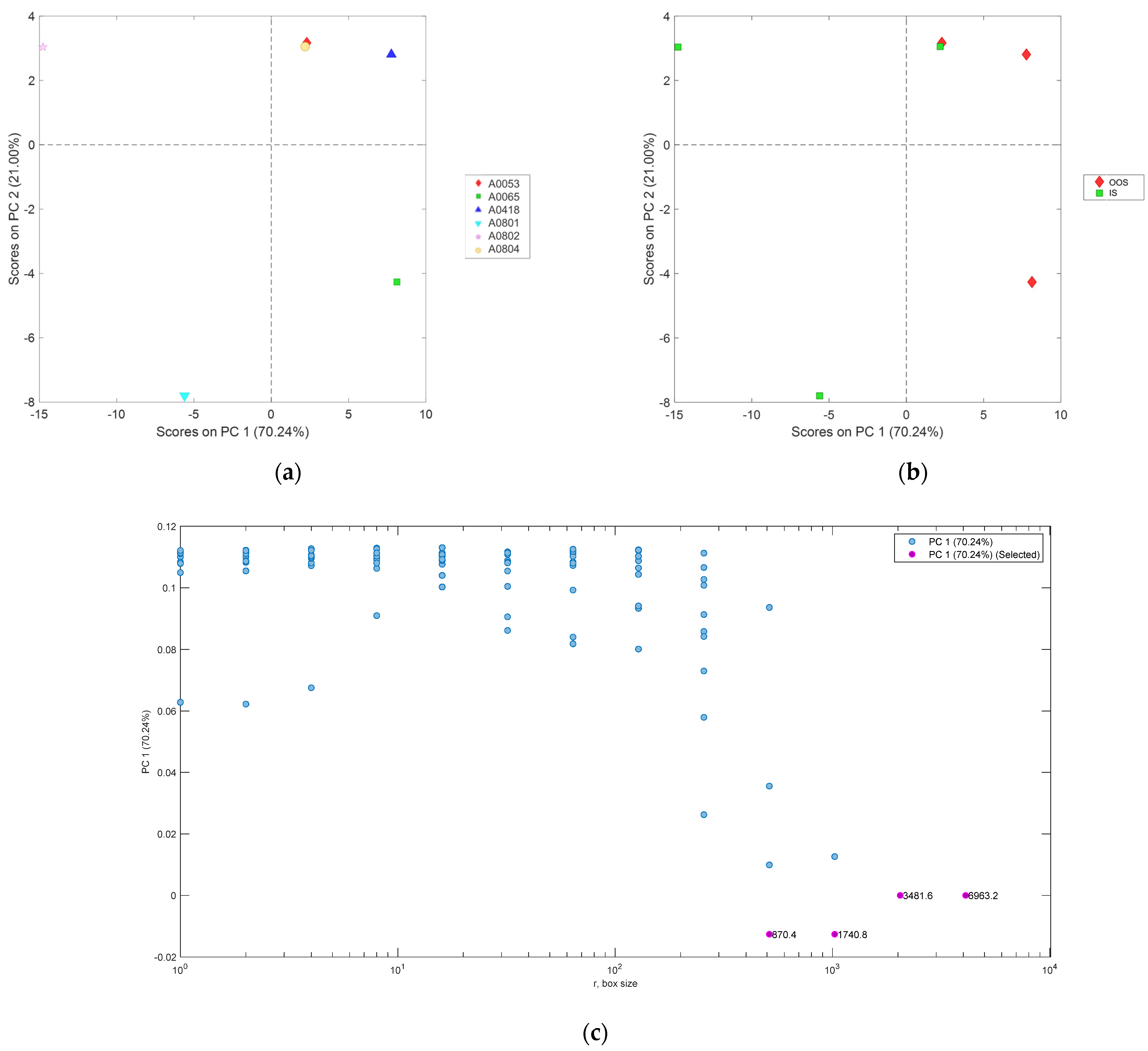
3.8. Principal Component Analysis of the Local Fractal Dimension with a Defined Binarization Threshold (<90 Gray Level) as a Function of the Computation Box Sizes
4. Conclusions
- The ASM of the OOS samples is generally smaller than that of the IS samples, indicating that the images of the OOS samples are more disordered compared to those of the IS samples.
- The CON parameter of the OOS samples is generally larger than that of the IS samples. This indicates that there is a greater difference in grayscale tones among the pixels in the images of the OOS samples compared to the IS samples.
- The COR parameter is generally lower for the IS samples compared to the OOS samples. This means that in the case of the OOS samples, there is a greater linear dependence of grayscale levels between neighboring pixels in the images compared to the IS samples. The Correlation parameter could, therefore, be an indicator of particle aggregation in the OOS samples.
- Lastly, the ENT parameter is generally higher for the OOS samples compared to the IS samples, indicating that the images of the OOS samples are more disordered compared to the IS samples.
- Based on the results obtained so far, the following hypotheses have been validated:
- The “average” PSD (Particle Size Distribution) of the OOS samples is shifted towards higher values.
- The presence of a portion with a correct PSD and a portion with a coarse PSD causes a general heterogeneity within the batch.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample ID | A0053 | A0065 | A0418 | A0801 | A0802 | A0804 |
|---|---|---|---|---|---|---|
| Condition | OOS | OOS | OOS | IS | IS | IS |
| Dv(10) | 5.4 µm | 5.9 µm | 4.7 µm | 4.2 µm | 3.9 µm | 4.9 µm |
| Dv(50) | 15.6 µm | 16.1 µm | 13.4 µm | 12.1 µm | 11.2 µm | 13.7 µm |
| Dv(90) | 41.1 µm | 40.1 µm | 34.8 µm | 29.0 µm | 26.9 µm | 34.8 µm |
Appendix B. (Additional Information)
References
- Jillavenkatesa, A.; Dapkunas, S.J.; Lum, L.-S.H. Particle Size Characterization; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2001.
- Allen, T. Powder Sampling and Particle Size Determination; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- Vora, L.K.; Gholap, A.D.; Jetha, K.; Thakur, R.R.S.; Solanki, H.K.; Chavda, V.P. Artificial Intelligence in Pharmaceutical Technology and Drug Delivery Design. Pharmaceutics 2023, 15, 1916. [Google Scholar] [CrossRef]
- Scannell, J.W.; Blanckley, A.; Boldon, H.; Warrington, B. Diagnosing the decline in pharmaceutical R&D efficiency. Nat. Rev. Drug Discov. 2012, 11, 191–200. [Google Scholar]
- Tinke, A.; Govoreanu, R.; Weuts, I.; Vanhoutte, K.; De Smaele, D. A review of underlying fundamentals in a wet dispersion size analysis of powders. Powder Technol. 2009, 196, 102–114. [Google Scholar] [CrossRef]
- Laitinen, N.; Antikainen, O.; Yliruusi, J. Does a powder surface contain all necessary information for particle size distribution analysis? Eur. J. Pharm. Sci. 2002, 17, 217–227. [Google Scholar] [CrossRef] [PubMed]
- Andres, C.; Réginault, P.; Rochat, M.; Chaillot, B.; Pourcelot, Y. Particle-size distribution of a powder: Comparison of three analytical techniques. Int. J. Pharm. 1996, 144, 141–146. [Google Scholar] [CrossRef]
- Hackley, V.A.; Gintautas, V.; Ferraris, C.F. Particle Size Analysis by Laser Diffraction Spectrometry: Application to Cementitious Powders; US Department of Commerce, National Institute of Standards and Technology: Gaithersburg, MD, USA, 2004.
- Bryant, G.; Thomas, J.C. Improved particle size distribution measurements using multiangle dynamic light scattering. Langmuir 1995, 11, 2480–2485. [Google Scholar] [CrossRef]
- Kempkes, M.; Eggers, J.; Mazzotti, M. Measurement of particle size and shape by FBRM and in situ microscopy. Chem. Eng. Sci. 2008, 63, 4656–4675. [Google Scholar] [CrossRef]
- Povey, M.J. Acoustic methods for particle characterisation. KONA Powder Part. J. 2006, 24, 126–133. [Google Scholar] [CrossRef]
- Dukhin, A.S.; Goetz, P.J. Characterization of aggregation phenomena by means of acoustic and electroacoustic spectroscopy. Colloids Surf. A Physicochem. Eng. Asp. 1998, 144, 49–58. [Google Scholar] [CrossRef]
- Blanco, M.; Peguero, A. An expeditious method for determining particle size distribution by near infrared spectroscopy: Comparison of PLS2 and ANN models. Talanta 2008, 77, 647–651. [Google Scholar] [CrossRef]
- Sandler, N.; Antikainen, O.; Yliruusi, J. Characterization of particle sizes in bulk pharmaceutical solids using digital image information. AAPS PharmSciTech 2003, 4, E49. [Google Scholar]
- Fu, X.; Ding, H.; Sheng, Q.; Zhang, Z.; Yin, D.; Chen, F. Fractal analysis of particle distribution and scale effect in a soil–rock mixture. Fractal Fract. 2022, 6, 120. [Google Scholar] [CrossRef]
- Hirsch, D.M.; Ketcham, R.A.; Carlson, W.D. An evaluation of spatial correlation functions in textural analysis of metamorphic rocks. Geol. Mater. Res. 2000, 2, 1–42. [Google Scholar]
- Mandelbrot, B.B. The Fractal Geometry of Nature; WH freeman New York: New York, NY, USA, 1982; Volume 1. [Google Scholar]
- Barnsley, M.F.; Devaney, R.L.; Mandelbrot, B.B.; Peitgen, H.-O.; Saupe, D.; Voss, R.F.; Fisher, Y.; McGuire, M. The Science of Fractal Images; Springer: Berlin/Heidelberg, Germany, 1988; Volume 1. [Google Scholar]
- Falconer, K. Fractal Geometry: Mathematical Foundations and Applications; John Wiley & Sons: Hoboken, NJ, USA, 2004. [Google Scholar]
- Liebovitch, L.S.; Toth, T. A fast algorithm to determine fractal dimensions by box counting. Physics Lett. A 1989, 141, 386–390. [Google Scholar] [CrossRef]
- Feng, J.; Lin, W.-C.; Chen, C.-T. Fractional box-counting approach to fractal dimension estimation. In Proceedings of the 13th international conference on Pattern recognition, Vienna, Austria, 25–29 August 1996. [Google Scholar]
- Panigrahy, C.; Seal, A.; Mahato, N.K.; Bhattacharjee, D. Differential box counting methods for estimating fractal dimension of gray-scale images: A survey. Chaos Solitons Fractals 2019, 126, 178–202. [Google Scholar] [CrossRef]
- Zwartbol, M.H.T.; Ghaznawi, R.; Jaarsma-Coes, M.; Kuijf, H.; Hendrikse, J.; de Bresser, J.; Geerlings, M.I. White matter hyperintensity shape is associated with cognitive functioning—The SMART-MR study. Neurobiol. Aging 2022, 120, 81–87. [Google Scholar] [CrossRef] [PubMed]
- Moisy, F. Boxcount. 2008. Available online: https://it.mathworks.com/matlabcentral/fileexchange/13063-boxcount (accessed on 20 November 2023).
- Pathak, B.; Barooah, D. Texture analysis based on the gray-level co-occurrence matrix considering possible orientations. Int. J. Adv. Res. Electr. Electron. Instrum. Eng. 2013, 2, 4206–4212. [Google Scholar]
- Haralick, R.M. Statistical and structural approaches to texture. Proc. IEEE 1979, 67, 786–804. [Google Scholar] [CrossRef]
- Monzel, R. HaralickTextureFeatures. 2018. Available online: https://www.mathworks.com/matlabcentral/fileexchange/58769-haralicktexturefeatures (accessed on 20 November 2023).
- Haralick, R.M.; Sternberg, S.R.; Zhuang, X. Image analysis using mathematical morphology. IEEE Trans. Pattern Anal. Mach. Intell. 1987, 532–550. [Google Scholar] [CrossRef]
- Beebe, K.R.; Pell, R.J.; Seasholtz, M.B. Chemometrics: A Practical Guide; Wiley New York: New York, NY, USA, 1998; Volume 4. [Google Scholar]
- Wold, S.; Esbensen, K.; Geladi, P. Principal component analysis. Chemom. Intell. Lab. Syst. 1987, 2, 37–52. [Google Scholar] [CrossRef]
- Eshel, G.; Levy, G.J.; Mingelgrin, U.; Singer, M.J. Critical Evaluation of the Use of Laser Diffraction for Particle-Size Distribution Analysis. Soil Sci. Soc. Am. J. 2004, 68, 736–743. [Google Scholar]

















| Sample ID | Condition | Weight (g) | Weight for Microscopy Analysis (g) |
|---|---|---|---|
| A0801 | IS | 0.073 | 0.065 |
| A0065 | OOS | 0.090 | 0.084 |
| Sample ID | Condition | Weight (g) | Weight for Microscopy Analysis (g) |
|---|---|---|---|
| A0053 | OOS | 0.181 | 0.170 |
| A0804 | IS | 0.185 | 0.174 |
| A0065 | OOS | 0.202 | 0.150 |
| A0801 | IS | 0.185 | 0.141 |
| A0418 | OOS | 0.185 | 0.179 |
| A0802 | IS | 0.193 | 0.156 |
| Magnification | Sample ID | Sample Condition | Average FD and Std of FD | Grayscale Level (Binarization Threshold) | |||||
|---|---|---|---|---|---|---|---|---|---|
| 50 | 90 | 135 | 180 | 205 | 230 | ||||
| ×5 | N_A0801 | IS | FD | 0.690 | 1.864 | 1.906 | 1.923 | 1.932 | 1.945 |
| ×5 | N_A0801 | IS | Std FD | 0.448 | 0.107 | 0.080 | 0.069 | 0.064 | 0.059 |
| ×5 | N_A0065 | OOS | FD | 1.122 | 1.860 | 1.903 | 1.922 | 1.932 | 1.945 |
| ×5 | N_A0065 | OOS | Std FD | 0.344 | 0.113 | 0.085 | 0.070 | 0.064 | 0.059 |
| ×3.2 | N_A0801 | IS | FD | 0.697 | 1.860 | 1.902 | 1.922 | 1.932 | 1.947 |
| ×3.2 | N_A0801 | IS | Std FD | 0.358 | 0.118 | 0.085 | 0.071 | 0.065 | 0.060 |
| ×3.2 | N_A0065 | OOS | FD | 1.102 | 1.861 | 1.903 | 1.922 | 1.931 | 1.945 |
| ×3.2 | N_A0065 | OOS | Std FD | 0.301 | 0.115 | 0.085 | 0.072 | 0.066 | 0.060 |
| ×1 | N_A0801 | IS | FD | 1.107 | 1.794 | 1.879 | 1.915 | 1.931 | 1.950 |
| ×1 | N_A0801 | IS | Std FD | 0.454 | 0.197 | 0.117 | 0.083 | 0.071 | 0.063 |
| ×1 | N_A0065 | OOS | FD | 1.514 | 1.805 | 1.881 | 1.917 | 1.933 | 1.950 |
| ×1 | N_A0065 | OOS | Std FD | 0.257 | 0.172 | 0.114 | 0.082 | 0.070 | 0.062 |
| A0065 (OOS) | A0418 (OOS) | A0053 (OOS) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| DIR | 0° | 45° | 90° | 135° | µ | 0° | 45° | 90° | 135° | µ | 0° | 45° | 90° | 135° | µ |
| ASM | 0.110 | 0.097 | 0.111 | 0.097 | 0.104 | 0.123 | 0.109 | 0.125 | 0.109 | 0.117 | 0.157 | 0.142 | 0.158 | 0.142 | 0.149 |
| CON | 0.201 | 0.266 | 0.192 | 0.266 | 0.231 | 0.172 | 0.227 | 0.161 | 0.227 | 0.197 | 0.145 | 0.196 | 0.142 | 0.196 | 0.170 |
| COR | 0.963 | 0.951 | 0.965 | 0.951 | 0.957 | 0.967 | 0.956 | 0.969 | 0.956 | 0.962 | 0.962 | 0.949 | 0.963 | 0.949 | 0.956 |
| ENT | 3.524 | 3.683 | 3.499 | 3.683 | 3.597 | 3.418 | 3.575 | 3.386 | 3.575 | 3.489 | 3.156 | 3.314 | 3.147 | 3.314 | 3.233 |
| A0802 (IS) | A0804 (IS) | A0801 (IS) | |||||||||||||
| DIR | 0° | 45° | 90° | 135° | µ | 0° | 45° | 90° | 135° | µ | 0 | 45° | 90° | 135° | µ |
| ASM | 0.180 | 0.164 | 0.181 | 0.164 | 0.172 | 0.151 | 0.137 | 0.153 | 0.137 | 0.144 | 0.172 | 0.156 | 0.173 | 0.156 | 0.164 |
| CON | 0.139 | 0.186 | 0.136 | 0.186 | 0.162 | 0.148 | 0.198 | 0.142 | 0.198 | 0.171 | 0.151 | 0.200 | 0.146 | 0.200 | 0.174 |
| COR | 0.951 | 0.934 | 0.952 | 0.934 | 0.943 | 0.963 | 0.951 | 0.965 | 0.951 | 0.957 | 0.952 | 0.937 | 0.954 | 0.937 | 0.945 |
| ENT | 2.943 | 3.093 | 2.933 | 3.093 | 3.016 | 3.192 | 3.344 | 3.172 | 3.344 | 3.263 | 3.037 | 3.184 | 3.020 | 3.184 | 3.106 |
| OOS | IS | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| DIR | 0° | 45° | 90° | 135° | µ | 0° | 45° | 90° | 135° | µ |
| ASM | 0.130 | 0.116 | 0.131 | 0.116 | 0.123 | 0.167 | 0.152 | 0.169 | 0.152 | 0.16 |
| CON | 0.173 | 0.23 | 0.165 | 0.23 | 0.199 | 0.146 | 0.195 | 0.141 | 0.195 | 0.169 |
| COR | 0.964 | 0.952 | 0.966 | 0.952 | 0.958 | 0.955 | 0.941 | 0.957 | 0.941 | 0.948 |
| ENT | 3.366 | 3.524 | 3.344 | 3.524 | 3.439 | 3.058 | 3.207 | 3.041 | 3.207 | 3.128 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bonifazi, G.; Barontini, P.; Gasbarrone, R.; Gattabria, D.; Serranti, S. Development of a Powder Analysis Procedure Based on Imaging Techniques for Examining Aggregation and Segregation Phenomena. J. Imaging 2024, 10, 53. https://doi.org/10.3390/jimaging10030053
Bonifazi G, Barontini P, Gasbarrone R, Gattabria D, Serranti S. Development of a Powder Analysis Procedure Based on Imaging Techniques for Examining Aggregation and Segregation Phenomena. Journal of Imaging. 2024; 10(3):53. https://doi.org/10.3390/jimaging10030053
Chicago/Turabian StyleBonifazi, Giuseppe, Paolo Barontini, Riccardo Gasbarrone, Davide Gattabria, and Silvia Serranti. 2024. "Development of a Powder Analysis Procedure Based on Imaging Techniques for Examining Aggregation and Segregation Phenomena" Journal of Imaging 10, no. 3: 53. https://doi.org/10.3390/jimaging10030053