
Influence of Natural Fiber Content on the Frictional Material of Brake Pads—A Review




1
Mechanical Design & Production, Faculty of Engineering, Cairo University, Cairo 12613, Egypt
2
Mechanical Engineering, University of Tennessee at Chattanooga, 615 McCallie Ave., Chattanooga, TN 37403, USA
3
Mechanical Engineering, University of West Attica, 12243 Egaleo, Greece
*
Author to whom correspondence should be addressed.
J. Compos. Sci. 2023, 7(2), 72; https://doi.org/10.3390/jcs7020072
Submission received: 26 December 2022
/
Revised: 26 January 2023
/
Accepted: 7 February 2023
/
Published: 9 February 2023
(This article belongs to the Special Issue Advanced Composite Materials from Natural and Synthetic Sources: Fabrication, Characterization and Practical Application)
Abstract
:Research into the use of eco-friendly materials, such as natural fibers, in brake pads has gained momentum in the last few decades. This can be attributed to the potential of natural fibers to replace traditional materials in tribological applications such as braking pads. The harmful impact of the commonly-used brake pad materials, such as metal and mineral fibers, on human health and the environment necessitates the development of eco-friendly alternatives. Natural fibers, such as banana peels, palm kernels, and palm slag, have been shown to be a viable replacement for traditional brake pad materials. This article reviews the literature on the use of different natural fibers in brake pads and their impact on the physical, mechanical, and tribological properties. Trends for density, porosity, hardness, coefficient of friction (COF), and wear rate are observed. The recommended formulations to yield the optimum properties, according to the perspective of several studies, are showcased. In addition, the effect of asbestos material and natural fibers on life-cycle assessment and CO2 emission is highlighted. This article is an attempt to provide a foundation for future researchers in the field of natural fiber-reinforced composites for brake pad applications.
1. Introduction
The braking system is one of the crucial systems in automobiles, responsible for slowing down or stopping the automobile by converting kinetic energy to thermal energy through friction. For this reason, it is important for brake pads to have a high and stable coefficient of friction [1]. This makes the selection of the appropriate friction material for brake pads of paramount importance and much research has been dedicated to the process of selecting and developing new friction materials. Factors considered in the process of selecting friction materials include the manufacturing process and material requirements. Generally, friction materials can be classified into three categories [2]: (i) metallic brake linings, (ii) carbon−carbon composites, and (iii) organic polymerics (resin bonded).
Metallic brake linings, made of iron or copper, are commonly used in heavyweight and high-speed aircraft, as well as high-speed trains. This is mainly due to the high thermal stability of metallic brake linings, which is a necessary characteristic for these types of applications [3]. Despite their ease of fabrication and low cost, metallic brake linings have a high density, which decreases the system’s energy efficiency [2].
The carbon−carbon composite friction materials are primarily utilized in aircraft applications. They are 40% lighter in weight than metallic brake linings and have a high strength at elevated temperatures, twice that of steel. This allows them to have a longer service life. However, the main limitations of carbon−carbon composite materials are their high cost and susceptibility to oxidation [2].
On the other hand, organic polymerics are used in the production of light-duty brakes that are commonly used in normal clutches. Organic polymerics typically consist of 30–40% organic resin, with a wide range of ingredients and formulations. There are four main categories of components used to create organic polymeric materials: binders, fillers, friction modifiers, and reinforcements [2]. As a result, selecting the appropriate organic polymeric friction material needed for a specific application can be a challenging task.
The material of pads is naturally heterogeneous and diverse with a complex formulation [4]. For a century, the primary material used in the production of brake pads has been in the form of a composite material made of a polymeric matrix reinforced with asbestos fibers and other multi-ingredients [5]. Asbestos has good physical and chemical properties, making it stable over a wide range of temperatures, which makes it well-suited for use in friction materials [6]. However, asbestos is a known carcinogenic material and poses significant health risks [5]. As a result, there has been a significant amount of research in this field dedicated to developing asbestos-free composite materials for brake pads by investigating alternative materials to replace asbestos fibers in various polymeric matrix materials. One promising solution presented by this research is the use of natural fibers as an alternative to asbestos-based materials [7]. The use of natural fibers is preferred over synthetic fibers because they are more [7] eco-friendly (environmentally friendly) and cost-effective [8,9,10].
Natural fibers, also known as lignocellulosic biomass, are becoming as a viable alternative for synthetic reinforcement materials. This can be attributed to their low cost and density, suitable specific strength properties, simplicity of the separation process, the ability to sequester CO2, and biodegradability [11,12]. Moreover, natural fibers are the most widely estimated abundant biopolymer on Earth, with an estimated annual global production of 1.3 × 1010 metric tons [13,14]. Additionally, natural fibers are renewable and sustainable [15]. These fibers can be obtained from different sustainable sources that are considered waste, such as (i) forest wastes (e.g., branches, unwanted stems, and withered leaves) [16], (ii) industrial wastes (e.g., waste paper and demolished wood) [17], and (iii) agriculture wastes (e.g., palm residues, empty fruit bunch, straw, bagasse, corncob, Nile rose, and stover) [14,18,19,20]. This mitigates the problem of over-exploitation of resources, especially for the continuous suffering from climate change, and aggravate the global greenhouse gas emissions [21,22,23]. All of these reasons align with the motivation to reduce reliance on non-renewable mineral resources and the associated carbon footprint used in the production of synthetic fibers [14,15].
The utilization of eco-friendly (green) materials, such as lignocellulose, holds great potential for reducing carbon emissions and addressing environmental toxicity issues [14,24,25]. Lignocellulosic residuals are particularly well-suited for these purposes as they are abundant and renewable biopolymers [14] that have been studied for over 200 applications as sustainable materials. For example, lignocellulosic fibers could be used for comprising construction materials, moderate strength composites, adhesives, packaging, coatings, dental fillings, implants, and drug delivery devices [13,14,16,17,18,19,20,26]. All of these benefits have led several governments to push towards increasing the reliance on lignocellulosic residuals in various applications [27,28]. In addition, the use of lignocellulosic (natural) fibers in frictional materials needed for braking pads has the dual benefits of being a good candidate to replace asbestos fibers and reduce environmental waste. For instance, fruit residuals have been declared as a critical bio-waste source and hence recycling them to produce natural fibers that can be utilized in the manufacturing of some applications, such as braking pads, can significantly reduce environmental waste [29].
The objective of this paper is to provide a comprehensive review of existing research on the synthesis and characterization of natural fiber-based brake pads. The study also examines the impact of varying weight percentages of natural fiber on the mechanical and tribological properties of braking pad materials. Additionally, the paper emphasizes the life-cycle benefits and environmental effects as a result of using natural fiber in braking pad applications.
2. Asbestos Material and Natural Fiber Life-Cycle Assessment
2.1. Asbestos Material Life Cycle Assessment
The use of asbestos has been linked to environmental and potential human health hazards, promoting efforts to find alternative materials. However, many proposed solutions are either extremely energy demanding or not yet fully developed [30], thus becoming endangering by simply moving the environmental influences to a different phase of the asbestos life cycle [31]. To address this, it is important to conduct consistent and quantitative environmental assessments of different scenarios for asbestos-containing waste (ACW) to identify a reliable manner. This is a less environmentally impacting key considering its whole life cycle [31].
Life cycle assessment (LCA) methodology is an environmental management tool used to evaluate the possible environmental impacts of a process or product throughout its entire life cycle [32,33,34]. Despite its usefulness, there are relatively few LCA studies that have been conducted on different management options for ACW [35]. This can be attributed to the lack of methods for assessing the impact of asbestos emissions on soil, water, and air [36].
Recent years have seen significant advancements in the management of asbestos-containing materials (ACMs), which includes the establishment of a risk map for significant priority of interference and the encapsulation and elimination of ACMs, as well as obtaining ACW end-of-life [31]. To this end, Pini et al. proposed two end-of-life scenarios for ACW in order to reduce it. The first scenario considered thermal inertisation treatment employing an industrial continuous plant. The second scenario considered the disposal of ACW in landfills for hazardous waste [31]. The results obtained are stated in Table 1. Pini et al. proposed for the first-time characterization factor for asbestos fiber and included it in the USEtox 2.0 impact assessment method [31].
2.2. Natural Fiber Life-Cycle Assessment
To mitigate the negative effects of ACMs, the characterization factor, which allowed for highlighting that inertisation treatment reliably and quantitatively should be the favored solutions to be adopted by local and national consultants [31]. This is particularly true when the resulting inert material can be used as a secondary raw material, thus reducing the environmental damage [31]. Plant fiber reinforced composites (PFRCs) have been found to be more sustainable compared with synthetic fiber composites based on the life-cycle assessment outcomes [37]. Ramesh et al., at their first look on natural fiber composites [37], also showed that the use of plant fibers as a reinforcing agent in PFRCs has great potential for promoting the sustainability of composites in different applications.
A large amount of fruit residuals from juice industries, food markets, and other industrial processing represents a potential bio-resource with significant environmental implications [38]. This waste produced accounts for a third of fruit waste in the total fruit biomass [39] and poses a significant transportation challenge due to its low bulk density [39]. Traditional compositing methods to deal with the fruit residual, such as direct landfilling, have become increasingly unattainable for environmental issues due to the emissions of methane (CH4) and carbon dioxide (CO2) [38,40,41]. These gases are responsible for greenhouse gas (GHG) emissions [42]. One way to address these environmental and economic problems is to convert these residuals into useful materials, such as frictional materials for brake pads. Such utilization of natural fibers not only reduces the harmful environmental impact of asbestos, but also repurposes the fruit waste for economic benefits.
3. Formulation and Manufacturing Process
Several studies have reported that natural fiber-reinforced composite (NFRC) materials showed better tribological and mechanical properties [43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67]. These studies also showed the effect of the adhesion between the ingredients and how that affects the mechanical and tribological properties.
One of the factors that influences the adhesion of fibers is the alkaline treatment applied to them. This treatment is utilized to remove the unwanted elements, such as impurities, from the fiber [68]. The alkali treatment is a cleaning and modifying treatment for the surface of fibers to reduce surface tension and enhance the interfacial adhesion of natural fibers [69,70].
The ingredients of each formulation, fiber content percentage, optimum formulation, fiber treatment, and manufacturing process are shown in Table 2.
4. Influence of Natural Fiber on the Mechanical and Tribological Properties
When natural fibers are used as reinforcement elements, the tribological properties can be improved by controlling the fiber content at certain levels [43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67]. The natural fiber content affects the tribological properties, mainly due to the change in the binder (matrix) to the natural fiber ratio. The binder to the natural fiber ratio affects the adhesion force, which has a direct influence on the tribological properties [71]. The use of natural fibers improves the mechanical properties until a certain point, then the mechanical properties start to decrease. This could be observed for banana fiber and palm kernel fibers with different ingredients and different weight percentage of the fibers. For instance, when this ratio is below an optimum value, the fiber content needed to reinforce the matrix is not enough. In addition, when it is above that optimum value, the fibers will need more binder to bind together. Hence, the deterioration of mechanical and tribological properties is expected in cases when the fiber content is above or below these optimum values.
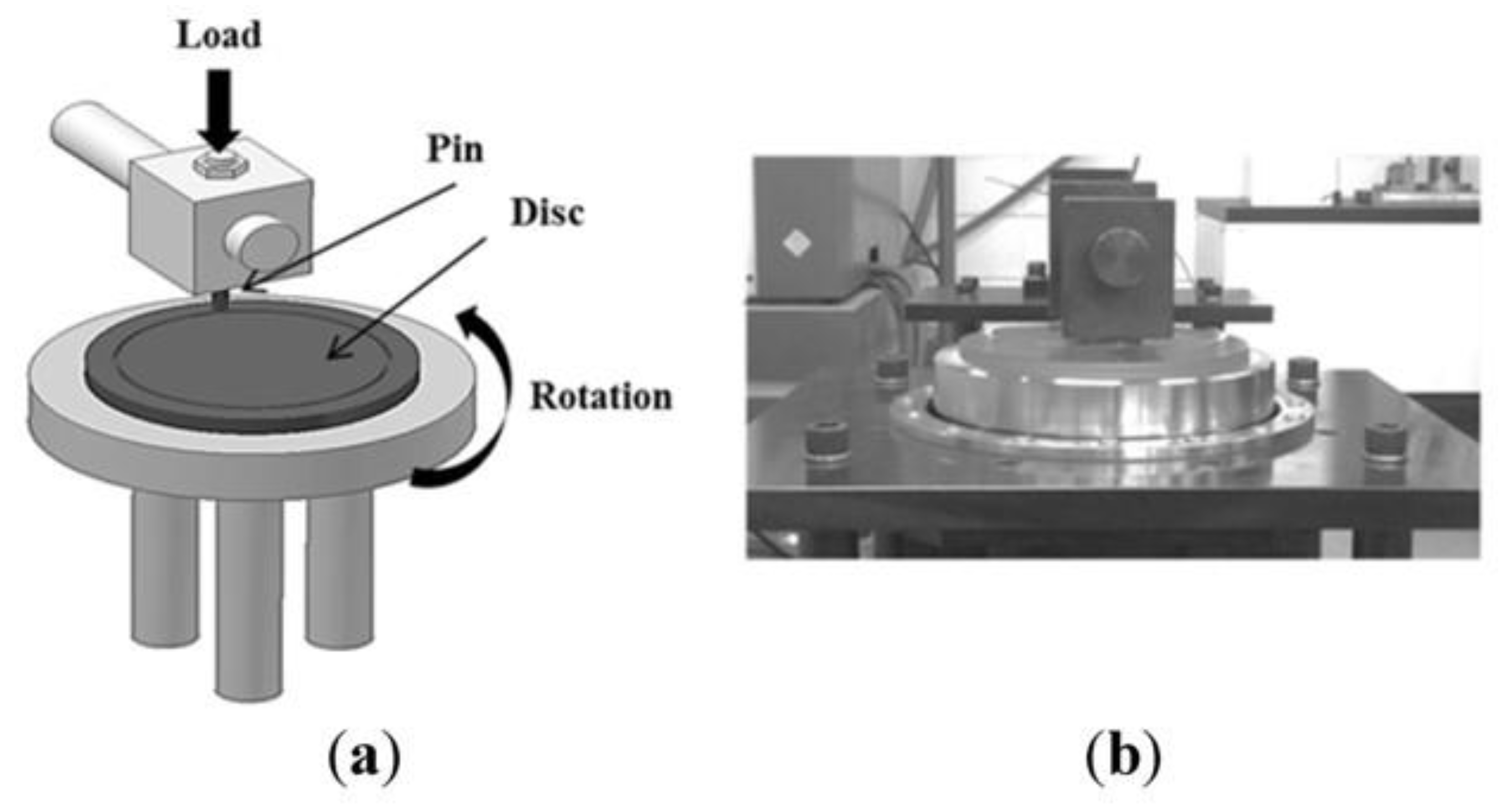
Researchers have focused their efforts on measuring different mechanical and tribological properties of natural fiber composite materials that are prepared by using various binders and natural fiber types and contents. They also measured the porosity, density, hardness, thermal conductivity, compressibility, wear rate, and coefficient of friction (COF) of the prepared composites. Figure 1 and Figure 2 show the testing machines (T-Mc) and standard (St) used by some of the studies to determine the tribological properties, such as COF, as listed in Table 3. These properties are illustrated in Table 3 and Figure 3, Figure 4, Figure 5, Figure 6 and Figure 7.
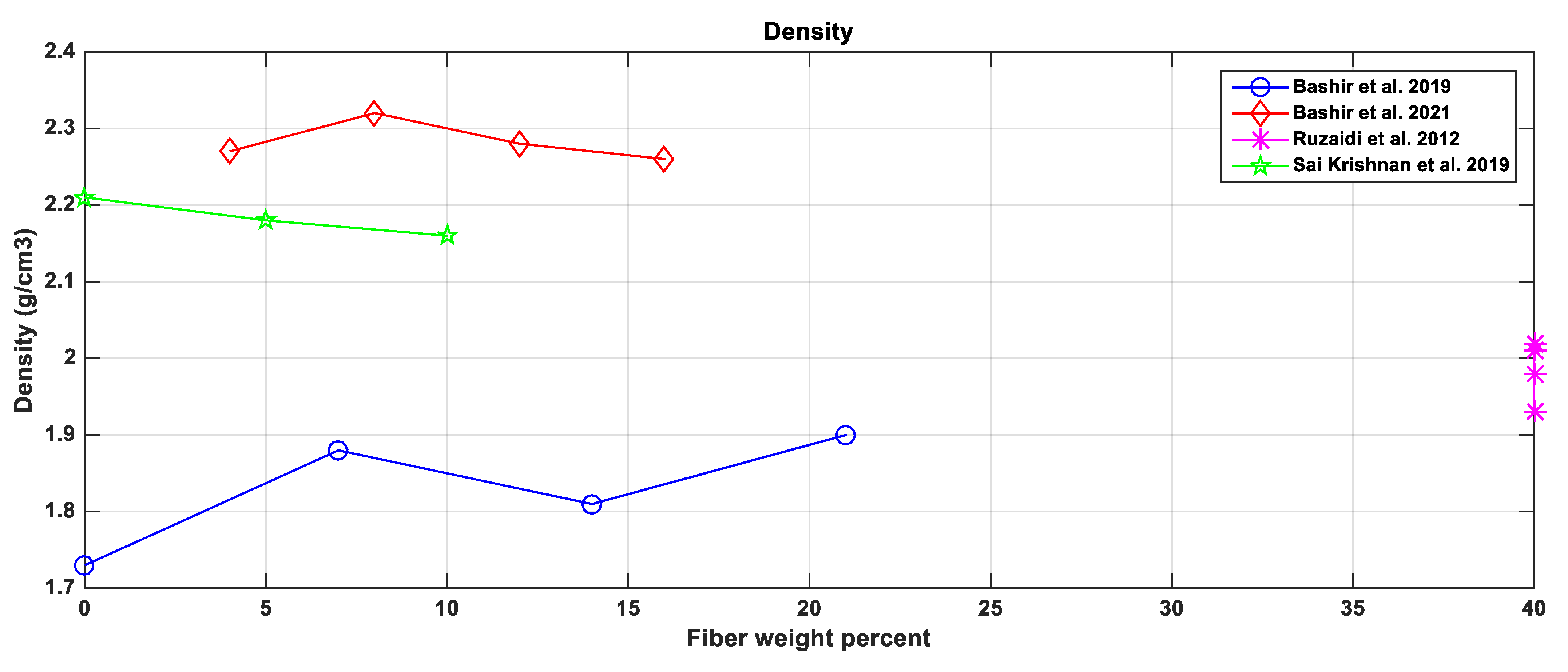
In order to provide better comparative observations of the effect of these natural fiber types and their contents on the resulting properties, the results obtained by other researchers are plotted, as shown in Figure 3, Figure 4, Figure 5, Figure 6 and Figure 7. For example, palm kernel fibers [62] show values of wear rate and hardness, as the fiber content is constant while the pressure used during manufacture varies from 10 to 60 tons. In addition, the inverse relationship between the density and the porosity is quite clear when examining Figure 3 and Figure 4. Moreover, the density increased for banana fiber weight percentages (Wt.%) of 63% and 82% parent matrices, until reaching a certain fiber weight percentage before decreasing. However, the density of the 63 Wt.% composite increased again after the decrease happened at the 14% Wt.% fiber content. Palm kernel with a 54% Wt.% fiber content recorded a density drop when the fiber weight percentage increased. This drop could be due to the change in fillers and the friction modifier MoS4 used (Figure 3).
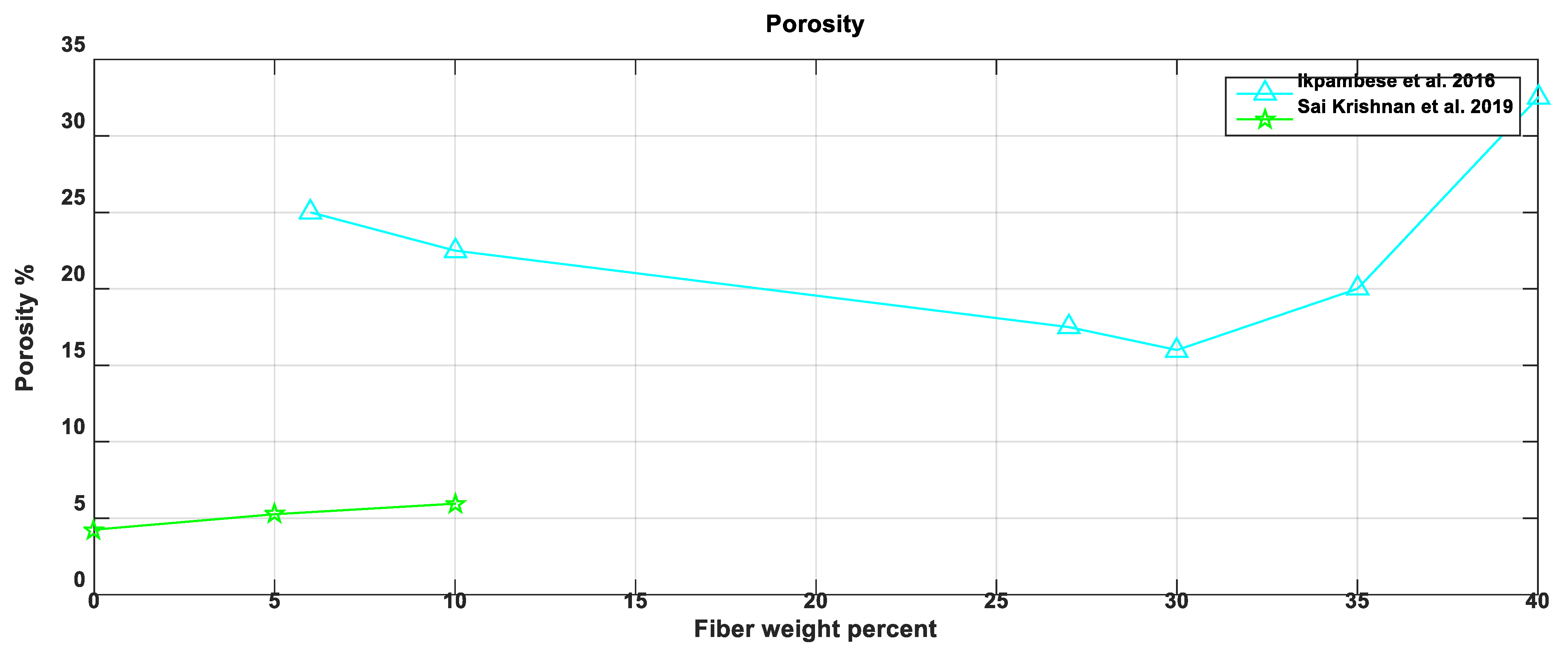
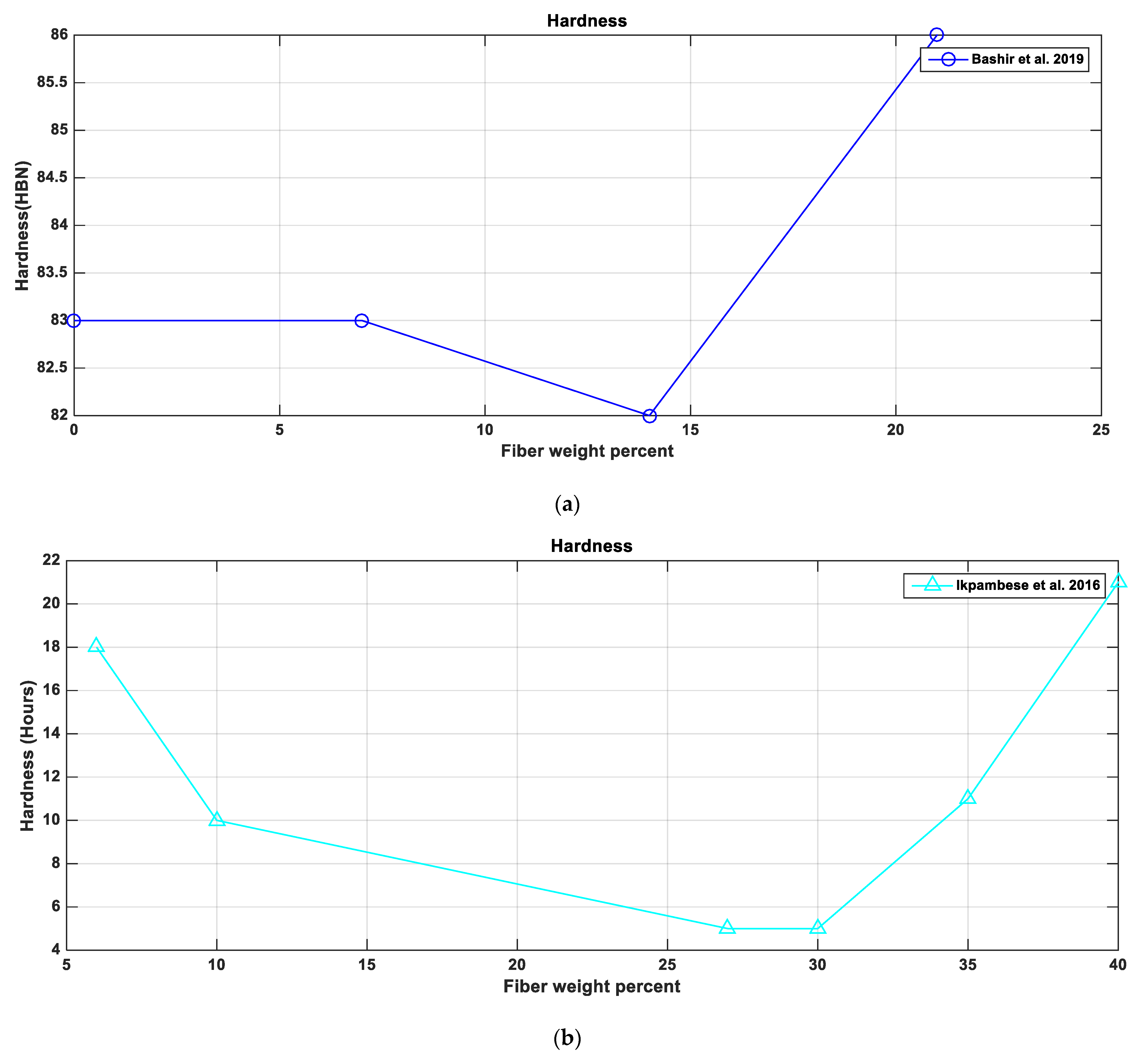
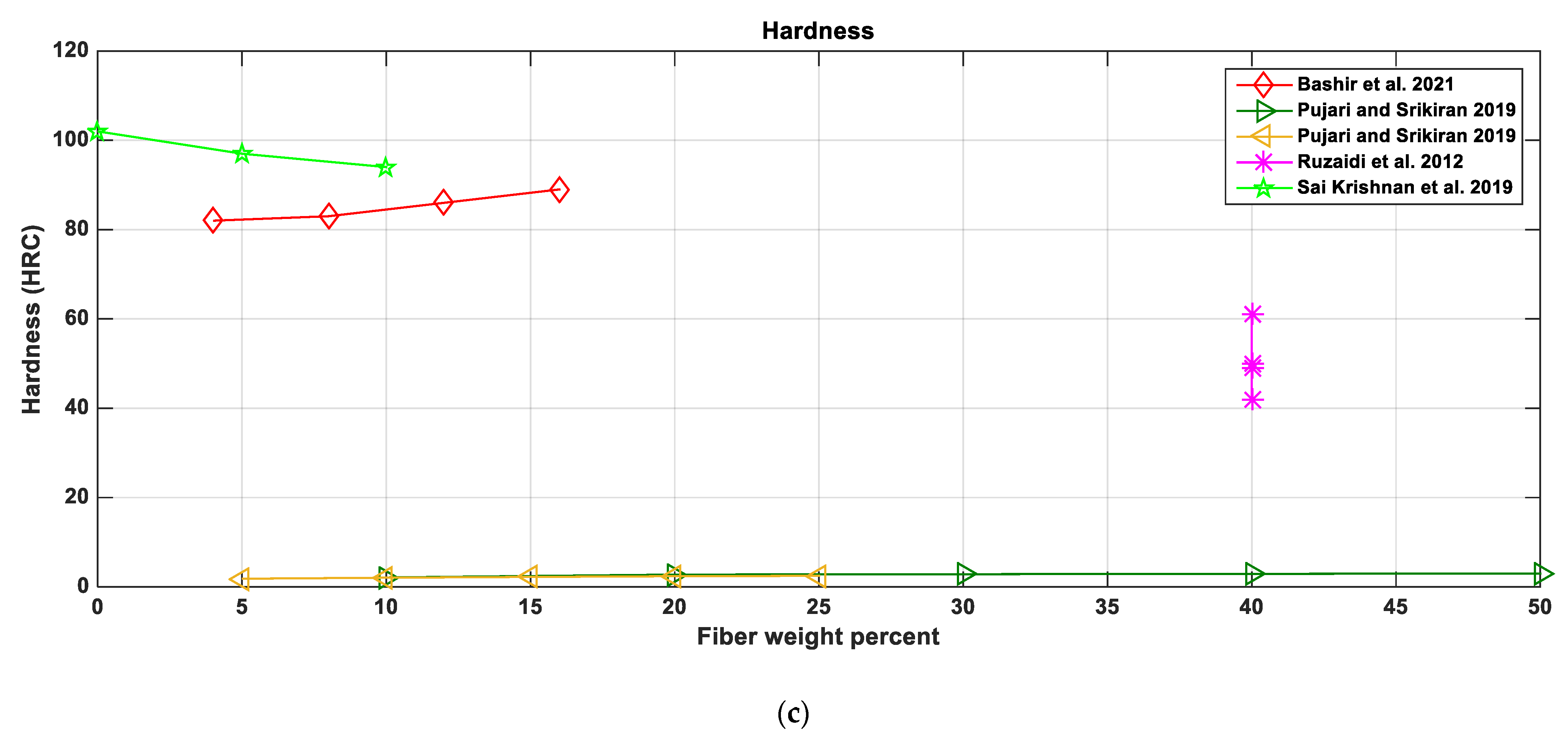
There was a boosting up trend for porosity percentage in the palm kernel of 46% in the parent matrix. It could be observed that the enlargement of the porosity decreased the density value, which could be referred to as the particle size of the palm kernel fibers [56]. This could be attributed to the fact that the particle size of the palm kernel fibers was higher than that of the space filler used [67]. The uniform curing caused a uniform dispersion, which led to a high porosity value [67] (Figure 4). Furthermore, the measured hardness improved for all of the tested natural fiber composites. This improvement was observed to occur with the fiber weight percent rising, except for the case of palm kernel with the 46% parent matrix. The hardness value of each formulation was quite close to the other one and this could be due to applying the same pressure and temperature for the same duration during the hot compaction process [43]. In addition, this rise could be attributed to the cross-linking between the fiber and the resin that takes place during the curing process [44] (Figure 5a). The hardness of the palm kernel with the 46% parent matrix decrease is suggested to occur because of the increase in porosity as the fiber weight percent increased (Figure 5c). The palm kernel of the [56] hardness decayed as the fiber weight percent increased, followed by a jump at 35 and 40% fiber weight percent (Figure 5b). The hardness values of the palm kernel 40% fiber weight percent showed an increase as the compression force used in the fabrication process increased. Increasing the pressure had a role in reducing the voids in the NFRC-based composites. The effect of having a compact and composite material, with a high density and low porosity, is known to improve the mechanical properties significantly [43].
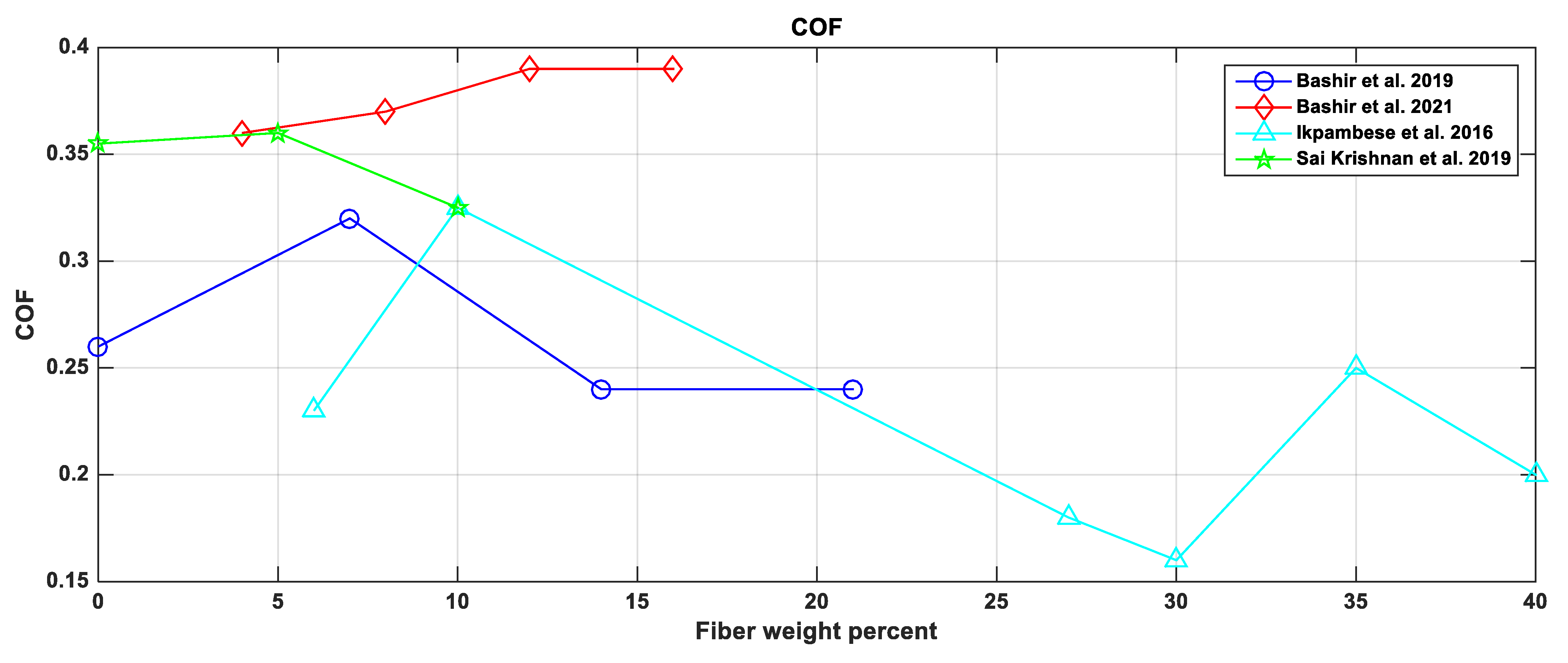
The tribological properties recorded an obvious improvement as the fiber weight percentage increased. Most formulations recorded a trend for enhancement of the properties. The banana fibers recorded a trend of increasing the COF among all of the formulations, except that of the 63% parent matrix (Figure 6). The COF in Figure 6 is the average value for banana fibers [43,44] as it was examined at different temperatures and different loads.
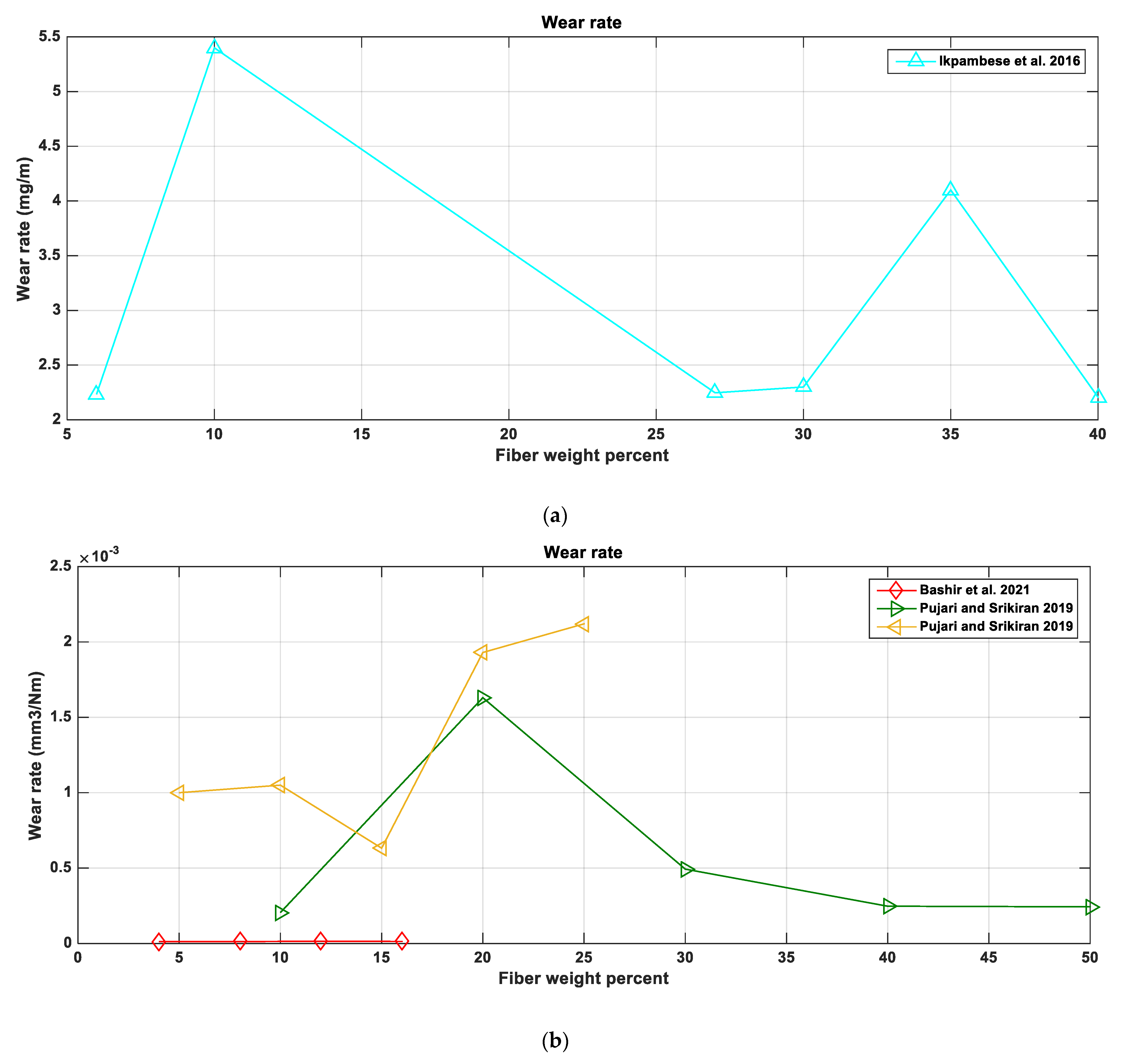
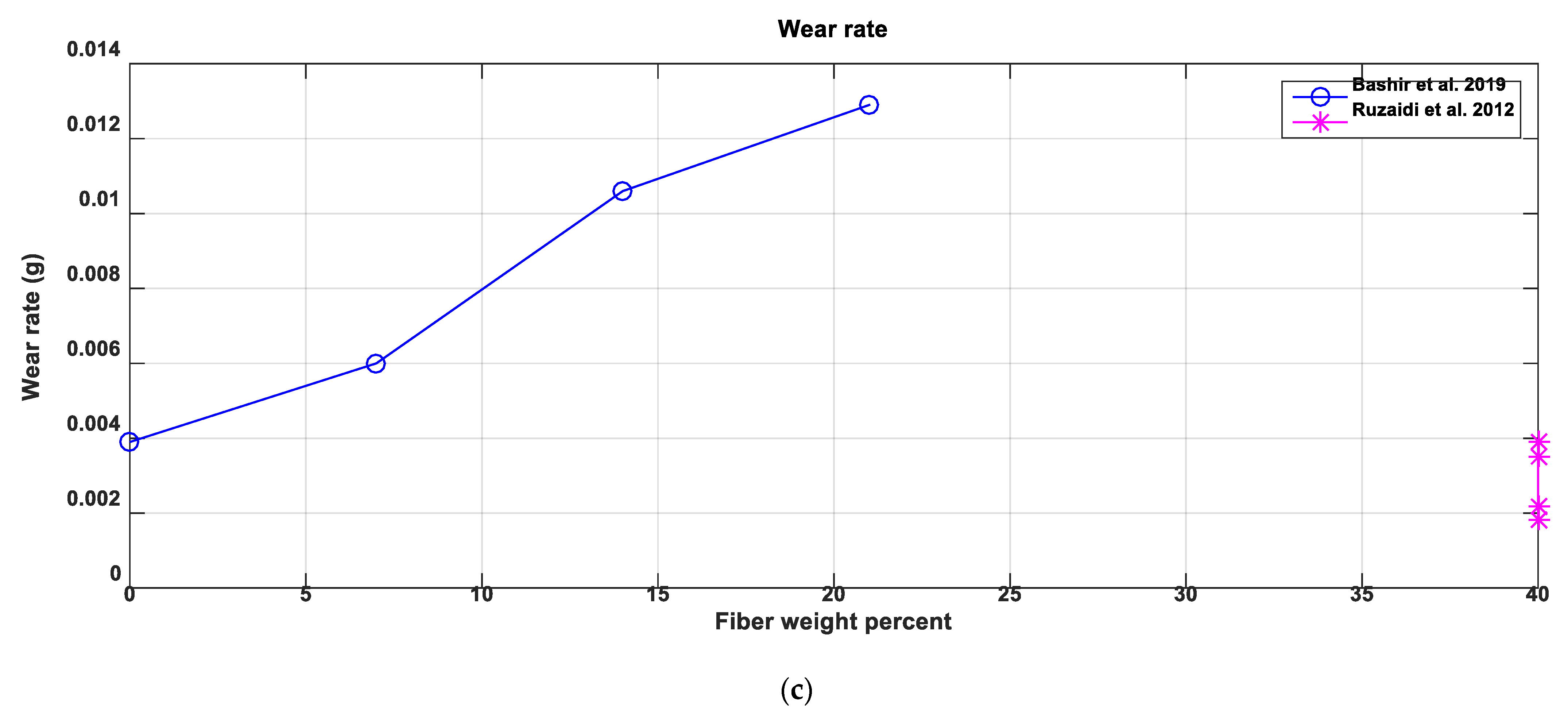
The wear rate in Figure 7 is the average value for the results from several studies [43,44,56,57,62]. An average value was used because of the differences in the testing conditions. The 63% parent matrix recorded an increase followed by a drop, then stability for the COF value. This drop could be due to the failure of bonding between the phenolic resin and the banana fibers. Moreover, it is an indication of the deteriorated COF for these composites at elevated temperatures [43]. The palm kernel fibers recorded a different COF trend, which is obvious in the graphs. The 46% parent matrix recorded a slight increase followed by a minor drop. This could be attributed to the degradation of the palm kernel fiber at higher temperatures [67]. Ikpambese et al. [56] recorded a decreasing trend followed by an overshot trend, which seems to be different that the results reported in other similar studies. However, this difference could be attributed to the change in the natural fiber weight percent, the absence of a parent matrix, and variations in the ingredients. Furthermore, the results seem to be stable at different ranges, which could be due to the absence of steel fiber [56], as steel fibers play a role in increasing the COF [44,57,74,75].
In general, the wear rate showed trends for both banana and palm kernel. Some of them increased with increasing the fiber weight percent, while others showed a decreasing trend after an initial increase. In addition, some of them showed an increase followed by a decrease and then another increase (Figure 7). For example, the banana fibers with a 63% and 82% parent matrix showed an increase in wear rate as the fiber weight percent increased. This boost could be due to the degradation of the samples at elevated temperatures [43] (Figure 7b,c). Finally, studies that showed an increase followed by a decrease and then an increase were that of palm kernel fiber weight percentages of 5–25% and phenolic resin of 35% weight percent. This could be attributed to the unique adhesion properties between the wheat and Nile rose with the phenolic resin. The formulation that did not contain the Nile rose and wheat showed better results at the same fiber weight percentage, and followed a trend of increasing followed by decreasing, as better wear resistance was obtained through the strong adhesion of natural fibers with resin [71].
The change in the tribological and mechanical properties with changing the binder to a natural fiber ratio and how this could affect the performance of the samples can be observed in Figure 3, Figure 4, Figure 5, Figure 6 and Figure 7. The optimum value stated by all of these researchers, according to the resulting tribological properties, was for the sample that had almost the same or very close values to that of the asbestos-based brake pad. Table 4 summarizes the properties obtained by each researcher and that of the commercial asbestos-based brake pad [52,62].
5. Conclusions
The use of natural fibers as a reinforcement agent in brake pads can reduce their environmental impact and decrease the toxic effects on human health associated with the use of asbestos. This review paper suggests that the variation of the fiber content can affect the mechanical properties in general and the tribological properties in particular. For instance, the tribological properties of brake pads, such as the coefficient of friction (COF) and wear rate, can be significantly improved by the incorporation of natural fibers at optimal levels. However, the prediction of these new materials’ performance and the formulation of trends/correlations of these results. vs. fiber content is a complex process due to several reasons, such as having (i) multi-parameters influencing the measurement process, (ii) different fiber fractions ranges, and (iii) different lignocellulosic sources. Despite these challenges, some trends and relationships have been observed and listed in this review as follows:
- 1-
- The density of banana peels increases when the weight percentage of natural fibers is below 10%, then decreases before rising again at a weight percentage of 20%.
- 2-
- The porosity generally decreases as the content of the natural fiber in the composite’s formulation increases.
- 3-
- The hardness of the composites increases for both banana peels and palm kernels, except for the 46% parent matrix and palm kernel as a fiber.
- 4-
- The COF increases initially, then decreases and become stable as the weight percentage of natural increases.
- 5-
- Only the 46% parent matrix and palm kernels as fiber show a decrease, followed by an increase, as the percentage of other ingredients change, not just the fiber and resin.
- 6-
- The wear rate increases as the weight percentage of natural fiber increases, except for palm kernels (10–50%) and 35% phenolic resin.
- 7-
- The compression load during processing has an impact on the mechanical and tribological properties.
In summary, this review paper aims to collect the findings from several studies in the literature on the use of natural fiber-reinforced composites (NFRC) as frictional materials for brake pads and pave the road for future researchers in this field. However, future studies specifically focused on the tribological and mechanical properties of NFRC materials are necessary to establish the suitability of this new class of materials for use in brake pad applications.
Author Contributions
Conceptualization, Z.A., H.I. and S.M.; methodology, M.A., Z.A. and S.M.; formal analysis, H.I.; investigation, I.S.; resources, Z.A.; data curation, Z.A.; writing—original draft preparation, Z.A.; writing—review and editing, S.M. and H.I.; visualization, M.A. and S.M.; supervision, M.A., H.I. and S.M.; project administration, M.A. All authors have read and agreed to the published version of the manuscript.
Funding
The authors acknowledge the support of the University of Tennessee at Chattanooga. The research reported in this publication was supported by the FY2022 Center of Excellence for Applied Computational Science competition.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Tarr, W.; Rhee, S. Static friction of automotive friction materials. Wear 1975, 33, 373–375. [Google Scholar] [CrossRef]
- Bijwe, J. Composites as friction materials: Recent developments in non-asbestos fiber reinforced friction materials? A review. Polym. Compos. 1997, 18, 378–396. [Google Scholar] [CrossRef]
- Tsang, P.; Jacko, M.; Rhee, S. Comparison of Chase and inertial brake Dynamometer testing of automotive friction materials. Wear 1985, 103, 217–232. [Google Scholar] [CrossRef]
- Kumar, V.V.; Kumaran, S.S. Friction material composite: Types of brake friction material formulations and effects of various ingredients on brake performance—A review. Mater. Res. Express 2019, 6, 082005. [Google Scholar] [CrossRef]
- Ibhadode, A.O.A.; Dagwa, I.M. Development of asbestos-free friction lining material from palm kernel shell. J. Braz. Soc. Mech. Sci. Eng. 2008, 30, 166–173. [Google Scholar] [CrossRef]
- Smales, H. Friction Materials—Black Art or Science? Proc. Inst. Mech. Eng. Part D J. Automob. Eng. 1995, 209, 151–157. [Google Scholar] [CrossRef]
- Cruz, J.; Fangueiro, R. Surface Modification of Natural Fibers: A Review. Procedia Eng. 2016, 155, 285–288. [Google Scholar] [CrossRef]
- Thiyagarajan, V.; Kalaichelvan, K.; Vijay, R.; Singaravelu, D.L. Influence of thermal conductivity and thermal stability on the fade and recovery characteristics of non-asbestos semi-metallic disc brake pad. J. Braz. Soc. Mech. Sci. Eng. 2015, 38, 1207–1219. [Google Scholar] [CrossRef]
- Vijay, R.; Singaravelu, D.L.; Filip, P. Influence of molybdenum disulfide particle size on friction and wear characteristics of non-asbestos-based copper-free brake friction composites. Surf. Rev. Lett. 2019, 27, 1950085. [Google Scholar] [CrossRef]
- Mahale, V.; Bijwe, J.; Sinha, S. Influence of nano-potassium titanate particles on the performance of NAO brake-pads. Wear 2017, 376–377, 727–737. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. J. Polym. Environ. 2002, 10, 19–26. [Google Scholar] [CrossRef]
- Balaji, A.; Karthikeyan, B.; Raj, C.S. Bagasse Fiber-The Future Biocomposite Material: A Review. Int. J. Cemtech Res. 2014, 7, 223–233. Available online: https://www.researchgate.net/publication/270453697 (accessed on 5 August 2022).
- Kumar, R.; Singh, S.; Singh, O.V. Bioconversion of lignocellulosic biomass: Biochemical and molecular perspectives. J. Ind. Microbiol. Biotechnol. 2008, 35, 377–391. [Google Scholar] [CrossRef]
- Mehanny, S.; Magd, E.E.A.-E.; Ibrahim, M.; Farag, M.; Gil-San-Millan, R.; Navarro, J.; Habbak, A.E.H.E.; El-Kashif, E. Extraction and characterization of nanocellulose from three types of palm residues. J. Mater. Res. Technol. 2020, 10, 526–537. [Google Scholar] [CrossRef]
- El-Moayed, M.H.; Kühn, J.; Lee, S.-H.; Farag, M.; Mehanny, S. Potential of Lignin Valorization with Emphasis on Bioepoxy Production. In Lignin-Chemistry, Structure, and Application; Sand, A., Tuteja, J., Eds.; IntechOpen: Rijeka, Croatia, 2022. [Google Scholar] [CrossRef]
- Väisänen, T.; Haapala, A.; Lappalainen, R.; Tomppo, L. Utilization of agricultural and forest industry waste and residues in natural fiber-polymer composites: A review. Waste Manag. 2016, 54, 62–73. [Google Scholar] [CrossRef]
- Ashori, A. Municipal Solid Waste as a Source of Lignocellulosic Fiber and Plastic for Composite Industries. Polym. Technol. Eng. 2008, 47, 741–744. [Google Scholar] [CrossRef]
- Mehanny, S.; Farag, M.; Rashad, R.M.; Elsayed, H. Fabrication and characterization of starch based bagasse fiber composite. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Proceedings (IMECE), Houston, TX, USA, 9–15 November 2012; Volume 3, no. PARTS A, B, and C. pp. 1345–1353. [Google Scholar] [CrossRef]
- Ibrahim, M.; Moustafa, H.; EL Rahman, E.N.A.; Mehanny, S.; Hemida, M.H.; El-Kashif, E. Reinforcement of Starch Based Biodegradable Composite Using Nile Rose Residues. J. Mater. Res. Technol. 2020, 9, 6160–6171. [Google Scholar] [CrossRef]
- Mehanny, S.; Darwish, L.; El Haleem, A.; El Habbak, M.; El-Kashif, E.; Farag, M.; Ibrahim, H. Effect of Glue and Temperatures on Mechanical Properties of Starch-Based Biodegradable Composites Reinforced with Bagasse Fibers. Int. J. Biotechnol. Biomater. Eng. 2019, 1, 2. [Google Scholar]
- Zoghlami, A.; Paës, G. Lignocellulosic Biomass: Understanding Recalcitrance and Predicting Hydrolysis. Front. Chem. 2019, 7, 874. [Google Scholar] [CrossRef]
- Anderson, E.M.; Stone, M.L.; Katahira, R.; Reed, M.; Muchero, W.; Ramirez, K.J.; Beckham, G.T.; Román-Leshkov, Y. Differences in S/G ratio in natural poplar variants do not predict catalytic depolymerization monomer yields. Nat. Commun. 2019, 10, 2033. [Google Scholar] [CrossRef] [Green Version]
- Hassan, S.S.; Williams, G.A.; Jaiswal, A.K. Moving towards the second generation of lignocellulosic biorefineries in the EU: Drivers, challenges, and opportunities. Renew. Sustain. Energy Rev. 2019, 101, 590–599. [Google Scholar] [CrossRef]
- Mehanny, S.; Ibrahim, H.; Darwish, L.; Farag, M.; El-Habbak, A.-H.M.; El-Kashif, E. Effect of Environmental Conditions on Date Palm Fiber Composites. In Date Palm Fiber Composites; Springer: Singapore, 2020; pp. 287–320. [Google Scholar] [CrossRef]
- Ibrahim, H.; Mehanny, S.; Darwish, L.; Farag, M. A Comparative Study on the Mechanical and Biodegradation Characteristics of Starch-Based Composites Reinforced with Different Lignocellulosic Fibers. J. Polym. Environ. 2017, 26, 2434–2447. [Google Scholar] [CrossRef]
- Mehanny, S.; Darwish, L.; Ibrahim, H.; El-Wakad, M.T.; Farag, M. High-Content Lignocellulosic Fibers Reinforcing Starch-Based Biodegradable Composites: Properties and Applications. In Composites from Renewable and Sustainable Materials; InTech: London, UK, 2016. [Google Scholar] [CrossRef]
- Mehanny, S.; Magd, E.; Sorbara, S.; Navarro, J.; Gil-San-Millan, R. Spanish Poplar Biomass as a Precursor for Nanocellulose Extraction. Appl. Sci. 2021, 11, 6863. [Google Scholar] [CrossRef]
- Elsayed, H.; Farag, M.; Megahed, H.; Mehanny, S. Influence of flax fibers on properties of starch-based composites. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Proceedings (IMECE), Houston, TX, USA, 9–15 November 2012; Volume 3, no. PARTS A, B, and C. pp. 1397–1408. [Google Scholar] [CrossRef]
- Delgado, C.O.; Fleuri, L.F. Orange and mango by-products: Agro-industrial waste as source of bioactive compounds and botanical versus commercial description—A review. Food Rev. Int. 2015, 32, 1–14. [Google Scholar] [CrossRef]
- Spasiano, D.; Pirozzi, F. Treatments of asbestos containing wastes. J. Environ. Manag. 2017, 204, 82–91. [Google Scholar] [CrossRef]
- Pini, M.; Scarpellini, S.; Rosa, R.; Neri, P.; Gualtieri, A.F.; Ferrari, A.M. Management of Asbestos Containing Materials: A Detailed LCA Comparison of Different Scenarios Comprising First Time Asbestos Characterization Factor Proposal. Environ. Sci. Technol. 2021, 55, 12672–12682. [Google Scholar] [CrossRef]
- Tukker, A. Peer Reviewed: Life-cycle assessment and the precautionary principle. Environ. Sci. Technol. 2002, 36, 70A–75A. [Google Scholar] [CrossRef] [Green Version]
- Guinée, J.B.; Heijungs, R.; Huppes, G.; Zamagni, A.; Masoni, P.; Buonamici, R.; Ekvall, T.; Rydberg, T. Life Cycle Assessment: Past, Present, and Future. Environ. Sci. Technol. 2010, 45, 90–96. [Google Scholar] [CrossRef]
- Muralikrishna, I.V.; Manickam, V. (Eds.) Chapter Five—Life Cycle Assessment. In Environmental Management; Butterworth-Heinemann: Oxford, UK, 2017; pp. 57–75. [Google Scholar] [CrossRef]
- Terazono, A.; Moriguchi, Y.; Sakai, S.; Takatsuki, H. Environmental impact assessment of sprayed-on asbestos in buildings. J. Mater. Cycles Waste Manag. 2000, 2, 80–88. [Google Scholar] [CrossRef]
- Loss, A.; Toniolo, S.; Mazzi, A.; Manzardo, A.; Scipioni, A. LCA comparison of traditional open cut and pipe bursting systems for relining water pipelines. Resour. Conserv. Recycl. 2018, 128, 458–469. [Google Scholar] [CrossRef]
- Ramesh, M.; Deepa, C.; Kumar, L.R.; Sanjay, M.R.; Siengchin, S. Life-cycle and environmental impact as-sessments on processing of plant fibres and its bio-composites: A critical review. J. Ind. Tex. 2020, 51, 5518S–5542S. [Google Scholar] [CrossRef]
- Sial, T.A.; Khan, M.N.; Lan, Z.; Kumbhar, F.; Ying, Z.; Zhang, J.; Sun, D.; Li, X. Contrasting effects of banana peels waste and its biochar on greenhouse gas emissions and soil biochemical properties. Process. Saf. Environ. Prot. 2018, 122, 366–377. [Google Scholar] [CrossRef]
- Parfitt, J.; Barthel, M.; Macnaughton, S. Food waste within food supply chains: Quantification and potential for change to 2050. Philos. Trans. R. Soc. B Biol. Sci. 2010, 365, 3065–3081. [Google Scholar] [CrossRef]
- Kimbrough, R.D. Halogenated Biphenyls, Terphenyls, Naphthalenes, Dibenzodioxins and Related Products. Food Chem. Toxicol. 1982, 20, 232–233. [Google Scholar] [CrossRef]
- Lam, S.S.; Liew, R.K.; Cheng, C.K.; Rasit, N.; Ooi, C.K.; Ma, N.L.; Ng, J.-H.; Lam, W.H.; Chong, C.T.; Chase, H.A. Pyrolysis production of fruit peel biochar for potential use in treatment of palm oil mill effluent. J. Environ. Manag. 2018, 213, 400–408. [Google Scholar] [CrossRef]
- Eriksson, M.; Spångberg, J. Carbon footprint and energy use of food waste management options for fresh fruit and vegetables from supermarkets. Waste Manag. 2017, 60, 786–799. [Google Scholar] [CrossRef]
- Bashir, M.; Qayoum, A.; Saleem, S.S. Influence of lignocellulosic banana fiber on the thermal stability of brake pad material. Mater. Res. Express 2019, 6, 115551. [Google Scholar] [CrossRef]
- Bashir, M.; Qayoum, A.; Saleem, S.S. Experimental Investigation of Thermal and Tribological Characteristics of Brake Pad Developed from Eco-Friendly Materials. J. Bio- Tribo-Corrosion 2021, 7, 66. [Google Scholar] [CrossRef]
- Kholil, A.; Dwiyati, S.T.; Wirawan, R.; Elvin, M. Brake Pad Characteristics of Natural Fiber Composites from Coconut Fibre and Wood Powder. J. Phys. Conf. Ser. 2021, 2019, 012068. [Google Scholar] [CrossRef]
- Sutikno; Pramujati, B.; Safitri, S.D.; Razitania, A. Characteristics of natural fiber reinforced composite for brake pads material. AIP Conf. Proc. 2018, 1983, 050009. [Google Scholar] [CrossRef]
- Kholil, A.; Dwiyati, S.T.; Sugiharto, A.; Sugita, I.W. Characteristics composite of wood powder, coconut fiber and green mussel shell for electric motorcycle brake pads. J. Phys. Conf. Ser. 2019, 1402, 055095. [Google Scholar] [CrossRef]
- Singh, T.; Pruncu, C.I.; Gangil, B.; Singh, V.; Fekete, G. Comparative performance assessment of pineapple and Kevlar fibers based friction composites. J. Mater. Res. Technol. 2020, 9, 1491–1499. [Google Scholar] [CrossRef]
- Craciun, A.L.; Pinca-Bretotean, C.; Utu, I.-D.; Josan, A. Tribological properties of nonasbestos brake pad material by using coconut fiber. IOP Conf. Ser. Mater. Sci. Eng. 2017, 163, 12014. [Google Scholar] [CrossRef]
- Maleque, M.A.; Atiqah, A. Development and Characterization of Coir Fibre Reinforced Composite Brake Friction Materials. Arab. J. Sci. Eng. 2013, 38, 3191–3199. [Google Scholar] [CrossRef]
- Fu, Z.; Suo, B.; Yun, R.; Lu, Y.; Wang, H.; Qi, S.; Jiang, S.; Lu, Y.; Matejka, V. Development of eco-friendly brake friction composites containing flax fibers. J. Reinf. Plast. Compos. 2012, 31, 681–689. [Google Scholar] [CrossRef]
- Idris, U.; Aigbodion, V.; Abubakar, I.; Nwoye, C. Eco-friendly asbestos free brake-pad: Using banana peels. J. King Saud Univ.-Eng. Sci. 2015, 27, 185–192. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Shen, S.; Tong, J.; Ye, W.; Yang, Y.; Zhou, J. Effects of bamboo fibers on friction performance of friction materials. J. Thermoplast. Compos. Mater. 2012, 26, 845–859. [Google Scholar] [CrossRef]
- Sukrawan, Y.; Hamdani, A.; Mardani, S.A. Effect of bamboo weight faction on mechanical properties in non-asbestos composite of motorcycle brake pad. Mater. Phys. Mech. 2019, 42, 367–372. [Google Scholar] [CrossRef]
- Balaji, M.A.S.; Kalaichelvan, K.; Mohanamurugan, S.; Balaji, M.A.S. Effect of varying cashew dust and resin on friction material formulation: Stability and sensitivity of μ to pressure, speed and temperature. Int. J. Surf. Sci. Eng. 2014, 8, 327–344. [Google Scholar] [CrossRef]
- Ikpambese, K.; Gundu, D.; Tuleun, L. Evaluation of palm kernel fibers (PKFs) for production of asbestos-free automotive brake pads. J. King Saud Univ.-Eng. Sci. 2016, 28, 110–118. [Google Scholar] [CrossRef]
- Pujari, S.; Srikiran, S. Experimental investigations on wear properties of Palm kernel reinforced composites for brake pad applications. Def. Technol. 2018, 15, 295–299. [Google Scholar] [CrossRef]
- Kumar, N.; Singh, T.; Grewal, J.S.; Patnaik, A.; Fekete, G. Experimental investigation on the physical, mechanical and tribological properties of hemp fiber-based non-asbestos organic brake friction composites. Mater. Res. Express 2019, 6, 085710. [Google Scholar] [CrossRef]
- Afolabi, M.; Abubakre, O.; Lawal, S.; Raji, A. Experimental Investigation of Palm Kernel Shell and Cow Bone Reinforced Polymer Composites for Brake Pad Production. Int. J. Chem. Mater. Res. 2015, 3, 27–40. [Google Scholar] [CrossRef]
- Swamidoss, V.F.; Prasanth. Fabrication and characterization of brake pad using pineapple leaf fiber (palf). Int. J. Res. Comput. Appl. Nrobotics 2015, 3, 107–111. Available online: https://www.ijrcar.com (accessed on 6 June 2022).
- Crăciun, A.L.; Heput, T.; Bretotean, C.P. Formulation of materials with natural fiber for brake system components. Ann. Fac. Eng. Hunedoara-Int. J. Eng. 2016, 14, 17–20. [Google Scholar]
- Ghazali, C.M.R.; Kamarudin, H.; Shamsul, J.B.; Abdullah, M.M.A.; Rafiza, A. Mechanical Properties and Wear Behavior of Brake Pads Produced from Palm Slag. Adv. Mater. Res. 2011, 341–342, 26–30. [Google Scholar] [CrossRef]
- Rajan, R.; Tyagi, Y.K.; Singh, S. Waste and natural fiber based automotive brake composite materials: Influence of slag and coir on tribological performance. Polym. Compos. 2021, 43, 1508–1517. [Google Scholar] [CrossRef]
- Gawande, S.H.; Raibhole, V.N.; Banait, A.S. Study on Tribological Investigations of Alternative Automotive Brake Pad Materials. J. Bio-Tribo-Corros. 2020, 6, 93. [Google Scholar] [CrossRef]
- Kussuma, F.; Sutikno. Testing of mechanical characteristics of coconut fiber reinforced for composite brake pads for two-wheeled vehicles. IOP Conf. Ser. Mater. Sci. Eng. 2019, 546, 042018. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Shang, W.; Gao, Z.; Wang, H.; Guo, L.; Tong, J. Tribological and mechanical properties of pine needle fiber reinforced friction composites under dry sliding conditions. RSC Adv. 2014, 4, 36777–36783. [Google Scholar] [CrossRef]
- Krishnan, G.S.; Babu, L.G.; Pradhan, R.; Kumar, S. Study on tribological properties of palm kernel fiber for brake pad applications. Mater. Res. Express 2019, 7, 015102. [Google Scholar] [CrossRef]
- Naveen, E.; Venkatachalam, N.; Maheswaran, N. Alkalichemical Treatment on the Surface of Natural Fiber. 2007. Available online: www.saeindiaskcet.org (accessed on 1 April 2022).
- Liu, W.; Mohanty, A.K.; Drzal, L.T.; Askel, P.; Misra, M. Effects of alkali treatment on the structure, morphology and thermal properties of native grass fibers as reinforcements for polymer matrix composites. J. Mater. Sci. 2004, 39, 1051–1054. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Hassan, S.B.; Asuke, F.; Agunsoye, J.O. Experimental Investigation of the Chemo-Mechanical Properties of Electroless Ni-Zn-P/Cow Horn Particle Composite Coating on Mild Steel View Project Development of Asbestos-Free Brake Pad Using Bagasse. 2010. Available online: https://www.researchgate.net/publication/287501538 (accessed on 9 June 2022).
- Hwang, S.Y.; Lee, N.R.; Kim, N. Experiment and Numerical Study of Wear in Cross Roller Thrust Bearings. Lubricants 2015, 3, 447–458. [Google Scholar] [CrossRef]
- Sawczuk, W.; Ulbrich, D.; Kowalczyk, J.; Merkisz-Guranowska, A. Evaluation of Wear of Disc Brake Friction Linings and the Variability of the Friction Coefficient on the Basis of Vibroacoustic Signals. Sensors 2021, 21, 5927. [Google Scholar] [CrossRef]
- Jang, H.; Ko, K.; Kim, S.; Basch, R.; Fash, J. The effect of metal fibers on the friction performance of automotive brake friction materials. Wear 2004, 256, 406–414. [Google Scholar] [CrossRef]
- El-Tayeb, N.; Liew, K. On the dry and wet sliding performance of potentially new frictional brake pad materials for automotive industry. Wear 2009, 266, 275–287. [Google Scholar] [CrossRef]
Figure 1.
(a) The schematic of the pin-on-disc machine and (b) pin-on-disc used in the wear rate and measuring COF [72].
Figure 1.
(a) The schematic of the pin-on-disc machine and (b) pin-on-disc used in the wear rate and measuring COF [72].

Figure 2.
The disc brake machine used for measuring the wear rate and COF [73].
Figure 2.
The disc brake machine used for measuring the wear rate and COF [73].

Figure 3.
The density variation with variation of fiber weight percentage for different fibers [43,44,62,67].

Figure 4.
The porosity percentage variation with variation of fiber weight percentage for different fibers [56,67].

Figure 5.
(a) The variation of hardness using the Brinell tester for banana fiber with variation in the fiber weight percentage [43], (b) illustrates variation of hardness using inertia dynamotor palm kernel fiber with variation in the fiber weight percentage [56], and (c) variation of hardness using Rockwell tester for different fibers with a variation in the fiber weight percentage [44,57,62,67].
Figure 5.
(a) The variation of hardness using the Brinell tester for banana fiber with variation in the fiber weight percentage [43], (b) illustrates variation of hardness using inertia dynamotor palm kernel fiber with variation in the fiber weight percentage [56], and (c) variation of hardness using Rockwell tester for different fibers with a variation in the fiber weight percentage [44,57,62,67].


Figure 6.
The variation of COF for different fibers with a variation in the fiber weight percentage [43,44,56,67].

Figure 7.
(a) The variation of wear rate for different fibers for different fiber weight percentages in mg/m [56], (b) the variation of wear rate for different fibers for different fiber weight percentage in mm3/Nm [44,57], (c) and the variation of wear rate for different fibers for different fiber weight percentage in g [43,62].
Figure 7.
(a) The variation of wear rate for different fibers for different fiber weight percentages in mg/m [56], (b) the variation of wear rate for different fibers for different fiber weight percentage in mm3/Nm [44,57], (c) and the variation of wear rate for different fibers for different fiber weight percentage in g [43,62].



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Life-cycle inventory assessment (LCIA) comparison for the two ACMs scenarios for 150 ton of ACW [31].
Table 1.
Life-cycle inventory assessment (LCIA) comparison for the two ACMs scenarios for 150 ton of ACW [31].
| Impact Category | Unit | Residual Material Landfill | Thermal Inertisation Treatment (Allocated) | Thermal Inertisation Treatment (Not Allocated) |
|---|---|---|---|---|
| Human toxicity, cancer | Cases | 2.18 × 10−1 | 3.33 × 10−3 | 5.83 × 10−3 |
| Human toxicity, noncancer | Cases | 1.34 × 10−2 | 4.48 × 10−3 | 7.85 × 10−3 |
| Freshwater ecotoxicity | PAF·m3·day | 1.58 × 1010 | 1.96 × 109 | 3.43 × 109 |
Table 2.
Illustrates the effect of the natural fiber content, treatment, and manufacturing process on the structure of braking pads [43,44,52,56,57,62,67].
| Friction Composite | Other Ingredients | Fiber Content Variation | Optimum Fiber Content | Fiber Treatment | Manufacturing Process | Ref. |
|---|---|---|---|---|---|---|
| Banana fiber/ PR | Parent matrix (63%) [C, Ca (OH)2, CaCO3, Al2O3, MoS2, Sb2S3, MgO, SiC, SW, PAN fiber, PR] [10, 6, 10, 2, 2.6, 2, 3, 3.4, 12, 12%, balance] | 0, 7, 14, 21 (Wt.%) | 7 Wt.% | - | 15 MPa, 150 °C, 10 min. | [43] |
| Parent matrix (82%) [(CaCO3 and BaSO4), (PAN fiber, CaSiO3, SF), (C, MoS2, Al2O3, SiC, MgO), PR], [30, 29, 23, balance] | 4, 8, 12, 16% (Wt.%) | 12 Wt.% | - | 15 MPa, 150 °C, 10 min. | [44] | |
| [PR, ((BUNCp), (BCp))] [(5, 10, 15, 20, 25, 30%), balance] | BUNCp, BCp | BCp 30% PR, BUNCp 25% PR | - | - | [52] | |
| palm kernel fibers/ER | [ER, Al2O3, C, CaCO3] [(15, 19,23,25,30,40), (5, 0, 10, 5, 5, 6), (5, 5, 10, 5, 5, 29), (40, 70, 30, 35, 20, 15%)] | 35, 6, 27, 30, 40, 10% (Wt.%) | 10 Wt.% | NaOH soaking for 24 h | 100 KN, 25 °C, 2 min | [56] |
| Palm kernel fibers/PR | [PR, C, Al2O3] [35, (35, 30, 25, 20,10), (20, 15, 10, 5, 5%)] | 10, 20, 30, 40, 50% (Wt.%) | 50 Wt.% | NaOH soaking for 24 h | - | [57] |
| [PR, C, Al2O3, wheat, Nile rose] [35, (35, 30, 25, 20,10), (20, 15, 10, 5, 5), (3, 5, 5, 10, 10), (2, 5, 10, 10, 15%) | 5, 10, 15, 20, 25% (Wt.%) | - | - | |||
| Palm slag/PR | [PR, C, SF, Al2O3] [20, 10, 20, 10%] | 40% (Wt.%) | - | - | Hot pressing process | [62] |
| Palm kernel fibers/PR | Parent matrix (46%) [Acrylic fiber, RwF, SF, Ca(OH)₂, PR, NBR, CR, CaO, SiC, artificial C, MoS2, BaSO4] [4, 6, 5, 3, 9, 3, 2, 2, 3, 9, (14, 14, 6), (40, 35, 38%)] | 0, 5, 10% (Wt.%) | 5 Wt.% | NaOH soaking for 24 h | - | [67] |
PR: phenolic resin; ER: epoxy resin; BUNCp: uncarbonized banana peels; BCp: carbonized banana peels; steel Fiber: SF; steel wool: SW; RwF: rockwool fiber; CR: crumb rubber; Wt.%: weight percentage.
Table 3.
Illustrates the effect of natural fiber on tribological and mechanical properties of braking pads [43,44,52,56,57,62,67].
| Friction Composite | T-M/St | COF | Wear Rate (WR) | WR Unit | T-M/St | Hardness | T-M/St | Porosity (P%) | T-M/St | Compressive Strength/Compressibility | Thermal Conductivity (TC) | Ref. |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Banana fiber/ PR | Pin-on-disc- (Figure 1) | - | FWt↑ → WR↑ | g | HBN | FWt↑ → HBN↑ | - | - | - | - | - | [43] |
| Disc brake SAE J661 (Figure 2) | FWt↑ → COF↑ RPM↑ → COF↑ | FWt↑ → WR↑ RPM↑→ WR↑, up to certain point then ↓ | cm3/Nm | HRC. ASTM-E18 | FWt↑ → HRC↑ | - | - | - | - | FWt↑ → TC↑ | [44] | |
| Pin-on-disc- ASTM: G99-05 | FWt↓ → COF↓ | FWt↓→ WR↓ | mg/m | HBN ‘‘B’’ scale | FWt↓→ HBN↑ | - | - | Honsfield Tensometer | FWt↓→ σ↑ | - | [52] | |
| palm kernel fibers/ER | Inertia dynamotor | FWt↑ → COF↓ up to certain point then↑ | FWt↑ → WR↓, up to certain point then↑ | mg/m | Inertia dynamometer | FWt↑ → Hardness↑ | - | FWt↑→ P%↑. | - | - | No trend | [56] |
| Palm kernel fibers/PR | Pin on the disc/ ASTM G-99 | - | FWt↑ → WR↑, up to certain point then↓ | mm3/N.m | HRC ASTM D-785 | FWt↑ → HRC↑ | - | - | - | - | - | [57] |
| FWt↑ → WR↑ | FWt↑ → HRC↑. | - | - | - | - | - | ||||||
| Palm slag/PR | Pin-on-disc | - | Pressure↑ → WR↓ | m3/m | HRC type E. | Pressure↑→HRC↑ | - | - | UTM | Pressure↑ → σ↑ | - | [62] |
| Palm kernel fibers/PR | Chase Test IS2741 | FWt↑ → COF↓ | - | - | HRC K scale. IS 2742 | FWt↓→ HRC↑ | JIS D 4418 | FWt↑→ P%↑. | - | No trend | - | [67] |
↑: increasing, ↓: decreasing, FWt: fiber weight, HRC: Rockwell hardness, HBN: Brinell hardness.
Table 4.
The optimum formulation in each article relative to the researcher point of view and the commercial pad.
Table 4.
The optimum formulation in each article relative to the researcher point of view and the commercial pad.
| Properties | Commercial Pad (Asbestos Base) | Banana Peels Optimum Formulations | Palm Kernels | Palm Slag | |||||
|---|---|---|---|---|---|---|---|---|---|
| 7 Wt.% & 63% Parent Matrix | 12 Wt.% & 82% Parent Matrix | BCp at 30% Phenolic Resin | BUNCp at 25% Phenolic Resin | 10 Wt.% & 40% Resin | 50 Wt.% & 35% Resin | 5 Wt.% & 46% Parent Matrix | 40 Wt.% at 60 Ton | ||
| Density (g/cm3) | 1.89 | 1.88 | 2.28 | 1.2 | 1.26 | - | - | - | |
| Porosity | 18% | - | - | - | - | 22% | - | 5.26% | |
| Wear rate | 3.8 mg/m /0.72 × 10−6 mm3/mm | 0.006 g | 1.38 × 10−5 mm3/Nm | 4.67 mg/m | 4.15 mg/m | 3.98 | 2.4 × 10−4 mm3/Nm | - | 0.89 × 10−6 mm3/mm |
| COF | 0.3–0.4 | 0.325 | - | 0.35 | 0.4 | 0.33 | - | 0.36 | |
| Hardness | 101 (Brinell)/9.83 (h) | 83 (Brinell) | 86 (Rockwell) | 71.6 (Brinell) | 98.8 (Brinell) | 10 (h) | 2.98 (Rockwell) | 97 (Rockwell) | 61 (Rockwell) |
| Compressive strength (MPa) | 110 | 61.2 | 95.6 | - | 57.7 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Ammar, Z.; Ibrahim, H.; Adly, M.; Sarris, I.; Mehanny, S. Influence of Natural Fiber Content on the Frictional Material of Brake Pads—A Review. J. Compos. Sci. 2023, 7, 72. https://doi.org/10.3390/jcs7020072
AMA Style
Ammar Z, Ibrahim H, Adly M, Sarris I, Mehanny S. Influence of Natural Fiber Content on the Frictional Material of Brake Pads—A Review. Journal of Composites Science. 2023; 7(2):72. https://doi.org/10.3390/jcs7020072
Chicago/Turabian StyleAmmar, Zeina, Hamdy Ibrahim, Mahmoud Adly, Ioannis Sarris, and Sherif Mehanny. 2023. "Influence of Natural Fiber Content on the Frictional Material of Brake Pads—A Review" Journal of Composites Science 7, no. 2: 72. https://doi.org/10.3390/jcs7020072