
Impact of Fly Ash on Time-Dependent Properties of Agro-Waste Lightweight Aggregate Concrete

 , , ,
, , ,
Abstract
:
1. Introduction
2. Experimental Program
2.1. Materials
2.2. Testing Method and Mix Proportions
3. Results and Discussion
3.1. Density
3.2. Water Absorption
3.3. Compressive Strength
3.3.1. Compressive Strength under Standard Moist Curing
3.3.2. Compressive Strength under Partially Early Curing
3.4. Drying Shrinkage Development
3.4.1. Drying Shrinkage Development under the Standard Moist Curing
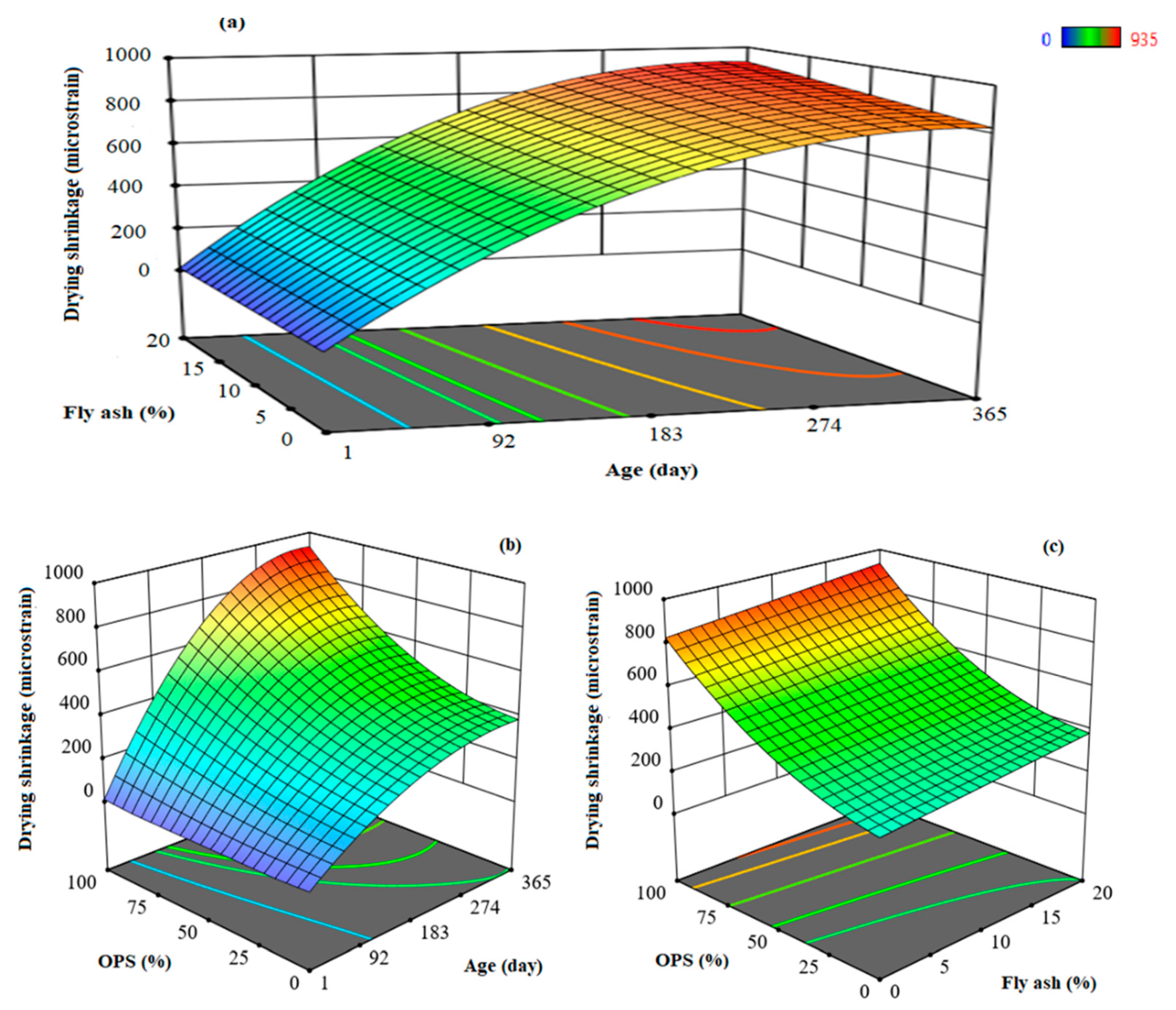
3.4.2. Drying Shrinkage Development under Partially Early Curing
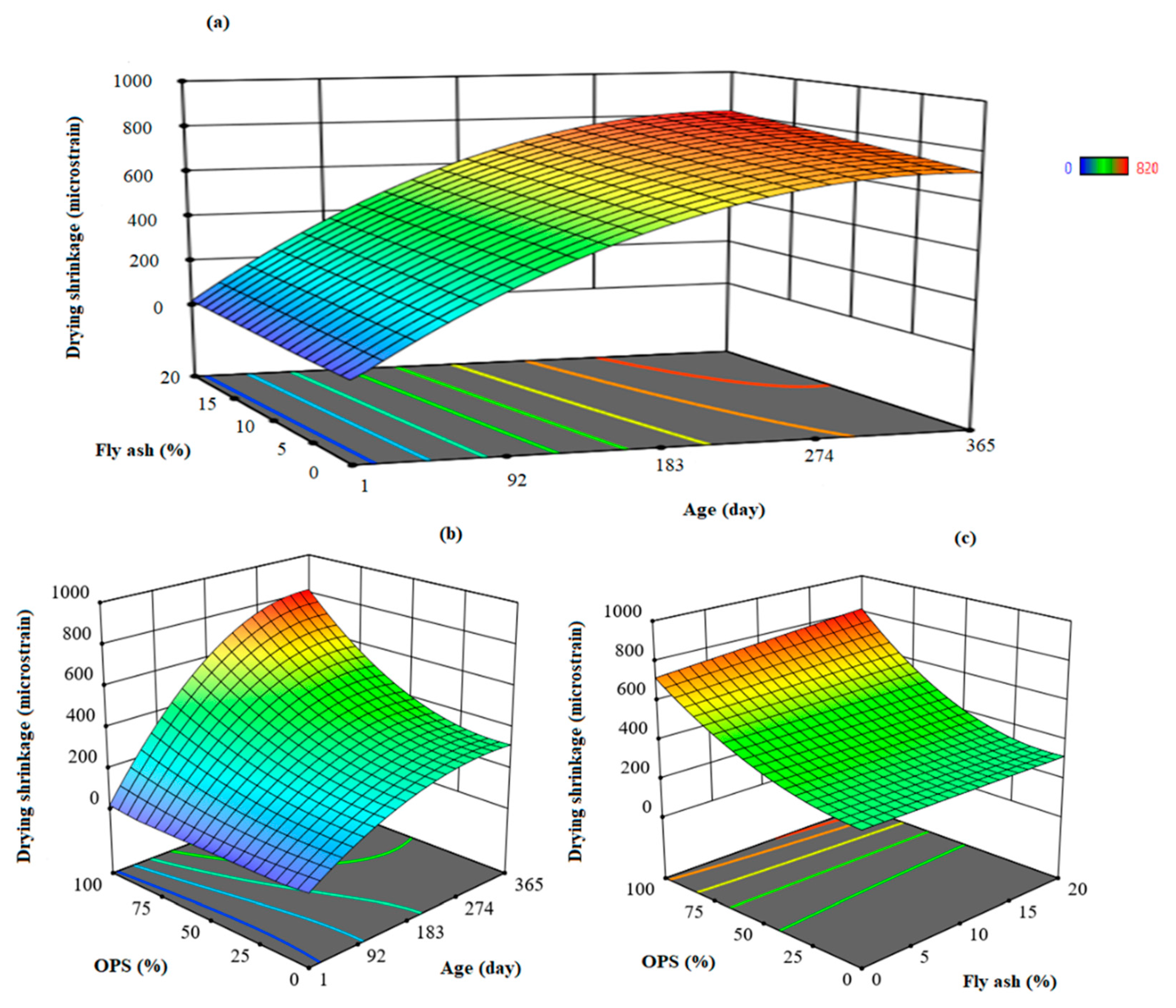
3.4.3. Drying Shrinkage Development under a Non-Curing Condition
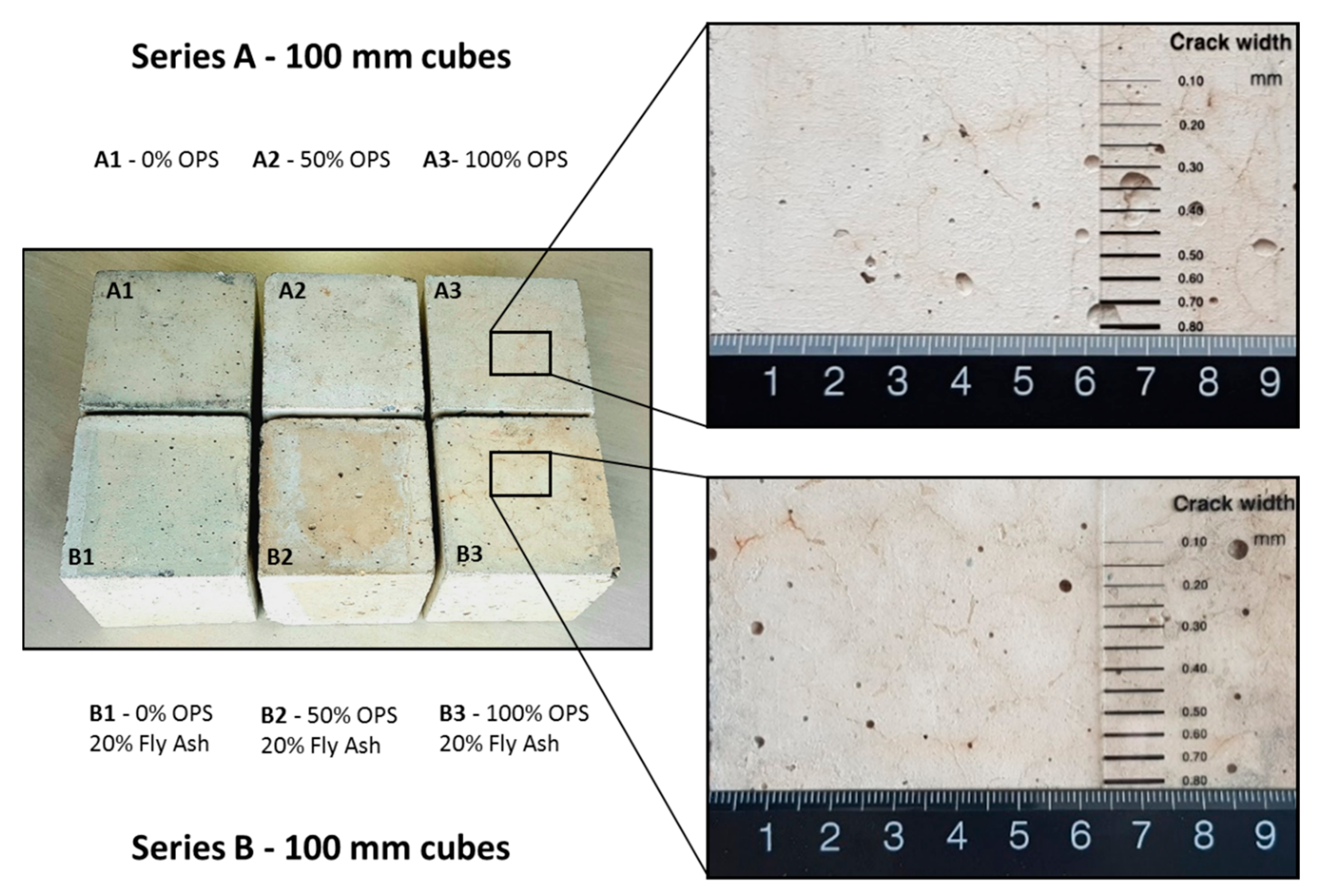
3.5. Drying Shrinkage Crack Development
4. Conclusions
- Using FA (20% binder weight) as well as full substitution of crushed granite by OPS in conventional concrete remarkably decreases the concrete density from 2340 to 1753 kg/m3 and 2400 to 1909 kg/m3 for dry and demolded density, respectively. Therefore, increasing the volume of OPS aggregate from 50% to 100% transformed the normal-weight concrete (A1 mix) into lightweight concrete. In addition, it has been observed that incorporation of 20% FA can slightly reduce the density of concrete by about 3%, 0.2%, and 7.7% for A1, A2, and A3 mixes, respectively.
- Partial and full replacement of normal-weight aggregate with OPS in concrete leads to an increase in the slump value of the fresh concrete, and a decrease in compressive strength at 28 days by almost 30% and 50% under continuous moist curing conditions. Similarly, an incorporation of FA negatively affects the compressive strength value, as the OPS lightweight concrete without FA has a higher 28-day compressive strength than those containing FA under various curing conditions.
- The water absorption value for concretes in series A was lower in comparison with corresponding mixes containing 20% FA in series B. This result confirms that FA incorporation increases the water absorption rate in concrete mixtures. In addition, it was noted that by increasing OPS volume in both series, the initial and final water absorption were remarkably increased.
- FA incorporation in OPS concrete mixtures increases the drying shrinkage rate under various curing conditions at both early- and long-term ages (365 days), and under different curing conditions. Furthermore, the value of drying shrinkage remarkably increased due to the replacement of crushed granite with OPS with an interval of 50%.
- The lowest drying shrinkage strain value was recorded for an A1 mix—with no OPS and FA—at early and long-term ages and under different curing conditions. Conversely, a B3 mix containing 20% FA and 100% OPS showed maximum drying shrinkage strains of 1109, 935, and 820 µε at 365 days under 28 days of continuous moist curing, 7 days of moist curing, and an air curing condition, respectively.
- The surface of the concrete specimens containing 100% OPS (A3 and B3 mixes), showed a considerable amount of hairline cracks with 0.1 mm in width. However, the inclusion of 20% FA in the B3 mix induced a higher rate of drying shrinkage, which resulted in more cracks on the surface of the concrete.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hung, M.F.; Hwang, C.L. Study of fine sediments for making lightweight aggregate. Waste Manag. Res. 2007, 25, 449–456. [Google Scholar] [CrossRef] [PubMed]
- Maghfouri, M. Optimum Oil Palm Shell Content as Coarse Aggregate in Concrete Based on Mechanical and Drying Shrinkage Properties. Master’s Thesis, University of Malaya, Kuala Lumpur, Malaysia, 2019. [Google Scholar]
- Yasar, E.; Atis, C.D.; Kilic, A.; Gulsen, H. Strength properties of lightweight concrete made with basaltic pumice and fly ash. Mater. Lett. 2003, 57, 2267–2270. [Google Scholar] [CrossRef]
- Mindess, S.Y.J.; Darwin, D. Concrete, 2nd ed.; Prentice-Hall: Englewood Cliffs, NJ, USA, 2003. [Google Scholar]
- Kim, H.K.; Jeon, J.; Lee, H.K. Workability, and mechanical, acoustic and thermal properties of lightweight aggregate concrete with a high volume of entrained air. Constr. Build. Mater. 2012, 29, 193–200. [Google Scholar] [CrossRef]
- ASTM Committee. 330-05. Standard specification for lightweight aggregates for structural concrete. In Annual Book of ASTM Standard; ASTM: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Holm, T.A. Lightweight concrete and aggregates. In Significance of Tests and Properties of Concrete and Concrete-Making Materials; ASTM International: West Conshohocken, PA, USA, 1994. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J. Concrete Microstructure, Properties and Materials; McGraw-Hill Education: New York, NY, USA, 2017. [Google Scholar]
- ASTM Committee. 331. Standard specification for Lightweight Aggregates for Concrete Masonry Units. In Annual Book of ASTM Standards; ASTM: West Conshohocken, PA, USA, 2007. [Google Scholar]
- ASTM Committee. 332–399. Standard Specification for Lightweight Aggregates for Insulating Concrete; ASTM: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Shi, Y.; Liu, X. Research on the literature of green building based on the Web of Science: A scientometric analysis in CiteSpace (2002–2018). Sustainability 2019, 11, 3716. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Wang, C.; Sun, X.; Gao, F.; Feng, W.; Zillante, G. Heating energy saving potential from building envelope design and operation optimization in residential buildings: A case study in northern China. J. Clean. Prod. 2018, 174, 413–423. [Google Scholar] [CrossRef]
- Mazraeh, H.M.; Pazhouhanfar, M. Effects of vernacular architecture structure on urban sustainability case study: Qeshm Island, Iran. Front. Archit. Res. 2018, 7, 11–24. [Google Scholar] [CrossRef]
- Asadi, I.; Shafigh, P.; Hashemi, M.; Akhiani, A.R.; Maghfouri, M.; Sajadi, B.; Norhayati, M.; Esfandiari, M.; Rezaei Talebi, H.; Cornelis Metselaar, H.S. Thermophysical properties of sustainable cement mortar containing oil palm boiler clinker (OPBC) as a fine aggregate. Constr. Build. Mater. 2021, 268, 121091. [Google Scholar] [CrossRef]
- Hendriks, C.A.; Worrell, E.; De Jager, D.; Blok, K.; Riemer, P. Emission Reduction of Greenhouse Gases from the Cement Industry. In Proceedings of the Fourth International Conference on Greenhouse Gas Control Technologies, Interlaken, Switzerland, 30 August–2 September 1998; IEA GHG R&D Programme: Cheltenham, UK, 1998. [Google Scholar]
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Klee, H. Briefing: The Cement Sustainability Initiative. In Proceedings of the Institution of Civil Engineers-Engineering Sustainability; Thomas Telford Ltd.: London, UK, 2004. [Google Scholar]
- Aslam, M.; Shafigh, P.; Jumaat, M.Z.; Lachemi, M. Benefits of using blended waste coarse lightweight aggregates in structural lightweight aggregate concrete. J. Clean. Prod. 2016, 119, 108–117. [Google Scholar] [CrossRef]
- Salam, S.A.; Abdullah, A.A. Lightweight Concrete Using Oil Palm Shells as Aggregates; IPMKSM: Kuala Lumpur, Malaysia, 1987. [Google Scholar]
- Abdullah, A.A. Palm oil shell aggregate for lightweight concrete. In Waste Materials Used in Concrete Manufacturing; William Andrew Publishing: New York, NY, USA, 1996; pp. 624–636. [Google Scholar]
- Alengaram, U.J.; Al Muhit, B.A.; Bin Jumaat, M.Z. Utilization of oil palm kernel shell as lightweight aggregate in concrete—A review. Constr. Build. Mater. 2013, 38, 161–172. [Google Scholar] [CrossRef]
- Teo, D.C.L.; Mannan, M.A.; Kuran, V.J. Structural concrete using oil palm shell (OPS) as lightweight aggregate. Turk. J. Eng. Environ. Sci. 2006, 30, 251–257. [Google Scholar]
- Shafigh, P.; Mahmud, H.B.; Jumaat, M.Z.B.; Ahmmad, R.; Bahri, S. Structural lightweight aggregate concrete using two types of waste from the palm oil industry as aggregate. J. Clean. Prod. 2014, 80, 187–196. [Google Scholar] [CrossRef]
- Maghfouri, M.; Shafigh, P.; Ibrahim, Z.B.; Alimohammadi, V. Quality control of lightweight aggregate concrete based on initial and final water absorption tests. IOP Conf. Ser. Mater. Sci. Eng. 2017, 210, 012022. [Google Scholar] [CrossRef] [Green Version]
- Maghfouri, M.; Shafigh, P.; Aslam, M. Optimum Oil Palm Shell Content as Coarse Aggregate in Concrete Based on Mechanical and Durability Properties. Adv. Mater. Sci. Eng. 2018, 2018, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Zia, P.; Ahmad, S.; Leming, M. High-Performance Concretes: A State-of-Art Report (1989–1994); FHWA-RD-97-030; Federal Highway Administration: McLean, VA, USA, 1997. [Google Scholar]
- Clarke, J. Structural Lightweight Aggregate Concrete; Blackie Academic & Professional: Glasgow, UK, an imprint of Chapman & Hall: London, UK; 1993; p. 19. [Google Scholar]
- Maghfouri, M.; Shafigh, P.; Alimohammadi, V. Drying Shrinkage Strain Development of Agro-Waste Oil Palm Shell Lightweight Aggregate Concrete by Using the Experimental Result, ACI and Eurocode Prediction Models. Int. J. Integ. Eng. 2019, 11, 255–263. [Google Scholar]
- Maghfouri, M.; Shafigh, P.; Alimohammadi, V.; Doroudi, Y.; Aslam, M. Appropriate drying shrinkage prediction models for lightweight concrete containing coarse agro-waste aggregate. J. Build. Eng. 2020, 29, 101148. [Google Scholar] [CrossRef]
- Atiş, C.D. High-volume fly ash concrete with high strength and low drying shrinkage. J. Mater. Civ. Eng. 2003, 15, 153–156. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Homwuttiwong, S.; Sirivivatnanon, V. Influence of fly ash fineness on strength, drying shrinkage and sulfate resistance of blended cement mortar. Cem. Concr. Res. 2004, 34, 1087–1092. [Google Scholar] [CrossRef]
- Kumar, B.; Tike, G.; Nanda, P. Evaluation of properties of high-volume fly-ash concrete for pavements. J. Mater. Civ. Eng. 2007, 19, 906–911. [Google Scholar] [CrossRef]
- Erdoğan, T.Y. Admixtures for Concrete; Middle East Technical University Press: Ankara, Turkey, 1997. [Google Scholar]
- Munday, J.G.L.; Ong, L.T.; Wong, L.B.; Dhir, R.K. Load independent movements in opc/pfa concrete. In Proceedings of the International Symposium on the Use of PFA in Concrete, University of Leeds, Leeds, UK, 24 April 1982. [Google Scholar]
- Standard, A. C150: Standard Specification for Portland Cement. In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- ASTM Committee. 09. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM Committee. 494. Standard Specification for Chemical Admixtures for Concrete; ASTM International: West Conshohocken, PA, USA, 1999. [Google Scholar]
- Dixon, D.E.; Prestrera, J.R.; Burg, G.R.; Chairman, S.A.; Abdun-Nur, E.A.; Barton, S.G.; Bell, L.W.; Blas, S.J., Jr.; Carrasquillo, R.L.; Carrasquillo, P.M.; et al. Standard Practice for Selecting Proportions for Normal, Heavyweight, and Mass Concrete (ACI 211.1-91); American Concrete Institute: Farmington Hills, MI, USA, 1991. [Google Scholar]
- Thomas, M. Optimizing the Use of Fly Ash in Concrete; Portland Cement Association: Skokie, IL, USA, 2007; Volume 5420. [Google Scholar]
- ASTM Committee. 143. Standard Test Method for Slump of Hydraulic-Cement Concrete; ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM Committee. C642-13. Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Razak, H.A.; Chai, H.; Wong, H. Near surface characteristics of concrete containing supplementary cementing materials. Cem. Concr. Compos. 2004, 26, 883–889. [Google Scholar] [CrossRef]
- Teo, D.C.L.; Mannan, M.A.; Kurian, V.J.; Ganapathy, C. Lightweight concrete made from oil palm shell (OPS): Structural bond and durability properties. Build. Sci. 2007, 42, 2614–2621. [Google Scholar] [CrossRef]
- ASTM Committee. C157. Standard test method for length change of hardened hydraulic-cement mortar and concrete. In Annual Book of ASTM Standards; ASTM International: West Conshohocken, PA, USA, 2006; Volume 4, pp. 96–101. [Google Scholar]
- Basri, H.; Mannan, M.; Zain, M.F.M. Concrete using waste oil palm shells as aggregate. Cem. Concr. Res. 1999, 29, 619–622. [Google Scholar] [CrossRef]
- Jagadesh, P.; Ramachandramurthy, A.; Murugesan, R. Evaluation of mechanical properties of Sugar Cane Bagasse Ash concrete. Constr. Build. Mater. 2018, 176, 608–617. [Google Scholar] [CrossRef]
- Zawawi, M.N.A.A.; Muthusamy, K.; Majeed, A.P.A.; Musa, R.M.; Budiea, A.M.A. Mechanical properties of oil palm waste lightweight aggregate concrete with fly ash as fine aggregate replacement. J. Build. Eng. 2020, 27, 100924. [Google Scholar] [CrossRef]
- Kurda, R.; de Brito, J.; Silvestre, J.D. Water absorption and electrical resistivity of concrete with recycled concrete aggregates and fly ash. Cem. Concr. Compos. 2019, 95, 169–182. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Fly ash-based geopolymers: The relationship between composition, pore structure and efflorescence. Cem. Concr. Res. 2014, 64, 30–41. [Google Scholar] [CrossRef]
- Ting, T.Z.H.; Rahman, M.E.; Lau, H.H. Sustainable lightweight self-compacting concrete using oil palm shell and fly ash. Constr. Build. Mater. 2020, 264, 120590. [Google Scholar] [CrossRef]
- Gencel, O.; Koksal, F.; Ozel, C.; Brostow, W. Combined effects of fly ash and waste ferrochromium on properties of concrete. Constr. Build. Mater. 2012, 29, 633–640. [Google Scholar] [CrossRef]
- Shafigh, P.; Alengaram, U.J.; Mahmud, H.B.; Jumaat, M.Z. Engineering properties of oil palm shell lightweight concrete containing fly ash. Mater. Des. 2013, 49, 613–621. [Google Scholar] [CrossRef]
- Chinnaswamy, E. Diagnosis and Assessment of Concrete Structures; State-of-the-Art Report; CEB Bull: Lausanne, Switzerland, 1989; pp. 83–85. [Google Scholar]
- Kosmatka, S.H.; Kerkhoff, B.; Panarese, W.C. Design and Control of Concrete Mixtures; Portland Cement Association: Skokie, IL, USA, 2002; Volume 5420. [Google Scholar]
- Noor, N.M.; Xiang-ONG, J.; Noh, H.M.; Hamid, N.A.A.; Kuzaiman, S.; Ali, A. Compressive strength, flexural strength and water absorption of concrete containing palm oil kernel shell. IOP Conf. Ser. Mater. Sci. Eng. 2017, 271, 012073. [Google Scholar] [CrossRef]
- Medeiros, R.A.D.J.; Munhoz, G.D.S.; Medeiros, M.H.F.D. Correlations between water absorption, electrical resistivity and compressive strength of concrete with different contents of pozzolan. Rev. Alconpat 2019, 9, 152–166. [Google Scholar] [CrossRef] [Green Version]
- Mannan, M.A.; Basri, H.B.; Zain, M.F.M.; Islam, M.N. Effect of curing conditions on the properties of OPS-concrete. Build. Sci. 2002, 37, 1167–1171. [Google Scholar] [CrossRef]
- Shafigh, P.; Jumaat, M.Z.; Mahmud, H. Oil palm shell as a lightweight aggregate for production high strength lightweight concrete. Constr. Build. Mater. 2011, 25, 1848–1853. [Google Scholar] [CrossRef]
- Al-Attar, T.S. Effect of coarse aggregate characteristics on drying shrinkage of concrete. J. Eng. Technol. 2008, 26, 146–153. [Google Scholar]
- Shaikuthali, S.A.; Mannan, M.A.; Eethar Thanon, D.; Teo, D.C.L.; Raudhah, A.; Idawati, I. Workability and compressive strength properties of normal weight concrete using high dosage of fly ash as cement replacement. J. Build. Pathol. Rehabil. 2019, 4, 26. [Google Scholar] [CrossRef]
- Muthusamy, K.; Jaafar, M.S.; Azhar, N.W.; Zamri, N.; Samsuddin, N.; Budiea, A.M.A.; Jaafar, M.F.M. Properties of oil palm shell lightweight aggregate concrete containing fly ash as partial cement replacement. IOP Conf. Ser. Mater. Sci. Eng. 2020, 849, 012048. [Google Scholar] [CrossRef]
- ACI Committee. 308, Proposed ACI Standard: Standard Practice for Curing Concrete (ACI 308-80); American Concrete Institute: Farmington Hills, MI, USA, 1980; Volume 2, pp. 45–55. [Google Scholar]
- Newman, J.; Choo, B.S. Advanced Concrete Technology Set; Butterworth-Heinemann: Oxford, UK; Elsevier: Amsterdam, The Netherlands, 2003. [Google Scholar]
- Marsh, B.; Ali, M. Assessment of the effectiveness of curing on the durability of reinforced concrete. Int. Concr. Abstr. Portal 1994, 145, 1161–1176. [Google Scholar]
- Neville, A.M. Properties of Concrete; Longman: London, UK, 1995; Volume 4. [Google Scholar]
- Atiş, C.D.; Özcan, F.; Kılıç, A.; Karahan, O.K.A.N.; Bilim, C.; Severcan, M.H. Influence of dry and wet curing conditions on compressive strength of silica fume concrete. Build. Environ. 2005, 40, 1678–1683. [Google Scholar] [CrossRef]
- Tasdemir, C. Combined effects of mineral admixtures and curing conditions on the sorptivity coefficient of concrete. Cem. Concr. Res. 2003, 33, 1637–1642. [Google Scholar] [CrossRef]
- Lagier, F.; Jourdain, X.; De Sa, C.; Benboudjema, F.; Colliat, J.B. Numerical strategies for prediction of drying cracks in heterogeneous materials: Comparison upon experimental results. Eng. Struct. 2011, 33, 920–931. [Google Scholar] [CrossRef]
- Hammoudi, A.; Moussaceb, K.; Belebchouche, C.; Dahmoune, F. Comparison of artificial neural network (ANN) and response surface methodology (RSM) prediction in compressive strength of recycled concrete aggregates. Constr. Build. Mater. 2019, 209, 425–436. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Khed, V.C.; Nuruddin, M.F. Rubbercrete mixture optimization using response surface methodology. J. Clean. Prod. 2018, 171, 1605–1621. [Google Scholar] [CrossRef]
- Shafigh, P.; Nomeli, M.A.; Alengaram, U.J.; Mahmud, H.B.; Jumaat, M.Z. Engineering properties of lightweight aggregate concrete containing limestone powder and high volume fly ash. J. Clean. Prod. 2016, 135, 148–157. [Google Scholar] [CrossRef]
- Concrete Basics: A Guide to Concrete Practice, 6th ed.; Cement Concrete and Aggregates Australia (CCAA): Melbourne, Australia, 2004.
- Neville, A.M. Hardened Concrete: Physical and Mechanical Aspects; American Concrete Institute (ACI): Farmington Hills, MI, USA, 1970. [Google Scholar]
- Aslam, M.; Shafigh, P.; Jumaat, M.Z. Drying shrinkage behaviour of structural lightweight aggregate concrete containing blended oil palm bio-products. J. Clean. Prod. 2016, 127, 183–194. [Google Scholar] [CrossRef]
- Boucherit, D.; Kenai, S.; Kadri, E.; Khatib, J.M. A simplified model for the prediction of long-term concrete drying shrinkage. KSCE J. Civ. Eng. 2014, 18, 2196–2208. [Google Scholar] [CrossRef]
- Lamond, J.F.; Pielert, J.H. Significance of Tests and Properties of Concrete and Concrete-Making Materials; ASTM: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Bažant, Z.P.; Kim, J.K.; Panula, L. Improved prediction model for time-dependent deformations of concrete: Part 1-Shrinkage. Mater. Struct. 1991, 24, 327–345. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Concrete | Standard (ASTM) | Aggregate | Concrete | |||
|---|---|---|---|---|---|---|
| Size | Density (kg/m3) | Type | Density (kg/m3) | Compressive Strength (MPa) | ||
| Structural concrete | C330 [6] |
| >1120 >880 >1040 |
| 1360–1920 | 17–28 [8] |
| Concrete Masonry units, Fill concrete | C331 [9] |
| >1120 >880 >1040 |
| 800–1360 | 7–14 |
| Insulating concrete | C332 [10] | Group I Aggregates prepared by expanding product | >196 >160 |
| 300–800 | 0.7–2.0 |
| Group II Aggregates prepared by expanding, calcining or sintering products
| >1120 >880 >1040 |
| ||||
| Compound | Composition (%) | |
|---|---|---|
| Cement | FA | |
| SiO2 | 19.80 | 64.60 |
| CaO | 63.40 | 3.67 |
| Fe2O3 | 3.10 | 4.00 |
| MgO | 2.50 | 0.66 |
| Al2O3 | 5.10 | 21.7 |
| SO3 | 2.40 | 0.30 |
| K2O | 1.00 | 1.20 |
| Na2O | 0.19 | 0.32 |
| Loss on ignition (LOI) | 1.80 | 5.10 |
| Properties | Aggregate | Mining Sand | |
|---|---|---|---|
| OPS | Granite | ||
| Specific gravity | 1.20 | 2.66 | 2.68 |
| Compacted bulk density (kg/m3) | 610 | 1480 | 1657 |
| 24-h water absorption (%) | 20.5 | 0.92 | 1.2 |
| Crushing value (%) | 0.2 | 18.0 | - |
| Impact value (%) | 5.5 | 15.1 | - |
| Abrasion value (%) | 5.7 | 22.3 | - |
| Series | Mix Code | Binder (kg) | Water (liter) | SP (kg) | Sand (kg) | Aggregate (kg) | Slump (mm) | ||
|---|---|---|---|---|---|---|---|---|---|
| OPC | FA | Granite | OPS | ||||||
| A | A1 | 480 | 0 | 163 | 4.8 | 819 | 898 | 0 | 205 |
| A2 | 449 | 202 | 77 | ||||||
| A3 | 0 | 406 | 40 | ||||||
| B | B1 | 384 | 96 | 163 | 4.8 | 819 | 898 | 0 | 235 |
| B2 | 449 | 202 | 105 | ||||||
| B3 | 0 | 406 | 80 | ||||||
| Mix Code | Compressive Strength (MPa) | ||||||
|---|---|---|---|---|---|---|---|
| Early-Age | Standard Age | Long-Term Age | |||||
| 1 Day | 3 Days | 7 Days | 28 Days | 56 Days | 90 Days | 120 Days | |
| A1 | 43.0 (58%) * | 55.6 (75%) | 63.2 (85%) | 74.4 | 74.1 (99%) | 76.3 (103%) | 79.0 (106%) |
| A2 | 33.8 (65%) | 42.1 (81%) | 46.2 (89%) | 52.2 | 52.0 (99%) | 53.2 (102%) | 53.4 (103%) |
| A3 | 22.3 (55%) | 33.4 (82%) | 36.3 (90%) | 40.5 | 39.5 (98%) | 40.5 (100%) | 37.8 (93%) |
| B1 | 28.7 (46%) | 42.9 (69%) | 45.7 (73%) | 62.2 | 62.3 (100%) | 72.5 (102%) | 75.5 (121%) |
| B2 | 22.1 (48%) | 34.7 (75%) | 40.6 (88%) | 46.3 | 46.2 (99%) | 48.0 (104%) | 49.8 (108%) |
| B3 | 13.9 (42%) | 23.2 (70%) | 27.9 (84%) | 33.1 | 33.7 (102%) | 33.9 (102%) | 32.4 (98%) |
| Series | Mix Code | WC | 7D | AC |
|---|---|---|---|---|
| A | A1 | 74.40 | 69.30 | 66.30 |
| A2 | 52.20 | 51.56 | 46.06 | |
| A3 | 40.50 | 37.60 | 34.70 | |
| B | B1 | 62.20 | 61.55 | 55.72 |
| B2 | 46.30 | 45.95 | 41.91 | |
| B3 | 33.00 | 32.40 | 28.30 |
| Mix Code | Drying Shrinkage (µε) | |||||
|---|---|---|---|---|---|---|
| Early-Ages | Long-Term Age | |||||
| 3 Days | 7 Days | 14 Days | 28 Days | 180 Days | 365 Days | |
| A1 | 15 | 35 | 71 | 131 | 274 | 443 |
| A2 | 73 | 111 | 151 | 237 | 451 | 473 |
| A3 | 110 | 240 | 314 | 515 | 834 | 879 |
| B1 | 30 | 71 | 131 | 215 | 346 | 446 |
| B2 | 74 | 129 | 212 | 329 | 484 | 524 |
| B3 | 115 | 252 | 329 | 591 | 1044 | 1109 |
| Mix Code | Drying Shrinkage (µε) | |||||
|---|---|---|---|---|---|---|
| Early-Ages | Long-Term Ages | |||||
| 3 Days | 7 Days | 14 Days | 28 Days | 180 Days | 365 Days | |
| A1 | 60 | 89 | 102 | 135 | 353 | 288 |
| A2 | 96 | 111 | 156 | 216 | 465 | 471 |
| A3 | 141 | 301 | 335 | 456 | 793 | 826 |
| B1 | 56 | 96 | 128 | 231 | 373 | 386 |
| B2 | 97 | 128 | 186 | 324 | 537 | 544 |
| B3 | 157 | 259 | 375 | 555 | 912 | 935 |
| Mix Code | Drying Shrinkage (µε) | |||||
|---|---|---|---|---|---|---|
| Early-Ages | Long-Term Ages | |||||
| 3 Days | 7 Days | 14 Days | 28 Days | 180 Days | 365 Days | |
| A1 | 100 | 121 | 144 | 183 | 321 | 319 |
| A2 | 99 | 134 | 176 | 228 | 445 | 456 |
| A3 | 203 | 232 | 264 | 382 | 668 | 712 |
| B1 | 76 | 113 | 153 | 187 | 322 | 324 |
| B2 | 111 | 148 | 182 | 231 | 412 | 419 |
| B3 | 172 | 214 | 297 | 406 | 764 | 820 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Maghfouri, M.; Alimohammadi, V.; Azarsa, P.; Asadi, I.; Doroudi, Y.; Balakrishnan, B. Impact of Fly Ash on Time-Dependent Properties of Agro-Waste Lightweight Aggregate Concrete. J. Compos. Sci. 2021, 5, 156. https://doi.org/10.3390/jcs5060156
Maghfouri M, Alimohammadi V, Azarsa P, Asadi I, Doroudi Y, Balakrishnan B. Impact of Fly Ash on Time-Dependent Properties of Agro-Waste Lightweight Aggregate Concrete. Journal of Composites Science. 2021; 5(6):156. https://doi.org/10.3390/jcs5060156
Chicago/Turabian StyleMaghfouri, Mehdi, Vahid Alimohammadi, Pejman Azarsa, Iman Asadi, Yashar Doroudi, and Balamohan Balakrishnan. 2021. "Impact of Fly Ash on Time-Dependent Properties of Agro-Waste Lightweight Aggregate Concrete" Journal of Composites Science 5, no. 6: 156. https://doi.org/10.3390/jcs5060156