Extrusion-Cooking Modifies Physicochemical and Nutrition-Related Properties of Wheat Bran

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
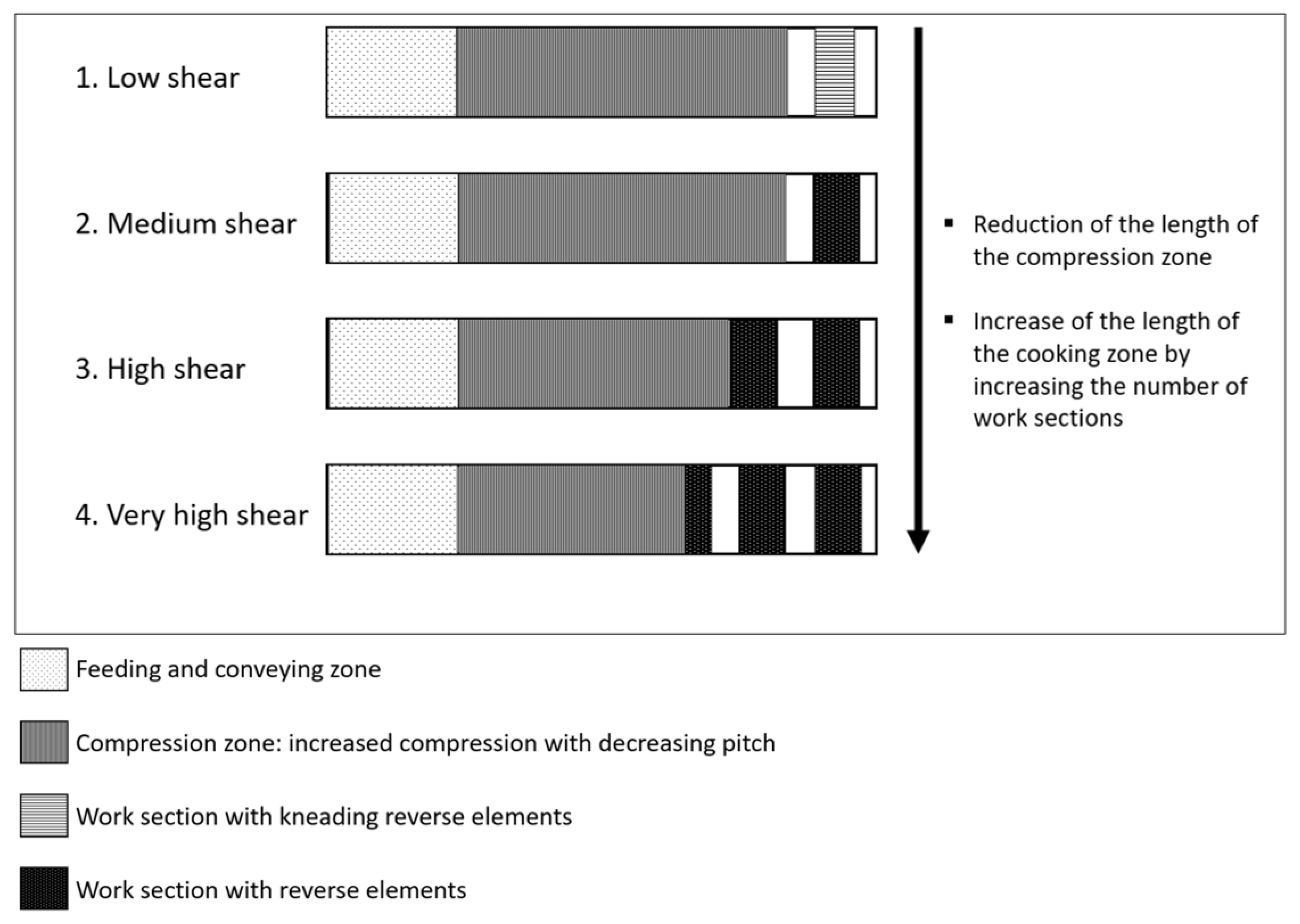
2.2. Extrusion-Cooking
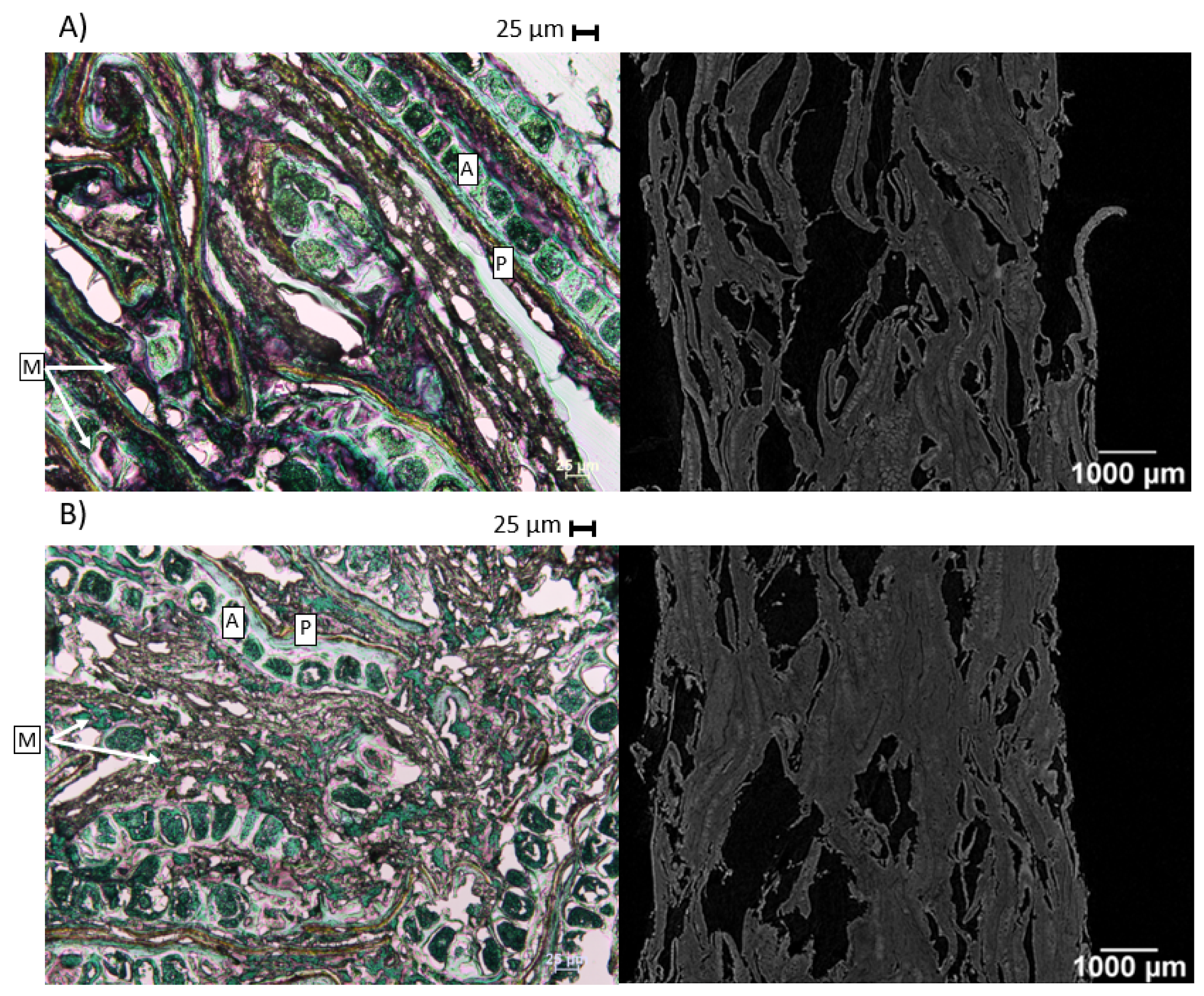
2.3. Structure Visualisation
2.4. Determination of the Strong Water-Binding Capacity and Extract Viscosity
2.5. Chemical Composition of Extruded Wheat Bran
2.6. Chemical Composition of Wheat Bran Extract
2.7. Analysis of In Vitro Fermentation Characteristics
2.8. Statistical Analysis
3. Results and Discussion
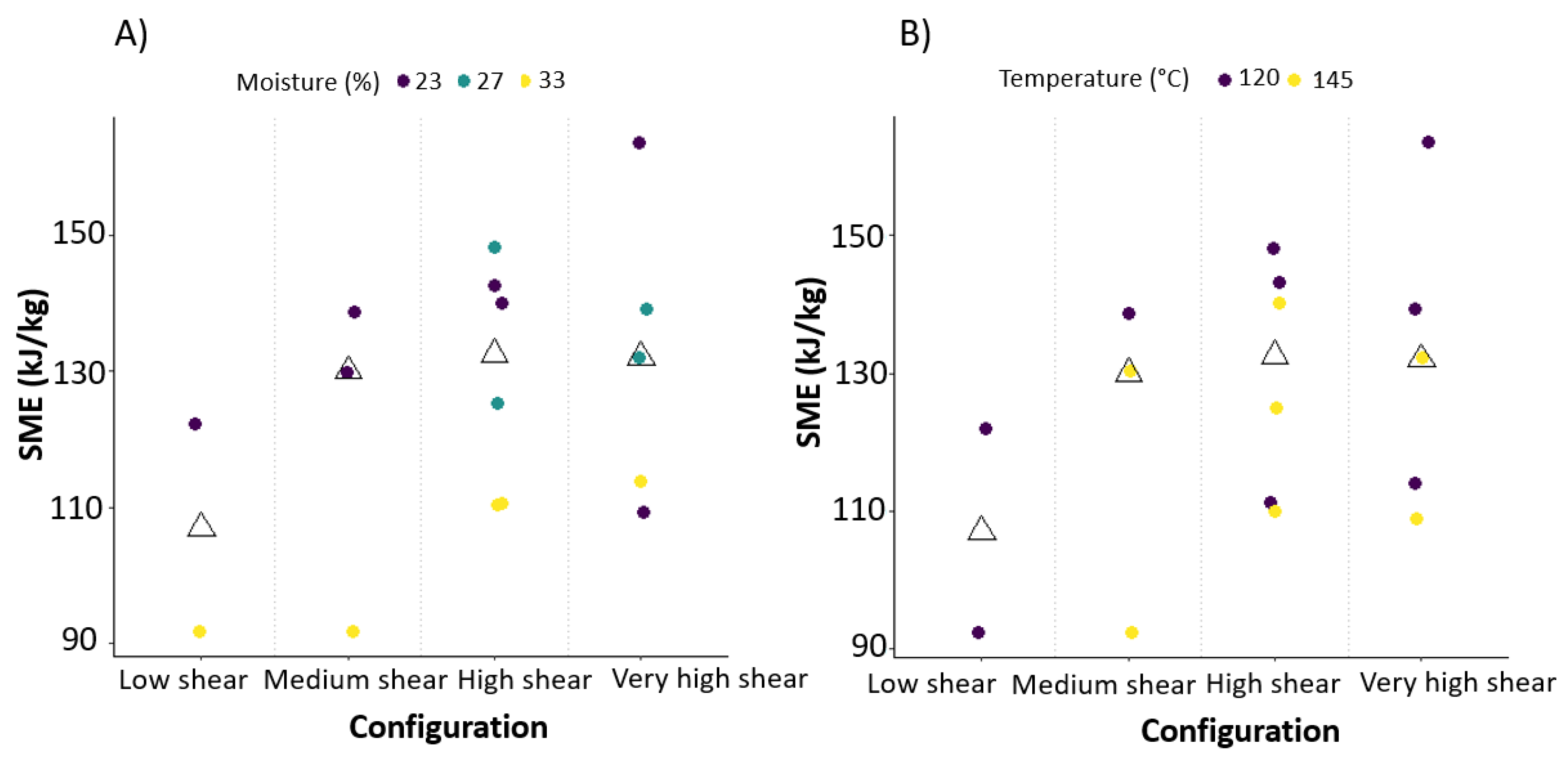
3.1. Modelling of the Effect of Screw Configuration, Moisture Content and Last-Barrel Set Temperature on Process Parameters
3.2. Effect of Extrusion-Cooking on the Structure of Wheat Bran
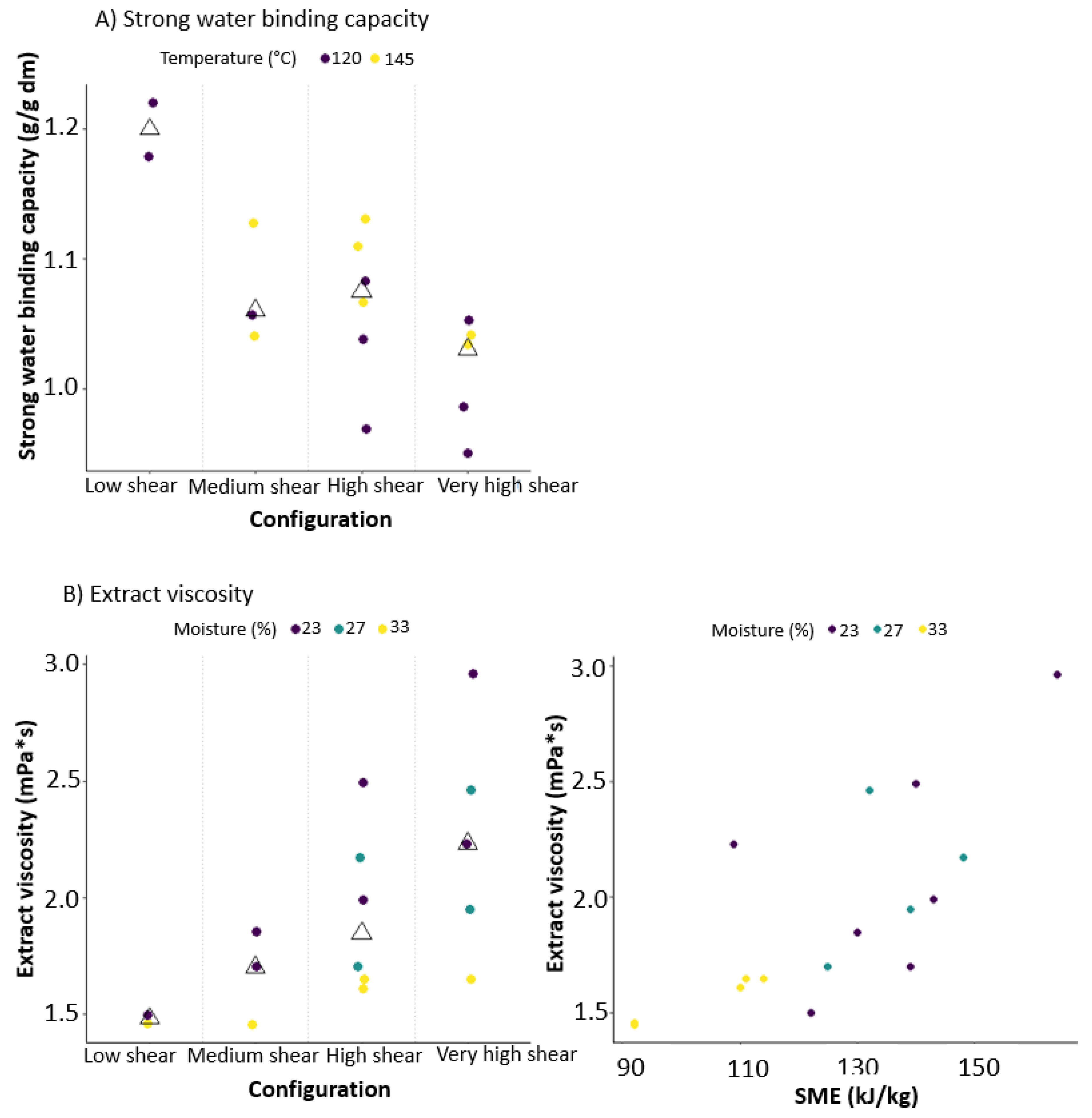
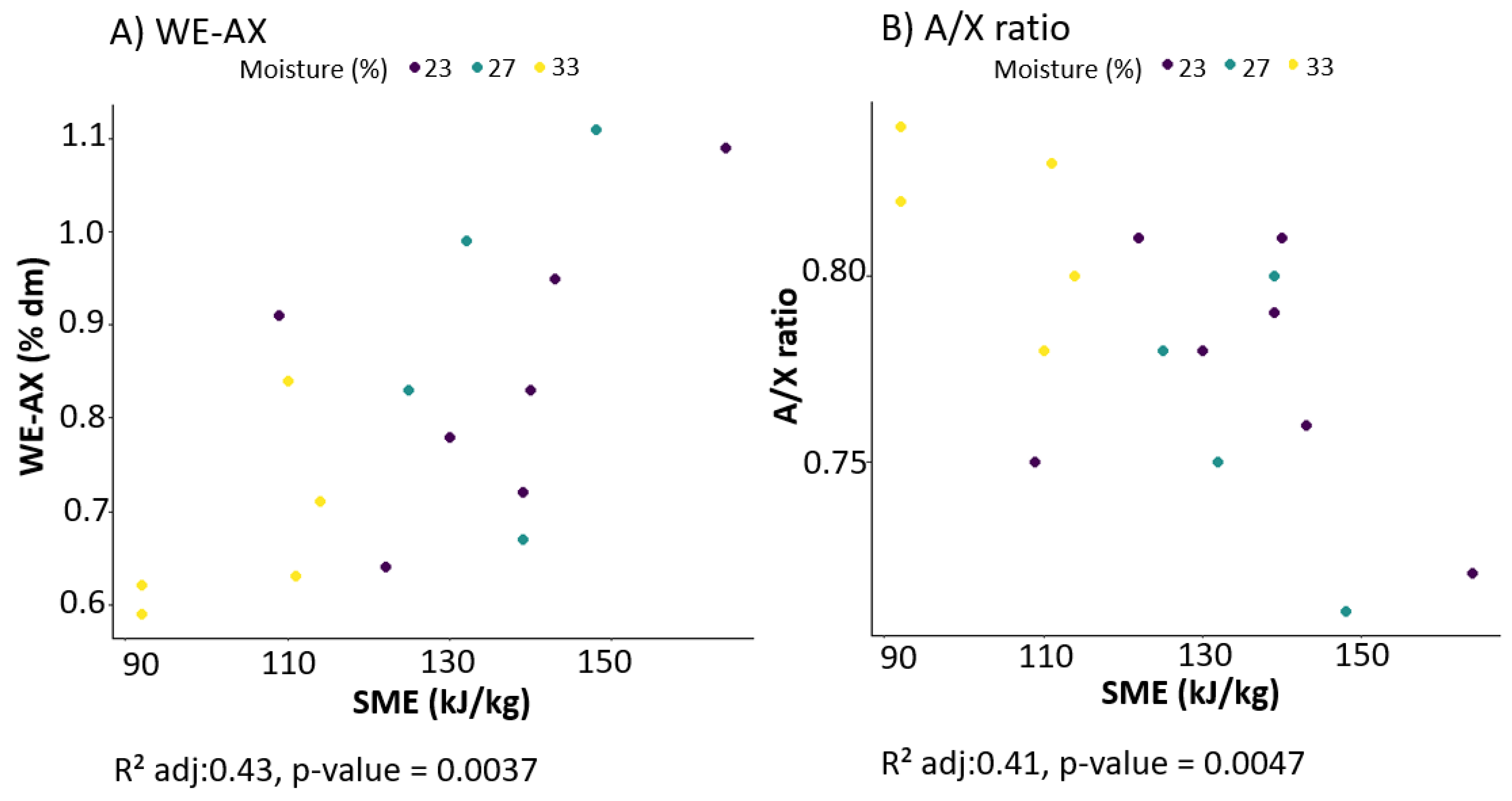
3.3. Modelling of the Effect of Screw Configuration, Total Moisture Content and Barrel Temperature on Bran–Water Interaction and Extract Viscosity
3.4. Modelling of the Effect of Extrusion-Cooking on a Selection of Chemical Characteristics of Wheat Bran
3.5. In-Depth Analysis of the Effect of Extrusion-Cooking on the Chemical Composition of Wheat Bran
3.5.1. Dietary Fibre Components
3.5.2. Starch Characteristics
3.5.3. Extractable Protein Content
3.5.4. Phytate and Free Ferulic Acid
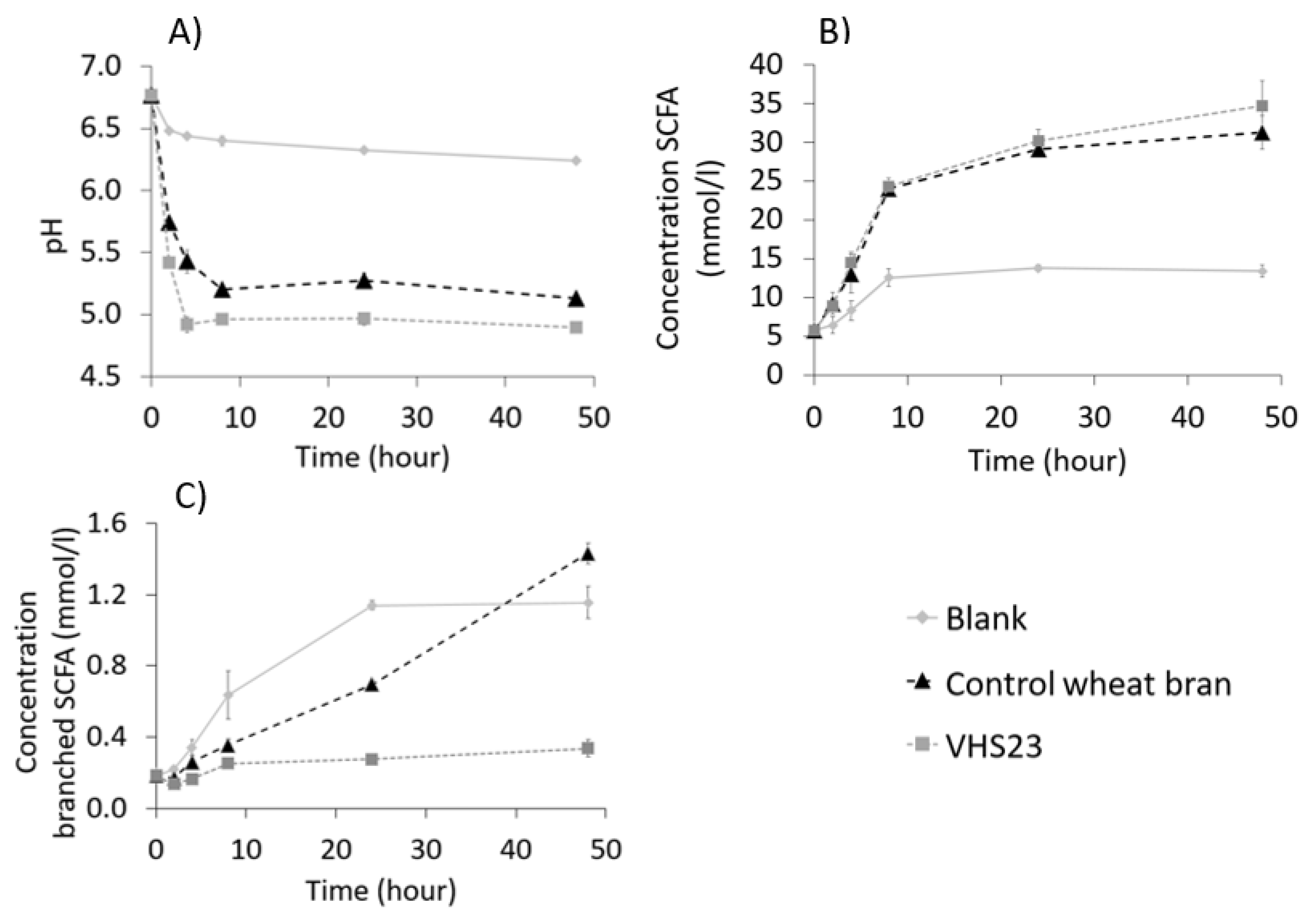
3.6. Effect of Extruded Wheat Bran Properties on In Vitro Fermentation Characteristics
3.7. Overview of the Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| A/X ratio | arabinose to xylose ratio |
| dm | dry matter |
| DP | degree of polymerisation |
| HS | high shear |
| LS | low shear |
| MS | medium shear |
| rpm | rotations per minute |
| SCFA | short-chain fatty acids |
| SME | specific mechanical energy |
| SWBC | strong water-binding capacity |
| VHS | very high shear |
| WE | water-extractable |
| WE-AX | water-extractable arabinoxylan |
| WU-AX | water-unextractable arabinoxylan |
References
- Stephen, A.M.; Champ, M.M.; Cloran, S.J.; Fleith, M.; Van Lieshout, L.; Mejborn, H.; Burley, V.J. Dietary fibre in Europe: Current state of knowledge on definitions, sources, recommendations, intakes and relationships to health. Nutr. Res. Rev. 2017, 30, 149–190. [Google Scholar] [CrossRef]
- Stevenson, L.; Phillips, F.; O’sullivan, K.; Walton, J. Wheat bran: Its composition and benefits to health, a European perspective. Int. J. Food Sci. Nutr. 2012, 63, 1001–1013. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- EFSA. Scientific opinion on dietary reference values for carbohydrates and dietary fibre—EFSA panel on dietetic products, nutrition, and allergies (NDA). EFSA J. 2010, 8, 77. [Google Scholar]
- Heaton, K.W. The Large Intestine in Nutrition and Disease. J. R. Soc. Med. 1997, 90, 410. [Google Scholar] [CrossRef]
- Verspreet, J.; Pollet, A.; Cuyvers, S.; Vergauwen, R.; Van den Ende, W.; Delcour, J.A.; Courtin, C.M. A simple and accurate method for determining wheat grain fructan content and average degree of polymerization. J. Agric. Food Chem. 2012, 60, 2102–2107. [Google Scholar] [CrossRef] [PubMed]
- Cook, S.I.; Sellin, J.H. Short chain fatty acids in health and disease. Aliment. Pharmacol. Ther. 1998, 12, 499–507. [Google Scholar] [CrossRef]
- Dalile, B.; Van Oudenhove, L.; Vervliet, B.; Verbeke, K. The role of short-chain fatty acids in microbiota–gut–brain communication. Nat. Rev. Gastroenterol. Hepatol. 2019, 16, 461–478. [Google Scholar] [CrossRef]
- Tan, J.; McKenzie, C.; Potamitis, M.; Thorburn, A.N.; Mackay, C.R.; Macia, L. The role of short-chain fatty acids in health and disease. Adv. Immunol. 2014, 121, 91–119. [Google Scholar]
- Delcour, J.A.; Poutanen, K. Fibre-Rich and Wholegrain Foods: Improving Quality; Woodhead Publishing Limited: Cambridge, UK, 2013; Volume 237. [Google Scholar]
- Mikkelsen, D.; Flanagan, B.M.; Wilson, S.M.; Bacic, A.; Gidley, M.J. Interactions of arabinoxylan and (1, 3)(1, 4)-β-glucan with cellulose networks. Biomacromolecules 2015, 16, 1232–1239. [Google Scholar] [CrossRef]
- Brouns, F.; Hemery, Y.; Price, R.; Anson, N.M. Wheat aleurone: Separation, composition, health aspects, and potential food use. Crit. Rev. Food. Sci. Nutr. 2012, 52, 553–568. [Google Scholar] [CrossRef] [Green Version]
- Schlemmer, U.; Frølich, W.; Prieto, R.M.; Grases, F. Phytate in foods and significance for humans: Food sources, intake, processing, bioavailability, protective role and analysis. Mol. Nutr. Food Res. 2009, 53, 330–375. [Google Scholar] [CrossRef] [PubMed]
- Yu, L.L.; Zhou, K.; Parry, J.W. Inhibitory effects of wheat bran extracts on human LDL oxidation and free radicals. LWT 2005, 38, 463–470. [Google Scholar]
- Mateo Anson, N.; van den Berg, R.; Havenaar, R.; Bast, A.; Haenen, G.R.M.M. Ferulic acid from aleurone determines the antioxidant potency of wheat grain (Triticum aestivum L.). J. Agric. Food Chem. 2008, 56, 5589–5594. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Egashira, Y.; Sanada, H. Ferulic acid is quickly absorbed from rat stomach as the free form and then conjugated mainly in liver. J. Nutr. 2004, 134, 3083–3088. [Google Scholar] [CrossRef]
- Cheftel, J.C. Nutritional effects of extrusion-cooking. Food. Chem. 1986, 20, 263–283. [Google Scholar] [CrossRef]
- Maskan, M.; Altan, A. Advances in Food Extrusion Technology; CRC Press: Dublin, Ireland, 2016. [Google Scholar]
- Camire, M.E.; Camire, A.; Krumhar, K. Chemical and nutritional changes in foods during extrusion. Crit. Rev. Food. Sci. Nutr. 1990, 29, 35–57. [Google Scholar] [CrossRef]
- Singh, S.; Gamlath, S.; Wakeling, L. Nutritional aspects of food extrusion: A review. Int. J. Food Sci. Technol. 2007, 42, 916–929. [Google Scholar] [CrossRef]
- Ralet, M.C.; Thibault, J.F.; Della Valle, G. Influence of extrusion-cooking on the physico-chemical properties of wheat bran. J. Cereal Sci. 1990, 11, 249–259. [Google Scholar] [CrossRef]
- Yan, X.; Ye, R.; Chen, Y. Blasting extrusion processing: The increase of soluble dietary fiber content and extraction of soluble-fiber polysaccharides from wheat bran. Food Chem. 2015, 180, 106–115. [Google Scholar] [CrossRef]
- Andersson, A.M.; Andersson, R.; Jonsäll, A.; Andersson, J.; Fredriksson, H. Effect of different extrusion parameters on dietary fiber in wheat bran and rye bran. J. Food Sci. 2017, 82, 1344–1350. [Google Scholar] [CrossRef]
- Wang, W.M.; Klopfenstein, C.F. Effect of twin-screw extrusion on the nutritional quality of wheat, barley, and oats. Cereal Chem. 1993, 70, 712. [Google Scholar]
- Roye, C.; Bulckaen, K.; De Bondt, Y.; Liberloo, I.; Van De Walle, D.; Dewettinck, K.; Courtin, C.M. Side-by-side comparison of composition and structural properties of wheat, rye, oat and maize bran and their impact on in vitro fermentability. Cereal Chem. 2019, 97, 20–33. [Google Scholar] [CrossRef] [Green Version]
- Godavarti, S.; Karwe, M.V. Determination of specific mechanical energy distribution on a twin-screw extruder. J. Agric. Eng. Res. 1997, 67, 277–287. [Google Scholar] [CrossRef]
- Chanvrier, H.; Pillin, C.N.; Vandeputte, G.; Haiduc, A.; Leloup, V.; Gumy, J. Impact of extrusion parameters on the properties of rice products: A physicochemical and X-ray tomography study. Food Struct. 2015, 6, 29–40. [Google Scholar] [CrossRef]
- Jacobs, P.J.; Bogaerts, S.; Hemdane, S.; Delcour, J.A.; Courtin, C.M. Impact of wheat bran hydration properties as affected by toasting and degree of milling on optimal dough development in bread making. J. Agric. Food Chem. 2016, 64, 3636–3644. [Google Scholar] [CrossRef]
- AACC. Approved Methods of Analysis, 11th ed.; Method 76-30.02 Determination of Damaged Starch; AACC International: St. Paul, MN, USA, 1999. [Google Scholar]
- Li, L.; Shewry, P.R.; Ward, J.L. Phenolic acids in wheat varieties in the HEALTHGRAIN diversity screen. J. Agric. Food Chem. 2008, 56, 9732–9739. [Google Scholar] [CrossRef]
- Englyst, H.N.; Cummings, J.H. Simplified method for the measurement of total non-starch polysaccharides by gas-liquid chromatography of constituent sugars as alditol acetates. Analyst 1984, 109, 937–942. [Google Scholar] [CrossRef]
- Gebruers, K.; Courtin, C.M.; Delcour, J.A. Quantification of arabinoxylans and their degree of branching using gas chromatography. In Analysis of Bioactive Components in Small Grain Cereals; AACC International: St. Paul, MN, USA, 2009; pp. 177–190. [Google Scholar]
- Courtin, C.M.; Van den Broeck, H.; Delcour, J. Determination of reducing end sugar residues in oligo-and polysaccharides by gas–liquid chromatography. J. Chromatogr. A 2000, 866, 97–104. [Google Scholar] [CrossRef]
- Karppinen, S.; Myllymäki, O.; Forssell, P.; Poutanen, K. Fructan content of rye and rye products. Cereal Chem. 2003, 80, 168–171. [Google Scholar] [CrossRef]
- Sing, N.; Smith, A.C.; Frame, N.D. Effect of process variables and monoglycerides on extrusion of maize grits using two sizes of extruder. J. Food Eng. 1998, 35, 91–109. [Google Scholar] [CrossRef]
- Akdogan, H. Pressure, torque, and energy responses of a twin screw extruder at high moisture contents. Food Res. Int. 1996, 29, 423–429. [Google Scholar] [CrossRef]
- Robin, F.; Dubois, C.; Pineau, N.; Schuchmann, H.P.; Palzer, S. Expansion mechanism of extruded foams supplemented with wheat bran. J. Food Eng. 2011, 107, 80–89. [Google Scholar] [CrossRef]
- Fulger, C.V.; Bradbury, A.G. Modification of Bran by Extrusion. U.S. Patent No. 4,500,558, 19 February 1985. [Google Scholar]
- Hernandez-Diaz, J.R.; Quintero-Ramos, A.; Barnard, J.; Balandran-Quintana, R.R. Functional properties of extrudates prepared with blends of wheat flour/pinto bean meal with added wheat bran. Food Sci. Technol. Int. 2007, 13, 301–308. [Google Scholar] [CrossRef]
- Gutkoski, L.C.; El-Dash, A.A. Effect of extrusion process variables on physical and chemical properties of extruded oat products. Plant Foods Hum. Nutr. 1999, 54, 315–325. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, Y.; Dreisoerner, J.; Wei, Y. The effects of screw configuration on the screw fill degree and special mechanical energy in twin-screw extruder for high-moisture texturised defatted soybean meal. J. Food Eng. 2015, 157, 77–83. [Google Scholar] [CrossRef]
- Ralet, M.C.; Della Valle, G.; Thibault, J.F. Raw and extruded fibre from pea hulls. Part I: Composition and physico-chemical properties. Carbohydr. Polym. 1993, 20, 17–23. [Google Scholar] [CrossRef]
- Izydorczyk, M.S.; Billiaderis, C.G. Cereal arabinoxylans: Advances in structure and physicochemical properties. Carbohydr. Polym. 1995, 28, 33–48. [Google Scholar] [CrossRef]
- Antoine, C.; Peyron, S.; Mabille, F.; Lapierre, C.; Bouchet, B.; Abecassis, J.; Rouau, X. Individual contribution of grain outer layers and their cell wall structure to the mechanical properties of wheat bran. J. Agric. Food Chem. 2003, 51, 2026–2033. [Google Scholar] [CrossRef]
- Courtin, C.M.; Delcour, J.A. Arabinoxylans and endoxylanases in wheat flour bread-making. J. Cereal Sci. 2002, 35, 225–243. [Google Scholar] [CrossRef]
- Harland, W.G. Relation between intrinsic viscosity and degree of polymerization. Nature 1952, 170, 667. [Google Scholar] [CrossRef]
- Izydorczyk, M.S.; Biliaderis, C.G. Studies on the structure of wheat-endosperm arabinoxylans. Carbohydr. Polym. 1993, 24, 61–71. [Google Scholar] [CrossRef]
- Gibson, P.R.; Shepherd, S.J. Evidence-based dietary management of functional gastrointestinal symptoms: The FODMAP approach. J. Gastroenterol. Hepatol. 2010, 25, 252–258. [Google Scholar] [CrossRef] [PubMed]
- Verspreet, J.; Dornez, E.; Van den Ende, W.; Delcour, J.A.; Courtin, C.M. Cereal grain fructans: Structure, variability and potential health effects. Trends Food Sci. Technol. 2015, 43, 32–42. [Google Scholar] [CrossRef]
- Izydorczyk, M.S.; Macri, L.J.; MacGregor, A.W. Structure and physicochemical properties of barley non-starch polysaccharides—II. Alkaliextractable β-glucans and arabinoxylans. Carbohydr. Polym. 1998, 35, 259–269. [Google Scholar] [CrossRef]
- Zhang, J.; Luo, K.; Zhang, G. Impact of native form oat β-glucan on starch digestion and postprandial glycemia. J. Cereal Sci. 2017, 73, 84–90. [Google Scholar] [CrossRef]
- Barron, C.; Buleon, A.; Colonna, P.; Della Valle, G. Structural modifications of low hydrated pea starch subjected to high thermomechanical processing. Carbohydr. Polym. 2000, 43, 171–181. [Google Scholar] [CrossRef]
- Liu, W.; Halley, P.J.; Gilbert, R.G. Mechanism of degradation of starch, a highly branched polymer, during extrusion. Macromolecules 2010, 43, 2855–2864. [Google Scholar] [CrossRef]
- Rombouts, I.; Lagrain, B.; Delcour, J.A. Heat-induced cross-linking and degradation of wheat gluten, serum albumin, and mixtures thereof. J. Agric. Food Chem. 2012, 60, 10133–10140. [Google Scholar] [CrossRef]
- Fischer, T. Effect of extrusion cooking on protein modification in wheat flour. Eur. Food Res. Technol. 2004, 218, 128–132. [Google Scholar] [CrossRef]
- Day, L.; Swanson, B.G. Functionality of protein-fortified extrudates. Compr. Rev. Food Sci. Food Saf. 2013, 12, 546–564. [Google Scholar] [CrossRef]
- Onwulata, C.I.; Phillips, J.G.; Tunick, M.H.; Qi, P.X.; Cooke, P.H. Texturized dairy proteins. J. Food Sci. 2010, 75, E100–E109. [Google Scholar] [CrossRef] [PubMed]
- Fredlund, K.; Asp, N.G.; Larsson, M.; Marklinder, I.; Sandberg, A.S. Phytate reduction in whole grains of wheat, rye, barley and oats after hydrothermal treatment. J. Cereal Sci. 1997, 25, 83–91. [Google Scholar] [CrossRef]
- Daneluti, A.L.M.; Matos, J.D.R. Study of thermal behavior of phytic acid. Braz. J. Pharm. Sci. 2013, 49, 275–283. [Google Scholar] [CrossRef] [Green Version]
- Klepacka, J.; Fornal, Ł. Ferulic acid and its position among the phenolic compounds of wheat. Crit. Rev. Food Sci. Nutr. 2006, 46, 639–647. [Google Scholar] [CrossRef]
- Topping, D.L.; Clifton, P.M. Short-chain fatty acids and human colonic function: Roles of resistant starch and nonstarch polysaccharides. Physiol. Rev. 2001, 81, 1031–1064. [Google Scholar] [CrossRef] [PubMed]
- Van Munster, I.P.; De Boer, H.M.; Jansen, M.C.; De Haan, A.F.; Katan, M.B.; Van Amelsvoort, J.M.; Nagengast, F.M. Effect of resistant starch on breath-hydrogen and methane excretion in healthy volunteers. Am. J. Clin. Nutr. 1994, 59, 626–630. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bäckhed, F.; Ley, R.E.; Sonnenburg, J.L.; Peterson, D.A.; Gordon, J.I. Host-bacterial mutualism in the human intestine. Science 2005, 307, 1915–1920. [Google Scholar] [CrossRef] [Green Version]
- Monro, J.A. Wheat bran equivalents based on faecal bulking indices for dietary management of faecal bulk. Asia Pac. J. Clin. Nutr. 2001, 10, 242–248. [Google Scholar] [CrossRef]
- Hughes, R.; Magee, E.A.M.; Bingham, S. Protein degradation in the large intestine: Relevance to colorectal cancer. Intest. Microbiol. 2000, 1, 51–58. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Configuration | Moisture Content (%) | Screw Speed (rpm) | Temperature in the Last Barrel (°C) | Outlet Pressure (Bar) | SME (kJ/kg) | Product Temperature (°C) | SWBC (g/g dm) | Extract Viscosity (mPa·s) | Sample Coding |
|---|---|---|---|---|---|---|---|---|---|
| Low shear | 33 | 310 | 120 | 25.6 | 92 | 105.1 | 1.18 (±0.03) | 1.46 (±0.03) | LS33 |
| Low shear | 23 | 310 | 120 | 39.6 | 122 | 114.1 | 1.22 (±0.01) | 1.50 (±0.00) | LS23 |
| Medium shear | 23 | 310 | 120 | 58.4 | 139 | 121.7 | 1.06 (±0.04) | 1.7 (±0.03) | MS23 |
| Medium shear | 33 | 310 | 145 | 21.6 | 92 | 129.5 | 1.04 (±0.08) | 1.45 (±0.03) | MS33T |
| Medium shear | 23 | 310 | 145 | 41.7 | 130 | 139.7 | 1.13 (±0.14) | 1.85 (±0.02) | MS23T |
| High shear | 27 | 310 | 120 | 60.8 | 148 | 123.9 | 1.08 (±0.04) | 2.17 (±0.05) | HS27 |
| High shear | 23 | 310 | 120 | 42.7 | 143 | 118.5 | 1.04 (±0.01) | 1.99 (±0.04) | HS23 |
| High shear | 33 | 310 | 120 | 22.0 | 111 | 105.6 | 0.97 (±0.04) | 1.65 (±0.02) | HS33 |
| High shear | 33 | 310 | 145 | 18.1 | 110 | 123.8 | 1.11 (±0.04) | 1.61 (±0.04) | HS33T |
| High shear | 27 | 310 | 145 | 28.2 | 125 | 129.6 | 1.07 (±0.02) | 1.70 (±0.04) | HS27T |
| High shear | 23 | 310 | 145 | 36.7 | 140 | 129.2 | 1.13 (±0.08) | 2.49 (±0.05) | HS23T |
| Very high shear | 33 | 310 | 120 | 27.2 | 114 | 106.8 | 0.99 (±0.04) | 1.65 (±0.1) | VHS33 |
| Very high shear | 27 | 310 | 120 | 45.1 | 139 | 113.8 | 0.95 (±0.03) | 1.95 (±0.03) | VHS27 |
| Very high shear | 23 | 310 | 120 | 52.9 | 164 | 120.6 | 1.05 (±0.03) | 2.96 (±0.03) | VHS23 |
| Very high shear | 27 | 310 | 145 | 37.3 | 132 | 129.8 | 1.03 (±0.03) | 2.46 (±0.02) | VHS27T |
| Very high shear | 23 | 310 | 145 | 37.8 | 109 | 133.5 | 1.04 (±0.01) | 2.23 (±0.02) | VHS23T |
| Model Terms (Controlled Factors) | |||
|---|---|---|---|
| Output Variables | Screw Configuration | Temperature (Last Barrel) | Moisture Content |
| Extrusion-dependent variables | |||
| Outlet Pressure | 0.3252 | 0.0038 | 0.0006 |
| SME | 0.0907 | 0.0234 | 0.0023 |
| Product Temperature | 0.0006 | <0.0001 | 0.0014 |
| Measured product variables | |||
| SWBC | 0.0012 | 0.0275 | 0.0963 |
| Extractability | 0.1452 | 0.6705 | 0.6033 |
| Extract Viscosity | 0.0543 | 0.8002 | 0.0613 |
| WE-AX content | 0.1327 | 0.8705 | 0.1685 |
| A/X ratio | 0.2125 | 0.8273 | 0.1602 |
| Output Variables | SME |
|---|---|
| Measured variables | |
| SWBC | 0.6241 |
| Extract Viscosity | 0.0013 |
| WE-AX | 0.0037 |
| A/X ratio | 0.0047 |
| Control | LS23 | VHS23 | VHS27 | VHS33 | |
|---|---|---|---|---|---|
| WE-AX | |||||
| Concentration (% dm) | 0.62 (±0.01) | 0.64 (±0.01) | 1.09 (±0.01) | 0.67 (±0.05) | 0.70 (±0.03) |
| DP | 45 (±1) | 58 (±1) | 112 (±1) | 63 (±6) | 57 (±2) |
| A/X | 0.88 (±0.00) | 0.81 (±0.01) | 0.72 (±0.01) | 0.80 (±0.01) | 0.80 (±0.01) |
| WE-β-glucan (% dm) | 0.37 (±0.01) | 0.16 (±0.01) | 0.27 (±0.01) | 0.21 (±0.01) | 0.19 (±0.01) |
| Fructan (% dm) | 3.69 (±0.03) | 3.94 (±0.28) | 3.73 (±0.01) | 3.63 (±0.20) | 3.51 (±0.10) |
| WE polymeric glucose | |||||
| Concentration (% dm) | 3.7 (±0.1) | 5.93 (±0.07) | 7.1 (±0.0) | 6.25 (±0.06) | 6.33 (±0.11) |
| DP | 11 (±0) | 63 (±2) | 38 (±1) | 46 (±1) | 58 (±6) |
| WE Extractable proteins (% dm) | 5.8 (±0.1) | 1.4 (±0.0) | 1.7 (±0.1) | 1.5 (±0.1) | 1.5 (±0.0) |
| WE free sugars (% dm) | 0.8 (±0.0) | 0.3 (±0.0) | 0.9 (±0.0) | 0.7 (±0.0) | 0.7 (±0.0) |
| Free ferulic acid (mg/kg dm) | 7.1 (±0.8) | 19.2 (±1.7) | 25.1 (±0.4) | 18.6 (±0.7) | 16.5 (±0.2) |
| Phytate content (% dm) | 4.3 (±0.0) | 3.7 (±0.0) | 3.5 (±0.0) | 3.9 (±0.0) | 4.1 (±0.1) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Roye, C.; Henrion, M.; Chanvrier, H.; De Roeck, K.; De Bondt, Y.; Liberloo, I.; King, R.; Courtin, C.M. Extrusion-Cooking Modifies Physicochemical and Nutrition-Related Properties of Wheat Bran. Foods 2020, 9, 738. https://doi.org/10.3390/foods9060738
Roye C, Henrion M, Chanvrier H, De Roeck K, De Bondt Y, Liberloo I, King R, Courtin CM. Extrusion-Cooking Modifies Physicochemical and Nutrition-Related Properties of Wheat Bran. Foods. 2020; 9(6):738. https://doi.org/10.3390/foods9060738
Chicago/Turabian StyleRoye, Chiara, Muriel Henrion, Hélène Chanvrier, Karlien De Roeck, Yamina De Bondt, Inge Liberloo, Roberto King, and Christophe M. Courtin. 2020. "Extrusion-Cooking Modifies Physicochemical and Nutrition-Related Properties of Wheat Bran" Foods 9, no. 6: 738. https://doi.org/10.3390/foods9060738