
Exploring the Valorization of Buckwheat Waste: A Two-Stage Thermo-Chemical Process for the Production of Saccharides and Biochar

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. HTE Experiment
2.3. Analysis of Hydrolysis Products
2.4. Analysis of Lignocellulose Composition in Residue
2.5. Validation of the Enzymatic Hydrolysis Inhibition of the Residue after HTE
2.6. Pyrolysis Treatment to Produce Biochar
2.7. Methyl Orange Adsorption Experiment
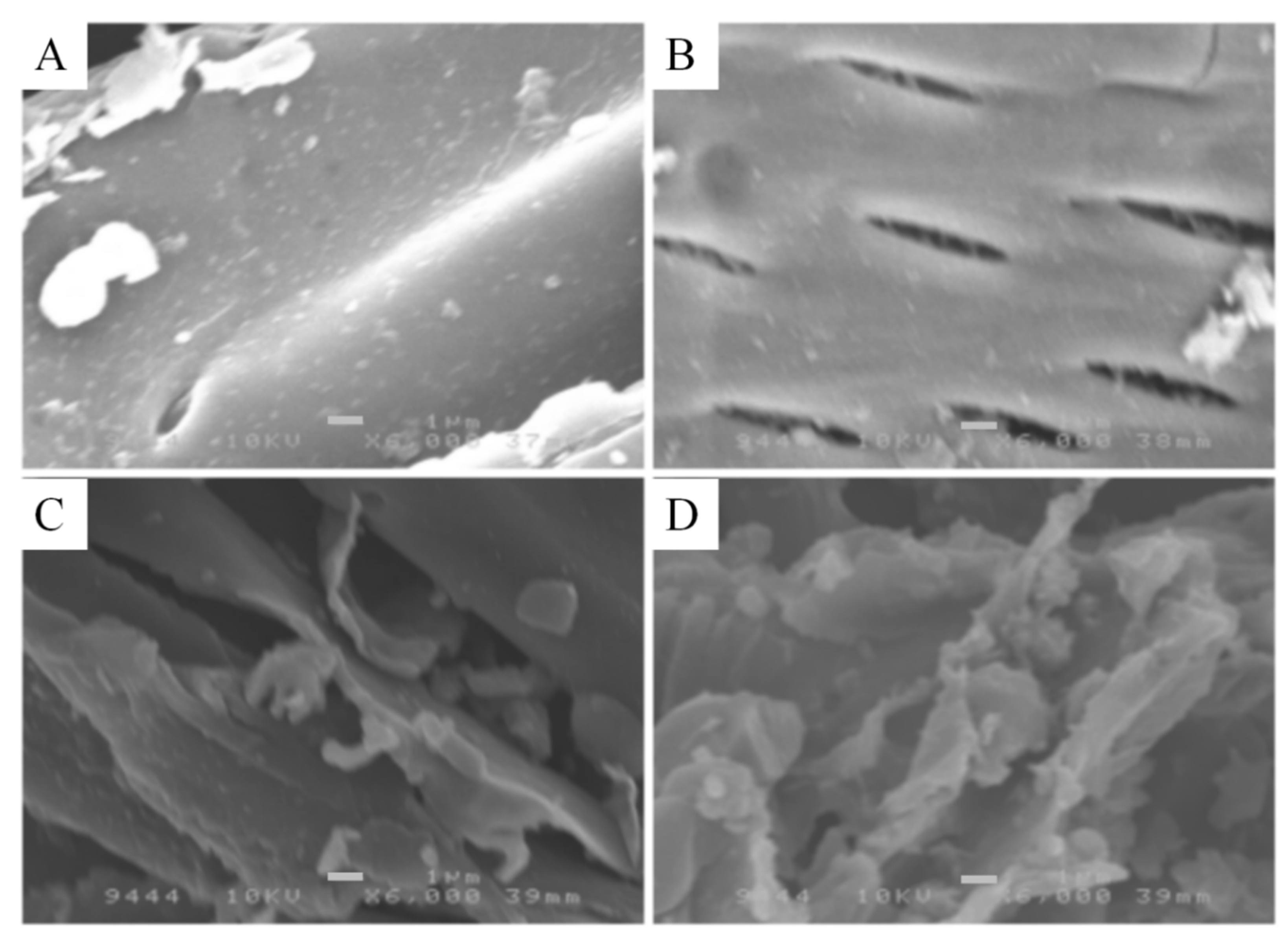
2.8. The Surface Morphology of Residue and Biochar
2.9. Statistical Analysis
3. Results and Discussion
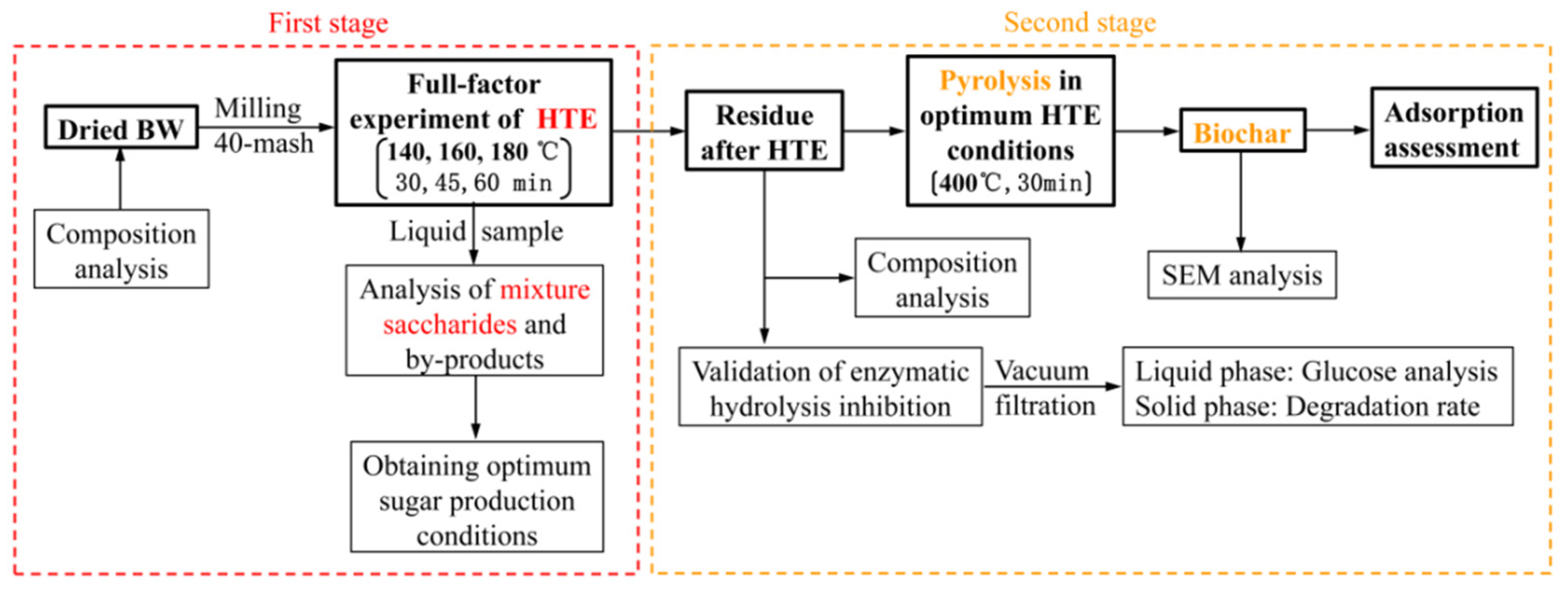
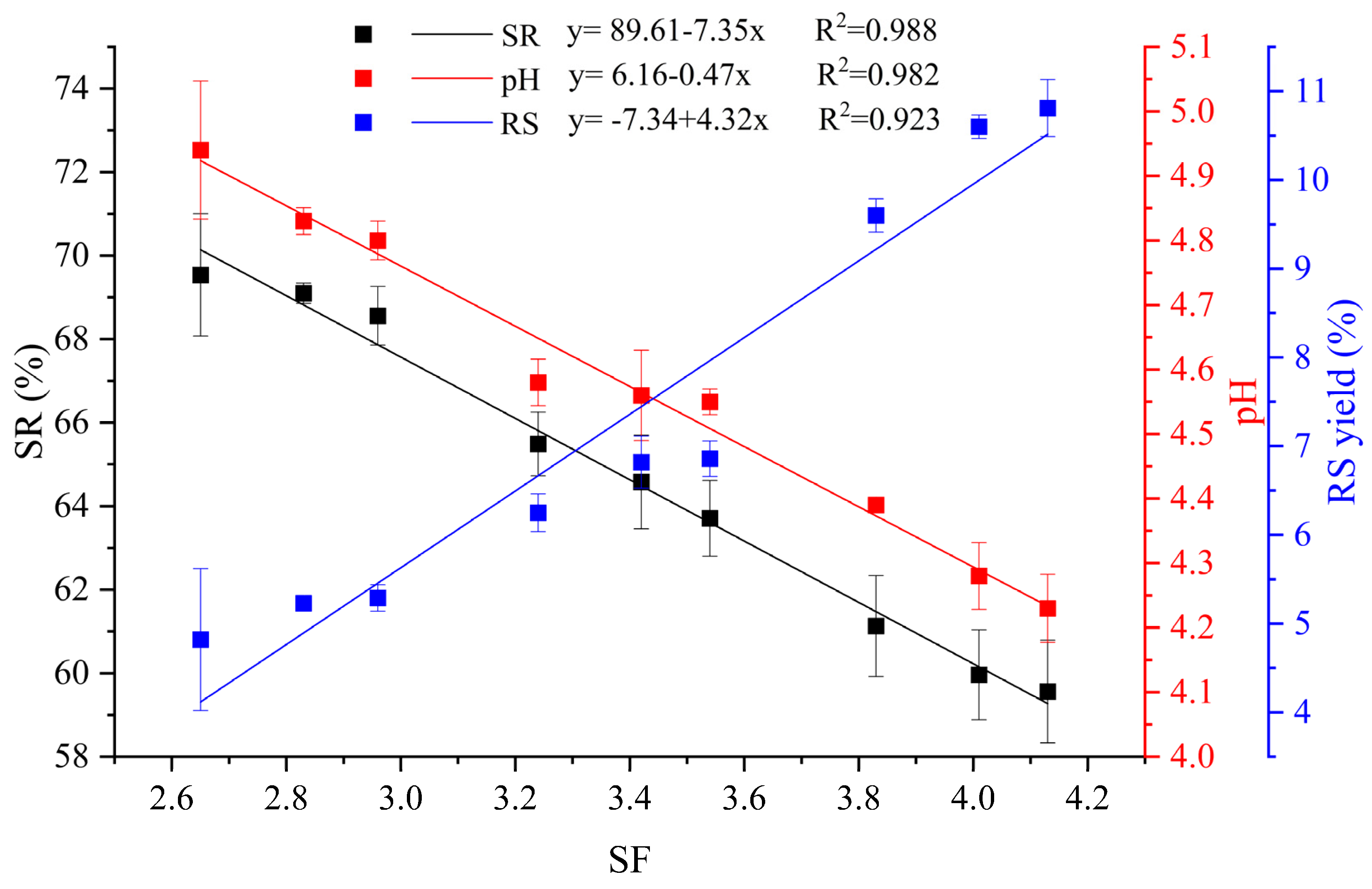
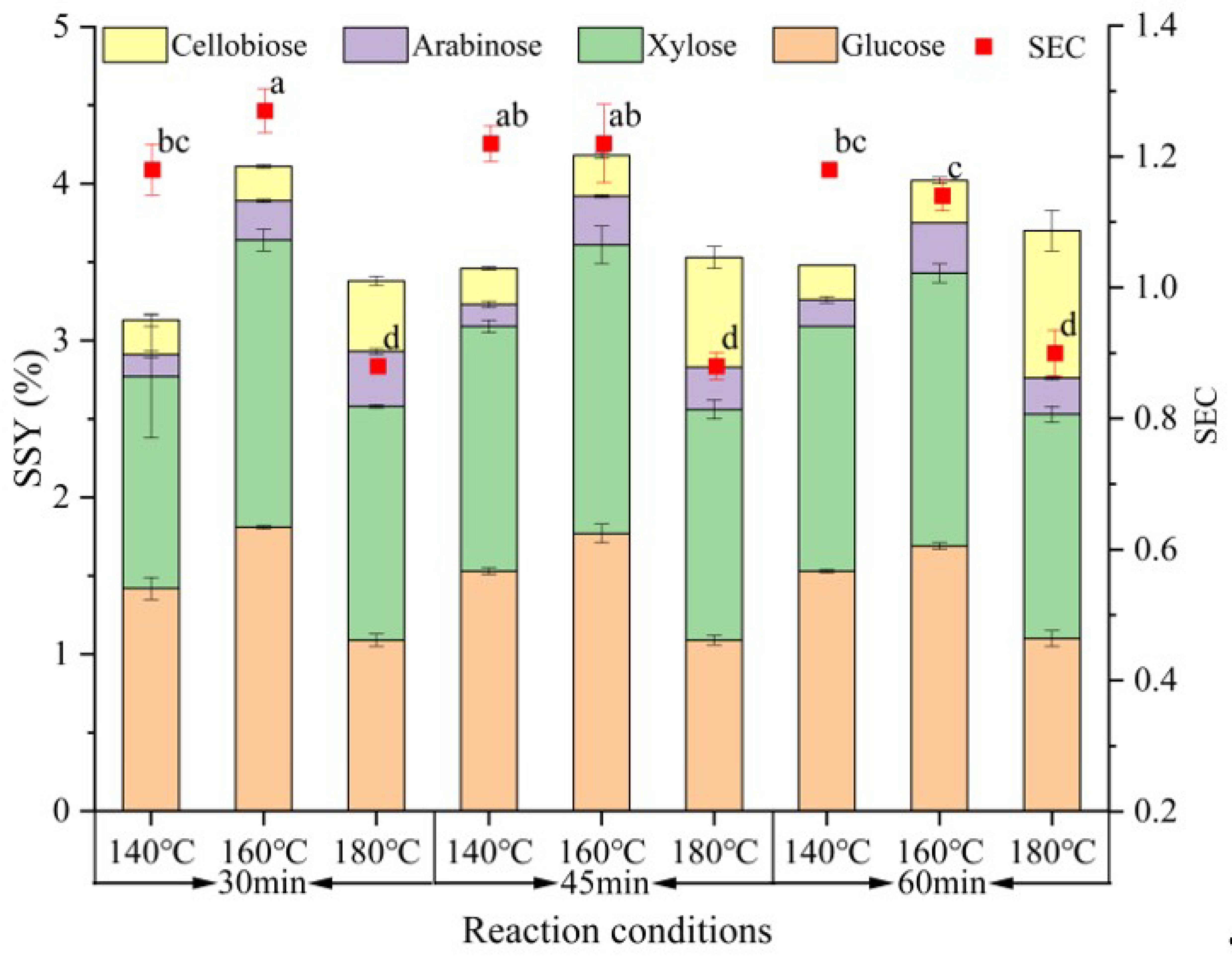
3.1. First Stage
Liquid Fractions after HTE of BW
3.2. Second Stage
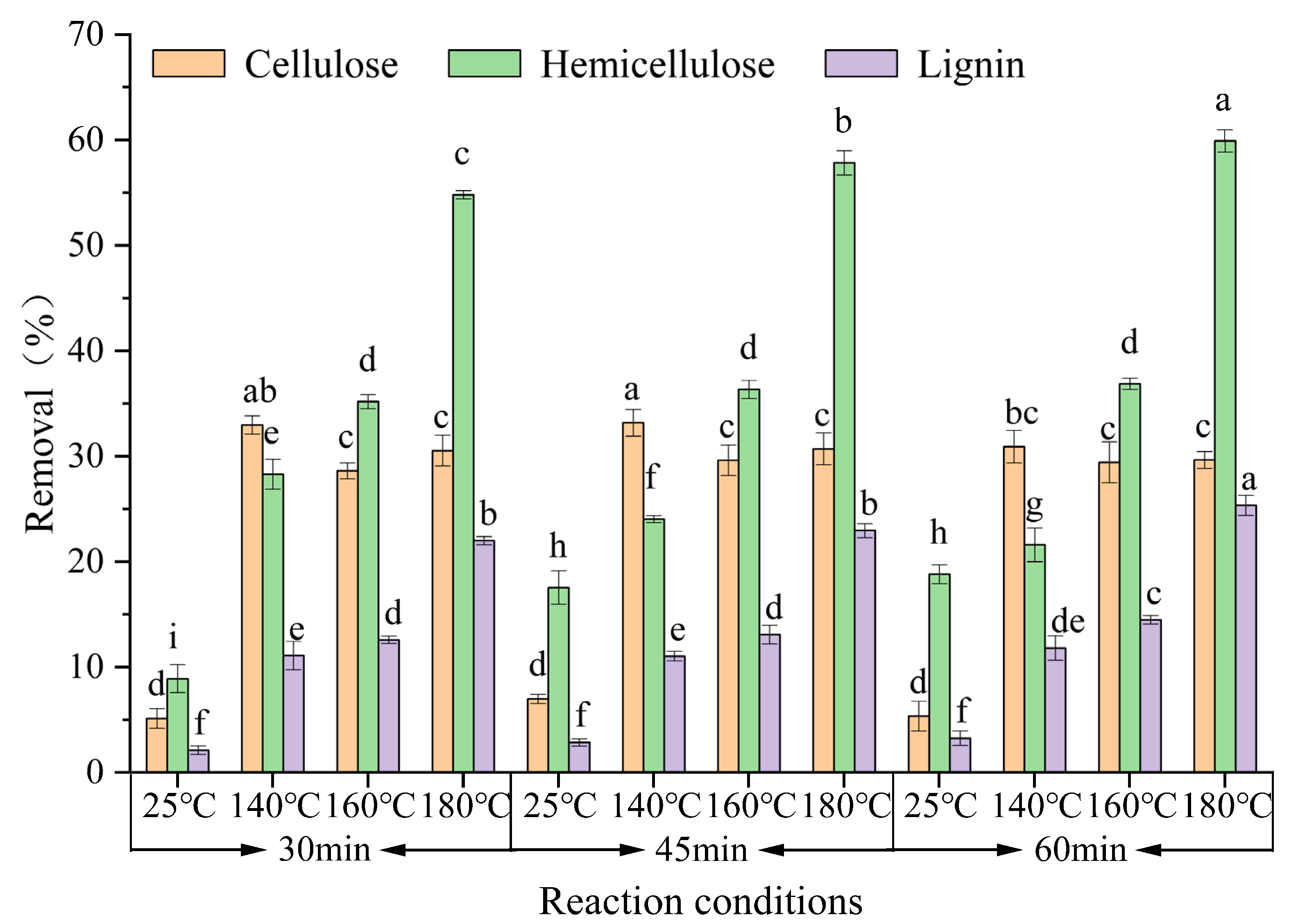
3.2.1. The Chemical Composition of Raw BW and Residue after HTE
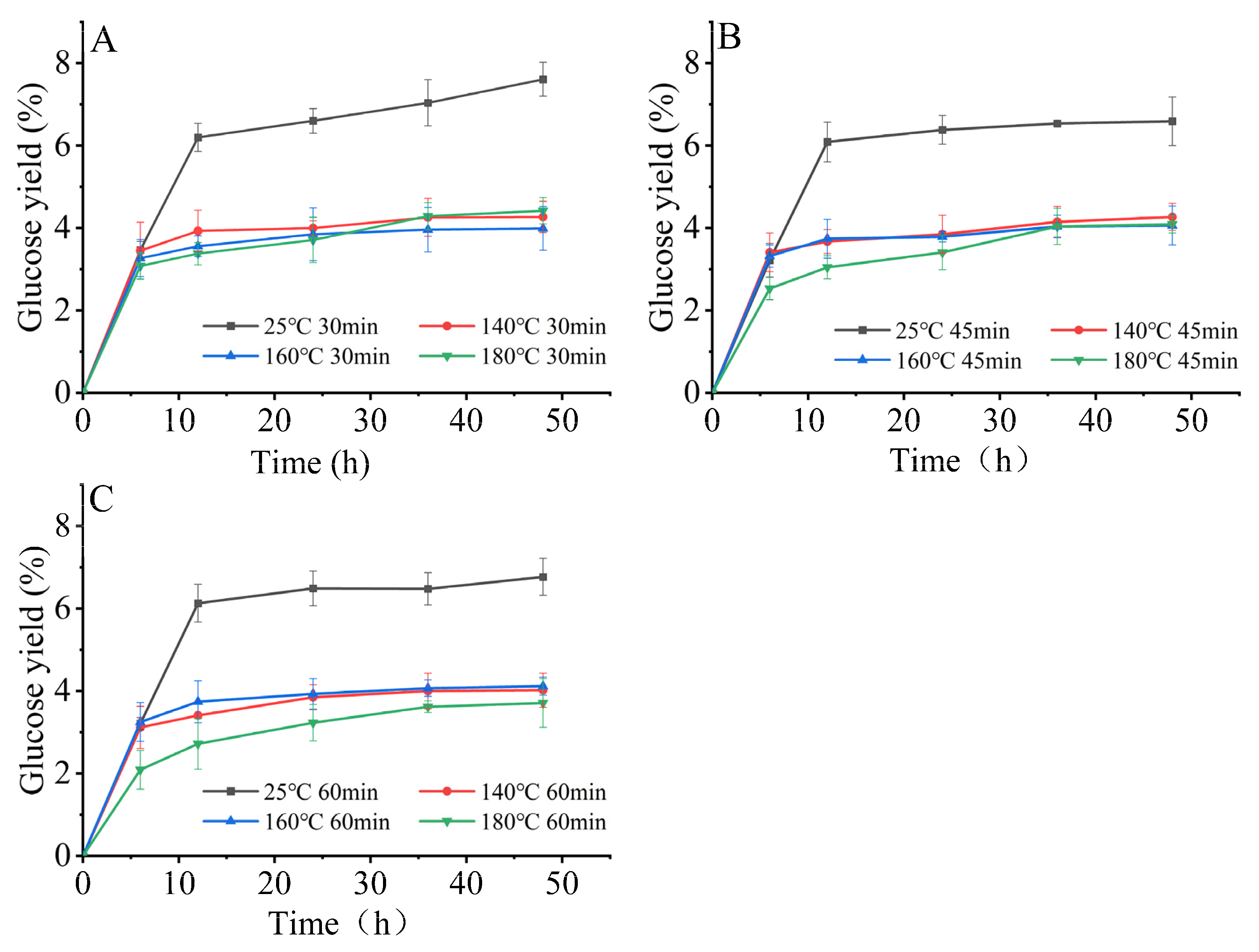
3.2.2. Inhibitory Effects of Enzymatic Hydrolysis of Residue after HTE
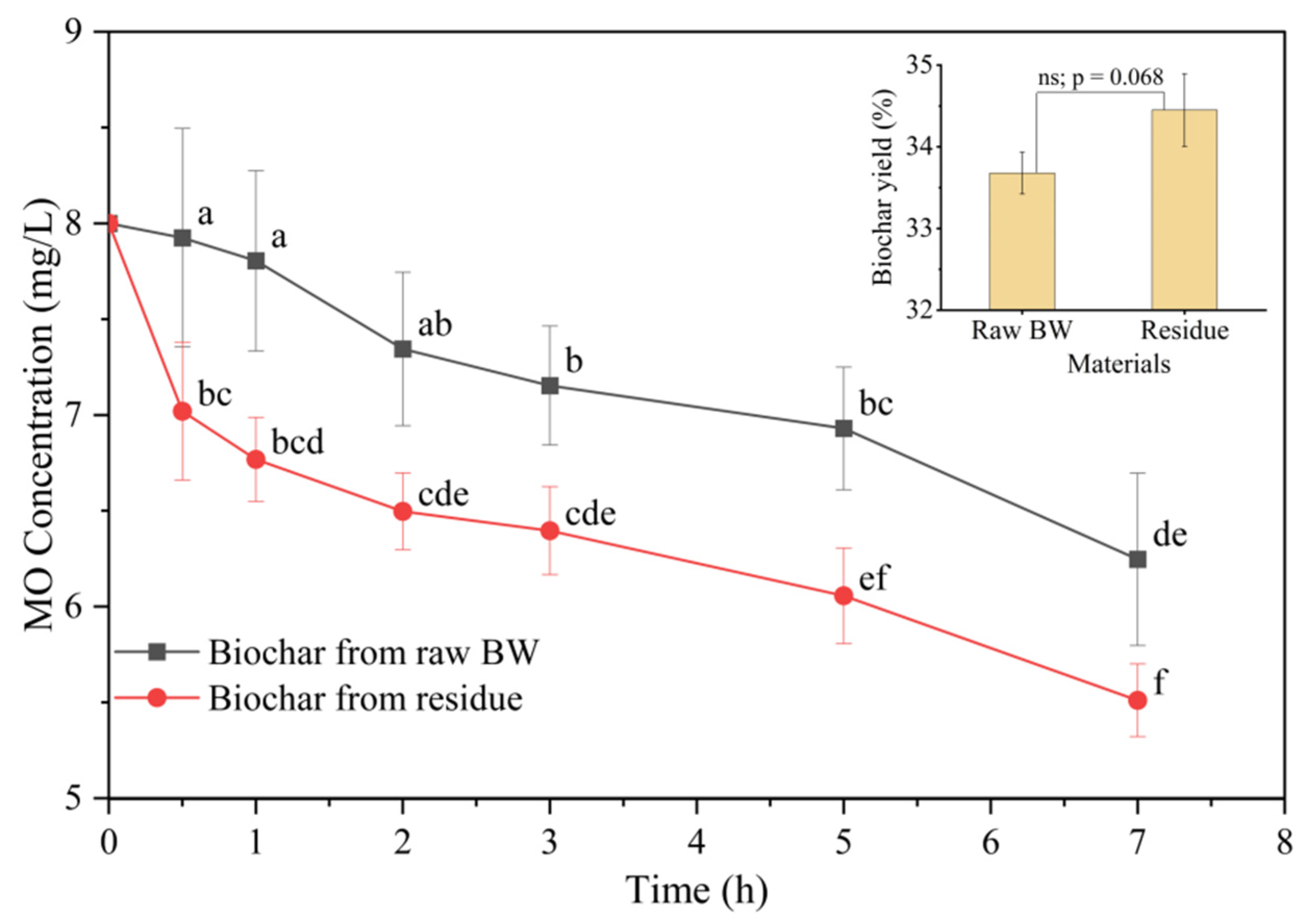
3.2.3. Biochar Analysis after Pyrolysis
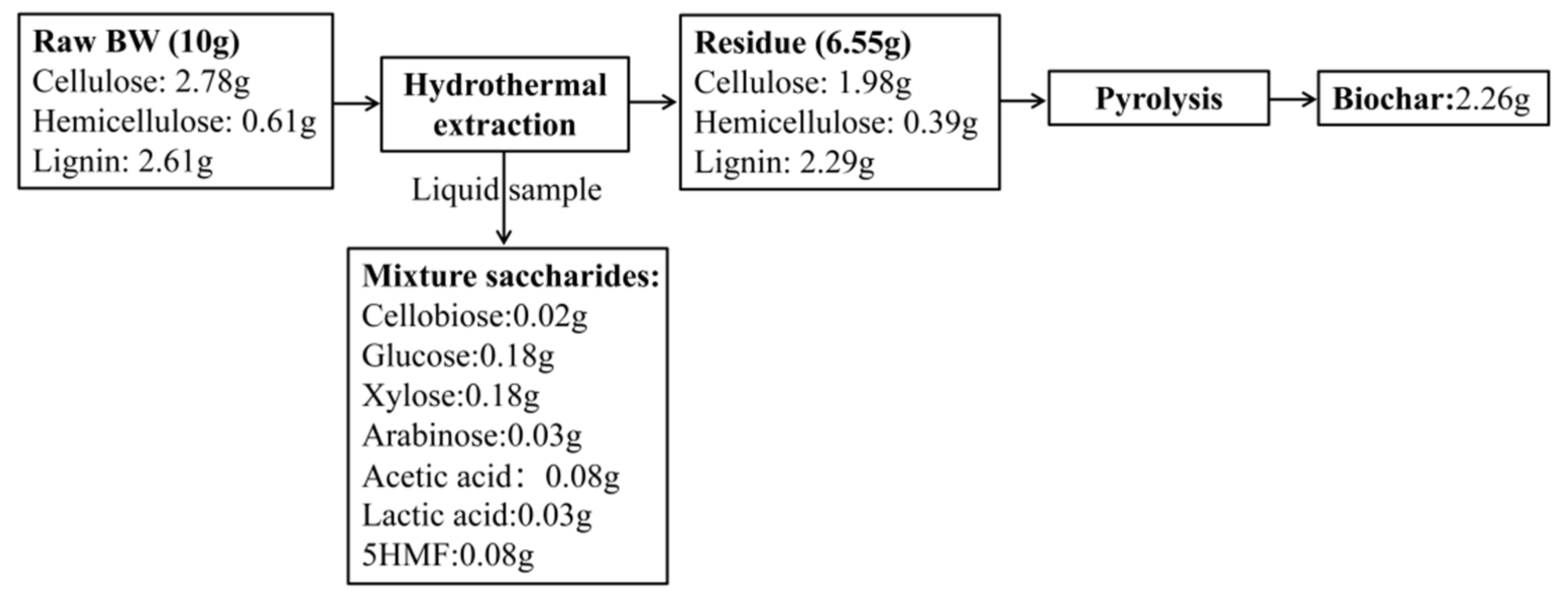
3.2.4. Biomass Conversion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, Z.; Hu, G.; Mu, X.; Kong, L. From low carbon to carbon neutrality: A bibliometric analysis of the status, evolution and development trend. J. Environ. Manag. 2022, 322, 116087. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Liu, P.; Zhang, G.; Yang, Q.; Lu, J.; Xia, T.; Peng, L.; Wang, Y. Cascading of engineered bioenergy plants and fungi sustainable for low-cost bioethanol and high-value biomaterials under green-like biomass processing. Renew. Sustain. Energy Rev. 2020, 137, 110586. [Google Scholar] [CrossRef]
- Mohammed, I.; Na, R.; Kushima, K.; Shimizu, N. Investigating the Effect of Processing Parameters on the Products of Hydrothermal Carbonization of Corn Stover. Sustainability 2020, 12, 5100. [Google Scholar] [CrossRef]
- Huda, M.N.; Lu, S.; Jahan, T.; Ding, M.; Jha, R.; Zhang, K.; Zhang, W.; Georgiev, M.I.; Park, S.U.; Zhou, M. Treasure from garden: Bioactive compounds of buckwheat. Food Chem. 2021, 335, 127653. [Google Scholar] [CrossRef] [PubMed]
- Holasova, M.; Fiedlerova, V.; Smrcinova, H.; Orsak, M.; Lachman, J.; Vavreinova, S. Buckwheat—The source of antioxidant activity in functional foods. Food Res. Int. 2002, 35, 207–211. [Google Scholar] [CrossRef]
- Bonafaccia, G.; Marocchini, M.; Kreft, I. Composition and technological properties of the flour and bran from common and tartary buckwheat. Food Chem. 2003, 80, 9–15. [Google Scholar] [CrossRef]
- Ji, X.; Han, L.; Liu, F.; Yin, S.; Peng, Q.; Wang, M. A mini-review of isolation, chemical properties and bioactivities of polysaccharides from buckwheat (Fagopyrum Mill). Int. J. Biol. Macromol. 2019, 127, 204–209. [Google Scholar] [CrossRef]
- Nešović, M.; Gašić, U.; Tosti, T.; Horvacki, N.; Nedić, N.; Sredojević, M.; Blagojević, S.; Ignjatović, L.; Tešić, Ž. Distribution of polyphenolic and sugar compounds in different buckwheat plant parts. RSC Adv. 2021, 11, 25816–25829. [Google Scholar] [CrossRef] [PubMed]
- Dziedzic, K.; Górecka, D.; Szwengiel, A.; Sulewska, H.; Kreft, I.; Gujska, E.; Walkowiak, J. The Content of Dietary Fibre and Polyphenols in Morphological Parts of Buckwheat (Fagopyrum tataricum). Mater. Veg. 2018, 73, 82–88. [Google Scholar] [CrossRef] [Green Version]
- Kim, D.-S.; Kim, M.-B.; Lim, S.-B. Enhancement of Phenolic Production and Antioxidant Activity from Buckwheat Leaves by Subcritical Water Extraction. Prev. Nutr. Food Sci. 2017, 22, 345–352. [Google Scholar] [CrossRef] [PubMed]
- Kraujalienė, V.; Pukalskas, A.; Venskutonis, P.R. Multi-stage recovery of phytochemicals from buckwheat (Fagopyrum esculentum Moench) flowers by supercritical fluid and pressurized liquid extraction methods. Ind. Crops Prod. 2017, 107, 271–280. [Google Scholar] [CrossRef]
- Pena, J.; Villot, A.; Gerente, C. Pyrolysis chars and physically activated carbons prepared from buckwheat husks for catalytic purification of syngas. Biomass Bioenergy 2020, 132, 105435. [Google Scholar] [CrossRef]
- Elsayed, M.; Andres, Y.; Blel, W.; Hassan, R.; Ahmed, A. Effect of inoculum VS, organic loads and I/S on the biochemical methane potential of sludge, buckwheat husk and straw. DESALINATION Water Treat. 2019, 157, 69–78. [Google Scholar] [CrossRef] [Green Version]
- Rajapaksha, S.; Shimizu, N. Pilot-scale extraction of polyphenols from spent black tea by semi-continuous subcritical solvent extraction. Food Chem. X 2021, 13, 100200. [Google Scholar] [CrossRef] [PubMed]
- Roy, R.; Rahman, S.; Raynie, D.E. Recent advances of greener pretreatment technologies of lignocellulose. Curr. Res. Green Sustain. Chem. 2020, 3, 100035. [Google Scholar] [CrossRef]
- Viglašová, E.; Galamboš, M.; Danková, Z.; Krivosudský, L.; Lengauer, C.L.; Hood-Nowotny, R.; Soja, G.; Rompel, A.; Matík, M.; Briančin, J. Production, characterization and adsorption studies of bamboo-based biochar/montmorillonite composite for nitrate removal. Waste Manag. 2018, 79, 385–394. [Google Scholar] [CrossRef] [PubMed]
- Viglašová, E.; Galamboš, M.; Diviš, D.; Danková, Z.; Daňo, M.; Krivosudský, L.; Lengauer, C.L.; Matik, M.; Briančin, J.; Soja, G. Engineered biochar as a tool for nitrogen pollutants removal: Preparation, characterization and sorption study. DESALINATION Water Treat. 2020, 191, 318–331. [Google Scholar] [CrossRef]
- Sekar, M.; Ponnusamy, V.K.; Pugazhendhi, A.; Nižetić, S.; Praveenkumar, T. Production and utilization of pyrolysis oil from solidplastic wastes: A review on pyrolysis process and influence of reactors design. J. Environ. Manag. 2021, 302, 114046. [Google Scholar] [CrossRef]
- Abnisa, F.; Alaba, P.A. Recovery of liquid fuel from fossil-based solid wastes via pyrolysis technique: A review. J. Environ. Chem. Eng. 2021, 9, 106593. [Google Scholar] [CrossRef]
- Kellock, M.; Maaheimo, H.; Marjamaa, K.; Rahikainen, J.; Zhang, H.; Holopainen-Mantila, U.; Ralph, J.; Tamminen, T.; Felby, C.; Kruus, K. Effect of hydrothermal pretreatment severity on lignin inhibition in enzymatic hydrolysis. Bioresour. Technol. 2019, 280, 303–312. [Google Scholar] [CrossRef]
- Miller, G.L. Use of Dinitrosalicylic Acid Reagent for Determination of Reducing Sugar. Anal. Chem. 1959, 31, 426–428. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of Structural Carbohydrates and Lignin in Biomass; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Sluiter, A.; Hames, B.; Hyman, D.; Payne, C.; Ruiz, R. Determination of Total Solids in Biomass and Total Dissolved Solids in Liquid Process Samples; National Renewable Energy Laboratory: Golden, CO, USA, 2008. [Google Scholar]
- Li, D.; Zheng, H.; Wang, Q.; Wang, X.; Jiang, W.; Zhang, Z.; Yang, Y. A novel double-cylindrical-shell photoreactor immobilized with monolayer TiO2-coated silica gel beads for photocatalytic degradation of Rhodamine B and Methyl Orange in aqueous solution. Sep. Purif. Technol. 2014, 123, 130–138. [Google Scholar] [CrossRef]
- Ahmad, F.; Silva, E.L.; Varesche, M.B.A. Hydrothermal processing of biomass for anaerobic digestion—A review. Renew. Sustain. Energy Rev. 2018, 98, 108–124. [Google Scholar] [CrossRef]
- Song, X.; Wachemo, A.C.; Zhang, L.; Bai, T.; Li, X.; Zuo, X.; Yuan, H. Effect of hydrothermal pretreatment severity on the pretreatment characteristics and anaerobic digestion performance of corn stover. Bioresour. Technol. 2019, 289, 121646. [Google Scholar] [CrossRef]
- Batista, G.; Souza, R.B.; Pratto, B.; dos Santos-Rocha, M.S.; Cruz, A.J. Effect of severity factor on the hydrothermal pretreatment of sugarcane straw. Bioresour. Technol. 2018, 275, 321–327. [Google Scholar] [CrossRef]
- Sarker, T.R.; Pattnaik, F.; Nanda, S.; Dalai, A.K.; Meda, V.; Naik, S. Hydrothermal pretreatment technologies for lignocellulosic biomass: A review of steam explosion and subcritical water hydrolysis. Chemosphere 2021, 284, 131372. [Google Scholar] [CrossRef]
- Gao, Y.; Wang, H.; Guo, J.; Peng, P.; Zhai, M.; She, D. Hydrothermal degradation of hemicelluloses from triploid poplar in hot compressed water at 180–340 °C. Polym. Degrad. Stab. 2016, 126, 179–187. [Google Scholar] [CrossRef]
- Xiao, X.; Bian, J.; Li, M.-F.; Xu, H.; Xiao, B.; Sun, R.-C. Enhanced enzymatic hydrolysis of bamboo (Dendrocalamus giganteus Munro) culm by hydrothermal pretreatment. Bioresour. Technol. 2014, 159, 41–47. [Google Scholar] [CrossRef]
- Ando, H.; Sakaki, T.; Kokusho, T.; Shibata, M.; Uemura, A.Y.; Hatate, Y. Decomposition Behavior of Plant Biomass in Hot-Compressed Water. Ind. Eng. Chem. Res. 2000, 39, 3688–3693. [Google Scholar] [CrossRef]
- Himmel, M.E.; Picataggio, S.K. Our Challenge is to Acquire Deeper Understanding of Biomass Recalcitrance and Conversion. In Biomass Recalcitrance: Deconstructing the Plant Cell Wall for Bioenergy; Wiley-Blackwel: Chichester, UK, 2008; pp. 1–6. [Google Scholar] [CrossRef]
- Brunecky, R.; Vinzant, T.B.; Porter, S.E.; Donohoe, B.S.; Johnson, D.K.; Himmel, M.E. Redistribution of xylan in maize cell walls during dilute acid pretreatment. Biotechnol. Bioeng. 2008, 102, 1537–1543. [Google Scholar] [CrossRef]
- Zhang, H.; Han, L.; Dong, H. An insight to pretreatment, enzyme adsorption and enzymatic hydrolysis of lignocellulosic biomass: Experimental and modeling studies. Renew. Sustain. Energy Rev. 2021, 140, 110758. [Google Scholar] [CrossRef]
- Xu, C.; Liu, F.; Alam, A.; Chen, H.; Zhang, Y.; Liang, C.; Xu, H.; Huang, S.; Xu, J.; Wang, Z. Comparative study on the properties of lignin isolated from different pretreated sugarcane bagasse and its inhibitory effects on enzymatic hydrolysis. Int. J. Biol. Macromol. 2020, 146, 132–140. [Google Scholar] [CrossRef] [PubMed]
- Shen, X.-J.; Wang, B.; Huang, P.-L.; Wen, J.-L.; Sun, R.-C. Effects of aluminum chloride-catalyzed hydrothermal pretreatment on the structural characteristics of lignin and enzymatic hydrolysis. Bioresour. Technol. 2016, 206, 57–64. [Google Scholar] [CrossRef] [PubMed]
- Ortiz, L.R.; Torres, E.; Zalazar, D.; Zhang, H.; Rodriguez, R.; Mazza, G. Influence of pyrolysis temperature and bio-waste composition on biochar characteristics. Renew. Energy 2020, 155, 837–847. [Google Scholar] [CrossRef]
- Gul, E.; Alrawashdeh, K.A.B.; Masek, O.; Skreiberg, Ø.; Corona, A.; Zampilli, M.; Wang, L.; Samaras, P.; Yang, Q.; Zhou, H.; et al. Production and use of biochar from lignin and lignin-rich residues (such as digestate and olive stones) for wastewater treatment. J. Anal. Appl. Pyrolysis 2021, 158, 105263. [Google Scholar] [CrossRef]
- Liao, W.; Zhang, X.; Ke, S.; Shao, J.; Yang, H.; Zhang, S.; Chen, H. Effect of different biomass species and pyrolysis temperatures on heavy metal adsorption, stability and economy of biochar. Ind. Crops Prod. 2022, 186, 115238. [Google Scholar] [CrossRef]
- Al-Rumaihi, A.; Shahbaz, M.; Mckay, G.; Mackey, H.; Al-Ansari, T. A review of pyrolysis technologies and feedstock: A blending approach for plastic and biomass towards optimum biochar yield. Renew. Sustain. Energy Rev. 2022, 167, 112715. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | pH | RS1 (w/w%) | (Oligo- and mono-) saccharides (w/w%) | by-products (w/w%) | |||||
|---|---|---|---|---|---|---|---|---|---|
| Cellobiose | Glucose | Xylose | Arabinose | Acetic acid | Lactic acid | 5HMF2 | |||
| R30 min-25 °C | 5.24±0.03 a | 4.03±0.06 f | 0.17±0.00 e | 1.95±0.20 a | 0.86±0.04 d | 0.10±0.02 g | 0.17±0.04 e | 0.18±0.01 e | 0.78±0.002 d |
| R30min-140 °C | 4.94±0.05 b | 4.82±0.31 e | 0.22±0.04 de | 1.42±0.07 c | 1.35±0.39 c | 0.14±0.02 f | 0.62±0.02 d | 0.25±0.02 de | 0.81±0.002 d |
| R30min-160 °C | 4.58±0.04 d | 6.25±0.30 d | 0.22±0.01 de | 1.81±0.01 b | 1.83±0.07 a | 0.25±0.01 cd | 0.83±0.07 c | 0.28±0.01 de | 0.81±0.016 d |
| R30min-180 °C | 4.39±0.11 e | 9.60±0.80 b | 0.45±0.03 c | 1.09±0.04 d | 1.49±0.01abc | 0.35±0.02 a | 1.64±0.30 b | 0.56±0.15 c | 0.94±0.070 c |
| R45min-25 °C | 5.25±0.02 a | 4.00±0.06 f | 0.16±0.02 e | 2.01±0.02 a | 0.85±0.03 d | 0.12±0.02 fg | 0.20±0.01 e | 0.25±0.03 de | 0.78±0.003 d |
| R45min-140 °C | 4.83±0.03 c | 5.23±0.15 e | 0.23±0.01 de | 1.53±0.02 c | 1.56±0.04 bc | 0.14±0.02 f | 0.73±0.04 cd | 0.27±0.02 de | 0.80±0.005 d |
| R45min-160 °C | 4.56±0.04 d | 6.82±0.21 c | 0.26±0.02 d | 1.77±0.06 b | 1.84±0.12 a | 0.31±0.01 b | 0.83±0.06 c | 0.30±0.05 d | 0.83±0.013 d |
| R45min-180 °C | 4.28±0.07 f | 10.60±0.30 a | 0.70±0.07 b | 1.09±0.03 d | 1.47±0.06 c | 0.27±0.00 c | 2.16±0.18 a | 0.74±0.01 b | 1.05±0.094 b |
| R60min-25 °C | 5.25±0.02 a | 3.92±0.20 f | 0.16±0.02 e | 2.01±0.04 a | 0.85±0.18 d | 0.13±0.02 f | 0.20±0.02 e | 0.24±0.05 de | 0.79±0.003 d |
| R60min-140 °C | 4.80±0.01 c | 5.29±0.19 e | 0.22±0.00 de | 1.53±0.01 c | 1.56±0.00 bc | 0.17±0.02 e | 0.79±0.01 e | 0.29±0.02 de | 0.80±0.004 d |
| R60min-160 °C | 4.55±0.05 d | 6.86±0.13 c | 0.27±0.02 d | 1.69±0.02 b | 1.74±0.06 ab | 0.32±0.00 b | 0.95±0.01 e | 0.33±0.07 d | 0.84±0.014 d |
| R60min-180 °C | 4.23±0.05 f | 10.81±0.32 a | 0.94±0.13 a | 1.10±0.05 d | 1.43±0.05 c | 0.23±0.01 d | 2.68±0.14 e | 1.01±0.08 a | 1.12±0.042 a |
| Samples | SF1 (LogR0) | SR2 (w/w, %) | Chemical composition (w/w, %) | |||||
|---|---|---|---|---|---|---|---|---|
| Cellulose | Hemicellulose | AIL3 | ASL4 | Total Lignin | TS5 | |||
| Raw BW | 100.00 | 27.77±0.93 e | 6.06±0.18 bc | 17.25±0.73 d | 8.87±0.73 ab | 26.12±1.06 e | 92.82±0.39 f | |
| R30min-25°C | 86.75±0.85 a | 30.11±0.66 dc | 6.37±0.20 abc | 20.17±0.69 c | 9.27±0.30 a | 29.44±0.43 d | 94.24±0.60 e | |
| R30min-160°C | 3.24 | 65.49±1.13 c | 30.26±0.52 dc | 5.99±0.47 bc | 26.52±0.51 a | 8.41±0.08 bc | 34.93±0.54 ab | 95.97±0.33 ab |
| R30min-180°C | 3.83 | 61.13±1.47 e | 31.55±0.98 abc | 4.49±0.14 d | 26.90±0.79 a | 6.42±0.26 d | 33.33±0.89 bc | 95.28±0.18 bcd |
| R45min-25°C | 86.61±0.24 a | 29.61±0.27 d | 5.77±0.47 c | 20.07±0.30 c | 9.23±0.35 a | 29.29±0.42 d | 94.61±0.28 de | |
| R45min-140°C | 2.83 | 69.10±0.70 b | 26.86±0.60 e | 6.67±0.17 ab | 24.65±1.02 b | 8.98±0.08 ab | 33.64±1.09 abc | 94.87±0.45 cde |
| R45min-160°C | 3.42 | 64.58±0.76 cd | 30.56±1.56 bcd | 5.98±0.47 bc | 26.54±1.14 a | 8.61±0.33 ab | 35.14±1.46 a | 96.06±0.26 a |
| R45min-180°C | 4.01 | 59.96±1.12 e | 32.03±1.16 ab | 4.32±0.43 d | 27.36±0.32 a | 6.20±0.37 d | 33.56±0.18 abc | 95.55±0.27 abc |
| R60min-25°C | 86.61±0.90 a | 30.46±0.38 bcd | 5.71±0.61 c | 19.89±1.08 c | 9.34±0.31 a | 29.23±1.31 d | 94.74±0.59 de | |
| R60min-140°C | 2.96 | 68.56±1.21 b | 27.98±0.95 e | 6.93±0.64 a | 24.79±0.54 b | 8.68±0.26 ab | 33.47±0.29 abc | 95.66±0.50 ab |
| R60min-160°C | 3.54 | 63.71±1.08 d | 30.61±1.88 bcd | 6.04±0.42 bc | 27.30±0.38 a | 7.76±0.71 c | 35.05±1.04 ab | 95.91±0.12 ab |
| R60min-180°C | 4.13 | 59.56±1.23 e | 32.80±0.78 a | 4.17±0.32 d | 26.99±0.47 a | 5.75±0.26 d | 32.75±0.69 c | 94.91±0.17 cde |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yuan, Y.; Li, F.; Han, N.; Zeng, B.; Imaizumi, Y.; Na, R.; Shimizu, N. Exploring the Valorization of Buckwheat Waste: A Two-Stage Thermo-Chemical Process for the Production of Saccharides and Biochar. Fermentation 2022, 8, 573. https://doi.org/10.3390/fermentation8110573
Yuan Y, Li F, Han N, Zeng B, Imaizumi Y, Na R, Shimizu N. Exploring the Valorization of Buckwheat Waste: A Two-Stage Thermo-Chemical Process for the Production of Saccharides and Biochar. Fermentation. 2022; 8(11):573. https://doi.org/10.3390/fermentation8110573
Chicago/Turabian StyleYuan, Yongheng, Faqinwei Li, Nanding Han, Bingyao Zeng, Yoshiaki Imaizumi, Risu Na, and Naoto Shimizu. 2022. "Exploring the Valorization of Buckwheat Waste: A Two-Stage Thermo-Chemical Process for the Production of Saccharides and Biochar" Fermentation 8, no. 11: 573. https://doi.org/10.3390/fermentation8110573