
Hydrothermal Liquefaction Biocrude Stabilization via Hydrotreatment

Chemical Process & Energy Resources Institute—CPERI, Centre for Research and Technology Hellas—CERTH, 6km Harilaou-Thermi, 57001 Thessaloniki, Greece
*
Author to whom correspondence should be addressed.
Energies 2024, 17(6), 1437; https://doi.org/10.3390/en17061437
Submission received: 22 February 2024
/
Revised: 12 March 2024
/
Accepted: 15 March 2024
/
Published: 16 March 2024
(This article belongs to the Topic New Advances in Waste and Biomass Valorization)
Abstract
:The main objective of the manuscript is to investigate mild hydrotreatment upgrading of hydrothermal liquefaction biocrude to improve its stability and energy content. To that end, biocrude hydrotreatment was performed, exploring three different operating windows in order to examine the effect of reaction temperature and hydrogen supply on deoxygenation reactions. A typical NiMo/Al2O3 hydrotreating catalyst was utilized while the experiments were performed in a continuous-flow TRL 3 hydrotreatment plant. The results show that the resulting product has a higher carbon content as compared to the raw feed. The oxygenated compounds were removed, leading to a product with almost zero oxygen and water content, with high energy density. The reaction pathways during the hydrotreatment upgrading of biocrude were investigated via GC-MS analysis and presented in detail in the manuscript. In general, the hydrotreating process was able to improve the quality of the initial biocrude, allowing easier handling and storing for further upgrading, or to be used as an intermediate refinery stream.
1. Introduction
For the production of alternative fuels, biomass has become a more attractive option as a renewable source of energy. One biomass type with high potential for alternative fuel production is lignocellulosic biomass, which is non-edible and widely available in the form of forest, wood, and agricultural residues [1,2]. To date, many different thermochemical conversion technologies (TCC) have been used for the production of alternative fuels. The main biomass thermochemical technologies are gasification, hydrothermal liquefaction, pyrolysis, direct combustion, and supercritical fluid extraction [3,4]. Biomass pyrolysis and hydrothermal liquefaction (HTL) are two comparable technologies, as they both render bio-based intermediate products (often referred to as pyrolysis bio-oil and HTL biocrude, respectively).
Hydrothermal liquefaction (HTL) targets the liquefication of feedstocks, in a hot (523–673 K) and pressurized (4–22 MPa) water environments, to biocrude. In contrast to pyrolysis, feedstock drying is not necessary, significantly reducing the biomass conversion cost. Furthermore, solvents can be employed in the HTL process, rendering higher-quality products compared to those obtained from the pyrolysis process. On the other hand, the need for high-pressure operation increases the operating costs. The product obtained from the HTL process is called HTL biocrude, and is characterized by low oxygen content and high energy density; however, an upgrading step is important prior to its use as an alternative fuel. Recently, catalytic hydrotreatment has been proposed as a possible technology for the upgrading of HTL biocrude to higher-added-value liquid fuels [3].
The catalytic hydrotreatment of HTL biocrude involves the contact of the feed molecules with hydrogen at a pressure between 6 and 9 MPa and a temperature of <673 K, over fixed-bed catalytic reactors. The aim is to fully deoxygenate the biocrude via hydrodeoxygenation and decarboxylation/decarbonylation reactions, resulting in a two-phase liquid product consisting of an organic and an aqueous phase [5]. In addition to the liquid product, off-gas rich in light hydrocarbons is produced. The resulting organic phase can be further processed into conventional fuels, or can be used as a bio-based intermediate refinery stream for co-processing with fossil-based hydrocarbons targeting hybrid fuels production. However, there are many challenges in HTL biocrude catalytic hydrotreatment. First of all, the properties of the final products are strongly affected by the severity of the hydrotreatment process, thus, it is very important to optimize the operating process window, particularly for such feedstock. Furthermore, the choice of hydrotreating catalyst is crucial not only to the quality of the total liquid product, but also to the operating cost of the upgrading process, as fast catalyst deactivation can significantly impact the economic performance of the operation. In addition, high hydrogen consumption and coke formation, which are the main obstacles during the upgrading of HTL biocrude via hydrotreatment, create the needs for further investigations prior to the commercialization of the process [6]. Other challenges arising with the hydrotreatment of HTL biocrude are the high viscosity of the liquid, which requires the replacement of small-diameter piping and heat tracing, and the minerals in the oil, which might deactivate the catalysts [7]. However, decentralized HTL plants, which can be located near the biomass production site, are beneficial for this technology, reducing the logistics associated with the process.
The aim of the current manuscript is to investigate the hydrotreatment upgrading of a biocrude feedstock in a TRL 3 hydrotreatment plant and to identify the technological challenges. To that end, an HTL biocrude from agricultural wastes was employed. The hydrotreatment operating window was investigated, with aim being to deoxygenate the initial feed in order to produce a higher-quality two-phase liquid product with high energy and low water content. The resulting organic products were compared in terms of their elemental composition, mass recovery curve, gas production, GC-MS and catalyst efficiency, contributing to the exploration of the upgrade potential of HTL biocrude.
2. Materials and Methods
2.1. Feed
HTL biocrude feed is the organic-phase product of the hydrothermal co-liquefaction of agricultural wastes (wheat straw) with crude glycerol derived from lipids transesterification. The process’ main parameters, such as temperature, residence time and co-feedstocks ratio, were optimized in terms of biocrude yield in a preliminary study. The optimal temperature and residence time found were 573 K and 20 min, respectively; the wheat straw to glycerol ratio was 1/1 and the feedstock to water ratio was 1/10, while Nitrogen at 3 MPa was used as the inert gas. To separate the oil phase from the rest of the products, the mix was rinsed with acetone, which was then removed via rotary evaporation. More details regarding the production process of the biocrude are beyond the scope of this study; however, such details are pending publication by the authors.
The biocrude properties are presented in Table 1. Biocrude presents a high density value, approximately 1.0 g/mL, which is higher than those of most petroleum fractions. For example, the density ranges from 0.83 to 0.84 g/mL for SRGO (straight Run Gas Oil), from 0.85 to 0.86 g/mL for LAGO (Light Atmospheric Gas Oil), from 0.85 to 0.86 g/mL for HAGO (Heavy Atmospheric Gas Oil), from 0.91 to 0.97 g/mL for HVGO (Heavy Vacuum Gas Oil), from 0.84 to 0.92 g/mL for VGO (Vacuum Gas Oil), and from 0.95 to 0.96 g/mL for LCO (Light Cycle Oil). It is obvious that the HTL biocrude requires further upgrading in order to improve the density to match that of petroleum streams for further co-processing within a refinery. Furthermore, biocrude has high oxygen content (22.56 wt. %), part of which occurs in the form of dissolved water. In addition, the TAN (Total Acid Number) is high, confirming the low oxidation stability of the feed. Finally, the biocrude is characterized by low heating value (27 MJ/kg) and high pour point (294 K). Based on the above, biocrude upgrading is essential prior to its use either as a drop-in biofuel or as an intermediate refinery stream.
According to the GS-MS analysis presented in Table 2, the HTL biocrude consists mainly of carboxylic acids ~39.18 wt. % and esters ~24.24 wt. %, in combination with a small number of aromatics, aliphatics, phenols, alcohols, aldehydes, ketones, nitrogenous and oxygenate aromatics, oxyphenols and sulfur species. Similar families of compounds were also detected by Magalhaes et al. [16] on HTL biocrude from microalgae.
All in all, biocrude consists of high-molecular-weight compounds and exhibits a high water content that reduces its stability and miscibility with fossil-based hydrocarbons, thus requiring further upgrading prior its use as an alternative fuel or as an intermediate refinery stream.
2.2. Catalyst
According to the literature, the most common catalysts used today for biocrude hydrotreatment are sulfided and non-sulfided CoMo/Al2O3 and NiMo/Al2O3 [17,18,19]. Biller et al. tested both catalysts (CoMo/Al2O3 and NiMo/Al2O3) for use in the hydrotreatment upgrading of an HTL biocrude, and found that both catalysts present high activity with similar results [20]. Thus, in the current research, a commercial NiMo/Al2O3 catalyst was utilized. In order to maintain the desired Liquid Hourly Space Velocity (LHSV), the catalyst was diluted with a demetallization catalyst with moderate hydrodesulfurization (HDS) activity, at a 6.1 v/v demetalization/NiMo/Al2O3 catalyst ratio, to ensure effective dispersion throughout the reactor and thus achieve good heat and mass transfer, while disabling feed channeling. The catalyst activation procedure was defined by the catalyst provider, which is, however, proprietary information. Finally, a small quantity of dimethyl disulphide (DMDS) was added to the HTL biocrude in order to keep the catalyst desulfurization activity constant throughout testing, increasing it to 1508 wppm over the 175 wppm of the raw HTL biocrude (Table 1).
2.3. Analysis
For the purpose of the current investigation, daily products were collected and analyzed in the CPERI/CERTH analytical laboratory. The liquid product samples analyses included density determined via ASTM D-4052 (DMA4500, Anton Paar GmbH, Grez, Austria) and a distillation curve estimated via ASTM D-7169 (6890N, Analytical Control, Rotterdam, The Netherlands) [21]. Additionally, hydrogen and carbon content were determined by LECO using ASTM D-5291 (LECO CHN-628, St Joseph, MI, USA). The sulfur content was determined using an XRFS analyzer via ASTM D-4294 (Lab-X3500S, Oxford Instruments, High Wycombe, UK) [22]. Oxygen concentration was indirectly calculated from the stoichiometric analysis (C, H) and sulfur and nitrogen content, assuming a negligible concentration of all other elements in the liquid samples. Water content was assessed via ASTM D-6304 (831 KF coulometer) [23] and ASTM E-203 (795 KFT Titrino) [24] depending on the type of the sample. The total acid number (TAN) was measured via ASTM D-664 (685 Dosimat/751 GPD Titrino, Metrohm Ltd., Herisah, Switzerland). Kinematic viscosity, cetane index, pour point and micro carbon residue (MCR) were determined via ASTM D445 (TV 2000/AK PMT, Tamson Instruments, Biesmijk, The Netherlands) [25], ASTM D-976 [26], ASTM D-97 (CPP 97-2, ISL, Verson, France), and ASTM D-4530 (Alcor, Petrotest Instruments GmbH, Berlin, Germany), respectively. The gas chromatograph–mass spectroscopy analysis was performed via an Agilent 7890 chromatograph and 5975C mass spectroscopy analyzer (Agilent, St. Clara, CA, USA).
The high heating value (HHV) was estimated according to the following Equation (1), provided by Channiwalla and Parikh, 2002 [15], and is given below:
where C, H, O, N and S, represent the corresponding elemental wt. % composition on a dry basis. Finally, the gaseous products were analyzed online via an online GC 7890 Agilent analyzer.
Hydrogen consumption was calculated based on the hydrogen mass balance, considering the hydrogen included in the liquid feed (measured via LECO ASTM D-5291 method), in the gas feed (measured via hydrogen gas flow), in the organic liquid product (determined via the LECO ASTM D-5291 method), in the aqueous phase product (via the ASTM D-1744) and in the gas product (measured via gas product composition using an online GC 7890 Agilent analyzer).
2.4. Testing Infrastructure
Hydroprocessing tests were performed in a continuous-flow hydroprocessing pilot plant of the Chemical Process & Energy Resources Institute (CPERI) of the Center for Research and Technology Hellas (CERTH). This plant is a TRL 3 (Technology Readiness Level) unit with a high flexibility system including key process components of industrial-scale hydroprocessing plants, operated to generate the hydroprocessing testing data that can be employed to scale up to commercial systems. The pilot plant includes a stainless steel continuous-flow isothermal tubular reactor (available volume 132 cm3) containing six independent heating zones operated in isothermal mode during the experiment. The catalytic system included 20 mL of the commercial NiMo/Al2O3 catalyst diluted with a demetallization mild-activity catalyst at a ratio 6.1 v/v ratio, distributed evenly in the reactor, while the LHSV calculation was based only on the quantity of the main NiMo/Al2O3 catalyst. Thus, in order to run at LHSV 1 h−1, the liquid feed flow was maintained constant at 20 mL/h, while the hydrogen gas flow was set to 0.63 scfh for the H2/biocrude ratio at 5000 scfb, and at 0.38 scfh for the H2/biocrude ratio at 3000 scfb. More details of the plant can be found in the authors’ previous publications [27,28,29].
2.5. Experimental Procedure
The aim of the manuscript is to investigate HTL biocrude stabilization via catalytic hydrotreatment, evaluating three operating windows. As the reaction temperature is the most important hydrotreating operating parameter, the effects of two different reaction temperatures were investigated. In addition, two hydrogen-to-oil ratios were also assessed, as this parameter is associated with the hydrogen requirements, thus affecting the operating cost as well as the hydrogenation reactions, with impact on the product quality.
The tested operating window is presented in Table 3. At first, the effect of reaction temperature was investigated via conditions 1 and 2, while the effect of H2-to-oil ratio was assessed via condition 3. The choice of the tested operating window was made after a detailed screening of the literature relating to HTL biocrude hydrotreatment [30,31,32,33,34,35,36,37,38]. According to the literature [30,31,32,33,34,35,36,37,38], the hydroprocessing of HTL biocrude is typically performed at elevated temperatures (603−673 K) and pressures (6−9 MPa), with promising heteroatom removal. Furthermore, due to the highly reactive oxygen-containing functional groups, at high temperatures, biocrude is susceptible to polymerization/condensation or cracking reactions, leading to fast DP build-up [39]. The aim of the current research was to stabilize an HTL biocrude in order to allow easier handling and storing for further upgrades, or its use as an intermediate refinery stream. To that aim, the main criteria were, first, to successfully remove the high oxygen content and improve its energy content, but also to use mild operating hydrotreatment conditions in order to avoid fast catalyst deactivation from the polymerization/condensation of biocrude and also to keep the operating hydrotreatment cost low. Higher temperatures and pressures would raise the process costs and also the risk of the polymerization/condensation of the biocrude; thus, it was decided to perform the experiments at the low pressure of 6.9 MPa and in an average temperature range between 603 and 633 K. Each condition lasted two days on stream (DOS). On the second day of each condition, the liquid and gas products were fully analyzed for the mass balance and hydrogen consumption calculations.
3. Results
3.1. Elemental Composition
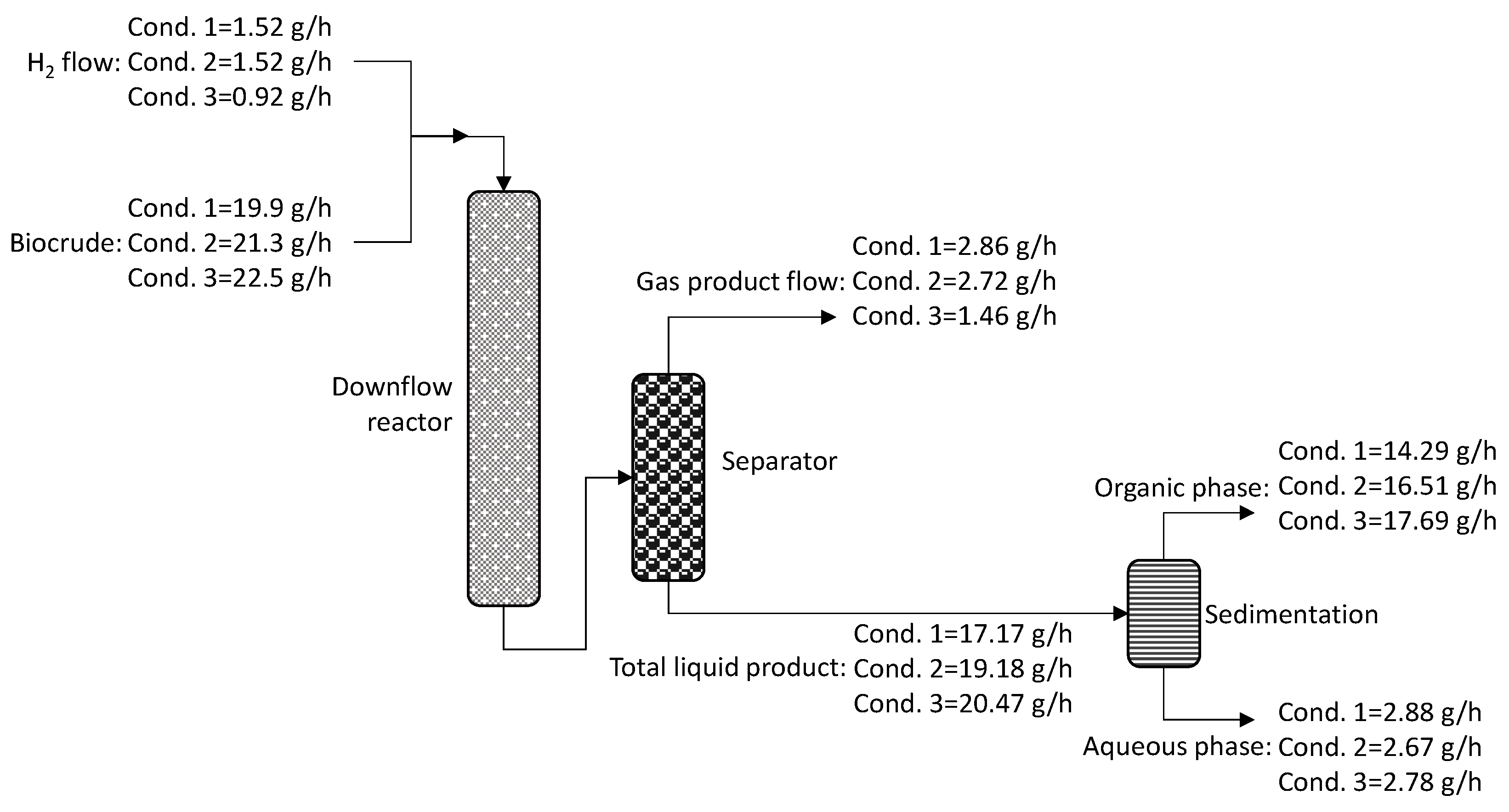
Oxygen removal is of particular relevance to the upgrading of oxygenated feedstocks such as HTL biocrude into transportation fuels, as it averts acidity and corrosivity [40]. In general, this type of feed can be characterized as a complex mixture of various oxygenated compounds. The first goal of hydrotreatment is to reduce the high oxygen level via hydrodeoxygenation and decarboxylation/decarbonylation reactions, where hydrogen acts as the reducing agent and interacts with these oxygenated groups in different ways. One suggested path of hydrodeoxygenation, according to Han et al. 2019, [17] is that “the active sites of the catalysts dissociate a part of molecular hydrogen gas into two hydrogen radicals which become very active, and the hydrogen radicals interact with the C-O bond, breaking it, to form -OH group or water on one end, and an alkane on the other, C=O will be reduced into C-O by hydrogen, followed by the C-O cleavage route (hydrogenolysis)”. This reaction mechanism leads to water, carbon monoxide and carbon dioxide production at the expense of hydrogen consumption. As a result, due to the described reactions, the final product of the hydrotreatment process consists of an organic and an aqueous phase. In general, the hydrotreatment process changes the polarity of HTL biocrude [31]. This is the reason for the formation of a two-phase product, one viscous dark brown organic phase (oil) and one light-yellow aqueous phase. For the purpose of the current research, the aqueous phase was separated via sedimentation from the organic phase as the targeted hydrocarbons are insoluble in water, rendering a water-free final product. The aqueous phase was analyzed in terms of water content and the results have shown that the water concentration is 99 wt. %, thus no further analysis in the aqueous phase was performed. The mass yields from the process for the three conditions are presented in Figure 1. It is observed that in no condition is the mass closure 100%; this is because there are many experimental variables that are measured during the test in order to ensure the mass balance of the process. From the results, it can be observed that from 1 kg of biocrude, the average organic liquid product is 0.76 kg, while the average aqueous phase is 0.13 kg. The average organic liquid mass yield of the process is 76 wt. %.
After the separation of the aqueous phase, the remaining organic phase was fully analyzed and the results are presented in Table 4. The negligible dissolved water and oxygen contents of the organic products confirm the efficiency of hydrodeoxygenation and decarboxylation/decarbonylation reactions in all examined cases. Similar results were also obtained by the team of Subramaniam et al. [19], who found that the oxygen content was below the detectable limit. The results indicate that higher temperatures lead to higher aqueous phase formation, showing that oxygen and dissolved water removal are favored by the reaction temperature being increased from 603 to 633 K. However, the difference is so small that it cannot justify the higher energy/heat demands of the unit at 633 K compared to 603 K. The same results were also reported by the Haider et al. [39], who found that most of the oxygen was removed at 623 K when utilizing a NiMo/γ-Al2O3 catalyst, making the partially upgraded product more stable for further treatment. The reduction of the hydrogen supply (via condition 3) does not strongly influence the hydrodeoxygenation and decarboxylation reactions, as the difference between condition 1 and condition 3 in terms of the aqueous phase yields is very small. From this comparison, it is safe to conclude that the 3000 scfb H2/biocrude ratio provides sufficient hydrogen to remove almost all the oxygen and dissolved water contained in the initial feed.
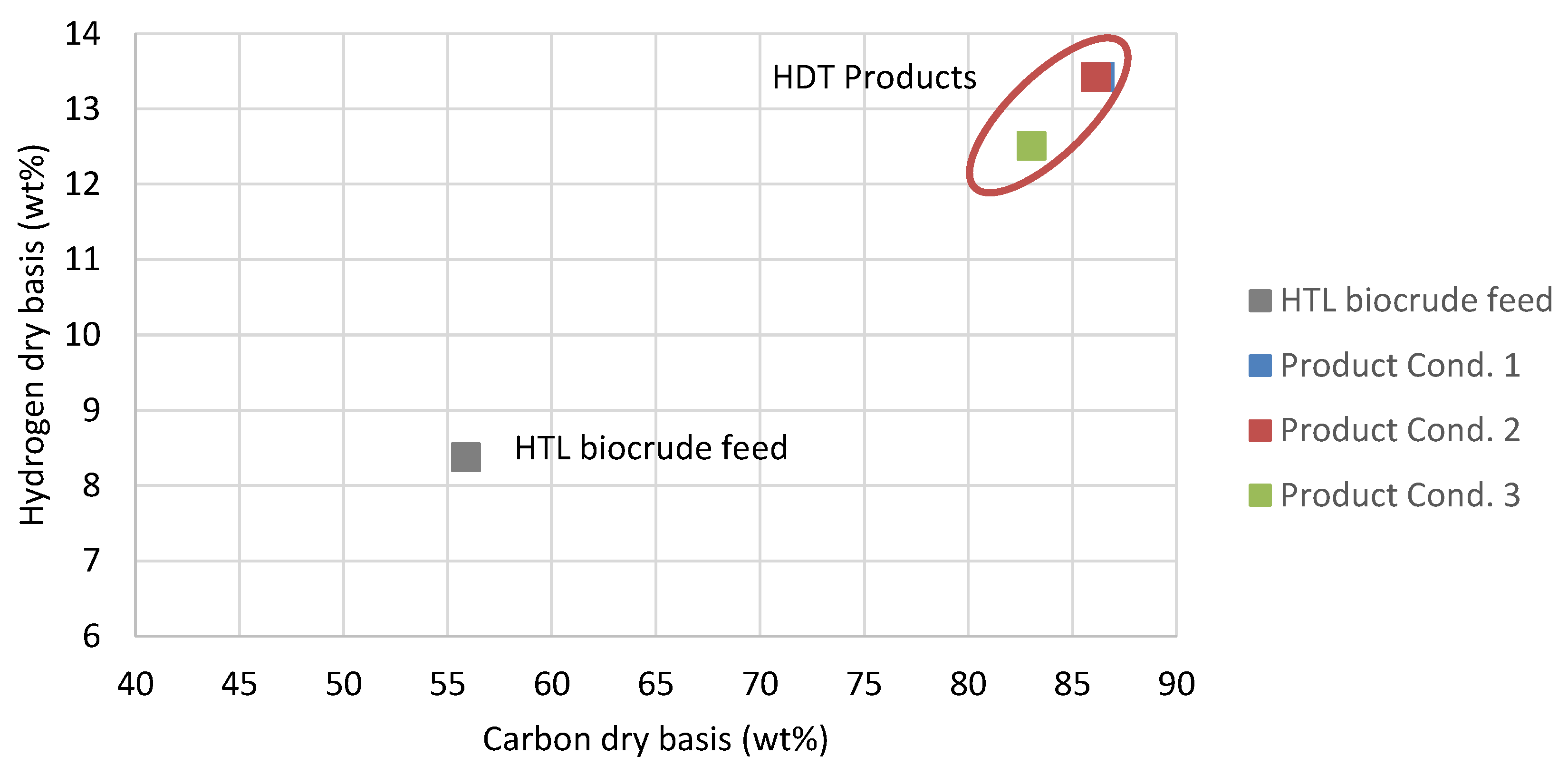
As mentioned above, hydrotreatment aims to transform the oxygen groups; for example, the C=O double bonds to alcohols, and the C=C double bonds to unreactive alkanes. As a result, the effectiveness of stabilization via hydrotreatment can be described as the ability of the mixture to incorporate hydrogen to saturate the reactive double bonds. Thus, the effectiveness of stabilization can be confirmed from the comparison of carbon and hydrogen contents between feed and products. To that end, Figure 2 presents the hydrogen and carbon contents on a dry basis of both feed and products. By comparing the hydrogen content between the feed (Table 1) and the products (Table 4), it is observed that the hydrogen content increased in all products, as was also observed by Hamidi et al. [41]. The hydrogen (on dry basis) of biocrude increased by +60% in conditions 1 and 2, but only by 49% in condition 3, confirming the importance of sufficient hydrogen supply.
In case of carbon content, this was increased compared to the initial carbon of the feed. More specifically, the carbon content increased by 54.4%, 54.1% and 48.5% under conditions 1, 2 and 3, respectively. This indicates that reaction temperature does not significantly influence carbon yields. However, the reduction in hydrogen supply (condition 3) rendered a product with lower carbon content justifying the importance of providing excess hydrogen supply. The increase in carbon content in the products results in high energy density, with the HHV (High Heating Value) ranging from 43 to 46 MJ/kg. It is observed that the products from the HTL biocrude hydrotreatment are characterized by high energy content compared to the initial biocrude feed. Similar results were reported ] by the team of Yang et al. [18], who ended-up with a stabilized biocrude with a heating value ranging from 44.9 to 46.7 MJ/kg.
The carbon yields are also presented in Table 4 for all examined cases. Carbon yields are determined as the carbon yield in the organic products in ratio to the feedstock. High carbon yields of more than 75% were observed in almost all cases.
Another important property of the organic phase that shows the efficiency of the process is the sulfur content. Hydrotreatment also aims to remove sulfur from the feed via hydrodesulphurization reactions in the form of H2S. As was already mentioned in the previous section, the biocrude feed was doped with DMDS in order to increase the sulfur content, which is necessary for the sulfided catalysts like the examined catalyst of the manuscript. Both reaction temperatures tested (conditions 1 and 2) enabled the removal of most of the sulfur content of the feed. However, the results from condition 3 show that the reduction in hydrogen supply strongly affected the hydrodesulfurization reactions, even though it had no negative impact on hydrodeoxygenation and decarboxylation/decarbonylation reactions. In particular, the product of condition 3 had a high sulfur content (800 wppm), showing an insufficient hydrogen supply that could not cover all reactions. This shows that the deoxygenation reactions are competitive with desulfurization. The presence of H2S to keep the catalysts in the sulfide state leads to the incorporation of sulfur in the organic product as long as the deoxygenations take place. After oxygen removal, sulfur removal follows, since the applied NiMo catalyst is a well-known desulfurization catalyst. Thus, the hydrogen is consumed mostly for deoxygenation reactions instead of desulfurization reactions [42].
3.2. Mass Recovery Analysis
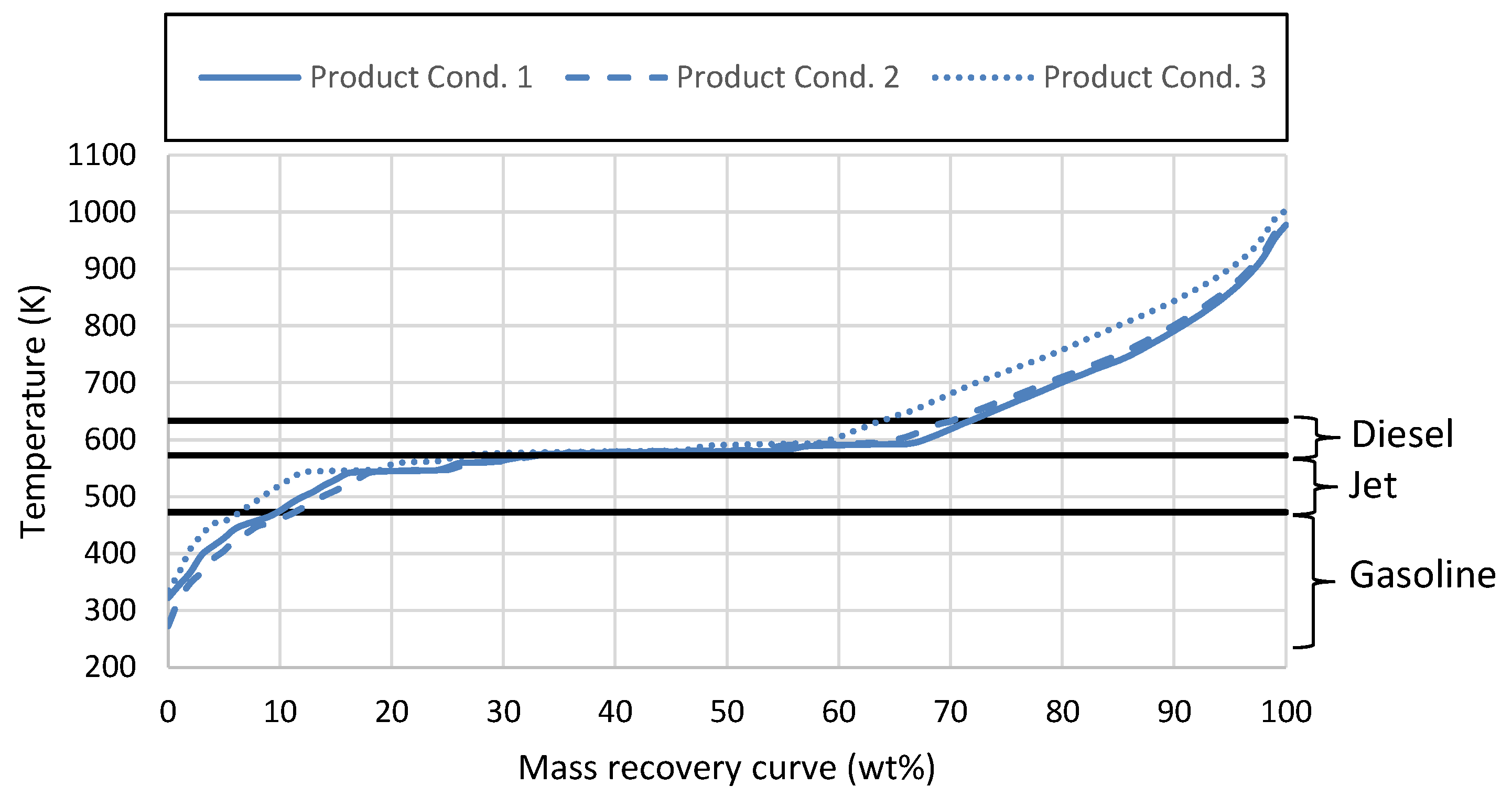
The upgrading of HTL biocrude is a result of hydrocracking, and the saturation of its heavy molecules and double bonds. The cracking of the heavy molecules to lighter hydrocarbons can be confirmed through the observation of mass recovery curves (distillation curves). The mass recovery curves of the products of all the three examined conditions are presented in Figure 3. It can be observed that the increase in temperature from 603 to 633 K raises the rate of hydrocracking reactions; thus the hydrogen consumption increases due to the ring saturation of aromatics and hydrocarbon gas production. In addition, Figure 3 shows that the reduction in hydrogen supply leads to heavier hydrocarbons, thus reducing the gasoline and diesel yields. The corresponding gasoline (boiling point range <473 K), jet (boiling point range 473–573 K), diesel (boiling point range 573–633 K) and heavy fuel (>633 K) yields are:
- condition 1—10 wt. % gasoline, 22 wt. % jet, 40 wt. % diesel and 28 wt. % heavy fuel;
- condition 2—12 wt. % gasoline, 21 wt. % jet, 37 wt. % diesel and 30 wt. % heavy fuel;
- condition 3—7 wt. % gasoline, 20 wt. % jet, 37 wt. % diesel and 36 wt. % heavy fuel.
These results are in accordance with the results of [39], who mostly derived hydrocarbons in the diesel range by hydrotreating biocrude at 603 K utilizing NiMo/γ-Al2O3. According to mass recovery curves, condition 1 is more appropriate. Unfortunately, SimDis analysis is not possible for the feed due to analytical instrument limitations in these types of liquids (with high water content).
3.3. Gas Chromatograph Analysis
Besides liquid products, gaseous products are also formed during hydroprocessing. In general, there are three types of reactions that remove the oxygen content from the feed. These reactions are: hydrodeoxygenation (Equation (2)), which leads to the production of water; decarboxylation (Equation (3)) which leads to the production of CO2, and decarbonylation (Equation (4)) which leads to the production of CO. However, the produced CO and CO2 may also react with hydrogen, forming methane via methanation reactions (Equations (5)–(7)). In addition, the CO2 can also react with hydrogen, leading to the production of water via water gas shift reactions (Equation (8)). Examples of reactions are given below:
The most preferable reaction is hydrodeoxygenation, as during decarbonylation and decarboxylation, some carbon in the feedstock is lost in the form of low-value gases (CO and CO2), thus leading to lower liquid hydrocarbon yields. During hydroprocessing of HTL biocrude, all the above reactions take place at the same time; only the ratio of the reactions is changed under different process operating conditions. The hydrodeoxygenation and decarboxylation reactions are exothermic, decarbonylation is slightly endothermic, the reverse water gas shift reaction is endothermic and CO methanation is strongly exothermic. As a result, the total heat contributions of all of these reactions can vary depending on process conditions and different feedstocks. Heat generation is very important as it can cause significant problems during hydroprocessing, such as the overheating of the reactor, which could damage the catalyst or cause polymerization in the biocrude, eventually leading to coke formation. Of all the described reactions, the methanation reaction, which uses high amounts of hydrogen, is the most undesirable reaction from the heat generation perspective.
The results of the gas chromatograph analysis applied to the gas products are presented in Table 5. The main compounds in the gas phase (excluding hydrogen, which was the main compound detected) are methane, ethane, propane and isobutene, similar to the results obtained by [19]. According to the gas product composition analysis, the HTL biocrude hydrotreatment leads to no CO or CO2 products. However, the presence of methane in the gas product confirms that decarboxylation and decarbonylation reactions have occurred, but the CO2 and CO were further reacted with the hydrogen, leading to the formation of methane via methanation reactions. Furthermore, the increase in methane with temperature (comparing conditions 1 and 2) shows that the increase in temperature favors methanation reactions. In addition, the lower aqueous phase observed in condition 2 compared to 1 shows that the oxygen is removed mostly via decarbonylation and decarboxylation reactions, instead of hydrodeoxygenation reactions, but the produced CO and CO2 are transformed to methane, which explains the higher levels of methane under condition 2 compared to 1. Furthermore, the reduction in hydrogen supply also leads to high levels of methane formation.
From the gas product analysis in Table 5, we can easily infer that more considerable hydrocarbon gases such as methane, ethane, propane, etc., are produced at higher operating temperatures (comparison between conditions 1 and 2). These gases are the results of the catalytic or thermal cracking of side chains and the hydrodeoxygenation of light organic molecules to form gases. It is also important to note that the increases in these hydrocarbon gases with temperature are combined with the increase in hydrogen consumption (Table 4), confirming the increased activity of the catalyst at higher temperatures. In general, the formation of hydrocarbons in gases is accompanied by a loss of carbon in the organic liquid phase product, resulting in lower carbon yields. Thus, it is desired to have as few hydrocarbons in the gases as possible. From this point of view, condition 1 is the most preferable.
Based on the GC analysis of gas products, hydrogen consumption can be estimated. According to Figure 1, the hydrogen feed flow is 1.52 g/h for conditions 1 and 2 and 0.92 g/h for condition 3. The measured gas product flow is 2.8 g/h, 2.72 g/h and 1.46 g/h for conditions 1, 2 and 3, respectively. Based on the gas product analysis, the hydrogen gas product that did not react is 90.49% v/v, 90.13% v/v and 88.23% v/v for conditions 1, 2 and 3, respectively. Thus, the real hydrogen that was consumed during the process was 0.48 g/h, 0.53 g/h and 0.40 g/h for conditions 1, 2 and 3, respectively. It is confirmed that at higher temperatures (condition 2), the hydrogen consumption is higher due to the greater number of reactions that are taking place, as described in detail in the previous sections.
3.4. GC-MS Chromatograph Analysis
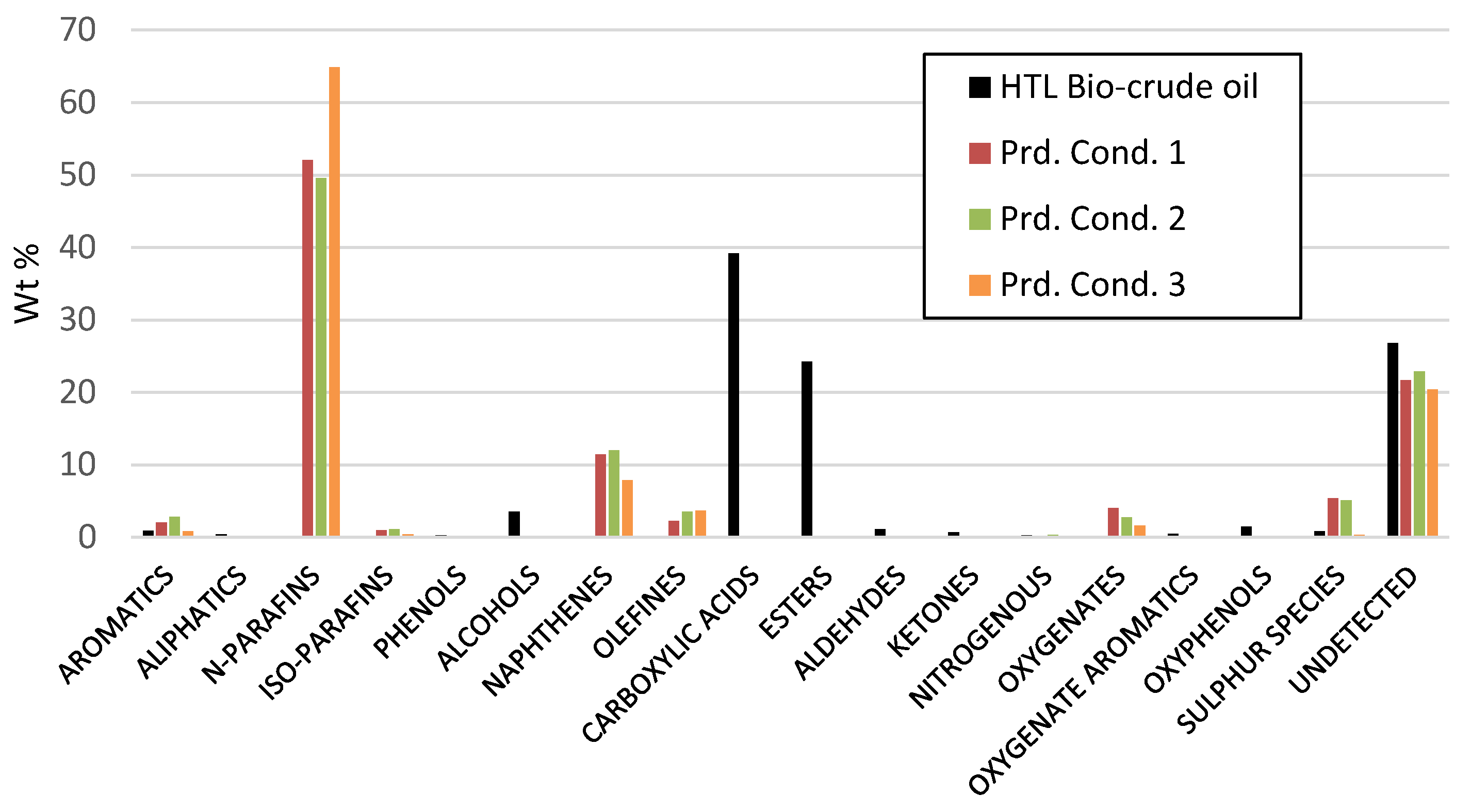
The GC-MS results for both HTL biocrude and the products of each condition are depicted in Figure 4. The composition of untreated HTL biocrude is dominated by oxygenated species, while hydrocarbons are almost absent. More specifically, HTL biocrude consists mainly of carboxylic acids (39.18 wt. %) and esters (24.24 wt. %), while the undetected compounds are ~26.83 wt. %. Finally, there are also small percentages of aromatics (0.94 wt. %), aliphatics (0.41 wt. %), phenols (0.26 wt. %) alcohols (3.54 wt. %), aldehydes (1.06 wt. %), ketones (0.67 wt. %) nitrogenous (0.21 wt. %), oxygenate aromatics (0.44 wt. %), oxyphenols (1.46 wt. %) and sulfur species (0.79 wt. %).
After hydrotreatment, the composition of the HTL biocrude visibly changes. The number of oxygen- and nitrogen-containing compounds decreases, while hydrocarbons are formed. More specifically, the organic liquid phase consists mainly of more than 50 wt. % n-paraffins and a high percentage of saturated (naphthene 7.88–11.94 wt. %) and unsaturated (olefines 2.29–3.67 wt. %) hydrocarbons. In addition, there are some oxygenated compounds (1.5–4.0 wt. %) as well as some sulfur species (~5 wt. %). The highly paraffinic nature of the product is revealed also by the high H/C ratio (H/C ratio was determined per weight percent). The GC-MS sulfur species results show that the sulfur is present in the form of 1,2-Benzisothiazole, 3-(hexahydro-1H-azepin-1-yl)-, 1,1-dioxide (C13H16N2O2S), with a boiling point at 711 K, which is a too high for conventional fractionation.
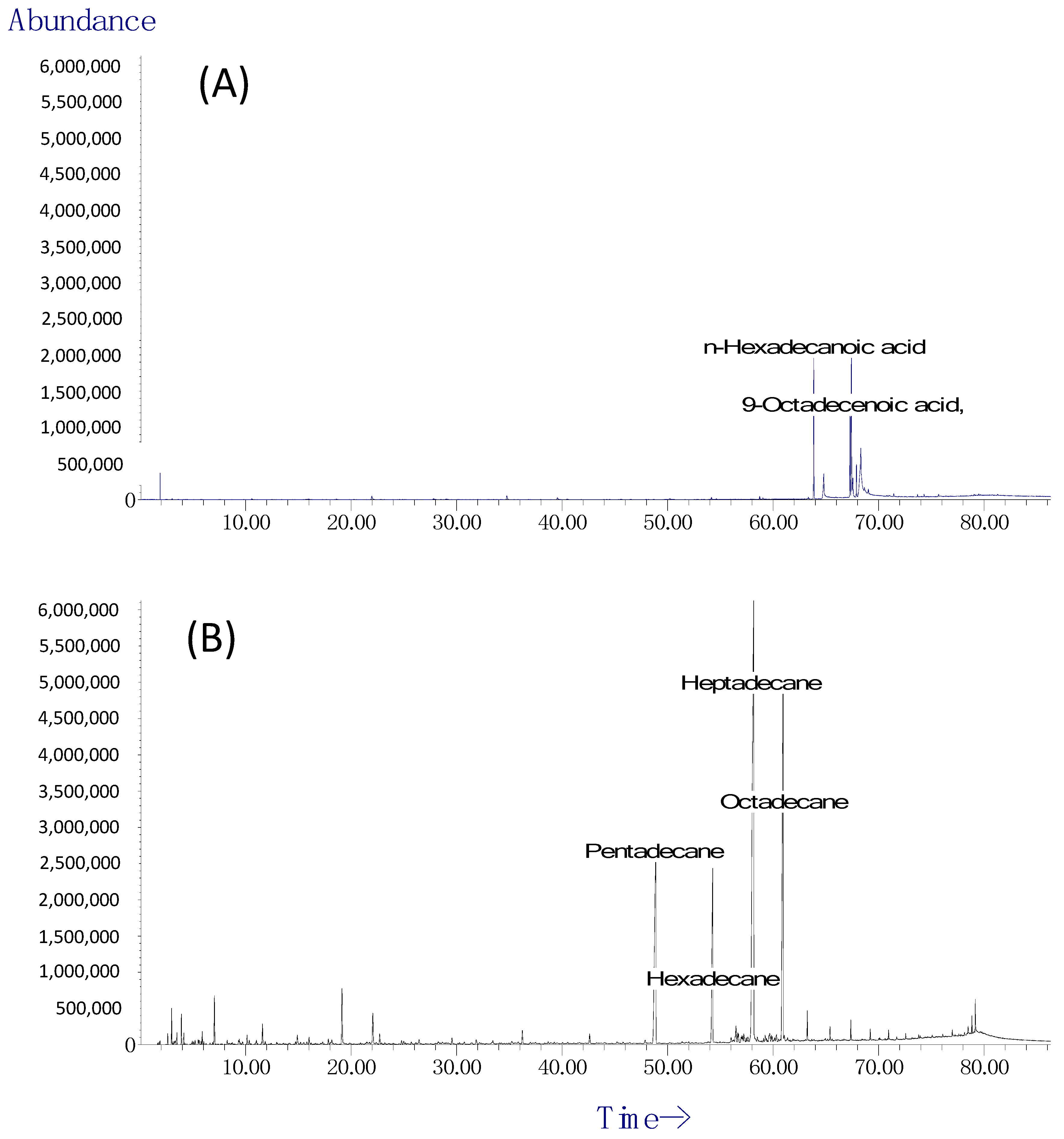
As far as the effect of hydrotreatment severity is concerned, it is observed that the increase in temperature from condition 1 to condition 2 leads to the formation of more hydrocarbons, especially in the form of aromatics, naphthene and olefins, while at the same time the amount of oxygenates is reduced. To better understand these phenomena, a GC-MS chromatogram of both the HTL biocrude and the upgraded product from condition 1 is presented in Figure 5. The comparison indicates that the HTL biocrude consists of compounds belonging to different chemical families. The most evident peaks are on hexadecanoic acid or palmitic acid (CH3(CH2)14COOH), and also on 9-Octadecenoic acid or oleic acid (C18H34O2) (plot A Figure 5). It can be observed that none of these peaks are found in the hydrotreated product (plot B Figure 5). Similar results regarding biocrude composition have also been found in other studies [43,44,45], where different settings of the instruments were able to detect other fatty acids up to C20. In general, the upgrading of this type of compound to the corresponding straight-chain paraffins is relatively easy. The GC-MS of the product (plot B Figure 5) confirms the conversion of this type of compound to the corresponding heptadecane (C17H36) and octadecane (C18H38) hydrocarbons. Furthermore, the formation of pentadecane (C15H32) and hexadecane (C16H34) is also observed, in accordance with the results of Kohansal et al. [46], who found that the hydrotreatment of biocrude has led to the formation of alkanes such as hexadecanes and octadecanes, revealing the effective hydrodeoxygenation and/or decarboxylation of the biocrude. Similar results were also reported by Yang et al. [18], who found that the most abundant alkanes after hydrotreatment were hexadecane and octadecane. These hydrocarbons are likely to be derived from the corresponding phenols through hydrodeoxygenation. The results show that most of the oxygenate compounds from the HTL biocrude were converted to their corresponding hydrocarbons, enabling the HTL biocrude to stabilize. Thus, hydrotreatment was proven an effective technology for the upgrading and stabilization of the biocrude.
3.5. Catalyst Deactivation
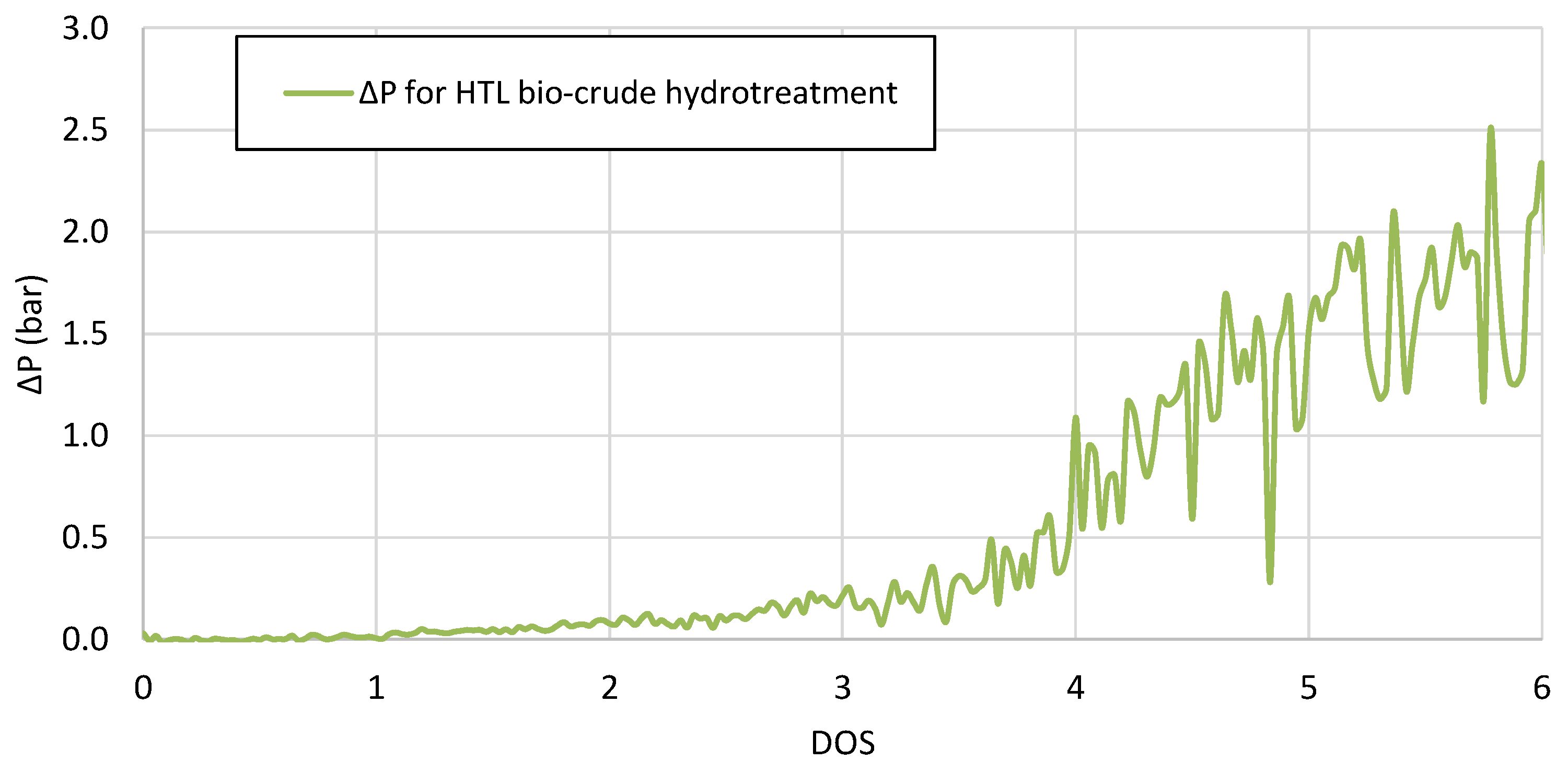
In general, the activity of hydrotreatment catalysts reduced with time on stream, and this deactivation was mostly caused by the poisoning and sintering of the active phase and pore plugging by metals, as well as coke build-up [47]. According to the literature, the accumulation of metals inside the pores of the catalysts proceeds linearly with time on stream, while the coke build-up is high at the beginning of the operation and slows down with time on stream until reaching a steady-state condition [48]. According to the ΔP plot shown in Figure 6, the catalyst showed deactivation with time on stream. The first reason for ΔP build-up is that when HTL biocrude is heated up, many compounds become very reactive and tend to form coke, which leads to reactor fouling and product deterioration. According to the elemental composition of the product, as already discussed in a previous section, the sulfided NiMo/Al2O3 catalyst was able to yield products with nearly zero oxygen content. However, Ni was used as a promoter, which donated its electrons to Mo atoms. This resulted in sulfur vacancies, which acted as the active sites for HDO reactions. In addition, the condensation of ketones, sugars and aldehydes is attributed to the re-polymerization and formation of tar-like products, also called coke. Unfortunately, this coke covers the active sites of the catalyst, and thus the reactivity of these sites is seriously hindered, leading to surface blockage and also to plugging [49]. The effects of reaction temperature and hydrogen pressure on carbon deposition were investigated by Ternan et al., 1979 [50], and their results show that under fixed hydrogen pressure, the amount of coke increased rapidly with a reaction temperature in the range of 623 K to 648 K.
In general, coke formation is a complicated process that occurs during the hydrotreatment of such feeds. The first step during hydrotreatment is the breaking down of the chemical bonds, leading to the generation of radicals. At the next step, the radicals break further or are hydrogenated, leading to more stable molecules, or they recombine to form larger molecules until ultimately producing coke. The role of hydrogen during hydrotreatment is to react with and terminate these radicals. Thus, the excess hydrogen supply is very important in matching the demand for the broken bonds [31]. This was confirmed under condition 3, where the hydrogen supply was lower compared to in conditions 1 and 2, and led to lower-quality products in terms of their properties (hydrogen and carbon content, cetane index, viscosity, etc.), as deeply discussed in the previous section (see Table 4).
During the experiment, fast catalyst deactivation, expressed via ΔP build-up, was observed, which progressed linearly with time on stream, starting from the second DOS, leading to the termination of the experiment. Another important parameter for catalyst deactivation is the amount of metals on the feedstock. During hydroprocessing, some of the metals present in the feed will deposit on the catalyst surface and cause deactivation. It is evident that coke and metals plug the pores, and may eventually lead to a complete loss of the activity [50]. To that end, the metal contents of the raw HTL biocrude, organic liquid product and aqueous liquid product under condition 1 were measured and are presented in Table 6. The metal content of the HTL biocrude was 7295 wppm, while the total metal contents of both the organic liquid product and the aqueous liquid product were 5.0 and 8.8 wppm, respectively. This result shows the accumulation of metal on the catalyst. According to Torres et al. [51], the accumulation of metal on the catalyst is usually linear with time on stream, which may justify the linear ΔP build-up observed in Figure 6. Thorson et al. [52] also mentioned that the metal loading of HTL biocrude is significantly higher compared to the metal content in the petroleum fraction, which is inserted in refinery hydrotreating units, causing faster catalyst deactivation or plugging as the metals deposit in the reactor, confirming the results of the current manuscript.
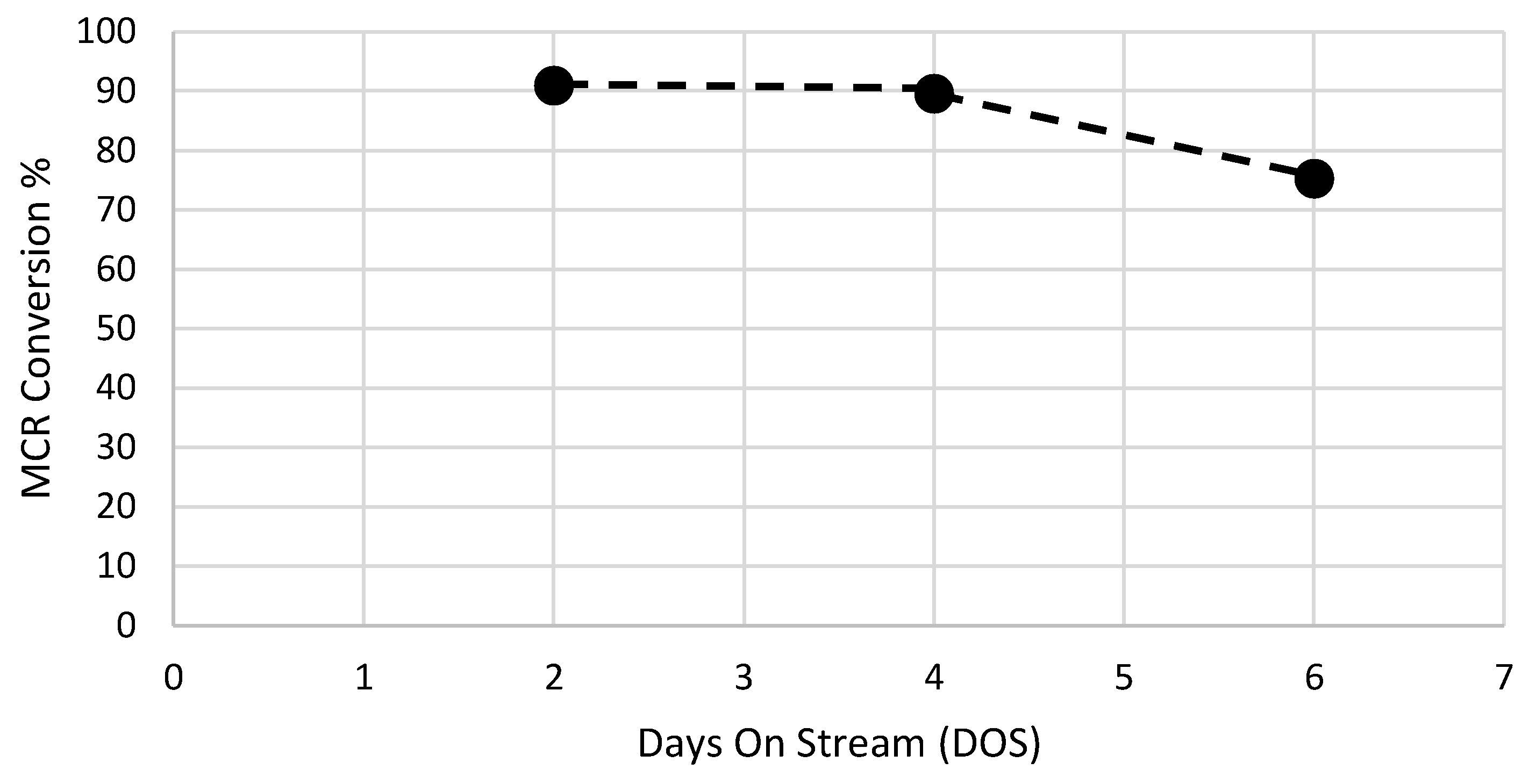
The microcarbon residue (MCR) content present in the feed is also the main contributor to the formation of the coke during the hydroprocessing reactions [53]. To that end, MCR conversion was calculated for DOS 2, 4 and 6 based on Equation (9).
The MCR conversion is presented in Figure 7. MCR contains big and complex molecules. For conversion, molecules need to enter the pore cavity to reach the active sites. Whatever small amount of coke that is formed during hydroprocessing mainly covers the active sites; hence, the fresh big MCR molecules cannot easily access the active sites. Therefore, the catalytic activity producing MCR conversion reduced with days on stream, confirming the formation of coke.
4. Discussion
Although the hydrothermal liquefaction of lignocellulosic biomass can lead to a product with high energy density, this requires an upgrading step to enable its use as an alternative fuel due to its high oxygen content, which leads to instability problems. Catalytic hydrotreatment has been proposed as a possible technology for the upgrading of HTL biocrude to higher-added-value liquid fuels. However, there are still many challenges that have to be addressed prior to the commercialization of this process. The aim of the current manuscript was to investigate the stabilization of an HTL biocrude using hydrotreatment technology. The analysis of the examined feedstock showed that biocrude has a low heating value (27 MJ/kg) and a high oxygen content (22.56 wt. %), and consists mainly of carboxylic acids (39.18 wt. %) and esters (24.24 wt. %) in combination with a small number of aromatics, aliphatics, phenols, alcohols, alde-hydes, ketones, nitrogenous and oxygenate aromatics, oxyphenols and sulfur species.
The catalytic hydrotreatment of biocrude led to a liquid product consisting of an organic and an aqueous phase. The aqueous phase contained 99 wt. % water, and thus no further analysis was performed; however, the main organic liquid product was fully analyzed. According to the results, the upgraded biocrude (organic product) had a very low oxygen content ranging from 0 to 3.3 wt. %, depending on the operating window of hydrotreatment. The low oxygen content shows the successfulness of the hydrodeoxygenation, decarbonylation and decarboxylation reactions. Furthermore, the resulting organic product presented a high heating value ranging from 43 to 46 MJ/kg, confirming its high energy content. Based on the mass recovery curve of the organic liquid product, we can infer that it contained 7–12 wt. % gasoline, 20–22 wt. % jet, 37–40 wt. % diesel and 28–36 wt. % heavy fuel hydrocarbons. Finally, according to the GS-Ms results, catalytic hydrotreatment was able to transform the carboxylic acids of biocrude into their corresponding straight-chain paraffins (pentadecane (C15H32), hexadecane (C16H34), heptadecane (C17H36) and octadecane (C18H38) hydrocarbons). Thus, hydrotreatment was proven an effective technology for the upgrading and stabilization of the biocrude.
As far as the operating parameters are concerned, this experimental study has shown that the hydrogen supply is an important factor during the hydrotreatment of biocrude, as reducing the hydrogen supply can lead to products with higher sulfur contents, thus confirming the necessity of using hydrogen for the successful completeness of hydrotreatment reactions. In addition, higher reaction temperatures can lead to a better-quality product in terms of heating value and oxygen content, at the expense of hydrogen consumption. Thus, the hydrotreatment operating window should be carefully selected in order to yield a higher quality product without sacrificing the operation cost. However, to achieve process optimization, further investigations are required.
Finally, during the experiment, fast catalyst deactivation, expressed via ΔP build-up, was observed, which progressed linearly with time on stream. The catalyst deactivation is mostly caused by the poisoning and sintering of the active phase and pore plugging by metals and coke build-up. Unfortunately, this coke covers the active sites of the catalyst, and thus the reactivity of these sites is seriously hindered, leading to surface blockage and also to plugging. In addition, during hydroprocessing, some of the metals present in the feed were deposited on the catalyst surface, causing deactivation. It is evident that coke and metals plugged the pores and eventually led to a complete loss of the activity. It should be noted here that the examined catalytic system is a commercial system that was developed to process fossil feedstocks. It is obvious that further research is needed for the development of new catalytic systems specialized for biomass feedstocks.
5. Conclusions
The catalytic hydrotreatment of an HTL biocrude was investigated in order to improve its stability. The HTL biocrude was produced from agricultural wastes (lignocellulosic biomass); however, due to its high oxygen content, it requires further upgrading prior its use as a drop-in fuel or as a refinery intermediate stream. The hydrotreatment was proven to be a promising technology, yielding a two-phase liquid product, with organic and aqueous phases. The aqueous phase was 99 wt. % water, while the organic phase was the final liquid product (stabilized biocrude). Catalytic hydrotreatment successfully removed the oxygenates from the HTL biocrude, leading to an organic product with a very low oxygen content ranging from 0 to 3.3 wt. %. Regarding the different operating windows tested, the optimum was found at 603 K, 6.9 MPa, LHSV 1 h−1 and a H2/biocrude ratio at 5000 scfb, as under these conditions a high-quality organic liquid product was obtained, without sacrificing the hydrogen consumption. The testing results show that the carboxylic acids, especially the palmitic and oleic acids, of raw biocrude were fully converted to their corresponding heptadecane and octadecane. In general, the hydrotreatment process was able to improve the quality of the initial biocrude, leading to a product with a high heating value (46 MJ/kg) and almost zero oxygen content, allowing easier handling and storage for further upgrades, or its use as an intermediate refinery stream. However, fast catalyst deactivation was observed during experiments, confirming the need for further research on the development of catalysts better suited to HTL biocrude feedstocks.
Author Contributions
A.D.: methodology, formal analysis, writing—original draft, investigation, validation, data curation, writing—review and editing. S.B.: conceptualization, validation, writing—review and editing, supervision, project administration. All authors have read and agreed to the published version of the manuscript.
Funding
The current work received European Union and Greek national funds through the Operational Program Competitiveness, Entrepreneurship, and Innovation, under the project RESEARCH—CREATE—INNOVATE (project code: T2EDK-02729 “Innovative technology for the production of advanced biofuels and high value-added chemicals from the use of agricultural residues—AgroFUCHEr”).
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study, in the collection, analyses and or interpretation of data, in the writing of the manuscript and in the decision to publish the results.
References
- Seehar, T.H.; Toor, S.S.; Shah, A.A.; Pedersen, T.H.; Rosendahl, L.A. Biocrude Production from Wheat Straw at Sub and Supercritical Hydrothermal Liquefaction. Energies 2020, 13, 3114. [Google Scholar] [CrossRef]
- Climent, M.J.; Corma, A.; Iborram, S. Conversion of biomass platform molecules into fuel additives and liquid hydrocarbon fuels. Green Chem. 2014, 16, 516–547. [Google Scholar] [CrossRef]
- Dimitriadis, A.; Bezergianni, S. Hydrothermal liquefaction of various biomass and waste feedstocks for biocrude production: A state of the art review. Renew. Sustain. Energy Rev. 2017, 68, 113–125. [Google Scholar] [CrossRef]
- Saravanan, A.; Yaashikaa, P.R.; Kumar, P.S.; Thmarai, P.; Deivayanai, V.C.; Rangasamy, G. A comprehensive review on techno-economic analysis of biomass valorization and conversion technologies of lignocellulosic residues. Ind. Crops Prod. 2023, 200, 116822. [Google Scholar] [CrossRef]
- Cai, Q.; Yu, T.; Zhang, S. Enhanced aromatic hydrocarbon production from bio-oil hydrotreating-cracking by Mo-Ga modified HZSM-5. Fuel 2020, 269, 117386. [Google Scholar] [CrossRef]
- Roy, P.; Jahromi, H.; Rahman, T.; Baltrusitis, J.; Hassa, E.B.; Torbert, A.; Adhikari, S. Hydrotreatment of pyrolysis bio-oil with non-edible carinata oil and poultry fat for producing transportation fuels. Fuel Process. Technol. 2023, 245, 107753. [Google Scholar] [CrossRef]
- Lindfors, C.; Ellito, D.C.; Prins, W.; Oasmaa, A.; Lehtonen, J. Co-processing of Biocrudes in Oil Refineries. Energy Fuels 2023, 37, 799–804. [Google Scholar] [CrossRef]
- ASTM D-4052-22; Standard Test Method for Density, Relative Density and API Gravity of Liquids by Digital Density Meter. ASTM International: West Conshohocken, PA, USA, 2022.
- ASTM D-5453-19; Standard Test Method for Determination of Total Sulfur in Light Hydrocarbons, Spark Ignition Engine Fuel, Diesel Engine Fuel, and Engine oil By Ultraviolet Fluorescence. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM D-5291-21; Standard Test Methods for Instrument Determination of Carbon, Hydrogen, and Nitrogen in Petroleum Products and Lubricants. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D-1744-13; Standard Test Methog for Determination of Water in Liquid Petroleum Products by Karl Fischer Reagent. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D-4530-15; Standard Test Method for Determination of Carbon Residue (Micro Method). ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM D-664-11; Standard Test Method for Acid Number of Petroleum Products by Potentiometric Titration. ASTM International: West Conshohocken, PA, USA, 2011.
- ASTM D-97-17; Standard Test Method for Pour Point of Petroleum Products. ASTM International: West Conshohocken, PA, USA, 2022.
- Channiwala, S.A.; Parikh, P.P. A unified correlation for estimating HHV of solid, liquid and gaseous fuels. Fuel 2002, 81, 1051–1063. [Google Scholar] [CrossRef]
- Magalhaes, B.C.; Checa, R.; Lorentz, C.; Afanasiev, P.; Laurenti, D.; Geantet, C. Catalytic hydroconversion of HTL micro-algal bio-oil into biofuel over NiWS/Al2O3. Algal Res. 2023, 71, 103012. [Google Scholar] [CrossRef]
- Han, Y.; Gholizadeh, M.; Tran, C.C.; Kaliaguine, S.; Li, C.Z.; Olarte, M.; Garcia-Pere, M. Hydrotreatment of Pyrolysis Bio-Oil: A Review. Fuel Process. Technol. 2019, 195, 106140. [Google Scholar] [CrossRef]
- Yang, C.; Wang, S.; Jiang, Z.; Li, J.; He, C.; Xu, T. Catalytic hydrotreatment upgrading of biocrude oil derived from hydrothermal liquefaction of animal carcass. Fuel 2022, 317, 123528. [Google Scholar] [CrossRef]
- Subramaniam, S.; Santosa, D.M.; Brady, C.; Swita, M.; Ramasamy, K.K.; Thorson, M.R. Extendede catalyst lifetime testing for HTL biocrude hydrotreating to produce fuel blendstocks from wet wastes. ACS Sustain. Chem. Eng. 2021, 9, 12825–12832. [Google Scholar] [CrossRef]
- Biller, P.; Sharma, B.K.; Kunwar, B.; Ross, A.B. Hydroprocessing of bio-crude from continuous hydrothermal liquefaction of microalgae. Fuel 2015, 159, 197–205. [Google Scholar] [CrossRef]
- ASTM D-7169-23; Standard Test Method for Boiling Point Distribution of Samples with Residues such as Crude Oils and Atmospheric and Vacuum Residues by High Temperature Gas Chromatography. ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM D-4294-21; Standard Test Method for Sulfur in Petroleum and Petroleum Products by Energy Dispersive X-ray Fluorescence Spectrometry. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D-6304-20; Standard Test Method for Determination of Water in Petroleum Products, Lubricating Oils, and Additives by Coulometric Karl Fischer Titration. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM E-203-16; Standard Test Method for Water Using Volumetric Karl Fischer Titration. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM D-445-21; Standard Test Method for Kinematic Visvosity of Transparent and Opaque Liquids (and Calculation of Dynamic Viscosity). ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM D-976-06; Standard Test Method for Calculated Cetane Index of Distillate Fuels. ASTM International: West Conshohocken, PA, USA, 2006.
- Bezergianni, S.; Dimitriadis, A. Temperature effect on co-hydroprocessing of heavy gas oil-waste cooking oil mixtures for hybrid diesel production. Fuel 2013, 103, 579–584. [Google Scholar] [CrossRef]
- Dimitriadis, A.; Bezergianni, S. Co-hydroprocessing gas-oil with residual lipids: Effect of residence time and H2/oil ratio. J. Clean. Prod. 2016, 131, 321–326. [Google Scholar] [CrossRef]
- Dimitriadis, A.; Meletidis, G.; Pfisterer, U.; Auersvald, M.; Kubicka, D.; Bezergianni, S. Integration of stabilized bio-oil in light cycle oil hydrotreatment unit targeting hybrid fuels. Fuel Process. Technol. 2022, 230, 107220. [Google Scholar] [CrossRef]
- Mortensen, P.M.; Grunwaldt, J.D.; Jensen, P.A.; Knudsen, K.G.; Jensen, A.D. A review of catalytic upgrading of bio-oil to engine fuels. Appl. Catal. A Gen. 2011, 407, 1–19. [Google Scholar] [CrossRef]
- Kadarwati, S.; Hu, X.; Gunawan, R.; Westerhof, R.; Gholizadeh, M.; Hasan, M.D.M.; Li, C.Z. Coke formation during the hydrotreatment of bio-oil using NiMo and CoMo catalysts. Fuel Process. Technol. 2017, 155, 261–268. [Google Scholar] [CrossRef]
- Gholizadeh, M.; Gunawan, R.; Hu, X.; Kadarwati, S.; Westerhof, R.; Chaiwat, W.; Hasan, M.; Li, C.-Z. Importance of hydrogen and bio-oil inlet temperature during the hydrotreatment of bio-oil. Fuel Process. Technol. 2016, 150, 132–140. [Google Scholar] [CrossRef]
- Gholizadeh, M.; Gunawan, R.; Hu, X.; Hasan, M.M.; Kersten, S.; Westerhof, R.; Chaitwat, W.; Li, C.Z. Different reaction behaviours of the light and heavy components of bio-oil during the hydrotreatment in a continuous pack-bed reactor. Fuel Process. Technol. 2016, 146, 76–84. [Google Scholar] [CrossRef]
- Zacher, A.; Olarte, M.; Santosa, D.; Elliot, D.C.; Jones, B. A review and perspective of recent bio-oil hydrotreating research. Green Chem. 2014, 16, 491–515. [Google Scholar] [CrossRef]
- Si, Z.; Zhang, X.; Wang, C.; Ma, L.; Dong, R. An overview on catalytic hydrodeoxygenation of pyrolysis oil and its model compounds. Catalysts 2017, 7, 169. [Google Scholar] [CrossRef]
- Cordero-Lanzac, T.; Palos, R.; Hita, I.; Arandes, L.M.; Rodriguez-Mirasol, J.; Cordero, T.; Bilbao, J.; Castano, P. Revealing the pathways of catalyst deactivation by coke during the hydrodeoxygenation of raw bio-oil. Appl. Catal. B Environ. 2018, 239, 513–524. [Google Scholar] [CrossRef]
- Botella, L.; Stankovikj, F.; Sanchez, J.L.; Gonzalo, A.; Arauzo, J.; Garcia-Perez, M. Bio-oil hydrotreatment for enhancing solubility in biodiesel and the oxidation stability of resulting blends. Front. Chem. 2018, 6, 83. [Google Scholar] [CrossRef] [PubMed]
- Cordero-Lanzac, T.; Palos, R.; Arandes, J.M.; Castano, P.; Rodriguez-Mirasol, J.; Cordero, T.; Bilbao, J. Stability of an acid activated carbon based bifunctional catalyst for the raw bio-oil hydrodeoxygenation. Appl. Catal. B Environ. 2017, 203, 389–399. [Google Scholar] [CrossRef]
- Haider, M.S.; Castello, D.; Rosendahl, L.A. Two-stage catalytic hydrotreatment of highly nitrogenous biocrude from continuous hydrothermal liquefaction: A rational design of the stabilization stage. Biomass Bioenergy 2020, 139, 105658. [Google Scholar] [CrossRef]
- Sonthalia, A.; Kumar, H. Hydroprocessed vegetable oil as a fuel for transportation sector: A review. J. Energy Inst. 2019, 92, 1–17. [Google Scholar] [CrossRef]
- Hamidi, R.; Tai, L.; Paglia, L.; Scarsella, A.; Damizia, M.; de FIlippis, P.; Musivand, S.; Caprariis, B. Hydrotreating of oak wood bio-crude using heterogeneous hydrogen producer over Y zeolite catalyst synthesized from rice husk. Energy Convers. Manag. 2022, 255, 115348. [Google Scholar] [CrossRef]
- Mortensen, P.M.; Gardini, D.; Damsgaard, C.D.; Grunwaldt, J.D.; Jensen, P.A.; Wagner, J.B.; Jensen, A.D. Deactivation of Ni-MoS2 by bio-oil impurities during hydrodeoxygenation of phenol and octanol. Appl. Catal. Gen. 2016, 523, 159–170. [Google Scholar] [CrossRef]
- Castello, D.; Haider, M.S.; Rosendahl, L.A. Catalytic upgrading of hydrothermal liquefaction biocrudes: Different challenges for different feedstocks. Renew. Energy 2019, 141, 420–430. [Google Scholar] [CrossRef]
- Jarvis, J.M.; Albrecht, K.O.; Billing, J.M.; Schmidt, A.J.; Hallen, R.T.; Schaub, T.M. Assessment of hydrotreatment for hydrothermal liquefaction biocrudes from sewage sludge, microalgae, and pine feedstocks. Energy Fuels 2018, 32, 8483–8493. [Google Scholar] [CrossRef]
- Anastasakis, K.; Biller, P.; Madsen, R.; Glasius, M.; Johannsen, I. Continuous hydrothermal liquefaction of biomass in a novel pilot plant with heat recovery and hydraulic oscillation. Energies 2018, 11, 2695. [Google Scholar] [CrossRef]
- Kohansal, K.; Sanchez, E.L.; Khare, S.; Bjorgen, K.O.P.; Haider, M.S.; Castello, D.; Lovas, T.; Rosendahl, L.A.; Pedersen, T.H. Automotive sustainable diesel blendstock production through biocrude obtained from hydrothermal liquefaction of municipal waste. Fuel 2023, 350, 128770. [Google Scholar] [CrossRef]
- Marafi, M.; Stanislaus, A.; Furimsky, E. Handbook of Spent Hydroprocessing Catalysts, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Furimsky, E.; Massoth, F.E. Deactivation of hydroprocessing catalysts. Catal. Today 1999, 52, 381–495. [Google Scholar] [CrossRef]
- Ma, X.; Pang, S.; Xu, Q. Kinetic study of carbonaceous deposit formation and catalyst deactivation in hydrotreating of fast pyrolysis bio-oil. Chem. Eng. Sci. 2021, 231, 116316. [Google Scholar] [CrossRef]
- Ternan, M.; Furimsky, E.; Parsons, B.I. Coke formation on hydrodesulphurization catalysts. Fuel Process. Technol. 1979, 2, 45–55. [Google Scholar] [CrossRef]
- Torres-Mancera, P.T.; Ancheyta, J.; Martinez, J. Deactiovation of a hydrotreating catalyst in a bench-scale continuous stirred tank reactor at different operating condition. Fuel 2018, 234, 326–334. [Google Scholar] [CrossRef]
- Thorson, M.R.; Santosa, D.M.; Hallen, R.T.; Kutnyakov, I.; Olarte, M.V.; Flake, M.; Neuenschwander, G.; Middleton-Smith, L.; Zacher, A.H.; Hart, T.R.; et al. Scaleable hydrotreating of HTL biocrude to produce fuel blendstocks. Energy Fuels 2021, 35, 11346–11352. [Google Scholar] [CrossRef]
- Kohli, K.; Prajapati, R.; Maity, S.K.; Sau, M.; Sharma, B.K. Deactivation of a hydrotreating catalyst during hydroprocessing of synthetic crude by metal bearing compounds. Fuel 2019, 243, 579–589. [Google Scholar] [CrossRef]
Figure 1.
Mass yields.

Figure 2.
H and C elemental composition on dry basis of feeds and products after hydrotreatment.

Figure 3.
Product mass recovery curve.

Figure 4.
GC-MS analysis of HTL biocrude and the products of each condition.

Figure 5.
GS-MS (A) HTL biocrude feed and (B) organic liquid product from condition 1.

Figure 6.
Pressure plot with days on stream for HTL biocrude hydrotreatment.

Figure 7.
MCR conversion with time on stream (DOS).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Properties of HTL biocrude.
| Properties | Units | HTL Biocrude | Analysis Method |
|---|---|---|---|
| Density at 288 K | g/mL | 1.002 | ASTM D-4052 [8] |
| Sulphur dry basis | wppm | 1508 1 | ASTM D-5453 [9] |
| Hydrogen dry basis | wt. % | 8.38 | ASTM D-5291 [10] |
| Carbon dry basis | wt. % | 55.87 | ASTM D-5291 [10] |
| Oxygen dry basis | wt. % | 22.56 | Calculated by difference |
| H2O dissolved | wt. % | 13.05 | ASTM D-1744 [11] |
| MCR | wt. % | 13 | ASTM D-4530 [12] |
| TAN | mgKOH/g | 88.24 | ASTM D-664 [13] |
| Pour point | K | 294 | ASTM D-97 [14] |
| Heating value | MJ/kg | 27 | Calculated via [15] |
1 Initial biocrude S content is 175 wppm, but with the addition of DMDS is increases to 1508 wppm.
Table 2.
GC-MS analysis with the most abundant compounds in HTL biocrude.
| Compounds | Units | HTL Biocrude |
|---|---|---|
| Aromatic | wt. % | 0.94 |
| Aliphatic | wt. % | 0.41 |
| Phenols | wt. % | 0.26 |
| Alcohols | wt. % | 3.54 |
| Carboxylic acids | wt. % | 39.18 |
| Esters | wt. % | 24.24 |
| Aldehydes | wt. % | 1.06 |
| Ketones | wt. % | 0.67 |
| Nitrogenous | wt. % | 0.21 |
| Oxygenate aromatics | wt. % | 0.44 |
| Oxyphenols | wt. % | 1.46 |
| Sulfur species | wt. % | 0.79 |
| Undetected | wt. % | 26.83 |
Table 3.
Tested operating window.
| Parameters | Units | Condition 1 | Condition 2 | Condition 3 |
|---|---|---|---|---|
| Temperature | K | 603 | 633 | 603 |
| Pressure | MPa | 6.9 | 6.9 | 6.9 |
| H2/biocrude ratio | scfb | 5000 | 5000 | 3000 |
| LHSV | h−1 | 1 | 1 | 1 |
Table 4.
Properties of the organic phase product in all examined cases, including also carbon yields, organic yields and aqueous phase yields.
Table 4.
Properties of the organic phase product in all examined cases, including also carbon yields, organic yields and aqueous phase yields.
| Properties | Units | HDT Biocrude | ||
|---|---|---|---|---|
| Cond. 1 | Cond. 2 | Cond. 3 | ||
| Density at 288 K | g/mL | 0.841 | 0.842 | 0.876 |
| S dry basis | wt. % | 0.01 | 0.02 | 0.08 |
| C dry basis | wt. % | 86.31 | 86.11 | 83.02 |
| H dry basis | wt. % | 13.43 | 13.43 | 12.52 |
| O dry basis | wt. % | 0.00 | 0.21 | 3.34 |
| H/C ratio | - | 0.156 | 0.156 | 0.151 |
| O/C ratio | - | 0.000 | 0.002 | 0.040 |
| H2O dissolved | wt. % | 0.053 | 0.002 | 0.651 |
| TAN | mgKOH/g | 0.50 | 0.18 | 6.00 |
| Viscosity at 313 K | cSts | 5.36 | 5.35 | 13.29 |
| MCRT | wt. % | 1.18 | 1.36 | 3.21 |
| Pour point | K | 279 | 279 | 282 |
| Bromine number | - | 3.1 | 9.4 | 16.8 |
| Cetane index | - | 56.18 | 56.17 | 46.72 |
| HHV | MJ/kg | 45.96 | 45.86 | 43.39 |
| Organic phase | v/v% | 65.48 | 67.97 | 66.67 |
| Aqueous phase | v/v% | 34.52 | 32.03 | 33.33 |
| Carbon yields | wt. % | 75.76 | 82.07 | 78.83 |
Table 5.
Gas product composition analysis.
| Gases | Units | HDT Biocrude Products | ||
|---|---|---|---|---|
| Cond. 1 | Cond. 2 | Cond. 3 | ||
| Hydrogen | v/v% | 90.490 | 90.137 | 88.239 |
| Methane | v/v% | 3.425 | 4.081 | 6.600 |
| Ethane | v/v% | 0.407 | 0.511 | 0.647 |
| Propane | v/v% | 5.200 | 4.781 | 4.092 |
| Isobutane | v/v% | 0.019 | 0.020 | 0.015 |
| N-Butane | v/v% | 0.100 | 0.128 | 0.066 |
| Isopentane | v/v% | 0.015 | 0.013 | 0.000 |
| N-Pentane | v/v% | 0.048 | 0.039 | 0.020 |
| C6+ | v/v% | 0.082 | 0.087 | 0.049 |
| Carbon dioxide | v/v% | 0.000 | 0.000 | 0.000 |
| Carbon monoxide | v/v% | 0.000 | 0.000 | 0.000 |
| Nitrogen | v/v% | 0.031 | 0.026 | 0.055 |
| H2S | v/v% | 0.179 | 0.172 | 0.213 |
| Total gas product flow | g/h | 2.86 | 2.71 | 1.45 |
Table 6.
Metal composition of raw HTL biocrude, organic product from condition 1 and aqueous phase product under condition 1.
Table 6.
Metal composition of raw HTL biocrude, organic product from condition 1 and aqueous phase product under condition 1.
| Metals | Units | HTL Biocrude | Prod. Cond. 1 Organic Phase | Prod. Cond. 1 Aqueous Phase |
|---|---|---|---|---|
| Zinc (Zn) | wppm | 11.55 | 0.31 | 2.72 |
| Vanadium (V) | wppm | 0.19 | 0.09 | 0.09 |
| Nickel (Ni) | wppm | 0.36 | 2.22 | 0.24 |
| Chromium (Cr) | wppm | 0.13 | 0.06 | 0.07 |
| Iron (Fe) | wppm | 16.69 | 0.31 | 0.14 |
| Cobalt (Co) | wppm | 0.08 | 0.03 | 0.03 |
| Manganese (Mn) | wppm | 2.28 | 0.13 | 0.47 |
| Copper (Cu) | wppm | 2.28 | 0.07 | 1.02 |
| Potassium (K) | wppm | 7162 | 0.66 | 1.36 |
| Calcium (Ca) | wppm | 100 | 1.2 | 2.68 |
| Sum | wppm | 7295 | 5.0 | 8.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Dimitriadis, A.; Bezergianni, S. Hydrothermal Liquefaction Biocrude Stabilization via Hydrotreatment. Energies 2024, 17, 1437. https://doi.org/10.3390/en17061437
AMA Style
Dimitriadis A, Bezergianni S. Hydrothermal Liquefaction Biocrude Stabilization via Hydrotreatment. Energies. 2024; 17(6):1437. https://doi.org/10.3390/en17061437
Chicago/Turabian StyleDimitriadis, Athanasios, and Stella Bezergianni. 2024. "Hydrothermal Liquefaction Biocrude Stabilization via Hydrotreatment" Energies 17, no. 6: 1437. https://doi.org/10.3390/en17061437
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.